Частота вращения шпинделя токарного и фрезерного станка – расчет числа оборотов по формуле
16.03.2020

- Что такое скорость и частота вращения шпинделя
- Типы шпинделей по числу оборотов
- Как определить частоту вращения шпинделя
- Расчет скорости вращения шпинделя токарного или фрезерного станка
- Распространенные ошибки при выборе режимов резания
- Рекомендации по выбору режима резания
При выборе режима обработки детали специалисту нужно в равной степени учитывать как производительность оборудования, так и чистоту исполнения готовой поверхности. Баланс между ними напрямую зависит от таких параметров, как скорость подачи и частота вращения шпинделя токарного или фрезерного станка.
Рассмотрим характеристики максимально подробно, ведь они особенно важны в условиях современной многозадачности техники. В одну-единственную программу управления может быть заложена и контурная резка, и нанесение гравировки, и расширение сквозных отверстий, причем пластиковых, металлических, деревянных, композитных заготовок, различающихся между собой структурой, размерами, сопротивлению резанию. Поэтому просто необходимо грамотно регулировать входные данные – чтобы избежать обжогов, шероховатостей, преждевременного затупления рабочих кромок.
Уделим внимание всему, что связано с настройкой.
Что такое скорость и частота вращения шпинделя
Начнем с определений. В случае с подачей это динамика линейного перемещения – вала, каретки, портала – за единицу времени. Оказывает прямое влияние на объем снятия материала, поэтому ее стараются максимизировать, но так, чтобы целостность резца не подвергалась риску. Если задать избыточное значение характеристики, такое, какое инструмент не сможет выдержать на практике, это обернется сколами на лезвии или деформацией хвостовика. Также нужно учитывать чрезмерный нагрев: в погоне за производительностью не стоит жертвовать остротой и ресурсом кромок.
В свою очередь, частота вращения шпинделя – это то количество оборотов, которое он совершает за определенный срок. Чем она выше, тем большее количество деталей можно обработать за единицу времени, но и тем быстрее резец выходит из строя. Почему? Потому что выделяемое в процессе гравировки или расточки тепло просто не рассеивается до конца и негативно влияет на все элементы системы в принципе. На практике величина данного параметра автоматически регулируется встроенной электроникой – в портальном оборудовании, в том числе и с ЧПУ, в составе которого нет конструкционно сложных механических узлов (например, коробок передач).

Типы шпинделей по числу оборотов
По данному показателю все валы разделяют на 3 категории:
- Маломощные – до 0,8 кВт включительно – устанавливаются на негабаритной технике, использующейся в небольших частных мастерских для решения упрощенных бытовых задач; развивают от 3 до 9 тысяч об/мин.
- Средние – от 1,5 до 5 кВт – применимы в стандартных условиях, для обработки заготовок из дерева, пластика, мягких металлов, а также для нанесения гравировки; поддерживают от 12 до 18 тысяч об/мин.
- Высокопроизводительные – от 5 кВт и выше – предназначены для промышленного оборудования, призванного решать самые масштабные и серьезные задачи; в общем случае доходят до 24 тысяч об/мин, хотя данный показатель не всегда является безусловным плюсом – те же твердосплавные или тонкие фрезы на такой скорости изнашиваются очень быстро.
Как определить частоту вращения шпинделя
Для этого необходимо создать технологическую карту изготовления детали. Вопрос решается в 5 этапов – рассмотрим каждый из них.
Уделяем внимание исходным данным
Нужно определить следующие параметры (в том числе и конкретные значения некоторых из них):
- Тип материала заготовки – чаще всего это углеродистая сталь, но также может быть выбран чугун или цветмет; важно понимать, что от плотности и сопротивления металла (пластика, дерева) зависит усилие, прикладываемое к поверхности для снятия нужного слоя.
- Диаметр детали – разброс здесь может быть довольно серьезным, плюс, следует учитывать еще и припуски, величина которых зависит от количества проходов и того класса точности, которого требуется достигнуть. Обычно проводятся черновые, чистовые, финишные операции, каждая из которых уменьшает не только степень шероховатости, но и размер сечения предмета.
- Длина заготовки – чем она больше, тем серьезнее нагрузка на вал и на зону его крепления (хвостовик); а значит этот параметр тоже важно принимать во внимание.
- Квалитет точности и необходимая степень шероховатости – прецизионная обработка возможна только на высокой скорости и при наличии ЧПУ, идеально позиционирующего инструмент и функциональные узлы по отношению друг к другу.
Применяем формулу оборотов шпинделя
Согласно ей, частота вращения находится как:

Где:
- V – скорость резания или, другими словами, тот путь, который лезвие проходит за расчетную единицу времени, измеряется в м/мин;
- d – диаметр кромки резца, в мм;
- π – 3,14 – постоянная величина.
Свое влияние на производительность технологической операции оказывает преобразователь (облегчает изменение параметров) и инвертор (частично компенсирует потерю крутящего момента при резком замедлении вала). Но при прочих равных на первый план по степени важности выходит сечение лезвия и конструктивные особенности самого оборудования.
Выбираем инструмент и станок
Раз чрезмерная частота вращения шпинделя (из формулы и объяснений выше) убыстряет износ кромок, логично отдавать предпочтение резцу, способному выдерживать максимально большое количество оборотов. Для этого он должен быть исполнен из износостойкого сплава или просто оставаться подходящей формы. Например, фрезы для создания канавок продержатся дольше тех, что предназначены для создания плоских поверхностей.
Если есть такая возможность, обязательно проводите визуальный осмотр инструмента, внимательно проверяя его на отсутствие изъянов: даже мельчайшие дефекты со временем разовьются и точно убыстрят износ.
При выборе оборудования учитывайте, какие задачи оно будет решать. Нанесение резьбы требует одной производительности, сверление или формовка корпусных деталей – уже другой, блок ЧПУ может убыстрять или замедлять работу и так далее. Возможности промышленного будут отличаться о того, что предназначено для домашней мастерской, и тому подобное.

Выполняем расчет оборотов шпинделя и режима резания
Составляется технологическая карта, а уже на ее основе – необходимые чертежи с информативными таблицами. При этом частота находится путем подстановки значений в указанную формулу. Диаметр – это известная или, по крайней мере, измеряемая величина, скорость перемещения – тоже. Исходя из ее показателей и принимается решение о производительности, с которой будет функционировать оборудование.
