-
Определение коэффициента рабочих ходов
При
выборе способа движения и вида поворота
агрегата стремятся увеличить долю
рабочих ходов в общем балансе пути.
Эффективность выбранного способа
движения и вида поворотов характеризует
коэффициент рабочих ходов φ:
φ=
∑
 –
–
суммарная длинна рабочих ходов;
∑Sx
– суммарная длинна холостого пути;
Суммарная
длина рабочих ходов:
∑Sp
=

F
– площадь обрабатываемого участка,
га
Bp – рабочая ширина захвата агрегата,
м (плуга)
∑Sp
=

= 238095,2
Суммарная
длина холостого пути агрегата:
∑sx
= ∑sxini,
sxi– длинна холостого хода при i-м повороте,
м
ni– количеством поворотов при
обработке площади
При
гоновом способе движения количество
поворота:
ni
=

С
– ширина участка
С=
L– средняя длина гона, м (500)
С=
= 500 м
ni
=
 = 475
= 475
∑sx
= 15,588*475= 7404 м
φ
=
= 0,97
Полученное
значение коэффициента рабочих ходов φ
не должно быть значительно ниже средних
его значений 0,70..0,75. При правильной
организации работы агрегата и больших
длинах гонов значение φ могут быть выше,
что и происходит в моем случае, когда
φ=0,97
-
Технико-экономические показатели использования машинно-тракторного парка
-
Расчет производительности машинно-тракторных агрегатов
Сменная
производительность агрегата в га
определяется из выражения
Псм=0,36ВѴТсмКвКѴКtϕ
Где
В – конструктивная ширина захвата
агрегата, м
Ѵ– теоретическая скорость движения
агрегата на 1-ой передаче, м/с;
Тсм– продолжительность смены, ч;
Кв– коэффициент использования конструктивной
ширины захвата рабочей машины;
КѴ–
коэффициент использования теоретической
скорости агрегата;
Кt–
коэффициент использования времени
смены;ϕ-коэффициент
рабочих ходов;
Коэффициент
использования теоретической скорости
движения агрегата определяется по
формуле
КѴ=(1-∂)(1-λп)
где
∂-коэффициент буксирования
(0,2)
λп-коэффициент криволинейного
хода(0,05)
КѴ=(1-0,2)(1-0,05)=0,76
По
рекомендации ВНИИЛМ рабочая скорость
движения машинно-тракторных агрегатов
при пахоте на открытых площадях
сельскохозяйственным плугом принимается
1,47 м/с (5,3 км/ч), что соответствует четвертой
передаче с редуктором
При
культивации дисковыми орудиями по
бороздам – 1,47 м/с (5,3 км/ч) что соответствует
четвертой передаче с редуктором
При
посадке лесопосадочными машинами –
0,6 м/с (2,1 км/ч) что соответствует первой
передаче с редуктором
Для
машин, на которые нет рекомендации от
ВНИИЛМ скорость будет равняться
теоретической скорости движения агрегата
на i-й передаче, 0,6 м/с (2,1
км/ч)
Псмдля плуга навесного ПЛН -3-35
Псм=0,36*1,05*1,47*8*1,1*0,76*0,8*0,97=2,88
Псм
для катка ЗККШ-6
Псм=0,36*6*0,6*8*0,96*0,76*0,8*0,97=5,87
Псм
для лесопосадочной машины СШП-5/3
Псм=0,36*0,9*0,6*8*1,0*0,76*0,8*0,97=0,92
Псмдля фрезерного культиватора КФП-1,5А
Псм=0,36*1,25*0,6*8*0,96*0,76*0,8*0,97=1,22
Псм
для выкопочно-выборочной
машины ВВМ-1
Псм=0,36*0,8*0,6*8*1*0,76*0,8*0,97=0,8
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
К основным элементам режима резания относят глубину, подачу и скорость резания. Рассмотрим схему резания при точении на примере обтачивания цилиндрической поверхности на токарном станке.
Глубина резания
t – глубина резания, величина снимаемого слоя металла, измеряемая перпендикулярно к обработанной поверхности и снимаемая за один проход режущего инструмента:
, мм;
где Dзаг – диаметр обрабатываемой поверхности, мм;
d – диаметр обработанной поверхности, мм;
Глубина резания t принимается обычно равной припуску. При чистовом проходе t должна быть не более 1…2 мм.
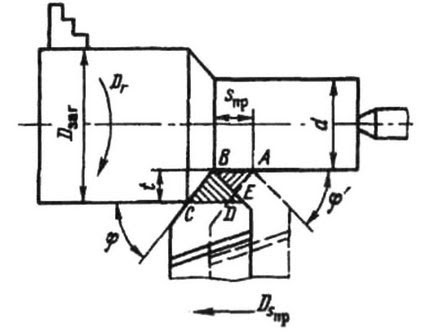
Рисунок 4.1 – Элементы резания и геометрия срезаемого слоя
Подача
Подача S – величина (путь) перемещения режущей кромки за один оборот обрабатываемой заготовки, либо за один ход заготовки или инструмента в направлении движения подачи, мм/об, мм/дв.ход.
