Содержание
- Что делать если торчат полы пальто, детали шлицы после стирки?
- Шлица на пальто оттопыривается что делать
- Шлица на юбке, пиджаке, пальто: что за деталь и зачем она нужна
- Что такое шлица
- Зачем нужна шлица
- Виды шлиц
Что делать если торчат полы пальто, детали шлицы после стирки?
Пришлось постирать драповое пальто. Теперь у изделия тянет подборт, торчат полы и детали шлицы сзади. Как исправить ситуацию, можно ли восстановить пальто? Сам драп не дал усадки, вещь не изменила своего размера, ее можно носить. Все портят торчащие фрагменты. Приутюжить не получается, полы заворачиваются кверху.
Что делать если торчат полы пальто? Как вернуть их на место, прижать к центру, заправить внутрь? По сравнению с передом шлица топорщится не сильно, но заметно. Неужели придется выбрасывать пальто? Помогите советом, пожалуйста.
Причиной того, что после стирки некоторые места пальто — полы, воротник, шлица — покоробились, вероятнее всего, стала усадка дублерина. Он был приклеен к драпу в сухом виде и сел после стирки. За собой дублерин потянул пальтовую ткань, все изделие повело, оно стало торчать. Если полы и шлица пальто торчат после стирки, исправить ситуацию можно, но придется приложить усилия, потратить время.
Чтобы вернуть вещи презентабельный вид, необходимо избавится от некачественного дублерина. Для этого придется заглянуть в пальто изнутри: между подкладкой и верхней драповой, текстильной частью. С этого ракурса придется спарывать дублерин. Вооружившись лезвием, севший дублерин постепенно рекомендуется срезать со всех доступных мест: подбортов, шлицы, подгибок. Если воротник смотрится плохо, придется подпороть срез горловины и подобратся к дублерину на воротнике, удалить его.
В случае, если уплотнитель приклеен прочно и не спарывается, стоит сделать продольные надрезы именно (только!) на дублерине, не затрагивая драп, чтобы он имел возможность хотя бы местами разойтись в стороны. Это несколько улучшит внешний вид пальто после утюжки.
Если дублерин отошел полностью, то на его место можно приклеить новый, но критически оценив внешний вид пальто, не запрещается оставить мягкие подборта с воротником, без новой проклейки: мягкие фактуры сейчас в тренде.
Если захочется поставить новый дублерин, то стоит учесть, что без подпарывания некоторых узлов этого сделать не получится. Клеить дублерин в доступных местах шлицы, подборта нужно только после того, как его обильно смочат водой и дадут высохнуть. Тогда последний даст усадку до начала работы.
Известен еще вариант возвращения на место заблудившихся шлиц и подбортов, ленивый:
- запасаемся долевой тесьмой в тон пальтовой ткани. Вооружаемся ниткой с иголкой;
- закрепляем в верхней части отлетного края шлицы край тесьмы;
- вымеряем, сколько кромки по длине понадобится, чтобы прошить ею полностью вертикальный срез шлицы;
- отрезаем кромку, укоротив на сантиметр от необходимой вымеренной длины, умышленно сделав короче, чем нужно;
- закрепляем отрезанную тесьму внизу и в нескольких местах, равномерно распределяя излишек драпа между секциями тесьмы, как будто припосаживаем шлицу;
- проутюживаем шлицу с паром с лицевой стороны, она должна смотреться лучше, пусть не идеально.
Процедуру повторяем несколько раз на шлице с подбортами, воротнике.
Подобным образом приходилось выравнивать даже полы дубленок, которые начинали закручиваться в трубочки после воздействия погодной влаги. Но в случае с пришиванием тесьмы, покоробленный дублерином, драп все равно будет заметен. Поэтому некачественный дублерин лучше убрать или сделать рассечки, дав ему свободу растяжения вместе с драпом.
Источник
Шлица на пальто оттопыривается что делать
Памажите чем можити, пажалуста. Пропустила пару занятий на курсах (болела) и теперь вот ушами хлопаю: на повестке дня — прямая классическая юбка со шлицей и на подкладке. Вопрос такой: когда низ-то подшивать — до или после того, как обработана шлица? И как? Вручную потайными стежками? Или швом вподгибку с закрытым срезом? если так — то прострочить и шлицу тоже? Как назло, у меня ни одной такой юбки нет, подсмотреть негде.По ссылочкам побродила, про последовательность обработки ничего не нашла. Мяу!
![]() Alexis
Alexis
Извините за качество — у меня нет сканера, поэтому делала через фотоаппарат.
Хотела подвесить ещё две картинки — подшивка низа и соединение с подкладкой — а они не цепляются почему-то.
Но я делала в следующей последовательности:
сшила задние полотнища по среднему шву от метки молнии и до метки шлицы,
разгладила средний шов и обметала,
сделала шлицу (см. картинку вверху),
опять открыла шлицу и подшила низ юбки,
потом опять отвернула припуски шлицы наизнанку и подшила их.
(Низ юбки я подшивала потайным швом на машинке, и края шлицы — тоже потайным швом прямо на машинке)
Потом сшила всё остальное в юбке. И затем пришила подкладку.
![]() Ulsen
Ulsen
У меня постоянно и на всем расходится шлица. Пока шью и примеряю — все ОК, но как начинаю носить — края «поехали».
Осиночки, подскажите, в чем тут может быть дело. Может это из-за особенностей фигуры, которые я не учитываю?
![]() Антаниани
Антаниани
Сталкивалась с подобной проблемой. Теперь на мягких, рыхлых и буклистых тканях не делаю шлиц и разрезов вообще. Есть вариант делать юбку не просто прямой, а слегка расширяющейся внизу. Или же при посадке на стул стараться не раздирать полотнища в разные стороны, а как бы оставлять их в нужном положении.
Для «высоких» шлиц (в смысле юбка длинная, а разрез совсем смелый) советуют делать их более глубокими, см.7 не меньше.
Это проблема, которую можно решать в комплексе.
![]() coconut
coconut
нижнюю половину шлицы, надо при проглажке чуть присобирать в верху самом, так нас на курсах учили воо всяком случае
![]() Ulsen
Ulsen
Теперь на мягких, рыхлых и буклистых тканях не делаю шлиц и разрезов вообще.
Вот и я старалась шлиц и разрезов избегать, но тут безвыходная ситуация — придется как-то решать проблему. Я вот о чем подумала. Так как я пользуюсь готовыми выкройками, может ли причина заключаться в конструктивных неточностях — ну типа сзади я менее выпуклая, чем положено для соответствия выкройке. Хочется все время место локализации шлицы подтянуть вверх — укоротить спинку. И вот если я скорректирую выкройку таким образом, не возникнет ли новых проблем.
![]() Ulsen
Ulsen
нижнюю половину шлицы, надо при проглажке чуть присобирать в верху самом, так нас на курсах учили воо всяком случае
Я так пробовала, но верхняя половинка шлицы «уезжает» в сторону все равно, хотя клинышек вместо шлицы все же не образуется. У меня еще и ткань в полоску.
![]() Elenushka
Elenushka
только хотела спросить: а с длинами все в порядке? и как выглядят боковые швы на изделии без шлицы? точно и отвесно вниз или чуть косит? и если косит, то куда?
вообЧе совет: построй юбку по злачевской (инфа на сезоне), она подобные ньюансы предусматривает.
![]() Irina_b
Irina_b
Всем доброго времени суток!
Идя по городу часто замечаю, что в пальто или плащах (на спинке ) расходится шлица.Из за чего может возникать этот деффект? Может есть какой-нибудь конструкторский приём, который поможет избежать такой неприятности?
![]() Барабох
Барабох
Чтобы шлица не припадала к ногам — при раскрое не просто дают ткань для нее, но еще и заужают ее по линии низа (на 0,7 — 1,2 см), а изделие таким образом расширяется по низу.
М.б. у шлиц, что Вы видели нет закрепляющей отстрочки или она была не проклеена. Но на улице ведь чужой плащь руками не пощупаещь.
![]() coconut
coconut
что бы шлица не расходилась, необходимо нижнюю половинку присборить,
![]() Marmelad
Marmelad
В книге «Шьем костюм» зингеровской этот дефект предложено устранять путем заложения горизонтальной вытачки по спинке на уровне талии, тогда шлица складывается правильно.
Я думаю что это связано с выпуклостью бедер относительно талии. У всех по-разному!
![]() Irina_b
Irina_b
сoconut, Вы имели ввиду на участке, где подкладка притачивается к шлице ( подкладка отлетная) сделать посадку шлицы т.е. основной ткани?
![]() Ataner
Ataner
Ирина,вы смотрите на пальто,уже не раз бывшие в носке.Поэтому то,что шлица или борта немного расходятся -это еще не доказывает наличие дефекта.Все дело в том,что просто люди садятся,в обществ. транспорте или в машине.И при этом просто происходит как бы растягивание.О наличие дефекта можно судить только на новом пальто
![]() Jeca
Jeca
Полностью согласна с Барабох, нас тоже так учили. В халате ведь делается отвод, чтобы полы не расходились. Нечто похожее делается со шлицей и с любыми другими складками. Исключения — ткани в клетку и полоску (там сломается рисунок)
Источник
Шлица на юбке, пиджаке, пальто: что за деталь и зачем она нужна