Проводим заключительный этап
После этого осуществляется проверка, в ходе которой определяется:
- соответствие фактической мощности привода проектным данным;
- надежность механизма подачи в течение определенного срока;
- прочность пластинки и державки – чтобы спрогнозировать выход из строя;
- полнота сопутствующей технологической оснастки;
- время выполнения одной операции, а на его основании – себестоимость детали.
С учетом результатов пробного запуска делается вывод об эффективности и актуальности режима и устанавливается, нужно ли вносить какие-либо изменения.
Расчет скорости вращения шпинделя токарного или фрезерного станка
Зачастую происходит так, что по паспорту известно номинальное количество оборотов, но непонятно, насколько быстро лезвие оборудования проходит свой путь по заготовке. В таких случаях нужно лишь воспользоваться обратным соотношением:

Отсюда ясно, что два этих параметра взаимосвязаны, и один выражает собой другой, а значит влияет на:
- Производительность труда – повышается, если деталь получается слишком дорогой в изготовлении; однако существенно увеличить его на практике можно далеко не всегда, даже если возможности спецтехники позволяют это сделать; вы помните – эксплуатация инструмента в слишком жестком режиме приводит к его перегреву и преждевременному износу.
- Итоговую степень шероховатости поверхности – чем быстрее движется вал, тем более гладкой становится плоскость, но и тем сильнее нагрузка на лезвие, поэтому высокие обороты на практике используются не постоянно, а лишь при проведении отдельных операций, чаще всего чистовой обработки.
Распространенные ошибки при выборе режимов резания
Очень часто начинающие токари и фрезеровщики не согласовывают скорости – это оборачивается концентрацией напряжений на кромке, а значит повышает вероятность поломки инструмента в таких «критических» точках и вызывает другие проблемы.
Есть две классические ситуации:
- Максимальные обороты при медленной подаче – при этом серьезно падает качество обработки. Кроме того, резец будет не снимать стружку, а лишь давить на поверхность, сначала лишь шлифуя ее, а потом уже вызывая прижог; при этом не просто действуя вхолостую, а даже теряя в прочности, ведь будет наблюдаться отгибание кромки.
- Обратная ситуация приводит к тому, что лезвие убирает слишком много материала и вместе с тем испытывает чрезмерную нагрузку, в результате чего скалывается и оставляет царапины и другие дефекты на той плоскости, которая должна быть гладкой.
Поэтому на практике нужно проводить расчет частоты вращения шпинделя для каждой технологической операции и, на основе полученных результатов, соотносить подачу, чтобы обеспечивать не только скорость, но и точность, и безопасность процесса. Тем более что все величины можно принимать в некотором диапазоне – всегда есть место для допусков. Помните, что длительная эксплуатация инструмента – следствие правильного подхода, тогда как неожиданная поломка – результат допущенных ошибок.
И универсальный совет – проводите обработку в несколько этапов: сначала черновую, по максимуму снимая ненужный металл, потом чистовую, более медленно, и, наконец, финишную – для шлифовки мельчайших неровностей.
Рекомендации по выбору режима резания
Рассмотрим еще несколько распространенных случаев и те стандартные и проверенные на практике решения, которые допустимо и рационально применять в данных ситуациях.
Число оборотов шпинделя токарного станка слишком велико
Даже минимальное для оборудования количество может быть чрезмерным. Чаще всего это наблюдается тогда, когда лезвием большого диаметра пытаются обработать какой-то материал повышенной прочности. Можно предпринять следующее:
- Заменить инструмент – на тот, что выполнен из твердосплавного металла и обладает покрытием, защищающим от нагрева в условиях повышенных температур.
- Взять на вооружение HSM-технологию, в соответствии с которой первый проход выполняется на всю длину кромки, а дальнейшие – лишь на четверть; это позволит убыстрить процесс производства, не повышая степень износа или вероятность возникновения поломок.
- Снизить диаметр резца, благодаря чему замедлится динамика окружного движения.
Скорость подачи слишком мала
Если привод стабильно не обеспечивает необходимую производительность труда, можно принять одно из следующих решений:
- Взять фрезу с сечением побольше – совет выглядит банальным, но на практике многие новички пренебрегают таким, казалось бы, простым решением.
- Уменьшить количество оборотов вала вплоть до тех пор, пока мощность не дойдет до нижнего предела допуска, то есть руководствоваться принципом «медленно, но верно».
- Взять инструмент, у которого меньше зубьев – актуально для вязких материалов, так как позволяет упростить отвод стружки; вместо трех заходов отдайте предпочтение одному, и тем самым увеличите подачу на резец втрое.
Налипание отходов при фрезеровании алюминиевых деталей
Данный металл отличается низкой температурой плавления и поэтому в значительном количестве остается на поверхности разогревшейся кромки. Новички часто решают этот вопрос путем замедления техпроцесса, но ведь это значительно снижает производительность труда, и выпуск заготовок обходится дороже.
Поэтому нужно поступить по-другому, а именно пересмотреть состав смазочно-охлаждающей жидкости, а если он в норме, то использовать его в большем объеме. Если оборудование в принципе не потребляет СОЖ, необходимо внедрить одно из альтернативных решений, допустим, удалять стружку вакуумным методом или периодически продувать зону контакта сжатым воздухом.

Обработка глубоких отверстий
В данную категорию попадают те, чья глубина в 6 раз больше диаметра. В этой ситуации важно не столько число оборотов шпинделя (формула его вычисления не поменялась), сколько специфика выполнения операции. Чтобы предотвратить поломку лезвия или его уход с оси, следует:
- использовать сверло с параболическими канавками, а не фрезу;
- постоянно и под давлением подавать СОЖ – смазка сможет эффективно вымывать стружку;
- периодически вынимать инструмент – как раз чтобы выполнять отвод снятого материала;
- решать задачу последовательно, в два резца разных диаметров – первую половину проходить тем, что поуже, вторую – тем, что пошире;
- убыстрить процесс – так, чтобы отходы шли непрерывной спиралью.
Как фрезеровать пазы
Для этого необходимо правильно соотнести глубину и ширину стружки с производительностью оборудования. Вы уже знаете, как рассчитать обороты шпинделя, а значит сможете без проблем вычислить скорость, обладая данными о диаметре фрезы.
Поэтому сосредоточим внимание на других закономерностях. Например, на том факте, что погружение в деталь способствует более равномерному распределению нагрузок, но оно же усиливает отгиб кромки и ухудшает отвод отходов. Ну а увеличение ширины приводит к замедлению обработки, а значит к производственным потерям.
