
Сварка алюминия и его сплавов – довольно непростая в решении задача. Ведь из-за повышенной текучести алюминиевого расплава крайне сложно контролировать сварочную ванну, а высокая теплопроводность алюминия может легко привести к деформации свариваемых деталей.
Но главная проблема, затрудняющая процесс сварки, – это наличие на поверхности алюминиевых изделий оксидной пленки, которая возникает при реакции алюминия с кислородом. О том, как слой оксида мешает сварке, и как устранить помеху, мы и расскажем в этой статье. Но сначала перечислим способы, которыми осуществляется сварка алюминия.
Способы сварки алюминия
Алюминий относится к тем металлам, которые широко используются в качестве конструкционных материалов, применяемых для изготовления деталей приборов, машин и сооружений. В процессе производства таких изделий заготовки из алюминиевых сплавов подвергаются различным видам обработки, в том числе и сварке. Для создания неразъемных соединений алюминиевых деталей применяется электродуговая сварка. Напомним, что она реализуется тремя способами:
· аргонодуговым (TIG);
· полуавтоматическим (MIG);
· ручным дуговым (MMA).
Подробно эти виды сварочных процессов мы опишем в другой статье. Сейчас же только скажем, что любым из перечисленных вариантов можно воспользоваться для сварки алюминия и его сплавов. Каждый из них имеет свои плюсы и минусы и по-разному решает задачи преодоления создаваемых оксидом алюминия проблем. А к главной из них мы сейчас и перейдем.
Проблема сварки алюминия – в его оксиде
На первый взгляд кажется, что сварка алюминия не должна вызывать никаких проблем. Ведь температура плавления 13-го элемента таблицы Менделеева составляет всего 660 °C, в то время как у стали, например, это свойство проявляется в температурном диапазоне от 1450 до 1520 °C. Но тут есть один нюанс, связанный с высокой химической активностью алюминия. При реакции с кислородом его поверхность покрывается тонкой и одновременно очень прочной пленкой из оксида алюминия. Пока она присутствует на деталях, приварить их друг к другу не получится. Ведь температура плавления оксида алюминия составляет 2044 °C. И если нагреть свариваемые изделия до этого значения, то, они, во-первых, потеряют форму, а во-вторых, давно расплавившийся и перегретый алюминий просто растечется после прорыва оксидной пленки.
Как же тогда варят алюминий? С помощью физики и химии, конечно. Давайте начнем с первой.
Сварка алюминия и катодное распыление
Известно, что в газовой среде ток течет от «плюса» к «минусу». При этом положительно заряженные частицы «атакуют» поверхность с отрицательным зарядом, выбивая с нее атомы. И если во время сварки электрод будет подключен к «плюсу», а свариваемые алюминиевые детали к «минусу», то возникший между ними ток станет разрушать поверхность обрабатываемых металлических изделий, уничтожая тем самым оксидный слой. Это физическое явление называется катодным распылением, и возникает оно при сварке алюминия способами TIG и MIG.
Расскажем об этих видах создания неразъемных соединений чуть подробнее.
Сварка алюминия аргоном
Широко распространенный способ соединения алюминиевых деталей – аргонодуговая сварка (TIG). Она осуществляется на переменном токе, когда «плюс» и «минус» меняются местами по нескольку десятков раз в секунду. На «плюсе» энергии всегда больше, поэтому, когда электрод становится положительным, а деталь – отрицательной, преимущественно происходит разрушение оксидного слоя (это то самое катодное распыление). Но при смене знаков местами энергетическая мощь перемещается на свариваемое изделие, и оно уже начинает плавиться по-настоящему.
На аппаратах, с помощью которых ведется TIG-сварка алюминия, баланс переменного тока можно регулировать в зависимости от степени загрязненности алюминиевых деталей окислами. Так, для грязного алюминия можно усилить эффект очистки, а для чистого увеличить глубину провара.
При выборе аппарата TIG-сварки в первую очередь следует обращать внимание на диапазон рабочей силы тока. Так, чтобы иметь возможность сваривать заготовки большой толщины, понадобится устройство, способное выдавать не менее 200 А. Для работы же с тонкими алюминиевыми листами потребуется модель с функцией импульса – такая, как, например, UNO TIG 200 AC/DC PULSE, позволяющая качественно соединять и тонкие, и толстые металлические изделия.
Сварка алюминия полуавтоматом
Особенность MIG-сварки заключается в автоматической подаче проволоки в дугу, где она плавится, играя таким образом сразу две роли – электрода и присадочного материала. Чтобы варить алюминий полуавтоматом, нужно подключить кабель массы к «минусу», а провод с горелкой – к «плюсу». Тогда поверхность металла будет очищаться от оксидной пленки, и процесс сварки пойдет как надо.
Используя полуавтомат, можно получить надежный и красивый шов, но есть одна проблема. Она связана с высокой пластичностью алюминия. Выполненная из этого материала проволока, применяемая для сварки изделий из алюминиевых сплавов, – довольно мягкое изделие. Поэтому она легко может застрять в подающем механизме аппарата, нарушив тем самым сварочный процесс.
Для минимизации риска возникновения проблемы с подачей проволоки понадобится полуавтомат, адаптированный под сварку алюминия. Примером такого устройства может служить аппарат UNO MIG 207 LCD с расширенной системой синергетического управления, тефлоновым каналом, особым подающим роликом и специальным наконечником на горелку, облегчающими процесс сварки алюминиевых сплавов.
Отличные результаты работы с алюминием показывают также полуавтоматы с 4-роликовым подающим механизмом и мощным двигателем, каковые имеются, например, у модели SAGGIO MIG 200-S. Такие аппараты обеспечивают максимально стабильную подачу проволоки.
Для достижения наилучших результатов в деле сварки алюминиевых заготовок стоит использовать аппарат с импульсом. А еще лучше – с двойным импульсом, как у полуавтомата INVERMIG 240 DP, поскольку в таком режиме получается наиболее качественный и эстетичный шов.
Сварка алюминия электродом
В рамках ручной дуговой сварки реализуется химический метод удаления слоя оксида алюминия. Очистка свариваемой поверхности от окисла происходит за счет воздействия на него входящих в состав покрытия электрода веществ, быстро разъедающих оксидную пленку.
Следует сказать, что сварка алюминия электродами – процесс, в ходе которого не так-то просто получить качественное соединение. Основная проблема заключается в образовании во время сварочных работ агрессивного шлака, который, если не удалить его со шва полностью, приведет к коррозии изделия.
Тем не менее MMA– вполне рабочий способ сварки алюминия, с помощью которого можно создать надежное соединение. Но для этого требуется обладать очень хорошими навыками, а также использовать наиболее подходящий для сварки алюминия аппарат – инвертор с функциями Hot Start и Arc Force. Примером такого оборудования может служить небольшой по весу и габаритам «ручник» с синергетическим управлением UNO MMA 200 SYN.
Где купить аппарат для сварки алюминия
Собираетесь освоить сварку алюминия? Не бойтесь начинать! Да, металл этот не без капризов. Но ведь существует современное качественное оборудование, которое позволяет решать задачи по сварке алюминиевых изделий без особых проблем.
Так что заходите в каталог продукции известного бренда FoxWeld, где представлен широкий спектр устройств для сварки алюминия, и выбирайте.
А если у вас возникнут вопросы, вы всегда сможете позвонить в компанию FoxWeld по бесплатному телефону +7 (800) 250-78-85 и проконсультироваться с нашими специалистами.
#сварка
Сварка алюминия, алюминий и его сплавы
Алюминий — это химический элемент, который составляет около 8% земной коры, что делает его самым распространенным металлом и третьим по распространенности элементом после кислорода и кремния. Алюминий хорошо известен своей низкой плотностью (около 2,7 г / см 3 ) и, благодаря явлению пассивации, отличной коррозионной стойкостью.
Сварка алюминия — полное руководство. Как мне сварить алюминий?
Поскольку чистый алюминий является относительно мягким, добавляются небольшие количества легирующих элементов для получения ряда механических свойств. Сплавы сгруппированы по основным легирующим элементам. Определенные коммерческие сплавы имеют четырехзначное обозначение в соответствии с международными спецификациями на деформируемые сплавы или буквенно-цифровую систему ISO.
В таблице 1 представлены дополнительные сведения о составе этих классификаций.
Система нумерации алюминия
Первая цифра серии указывает на основной легирующий элемент, добавляемый в алюминиевый сплав, и используется для описания серии, то есть серии 1000 или серии 5000 и т. д.
Вторая цифра представляет модификацию конкретного сплава в серии; т.е. x1xx представляет первую модификацию указанного сплава, в то время как x2xx представляет вторую модификацию. Третья и четвертая цифры обозначают сплав в определенной серии. Подводя итог, сплав 2024, входит в серию сплавов 2000 года, имеет ноль модификаций и указан сплав типа 24.
Однако есть исключение из этой системы нумерации, которая касается алюминия серии 1000; последние две цифры показывают минимальный процент алюминия выше 99%. Например, 1050 означает минимальное содержание алюминия 99,50%.
Алюминиевые сплавы также будут включать обозначение допуска, они определяют дополнительные этапы обработки (если они реализованы).
Обозначения и допуски приведены в таблице 2. В дополнение к обозначениям и допуски, приведенным в таблице 2, есть два поднабора для «Н» — деформационное упрочнение и «Т» — термическая обработка. Таблицы 3 и 4 описывают эти обозначения «H» и «T» соответственно.
| Серия | легирующий элемент | Прочность на растяжение (МПа) * 1 | Термообработанные | Приложения |
| 1 ххх | 99% минимум алюминия (чистый) | 70 — 185 | нет | Коррозионная стойкость, трубопровод, электропроводность |
| 2 ххх | медь | 185 — 430 | ✔ | Универсальные, аэрокосмические, поковки |
| 3 ххх | марганца | 110 — 280 | нет | Кастрюли и сковородки, теплообменники, коррозионная стойкость |
| 4 ххх | кремний | 170 — 380 | X / ✔ | Присадочная проволока (сварочная) |
| 5 ххх | магниевый | 125 — 350 | нет | Морские, автомобильные, сосуды под давлением, мосты, здания |
| 6 ххх | Магний и кремний | 125 — 400 | ✔ | Экструзии, декоративные, автомобильные, универсальные |
| 7 ххх | цинк | 220 — 750 | ✔ | Универсальная, аэрокосмическая, броневая плита, спортивное спортивное снаряжение |
* 1 Зависит от состава и последующих этапов обработки
| Обозначение характера | Смысл |
| F | Как изготовлено — применяется к продуктам процесса формования, в которых не применяется особый контроль над условиями термического или деформационного упрочнения |
