Эксцентриковый зажим
Эксцентриковый зажим является зажимным элементом усовершенствованных конструкции. Эксцентриковые зажимы (ЭЗМ) используются для непосредственного зажима заготовок и в сложных зажимных системах.
Ручные винтовые зажимы просты по конструкции, но имеют существенный недостаток – для закрепления детали рабочий должен выполнить большое количество вращательных движений ключом, что требует дополнительных затрат времени и усилий и в результате снижает производительность труда.
Приведенные соображения заставляют, там где это возможно, заменять ручные винтовые зажимы быстродействующими.
Наибольшее распространение получили эксцентриковый и шарнирно-рычажный зажимы.
Эксцентриковый зажим хотя и отличается быстродействием, но не обеспечивает большой силы зажима детали, поэтому его применяют лишь при сравнительно небольших силах резания.
Преимущества:
- простота и компактность конструкции;
- широкое использование в конструкции стандартизованных деталей;
- удобство в наладке;
- способность к самоторможению;
- быстродействие (время срабатывания привода около 0.04 мин).
Недостатки:
- сосредоточенный характер сил, что не позволяет применять эксцентриковые механизмы для закрепления нежестких заготовок;
- силы закрепления круглыми эксцентриковыми кулачками нестабильны и существенно зависят от размеров заготовок;
- пониженная надежность в связи с интенсивным изнашиванием эксцентриковых кулачков.

Рис. 113. Эксцентриковый зажим: а – деталь не зажата; б – положение при зажатой детали
Конструкция эксцентрикового зажима
Круглый эксцентрик 1, представляющий собой диск со смещенным относительно его центра отверстием, показан на рис. 113, а. Эксцентрик свободно устанавливается на оси 2 и может вращаться вокруг нее. Расстояние е между центром С диска 1 и центром О оси называется эксцентриситетом.
К эксцентрику прикреплена рукоятка 3, поворотом которой осуществляется зажим детали в точке А (рис. 113, б). Из этого рисунка видно, что эксцентрик работает как криволинейный клин (см. заштрихованный участок). Во избежание отхода эксцентриков после зажима они должны быть самотормозящим и. Свойство самоторможения эксцентриков обеспечивается правильным выбором отношения диаметра D эксцентрика к его эксцентриситету е. Отношение D/e называется характеристикой эксцентрика.
При коэффициенте трения f = 0,1 (угол трения 5°43′) характеристика эксцентрика должна быть D/e ≥ 20 ,а при коэффициенте трения f = 0,15 (угол трения 8°30′)D/e ≥ 14.
Таким образом, все эксцентриковые зажимы, у которых диаметр D больше эксцентриситета е в 14 раз, обладают свойством самоторможения, т. е. обеспечивают надежный зажим.

Рисунок 5.5 – Схемы для расчета эксцентриковых кулачков: а – круглых, нестандартных; б- выполненных по спирали Архимеда.
В состав эксцентриковых зажимных механизмов входят эксцентриковые кулачки, опоры под них, цапфы, рукоятки и другие элементы. Различают три типа эксцентриковых кулачков: круглые с цилиндрической рабочей поверхностью; криволинейные, рабочие поверхности которых очерчены по спирали Архимеда (реже – по эвольвенте или логарифмической спирали); торцевые.
Круглые эксцентрики
Наибольшее распространение, из-за простоты изготовления, получили круглые эксцентрики.
Круглый эксцентрик (в соответствии с рисунком 5.5а) представляет собой диск или валик, поворачиваемый вокруг оси, смещенной относительно геометрической оси эксцентрика на величину А, называемой эксцентриситетом.
Криволинейные эксцентриковые кулачки (в соответствии с рисунком 5.5б) по сравнению с круглыми обеспечивают стабильную силу закрепления и больший (до 150°) угол поворота.
Материалы кулачков
Эксцентриковые кулачки изготавливают из стали 20Х с цементацией на глубину 0.8…1.2 мм и закалкой до твердости HRCэ 55-61.
Виды эксцентриковых зажимов
Эксцентриковые кулачки различают следующих конструктивных исполнений: круглые эксцентриковые (ГОСТ 9061-68), эксцентриковые (ГОСТ 12189-66), эксцентриковые сдвоенные (ГОСТ 12190-66), эксцентриковые вильчатые (ГОСТ 12191-66), эксцентриковые двухопорные (ГОСТ 12468-67).
Практическое использование эксцентриковых механизмов в различных зажимных устройствах показано на рисунке 5.7