Подачу назначают из условия обеспечения требуемой шероховатости обрабатываемой поверхности. Обычно работают на Sпр = (0,20…0,25) мм/об. Высокая чистота получается при работе на Sпр = 0,03…0,05 мм/об.
Эти параметры элементы режима резания t и S непосредственно влияют на размеры снимаемой стружки, так:
а – толщина срезаемого слоя, расстояние между двумя последовательными положениями главной режущей кромки за один оборот заготовки определяется а = S · sinφ;
в – ширина срезаемого слоя, расстояние между обрабатываемой и обработанной поверхностями, измеренное по поверхности резания: в=t/sinφ.
Заштрихованная площадь называется площадью поперечного сечения срезаемого слоя F:
F = t · S = a · b, мм2.
Скорость резания
V – скорость резания, путь перемещения обрабатываемой поверхности заготовки относительно режущей кромки резца в единицу времени, м/мин.
, м/мин, м/с,
n – число оборотов заготовки/мин.
Если главное движение возвратно–поступательное, (например строгание), а скорости рабочего и холостого ходов различны, то скорость резания в м/мин находят по следующей зависимости
V = Lm(К=1)/1000,
где L – расчетная длина хода инструмента;
m – число двойных ходов инструмента в мин;
К – коэффициент показывающий отношение скоростей рабочего и холостого ходов.
Для повышения производительности процесса обработки V резания должна быть наибольшей. Однако, скорость резания ограничивается стойкостью режущей кромки инструмента, т.е.

или
, м/мин,
где Т – стойкость инструмента, т.е. способность сохранять в рабочем состоянии режущие кромки (до достижения критического критерия затупления hзкр);
Сv – коэффициент учитывающий конкретные условия обработки: физико-механические свойства обрабатываемого материала, качество поверхности заготовки, углы резца, условия охлаждения и т.д.;
хy и yv – показатели степени при глубине резания t и подаче S, точно также как и Сv указаны в нормативных справочниках по резанию. Для определения оптимальной скорости резания нужен экономический анализ, необходимо выяснить, что выгоднее – повышение скорости резания или повышение стойкости инструмента. Например, расчетами или опытами выявлено, что при скоростях резания
| V, м/с | 1,2 | 1,5 | 1,7 | 2,0 |
| Т, сек | 425 | 166 | 100 | 33 |
Анализируя эти результаты можно отметить, что увеличение скорости резания на 25% приводит к снижению стойкости резца почти в три раза. Поэтому нужно учитывать, что по времени выгоднее – увеличение скорости или сохранение стойкости? В справочниках имеются рекомендуемые скорости резания V для данных конкретных условий обработки. При назначении V учитывают ее влияние на шероховатость поверхности, которая оказывает существенное влияние на износостойкость рабочих поверхностей детали, ее усталостную и коррозионную стойкость, а также на коэффициент полезного действия машин.
Шероховатость – один из показателей качества поверхности оценивается высотой, формой, направлением неровностей, включающая выступы и впадины на поверхности деталей, характеризующиеся малыми шагами т.е.

Она характеризуется тремя высотными параметрами Ra, Rr, Rmax двумя шаговыми Sm, S и относительной опорной длиной tр.
На шероховатость влияют режим резания, геометрия инструмента, вибрации, физико-механические свойства материала заготовки.
По современным представлениям сила трения Fт включает силу молекулярного взаимодействия контактирующих поверхностей и силу сопротивления их перемещению вследствие зацепления неровностей.
При благоприятном профиле износостойкость детали выше за счет меньшей величины контактных напряжений. Необходимо иметь ввиду, что усталостные разрушения вызываются знакопеременными нагрузками и трещины при этом развиваются с поверхности, причем в местах наиболее напряженных, т.е. во впадинах, где высокая степень пластического деформирования.
Следовательно скорость резания назначается таким образом, чтобы через определенное время (период стойкости Т) резец износился до значения критерия h3. Так Т = 30…60 мин для резцов из быстрорежущей стали и Тmax = 90 мин – для резцов с напаянными твердыми сплавами.
Пример
Для определенных условий обработки на токарно-винторезном станке модели IК62 определим значения теоретической скорости резания Vт:
Значения Сv = 5640 и 1500, m = 0,8, Хv = 0,55 и Уv = 0,55 приняты из справочных нормативных материалов по резанию.
Необходимо отметить, что скорость резания не оказывает существенного влияния на шероховатость, как значение подачи.
По паспортным данным станка IК62 определяем фактическую скорость резания Vд.
Расчетная частота вращения шпинделя, пр (для Vт = 120 м/мин):
мин–1.
На станке Vт – теоретическая скорость резания для данных условий обработки, м/мин; Dз – диаметр заготовки, мм.
Машинное время обработки определяется по формуле

мин,
где l – длина заготовки, мм;
l2 – длина перебега, по нормативным таблицам: для глубины резания
мм, l2 = 2 мм,
где d – диаметр, обработанной поверхности;
l1 – длина врезания
где φ – главный угол в плане проходного резца, примем равным 60°.