Оптимальное сочетание в данном случае находится опытным путем: необходимо протестировать технику в самых разных режимах, и найти тот, который сможет лучше всего удовлетворять условиям выпуска. Важный момент: пробная заготовка должна быть идентична «реальной» во всем, в том числе и в материале исполнения. Только такой подход обеспечит необходимую точность результатов.
Теперь, когда вы знаете о вопросе все, вплоть до единицы измерения частоты вращения шпинделя (об/мин), можете заранее рассчитать, какая скорость нужны для выполнения актуальных технологических операций, и выбрать подходящее оборудование. Ответственные заводы-изготовители конструируют свои станки с учетом актуальных потребностей предприятий, включая в базовую комплектацию разнообразие инструментов, решений и технологий для обработки самых разных заготовок из металла, пластика, дерева. Именно такой подход исповедует ижевский «Сармат», в каталоге которого вы найдете сразу ряд достойных моделей – надежных, удобных в пользовании, высокопроизводительных, экономичных.
.jpg")
Скорость и подача
Исходя из теоретических сведений, подача – это линейное смещение каретки (вала, портала) за определенный период времени. От подачи зависит толщина снимаемого металла за один срез.
Частота вращения – это количество оборотов, производимое шпинделем за определенное время. Чем выше этот параметр, тем большее количество заготовок можно обработать, например, за рабочую смену. Но и режущий инструмент при этом быстрее затупится или выйдет из строя. Частота вращения шпинделя измеряется в об/мин – оборотах в минуту.
Расчет числа оборотов
Частота вращения шпинделя станка определяется из соотношения:
n = (1000*V) / (π*D).
В этой формуле
V – скорость резания;
D – диаметр режущей кромки;
π – математическая постоянная, равная 3,14.
Частота вращения шпинделя токарного станка также может корректироваться установкой:
- инвертора, компенсирующего снижение крутящего момента при замедлениях вала;
- преобразователя, облегчающего изменение параметров.
При всех равных условиях наиболее важным параметром является сечение режущей кромки и особенности конструкции станка.
Расчет скорости
Максимальную частоту вращения шпинделя можно узнать из паспорта станка, но скорость прохождения лезвия пути по заготовке не известна. В таком случае для определения скорости можно воспользоваться формулой:
V = (π*D*n)/1000
Из соотношения видно, что количество частот вращения шпинделя и скорость взаимосвязаны. Через один параметр можно определить другой, следовательно, влияет на:
- повышение производительности труда – за счет увеличения скорости повышается количество изготовленных деталей, но быстрее изнашивается режущий инструмент;
- уровень шероховатости поверхности изготовленной детали – чем выше скорость вращения, тем выше и гладкость детали, но также возрастает и нагрузка на лезвие, потому высокие обороты преимущественно устанавливаются лишь при финишной обработке.
Купить запасные части и режущий инструмент, а также элементы оснастки на нашем сайте можно в один клик. Наши специалисты всегда рады проконсультировать по всем имеющимся вопросам.
Дополнительно
Дополнительная вкладка, для размещения информации о статьях, доставке или любого другого важного контента. Поможет вам ответить на интересующие покупателя вопросы и развеять его сомнения в покупке. Используйте её по своему усмотрению.
Вы можете убрать её или вернуть обратно, изменив одну галочку в настройках компонента. Очень удобно.
По рассчитанной
скорости резания Vр
определяют частоту вращения шпинделя
станка
![]() ,
,
мин–1:
![]() .
.
(19.20)
Полученное
значение
![]() корректируют по паспорту станка (n):
корректируют по паспорту станка (n):
принимают
частоту вращения шпинделя, имеющуюся
на станке ближайшую меньшую или большую,
если она не превышает 5 % от полученной
по расчету.
По выбранной
частоте вращения шпинделя определяют
действительную скорость резания
![]() ,
,
м/мин:
![]() .
.
(19.21)
6. Скорректировать
подачу в зависимости от допускаемой
мощности станка –
Sст.
Подача, мм/об, в
зависимости от допускаемой мощности
станка определяется по формуле
 ,
,
(19.22)
где
![]() –
–
мощность электродвигателя станка, кВт;
– КПД станка (
= 0,7…0,9).
Значение
![]() рассчитывается для принятой частоты
рассчитывается для принятой частоты
вращения шпинделя
![]()
и сравнивается с
![]() ,
,
из двух подач выбирается минимальная.
7. Скорректировать подачу в зависимости от допустимых режущих свойств инструмента – Sр.
Подачу, мм/об,
допустимую режущими свойствами
инструмента
для заданного периода стойкости Т,
определяют по формуле
![]() .
.
(19.23)
Величина
![]() определяется для принятой частоты
определяется для принятой частоты
вращения шпинделя
![]()
и сравнивается с предыдущей, опять
принимается меньшее значение.
8. Проверить выбранный режим резания по мощности станка.
При резании
необходимо выполнить условие
![]() ,
,
(19.24)
где
![]() – мощность на шпинделе станка, кВт;
– мощность на шпинделе станка, кВт;![]() –
–
мощность резания,
![]() .
.
(19.25)
Чем ближе значения
![]() и
и![]() ,
,
тем полнее используется мощность станка
и режущие свойства инструмента. Поэтому
необходимо стремиться выбрать станок
с мощностью![]() ,
,
равной или незначительно выше![]() .
.
Большая разница между значением частоты
вращения шпинделя, определенной по
формуле (19.20) и соответствующей
выбранным значениям подач![]() ,
,
возможна при использовании слишком
мощного токарного станка. В этом случае
необходимо выбрать менее мощный станок
и пересчитать режим резания.
19.2. Оптимизация режима резания при одноинструментальной обработке на токарном станке с чпу модели 16к20ф3с32
Оптимизация
технологических процессов и режимов
резания, в частности, основывается на
построении математических моделей. Для
установления математической модели
выделяют технические ограничения,
которые в наибольшей степени определяют
описываемый процесс и оценочную функцию
(критерий оптимальности).
Выбор тех или иных
технических ограничений зависит от
вида обработки и определяется конкретными
условиями технологического, конструкционного
и организационно-производственного
характера. Однако можно выделить ряд
наиболее важных технических ограничений,
которые составляют основу математических
моделей процесса резания при точении,
фрезеровании, сверлении и других методах
обработки. Такими ограничениями являются
режущие возможности инструмента,
определяемые его стойкостью, мощностью
электродвигателя привода главного
движения, наименьшей и наибольшей
скоростью резания (частота вращения
шпинделя) и подачи, допускаемые кинематикой
станка; прочность и жесткость режущего
инструмента; точность обработки;
шероховатость обработанной поверхности.
