Резьбовые соединения на сегодняшний день получили самое широкое распространение. Они применяются в различных отраслях промышленности. В процессе эксплуатации рабочая часть резьбы может повредится, в результате чего снижается прочность и надежность.
Существует довольно большое количество различных способов восстановления поврежденной рабочей части, все они характеризуются своими определенными особенностями. 
Технология восстановления внутренней и наружной резьбы
Сегодня восстановитель резьбы применяется при работе крайне редко. Чаще всего применяются распространенные инструменты:
- Сверло применяется для изменения размеров отверстия.
- Метчик и плашка предназначены для непосредственного нарезания витков. Они обходятся недорого, зачастую используются для нарезания новой поверхности, но могут и при восстановлении поврежденной.
- Шпиндель или инструмент для вворачивания вставки. Он характеризуется тем, что рабочая часть напоминает резьбовую, на торце есть специальный зацеп.
- Вставка ремонтная, представленная спиралью ромбовидной формы. На одном конце сделали поводок, за счет которого осуществляется его вращение за счет соединения со шпинделем.

Кроме этого, некоторые технологии предусматривают использование эпоксидного клея, холодной сварки или других материалов. Выбор проводится в зависимости от конкретного случая
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Если можно изменить размеры отверстия, то используется метчик. Он подбирается в зависимости от параметров уже имеющихся витков.
Рассматриваемый инструмент предназначен для получения витков на металле. В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.  В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
Применение эпоксидного клея
При использовании эпоксидного клея можно существенно ускорить процесс восстановления резьбы. Среди особенностей восстановительной работы отметим следующие моменты:
- Отверстие заполняется специальным веществом, после чего немного нужно подождать, пока оно затвердеет.
- Болт вкручивается для формирования требуемой поверхности, после чего вещество застывает.
Подобный метод не подходит для случая, когда крепежные изделия используются при условии высоких нагрузок или вибрации. Это связано с тем, что полимер после застывания не образует прочной и твердой поверхности.
Холодная сварка
Вместо полимерного клея может применяться холодная сварка. Она также наносится в виде пасты, после застывания образуется прочная и твердая поверхность. Процесс восстановления следующий:
- Перемешиваются оба компонента для получения требуемой пасты.
- Пастой заполняется поврежденная поверхность, после чего нужно подождать немного.
- Вкручивается болт.
 Холодная сварка может выдерживать достаточно большую нагрузку, но при этом проста в применении и обходится дешево.
Холодная сварка может выдерживать достаточно большую нагрузку, но при этом проста в применении и обходится дешево.
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
С использованием ввертыша
При применении ввертыша отверстие высверливается подходящих сверлом, после этого подбирается метчик соответствующего диаметра. В отверстие устанавливается ввертыш, верхняя часть при необходимости срезается.  После этого керном на границе наносятся засечки. Это делается для того, чтобы ввертыш не выкрутился из отверстия. В продаже встречаются самые различные варианты исполнения ввертышей, поэтому проблем с подбором не возникнет.
После этого керном на границе наносятся засечки. Это делается для того, чтобы ввертыш не выкрутился из отверстия. В продаже встречаются самые различные варианты исполнения ввертышей, поэтому проблем с подбором не возникнет.
Сварка для восстановления резьбы
Для того чтобы заплавить отверстие на поврежденной поверхности можно применить сварку. Среди особенностей отметим следующие моменты:
- Могут применяться самые различные методы варки.
- Процесс восстановления может усложниться при большой длине отверстия.
- После заваривания отверстия проводится нарезание при использовании метчика.
Процесс достаточно прост, но полученные витки не смогут выдержать высокую нагрузку.
Применение футорок
Восстановить подобные крепежные элементы можно и при применении футорка. Этот вид резьбового соединения представляет собой втулку, которая имеет наружный большой диаметр и внутренний с меньшим размером. 
Сфера применения футорков весьма большая. Примером можно назвать изготовление мебели или соединение различных труб, крепление спаренных колес.
В некоторых случаях, когда можно изменить диаметр соединения, футорок используется при повреждении витков.
Восстановление резьбы холодной сваркой
Холодная сварка сегодня применяется крайне часто. После застывания полученная паста становится прочной и твердой. Она применяется в нижеприведенных случаях:
- Соединение не подвергается вибрации.
- Оказываемая нагрузка невысокая.
- При восстановлении неответственных деталей.
При применении специальной пасты можно получить практически любую поверхность. Это связано с тем, что до полного застывания она находится в пластичном состоянии.
Выбор холодной сварки для резьбы
В продаже встречаются различные виды рассматриваемого вещества. При выборе учитываются следующие моменты:
- Рекомендуемая область применения.
- Особенности изготовления рабочей смеси.
- Условия эксплуатации: температура, влажность и некоторые другие моменты.
 Большинство вариантов исполнения представлены двумя компонентами, которые смешиваются для получения пасты. Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Большинство вариантов исполнения представлены двумя компонентами, которые смешиваются для получения пасты. Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Недостатки и преимущества
Каждый метод имеет свои достоинства и недостатки. Примером назовем следующее:
- Холодная сварка и полимеры могут использоваться в случае, когда нельзя изменить диаметр отверстия. Однако, получающиеся витки характеризуются низкой прочностью.
- Метчик используется только в случае, когда можно немного увеличить отверстие. При этом получаются качественные и прочные витки.
- Вкладыши позволяют расширить область применения режущего инструмента, но восстанавливаемая резьба также не рассчитана на большую нагрузку.
В целом можно сказать, что существует просто огромное количество способов восстановления крепежных элементов. Выбор проводится в зависимости от того, где оно используется и какая нагрузка оказывается.
Благодарю откликнувшихся.
Нарезал. но все равно одна получилась чуть криво. В общем сделал 2-я способами:
1. Снял фаску под острый угол. В тисках зажал заготовку и попытался тщательно сориентировать плашкодержатель, Вроде ровно все сделал. Один хрен под конец видно как ушла резьба. Плашка “Зубр” .
Станочек у меня действительно есть – Универсал-3М. Но он не доведен до нормального состояния . Пока только подшипники поменял и частотник поставил. Люфты огромные. Резьбу резать пока вообще не реально. Да и не умею пока этого.
2 Сделал как советовал codename1182 – поджал саму плашку пинолью задней бабки, Вручную крутил патрон, нарезал пару ниток , а потом в тисках дорезал остальное. Получилось ровно. Правда я тут чуть больше проточил – до 11,5.
Но все равно нужно найти какой-то более-менее приемлемый способ нарезать просто в тисках. не будешь же каждый раз совать заготовку в станок.