S – продольная подача резца за один оборот заготовки. Теоретическое значение подачи S = 0,6 мм/об заменяем величиной ближайшей подачи, имеющейся на станке IК62, т.е. S = 0,61 мм/об.
Мощность Nр, затрачиваемую на процесс резания, при силе резания Рz = 300 кГ определяем по формуле

кВт.
Необходимая мощность электродвигателя для выполнения заданного режима обработки
кВт,
где η – коэффициент полезного действия (кпд), равный 0,75.
Коэффициент загрузки станка IК62 для указанной обработки, при мощности его электродвигателя Nст = 10 кВт.
К параметрам процесса резания относят основное (технологическое) время обработки – время, затрачиваемое непосредственно на процесс изменения формы, размеров и шероховатости обрабатываемой поверхности заготовки.
При токарной обработке цилиндрической поверхности основное (машинное) время и элементы режима резания связаны зависимостью
где Li = l + l1 + l2 – путь режущего инструмента относительно заготовки в направлении подачи ( l – длина обрабатываемой поверхности, мм; l1 = t·ctgφ – величина врезания резца, мм; l2 = 1–3 мм выход резца (перебег)), i =H/t число рабочих ходов резца, необходимое для снятия материала, оставленного на обработку (Н – толщина удаляемого слоя металла, мм).
В целом штучное время состоит
Тшт = То + Тв + Тоб + Тп,
где Тв – вспомогательное время необходимое для выполнения действий, связанных с подготовкой к процессу резания (подвод и отвод инструмента, установка и снятие заготовки и т.д.);
Тоб – время обслуживания рабочего места, оборудования и инструмента в рабочем состоянии;
Тп – время на отдых и естественные потребности, отнесенное к одной детали.
Режимы резания: описание и основные параметры. Правила расчета и корректировки скорости, подачи, глубины и силы резания. Необходимые формулы. Зависимость от характеристик оборудования и инструмента.
Режимы резания в механообработке — это совокупность рабочих параметров, определяющих, с какой скоростью, силой и на какую глубину происходит погружение резца в деталь в процессе удаления с ее поверхности слоя металла.
Их базовые значения определяются расчетным путем на основании геометрии режущей кромки инструмента и обрабатываемого изделия, а также скорости их сближения. На реальные процессы обработки металла оказывает влияние множество факторов, связанных с особенностями применяемого инструмента, станочного оборудования и обрабатываемого материала.
Поэтому для расчета технологических режимов резания применяются эмпирические формулы. А базовые значения входят в их состав вместе с такими справочными величинами, как группы поправочных коэффициентов, величина стойкости, параметры условий обработки и пр.
Режимы резания влияют не только на заданную точность и класс обработки изделия. От них зависит сила, с которой кромка инструмента воздействует на металл, что напрямую влияет на потребляемую мощность, уровень выделения тепла и скорость износа инструмента.
Поэтому расчет их параметров является одной из основных задач технологических служб предприятий. Несмотря на множество разновидностей металлорежущего оборудования и инструмента, в основе всей механообработки лежат единые закономерности.
Поэтому методики вычисления режимов резания унифицированы и систематизированы в три основные группы: для токарных работ, для сверления и для фрезерования. Все остальные виды расчетов являются производными.

Оглавление
- 1 Параметры при расчете режима резания
- 1.1 Скорость
- 1.2 Подача
- 1.3 Глубина
- 1.4 Сила
- 2 Как правильно рассчитать режим резания при сверлении
Параметры при расчете режима резания
Основной расчет режимов механообработки ведется на основании трех параметров: скорости резания (V), подачи (S) и глубины резания (t). Для получения практических значений этих параметров, которые можно будет использовать в производстве, на первом этапе определяют их расчетные величины.
После чего по ним с помощью эмпирических формул, справочных таблиц и данных из паспортов оборудования выполняют подбор технологических режимов резания, которые будут наилучшим образом соответствовать виду обрабатываемого материала, возможностям станка, а также типу и характеристикам инструмента.
От правильного расчета и выбора данных параметров зависит не только качество обработки, но и такие показатели, как производительность, себестоимость продукции и эксплуатационные расходы. Кроме того, сила воздействия на инструмент в процессе обработки влияет не только на скорость его износа, но и на состояние оснастки и приспособлений.
Следствием работы на слишком больших скоростях и подачах является недопустимая вибрация и повышенная нагрузка на узлы и механизмы оборудования. А это может привести не только к потере точности, но и к выходу станка из строя.
Как правило, режимы резания проверяют и корректируют при пробной обработке детали. Поэтому их выбор зависит не только от правильности расчетов, но и от опыта технолога и станочника.
Скорость
Временно́й цикл обработки детали состоит из трех базовых компонентов: подготовительно-заключительного, вспомогательного и основного времени. Последнее включает в себя все операции резания металла на заданных режимах. В силу особенностей механообработки основное время — это самая затратная составляющая цикла обработки детали.
При этом его величина, а следовательно, и себестоимость изделия напрямую зависят от скорости резания. Поэтому правильный подбор данного параметра важен не только с технологической, но и с экономической точки зрения.