| О | Отожженный — применяется к продукту, который был нагрет для получения условий с самой низкой прочностью для улучшения пластичности |
| H | Штамм закаленный — применяется к продуктам, которые укрепляются за счет холодной обработки. Деформационное упрочнение может сопровождаться дополнительной термической обработкой, которая приводит к некоторому снижению прочности. Две или более цифры всегда следуют за ‘H’ |
| W | Термообработка раствора — нестабильный характер, применимый только к сплавам, которые самопроизвольно стареют при комнатной температуре после термической обработки раствора |
| T | Термическая обработка — для получения стабильных температур, отличных от F, O или H. Применяется к продукту, который был подвергнут термообработке, иногда с дополнительным деформационным упрочнением для получения стабильного отпуска. Одна или несколько цифр всегда следуют за буквой «Т» |
| Обозначение Н * 2 | Значение |
| H1x | Напряжение закаленное |
| H2x | Напряжение закаленное и частично отожженное |
| h3x | Штамм закаленный и стабилизированный |
| H4x | Штамм закаленный и лакированный или окрашенный |
* 2 Вторая цифра «х» указывает на степень деформационного упрочнения: х2 — четверть жесткой, х4 — полутвердой, х6 — три четверти твердой, х8 — полная жесткая, х9 — сверхтвердая
| Обозначение Т * 3 | Значение |
|---|---|
| T1 | Естественно состарился после охлаждения от процесса формирования при повышенной температуре |
| T2 | Холод работал после охлаждения в процессе формирования при повышенной температуре, а затем подвергался естественному старению |
| T3 | Раствор подвергается термообработке, холодной обработке и естественному старению |
| T4 | Раствор подвергается термообработке и естественному старению |
| T5 | Искусственно состаренный после охлаждения в процессе формирования при повышенной температуре |
| T6 | Раствор термообработан и искусственно состарен |
| T7 | Раствор термообработан и стабилизирован (отработанный) |
| T8 | Раствор подвергается термообработке, холодной обработке и искусственному старению |
| T9 | Раствор термообработанный, искусственно состаренный и обработанный холодным способом |
| T10 | Холод работал после охлаждения в процессе формирования при повышенной температуре, а затем подвергался искусственному старению |
* 3 Дополнительные цифры могут быть добавлены к обозначению «Tx» и обозначают снятие напряжения. TX51 или TXX51 — напряжение, снятое при растяжении, и TX52 или TXX52 — напряжение, снятое при сжатии
Зачем используют и нужна сварка алюминия?
Алюминиевые сплавы широко распространены в транспортных целях, поскольку они обеспечивают инженерные материалы хорошим соотношением прочности и веса при разумных затратах. В дальнейшем используют его коррозионную стойкость и проводимость (термическую и электрическую) некоторых сплавов. Хотя обычно у него низкая прочность, некоторые из более сложных сплавов могут иметь механические свойства, эквивалентные сталям.
В связи с многочисленными преимуществами алюминиевых сплавов, предлагаемых для промышленности, существует необходимость в определении лучших практик для его сварки.
Сложно ли сваривать алюминий?
Алюминиевые сплавы создают множество трудностей при сварке, в том числе:
- Высокая теплопроводность. Это приводит к чрезмерному рассеиванию тепла, что может затруднить сварку и / или привести к нежелательному искажению деталей из-за того, что требуется больший подвод тепла. Для анализа сварки желательно использовать рентгенографический метод контроля рентгеновские пленки, типа AGFA D7, AGFA D4 от GE
- Растворимость водорода. Водород очень хорошо растворяется в расплавленном алюминии, в результате чего сварочная ванна поглощает водород во время обработки. Как только расплавленный материал затвердевает, пузырьки водорода захватываются, создавая пористость.
- Оксидный слой. Алюминий имеет оксидный слой (оксид алюминия), который имеет гораздо более высокую температуру плавления (2060 ° С), чем исходный алюминиевый сплав (660 ° С). При сварке это может привести к тому, что оксидный слой будет включен в область сварного шва, что может привести к отсутствию дефектов плавления и снижению прочности сварного шва. Следовательно, заготовки должны быть очищены проволочной щеткой или химическим травлением перед сваркой, чтобы предотвратить включение оксида.
Как можно сварить алюминий?
Существует множество процессов, которые можно использовать для сварки алюминия и его сплавов, которые подробно описаны ниже:
Дуговая сварка алюминия
Дуговая сварка обычно используется для соединения алюминиевых сплавов. Большинство сортов кованой стали серий 1xxx, 3xxx, 5xxx, 6xxx и 7xxx средней прочности (например, 7020) могут быть сварены методом дуговой сварки. В частности, сплавы серии 5ххх обладают отличной свариваемостью. Высокопрочные сплавы (например, 7010 и 7050) и большая часть серии 2xxx не рекомендуются для сварки плавлением, поскольку они склонны к растрескиванию и образованию трещин.
- Можете ли вы сварить алюминий с помощью MIG? Сварка может быть успешно использована для соединения алюминиевых сплавов. Процесс лучше всего подходит для более тонких материалов, таких как алюминиевый лист, потому что количество требуемого тепла меньше по сравнению с более толстыми пластинами. Чистый аргон является предпочтительным защитным газом для этого процесса, и используемая сварочная проволока / стержень должна быть по составу максимально схожей со свариваемыми деталями.
- Можете ли вы сварить алюминий с TIG? Сварка может также использоваться для соединения алюминиевых сплавов. Вследствие высокой теплопроводности сыпучего алюминия процесс TIG обеспечивает достаточное выделение тепла для поддержания зоны сварки достаточно горячей, чтобы создать сварочную ванну. Сварка TIG может использоваться для соединения толстых и тонких профилей. Подобно сварке MIG, чистый аргон является предпочтительным защитным газом, и используемая сварочная проволока / стержень должна быть по составу аналогична свариваемым деталям.
Лазерная сварка алюминия
Как и другие процессы сварки, в том числе дуговой сварки, лазерные лучи могут быть использованы для сварки многих серий алюминиевых сплавов. Лазерная сварка обычно является более быстрым процессом сварки по сравнению с другими процессами сварки из-за высокой плотности мощности на поверхности материала. Лазерная сварка в замочной скважине позволяет получать сварные швы с высоким соотношением сторон (узкая ширина сварного шва: большая глубина сварного шва), что приводит к узким зонам термического влияния Лазерная сварка может использоваться с чувствительными к растрескиванию материалами, такими как алюминиевые сплавы серии 6000, в сочетании с подходящим присадочным материалом, таким как алюминиевые сплавы 4032 или 4047. Используемые защитные газы выбираются в зависимости от марки алюминия, подлежащего соединению.
Электронно-лучевая сварка
Подобно лазерной сварке, электронные лучи хороши для получения быстрых сварных швов и небольших сварочных ванн. Электронные пучки также лучше при изготовлении сварных швов в очень толстых сечениях алюминия. В отличие от других процессов сварки , электронно-лучевая сварка происходит в вакууме, что означает, что защитный газ не требуется, что приводит к очень чистым сварным швам.
Правильный выбор присадочного металла (присадочная проволока или присадочный стержень), тщательно выбранные параметры сварки и конструкция соединения необходимы для минимизации риска образования горячих трещин в алюминиевых сплавах при использовании процессов сварки плавлением, таких как дуговая, электронно-лучевая и лазерная сварка.
Сварка трением алюминия
Сварка трением — это процесс соединения в твердом состоянии (т.е. плавление металла не происходит), который особенно подходит для соединения алюминиевых сплавов. Сварка трением способна объединить все серии алюминиевых сплавов, в том числе 2ххх и 7ххх, которые сложны в процессах на основе плавления. Кроме того, благодаря природе твердотельного процесса, необходимость в защитном газе устраняется, и достигается превосходная механическая производительность области сварки по сравнению со сваркой плавлением. Существует несколько вариантов обработки трения:
- Сварка трением с перемешиванием, была разработан в TWI Ltd в 1991 году. Она работает с использованием нерасходуемого инструмента, который вращается и погружается в интерфейс двух заготовок. Затем инструмент проходит через поверхность раздела, и тепло от трения вызывает нагрев и размягчение материала. Вращающийся инструмент затем механически смешивает размягченный материал для получения сварного шва. Процесс обычно используется для соединения алюминиевого листа / материала плиты
- Заправка фрикционной мешалкой точечной сварки, является развитием процесса сварке трением и используется в качестве метода точечной сварки для замены заклепок в алюминиевом листовом металле.
- Линейная сварка трением, работает путем колебания одной заготовки относительно другой, находясь под большим сжимающим усилием. Трение между колеблющимися поверхностями производит тепло, в результате чего материал поверхности раздела пластифицируется. Затем пластифицированный материал вытесняется с поверхности раздела, в результате чего заготовки укорачиваются (выгорают) в направлении силы сжатия. Во время выгорания интерфейсные загрязнения, такие как оксиды и посторонние частицы, которые могут повлиять на свойства и, возможно, срок службы сварного шва, выбрасываются во вспышку. После удаления загрязнений происходит чистый контакт металла с металлом, что приводит к сварке. Процесс используется для соединения сыпучих алюминиевых компонентов для получения почти чистых форм
- Роторная сварка трением, аналогичен линейной сварке трением за исключением того, что объемные алюминиевые детали имеют цилиндрическую форму и вращаются для генерирования тепла от трения вместо линейных колебаний
Какой метод лучше всего использовать для сварки алюминия?
Лучший метод для сварки алюминия и его сплавов зависит от области применения соединения. Следующие пункты должны быть включены для рассмотрения, прежде чем принимать решение о сварочном процессе:
- Стоимость (сварочное оборудование, расходные материалы, утилизация отходов, расходы оператора и т. д.)
- Желаемая производительность сварки
- Геометрические ограничения
- Наличие поставщика
- стабильность
- Допуск искажения
- Скорость производства
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
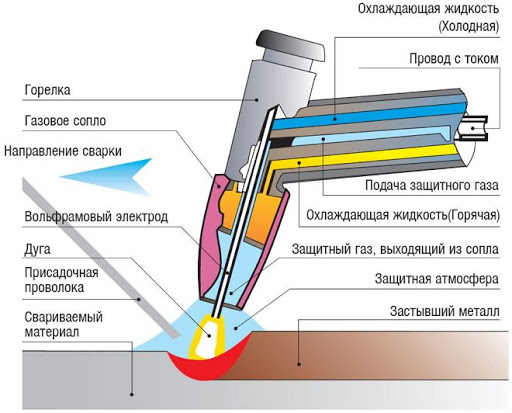
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.

Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.

Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
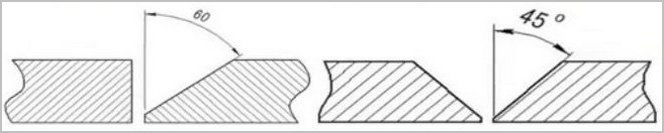
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.

Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
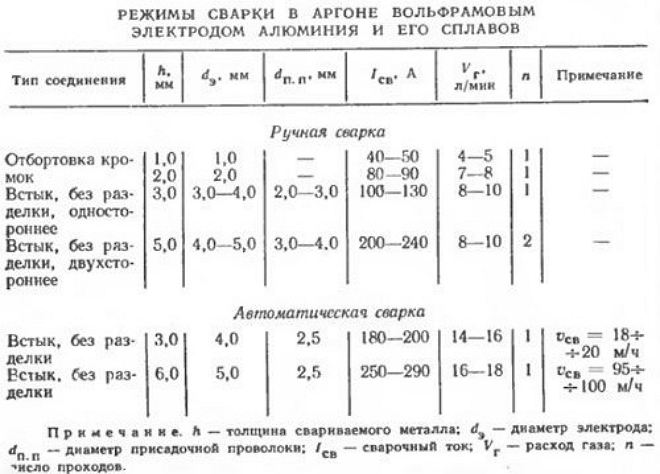
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.

Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.

Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
Всего оценок: 96, Средняя: 2
В быту используются изделия из алюминиевых сплавов, которые изредка нуждаются в ремонте.
Возможна ли сварка алюминия в домашних условиях инвертором? Да, с помощью специальных электродов домашние мастера сваривают треснувшие или новые изделия.
Блок: 1/4 | Кол-во символов: 245
Источник: https://plavitmetall.ru/svarka/alyuminiya-v-domashnix-usloviyax-invertorom.html
Содержание
- 1 Можно ли варить алюминий инвертором
- 2 Сварка алюминия электродами (MMA)
- 2.1 Сварка инвертором
- 3 Особенности сварки алюминия с использованием инвертора
- 4 Что нужно знать сварщику
- 4.1 Сварочный инвертор для сварки алюминия
- 5 Какой инвертор подойдет для сварки алюминия
- 6 Сложности при сварке изделий из алюминия
- 6.1 Требования к сварке
- 6.2 Оборудование для работы
- 6.3 Как варить алюминий инвертором без аргона
- 7 Можно ли инвертором?
- 8 Пошаговая инструкция по сварке
- 9 Какие электроды лучше
- 10 Специфика
- 11 Заключение
- 12 Правила сварки алюминия
- 13 Техника сварки алюминия покрытыми электродами
- 14 Как варить правильно: техника, этапы и нюансы
- 14.1 Видео
Можно ли варить алюминий инвертором
Сложность сваривания алюминия инвертором обусловлена его характеристиками:
- У оксидной пленки, которой покрыта поверхность этого металла, температура плавления 2000⁰C, а у металла — 660⁰C.
- Перед работой пленка удаляется. Сварку начинают сразу после снятия оксида, чтобы очищенная поверхность не успела окислиться.
- При значительном перепаде температуры прочность алюминия уменьшается.
- Из-за высокой текучести металл стремится убежать из сварочной ванны, что затрудняет наложение вертикальных швов.
- Из-за высокого коэффициента температурного расширения заготовки при усадке могут деформироваться, а шов растрескаться.
- Цвет алюминия при нагреве не изменяется, что затрудняет контроль над процессом при выполнении инверторной сварки.
Блок: 2/5 | Кол-во символов: 765
Источник: https://svarkaprosto.ru/tehnologii/svarka-alyuminiya-invertorom
Сварка алюминия электродами (MMA)
 MMA (Manual Metal Arc) — ручная дуговая сварка покрытыми электродами. Этот способ далеко не самый эффективный при работе с алюминиевыми изделиями. Недостатки ручной дуговой сварки:
MMA (Manual Metal Arc) — ручная дуговая сварка покрытыми электродами. Этот способ далеко не самый эффективный при работе с алюминиевыми изделиями. Недостатки ручной дуговой сварки:
- сложно сделать ровный шов;
- шов может быть пористым и не очень прочным;
- при плавлении электрода наблюдается сильное разбрызгивание;
- тяжело очищать шов от шлаков.
И всё же, несмотря на перечисленные недостатки, бывают ситуации, когда без ручной дуговой сварки не обойтись. Сварка способом MMA может осуществляться для соединения алюминиевых конструкций, которые не несут ответственной нагрузки. Минимальная толщина металла должна быть не меньше толщины электрода (4 мм).
Ручная дуговая сварка покрытыми электродами пригодится в домашних условиях, когда нет возможности использовать громоздкое и дорогостоящее оборудование.
Сварка инвертором
 Почему, если уж нет вариантов кроме MMA, то тогда рекомендуется сварка алюминия инвертором? Хоть и сварка алюминия электродами — довольно-таки сложный процесс, есть способ немного облегчить себе жизнь. Алюминий относится к плохо свариваемым металлам, поэтому для достижения ровного и качественного шва следует использовать инвертор.
Почему, если уж нет вариантов кроме MMA, то тогда рекомендуется сварка алюминия инвертором? Хоть и сварка алюминия электродами — довольно-таки сложный процесс, есть способ немного облегчить себе жизнь. Алюминий относится к плохо свариваемым металлам, поэтому для достижения ровного и качественного шва следует использовать инвертор.
Конечно, существует другая техника, которая может применяться при ручной дуговой сварке: выпрямители, трансформаторы или генераторы. Однако инвертор является наиболее выгодным вариантом, благодаря следующим преимуществам:
- Высокий КПД — до 95% и выше. Высокочастотный импульсный полупроводниковый преобразователь позволяет полностью исключить индуктивные потери.
- Эффективный расход электроэнергии. Преобразователь автоматически отключается, когда прекращается работа.
- Защита от нестабильной электрической сети. Инвертор выдаёт нужное напряжение независимо от просадок в сети. Импульсный преобразователь автоматически подстраивается под входное напряжение и обеспечивает требуемые выходные параметры.
- Точная регулировка сварочного тока. Сила тока, необходимая для конкретных сварочных работ, напрямую зависит от толщины используемых электродов. Ручка регулятора инвертора позволяет установить нужное значение перед началом работ.
- Быстрый поджиг дуги. Достаточно легко ударить электродом по детали. Инвертор обеспечивает стабильное горение сварочной дуги.
- Удобно использовать в домашних условиях. Инверторы, как правило, имеют компактные габариты. Для сравнения — сварочный трансформатор мощность 8 кВт весит более 40 кг, в то время как инвертор такой же мощности — менее 5 кг.
Блок: 2/6 | Кол-во символов: 2462
Источник: https://WeldElec.com/info/kak-pravilno-varit/alyuminiy/elektrodami/
Особенности сварки алюминия с использованием инвертора
Применять сварочный инвертор в домашних условиях для выполнения сварки деталей, изготовленных из алюминия, допустимо, для этого достаточно придерживаться ряда несложных условий. Сам аппарат, используемый для выполнения работ с деталями из алюминия, может быть самым простым, основное внимание уделяется расходным материалам. Чтобы качественно варить в домашних условиях детали из алюминия, потребуется несколько составляющих.
Схема аргонодуговой сварки алюминия
- Приобретите электроды, которые специально предназначены для сварки данного металла. Узнать такие электроды можно по их маркировке: ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Используя эти электроды, можно варить не только алюминий, но и другие металлы, отличающиеся высокой теплопроводностью.
- Кроме того, вам понадобится сварочный инвертор, в качестве которого подойдет оборудование даже с самыми скромными характеристиками.
- Для подготовки электродов к сварке алюминия потребуется печь: в ней они будут подвергаться предварительному прогреванию. Такая процедура, как предварительная прожарка электродов, является обязательной при сварке алюминия. От этого напрямую зависит качество и надежность формируемого сварного шва.
Самодельная печь для сушки и прогрева электродов
Выполняя сварку данного металла инвертором в производственных или домашних условиях, важно учитывать ряд нюансов, от которых зависит качество создаваемого соединения.
- Поверхность деталей из алюминия необходимо тщательно зачистить от тугоплавкой оксидной пленки, которая всегда на ней присутствует. Для этого используются абразивные материалы, металлические щетки или химические средства.
- В отличие от стали, алюминий не меняет цвета своей поверхности в процессе нагревания, что значительно усложняет контроль за выполнением сварочных работ.
- Чтобы обеспечить качественный прогрев соединяемых деталей в процессе выполнения сварочных работ, необходимо действовать не спеша, тщательно контролируя каждый этап технологии.
- Поскольку алюминий отличается высокой текучестью, сварные швы выполняются в один слой. Чтобы избежать протекания расплавленного металла, необходимо использовать металлические подкладки.
- Остывание алюминия после нагрева, вызванного выполнением сварочных работ, может вызвать деформирование свариваемых деталей и появление трещин в полученном соединении. Чтобы избежать этого, желательно не располагать сварные швы слишком близко по отношению друг к другу.
По технологии выполнения сварка алюминия с помощью инвертора незначительно отличается от технологии подобных работ, выполняемых с черными металлами. Именно поэтому, обладая опытом выполнения сварочных работ, можно с успехом применить свои навыки и при сварке данного металла.
Блок: 2/4 | Кол-во символов: 2773
Источник: http://met-all.org/obrabotka/svarka/svarka-alyuminiya-invertorom.html
Что нужно знать сварщику
По заявлениям опытных сварщиков, электросварка этого “крылатого” металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу.
Обратите внимание на следующие рекомендации:
- Стыковое соединение является наиболее приемлемым. Тавровые и нахлесточные типы сварных соединений стараются избегать из- за большой вероятности затекания шлака в зазоры, который вызывает коррозию.
- После сварки шов промывается водой для удаления шлака;
- Подготовка алюминия перед сваркой обязательна. Удаление оксидной пленки, защита от ее повторного образования;
- Сварка массивных деталей толщиной более 3 мм сопровождается разделкой кромок под углом 60° с V-образной формой.
- Предварительный прогрев Al перед сваркой до 150-250 °C.
Не стоит забывать, что технически чистый алюминий сваривается лучше, чем его сплавы, содержащие магний и марганец (дюралюмилий, силумин).