При необходимости нарезки наружных резьб, чаще всего используется простой, но достаточно эффективный инструмент-плашка.

Может быть профессионалам удается легко начать резать резьбу ровно, но людям часто с этим не сталкивающиеся, это не всегда удается, если плашка косо зашла, то и дальше резьба будет не ровной.
Предлагаю изготовить не большое приспособление, для этого нам понадобится кусок металлической полосы и кругляка.
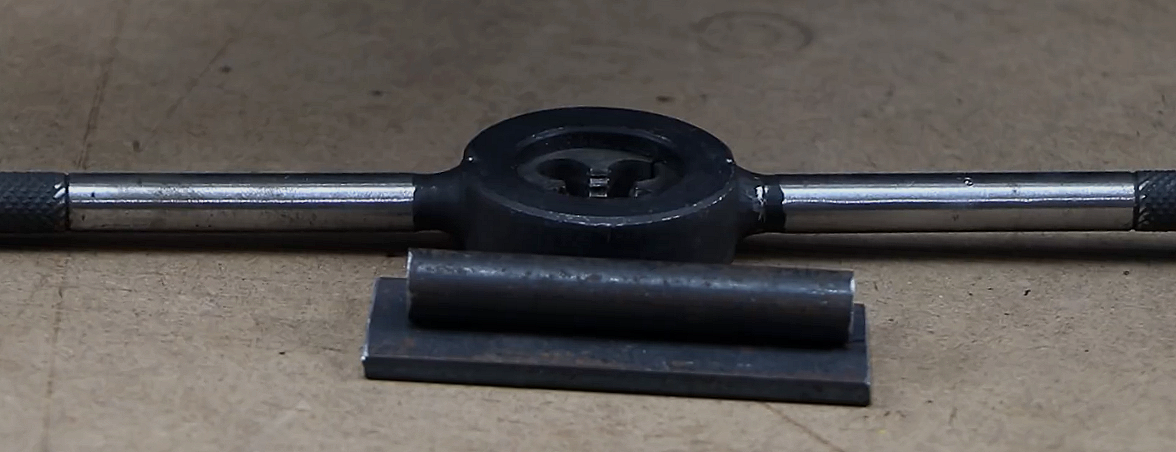
Полосу возьмем 25х4мм. кругляк будет 10мм.
Полосу отрежем так, чтобы длинна была немного больше плашки с креплением, а кругляка достаточно по 3см.
Сварим наши заготовки таким образом.
Затем приварим к нашему креплению. По центру отверстия в плашке поставим метку на пластине.
Сверлим отверстие в пластине сверлом чуть большим заготовки на которой режем резьбу.
Отверстие в плашке должно быть точно напротив отверстия в пластине. Теперь можно нарезать резьбу, это приспособление даст возможность ровно начать резать резьбу каждому, кто имеет мало опыта в таких работах.
Данное приспособление можно использовать не только при нарезании резьбы в тисках, его можно применить при работе с токарным станком у которого нет возможности нарезки резьбы резцом, но есть регулировка оборотов.
Всем хорошего настроения и приятного просмотра, друзья! Спасибо за ваши лайки 👍 ПОДПИСЫВАЙТЕСЬ на наш канал ” ГЕНИАЛЬНЫЕ САМОДЕЛКИ ” в YouTube! https://www.youtube.com/user/oliynik1
Что такое плашка?
Плашка — инструмент для создания резьбы на внешней поверхности цилиндрических заготовок. На обрабатываемой стороне появляются равномерные закрученные канавки, на которые накручивается соединительная деталь. Ровная резьба получается благодаря сложному устройству граней, расположенных на внутренней стороне оснастки. При вращении инструмента острые кромки создают равномерные витки.
Конструкция плашки — цилиндрическая форма с точным расположением резцов на внутренней стороне. Диаметр различается зависимо от размера обрабатываемых заготовок. На оснастке присутствуют отверстия, которые нужны для закрепления воротка. С его помощью на оснастку передаётся усилие.
Как правильно нарезать резьбу плашками и метчиками – инструкция
Часто во время выполнения домашнего ремонта возникает необходимость сделать резьбу — наружную или внутреннюю. Чтобы не привлекать к этому специалистов, а выполнить самостоятельно – нужно приобрести специальный инструмент. Для нарезания плашками и метчиками не потребуется особых навыков или умений. Достаточно знать их виды и технические параметры.
Немного об особенностях инструмента