В общем виде формула расчетной скорости резания выглядит так:

В указанной формуле значение параметра D зависит от вида обработки. Для токарной обработки это диаметр детали, для прочих видов — диаметр режущего инструмента (сверла, фрезы). Параметр n — это скорость вращения шпинделя в оборотах за минуту.
Таким образом происходит определение теоретической величины скорости резания, которая является исходной для последующих вычислений. В частности, она используется для расчета теоретической глубины резания, которая обозначается t. По причине того что реальная скорость резания зависит от множества факторов, ее вычисление осуществляется по эмпирической формуле, в которой единственной расчетной величиной является t:

Здесь Cv — это безразмерная константа, зависящая от различных аспектов обработки; T — нормативное время стойкости инструмента; t — глубина резания; Sо — подача; Кv — сводный коэффициент, являющийся произведением восьми поправочных коэффициентов.
Подача
Подача (обозначается S) — это путь, который проходит режущая кромка за условную единицу. В зависимости от вида механообработки подача может иметь разную размерность. Длина пройденного пути всегда измеряется в миллиметрах, но соотноситься она может либо с одним оборотом (в токарной обработке), либо с одной минутой (при сверлении и фрезеровании).
Таким образом, при сверлении — это величина перемещения кончика сверла в глубь поверхности за одну минуту (мм/мин.), а при токарных операциях — продольное или поперечное перемещение резца за один оборот детали (мм/об.).
В силу специфики отдельных чистовых операций для них используется такой параметр, как «подача на зуб», которая измеряется в мм/зуб. Ее применяют при работе с инструментом, имеющим несколько лезвий, а ее значение показывает, какой путь кромка (зуб) одного лезвия прошла за один оборот шпинделя.
Величину этого параметра также можно вычислить, разделив подачу инструмента за один оборот на количество режущих лезвий.
Поскольку подача напрямую зависит от паспортных параметров конкретного оборудования, ее значение, как правило, не рассчитывают, а выбирают из таблиц в соответствующих технологических справочниках.
Производительность металлорежущего оборудования напрямую зависит от величины подачи. Кроме того, она является базовым параметром для расчета основного времени обработки. Теоретически при мехобработке необходимо задавать предельно возможное значение подачи.
Но в этом случае вступают в силу ограничения по возможностям станочного оборудования и требования к классу чистоты.
Максимальные значения подачи применяют при обдирке и черновой обработке, а минимальные — при выполнении чистовых операций.
Глубина
Глубина резания — это толщина металла, снимаемого на единичный рабочий ход режущей кромки. Его величина зависит от конструкции режущей части инструмента и его прочностных параметров (в том числе предельной тангенциальной силы), а также мощности станка, твердости обрабатываемого материала и требований к чистоте поверхности.
Этот параметр является определяющим при расчете количества рабочих ходов лезвия для полного удаления припуска. Глубина резания обозначается латинской буквой t и измеряется в миллиметрах.
При обточке она равна разности радиусов детали до и после рабочего хода, а при сверлении — половине диаметра режущей части инструмента.
Сила
Процесс обработки детали режущим инструментом сопровождается возникновением пары сил. С первой силой, которая обозначается R, инструмент воздействует на поверхность детали, а вторая сила возникает в результате встречного сопротивления обрабатываемого материала.
Сила R является векторной суммой трех сил: осевой, тангенциальной и радиальной. Их векторы являются проекциями вектора силы R на оси X, Y, Z. На рисунке ниже представлено изображение векторов сил, возникающих при токарном точении.

При технологических расчетах используют не саму силу R, а ее составляющие. Из них самая значимая и большая по величине — эта тангенциальная сила Rz.
На практике она носит название сила резания, т. к. именно от нее зависит расход мощности и крутящий момент шпинделя. Силу резания вычисляют по эмпирическим формулам, данные для которых берут из справочных технологических таблиц.
Расчет для токарной обработки производится по следующей формуле:

Кроме константы Ср, степенных показателей подачи, глубины и скорости резания, в формулу расчета силы резания входит корректирующий коэффициент Кр. Он представляет собой произведение пяти поправочных коэффициентов, учитывающих особенности обработки различных материалов.
Для измерения сил резания в режиме реального времени применяют емкостные, индуктивные и тензометрические датчики. Последние являются самыми компактными и наиболее точными.
При их использовании на станках с ЧПУ сила резания может адаптивно увеличиваться или уменьшаться путем автоматической корректировки величины подачи и числа оборотов.
Это позволяет вести непрерывную обработку без вмешательства оператора, а также предотвращает поломку инструмента и уменьшает его износ.
Как правильно рассчитать режим резания при сверлении
При работе сверла на него воздействует та же совокупность сил, что и на токарный резец. Поэтому для расчета режимов резания при сверлении используется аналогичная методика, но со своей геометрией и соответствующими значениями параметров.
Силы Рz направлены в противоход главному движению и находятся в прямой зависимости от скорости резания (см. рис. ниже). Силы Рх, Рn и Рл воздействуют на конструктивные элементы сверла и определяют значение осевой силы (Ро), соответствующей силе привода станка.