Рисунок 5.7 – Виды эксцентриковых зажимных механизмов
Расчет эксцентриковых зажимов
Исходными данными для определения геометрических параметров эксцентриков являются: допуск δ размера заготовки от ее установочной базы до места приложения зажимной силы; угол a поворота эксцентрика от нулевого (начального) положения; потребная сила FЗ зажима детали. Основными конструктивными параметрами эксцентриков являются: эксцентриситет А; диаметр dц и ширина b цапфы (оси) эксцентрика; наружный диаметр эксцентрика D; ширина рабочей части эксцентрика В.
Расчеты эксцентриковых зажимных механизмов выполняют в следующей последовательности:
Расчет зажимов со стандартным эксцентриковым круглым кулачком (ГОСТ 9061-68)
1. Определяют ход hк эксцентрикового кулачка, мм.:
Если угол поворота эксцентрикового кулачка не имеет ограничений (a ≤ 130°), то

где δ – допуск размера заготовки в направлении зажима, мм;
D гар = 0,2…0,4 мм – гарантированный зазор для удобной установки и снятия заготовки;
J = 9800…19600 кН/м – жёсткость эксцентрикового ЭЗМ;
D = 0,4…0,6 hк мм – запас хода, учитывающий износ и погрешности изготовления эксцентрикового кулачка.
Если угол поворота эксцентрикового кулачка ограничен (a ≤ 60°), то

2. Пользуясь таблицами 5.5 и 5.6 подбирают стандартный эксцентриковый кулачок. При этом должны соблюдаться условия: Fз ≤ Fз max и h к ≤ h (размеры, материал, термическая обработка и другие технические условия по ГОСТ 9061-68. Проверять стандартный эксцентриковый кулачок на прочность нет необходимости.
Таблица 5.5 -Стандартный круглый эксцентриковый кулачок (ГОСТ 9061-68)
|
Обозначение |
Наружный диаметр эксцентрикового кулачка, мм |
Эксцентриситет, А, мм |
Ход кулачка h, мм, не менее |
Fз мах, Н |
Ммах, Угол Нмм |
|
|
Угол поворота ограничен a≤60° |
Угол поворота ограничен a≤130° |
|||||
|
7013-0171 7013-0172 |
32 |
1,7 |
0,85 |
3,17 |
2700 |
9300 |
|
7013-0173 7013-0174 |
40 |
2,0 |
1,0 |
3,73 |
3700 |
15000 |
|
7013-0175 7013-0176 |
50 |
2,5 |
1,25 |
4,66 |
4200 |
21100 |
|
7013-0177 7013-0178 |
60 |
3,0 |
1,4 |
5,59 |
6860 |
41100 |
|
7013-0179 7013-0180 |
70 |
3,5 |
1,75 |
6,53 |
9000 |
62700 |
|
7013-0181 7013-0182 |
80 |
4,0 |
2,0 |
7,46 |
7800 |
62700 |
|
Примечание: Для эксцентриковых кулачков 7013-0171…1013-0178 значения Fз мах и Ммах вычислены по параметру прочности, а для остальных – с учетом требований эргономики при предельной длине рукоятки L=320 мм. |
3. Определяют длину рукоятки эксцентрикового механизма, мм

Значения M max и Pз max выбираются по таблице 5.5.
Для приводов с ручным приводом рекомендуется Fпр ≤ 150H и 80 ≤ L ≤ 320мм. Для механизированного привода L ≤100мм.
Таблица 5.6 – Кулачки эксцентриковые круглые (ГОСТ 9061-68). Размеры, мм


Рисунок – чертеж эксцентрикового кулачка
Эксцентриковый зажим своими руками
Видео подскажет как сделать самодельный эксцентриковый зажим, предназначенный для фиксации заготовки. Эксцентриковый прижим, изготовленный своими руками.
Похожие материалы
Точение эксцентрика