На первом этапе следует определиться с типом резьбы. Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.

Виды резьбы
В каких изделиях используется определенный тип резьбы? В крепежных изделиях используется метрический вид, а в водопроводах – дюймовый. Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
- Если резьба предназначена для соединения с уже готовой деталью – ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежных узлов полностью — рекомендовано использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для наружной – в меньшую сторону, для внутренней – в большую.
Самостоятельное нарезание резьбовых соединений выполняется с помощью плашек и метчиков. Они изготавливаются из высокопрочной стали с нормированным размером рабочего тела.
Наружная
Плашка представляет собой гайку с внутренними прорезями и наружными фиксаторами для поворота инструмента. Она может быть различной формы — круглой, квадратной или шестиугольной. Если работа проводится в домашних условиях – понадобятся тиски для фиксации детали.

Плашкодержатель и плашки
Перед выполнением работы главное – правильно подобрать диаметр заготовки. Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрической можно воспользоваться данными из таблицы.
Заготовку следует предварительно подготовить. Если ее сечение не представляет собой круг – нужно выполнить обточку. Затем на торцевой части снимается конусная фаска для наметки первого витка резьбы.
Далее нужно следовать точно по инструкции:
- Закрепив заготовку в тисках, проверяется правильность ее расположения.
- Установка плашки в плашкодержатель. Ее поверхность должна находиться в одной плоскости с поверхностью торца заготовки.
- Первый виток выполняется с небольшим усилием. Важно выполнять повороты в правильном направлении.
- Дойдя до нижней границы – плашку нужно проворачивать в обратном направлении.

Нарезание наружной резьбы
Одного такого прохода будет недостаточно для формирования резьбы с хорошей геометрией. Рекомендуется повторить процедуру 3-4 раза, пока плашка не будет свободно закручиваться на заготовку. Для проверки качества следует закрутить гайку соответствующего диаметра. Если будет наблюдаться усилие – можно обработать наружную часть заготовки наждачной бумагой мелкой зернистости.
Внутренняя
Для формирования внутренней резьбы необходимо использовать метчики. Они представляют собой цилиндр с наружной насечкой. Если необходима обработка небольших деталей, диаметром до 20 мм – можно использовать ручной вид метчика. Для больших размеров необходима механическая обработка с использованием станка.