Главные технологические параметры сверла — осевая сила и крутящий момент. Их определяют расчетным путем с помощью эмпирических формул:

Здесь Ср и См — это константы, значение которых зависит от вида сверления, а также свойств материалов и обрабатываемой детали; D — диаметр сверла и S — подача.
Корректирующий коэффициент Кр в данной формуле связан только с характеристиками материала детали.
Условия резания при сверлении гораздо сложнее, чем при токарной обработке, т. к. в этом случае значительно затруднен отвод стружки и тепла. Применение СОЖ дает намного меньший эффект в связи со сложностью подвода жидкости к зоне резания.
К тому же все факторы, которые оказывают влияние на процесс сверления, при подборе режимов по таблицам и формулам учесть невозможно.
Поэтому для проверки и корректировки технологических режимов, как правило, используют пробную обработку детали.
Правильный расчет режимов резания при сверлении производится по сложным формулам с использованием таблиц из технологических справочников.
А есть ли какой-нибудь упрощенный способ, основанный на количестве оборотов и виде материала сверла, который можно применять в повседневной практике? Если кто-нибудь может посоветовать такой расчет, поделитесь, пожалуйста, информацией в комментариях к данной статье.
Нарезание осуществляют в несколько ходов, число которых зависит от глубины впадин и необходимой точности обработки. После наладки станка на нарезание резьбы включают механическую продольную подачу, равную шагу резьбы. По достижении полного хода резец поперечной подачей отводится от заготовки и включением обратного хода ходового винта возвращается в исходное положение. Затем, перемещая резец поперечной подачей, устанавливают необходимую глубину резания и повторяют ходы до получения полного профиля резьбы по глубине. [c.88]
Режимы резания устанавливаются в такой последовательности выбирают стойкость инструмента, глубину резания (и число проходов), подачу, скорость резания (число оборотов или двойных ходов инструмента) и определяют машинное время обработки. [c.79]
При выборе скорости резания учитываются глубина резания и подачи. Число оборотов или двойных ходов п в минуту инструмента или изделия определяется исходя из расчетной (технологической) скорости резания. [c.568]
Назначают глубину резания с учетом режущих свойств инструмента, затем по нормативам устанавливают подачу, скорость резания и необходимую мощность. От глубины резания зависит число рабочих ходов. Из формулы основного времени видно, что оно прямо пропорционально числу рабочих ходов и, следовательно, число рабочих ходов должно быть минимальным. Кроме того, с увеличением числа рабочих ходов увеличивается вспомогательное время (отвод, подвод инструмента). При выборе подачи и глубины резания следует учитывать, что выгоднее работать с большими глубинами резания. Глубина резания может быть увеличена за счет уменьшения подачи. [c.260]
Глубина резания и подача. При нарезании резьбы резцами различают продольную подачу S, равную шагу резьбы Р, и поперечную, определяющую глубину резания t, равную высоте резьбового профиля, при нарезании резьбы за один рабочий ход или части высоты профиля, соответствующей числу рабочих ходов г, необходимых для образования резьбы. [c.428]
Выбор скорости резания и числа двойных ходов. При выбранных глубине резания и подаче скорость резания устанавливается в зависимости от механических свойств обрабатываемого материала, главного угла в плане режущей части резца и периода его стойкости. [c.299]
Рациональный выбор режима резания заключается в назначении таких значений подачи, глубины и скорости резания, которые позволяют максимально использовать технологические возможности станка и режущего инструмента. Режим резания обычно выбирают в такой последовательности устанавливают глубину резания, исходя из припуска на обработку и выполнения ее с наименьшим числом рабочих ходов устанавливают подачу с учетом прочности механизма подач и жесткости заготовки (для черновой обработки), а также требуемой шероховатости поверхности, геометрии инструмента и материала заготовки (для чистовой обработки) устанавливают допустимую скорость резания, исходя из выбранных глубины резания и подачи, мощности станка, материала заготовки, материала, геометрии и стойкости инструмента. [c.62]
Рекомендуемые режимы резания (глубина резания 1 в мм, подача а в мм и скорость резания V в м/ мин) для черновой и чистовой обработки плоскостей, обработки пазов и отрезке на продольно-строгальных, поперечно-строгальных и долбежных станках приводятся в табл. 7—13, При многорезцовом строгании с делением припуска по глубине резания подачу следует назначать по максимальной глубине резания на один резец. При многорезцовом строгании с делением подачи между отдельными резцами подача на один двойной ход увеличивается соответственно числу одновременно работающих резцов. Скорость резания при этом назначается в зависимости от подачи на один резец. [c.518]
Число переходов (рабочих ходов) при зубодолблении определяют в зависимости от модуля, материала заготовки и требуемого качества. Зубчатые колеса нарезают за несколько переходов с модулем 2 — 3 мм — за один черновой и один чистовой, с модулем 3 — 6 мм — за два черновых и один чистовой, с модулем 6 — 12 мм — за три черновых и два чистовых. Обработка за несколько переходов является наиболее эффективной. При многопереходной обработке полная глубина зуба делится на число переходов глубина резания постепенно уменьшается (при последнем переходе она равна примерно 0,25 мм). [c.346]