В качестве оценочной
функции при оптимизации по двум параметрам
(![]() )
)
обычно используют минимальную
себестоимость
![]() ,
,
(19.26)
где
![]() – коэффициент, не зависящий от режимов
– коэффициент, не зависящий от режимов
резания![]() Из этого выражения видно, что функция
Из этого выражения видно, что функция![]() будет
будет
наименьшей, когда произведение![]() будет максимальным.
будет максимальным.
Технические
ограничения строятся на основе известных
зависимостей. Так, техническое ограничение
по стойкости инструмента для точения
будет получено из выражений для скорости
ре-зания:
![]() ;
;![]() ,
,
(19.27)
где Т
– период стойкости инструмента, мин;
![]()
– показатель относительной стойкости;
![]()
– глубина резания, мм; D
– диаметр заготовки, мм;
![]() – коэффициенты, характеризующие условия
– коэффициенты, характеризующие условия
обработки;![]() – общий поправочный коэффициент.
– общий поправочный коэффициент.
После несложных
преобразований получим техническое
ограничение в следующем виде:
![]() .
.
(19.28)
Аналогично
определяют и другие технические
ограничения. Для выбора оптимальных
значений режимов резания с использованием
методов линейного программирования
все технические ограничения и оценочная
функция приводятся к линейному виду
логарифмированием. Это выражение после
логарифмирования бу-дет иметь вид
![]() .
.
(19.29)
Введем обозначения
![]() .
.
(19.30)
(в обозначении
![]() подачаS
подачаS
умножается
на 100, чтобы избежать получения
отрицательных значений логарифмов) и
получим первое техническое ограничение
в линейном виде
![]() .
.
(19.31)
Для оценочной
функции с учетом ее вида после
логарифмирования получим
![]() .
.
(19.32)
Приведение всех
технических ограничений к линейному
виду и представление их в виде системы
неравенств в совокупности с оценочной
функцией дает математическую модель
процесса резания металлов. Определение
оптимальных режимов резания с помощью
построенной математической модели
может выполняться аналитическим или
графическим методом.
Рассмотрим
построение математической модели и
определение оптимальных режимов резания
для точения поверхности заготовки типа
вал диаметром D
=100 мм и длиной
L
=700 мм, материал
– сталь 45, требуемая шероховатость
![]() мкм, глубина резанияt
мкм, глубина резанияt
= 2,5 мм.
Методика
решения. Учитывая размеры заготовки
для обработки, выбирают токарный станок
с ЧПУ 16К20Ф3С32. Точение производят
проходным резцом с режущей пластиной
Т15К6 с охлаждением. Размеры державки
резца принимаются В
=12
мм, Н
= 16
мм, вылет
резца вр
= 50 мм.
Выделим наиболее важные ограничения.
Ограничение 1.
Режущие возможности инструмента,
определяемые периодом стойкости
инструментального материала.
Находим значения
периода стойкости инструмента и
коэффициентов, входящих в уравнение
скорости резания V
:
![]()
Тогда
![]() .
.
Приведем полученное
неравенство к линейному виду
логарифмированием и после обозначения
получим
![]()
Ограничение 2.
Мощность электродвигателя привода
главного движения станка. Это ограничение
выражается условием
![]() ,
,
где![]() –
–
мощность электродвигателя главного
привода станка, кВт;![]() – КПД кинематической цепи от
– КПД кинематической цепи от
электродвигателя к инструменту.
Эффективная
мощность, кВт, затрачиваемая на процесс
резания, определяется по формуле (19.25),
где
![]() –
–
сила резания, которая определится как
![]() (19.33)
(19.33)
Подставляя в
выражение (19.25) значение составляющей
силы резания Рz
и скорости резания V,
получим для второго технического
ограничения:
 .
.
(19.34)
Значения коэффициентов
для рассматриваемого примера
![]()
Мощность
электродвигателя для станка 16К20Ф3С32
N
= 10
кВт,
![]() =
=
0,85. Тогда
![]() .
.
После приведения
к линейному виду и введения обозначений
получим
![]() ,
,
где
![]() .
.
Ограничение 3.
Наименьшая допустимая скорость резания,
определяемая кинематикой станка.
Для частоты вращения
шпинделя станка n
это ограничение имеет вид
![]() .
.
Для станка 16К20Ф3С32![]() .
.
Тогда![]() ,
,
где![]() .
.
Ограничение
4.
Наибольшая допустимая скорость резания,
определяемая кинематикой станка. Для
частоты вращения шпинделя станка это
ограничение имеет вид
![]() .
.
Для станка 16К20Ф3![]()
![]() мин–1.
мин–1.
Тогда
![]() ,
,
где![]() .
.
При аналогичных
преобразованиях получают в линейном
виде последующие ограничения: ограничение
5 – по
наименьшей подаче; ограничение
6 – наибольшей
подаче; ограничение
7 – прочности
режущего инструмента; ограничение
8 – по
жесткости режущего инструмента;
ограничение
9 – жесткости
заготовки; ограничение
10 – требуемой
шероховатости поверхности. Ограничения
5–10 совместно с рассмотренными выше
ограничениями образуют математическую
модель процесса резания в аналитическом
виде. Кроме технических ограничений,
представляемых в виде системы неравенств,
в состав модели входит оценочная функция
![]() .
.
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]()
![]() ,
,
![]() ,
,
![]() .
.
Определение
оптимальных значений
![]() и
и![]() может
может
производиться с использованием численных
методов линейного программирования,
применяя ЭВМ. В рассматриваемом примере
задача решается графическим методом.
В этом случае каждое техническое
ограничение представляется граничной
прямой, которая определяет полуплоскость,
где возможно существование решений
системы неравенств. Граничные прямые,
пересекаясь, образуют многоугольник
решенийАВСD
(рис. 19.2), внутри которого любая точка
удовлетворяет всем без исключения
неравенствам.