Прогрев перед сваркой
Именно поэтому следут правильно подойти к выбору сварочных электродов в зависимости от химического состава сплава.
Блок: 2/5 | Кол-во символов: 1183
Источник: https://svarkagid.ru/tehnologii/kak-varit-alyuminij-invertorom.html
Сварочный инвертор для сварки алюминия
Инверторные сварочные аппараты для сварки алюминия приобретаются разных марок и модификаций. Мы рассмотрели применение электродуговых аппаратов. Ещё на практике используются полуавтоматы и приставки для соединения в среде защитных газов.
Видео:
Блок: 3/4 | Кол-во символов: 286
Источник: https://plavitmetall.ru/svarka/alyuminiya-v-domashnix-usloviyax-invertorom.html
Какой инвертор подойдет для сварки алюминия
Выбор инвертора для сварки алюминия зависит от объема и сложности работы. Если ремонтом заниматься приходится нечасто, а к качеству соединения не предъявляется высоких требований, достаточно дешевого аппарата. В противном случае предпочтение отдается модели с функциями MMA и TIG. Таким аппаратом выполняются соединения электродами с покрытием и аргонодуговой сваркой. Для домашнего ремонта достаточно силы тока 200 А.
Для упрощения и ускорения работы при больших объемах следует обратить внимание на инверторы с осциллятором, позволяющим зажигать дугу бесконтактным способом. Полезной будет опция постепенного затухания дуги, управления балансом полярности и импульсный режим. Если предполагается частое перемещение инвертора, предпочтение следует отдавать компактным моделям. Они дороже аппаратов с аналогичными функциями, но удобней при перевозке.
Блок: 3/5 | Кол-во символов: 895
Источник: https://svarkaprosto.ru/tehnologii/svarka-alyuminiya-invertorom
Сложности при сварке изделий из алюминия
Выполненные из алюминия детали покрыты оксидной пленкой, которая обладает высокой температурой плавления – 2000 градусов Цельсия. В то время как сам металл плавится уже при 600 градусах. Поэтому перед началом работ пленку нужно удалить: химическим или механическим путем. Стоит помнить, что сваривать алюминий следует начинать сразу после удаления тугоплавкой пленки, чтобы избежать повторного окисления поверхности – это происходит при контакте металла с содержащимся в воздухе кислородом.
Необходимо учитывать, что прочность изделий снижается при резких перепадах температур. А из-за того, что электродуга нагревается до высокой температуры, алюминий плавится и начинает вытекать из зоны сварки.
Дополнительные сложности создает тот факт, что при нагревании цвет металла не меняется. Поэтому сложно контролировать, чтобы сварной шов был одного размера на всем участке. Свариваемая конструкция может изменить форму из-за низкого значения модуля упругости. По этой же причине при остывании изделия в районе сварочной ванны могут образовываться микротрещины.
Зная об этих сложностях, можно самостоятельно сварить алюминий инвертором, не прибегая к помощи специалистов.
Требования к сварке
Сваривать алюминий необходимо строго следуя следующим правилам:
- Сварка производится только под защитой, которую обеспечивают инертные газы. Как правило, используется аргона и его смесь с гелием. Соответственно, инверторный аппарат необходимо оснастить оборудованием аргонодуговой сварки.
- Использовать лучше вольфрамовые электроды для алюминия – они не плавятся. В процессе работы нужно периодически счищать с них окислы, иначе качество шва ухудшится.
- Работы производятся при помощи переменного электрического тока, силу которого устанавливают больше, чем при работе со стальными изделиями.
- Чтобы сварной шов не деформировался из-за перепада температур, необходимо прогреть рабочую поверхность перед сваркой.
- Присадочные электроды для алюминия предварительно прогревают, помещая их в муфельную печь.
Оборудование для работы
Для сварки алюминиевых или изготовленных из сплавов алюминия заготовок могут использоваться  аппараты инверторного типа, отличающиеся по производительности и степени автоматизации процессов работы. Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.
аппараты инверторного типа, отличающиеся по производительности и степени автоматизации процессов работы. Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.
В случае, когда производится сварка алюминия инвертором типа «TIG», используются неплавящиеся вольфрамовые электроды и присадочная проволока диаметром 2-5 мм нескольких маркировок: АО, АД и АК. В ней содержится большое количество присадок сплавов магния.
Также в работе можно использовать следующие электроды для сварки алюминия инвертором: российские марок ОЗА, ОЗР ОЗАНА; либо импортные образцы марок ОК 96.20, ОК 96.40, Kobatek-213.
Проволока для полуавтоматических сварочных инверторов для алюминия обладает диаметром 0,8-1 мм. Она выпускается в катушках, вес которых составляет полкилограмма. Оптимально использовать проволоку, изготовленную из литий-кремниевого сплава двух марок – ER 4043 и ER 5356. Либо марки проволоки из сплава магния с алюминием – Св-АК 5 или Св-АМг 5.
Аргонодуговой метод (AC TIG) сваривания алюминиевых деталей в основном используется при тщательной сварке. В результате не образуется пор и грубых швов. Переменный ток позволяет расплавить тугоплавкий оксидный слой на поверхности материала и создать сварочную ванну, которая необходима для соединения элементов конструкции. При использовании аппарата такого типа можно ремонтировать тонкостенные изделия из чистого металла и его сплавов. Однако, он довольно чувствителен к загрязнению используемых электродов – по этой причине их очистку нужно производить своевременно.
Блок: 2/3 | Кол-во символов: 3744
Источник: https://svarkaed.ru/svarka/svarka-metallov/pravila-svarki-alyuminiya-v-domashnih-usloviyah-invertorom.html
Как варить алюминий инвертором без аргона
Сварка алюминия инвертором выполняется на постоянном токе обратной полярности (+ на электрододержателе). Для ходового электрода диаметром 3,2 мм, сварочный ток на аппарате выставляется в 80-100 А.
При соединении алюминиевых сплавов держак с электродом ставится под прямым углом (90 градусов). Технология выполняется короткой дугой.

Учтите: электроды по алюминию сгорают быстрее обычных в 3 раза, поддерживайте правильную скорость.
Толстый металл более 5 мм нуждается в разделке кромок. V-образная фаска вырезается со скосом 45-60 градусов.
Перед сваркой, заготовки для просушки нагревают газовой горелкой до 150-200 градусов. А электроды прокалывают в печи согласно инструкции завода-производителя.
Без подогрева алюминиевых изделий и просушки плавящихся стержней, соединение не получится.
В процессе нагрева заготовки, вы увидите, как вода выступит на поверхности и испарится.
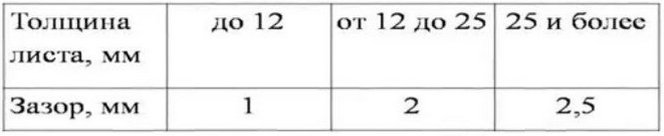
Далее, изделия устанавливаются с технологическим зазором между ними 1-2,5 мм в зависимости от толщины пластин.
Металлической нержавеющей щеткой удаляется оксидная пленка (абразивные инструменты не рекомендуется применять, частицы абразива создадут дефекты соединения).
После приготовлений, выполняется сварка алюминия инвертором. После каждого прохода, при толстом металле, молотком удаляется шлак. Сварка по шлаку не производится. Электроды для алюминиевых сплавов при продолжении процесса нуждаются в очистке кончика.
Видео:
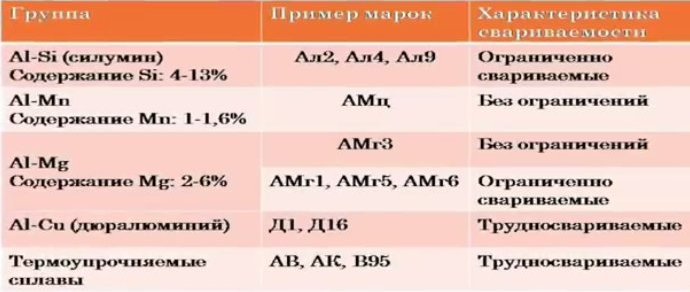
Алюминиевые сплавы подразделяются на трудно и легко свариваемые. Таблица поможет определится с характеристиками свариваемости.
Блок: 2/4 | Кол-во символов: 1583
Источник: https://plavitmetall.ru/svarka/alyuminiya-v-domashnix-usloviyax-invertorom.html
Можно ли инвертором?
Как варить алюминий инвертором и можно ли вообще это сделать? Такая возможность существует. Использование электродов с обмазкой дает возможность работать с использованием обычных инверторов средней мощности бытового класса. Разумеется, такими устройствами можно сваривать только заготовки толщиной 3-4 мм. Для более толстых потребуется мощные полупрофессиональные инверторы.
Блок: 4/9 | Кол-во символов: 396
Источник: https://svarka.guru/tehnika/opredelennih-metallov/invertorom-alyuminiya-elektrodami.html
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:
- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.
- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.
Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке .
Поиск записей с помощью фильтра:
Блок: 5/5 | Кол-во символов: 2363
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya-invertorom.html
Какие электроды лучше
Несколько слов о том, какие электроды лучше для сварки алюминиевыми электродами. Для ручной дуговой сварки алюминиевых конструкций часто используются расходники от производителя «СпецЭлектрод» марки «Озана-2». Среди достоинств электродов этой марки:
- обеспечивают стабильное горение дуги;
- хорошо формируется шов в любом положении (в том числе и в вертикальном);
- шлаковые образования на рабочей поверхности легко отделяются;
- сварочный шов имеет хорошие механические свойства.
Также широкое распространение получили электроды шведского производителя ESAB серии «ОК». Расходники с щелочно-солевым покрытием оптимально подходят для сваривания конструкций из технического алюминия, а также алюминиевых сплавов с марганцем или магнием.
Подробнее о выборе электродов для сварки алюминия вы можете почитать здесь.
Блок: 4/6 | Кол-во символов: 829
Источник: https://WeldElec.com/info/kak-pravilno-varit/alyuminiy/elektrodami/
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.