В табл. 3.18 приводятся рекомендации по выбору глубины резания. Относительно небольшое влияние глубины резания на период стойкости резцов при точении позволяет при черновой обработке весь припуск снимать за один рабочий ход (кроме снятия повышенных припусков при обработке на маломощных станках). При чистовом точении число проходов зависит от требуемых параметров шероховатости и точности обработанной поверхности. При тонком точении с высоким качеством поверхностного слоя и шероховатостью поверхности от Ка – 0,32…0,16 мкм до Rz = 0,050…0,025 мкм глубина резания может доходить до 0,03 мм (см. табл. 3.44). [c.113]
Расчетный размер длины рабочего хода с учетом величины врезания и перебега Глубина резания Число рабочих ходов Подача [c.207]
Здесь Z — подача на один зуб инструмента (фрезы, развертки и т. п.), мм Z — число зубьев инструмента п — чиС ло оборотов или число двойных ходов в минуту). Технологическое время зависит от правильного выбора элементов режима резания глубины резания, подачи и скорости резания. Причем назначения режимов при одноинструментной и многоинструментной обработке при общности припусков существенно отличаются по показателям стойкости и экономической скорости резания, т. е. скорости резания, при которой себестоимость обработки будет наименьшей. [c.112]
Нарезание резьбы резцами проводится за несколько рабочих ходов, число которых зависит от шага нарезаемой резьбы и материала заготовки. Режимы резания при нарезании резьбы резцом взаимосвязаны, что затрудняет выбор их оптимальных значений. Глубина резания при нарезании резьбы переменная при первом ходе она равна подаче, а при последнем — высоте профиля резьбы. Обычно весь припуск снимается за несколько черновых и чистовых рабочих ходов. [c.257]
Припуск на обработку составляет 6 мм. По табл. 25, ч. II устанавливаем число ходов. Для глубины резания до 6 мм и параметра шероховатости обработанной поверхности = 60 мкм рекомендуется два перехода. Глубина резания для первого перехода == 4,5 мм, для второго ti= 1,5 мм. [c.382]
Для каждого перехода определяют расчетные размеры обрабатываемых поверхностей, число рабочих ходов и режимов резания (скорость резания, глубина резания, подача). [c.75]
При обработке вертикальных поверхностей используют небольшие по размеру резцы, закрепляемые в оправке (рис. 98, 3). После закрепления резца устанавливают выбранный режим резания число двойных ходов, подачу и глубину резания, а также необходимую длину хода. Затем производят черновое, чистовое или отделочное строгание. [c.247]
При обработке наклонных поверхностей используют те же резцы, что и при обработке вертикальных поверхностей. Затем устанавливают длину хода, число двойных ходов, подачу и глубину резания. После этого производят обработку наклонной плоскости в несколько проходов. Если требуется получить точное угловое расположение наклонной поверхности, то в процессе работы после черновых проходов производят проверку угломером. [c.250]
Установка длины хода долбяка, числа двойных ходов, подачи и глубины резания такие же, как при работе на строгальных станках. Приемы и средства измерения размеров обработки являются общими. [c.261]
При шевинговании с двумя подачами время обработки сокращается до 25 %, в зависимости от выбора числа черновых и чистовых рабочих ходов. Стойкость шевера, выраженная числом обработанных деталей, повышается приблизительно на 25 % благодаря лучшим условиям резания. Глубина резания при черновой подаче больше — изнашивание меньше, время обработки короче, следовательно, каждая режущая кромка выполняет меньшее число рабочих ходов. [c.191]
В условиях массового и крупносерийного производства в ряде случаев представляется целесообразным запроектировать технологическую операцию на специальном станке. В каждом подобном случае должно быть разработано задание на проектирование данного специального станка. Заданием определяется 1) тип станка с краткой характеристикой его конструкции 2) назначение станка с указанием наименования и номера детали и операций по технологическому процессу, для которой станок предназначается 3) производительность в штуках (деталях) в час или смену 4) характеристика обрабатываемого материала (его марка, предел прочности и твердость) 5) общее число позиций, включая загрузочные позиции 6) ориентировочные режимы обработки, т. е. глубины резания, скорости подачи, скорости резания, числа оборотов и величины рабочих ходов по отдельным позициям с указанием величин, в пределах которых должна быть обеспечена возможность регулирования при настройке станка [c.356]
Глубина, подача и скорость резания (число двойных ходов) не могут выбираться строгальщиком произвольно, так как это может привести к снижению качества обработки, ее точности, чистоты поверхностей, вызвать преждевременное затупление резца, его поломку и т. п. [c.284]