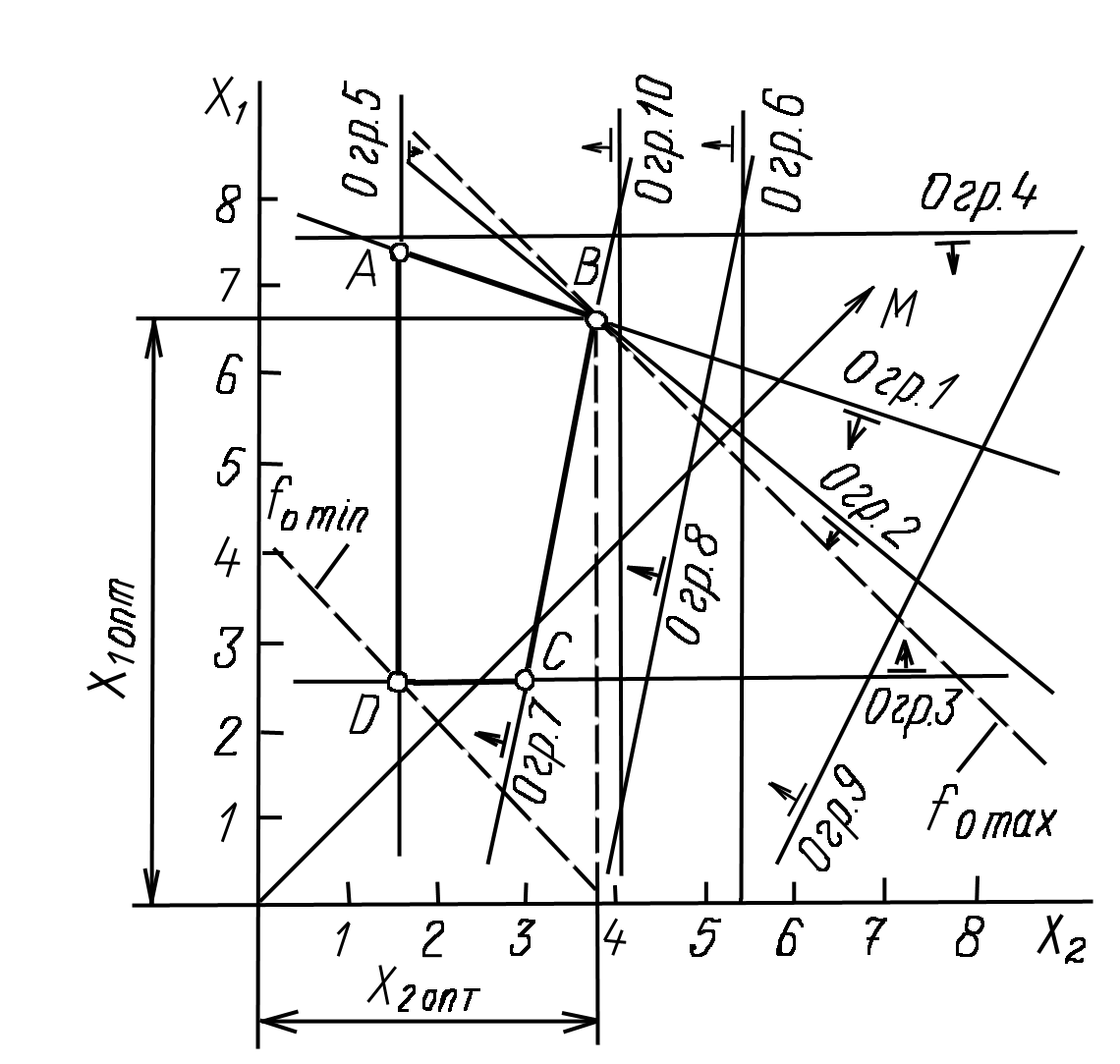
Рис. 19.2. Графическое построение
математической модели
определения
оптимальных режимов резания
Для определения
оптимальных значений
![]() и
и![]() под углом 45°
под углом 45°
к осям
![]() и
и![]() строится вектор максимизации
строится вектор максимизации
М для оценочной
функции
![]() ,
,
которая изображается прямой (штриховая
линия), перпендикулярной этому вектору.
В точкеD,
где прямая оценочной функции коснется
многоугольника решений, функция принимает
минимальное значение
![]() ,
,
а в точ-
ке
В – максимальное
![]() .
.
Координаты этой точки являются
оптимальными значениями![]() и
и![]() ,
,
они определяются графически (см. рис.
19.2) с учетом принятого масштаба![]() и
и![]() .
.
Численные значения
оптимального режима резания вычисляются
по следующим зависимостям:
![]() мин–1;
мин–1;
![]() мм/об.
мм/об.
Соседние файлы в папке Книга из издательства
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Когда мы программируем токарные или фрезерные станки с ЧПУ, расчет правильной скорости шпинделя важен для достижения хорошего качества поверхности и однородности размеров наших деталей. Это также помогает нашим инструментам прослужить дольше. Если мы сделаем большой срез слишком быстро, это может даже повредить машину.
Есть много математических расчетов в механическом цехе, в которых нам нужно быть уверенными при работе на станках, а скорость шпинделя, возможно, одна из самых важных для понимания для безопасной эксплуатации наших станков.
Давайте посмотрим, как произвести самый простой расчет скорости шпинделя токарного станка с ЧПУ.
Как рассчитать скорость шпинделя?

При работе в метрической или британской системе формулы немного отличаются. В метрической формуле используется 1000 для преобразования в правильные единицы, а в британской версии используется 12. В остальном уравнение такое же.
Переменные, используемые в наших уравнениях, представляют следующие значения:
N = скорость шпинделя. Это значение, на которое выводится формула. После того, как мы введем всю информацию в уравнение, нам в результате будет дана скорость шпинделя.
D = диаметр инструмента или детали. При работе на фрезерном станке в метрических или дюймовых единицах измерения, мы выдвигаем диаметр инструмента вместо буквы «D». 1000 (или 12) в верхней половине уравнения позаботятся о преобразовании его в правильные единицы. При работе на токарном станке с ЧПУ мы используем диаметр обрабатываемой детали.
Пи = 3,14159 При работе в метрической системе трех знаков после запятой более чем достаточно, чтобы дать нам точный результат, с английской системой мер мне нравится работать с 4.
V = скорость резания . Значение, которое мы используем для скорости резания, обычно определяется производством вашего инструмента и наконечников. В Интернете есть различные источники, но их следует использовать только в качестве приблизительных рекомендаций, поскольку они не предназначены для вашего конкретного инструмента. Подробнее об этом в этой статье.