В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Блок: 5/9 | Кол-во символов: 993
Источник: https://svarka.guru/tehnika/opredelennih-metallov/invertorom-alyuminiya-elektrodami.html
Заключение
Ядовитый дым, выделяющийся при сварке, а также дороговизна электродов и их капризность в хранении не сделают данный метод популярнее MIG или TIG. Применяют его, как правило, в тех случаях, где невозможно использование или нецелесообразно использование газового оборудования.
Блок: 5/5 | Кол-во символов: 285
Источник: https://svarkagid.ru/tehnologii/kak-varit-alyuminij-invertorom.html
Правила сварки алюминия
При сварке алюминия необходимо соблюдать следующие требования:
- сварка изделий из алюминия и его сплавов возможна только под защитой инертных газов как аргон или смесь аргона с гелием, поэтому инверторный аппарат должен иметь специальное газобаллонное оборудование аргонодуговой сварки;
- лучше всего производить сварку при помощи неплавящихся вольфрамовых электродов, которые необходимо периодически очищать от накапливающихся окислов, в противном случае будет ухудшаться качество сварного шва;
- алюминиевые детали перед сваркой рекомендуется предварительно прогреть для уменьшения последствий температурных деформаций в районе сварного шва;
- алюминий, в основном, сваривают с помощью переменного электрического тока, причем значение силы сварочного тока устанавливают для работы с алюминием несколько больше, чем для сварки аналогичных стальных изделий;
- перед использованием присадочные алюминиевые электроды необходимо прогреть в муфельной печи.
Сварку алюминия можно производить практически всеми сварочными аппаратами инверторного типа с любой производительностью и степенью автоматизации рабочих процессов.
Блок: 3/5 | Кол-во символов: 1124
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya-invertorom.html
Техника сварки алюминия покрытыми электродами
Сварка алюминия инвертором производится постоянным током обратной полярности, предпочтительно в нижнем положении. Дело даже не в большой текучести алюминия, а в скорости сварки, которая увеличивается в 2-3 раза в сравнении со сталью.

Электрод плавится очень быстро и вы просто не сможете выполнить шов в вертикальном, и уж тем более в потолочном положении.
Важно! Перед сваркой электроды следует прокалить.
Держать электрод следует преимущественно в вертикальном положении или чуть наклоняя . Конец электрода перемещать в направлении шва. Сварка производится в один проход на короткой дуге, без поперечных движений.

Химические элементы обмазки создают повышенное электрическое сопротивление сварочного шва, поэтому создают препятствия при повторном зажигании дуги. Швы стараются делать не длинными.

Поры в сварном шве
В случае обрыва дуги, шлаковую корку с кратера и конца электрода следует удалить и перекрыть предыдущий минимум на 1 см во избежание образования пор при заварке кратера.
По завершении сварки сварочный шов обязательно зачистить и промыть водой во избежании коррозии.
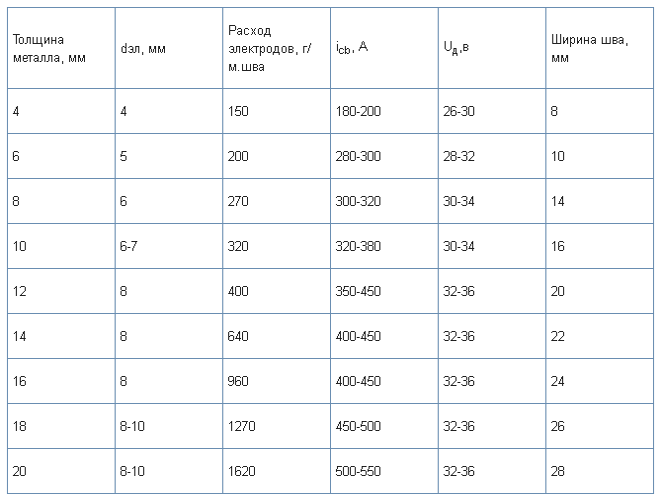
Режимы сварки алюминиевыми электродами
Блок: 4/5 | Кол-во символов: 1171
Источник: https://svarkagid.ru/tehnologii/kak-varit-alyuminij-invertorom.html
Как варить правильно: техника, этапы и нюансы
Сейчас разберёмся, как сваривать алюминиевые конструкции при помощи обычных покрытых электродов, и что для этого потребуется.
Первый этап: подготовительный
Перед началом сварки необходимо провести подготовительные работы по очистке поверхности от загрязнений и оксидной плёнки. Это нужно для того, чтобы обеспечить хорошую свариваемость металла и формирование качественного шва. Последовательность действий:
- Предварительная очистка. Любое моющее средство + жёсткая щётка. Затем металл промывается чистой холодной водой.
- Затем поверхность нужно обезжирить. Для этого подойдут органические растворители: уайт-спирит, ацетон и др.
- Если деталь небольшая, её можно на несколько минут положить в щелочную ванну. Температура раствора должна быть больше 60оС.
- После этого поверхность нужно отшлифовать металлической щёткой. Нельзя использовать абразивные средства, так как частицы рабочего слоя могу остаться на поверхности.
- Затем металл промывается растворителем. Его нельзя вытирать, должен высохнуть самостоятельно.
Видео
В следующем ролике мастер варит электродами Zeller-480 подножку от велосипеда.
ОБРАТИТЕ ВНИМАНИЕ! Рекомендуется прокаливать алюминиевые электроды перед использованием. Оптимальный режим прокалки — 2 часа при температуре +200оС.
Техника и нюансы сварки
При сварке электродами нужно использовать постоянный ток обратной полярности. Сила тока зависит от толщины электрода. Рассчитывается следующим образом: на 1 мм электрода должен быть ток силой в 20-25 ампер.
Для того, чтобы шов получился качественным, рабочую поверхность детали следует прогреть до температуры 300-400оС. Это поможет предотвратить появление горячих трещит, а также снизит риск деформации материала.
Электрод нужно держать вертикально, можно немного наклонять. Перемещать конец стержня следует в направлении шва. Рекомендуется производить сварку в один проход на короткой дуге, не совершая поперечных движений.
Если дуга оборвалась, с кратера на рабочей поверхности и с конца стержня электрода необходимо удалить шлаковую корку. Затем можно продолжить работу. После окончания сварки полученный шов следует очистить от шлаковых образований и промыть водой.
ВАЖНО! Алюминиевые электроды плавятся в 2-3 раза быстрее обычных. Поэтому, когда варим электродами по алюминию, рекомендуется варить одним электродом непрерывно, до полного его расплавления.
Блок: 6/6 | Кол-во символов: 2378
Источник: https://WeldElec.com/info/kak-pravilno-varit/alyuminiy/elektrodami/
Кол-во блоков: 20 | Общее кол-во символов: 26213
Количество использованных доноров: 8
Информация по каждому донору:
- http://met-all.org/obrabotka/svarka/svarka-alyuminiya-invertorom.html: использовано 1 блоков из 4, кол-во символов 2773 (11%)
- https://svarkagid.ru/tehnologii/kak-varit-alyuminij-invertorom.html: использовано 3 блоков из 5, кол-во символов 2639 (10%)
- https://svarka.guru/tehnika/opredelennih-metallov/invertorom-alyuminiya-elektrodami.html: использовано 2 блоков из 9, кол-во символов 1389 (5%)
- https://WeldElec.com/info/kak-pravilno-varit/alyuminiy/elektrodami/: использовано 4 блоков из 6, кол-во символов 7461 (28%)
- https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya-invertorom.html: использовано 2 блоков из 5, кол-во символов 3487 (13%)
- https://plavitmetall.ru/svarka/alyuminiya-v-domashnix-usloviyax-invertorom.html: использовано 4 блоков из 4, кол-во символов 3060 (12%)
- https://svarkaprosto.ru/tehnologii/svarka-alyuminiya-invertorom: использовано 2 блоков из 5, кол-во символов 1660 (6%)
- https://svarkaed.ru/svarka/svarka-metallov/pravila-svarki-alyuminiya-v-domashnih-usloviyah-invertorom.html: использовано 1 блоков из 3, кол-во символов 3744 (14%)
|
Поделитесь в соц.сетях: |
Оцените статью:
|
Сварка алюминия аргоном: подробная инструкция для начинающих
Алюминий – не самый легкий материал для металлообработки. Однако, при соблюдении определенных правил и рекомендаций, сварка этого металла не вызывает трудностей. Сварные соединения можно выполнять разными способами, но самый надежный и красивый шов, который не нуждается в дополнительной обработке, можно получить только при использовании аргона.