После выбора круга и балансировки его устанавливают на станок. Чтобы убедиться в прочности круга, его обкатывают на станке в течение 4—5 мин с установленным кожухом. Не обкатав шлифовальный круг, нельзя приступать к работе. После обкатки шли( ю-вального круга, его правят техническим алмазом, или алмазным карандашом. По окончании наладки шлифовального круга приступают к установке детали. Перед установкой детали на стол проверяют наличие забоин или других отклонений, так как качество и точность обработанной детали зависят от состояния рабочей поверхности стола. Если рабочий стол станка имеет поверхность, которая не может обеспечить качество и точность обрабатываемой детали, его шлифуют. Обычно стремятся при наименьшем съеме металла с поверхности стола получить высокую точность его поверхности. Во избежание нагрева стола рекомендуется его шлифовать глубиной резания не более 0,01 мм при минимальном числе оборотов. Общий съем металла при шлифовании стола не должен превышать 0,04— 0,05 мм. Получаемая поверхность должна быть тусклой и не иметь блестящих пятен и следов шлифовальных прижогов. После того как стол прошлифовали, его проверяют на точность. И только тогда приступают к установке деталей. Перед установкой деталей необходимо выбрать метод крепления их на столе. Детали, изготовленные из цветных металлов, немагнитны, поэтому для их крепления применяют машинные тиски и другие специальные приспособления. При шлифовании магнитных деталей, изготовленных из стали или чугуна, возможен случай продольного смещения деталей по столу под действием случайно возникших, повышенных сил резания. Поэтому шлифуемые детали необходимо охватить дополнительными подпорными стальными планками, которые являются опорой деталей. Высота опорных планок должна быть ниже шлифуемых деталей, чтобы в процессе шлифования круг их не касался. После установки деталей на рабочий стол станка, включают электромагнит и продольное движение стола. Шлифовальную бабку подводят вручную к шлифуемым деталям, постепенно вводя шлифовальный круг в соприкосновение с ними. Нельзя также подводить шлифовальный круг вплотную к детали на быстром ходу во избежание удара его [c.266]
Глубина резания и подача. При нарезании резьбы резцами различают продольную подачу 5, равную шагу резьбы Р, и поперечную, определяющую глубину резания I, равную высоте резьбового /грофиля, при нарезании резьбы за один рабочий ход или части высоты профиля, соответствующей числу рабочих ходов , необходимых для образования резьбы. Если шаг резьбы Р < 2,5 мм, поперечная подача имеет радиальное направление и образование резьбы происходит по профильной схеме (рис. 7, а). Если шаг резьбы Р > 2,5 мм, чер ювые ходы выполняют по генераторной схеме с поперечной подачей. 55, параллельной боковой стороне резьбового профиля (рис. 7,6), оставляя припуск е на чистовые рабочие ходы, срезаемые по профильной схеме. Число рабочих ходов выбирают по табл. 45, 46. [c.293]
Сокращение числа холостых ходов при нарезании резьбы может быть получено скоростной обработкой при одновременном увеличении глубины резания и более жестком креплении деталей. Например, на одном из заводов при нарезании метрической резьбы на полуоси ее закрепили в патроне с поджимом задним центром вместо крепления в центрах с хомутиком. Установив резец с пластинкой из твердого сплава Т15К6, увеличили глубину и скорость резания с 17 до 135 м1мин. В результате число проходов значительно уменьшилось, а производительность труда возросла за счет сокращения машинного и вспомогательного времени. [c.199]
Р е ж и мы резания при нарезании резьбы резцом. Глубина резания определяется числом проходов. Подача при нарезании резьбы равняется шагу резьбы, а при нарезании многозаходной резьбы — ходу H=KS, где К — число заходов). Скорость резания зависит от обрабатываемого материала и материала резьбового резца при обработке стали быстрорежущими резцами она, составляет 20—35 м1мм, при обработке чугуна 10—15 м мм, при обработке твердосплавными резцами — соответственно 100—150, 40—60 м[мм. [c.176]
Нарезание резьбы резцами на токарных станках выпшняют за несколько рабочих ходов. После каждого рабочего хода резец отводят в исходное положение. По нониусу винта поперечной подачи устанавливают требуемую глубину резания и повторяют рабочий ход. При нарезании резьбы с шагом до 2 мм подача может находиться в пределах 0,05—0,2 мм. Ёсли резьбу нарезают одновременно двумя режущими кромками, то образующаяся стружка сталкивается и портит поверхность резьбы. Поэтому перед началом рабочего хода резец следует смещать на 0,1—0,15 мм поочередно вправо или влево осевой подачей. При этом обработка ведется только одной режущей кромкой. Число черновых рабочих ходов должно быть 3—6, а чистовых — 3 (рис. 10.6, а—б). [c.103]
При установлении режимов резания для шлифования определяют скорость вращения шлифовального круга (в м1сек) в зависимости от обрабатываемого материала, скорость вращения обрабатываемой детали (в м1мин), продольную подачу круга (для обычного метода шли- рования — в долях круга, для глубинного — в миллиметрах на оборот детали), поперечную подачу — глубину резания (в миллиметрах — при работе круга с продольной подачей, в миллиметрах на оборот изделия — при шлифовании в упор), число оборотов стола и глубину шлифования на один оборот (при шлифовании на станках карусельного типа), скорость хода стола (в м1мин) при шлифовании на станках продольного типа. [c.140]