- Главная
- Блог
- Статьи
- Шлица на юбке, пиджаке, пальто: что за деталь и зачем она нужна
Шлица на пиджаках, юбках и пальто — маленькая, но существенная деталь. В статье рассказываем, зачем нужна шлица, как научиться её выполнять и почему следует убирать смётку со шлиц с изделий из магазина.
 Фото: Farfetch. Шлица на юбке Prada
Фото: Farfetch. Шлица на юбке Prada
Что такое шлица
Слово «шлица» пришло из немецкого языка, где Schlitz — это щель, паз, разрез. Шлица — это деталь изделия, особый разрез, в котором одна половина перекрывает другую. С лицевой стороны прокладывается строчка, чаще по диагонали, чтобы соединить между собой все слои детали.
Шлицу можно спроектировать в среднем, боковом, локтевом, отделочном шве, в рельефе.
Шлица встречается в таких изделиях, как:
- юбка,
- блузка,
- платье,
- жакет и жилет,
- классическое пальто,
- летнее пальто,
- пальто-кейп,
- тренч.
 Фото: Farfetch. Шлица в тренче Burberry
Фото: Farfetch. Шлица в тренче Burberry
На спинке мужского классического пиджака может быть одна или две шлицы. Двойная шлица — примета традиционного британского кроя, одна шлица характерна для американского стиля.
Зачем нужна шлица
У шлицы две функции:
- обеспечить свободу движения — например, шаговые шлицы в юбках, платьях и пальто;
- украсить — шлицы на рукаве по большей части декоративные.
На швейных производствах половинки шлицы скрепляют между собой парой ручных стежков. Это защищает деталь от деформации при дальнейшей сборке изделия и его транспортировке. После покупки намётку стоит убрать — она выполнила свою функцию и больше не нужна. Иногда люди, далёкие от шитья, не знают, зачем зашита шлица, и оставляют её как есть. Это может позабавить тех, кто шьёт своими руками.
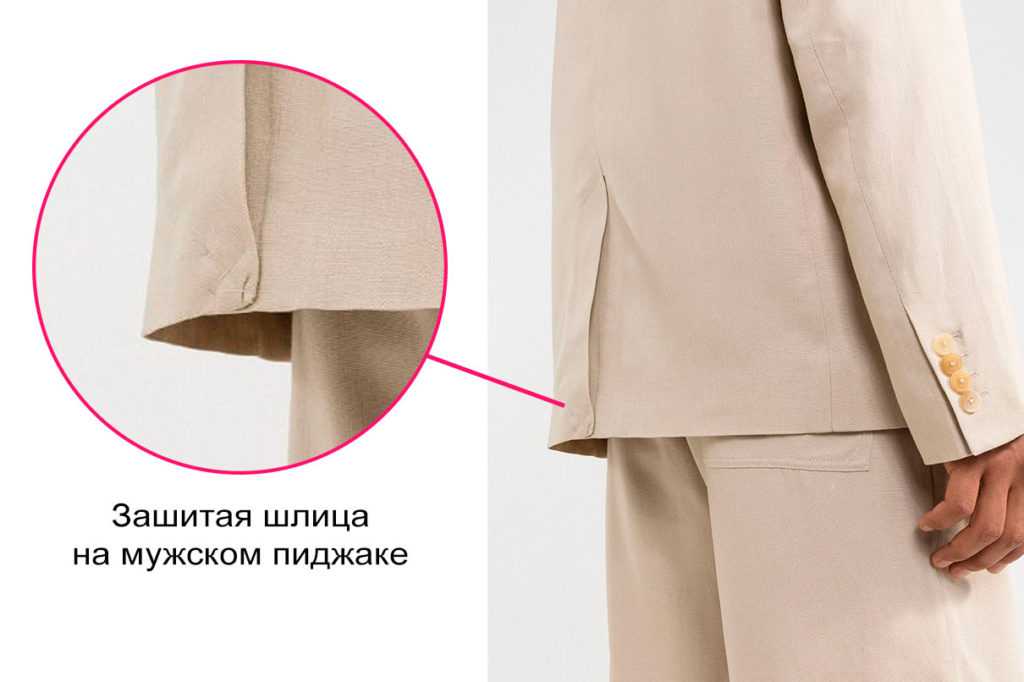 Фото: Farfetch. Зашитая шлица на мужском пиджаке Jacquemus
Фото: Farfetch. Зашитая шлица на мужском пиджаке Jacquemus
Изначально шлицы появились в мужских костюмах для верховой езды. Шлицы обеспечивали хорошую посадку и свободу движения. Затем эта деталь перекочевала в мужские пальто и сюртуки. И только спустя время шлицы появились в женских гардеробах — благодаря Коко Шанель, Кристиану Диору и Юберу Живанши.
Виды шлиц
В юбках, платьях и верхней одежде есть несколько видов шлиц: притачная, отлетная и шлица-капелька.
Притачная шлица используется в изделиях, в которых изнанку необходимо закрыть подкладкой. Например, в пиджаках и пальто применяется целый пакет клеевых материалов, различные накладки для придания формы изделию. Изнанку с таким богатым внутренним миром портные прячут под подкладку. В этом случае оверлок не нужен.
Притачная шлица чаще всего используется при пошиве из рыхлых тканей — это шанель, твид, мех.
 Притачная шлица
Притачная шлица
Отлетная шлица используется в объёмных изделиях и в одежде из плотных тканей: юбках, платьях, жакетах, пальто. Для обработки отлетной шлицы будет нужен оверлок.
 Отлетная шлица
Отлетная шлица
Шлица-капелька используется только в лёгкой одежде: юбках, платьях, жакетах, летних пальто без подкладки. В этом случае для обработки открытых срезов используется косая бейка, причём на всём изделии. Изнанка получается презентабельной и не слишком отличается от лицевой стороны. При такой обработке оверлок не потребуется.
 Шлица-капелька
Шлица-капелька
Научиться выполнять эти виды шлиц можно на нашем курсе «3 вида обработки шлицы в изделии».
В рукавах шлица бывает двух видов:
- Открытая классическая шлица с застёжкой.
- Закрытая (или фальшивая, ложная) шлица.
Закрытая шлица бывает вытачной и отлетной.
Хотите на практике освоить все виды шлиц: и в рукаве, и в жакете? Вам поможет курс «Технология шитья для продвинутых». Вы узнаете не только про шлицы, но и про люксовые способы обработки и тонкости пошива других узлов. Под руководством опытного преподавателя сошьёте платье а-ля Chanel, стильный двубортный жакет и пальто в стиле Max Mara.
Источник
Дефекты посадки юбок и их исправление

Если вы шьете юбку впервые, и фигура имеет особенности, которые вы не учли при построении базовой выкройки юбки, например — «перегибистая» спина или округлый живот, то даже точная выкройка не гарантирует идеальной посадки изделия. При первой примерке вы наверняка обнаружите незначительные дефекты посадки. Такие дефекты можно исправить, следуя нашим советам.
-
Дефекты посадки юбок и их исправление
-
Основные дефекты посадки юбок и методы их исправления
-
Выпуклый живот
-
Способ исправления посадки на выпуклый живот
-
Недостаток объема в нижней части юбки
-
Способ исправления
-
Щлица или разрез расходятся к низу
-
Способ исправления дефекта
-
Несимметричное расположение изделия при виде сбоку
-
Способ исправления несимметричного расположения изделия
-
Выпуклые бедра
-
Способ исправления посадки по выпуклым бедрам
-
Плоские ягодицы, плоские бедра
-
Способ исправления посадки
-
Заломы в верхней части боковых швов
-
Способ исправления заломов
-
Выпуклые ягодицы
-
Способ исправления посадки на выпуклые ягодицы
-
Излишек объема по боковым швам
-
Способ устранения излишка
Для того чтобы иметь запас ткани на корректировку лекал, при раскрое юбки припуски на швы рекомендуется делать 2,5 см. После устранения дефекта припуски необходимо срезать до 1,5 см и затем обметать.
ВАЖНО! Базовая выкройка не гарантирует идеально посадки изделия, если при ее построении не учтены особенности фигуры.
Предлагаем вам ознакомиться с основными дефектами посадки юбок и способами их исправить.
к оглавлению ▴
Основные дефекты посадки юбок и методы их исправления
Выпуклый живот
В результате этого дефекта возникают горизонтальные сгибы и заломы, юбка кажется узкой в верхней части.