Работа с метчиком
Лучше всего использовать полный комплект метчиков. Он включает в себя три детали, которые предназначены для чернового, промежуточного и окончательного формирования резьбовых отверстий. Если в домашнем наборе есть дрель — рекомендуется приобретать метчики с хвостовым креплением.
Заготовку следует зафиксировать. Если это крупногабаритная деталь – это можно сделать с помощью струбцин. Для небольших изделий используют тиски. Закрепив деталь, проверяется ее расположение относительно метчика. Ось последнего должна быть строго перпендикулярна плоскости заготовки. Первый проход будет делаться с большим усилием. Не нужно забывать, что для этого нужно использовать метчик для грубой обработки. Сформировав первичную резьбу, применяется метчик для промежуточной. И только после него можно приступать к окончательной обработке.
Для уменьшения трения специалисты используют солидол или аналогичное ему средство. Таким образом можно избежать механического повреждения детали. Сформировавшаяся резьба должна иметь одинаковую геометрию по всей протяженности. В противном случае возможна потеря прочности соединения.
Классификация
В строительных магазинах можно увидеть инструменты разных видов. Оборудование классифицируется по таким критериям:
- конструкции корпуса;
- способу создания витков на поверхности заготовки;
- форме оснастки.
Если говорить о классификации по форме, можно выделить следующие виды инструментов:
- круглые плашки;
- трубчатая оснастка;
- квадратные плашки;
- оснастка в форме многогранника.
Говоря о конструкции инструмента, можно выделить следующие группы:
- Цельная оснастка. Самый популярный вариант. Представляет собой круглую литую форму, у которой нельзя разобрать корпус. Она имеет несколько отверстий для закрепления воротка. Популярность этот вид инструмента получил благодаря простоте использования, надёжности, долговечности. Заточка резцов сохраняется длительное время.
- Разрезные инструменты. Специальные приспособления, которые имеет определённые особенности конструкции. Благодаря этому процесс создания резьбы упрощается.
- Раздвижные конструкции. Представляют собой современные приспособления, которые можно раздвигать до необходимого диаметра. Это дорогие модели.
Ещё одна классификация касается предназначения оснастки. Выделяется 3 группы:
- изготовление круглой резьбы;
- создания цилиндрического резьбового соединения;
- изготовление конической резьбы.
Приспособления делаются на заводах с соблюдением ряда стандартов, указанных в государственных документах ГОСТах.