Специфические свойства алюминия
Прежде чем на практике осваивать сварку в аргоне соединений «летучего» металла, следует хорошо понимать его свойства и обязательно учитывать их. Такие характеристики, как небольшой удельный вес, высокая прочность и стойкость к коррозии, позволяют создавать легкие и надежные конструкции. Но несмотря на то, что алюминий легко поддается механической обработке и формовке, создание неразъемных соединений с ним имеет свои особенности:
- Алюминий – высоко активное вещество. При взаимодействии с кислородом он окисляется. На его поверхности образуется «защитный» слой в виде оксидного покрытия, для нагрева которого нужна температура свыше 2 тыс. градусов, тогда как t плавления самого металла в зависимости от его чистоты составляет 640-660 ⁰C.
- Из-за высокой теплопроводности данного цветного металла происходит интенсивный отвод тепла от места сварки в соединяемые детали и глубина провара становится меньше. Чтобы такого не происходило, заготовку предварительно нагревают.
- Когда алюминий плавится, то не меняет цвет, что создает определенные трудности. Потому как визуально невозможно оценить нагрев соединяемых элементов. Из-за чего случаются прожоги и утечки.
- При проведении сварочных работ необходимо учитывать значительный коэффициент линейного расширения алюминия. В следствие литейной усадки могут возникать деформации и трещины внутри соединительного шва. В этом случае выполняют его модификацию или увеличивают расход проволоки.
Еще один важный момент – определить расход газа. Чем толще материал, тем он выше.
Чтобы металл при взаимодействии с кислородом не окислялся, рабочую зону защищают аргоновым куполом. Если использовать сварочные полуавтоматы, то две задачи решаются одновременно: непрерывная подача проволоки и защита зоны плавления от внешнего воздействия.
Сварка алюминия. Основные способы
Металлообработку алюминия в большинстве случаев проводят полуавтоматом, аргоном, инвертором.
При сварке полуавтоматическим аппаратом (MIG/MAG) вместо электрода используется сварочная проволока. Она бывает двух видов: омедненная и флюсовая. Поскольку проволока подается автоматически, то нет необходимости следить за расстоянием между горелкой и металлом. Оно постоянно.
Шов получается доброкачественным, хотя скорость выполнения ниже, чем при втором способе.
При аргонодуговой сварке (TIG) работают с электродами из вольфрама. Детали нагреваются посредством электрической дуги, которая горит между электродом и местом соединения. В область расплавления металла подается алюминиевый провод, благодаря чему формируется сварочный шов.
Варить такой материал, как алюминий, инвенторными аппаратами не всегда удобно, поскольку сложно контролировать качество. При использовании плавящихся электродов с покрытием сварка выполняется постоянным током, где держатель с электродом присоединяется к плюсовой клемме инвентора. В случае с вольфрамом используется переменный ток.
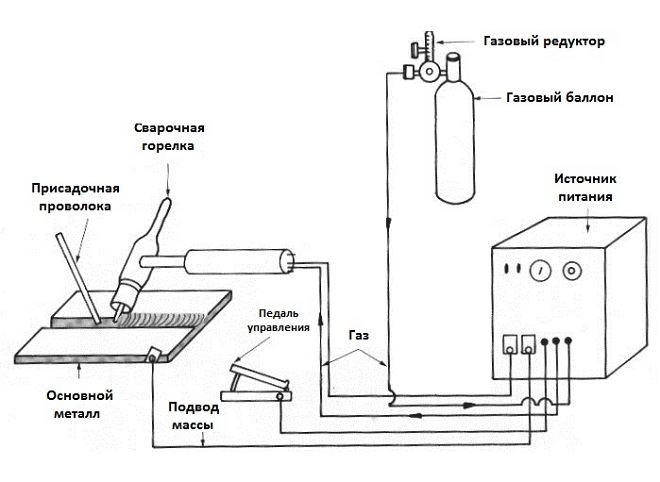
Технология аргоновой сварки
Данная технология применяется там, где важен вид и качество сварного соединения. Для её выполнения потребуется источник тока, баллон с аргоном, подающее устройство, которое проталкивает присадочную проволоку в рабочую зону, и аппарат. Если он двухрежимный, то необходимо выбрать режим переменного тока (АС). Первоначально работают с большой силой тока, чтобы быстрее прогреть металл. Затем её уменьшают, во избежание пережогов.
Чтобы снизить расход аргона, необходимо укомплектовать горелку газовой линзой со специальной сеткой.
Настройка аппарата
Алюминий и его сплавы свариваются на прямой полярности, на электроде минус. Сварку выполняют переменным током.
Настройка аппарата производится следующим образом:
- Непосредственно перед работой выставляют давление газа (6-12 л). Оно зависит от условий (помещение или открытый воздух) и диаметра сопла. Нужно учитывать такое понятие как турбулентность. Когда из сопла выходит большой напор газа, он перемешивается с воздухом, и защита зоны снижается.
- Далее определяются с режимом работы.
- Устанавливают продувку шва (сек) и ток старта (А).
- Возрастание тока (2 сек).
- Затем выставляют основной ток, который зависит от вида и толщины материала.
После чего приступают к настройкам переменного тока. Как правило, это частота в 200 Гц и баланс переменного тока 40% при небольшой ширине шва.
Устанавливают режим «заварка кратера» (усадочная раковина, возникающая в результате резкого обрыва дуги), время спада, ток завершения и обдув шва. По определению кратера быть не должно. Есть замок и он не должен отличаться от основного шва, но это зависит от мастерства сварщика.
| Режимы аргонодуговой сварки алюминия вольфрамовым электродом | ||||
| Толщина металла, мм | Диаметр, мм | Сила тока, а | ||
| Вольфрамового электрода | Присадочной проволоки | В аргоне | В гелии | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
Горелки и расходные материалы
 Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Расходники к горелкам:
- Электроды из вольфрама диаметром 2,4 мм используются для решения большинства задач. Для токов свыше 150 А можно приобрести электрод 3,2 мм. Этих диаметров будет вполне достаточно.
- В комплекте поставляются обычные сопла без газовых линз. Но если хотите сэкономить на газе и повысить газовую защиту, то её лучше поставить.
- Самое ходовое сопло № 7, для алюминия больше брать не рекомендуют.
- Для тех, кто собирается заниматься ремонтной сваркой, нужно иметь колпачки разных размеров.
Можно приобрести сразу комплект с расходными материалами. Стоит он недешево, зато надолго закроет проблему с расходниками.
Подготовка соединяемых деталей к работе
Части, которые будут свариваться между собой, делают максимально ровными и плоскими. Если имеется ленточный гриндер (станок для финишной обработки материала), то для удаления зазоров можно воспользоваться им или болгаркой. Края обрабатывают напильником или металлической щеткой с мелким ворсом.
Детали должны быть чистыми. С их поверхности удаляют любые загрязнения (грязь, пыль, жир), используя моющие средства. Оксидную пленку снимают щеткой с жесткой щетиной. После чего детали промывают чистой водой и обезжиривают при помощи ацетона или любого другого растворителя, который должен высохнуть сам по себе.
Если размер заготовок небольшой, их помещают в нагретый до 60⁰C щелочной раствор, и держат в нем несколько минут. Затем поверхность шлифуется металлической щеткой.
Подготовительные работы проводятся непосредственно перед началом операции, пока не начались окислительные процессы.
Почему используют переменный ток
Сварочные работы аргоном выполняют на переменном токе. И первая его цель при работе с алюминием – разрушение оксидной пленки. В каждом аппарате эта настройка называется по-своему: баланс переменного тока, очистки, обратной полярности. Но по факту это баланс переменного тока, то есть регулировка времени включения обратной полярности.
Обычно выставляется процентное соотношение 50/50. Верхняя цифра – прямая полярность, нижняя – обратная. Надо понимать, что регулируется не сила тока, а время нахождения в обратной полярности. Когда его убавляют, улучшается глубина проплавления, сужается дуга, увеличивается её стабильность, но качество разрушения оксидной пленки снижается.
Когда время нахождения в обратной полярности увеличивают, то дуга расширяется, как и зона зачистки, оксидная пленка разрушается быстрей, но уменьшается глубина провара и стабильность дуги. Она начинает рыскать.
Обратная полярность влияет на физическое состояние вольфрамового электрода. При увеличении времени возрастает нагрузка на него, что приводит к разрушению (оплавлению).
Если убавить баланс обратной полярности, то превышение амперных нагрузок приведет к тому, что от вольфрама будут отрываться частички и улетать в деталь. Электрод при этом расслаивается и разрушается. Вот почему важно поймать баланс переменного тока.