Рис. 1. Дефекты посадки юбок — выпуклый живот
к оглавлению ▴
Способ исправления посадки на выпуклый живот
На заднем полотнище юбки уменьшите вытачку по боковому шву на 1,5-2 см, добавьте вторую талевую вытачку глубиной 1,5-2 см на 2 см короче первой. Расположите обе вытачки симметрично по талевому срезу на расстоянии 3-4 см друг от друга. Придайте вытачкам слегка выгнутую форму.
На передней половинке юбки уменьшите вытачку по боковому шву на 1,5-2 см. Талевую вытачку расположите по центу талевого среза переднего полотнища юбки. Увеличьте раствор талевой вытачки на 0, 75-1 см в каждую сторону, форме вытачке придайте слегка выгнутую форму. Поднимите линию талевого среза на 0, 5 см.
к оглавлению ▴
Недостаток объема в нижней части юбки
При таком дефекте возникают косые заломы от боковых швов центру юбки.

Рис. 2. Недостаток объема в нижней части юбки
к оглавлению ▴
Способ исправления
Выполните косой разрез от верхней точки среднего шва задней половинки к линии середины бокового шва как показано на чертеже. Раздвиньте полотнище на глубину залома.
Продлите линию бокового шва от верхней детали перпендикулярно линии низа изделия.
Корректировку переднего полотнища юбки произведите аналогичным образом.

к оглавлению ▴
Щлица или разрез расходятся к низу
При таком дефекте обе стороны шлицы или разреза расходятся в разные стороны. Такой дефект может возникать по следующим причинам: нарушение конструкции талевого среза заднего полотнища, недостаток объема по бедрам или обе причины одновременно.

Рис. 3 Шлица или разрез расходятся к низу
к оглавлению ▴
Способ исправления дефекта
Опустите талевый срез заднего полотнища на 1-1,5 см. Увеличьте ширину заднего полотнища на необходимую ширину. При необходимости произведите расширение по боку переднего полотнища.
Несимметричное расположение изделия при виде сбоку
При таком дефекте юбка сильно прилегает к ногам спереди или сзади, линия низа не параллельна полу. Дефект возникает вследствие нарушения конструкции талевого среза изделия.

Рис. 4. Несимметричное расположение изделия при виде сбоку
к оглавлению ▴
Способ исправления несимметричного расположения изделия
Для исправления дефекта переднего прилегания опустите линию талевого среза передней половинки юбки на 1 см. Проведите новую линию талевого среза.
Для исправления дефекта заднего прилегания опустите линию талевого среза задней половинки юбки на 1 см. Проведите новую линию талевого среза.

к оглавлению ▴
Выпуклые бедра
При такой особенности фигуры возникают косые заломы в области бедер, возникает недостаток объема.

Рис. 5. Выпуклые бедра
к оглавлению ▴
Способ исправления посадки по выпуклым бедрам
Корректировать необходимо и заднее и переднее полотнища юбки. Проведите вертикальные и горизонтальные пунктирные вспомогательные линии, разрежьте выкройку по линиям и раздвиньте на глубину заломов (как правило, достаточно 1-2 см). Проведите новые линию бока и линию талии.
к оглавлению ▴
Плоские ягодицы, плоские бедра
При такой особенности фигуры возникают горизонтальные заломы в области спинки ниже пояса. Это происходит в следствие глубоких талевых и боковых вытачек.

Рис. 6. Плоские ягодицы, плоские бедра
к оглавлению ▴
Способ исправления посадки
На заднем полотнище юбки уменьшите глубину талевой и боковой вытачек. Проведите новую линию бокового и талевого швов.
На передней половинке юбки скорректируйте только линию бокового шва, уменьшив глубину боковой вытачки.
Заломы в верхней части боковых швов
Подобные заломы могут возникать вследствие слишком выпуклого бокового шва в верхней части изделия – от талии до бедер, возникают заломы.

Рис. 7. Заломы в верхней части боковых швов
к оглавлению ▴
Способ исправления заломов
Исправить такой дефект достаточно просто. Излишек ткани уберите в боковые швы, скорректируйте линию бокового шва в области бедер.
Выпуклые ягодицы
При такой особенности фигуры возникает недостаток объема заднего полотнища юбки, косые заломы на заднем полотнище, задняя половинка вздернута вверх, при виде сбоку возникает нарушение параллельности низа изделия полу.

Рис. 8. Выпуклые ягодицы
к оглавлению ▴
Способ исправления посадки на выпуклые ягодицы
Нанесите на заднее полотнище юбки вспомогательные пунктирные линии. Горизонтальную пунктирную линию — по линии бедер; местоположение вертикальной пунктирной линии: расстояние между правой стороной талевой вытачки и линией бока (по линии талии) разделите пополам и вниз до линии бедер проведите пунктирную линию. Разрежьте деталь по намеченным линиям, раздвиньте на недостающую длину (как правило, достаточно 1,5-2 см). Проведите линию бока и линию талии задней половинки юбки.
Излишек объема по талии переведите во вторую вытачку, расположите обе вытачки симметрично по талевому срезу на расстоянии 3-4 см друг от друга.
к оглавлению ▴
Излишек объема по боковым швам
Вследствие такого дефекта юбка кажется широкой, возникают вертикальные фалды. Дефект возникает при слишком большой прибавке на свободу облегания в процессе расчетов базовой выкройки.

Рис. 9. Излишек объема по боковым швам
к оглавлению ▴
Способ устранения излишка
Уберите излишек объема в боковые швы. Излишки припусков срежьте, припуски обметайте.
Шейте красивые вещи и носите их с удовольствием!
Смотрите также:
- Дефекты посадки брюк и их исправление
- Дефекты посадки плечевых изделий
- Выкройка-основа юбки
- Моделирование юбок

Основные ошибки при обработке шлицы с подкладкой
Прежде чем вы приступите к мастер-классу «Обработка шлицы в изделиях с подкладкой», прочитайте про основные ошибки при работе с ними. Так вы будете знать, на что обращать внимание и что может быть причиной.
Шлицы встречаются в пальто, тренчкотах, жакетах, юбках, платьях. Их выполнение требует определенных навыков и умений. В противном случае может получиться вот что:
- Высота шлицы не соответствует росту человека — она короткая и рвется при ходьбе.
Решается с помощью макета или на первой примерке. Но учтите: если не оставлены дополнительные припуски на деталях, то высоту шлицы можно только уменьшить. Лучше все-таки шить макет.
В среднем минимальная высота шлицы составляет 1/3 длины юбки. Если изделие свободное, то можно чуть короче.
Еще одна причина разрывов — слишком острый угол наклона шлицы. Ориентируйтесь на 20-30 градусов от горизонтали.
- Шлица выглядит растянутой.
Возможно, ее растянули при дублировании или притачивании подкладки. Изделие нужно распороть, детали отутюжить, сверить с лекалами, при необходимости осноровить и собрать заново.
- Шлица выглядит затянутой и неровной.
Скорее всего, затягивает подкладка, т.к. на ней над шлицей нет напуска на свободу длиной ~1,5-2 см. Либо снизу в уголках шлицы нет напуска. Или при работе с подкладкой при ВТО произошла усадка, и он пропал. Тут поможет только перекрой подкладки.
- Подкладка выворачивается на лицевую сторону изделия и закручивает стороны шлицы.
Тут нарушена конфигурация деталей подкладки — подкладка больше, чем нужно. Ее надо уменьшить.
- Шлица выглядит затянутой или, наоборот, разваливается из-за нарушения баланса изделия.
Причина: длинная или короткая спинка. Шлица станет ровной после исправления баланса.
- Перепутаны стороны шлицы.
Если шлица сделана правильно, то правой рукой мы попадаем в нее. Если не выходит, вы перепутали стороны. Исправить невозможно, и требуется перекрой. Но на самом деле, мало кто знает, как правильно должна располагаться шлица в изделии, поэтому носим как есть. 🙂
А теперь пора приступить: «Обработка шлицы в изделиях с подкладкой». И еще вам может быть интересен мастер-класс «Обработка шлицы в изделиях без подкладки». Дерзайте!
10.06.2021 15:14:59
Соединение с помощью шлицов применяют для закрепления на валу шестерёнок, зубчатых колёс, втулок. Оно обладает целым рядом преимуществ по сравнению с другими типами соединений. Составляющие детали этого соединения легче центрируются. Это значительно уменьшает механические деформации на границе втулки.
В процессе эксплуатации под воздействием различных нагрузок шлицевое соединение теряет свои свойства. В этом случае производят восстановление шлицов или канавок, в которых они размещаются.