Нарезание резьбы метчиками и плашками
Нарезание резьбы метчиками
используется для нарезания внутренней резьбы. Комплект чаще всего состоит из трех метчиков. Между ними распределяется припуск на обработку. Первые два метчика нарезают резьбу не на полный профиль, а третий, обрабатывая резьбу, придает ей окончательные размеры и форму. Последовательность применения метчиков данного комплекта можно определить по рискам на хвостовой части (первый имеет одну риску) или по профилю режущих зубьев. Нарезать резьбу в сквозных отверстиях, длина которых не превышает диаметра резьбы, можно одним метчиком. Такой
метчик называют гаечным. Режущая часть метчика 1 (рис. 131) состоит из заборного и направляющего участков: основную работу по срезанию металла выполняет заборный участок, а направляющий — главным образом калибрует обработанную поверхность.
Размер отверстия под нарезку резьбы в заготовке подбирают по таблицам. Метчик закрепляют в приспособлении, показанном на рис. 131.
Приспособление состоит из оправки 2 и хвостовика 4. Хвостовик закрепляют в задней бабке станка, а метчик — в оправке при помощи винта. Включив вращение заготовки, метчик заводят в обрабатываемое отверстие и нарезают один-два витка, передвигая инструмент от маховика задней бабки. После этого ручная подача не нужна, так как метчик начинает затягиваться в отверстие, благодаря вращению заготовки. При этом оправка передвигается вдоль хвостовика. Когда паз оправки сходит со шпонки 3, оправка начинает вращаться вместе с заготовкой и нарезка резьбы автоматически прекращается. Длину нарезки резьбы можно изменить, регулируя положение шпонки относительно втулки.
Нарезание резьбы метчиками с принудительной подачей требует равенства шага нарезаемой резьбы и продольной подачи на один оборот относительного вращения изделия и инструмента. Точное совпадение этих велечин может иногда не достигаться. Такое неравенство вызовет срезание ниток резьбы, «заедание» инструмента и его поломку. В целях предотвраще этого применяют специальные средства закрепления инструмента, которые обеспечивают ему возможность свободного осевого смещения на некоторой длине вперед и назад.
Однако ошибка ∆ несовпадения шага нарезаемой резьбы и продольной подачи за один оборот не должна превышать
∆ ≤ l/n мм,
где n — число ниток резьбы на нарезаемой заготовке; l — свободное осевое смещение метчика в патроне-метчикодержателе.
Применение метчикодержателей, обеспечивающих осевое смещение метчика, следует считать обязательным.
Нарезание резьбы метчиками с самозатягиванием применяется для коротких резьб (небольшой длины). Инструмент закрепляется в метчикодержателях, обеспечивающих его свободное осевое перемещение на длине, превосходящей длину нарезаемой резьбы. Нарезание резьб с крупным шагом требует гарантированного самозатягивания метчика в начальный момент нарезания (на первых двух-трех нитках). С этой целью специальной подточкой е уменьшают притупление зубьев на заборном участке первого метчика (рис. XIV.3), которое неизбежно образуется при шлифовании заборного конуса.
Последующим метчикам в комплекте на направляющих частях придают передние короткие (две-три нитки) несколько заниженные по диаметрам нарезки, позволяющие осуществлять легкое свинчивание с резьбой нарезки, образованной предыдущим метчиком.
Наиболее распространенные методы нарезания резьбы метчиками на токарных станках рассмотрены на странице «Способы нарезания резьбы метчиками».
В качестве смазочно-охлаждающей жидкости при нарезании резьбы метчиками и плашками рекомендуется использовать: для заготовок из стали — осерненное машинное масло (сульфофрезол); для заготовок из чугуна, бронзы, алюминия — эмульсии или керосин.
Правила нарезания резьбы с помощью плашек
Нарезание резьбы плашкой вручную требует соблюдения определённых правил. Зная принципы работы с инструментом можно создать качественное, долговечное соединение. Для того чтобы работать с приспособлением для создания резьбового соединения нужно использовать плашкодержатель. Правила проведения работ:
- Определить точный диаметр трубы, выбрать оснастку по маркировке, указываемой на её поверхности.
- Подготовить обрабатываемую деталь. Снять фаску с помощью напильника. Угол фаски должен быть не более 45 градусов. Больший угол сделает соединение некачественным.
- Чтобы режущие кромки прослужили дольше, при работе нужно использовать смазку. Это может быть моторное масло. Им смазывают режущие части, заготовку.
- Плашкодержатель нужно повернуть по часовой стрелке на два витка, затем сделать 1 виток в обратную сторону. Когда режущие кромки движутся назад, появляющаяся стружка выходит наружу, не забивается в готовых витках. Важно удерживать инструмент с воротком строго вертикально, чтобы резьба получилась ровной.
- После создания первых 3–4 витков нужно уменьшить ход плашки в обратную сторону. Будет достаточно сделать два поворота по часовой стрелке и половину оборота против часовой. Нельзя продолжать работу если оснастка перегрелась, нужно делать перерывы.
Когда было сделано нужное количество витков, качество готовое соединение нужно проверить. Для этого нужно взять гайку выбранного диаметра, попробовать накрутить её на трубу. Первые разы гайка будет накручиваться медленно, с затруднениями. Постепенно эти проблемы исчезнут. Неровная резьба может стать причиной разрушения соединения при его эксплуатации.
Плашки используются для создания наружной резьбы на деталях цилиндрической формы. Важно правильно выбирать диаметр, знать правила работы с оснасткой. Внутренняя часть круглых деталей обрабатывается с помощью мечиков. Оснастка подходят как для работы вручную, так и для промышленного оборудования.
Подготовка к нарезанию резьбы плашкой
Прежде чем нарезать резьбу плашкой на пруту или на трубе необходимо подобрать инструмент нужного диаметра и шага. Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму. В первую очередь необходимо подобрать материал и инструмент требуемого диаметра. Ниже приведена таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу М6

Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
Перед тем как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также машинное масло. После этого можно приступать непосредственно к самой нарезке.
( 1 оценка, среднее 4 из 5 )
Нарезание резьбы плашкой

Содержание
- Подготовка
- Технология
- Полезные советы
Нарезание наружной резьбы – операция, без которой сложно представить себе какое-либо производство машин, механизмов или несущих конструкций. Клепание и точечная (либо плоскостная) сварка здесь не всегда уместны, а значит, выходом являются всё же винтовые или болтовые соединения.