Нарезание резьбы резцами производят в несколько рабочих ходов, так как острый угол при вершине в плане не допускает больших нагрузок. Число рабочих ходов зависит от размеров впадины, т. е. от величины срезаемого слоя металла, и требуемой точности. После каждого рабочего хода резец отводят от заготовки, возвращают в исходное положение и поперечным перемещением устанавливают на требуемую глубину резания для следующего рабочего хода. Поперечное перемещение возможно либо в направлении, перпендикулярном оси заготовки, либо под углом профиля резьбы. После установки резца на требуемую глубину резания включают механическую продольную подачу и производят следующий рабочий ход. При поперечной подаче, перпендикулярной оси заготовки, в резании участвуют обе режущие кромки и вершина резца, что ухудшает условия стружкообразо-вания. [c.148]
Размеры обрабатываемой поверхности. 2. Свойства материала детали с точки зрения обрабатываемости металла. 3. Элементы режима резания с учетом режущих свойств инструмента, жёсткости детали, моишости стянка и прочности механизм.1 подачи станка а) глубина резания, 6) подача, в) число оборотов или двойных ходов в минуту. 4. Требуемая точность и чистота обработки. Для работ, выполняемых с ручной подачей, к перечисленным факторам добавляются а) кинематика механизма подачи и размеры детали, к которой прикладывается угилие рабочего б) усилие, прикладываемое рабочим [c.481]
Одновременное долбление всех зубьев колес. Способ одновременного долбления зубьев модуля не более 8 мм методом копирования на специальных полуавтоматах мод. 5110, 5120 и других дает высокую производительность вследствие применения специальной резцовой головки (рис. 109, в), имеющей столько резцов, сколько зубьев нужно нарезать у заготовки. Профиль резцов имеет форму впадины нарезаемого зубчатого колеса. Принцип работы станка заключается в следующем заготовка, совершая возвратно-поступательное движение, входит в неподвижную резцовую головку, при этом радиально расположенные резцы снимают стружку. При обратном ходе заготовки резцы несколько расходятся в направлении от центра, позволяя режущим кромкам избегнуть трения о заготовку. При следующем рабочем ходе резцы подаются в радиальном направлении на величину подачи, вновь происходит резание и цикл повторяется до тех пор, пока не будут нарезаны зубья на полную глубину, цосле чего станок автоматически выключается. Обработка производится при обильном охлаждении маслом под давлением. Способ производительнее метода зубофрезерования в несколько раз. Головки весьма сложны и дороги в изготовлении, для каждого числа зубьев и модуля требуется своя головка. Данный способ применяется только в массовом производстве. [c.183]
На фиг. 83 показана трехрезцовая строгальная головка. Она налаживается для работы методом деления подачи (фиг. 83,а). Это позволяет сократить число рабочих ходов. Применяются также державки, которые налаживаются для обработки методом деления глубины резания (фиг. 83, б). Снятие при строгании тонкой и широкой стружки способствует не только увеличению стойкости резцов, но и получению точных поверхностей. [c.227]
Режим резания при строгании. Выбор режима резания при строгании сводится к выбору характеристики режущего инструмента (резца), глубины резания, подачи и скорости резания, определению числа двойных ходов, силы резания и мошлости резания. [c.596]
На фиг. 75, а изображена зависимость температурной деформации станка P , измеренной на вершине зуба фрезы (точка С на фиг. 75,6), от времени работы при холостом ходе (кривая А) и при нагрузке 5,2 э. л. с. — мощность, расходуемая на резание (кривая В). Правая часть кривой А соответствует периоду охлаждения. Заметим, что в данном случае испытывался довольно большой станок с размерами стола 500X2000 мм . Число оборотов во время опыта равнялось 392 в минуту. При резании (кривая В) обрабатывалась сталь 45 четырехзубой фрезой с зубьями из сплава Т15К6 при ширине фрезерования 165 мм, глубине резания 5 мм подаче 0,1 мм/зуб, скорости резания 240 м/мин. Вылет пиноли равнялся 180 мм. Как [c.116]
Число рабочих ходов устанавливают в зависимости от модуля, материала заготовки и требуемого качества. Применяют один, два и более рабочих ходов от специального кулачка. При однопроходном кулачке деталь после врезания совершает один оборот, при двухпроходном — два и т. д. В зубодолбежных станках новых конструкций число рабочих ходов устанавливается не от кулачков, а микрометрическим винтом. Новые станки допускают изменение круговой подачи, частоты движения долбяка и направление вращения долбяка между рабочими ходами. При многопроходной обработке полная глубина зуба делится на число рабочих ходов. Глубина резания постепенно уменьшается, при последнем рабочем ходе она равна примерно 0,25 мм. Нарезание зубчатых колес с модулем 2—3 мм ведется в один черновой и один чистовой рабочие хода, с модулем 3—6 мм — за два черновых и один [c.185]
Наладка зубодолбежного станка для нарезания зубчатого колеса складывается из следующих операций 1) установка долбяка 2) установка оправки и обрабатываемой детали 3) установка длины хода долбяка и хода относительно обрабатываемой детали 4) настройка скорости резания (числов ходов в минуту) 5) установка долбяка на глубину врезания 6) настройка гитары деления 7) на- [c.280]