Причины дефектов
Основными видами дефектов шлицевых соединений являются:
- износ или деформация детали;
- образование острого края;
- образования так называемых забоин и заусенцев.
Способ восстановления зависит от причины, характера, степени дефекта. Для этого используют следующие подходы:
- ремонт самого шлица;
- ремонт или восстановление шлицевого вала;
- полная замена вышедшей из строя детали.
Правильная оценка степени неисправности и возникновения причины позволяет провести качественный ремонт. Он может быть произведен с применением специальных станков в оборудованных мастерских. Бывают ситуации, когда можно произвести ремонт таких соединений своими руками в условиях гаража или домашней мастерской.
Последовательность действий
Восстановление шлицевых соединений производится по результатам проведенной оценки состояния всего соединения. Порядок проведения ремонтных или восстановительных работ зависит от типа посадки изделия, степени износа каждой детали.

К наиболее распространённым способам устранения найденных неисправностей относятся:
- осадка;
- раздача;
- обжатие;
- вдавливание;
- правка;
- накатка.
Решение этих задач производится следующими методами:
- механическая обработка (с помощью металлообрабатывающих станков, гидравлических прессов, ручной обработки);
- сварка и направление;
- металлизация;
- гальванический метод.
При появлении незначительных дефектов шлица можно проводить ремонт с применением метода раздачи. Для его реализации используют гидравлический пресс. Под давлением в отверстие втулки продавливают материал, применяемый для ремонта. Затем его заново калибруют. Подобные действия можно осуществить с помощью, так называемой шлицевой протяжки. Весь лишний металл удаляют. Затем его фрезеруют и обрабатывают, пока отверстие не приобретёт заданную величину.
При большой степени износа осуществляют наплавку с помощью электродугового аппарата. Ещё одним вариантом ремонта при большой степени износа является наваркой граней. Эти методы после соответствующей обработки позволяют получить исходный размер паза.

Допускается ремонт шлицов, когда паз сначала расширяют и углубляют. Такая операция позволяет устранить всевозможные причины неисправности. Затем к нему изготовляют ступенчатую шпонку. Этот способ применяют в тех случаях, когда другие методы не приемлемы.
Раздачу производят двумя способами. Первый предполагает проведение операции вручную. Второй с применением прессового оборудования и специальными инструментами. Вдоль шлица керном наносят продольную риску. Далее зубилом делают канавки. Для их расширения и придания необходимой формы используют чекан. На токарном или строгальном станке проводят окончательную обработку.
Полученные канавки полностью заваривают. Шлицы обрабатывают, а для придания повышенной прочности подвергают термообработке.
Ремонт шлицевых соединений у которых наблюдается износ по толщине производят с помощью сварочных аппаратов. Для заполнения канавок подготовленные валики накладывают вдоль шлицев. В дальнейшем производят сварочные работы.
Изношенные детали, расположенные в ступицах из стали, восстанавливают методом обжатия. Их нагревают. Затем во втулку помещают подготовленный шлиц. Применяя специальный пуансон, деталь обжимают. Такую операцию производят с помощью механического молота.

Изделия, расположенные во втулках из чугуна, восстанавливают способом реставрации на валу. Старые детали протачивают на всю глубину. В полученное отверстие запрессовывают новую втулку. В неё вставляют подготовленный шлиц.
Восстановление разработанных посадочных мест производится методом сверхзвукового напыления металла. Данный способ исключает необходимость нагрева и плавления. После завершения металлизации производят механическую обработку. Восстановление шлицевого соединения валов производится обычно механическими методами.
Необходимые материалы и инструменты
Подобные работы производят в специализированных мастерских. В некоторых случаях ремонт и восстановление таких изделий осуществляют в домашней мастерской, оборудованной необходимыми станками. В первом случае для проведения перечисленных операций применяют:
- токарные или фрезерные станки;
- специальные шлицестрогальные автоматы;
- сварочные аппараты;
- механический молот;
- гидравлический пресс;
- гальваническое оборудование;
- станки точки;
- ручной обрабатывающий инструмент.
Возможности домашней мастерской ограничены. Для самостоятельного проведения работ применяют следующие устройства для восстановления подобных соединений:
- бытовой токарный или фрезерный станок;
- малогабаритный пресс;
- электрическое точило;
- сварочный аппарат;
- набор ручного обрабатывающего инструмента.
Обладая небольшим набором оборудования хорошим специалистам удаётся восстановить повреждённое соединение.
Восстановление шлицевых соединений своими руками

![]()
Речь о альтернативном варианте, когда нет возможности изготовить новую деталь и в силу каких-то причин недоступна оригинальная.
На фотографиях разгруженая полуось которая «потеряла» шлицы в следствии их износа и последующего проворачивания.
За кадром осталась наплавка полуоси в месте где были шлицы, проточка фланца и полуоси под «горячую» посадку.
Начнем с момента надреза канавок на полуоси, примерно 1,5х1,5мм стараясь немного скруглить края, делаем 4 надреза:
Теперь сажаем на горячую в прессе фланец и засверливаем по разметке сверлом 3,3 мм, так-как наварка более твердая — сверление идет в основном по фланцу, получаем отверстие равное по диаметру в обе детали, некоторая погрешность — не имеет значения.
Подогреваем детали до 200 и впрессовываем вставки (кусочки от сверла) диаметром 3,4мм.:
Снимаем фаску под сварку:
Завариваем точечно — стараясь сделать не шов, а скорее электрозаклепку:
— обваривать смысла нет, удерживают детали от смещения именно впрессованые ролики.
——————
Добавлю что операция, особенно если исключить наплавку и проточку — представляет единственную ценность — это случай полевого ремонта.
Ну или как на фото — просто в запас редкую деталь (дефендер и его знаменитые по количеству поломок полуоси).
Источник
Восстановление шлицов на валу
Соединение с помощью шлицов применяют для закрепления на валу шестерёнок, зубчатых колёс, втулок. Оно обладает целым рядом преимуществ по сравнению с другими типами соединений. Составляющие детали этого соединения легче центрируются. Это значительно уменьшает механические деформации на границе втулки.
В процессе эксплуатации под воздействием различных нагрузок шлицевое соединение теряет свои свойства. В этом случае производят восстановление шлицов или канавок, в которых они размещаются.

Причины дефектов
Основными видами дефектов шлицевых соединений являются:
- износ или деформация детали;
- образование острого края;
- образования так называемых забоин и заусенцев.
Способ восстановления зависит от причины, характера, степени дефекта. Для этого используют следующие подходы:
- ремонт самого шлица;
- ремонт или восстановление шлицевого вала;
- полная замена вышедшей из строя детали.
Правильная оценка степени неисправности и возникновения причины позволяет провести качественный ремонт. Он может быть произведен с применением специальных станков в оборудованных мастерских. Бывают ситуации, когда можно произвести ремонт таких соединений своими руками в условиях гаража или домашней мастерской.
Последовательность действий
Восстановление шлицевых соединений производится по результатам проведенной оценки состояния всего соединения. Порядок проведения ремонтных или восстановительных работ зависит от типа посадки изделия, степени износа каждой детали.