Подготовка
Чтобы подготовиться к нарезанию резьбы с помощью плашки – кругового резака с внутренней резьбой, изготовленного из быстрорежущей стали, выполните несколько действий.
- Отпилите и выровняйте (при необходимости) стержень или отрезок трубы определённой длины.
- Обточите край, на котором в первую очередь планируется выполнить нарезку, по кругу. Это облегчит вращение плашки, задаст ей нужную траекторию движения. Обточка выполняется не менее чем на миллиметр длины – она имеет ровный скос в разрезе. Идеально ровная обточка производится на токарном станке.
- Зажмите отрезок трубы или стержня в слесарные тиски. Идеально, когда столешница верстака, на которой они закреплены, располагается на уровне (или чуть ниже уровня) пояса рабочего. Проверьте, чтобы труба или стержень расположились перпендикулярно земле – по законам физики, так легче начать и контролировать нарезание резьбы.
- Смажьте внутреннюю резьбу плашки и саму трубу (или стержень) моторным или трансмиссионным маслом, масляной отработкой.
- Навинтите на плашку ручные плашкодержатели, либо установите её в низкооборотистый станок. Идеальным вариантом станет токарный станок с переходником под круговой (машинный) плашкодержатель.
После этого наденьте плашку, и начните вращать её вокруг заготовки.


Технология
Нарезание резьбы плашкой осуществляется в спокойной обстановке, в надёжном месте, где исключены предпосылки к каким-либо случайным рывковым действиям. Не установленная параллельно горизонту плашка – при условии, что труба или стержень закреплены строго перпендикулярно – обеспечит неудачное начало прорезания винтовой канавки вокруг нарезаемой основы. И хотя плашка выровняется сама, пройдя хотя бы пару витков, этого лучше не допускать – первые обороты станут неровными, и навинтить гайку, равно как и закрутить стержень в подготовленную для неё массивную деталь, окажется крайне сложно. Итог – заметно подпорченное резьбовое соединение заготовок, не выдерживающее тот максимум весовых, распирающих и разрывающих нагрузок, который заявлен согласно диаметру «нарезанной» заготовки, габаритами гаек и массивной детали, куда эта заготовка впоследствии ввинчена. Если резьба испорчена, то мастер прихватит и обварит её сваркой, без которой обойтись поставлена задача ещё до начала работы по созданию резьбового стыка.


Выровняв плашку параллельно земле, проверните её по ходу собственной внутренней резьбы. Простая плашка представляет собой инструмент, соприкасающийся с поверхностью нарезаемой трубы или стержня с четырёх сторон по дугам окружности, которую представляет собой поверхность заготовки на поперечном срезе последней. Равноудалённость соседних кромок (дуг этой окружности) друг от друга и от центральной оси трубы/стержня (и самого инструмента) позволяет плашке двигаться ровно при условии, что начало (два первых витка) выполнены чётко.
Правая резьба выполняется закручиванием по часовой стрелке, левая – наоборот.
Первые витки выполняются крайне осторожно – важна совмещённость режущих кромок по канавке первого же витка, что даст возможность остальным чётко следовать вокруг той, что послужила «самой передней». Выполните первый поворот плашки на угол до 90-180 градусов – вам необходимо убедиться, что процесс идёт по плану, плашка не стала резко сворачиваться набок в любом из направлений. Если она свернулась, и нарезание резьбы остановилось, то сточите попорченный край путём обточки, и попробуйте повторно нарезать эту же резьбу. Даже у новичков, которые раньше никогда не держали плашку в руках, нарезание резьбы быстро становится несложным процессом.