Некоторые особенности металлообработки в среде аргона
Сваривание элементов начинают с прихвата, с одной и другой стороны. Затем переворачивают заготовку и делают два дополнительных прихвата, а в случае большой длины – 3-4.
Если есть педаль, то регулировать подачу тока удобней ей. Пока металл не разогрет и нет расплавленного алюминия, присадку не подают. Присадку подбирают по толщине материала. Расстояние между электродом и заготовкой должно быть не больше 3 мм, чем меньше, тем лучше, но это для продвинутых.
Горелку держат немного под наклоном. Самый лучший угол – прямой, потому как позволяет получать симметричную ванну, а она в свою очередь имеет максимальную газовую защиту. Но в этом случае не видно самого процесса сварки. Поэтому горелку слегка наклоняют, примерно на 15 градусов. Так делают в случае стыкового шва. При варке таврового соединения, если детали одной толщины, то угол наклона электрода составляет 45 градусов, причем он ставится строго между двух деталей, чтобы плавить их равномерно. Если одна деталь толще (чаще всего основание), то наклон электрода выполняют на толстый металл.
Чтобы получить качественный и красивый шов, присадку подают понемногу. Разогрели, двинули, подали. Сварка спешки не любит. Необходимо поймать момент движения горелки и подачи присадки. Подавать нужно в хорошую сварочную ванну. При недостаточном токе слышится характерный треск, как при жарке сала. Его быть не должно. Значит алюминий еще холодный, необходимо увеличить ток. А если треска нет, но ванна начинает расползаться и её невозможно контролировать, величину тока нужно уменьшить. Только тогда будет образовываться красивая чешуйка.
По поводу защиты сварочной ванны. Аргон должен быть качественным, поэтому гостовский лучше не использовать. В идеале брать аргон высокой чистоты – 99,998%. Чтобы ламинарный поток газа был правильный (не перемешивался и не пульсировал) и максимально выполнял свою функцию, на горелку устанавливают газовую линзу, а поверх нее – керамическое сопло.
Итак, подведем итог. В начале процесса подается газ и только после этого приступают к сварке, а в конце операции действия выполняются наоборот с задержкой до 5 с.

Преимущества и недостатки аргоновой сварки
Создание неразъемных соединений деталей из цветных металлов и их сплавов при помощи аргона имеет свои плюсы и минусы.
Преимущества:
- В отличие от прочих технологий, этот способ позволяет получить надежные и визуально красивые швы небольшой толщины при незначительном нагреве свариваемых элементов. Поскольку деформация минимальная, то данный метод применяют для сварки заготовок, имеющих сложную конфигурацию, и тех металлов, что не свариваются никакими другими способами.
- Аргон, являясь инертным газом, тяжелее воздуха, поэтому при соблюдении технологического процесса атмосферные газы не попадают в зону расплавленного металла.
- Электрическая дуга короткая и имеет высокую тепловую мощность, следовательно, при достаточном уровне подготовки работы проводятся качественно и не требуют большого количества времени.
- При должном усердии, учитывая основные требования и нюансы, освоить процесс нетрудно.
Недостатки:
- Если работы проводятся на открытом воздухе, то при порывах ветра газ может улетучиваться, что отрицательно скажется на качестве соединительного шва. Тогда нужно воспользоваться закрытым помещением, где установлена принудительная вентиляция.
- Высокая стоимость и сложность оборудования, работа с которым требует специальных знаний и определенных навыков.
- При использовании высокоамперной сварки необходимо заранее предусмотреть дополнительное охлаждение.
Как можно заметить, минусы незначительные и при желании устраняемые.
Главная ошибка новичков при сварке алюминия
Движение электронов происходит от минуса к плюсу или наоборот. И когда присадка подсовывается в воздух, её оплавляет температура от сварочной ванны. Она окисляется, и капля попадает в ванну. В результате появляется чернота на швах, и новички не могут понять причину. Это ошибка 80% начинающих сварщиков.
Присадка, пока она находится в воздухе, не имеет никакого заряда. Когда она касается детали, то получает тот же заряд, что и заготовка. Электроны, которые летят от вольфрамового электрода к детали, не огибают препятствие (присадку), а пробивают его. Таким образом, тепло дуги и движение электронов срезают кусочек проволоки, забирая его в ванну и нагревая.
Второй момент, это когда присадка касается сварочной ванны, последняя отдает тепло, что облегчает и ускоряет забор присадочной проволоки.
Такие мелкие нюансы обязательно нужно учитывать в процессе обучения.

Рекомендации для начинающих
Нельзя делать резких движений держателем и отводить горелку от рабочей зоны, иначе газовая защита исчезнет и в неё попадет воздух. Что приведет к появлению пор и окислов в сварочном шве. Соединение разорвется в любой момент или в нем появятся трещины.
Если шов округлой или овальной формы, то можно говорить о недостаточной глубине провара. Поэтому всегда нужно следить за сварочной ванной. В идеале она имеет удлиненную форму, с небольшим валиком.
Электрод смотрит только вперед, а присадка подается ему навстречу и обязательно равномерно. Если она поступает с перерывами, то дуга станет нестабильной, а значит увеличится расход газа и электроэнергии.