К наиболее распространённым способам устранения найденных неисправностей относятся:
Решение этих задач производится следующими методами:
- механическая обработка (с помощью металлообрабатывающих станков, гидравлических прессов, ручной обработки);
- сварка и направление;
- металлизация;
- гальванический метод.
При появлении незначительных дефектов шлица можно проводить ремонт с применением метода раздачи. Для его реализации используют гидравлический пресс. Под давлением в отверстие втулки продавливают материал, применяемый для ремонта. Затем его заново калибруют. Подобные действия можно осуществить с помощью, так называемой шлицевой протяжки. Весь лишний металл удаляют. Затем его фрезеруют и обрабатывают, пока отверстие не приобретёт заданную величину.
При большой степени износа осуществляют наплавку с помощью электродугового аппарата. Ещё одним вариантом ремонта при большой степени износа является наваркой граней. Эти методы после соответствующей обработки позволяют получить исходный размер паза.

Допускается ремонт шлицов, когда паз сначала расширяют и углубляют. Такая операция позволяет устранить всевозможные причины неисправности. Затем к нему изготовляют ступенчатую шпонку. Этот способ применяют в тех случаях, когда другие методы не приемлемы.
Раздачу производят двумя способами. Первый предполагает проведение операции вручную. Второй с применением прессового оборудования и специальными инструментами. Вдоль шлица керном наносят продольную риску. Далее зубилом делают канавки. Для их расширения и придания необходимой формы используют чекан. На токарном или строгальном станке проводят окончательную обработку.
Полученные канавки полностью заваривают. Шлицы обрабатывают, а для придания повышенной прочности подвергают термообработке.
Ремонт шлицевых соединений у которых наблюдается износ по толщине производят с помощью сварочных аппаратов. Для заполнения канавок подготовленные валики накладывают вдоль шлицев. В дальнейшем производят сварочные работы.
Изношенные детали, расположенные в ступицах из стали, восстанавливают методом обжатия. Их нагревают. Затем во втулку помещают подготовленный шлиц. Применяя специальный пуансон, деталь обжимают. Такую операцию производят с помощью механического молота.

Изделия, расположенные во втулках из чугуна, восстанавливают способом реставрации на валу. Старые детали протачивают на всю глубину. В полученное отверстие запрессовывают новую втулку. В неё вставляют подготовленный шлиц.
Восстановление разработанных посадочных мест производится методом сверхзвукового напыления металла. Данный способ исключает необходимость нагрева и плавления. После завершения металлизации производят механическую обработку. Восстановление шлицевого соединения валов производится обычно механическими методами.
Необходимые материалы и инструменты
Подобные работы производят в специализированных мастерских. В некоторых случаях ремонт и восстановление таких изделий осуществляют в домашней мастерской, оборудованной необходимыми станками.
В первом случае для проведения перечисленных операций применяют:
- токарные или фрезерные станки;
- специальные шлицестрогальные автоматы;
- сварочные аппараты;
- механический молот;
- гидравлический пресс;
- гальваническое оборудование;
- станки точки;
- ручной обрабатывающий инструмент.
Возможности домашней мастерской ограничены. Для самостоятельного проведения работ применяют следующие устройства для восстановления подобных соединений:
- бытовой токарный или фрезерный станок;
- малогабаритный пресс;
- электрическое точило;
- сварочный аппарат;
- набор ручного обрабатывающего инструмента.
Обладая небольшим набором оборудования хорошим специалистам удаётся восстановить повреждённое соединение.
Источник
Как восстановить шлицевое соединение
Восстановление шлицов на валу
Соединение с помощью шлицов применяют для закрепления на валу шестерёнок, зубчатых колёс, втулок. Оно обладает целым рядом преимуществ по сравнению с другими типами соединений. Составляющие детали этого соединения легче центрируются. Это значительно уменьшает механические деформации на границе втулки.
В процессе эксплуатации под воздействием различных нагрузок шлицевое соединение теряет свои свойства. В этом случае производят восстановление шлицов или канавок, в которых они размещаются.
Причины дефектов
Основными видами дефектов шлицевых соединений являются:
- износ или деформация детали;
- образование острого края;
- образования так называемых забоин и заусенцев.
Способ восстановления зависит от причины, характера, степени дефекта. Для этого используют следующие подходы:
- ремонт самого шлица;
- ремонт или восстановление шлицевого вала;
- полная замена вышедшей из строя детали.
Правильная оценка степени неисправности и возникновения причины позволяет провести качественный ремонт. Он может быть произведен с применением специальных станков в оборудованных мастерских. Бывают ситуации, когда можно произвести ремонт таких соединений своими руками в условиях гаража или домашней мастерской.
Последовательность действий
Восстановление шлицевых соединений производится по результатам проведенной оценки состояния всего соединения. Порядок проведения ремонтных или восстановительных работ зависит от типа посадки изделия, степени износа каждой детали.
К наиболее распространённым способам устранения найденных неисправностей относятся:
Решение этих задач производится следующими методами:
- механическая обработка (с помощью металлообрабатывающих станков, гидравлических прессов, ручной обработки);
- сварка и направление;
- металлизация;
- гальванический метод.
При появлении незначительных дефектов шлица можно проводить ремонт с применением метода раздачи. Для его реализации используют гидравлический пресс. Под давлением в отверстие втулки продавливают материал, применяемый для ремонта. Затем его заново калибруют. Подобные действия можно осуществить с помощью, так называемой шлицевой протяжки. Весь лишний металл удаляют. Затем его фрезеруют и обрабатывают, пока отверстие не приобретёт заданную величину.
При большой степени износа осуществляют наплавку с помощью электродугового аппарата. Ещё одним вариантом ремонта при большой степени износа является наваркой граней. Эти методы после соответствующей обработки позволяют получить исходный размер паза.
Допускается ремонт шлицов, когда паз сначала расширяют и углубляют. Такая операция позволяет устранить всевозможные причины неисправности. Затем к нему изготовляют ступенчатую шпонку. Этот способ применяют в тех случаях, когда другие методы не приемлемы.
Раздачу производят двумя способами. Первый предполагает проведение операции вручную. Второй с применением прессового оборудования и специальными инструментами. Вдоль шлица керном наносят продольную риску. Далее зубилом делают канавки. Для их расширения и придания необходимой формы используют чекан. На токарном или строгальном станке проводят окончательную обработку.
Полученные канавки полностью заваривают. Шлицы обрабатывают, а для придания повышенной прочности подвергают термообработке.
Ремонт шлицевых соединений у которых наблюдается износ по толщине производят с помощью сварочных аппаратов. Для заполнения канавок подготовленные валики накладывают вдоль шлицев. В дальнейшем производят сварочные работы.
Изношенные детали, расположенные в ступицах из стали, восстанавливают методом обжатия. Их нагревают. Затем во втулку помещают подготовленный шлиц. Применяя специальный пуансон, деталь обжимают. Такую операцию производят с помощью механического молота.
Изделия, расположенные во втулках из чугуна, восстанавливают способом реставрации на валу. Старые детали протачивают на всю глубину. В полученное отверстие запрессовывают новую втулку. В неё вставляют подготовленный шлиц.
Восстановление разработанных посадочных мест производится методом сверхзвукового напыления металла. Данный способ исключает необходимость нагрева и плавления. После завершения металлизации производят механическую обработку. Восстановление шлицевого соединения валов производится обычно механическими методами.
Необходимые материалы и инструменты
Подобные работы производят в специализированных мастерских. В некоторых случаях ремонт и восстановление таких изделий осуществляют в домашней мастерской, оборудованной необходимыми станками.
В первом случае для проведения перечисленных операций применяют:
- токарные или фрезерные станки;
- специальные шлицестрогальные автоматы;
- сварочные аппараты;
- механический молот;
- гидравлический пресс;
- гальваническое оборудование;
- станки точки;
- ручной обрабатывающий инструмент.
Возможности домашней мастерской ограничены. Для самостоятельного проведения работ применяют следующие устройства для восстановления подобных соединений:
- бытовой токарный или фрезерный станок;
- малогабаритный пресс;
- электрическое точило;
- сварочный аппарат;
- набор ручного обрабатывающего инструмента.
Обладая небольшим набором оборудования хорошим специалистам удаётся восстановить повреждённое соединение.
Способ восстановления шлицевых соединений
Использование: машиностроение, ремонт механизмов и оборудования содержащих шлицевые соединения. Сущность изобретения: на месте изломанного выступа готовят на всю длину и ширину паз, в котором закрепляют специально изготовленную вставку, основание которой соответствует основанию паза, а поверхность вставки соответствует выступам шлицевого соединения. Изобретение позволяет восстанавливать шлицевые соединения без применения электросварки. 4 ил.
Изобретение относится к машиностроению и может быть использовано предприятиями различных отраслей народного хозяйства, эксплуатирующими механизмы и оборудование, содержащие шлицевые соединения, преимущественно больших диаметров.
Известен способ восстановления шлицевых соединений, при котором шлицы ремонтируют наваркой металла с последующей механической обработкой в точном соответствии с размерами и расположением шлицев на соединяемой детали [1].
Этот способ имеет недостатки, заключающиеся в том, что металл изделия подвергается тепловому воздействию электросварки и требует определенной термической обработки, что иногда снижает срок службы детали. Особенно тепловое воздействие вредно сказывается на металл валов, как правило, готовящихся высоколегированных сталей.
Техническим результатом изобретения является увеличение срока службы шлицевого соединения, который достигается тем, что шлицевые соединения восстанавливают путем выполнения на местах изломов выступов пазов в виде ласточкина хвоста и закрепления в них изготовленных из такого же материала вставок, форма которых повторяет форму пазов и поверхности выступов шлицев.
На фиг.1 изображено шлицевое соединение, вид с торца с изломанными выступами; на фиг.2 — выполнение паза на месте излома шлица вида; на фиг.3 — то же, но охватывающей детали; на фиг.4 — вид с торца восстановленных шлицев. На этих фигурах соответствующие обозначения: 1 — шлицевой конец вала, 2 — шлицевое отверстие охватывающей детали, 3 и 4 — пазы на месте изломанных выступов, 5 — 6 — вставки в пазах.
Изобретение осуществляют следующим образом.
На месте изломанного выступа на всю длину готовят паз 3 или 4 с внутpенним основанием, в виде «ласточкина хвоста», по форме паза выполняют с допуском на закрепление вставку 5 или 6 с наружной поверхностью, соответствующей поверхности выступа и закрепляют ее в паз без применения электросварочных работ.
Предложенным способом восстанавливают шлицевые соединения с любым профилем выступов: прямоугольным, эвольвентным, треугольным, трапециевидным.
СПОСОБ ВОССТАНОВЛЕНИЯ ШЛИЦЕВЫХ СОЕДИНЕНИЙ, заключающийся в образовании первоначальных форм и размеров сопрягаемых поверхностей, отличающийся тем, что на месте сломанного выступа выполняют паз в виде «ласточкина хвоста» и устанавливают в нем вкладыш из материала восстанавливаемой детали, повторяющий по форме паз и выступ.
Восстановление шлицевых соединений
г. Новосибирск ул. Плотинная, 7
Разбитое шлицевое соединение
X ВИБРАЦИЯ
X ИЗНОС ДЕТАЛЕЙ
X ПОВЫШЕНЫЙ РАСХОД ТОПЛИВА
X РИСК АВАРИЙНОЙ СИТУАЦИИ
Восстановленное шлицевое соединение
НАДЕЖНОСТЬ АВТОМОБИЛЯ V
КОМФОРТ ПРИ ЕЗДЕ V
ЭКОНОМИЯ ТОПЛИВА V
УНИКАЛЬНАЯ
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ,
НЕ ИМЕЮЩАЯ АНАЛОГОВ В МИРЕ
ЭФФЕКТИВНОЕ РЕШЕНИЕ. РАЗУМНАЯ ЦЕНА. ГАРАНТИЯ
Технология
Многие даже не знают,
что шлицевые соединения можно восстановить. Некоторые считают, что это не надежно! Спешим Вас переубедить! Мы — компания, которая восстанавливает шлицевые соединения по особенной технологии, не имеющей аналогов в России и за рубежом. В качестве основного материала используется полиуретан, износостойкость которого выше, чем у стали, а упругость материала позволяет распределять возникающие нагрузки и предотвращать появление первоначальных люфтов.
Применение полиуретана для реставрации шлицевых соединений базируется на нашем более чем 10-летнем опыте изготовления комбинированных изделий для использования в высоконагруженных системах. Уникальность технологии основана на отличном знании характеристик материалов при работе на границе полиуретан-сталь в условиях повышенных нагрузок.