1000 или 12 Эта часть уравнения преобразует ответ в метрическую или британскую систему мер, мы используем 1000 для метрических и 12 для британских расчетов.
Расчет скорости шпинделя в метрической системе

Чтобы найти правильную скорость шпинделя для метрической детали, сначала нам нужно найти скорость резания. На обратной стороне коробки с инструментами с правым ножом, которые у меня есть, написано, что если мы используем инструмент из быстрорежущей стали, режущий нержавеющую сталь, то скорость резания равна 15. Итак, V = 15 в этом случае.
Единственное другое неизвестное значение, которое нам нужно вставить в формулу, — это диаметр детали, и мы сможем легко получить эту информацию путем измерения. Допустим, мы на токарном станке нарезаем вал диаметром 20 мм.
Вершина уравнения — V x 1000 или 15 x 1000, теперь мы знаем наше значение для V.
Можно сказать, что 15000 — это значение числителя.
Нижняя часть уравнения — это PI x диаметр инструмента / детали, или 3,141 X 20. Итак, теперь мы знаем, что знаменатель равен 62,82.
Теперь, когда нашему уравнению известны значения, мы можем проводить вычисления.
15000 разделить на 62,82 = 241,9, округлим до 242
Теперь мы знаем N = 242 об / мин, поэтому мы знаем, что установить скорость вращения шпинделя.
Расчет скорости шпинделя в английских единицах
Чтобы найти правильную скорость шпинделя для британской части, все то же самое, за исключением того, что мы используем 12 вместо 1000.
Мощность N по-прежнему указывается в оборотах в минуту.
Мы вставляем правильную скорость резания для инструмента вместо V.
И мы заменяем правильный диаметр (D) детали или инструмента в зависимости от того, рассчитываем ли мы скорость шпинделя для токарных или фрезерных станков.
Это вернет правильные обороты (N). Чтобы увидеть этот расчет, посмотрите видео выше.
Изменение формулы для поиска любой переменной
Если мы знаем число оборотов в минуту, но хотим найти либо диаметр инструмента, либо скорость резания, мы можем транспонировать формулу, чтобы сделать любую деталь объектом.
16.03.2020

- Что такое скорость и частота вращения шпинделя
- Типы шпинделей по числу оборотов
- Как определить частоту вращения шпинделя
- Расчет скорости вращения шпинделя токарного или фрезерного станка
- Распространенные ошибки при выборе режимов резания
- Рекомендации по выбору режима резания
При выборе режима обработки детали специалисту нужно в равной степени учитывать как производительность оборудования, так и чистоту исполнения готовой поверхности. Баланс между ними напрямую зависит от таких параметров, как скорость подачи и частота вращения шпинделя токарного или фрезерного станка.
Рассмотрим характеристики максимально подробно, ведь они особенно важны в условиях современной многозадачности техники. В одну-единственную программу управления может быть заложена и контурная резка, и нанесение гравировки, и расширение сквозных отверстий, причем пластиковых, металлических, деревянных, композитных заготовок, различающихся между собой структурой, размерами, сопротивлению резанию. Поэтому просто необходимо грамотно регулировать входные данные – чтобы избежать обжогов, шероховатостей, преждевременного затупления рабочих кромок.
Уделим внимание всему, что связано с настройкой.
Вращательное движение тела, формулы
Линейное перемещение Sл, линейная скорость uл и линейное ускорение aл при таком движении связаны между собой обычными для поступательного движения соотношениями.
Кроме того, эти величины связаны определенным образом с угловым перемещением ?, угловой скоростью ? и угловым ускорением ?.
| Sл | перемещение тела по траектории, | метр |
| Uл | скорость тела при движении по траектории, | метр / секунда |
| aл | ускорение данного тела при движении по траектории, | метр / секунда2 |
| r | радиус траектории, | метр |
| d | диаметр траектории, | метр |
| ? | угловое перемещение тела, | радиан |
| ? | угловая скорость тела, | радиан / секунда |
| ? | угловое ускорение тела, | радиан / секунда2 |
| f | частота, | Герц |
Примечание:Формулы справедливы для постоянных, мгновенных и средних величин, во всех случаях движения тела по окружности.
Мощность вращающихся объектов
Для расчета подобной системы применяют формулу:
N = M * w = (2π * M* n)/60,
где:
- M – момент силы;
- w – угловая скорость, характеризующая вращение;
- n – количество оборотов, которое совершает двигатель или другое устройство за 60 секунд.
Приведенные сведения используют с учетом целевого назначения и реальных условий. Так, в термодинамике необходимо помнить о зависимости эффективности системы от температуры окружающей среды. Тепловые потери нагревателя оценивают по соответствующей мощности на единицу площади поверхности. Аналогичным образом поступают при решении механических задач для расчета тяги, КПД, иных рабочих параметров. Как правило, приходится специальным коэффициентом компенсировать трение.
В электрических цепях ток ограничивает сопротивление проводника. Для небольших расстояний при малой мощности тщательные расчеты не нужны. Однако проект магистральной трассы обязательно содержит соответствующие вычисления. На основе полученных результатов делают выводы о среднегодовых экономических показателях. Следует помнить о необходимости учета искажений, которые добавляют при работе с переменным напряжением реактивные нагрузки.
RPM — что это такое
При всех прочих равных параметрах быстрее будет считываться информация с hard disk, у которого быстрее вращается ось.

Выход из строя привода — вторая распространенная причина потери функциональности винчестера, на что может влиять, в том числе и механическое воздействие.
При ударе или падении, ось может попросту заклинить.
Также распространенная поломка — выход из строя электропривода. Детальнее про поломки и срок службы HDD вы можете почитать здесь.
Скорость вращения шпинделя в об/мин обозначается как RPM. Эта характеристика всегда указана на шильдике, который наклеен на верхней крышке девайса(или же в подробных характеристиках на оф.сайте производителя).
Основные формулы расчета мощности двигателей
Для вычисления реальных характеристик механизмов всегда нужно учитывать много параметров. в первую очередь нужно знать, какой ток подается на обмотки электродвигателя: постоянный или переменный. Принцип их работы отличается, следовательно, отличаются метод вычислений. Если упрощенный вид расчета мощности привода выглядит как:
Pэл = U × I, где
I — сила тока, А;
U — напряжение, В;
Pэл — подведенная электрическая мощность. Вт.
В формуле мощности электродвигателя переменного тока необходимо также учитывать сдвиг фаз (alpha). Соответственно, расчеты для асинхронного привода выглядят как:
Pэл = U × I × cos(alpha).