Совершив первую половину витка, продолжайте осторожно, периодически возвращая плашку назад, против хода закручивания, небольшими углами двигать её вперёд. Методика такова: прошли, к примеру, 10 градусов вперёд – половину этого углового расстояния (в данном случае это 5 градусов) сдайте назад. То есть, прорезать резьбу нужно рывками, чтобы не допустить перегревание плашки и заготовки – и, как правило, отпускания закалённой быстрорежущей стали, из которой сделан нарезающий инструмент. Периодически снимайте (свинчивайте) плашку и добавляйте на неё несколько капель машинного масла, удаляйте из канавок инструмента металлическую стружку, для чего используется кусок ветоши.


Прорезав два витка, можно увеличить интенсивность и амплитуду движений, например, до десятков градусов – но не переусердствуйте: инструмент и заготовка не должны перегреваться. Если это всё же случилось, сделайте технологический перерыв – и труба (стержень), и плашка должны остыть.
Если вы нарезаете резьбу на токарном станке, то включите пониженную передачу.
Попытка крутить сразу на высокой скорости может повредить и заготовку, и плашку, и сам редуктор (либо двигатель) станка. Новички вместо гайковёрта вставляют в шуруповёрт подходящий аналог станочного плашкодержателя, включают самую низкую скорость – но перед этим закрепляют шуруповёрт, например, в тисках, или при помощи скоб на специально сделанном возвышении (подпорке), установленном на столешнице верстака.
Разумеется, можно поступить и наоборот – вращать трубу, зажав её в токарном станке (или стержень в дрели/шуруповёрте), а плашку закрепить в тисках. Но такой метод потребует наличия серьёзной конструкции из упоров и направляющих, подобных тем, что применяют на фрезерном станке или рейсмусе. Не создавайте себе дополнительных сложностей – это обернётся для вас лишними затратами.


Нарезав резьбу на одной заготовке, приступают к следующей. На заводском конвейере, где нужна постоянная выработка суточного норматива по заготовкам, к примеру, тысячу стержней в день, используют станок с охлаждением плашки и остальных движущихся механизмов. Охлаждение постоянно греющегося от трения инструмента осуществляется, например, при помощи технического пылесоса, присоединённого к патрубку рабочего (закрытого) отсека. Вы тоже можете сконструировать подобную камеру, где, помимо удаления стружки, которая не успела налипнуть на подаваемое в точку работы масло, осуществляется и сброс температуры работающей плашки, предположим, со 100 до 150 градусов, что продлевает срок её службы. Результат – аккуратные, ровные заготовки, как с завода-изготовителя. Например, так происходит концевая нарезка резьбы для шпилек из гладкой (круглой) арматуры.


Полезные советы
Не пренебрегайте смазкой лерки (плашки) и самой заготовки.
Не забывайте удалять опилки (по ходу нарезки резьбы) с трубы (или стержня) и плашки, добавляя после этого ещё немного масла. Резка «на сухую» приведёт к быстрому изнашиванию инструмента, что сразу же проявится нечёткой резьбой на новых заготовках.
Попытка наложить плашку на неподточенную кромку трубы или стержень значительно усложнит плавное и ровное начало процесса нарезки канавки. Качество резьбы может оказаться при этом крайне низким.


Используйте плашки с твердостью быстрорежущей стали не ниже 60 единиц по шкале Роквелла.
Идеально – раздобыть инструмент из 63-го сплава: такая твёрдость присуща наиболее дорогим резакам. Использование победитовых плашек себя бы не оправдало: победитовый сплав обрабатывает гранит и бетон, а не сталь. Алмазное напыление на плашках – слишком дорогая мера, вам не придётся резать калёные стержни или трубы. Избегайте подделок из низкопрочной стали с показателем твёрдости ниже 57: такие плашки быстро портятся.


Не подвергайте инструмент перегреву, раскаливанию.
Не режьте резьбу на обычной заготовке при помощи конической плашки. Такую заготовку обтачивают на токарном станке под угол конуса, сверяясь по чертежу. Нарушение этого правила влечёт за собой поломку плашки и самой заготовки. Правильно и обратное: нарезка конической заготовки обычным резаком даст неровные витки, так как площадь контакта с ним неполная.
При нарезании резьбы вручную с помощью плашек, обладающих нестандартной резьбой, движения производятся на ещё меньший угол, а отвинчивание инструмента и прочистка, смазка уже выполненных витков и режущих кромок – чаще. Стандартным шагом резьбы для М6 считается, к примеру, ширина канавки в 1 мм, всё, что больше или меньше – требует особого подхода.


Далее смотрите видео о том, как нарезать резьбу плашкой.