Применение
В современной технике применяется два основных вида шлицевых соединений. Первый, — классический, где вал и втулка изготовлены из стали, широко применялся ранее. Сейчас остался на немногих автомобилях: карданные валы Тойота Лэнд Крузер (Прадо), Ниссан Патрол, Лэнд Ровер, УАЗ Патриот. При всей надежности конструкции, со временем происходит износ металла, появляется люфт, который постепенно усиливается и становится более ощутимым. С помощью полиуретана восстанавливаются участки с повышенными зазорами, люфт исчезает и узел может эксплуатироваться далее продолжительное время.

Второй вид шлицевых соединений внедряется производителями с целью удешевления данного узла. Втулка полностью изготовлена из стали, а вот поверхность вала покрыта пластиком. В большинстве случаев — это полиамид Рильсан, как правило окрашенный в голубой или коричневый цвет. Такие шлицы используются в карданных валах Тойота Тундра, Ниссан Пасфайндер, Джип Чероки, СсангЙонг Рекстон и Корандо, Киа Мохав и др. Как правило, карданные валы с Рильсаном не «ходят» больше 100 000 км. Пластик изнашивается, отслаивается от вала, лавинообразно усиливается вибрация, и кардан идет под замену. Эта история хорошо знакома владельцам указанных автомобилей.

Применение нашей технологии реставрации шлицевой пары, когда изношенный Рильсан заменяется полиуретаном, полностью решает проблему, и владелец забывает, что карданный вал вообще существует в его автомобиле. Это как раз тот случай, когда отреставрированная деталь будет надежнее оригинальной.
на восстановление шлицевой пары
Тойота Лэнд Крузер
-80, Прадо -78, -95
передний карданный вал — 6500 руб.
задний карданный вал — 7500 руб.
Тойота Тундра
задний карданный вал — 11000 руб.
Джип Чероки
передний карданный вал — 5500 руб.
УАЗ Патриот
передний карданный вал — 3500 руб.
рулевой карданчик — 2500 руб.
Ниссан Навара, Пасфайндер
передний карданный вал 5 500 руб.
Узнайте цену восстановления на ваш автомобиль
гарантия — 1 год
Примеры наших работ
Джип Чероки # Передний карданный вал






Изготовитель карданного вала – компания Спайсер (ставится на конвейере Джип).
Состояние вала, обнаруженное после разборки (что зачастую является не самым простым делом из-за множественных остатков разбитого пластика) выглядит удручающим, однако вал вполне подлежит восстановлению.
На шейке вала хорошо заметны забоины от шлица втулки при работе «на излом». Конструктивно это провоцируется малой длиной шлицевой части.
При реставрации длина шлицов была увеличена на 18 мм, что придало конструкции дополнительную надежность.
Киа Мохав # Рулевой карданчик





Машина в идеальном состоянии. Хозяин – очень аккуратный и требовательный человек. Стук в рулевом управлении вызывал дискомфорт и желание улучшить ситуацию.
Причина стука – износ полиамида, нанесенного на заводе-производителе на вал шлицевого соединения рулевого карданчика, и, как следствие, люфт в соединении.
Машина не самая распространенная, поэтому для исполнения заказа изготовили специальную оснастку, что удлинило срок исполнения на 3 дня. В остальном все было как обычно: удаление старого покрытия, нанесение полиуретана. Люфт исчез. Стук в рулевом, естественно, тоже.
Тойота Тундра # Задний карданный вал






Очередное изделие компании Спайсер. Материал вала сплав алюминия. Покрытие – полиамид.
На глаз износа покрытия практически не заметно. Однако, большая нагруженность узла тяжелого автомобиля предъявляет высокие требования к люфтам. И даже появление минимальной слабины проявляется сильной вибрацией при движении автомобиля.
При стоимости нового вала более 100 000 рублей, восстановление шлицевого соединения кажется весьма оправданным шагом.
После замены покрытия на полиуретан посадка вала стала плотной, что исключило минимальный люфт, и, как следствие, вибрацию.
Ниссан Навара # Передний карданный вал