Кроме активной (подведенной) мощности существует также:
- S — реактивная, ВА. S = P ÷ cos(alpha).
- Q — полная, ВА. Q = I × U × sin(alpha).
В расчетах также необходимо учитывать тепловые и индукционные потери, а также трение. Поэтому упрощенная модель формулы для электродвигателя постоянного тока выглядит как:
Pэл = Pмех + Ртеп +Ринд + Ртр, где
Рмех — полезная вырабатываемая мощность, Вт;
Ртеп — потери на образование тепла, ВТ;
Ринд — затраты на заряд в индукционной катушке, Вт;
Рт — потери в результате трения, Вт.
Определение числа ступеней коробки скоростей
nш. max = 3150 об/мин;
nш. min = 20 об/мин.
nmax= 4000 об/мин.
Требуемый диапазон регулирования частоты вращения привода:
Расчетная частота вращения шпинделя:
Диапазон регулирования (при постоянной мощности) на шпинделе:
Диапазон регулирования двигателя:
Между валами II и :
Производим проверку отклонений действительных значений частот вращения шпинделя от табличных, взятых по нормали H11 — 1. Отклонение не должно превышать величины допуска на отклонение = ±10(ц- 1) %.
Построение структурной сетки.
Последовательность построения графика частот:
1. проводим столько вертикальных линий, сколько валов имеет привод, включая вал электродвигателя;
2. проводим на равных расстояниях столько горизонтальных линий, сколько ступеней частот вращения охватывает диапазон регулирования;
3. строим нижнюю ветвь графика – т.н. линию наименьших передаточных отношений. При этом учитывают табл. ограничений на число пересекаемых интервалов отрезком изображающим передачу.
| i φ | 1,06 | 1,12 | 1,26 | 1,41 | 1,58 | 1,78 | 2,0 |
| imin≥ 1/4 | |||||||
| imax≤ 2 |
4. дальнейшие построения ведутся в соответствии со структурной сеткой для каждой группы. Расстояния между концами отрезков также равны характеристике.
5. по графику частот вращенияопределяем передаточное отношение по формуле:
где знак «+» берется в том случае, если передача направлена вверх, знак «-» если вниз;
S – число интервалов, которые пересекают отрезок изображающий передачу.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения:
Увлечёшься девушкой-вырастут хвосты, займёшься учебой-вырастут рога
9589 — | 7565 — или читать все.
91.146.8.87 studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock! и обновите страницу (F5)
очень нужно
Распространенные ошибки при выборе режимов резания
Очень часто начинающие токари и фрезеровщики не согласовывают скорости – это оборачивается концентрацией напряжений на кромке, а значит повышает вероятность поломки инструмента в таких «критических» точках и вызывает другие проблемы.
Есть две классические ситуации:
- Максимальные обороты при медленной подаче – при этом серьезно падает качество обработки. Кроме того, резец будет не снимать стружку, а лишь давить на поверхность, сначала лишь шлифуя ее, а потом уже вызывая прижог; при этом не просто действуя вхолостую, а даже теряя в прочности, ведь будет наблюдаться отгибание кромки.
- Обратная ситуация приводит к тому, что лезвие убирает слишком много материала и вместе с тем испытывает чрезмерную нагрузку, в результате чего скалывается и оставляет царапины и другие дефекты на той плоскости, которая должна быть гладкой.
Поэтому на практике нужно проводить расчет частоты вращения шпинделя для каждой технологической операции и, на основе полученных результатов, соотносить подачу, чтобы обеспечивать не только скорость, но и точность, и безопасность процесса. Тем более что все величины можно принимать в некотором диапазоне – всегда есть место для допусков. Помните, что длительная эксплуатация инструмента – следствие правильного подхода, тогда как неожиданная поломка – результат допущенных ошибок.
И универсальный совет – проводите обработку в несколько этапов: сначала черновую, по максимуму снимая ненужный металл, потом чистовую, более медленно, и, наконец, финишную – для шлифовки мельчайших неровностей.

Двигатели приводов станка и их характеристики
Вспомним рассмотренный выше паспорт и кинематическую схему станка.
На кинематической схеме под маркировкой М1 указан электродвигатель привода главного движения.
Его маркировка : А02-51-4-С2
Технические характеристики электродвигателя серии АО2 :
Таблица 9
| Типоразмер двигателя | Мощность, кВт | Скольж,% | КПД,% | cos ц | Mмакс/Mном | Mмин/Mном | Мп/Mном | Iп/Iном |
| Закрытое обдуваемое исполнение (IP44) | ||||||||
| АО2-51-4 У3 | 7,5 | 3,30 | 88,5 | 0,87 | 2,00 | 1,0 | 1,40 | 7,0 |
Рисунок 20 – Электродвигатель А02-51-4
Далее рассмотрим электродвигатели привода подач и привода шпинделя поворотной головки под маркировкой А0Л2-31-4-С2
| Типоразм двигателя | Мощн, кВт | Скольжение,% | КПД,% | cos ц | Mмакс/Mном | Mмин/Mном | Мп/Mном | Iп/Iном |
| Закрытое обдуваемое исполнение (IP44) | ||||||||
| АОЛ2-31-4 У3 | 2,2 | 4,70 | 82,5 | 0,83 | 2,20 | 1,5 | 1,80 | 7,0 |
Рекомендации по выбору режимов резания
Существует несколько типичных ситуаций, при которых можно воспользоваться общими рекомендациями.
Слишком большие обороты шпинделя
Иногда минимальные обороты станка все равно оказываются слишком высокими. Обычно это наблюдается при обработке твердых материалов фрезами больших диаметров. Можно использовать следующие варианты решения:
- Заменить фрезу из быстрорежущей стали на твердосплавную, по возможности — с покрытием, которое работает при повышенных температурах.
- Уменьшить диаметр фрезы. При этом снизится окружная скорость, с которой движется режущая кромка.
- Использовать технологию HSM. Высокоскоростная обработка позволяет повысить частоту вращения шпинделя и скорость подачи без увеличения износа режущего инструмента. Первый проход выполняется на полную ширину фрезы, а все последующие — на ¼ диаметра.
Слишком малая скорость подачи
В ситуациях, когда привода перемещения не могут обеспечить требуемую скорость подачи, можно поступить следующим образом:
- Уменьшать скорость вращения шпинделя вплоть до минимально допустимой мощности.