Отметим, что шлицевое соединение абсолютно идентично валу Ниссана Пасфайндер. Со всеми плюсами и минусами.
Покрытие Рильсана (в этом случае – коричневого цвета) отслоено практически по всей поверхности. После этого начинается лавинообразный рост вибрации и сильный износ уже металлических поверхностей шлицов втулки. Поэтому для владельца автомобиля важно не упустить этот момент. Иначе восстановление шлицевой пары будет проблематичным, и придется потратить минимум 15 000 рублей на контрактный кардан (или около 30 000 на новый) вместо 5-6 тысяч за восстановление.
В данном случае восстановить шлицевую пару вполне удалось, хотя пришлось изготовить дополнительную оснастку с учетом повышенного износа втулки.
Уаз Патриот (2012 г.в.) # Рулевой карданчик





Износ шлицевой в этом узле достаточно распространенная проблема, которую многие автоумельцы решают по-своему: обжимая втулку ударами кувалды, фиксируя вал вкрученным болтом и т.п. Временный результат это, безусловно дает. Однако полностью теряется элемент безопасности, которую обеспечивает оригинальное соединение. В случае лобового удара рулевая колонка должна сложиться, а не …
Необъяснимо высокая цена за новый карданчик (6-10 тысяч рублей) делает его реставрацию абсолютно обоснованной. При этом, удлиненная шлицевая часть будет более надежной, чем оригинал.
Ремонт шлицевой части кардана

Шлицевое соединение позволяет валу во время вращения перемещаться по оси, и очевидно, что при неисправности шлицевой части от автомобиля не стоит ждать комфортной и безопасной работы. Рассмотрим, какие бывают неполадки, как их выявить и что представляет собой ремонт шлицевой части кардана.
Шлицевые соединения разделяют на подвижные и неподвижные. Подвижные испытывают значительные нагрузки, что ведёт к износу. Если при этом недостаточно хорошо следить за автомобилем, забывать о регулярной профилактике – смазке, проверке герметичности сальника, то можно столкнуться и со слишком быстрым изнашиванием шлицев.
Признаки и виды неисправностей
Чтобы устранить проблему, ее прежде всего необходимо выявить. Шлицевое соединение служит вполне солидный срок (в среднем 30-50 тысяч километров), долго не вызывая беспокойств, но ни одна деталь не вечна, и следует провести диагностику, если:
- во время движения слышатся лишние шумы, стуки, неприятные звуки;
- присутствуют рывки, вибрации в кардане;
- при включенном полном приводе присутствует биение руля;
- увеличился люфт рулевого колеса.
Изношенные шлицы раньше или позже полностью выведут из строя карданную передачу, что может привести к неблагоприятным последствиям и даже аварии. Чтобы избежать этого, необходимо вовремя получить качественный ремонт шлицевой кардана.
Проблемы со шлицевыми соединениями могут возникнуть следующие:
- износ шлицев
 на валах;
на валах; - смятие запчастей;
- возникновение острых краев, наличие иных дефектов: забоин, заусеницев;
- износ шлицев во втулке;
- поломка отдельных зубьев.
После того как были обнаружены неполадки, затягивать с их устранением не стоит и доверить эту процедуру лучше опытным мастерам.
Ремонт или замена шлицевой части кардана
Кто-то скажет, что незачем  менять все, если можно отремонтировать; и наоборот, что ремонт шлицов кардана не имеет смысла или невозможен – но универсального ответа нет, все зависит от обстоятельств. Обычно не имеет смысла возиться с ремонтом шлицов на небольших валиках, в такой ситуации в любой мастерской посоветуют заменить деталь новой. Порой при изношенном шлицевом соединении нужна замена кардана. Когда речь идёт о трудоёмких деталях, которые дороги или которые трудно достать, то ремонтные работы представляются более предпочтительными.
менять все, если можно отремонтировать; и наоборот, что ремонт шлицов кардана не имеет смысла или невозможен – но универсального ответа нет, все зависит от обстоятельств. Обычно не имеет смысла возиться с ремонтом шлицов на небольших валиках, в такой ситуации в любой мастерской посоветуют заменить деталь новой. Порой при изношенном шлицевом соединении нужна замена кардана. Когда речь идёт о трудоёмких деталях, которые дороги или которые трудно достать, то ремонтные работы представляются более предпочтительными.
Процесс восстановления
В первую очередь демонтируют механизм, после разъединяют шлицы, тщательно очищают их, обезжиривают поверхность перед дальнейшими действиями.
Существует несколько вариантов ремонта в пределах автосервиса:
- Если диагностика выявила незначительный износ, то восстановить
 шлицевое соединение помогает электроискровое наращивание, после которого производится шлифовка. Кроме того, шлицы, находящиеся в отверстиях по наружному диаметру, могут ремонтироваться и раздачей. Для осуществления такой процедуры требуется гидравлический пресс. С его помощью специальная прошивка продавливается через шлицевое отверстие. Калибровка осуществляется шлицевой протяжкой, которую выполняют после раздачи зубьев, во время этого выдавленный материал удаляется, а детали обретает необходимый размер.
шлицевое соединение помогает электроискровое наращивание, после которого производится шлифовка. Кроме того, шлицы, находящиеся в отверстиях по наружному диаметру, могут ремонтироваться и раздачей. Для осуществления такой процедуры требуется гидравлический пресс. С его помощью специальная прошивка продавливается через шлицевое отверстие. Калибровка осуществляется шлицевой протяжкой, которую выполняют после раздачи зубьев, во время этого выдавленный материал удаляется, а детали обретает необходимый размер. - Запчасти можно восстанавливать, прибегая к раздаче зубьев, если шлицевое соединение центрировано по внутреннему диаметру. При закаленных деталях вал для начала нужно отжечь, затем раздать все шлицы в осевом направлении (продольно), при этом подогнав ширину к необходимому размеру, оставив припуск в одну-две десятых миллиметра для механической обработки. Существуют два варианта выполнения данной процедуры: первый – раздача вручную, второй – с помощью зубил и чеканов на прессах. Во время процедуры вдоль шлицов наносятся продольные риски, вдоль которых затем зубилом намечаются канавки, которые раздаются чеканами.
- Раздать шлицы возможно
 на строгальном или же токарном станке. Для этого оправка, имеющая вращающийся ролик в форме двустороннего конуса фиксируется в резцедержателе, для обработки вал помещается в центре токарного, либо крепится на столешнице строгального станка. Подвод ролика осуществляется при помощи суппорта, далее вдавливается в зуб и производится несколько рабочих ходов по канавке. Следующим шагом производится электросварка, канавки завариваются, а вал отжигают и подвергают рихтовке, при этом шлицы доводятся до номинального размера, обрабатываются термически.
на строгальном или же токарном станке. Для этого оправка, имеющая вращающийся ролик в форме двустороннего конуса фиксируется в резцедержателе, для обработки вал помещается в центре токарного, либо крепится на столешнице строгального станка. Подвод ролика осуществляется при помощи суппорта, далее вдавливается в зуб и производится несколько рабочих ходов по канавке. Следующим шагом производится электросварка, канавки завариваются, а вал отжигают и подвергают рихтовке, при этом шлицы доводятся до номинального размера, обрабатываются термически.
После восстановления деталь проходит тщательную проверку, проводятся тесты, после чего можно устанавливать её обратно.
Если поверхность деталей имеет дефекты, например заусенцы или же острые грани, то производят запиливание, а с торцов снимаются фаски.
Необходимым моментом после завершения ремонтных работ является и проведение балансировки карданного вала, которую лучше всего доверить специалистам.
Замена шлицевой кардана и особенно восстановление шлицевых соединений – дело непростое и требует предельной точности, чтобы не нарушилась балансировка и механизм в последствии работал исправно. Когда проблема уже обнаружена, не стоит откладывать визит в автомастерскую – это не только предупредит последующие неизбежные поломки, но и сделает езду снова безопасной.
Ремонт резьбовых, шпоночных и шлицевых соединений
Резьбовые соединения являются наиболее распространенным видом разъемного соединения. Трудоемкость сборки резьбовых соединений составляет 25–40% общей трудоемкости сборочных работ. Наиболее часто применяемые резьбовые соединения: винтовые, болтовые, шпилечные.
Правильная затяжка резьбовых соединений при сборке играет существенную роль в повышении долговечности работы, создании жесткости станка. Винтовое крепление узлов к станине, особенно узлов, влияющих на точность, долговечность и жесткость станка, необходимо осуществлять с определенным и контролируемым усилием затяжки. При затяжке с моментом, создаваемым стандартным ключом, может быть достигнута необходимая осевая сила затяжки в резьбовом соединении, смазанном машинным маслом, а также при повторной затяжке. Контактная жесткость стыков повышается примерно в 2–2,5 раза при повторной затяжке болтов и винтов потому, что при первоначальной затяжке резьбовых деталей обминаются микронеровности контактирующих поверхностей, на что уходит большая часть усилия затяжки. Кроме того, часть усилия на ключе затрачивается на деформацию элементов резьбы, вызванную ее неточностью.