- Использовать фрезу с меньшим количеством зубьев. Такое решение дает хорошие результаты при работе с вязкими материалами, поскольку улучшаются условия отвода стружки с обрабатываемой поверхности. Замена фрезы с 3 зубьями (заходами) на однозаходную фактически означает увеличение скорости подачи в 3 раза (на каждый зуб).
- Использовать фрезу большего диаметра.

Налипание стружки при фрезеровании алюминия
Из-за относительно низкой температуры плавления алюминий имеет свойство налипать на поверхность фрезы. Многие начинающие фрезеровщики пытаются решить эту проблему регулированием оборотов шпинделя или скоростей перемещения. В результате оптимальный для фрезы режим резания становится неоптимальным для владельца предприятия: скорость обработки оказывается слишком низкой.
Пройти тест
Работа с глубокими отверстиями
Если глубина отверстия в 6 и более раз превышает его диаметр, оно считается глубоким. Неопытные станочники часто сталкиваются с такими проблемами как уход инструмента с оси и его поломка. Существует несколько приемов, которые позволят выполнить обработку точно и без потерь:
- Пользоваться сверлами, а не фрезами. По возможности они должны иметь параболические канавки, которые обеспечивают лучший отвод стружки.
- Подавать СОЖ под давлением. Жидкость будет вымывать стружку из отверстия.
- По возможности производить последовательную обработку двумя сверлами с разными диаметрами: проходить половину глубины отверстия меньшим диаметром и рассверливать до чертежного. Затем пройти отверстие до конца.
- При работе одним сверлом как можно чаще вынимать его из отверстия для удаления стружки.
- Увеличить скорость подачи, чтобы стружка представляла собой непрерывную спираль.

Как фрезеровать пазы?
При фрезеровании торцов деталей и внутренних поверхностей пазов цилиндрическими фрезами важно выбрать правильное соотношение ширины и глубины снимаемого материала в соответствии с максимальными скоростными возможностями станка. При увеличении глубины фрезерования нагрузка на канавки распределяется более равномерно, но вместе с этим наблюдается более сильный отгиб режущего инструмента. Кроме того, ухудшаются условия удаления стружки
При увеличении ширины снимаемого материала существует возможность увеличения скорости вращения шпинделя. Однако есть некоторые граничные значения частот, при которых скорость съема материала начинает падать
Кроме того, ухудшаются условия удаления стружки. При увеличении ширины снимаемого материала существует возможность увеличения скорости вращения шпинделя. Однако есть некоторые граничные значения частот, при которых скорость съема материала начинает падать.
Единственный способ получения оптимального сочетания этих двух параметров — тестирование станка в разных режимах. При этом материал «пробной» и «рабочей» заготовок должен быть одинаковым.
Сотрудники компании MULTICUT посвятили много времени изучению режимов обработки разных материалов. Выбор базовой комплектации станков собственного производства выполнялся с учетом полученного опыта. Сотрудники компании готовы оказать консультационную и практическую помощь в освоении оборудования и выборе оптимальных режимов резания. Любой желающий может поработать на действующем станке MULTICUT в демонстрационном центре и получить советы опытных мастеров. Получить консультации и справки можно, позвонив по контактному телефону.
Подшипники
Подшипники шпинделя испытывают большие нагрузки, так как в токарном станке вращаются и заготовка, и зажимной патрон, которые в сумме обладают значительной массой. По этой причине для шпинделей токарных станков чаще всего применяют роликовые подшипники.
Исключения составляют токарные автоматы для обработки прутка, где частота вращения может достигать 12 000–15 000 об/мин. Как правило, такие станки рассчитаны на обработку маленьких деталей, которые изготавливаются из прутка. При выборе подобного станка важно обратить внимание на материал сепаратора подшипника, которые могут быть изготовлены из металла или из полимера.
Сепаратор из металла в свою очередь бывают штампованные или механически обработанные. Штампованные сепараторы изготавливаются из листового железа — по сравнению с механически обработанными они имеют меньший объем и массу. Также штампованные сепараторы обеспечивают лучшую смазку обойм и тел качения подшипника.
Механически обработанные сепараторы применяются на более скоростных подшипниках, так как этот тип сепаратора более массивный и жесткий. Главным минусом этого типа сепараторов является неустойчивость к ударным нагрузкам — при резком изменении частоты вращения он может повредить тела качения.
Полимерные сепараторы более устойчивы к переменным и ударным нагрузкам, они также являются самыми тихими из всех. Главный их недостаток — невозможность работы при высоких температурах.
Дефрагментация файлов
Операции удаления и изменения файлов на диске приводят к фрагментации файлов, выражающейся в том, что файл занимает не соседние области на диске, а разбивается на несколько частей, хранящихся в разных областях диска. Фрагментация файлов приводит к дополнительным затратам на поиск всех частей открываемого файла, что замедляет доступ к диску и уменьшает (как правило, не существенно) общее быстродействие диска.
Для ускорения работы с жёстким диском, рекомендуется периодически проводить дефрагментацию диска. Дефрагментация диска — процесс перезаписи частей файла в соседние сектора на жёстком диске для ускорения доступа и загрузки.
Например, для выполнения дефрагментации в операционной системе Windows 7 щёлкните по кнопке Пуск и в раскрывшемся главном меню выберите последовательно команды Все программы, Стандартные, Служебные, Дефрагментация диска
.
Проходное отверстие в шпинделе
Диаметр проходного отверстия — ещё один важный параметр шпинделя. При обработке прутка он ограничивает максимальный диаметр заготовки, которую допустимо в этом шпинделе обрабатывать.
Если диаметр прутка меньше диаметра проходного отверстия шпинделя, необходимо использовать специальные переходные втулки или трубы.
Переходные втулки компенсируют зазор между прутком и отверстием шпинделя, чтобы при вращении пруток не повредил внутреннюю поверхность отверстия шпинделя. Переходные втулки изготавливаются как из стальных сварных труб, так и из полимерных материалов типа капролона или фторопласта. Полимерные трубки также гасят значительную долю вибраций, возникающих при вращении прутка.
Иногда бывает необходимо при обработке разместить часть заготовки в шпинделе, что так же может привести к трудностям, если проходное отверстие окажется меньше диаметра заготовки.
Кстати, существует отдельный тип шпинделей для обработки труб. Такие шпиндели отличаются большим проходным отверстием и наличием дополнительного патрона с другой стороны.