1. Сборка резьбовых соединений
В резьбовых соединениях с гайками болт обычно вставляют снизу, а затем навинчивают гайку. Гайки затягивают только тогда, когда поставлены все болты и гайки. Затягивают гайки постепенно. Сначала все гайки завертывают до соприкосновения с шайбами или с поверхностью детали, затем слегка затягивают и только в третий pаз затягивают окончательно.
Затягивают гайки не подряд одну за другой, так как при этом затяжка может оказаться неравномерной и повлечь за собой перегрузку отдельных гаек, смятие резьбы и даже oбpыв болта.
Гайки, расположенные по кругу, например на фланцах, крышках цилиндров и т.д., затягивают крест-накрест также в три приема. На длинных крышках, например на крышках редукторов, гайки затягивают от середины к краям. Затягивание гаек от краев к середине приводит к искривлению крышек. Эти рекомендации относятся также к резьбовым соединениям без гаек. Контроль усилия затяжки резьбового соединения осуществляется либо выбором соответствующей длины рукоятки ключа, либо применением предельных и динамометрических ключей. Следует учитывать, что применение ключей нестандартной длины может привести к разрыву стержня болта, срыву ниток резьбы и травмам.
Сборка болтового соединения заканчивается стопорением гаек. Соединения посредством шпилек в станкостроении применяются редко.
При установке шпилек необходимо выполнять следующие основные правила:
- шпилька должна иметь плотную посадку в корпусе;
- ось шпильки должна быть перпендикулярна к поверхности детали.
Категорически запрещается подгибать шпильки, если они не попадают в отверстия детали, так как они при этом деформируются у корня и могут лопнуть во время работы. Перекос шпилек можно исправлять только нарезанием новой резьбы в отверстии. Для ввинчивания шпилек в корпус существует несколько конструкций ключей. Наибольшее распространение получили эксцентриковые ключи.
Важным условием нормальной работы резьбового соединения является отсутствие изгибающих напряжений в теле болта или шпильки. В связи с этим неплотное прилегание гайки к торцу детали недопустимо. Гайки должны навертываться от руки до места посадки. При большом числе гаек рекомендуется завертывать их в определенном порядке. Общий принцип затяжки – сначала затягивают гайки, находящиеся в середине детали, затем попеременно по паре с каждой стороны. Гайки целесообразно затягивать постепенно, т.е. сначала затянуть все гайки на одну треть затяжки, затем на две трети и, наконец, на полную затяжку. Гайки, расположенные по кругу, следует затягивать крест-накрест и также постепенно.
Следует особо тщательно выбирать крепежные детали для крепления фланцев и крышек, прижимающих прецизионные подшипники шпиндельных узлов. Перекосы резьбы или торцов винтов и зенковок под головки винтов приводят к деформации фланцев и крышек и, как следствие, к перекосу самого подшипника. Большое значение в этих случаях приобретает также равномерность затяжки.
Концы винтов и шпилек должны выступать над гайкой не более чем на 0,5 диаметра, если они могут травмировать рабочего (оператора) или обслуживающий персонал и если ухудшают внешний вид станка.
2. Ремонт шпоночных соединений
Разрушенные и изношенные шпонки не ремонтируют, а заменяют новыми.
Смятые стенки шпоночной канавки в детали и на валу при небольшой разработке распиливают или обрабатывают на станке до получения канавки правильной формы; по размерам увеличенной таким образом канавки изготовляют новую шпонку. При этом увеличение ширины шпоночной канавки не должно превышать 15% первоначального размера.
Так как износ шпоночной канавки может быть несимметричным, то при исправлении канавки установка инструмента для ее обработки на станке должна производиться не по боковым поверхностям канавки, а по поверхности основания шпоночной канавки.
При обработке шпоночной канавки до ремонтного размера в качестве такового обычно принимается ближайший больший размер шпонки по стандарту, но в отдельных случаях при незначительных износах крупных шпонок можно допустить обработку до размера, не предусмотренного стандартом.
Увеличение ширины шпоночной канавки при ремонте следует делать в обеих соединяемых деталях. Установка фасонных (ступенчатых) шпонок может допускаться лишь в исключительных случаях при текущем ремонте. При этом ступени шпонки должны располагаться строго симметрично.
Сильно разработанные шпоночные пазы не обрабатывают, а заваривают и в другом месте вала прорезают новый паз под углом 90, 135 или 180°. Если заварка старого паза является нежелательной, из-за возможности поводки вала, то допустимо оставлять его незаваренным. В таком случае в старый шпоночный паз следует запрессовать, припаять или закрепить на винтах предварительно пригнанный к пазу стальной вкладыш. Допускается также изготовление шпоночного паза на новом месте без заделки старого паза (не более одного).
Наплавление рабочих поверхностей шпоночной канавки с последующей механической обработкой производят, когда смятие рабочих поверхностей канавки сопровождается выкрашиванием отдельных участков, так как в этом случае обработка до ремонтного размера требует значительного увеличения ширины канавки. Наплавление производят электросваркой.
Этот способ следует применять возможно реже, как не обеспечивающий восстановления детали на длительный срок и связанный с заметными деформациями вала при наплавке.
3. Сборка шпоночных соединений
Сборка шпоночных соединений при ремонте является ответственной операцией. При правильной подгонке деталей призматическая шпонка боковыми поверхностями должна соединяться по посадке с боковыми поверхностями и без зазора с дном шпоночного паза вала. Призматическая шпонка должна соединяться по посадке с боковыми поверхностями и с обязательным зазором между шпонкой и дном шпоночного паза охватывающей детали. Неправильное шпоночное соединение приводит к перекосу зубчатых колес и звездочек, сопряженных с валом, и вызывает неправильное зацепление зубьев колес и ускоряет износы звездочек и цепей. При чрезмерно тугой посадке деталей на шпонку могут происходить разрывы их ступиц.
Погрешности расположения шпонки на валу, перекос оси шпоночного паза на втулке приводит к тому, что шпоночное соединение не собирается.
Пригонка шпонки для компенсации перекоса и смещения оси пазов на валу и во втулке без контроля сопряжения боковых сторон пазов и шпонки может привести к резкому уменьшению площади контакта поверхностей, увеличению напряжения смятия. Увеличение бокового зазора из-за смятия шпонки приводит к нарушению посадки втулки на валу, появлению шума и стука в узле и в результате может привести к преждевременному износу или поломке узла.
Поэтому очень важно в процессе изготовления и сборки шпоночного соединения контролировать детали и сопряжение.
Шпонки и паз вала устанавливают с помощью молотка с медными наконечниками или под прессом. При установке шпонок под прессом необходимо следить за тем, чтобы не было поперечного перекоса шпонки и врезания ее кромки в тело вала.
4. Ремонт шлицевых соединений
Шлицевые соединения по сравнению со шпоночными имеют меньшие напряжения смятия на гранях шлицев и большую прочность валов. При сборке шлицевых соединений не требуется пригонки. Наибольшее распространение имеют шлицевые соединения с прямобочной формой шлицев, в некоторых случаях стали применяться шлицевые соединения с эвольвентной формой шлицев, которые обладают по сравнению с прямобочными повышенной прочностью.
Сборку шлицевых соединений следует начинать с осмотра состояния шлицев обеих деталей. Забоин, задиров или заусенцев в шлицевом соединении допускать нельзя.
В неразъемных шлицевых соединениях целесообразно перед напрессовкой охватывающую деталь нагреть до 80–120 °С. После установки охватывающей детали на шлицах соединение следует проверить на биение. Легкоразъемные и подвижные шлицевые соединения, кроме проверки на биение, проверяют еще на качку. Сопряжение шлицев ответственных соединений проверяют также «на краску».
Источник