Для того чтобы узнать толщину пластинки которую нужно подложить между кулачком и заготовкой сначала нужно найти величину А по следующей формуле:
e– эксцентриситетD– диаметр заготовки
Далее узнав величину А в таблице выбираем коэффициент k который нужно умножить на D и получить толщину пластинки t.
t = k × D
Пример
Для того чтобы в результате обработки детали в патроне токарного станка эксцентриситет был равен 0,5 мм под один из трёх кулачков нужно подложить пластинку рассчитанную по формуле. При этом диаметр детали составляет 100 мм.
| А = |
e D |
= |
0,5 100 |
= 0,005 |
Определив значение А по таблице находим коэффициент К = 0,008.
Далее производим расчёт:
t = К × D = 0,008 × 100 = 0,8 мм.
Эксцентриковый зажим
Опубликовано 29 мая 2016
Рубрика: Механика | 9 комментариев
 Простой в изготовлении, обладающий большим коэффициентом усиления, достаточно компактный эксцентриковый зажим, являющийся разновидностью кулачковых механизмов, обладает еще одним, несомненно, главным своим преимуществом…
Простой в изготовлении, обладающий большим коэффициентом усиления, достаточно компактный эксцентриковый зажим, являющийся разновидностью кулачковых механизмов, обладает еще одним, несомненно, главным своим преимуществом…
…– мгновенным быстродействием. Если для того, чтобы «включить – выключить» винтовой зажим часто необходимо сделать минимум пару оборотов в одну сторону, а затем в другую, то при использовании эксцентрикового зажима достаточно повернуть рукоятку всего на четверть оборота. Конечно, по усилию зажима и величине рабочего хода винтовые механизмы превосходят эксцентриковые, но при постоянной толщине закрепляемых деталей в серийном производстве применение эксцентриков чрезвычайно удобно и эффективно. Широкое использование эксцентриковых зажимов, например, в стапелях для сборки и сварки малогабаритных металлоконструкций и элементов нестандартного оборудования существенно повышает производительность труда.
Рабочую поверхность кулачка чаще всего выполняют в виде цилиндра с окружностью или спиралью Архимеда в основании. Далее в статье речь пойдет о более распространенном и более технологичном в изготовлении круглом эксцентриковом зажиме.
Размеры кулачков эксцентриковых круглых для станочных приспособлений стандартизованы в ГОСТ 9061-68*. Эксцентриситет круглых кулачков в этом документе задан равным 1/20 от наружного диаметра для обеспечения условия самоторможения во всем рабочем диапазоне углов поворота при коэффициенте трения 0,1 и более.
На рисунке ниже изображена геометрическая схема механизма зажима. К опорной поверхности прижимается фиксируемая деталь в результате поворота за рукоятку эксцентрика против часовой стрелки вокруг жестко закрепленной относительно опоры оси.

Показанное положение механизма характеризуется максимально возможным углом α, при этом прямая, проходящая через ось вращения и центр окружности эксцентрика перпендикулярна прямой, проведенной через точку контакта детали с кулачком и точку центра наружной окружности.
Если повернуть кулачок на 90˚ по часовой стрелке относительно изображенного на схеме положения, то между деталью и рабочей поверхностью эксцентрика образуется зазор равный по величине эксцентриситету e. Этот зазор необходим для свободной установки и снятия детали.
Программа в MS Excel:
В примере, показанном на скриншоте, по заданным размерам эксцентрика и силе, приложенной к рукоятке, определяется монтажный размер от оси вращения кулачка до опорной поверхности с учетом толщины детали, проверяется условие самоторможения, вычисляются усилие зажима и коэффициент передачи силы.
Значение коэффициента трения «деталь — эксцентрик» соответствует случаю «сталь по стали без смазки». Величина коэффициента трения «ось — эксцентрик» выбрана для варианта «сталь по стали со смазкой». Уменьшение трения в обоих местах повышает силовую эффективность механизма, но уменьшение трения в области контакта детали и кулачка ведет к исчезновению самоторможения.

Алгоритм:
9. φ1=arctg (f1)
10. φ2=arctg (f2)
11. α=arctg (2*e/D)
12. R=D/(2*cos (α))
13. A=s+R*cos (α)
14. e≤R*f1+(d/2)*f2
Если условие выполняется – самоторможение обеспечивается.
15. F=P*L*cos(α)/(R*tg(α+φ1)+(d/2)*tg(φ2))
16. k=F/P
Если по заданному усилию прижима или коэффициенту передачи силы требуется определить размеры эксцентрика, то можно легко решить эту обратную задачу, используя сервис Excel «Подбор параметра». Что это такое и как этим сервисом пользоваться подробно рассказано и показано в видео в конце статьи о теплообменнике.
Заключение.
Выбранное для расчетов и изображенное на схеме положение эксцентрикового зажима является самым «невыгодным» с точки зрения самоторможения и выигрыша в силе. Но выбор такой не случаен. Если в таком рабочем положении рассчитанные силовые и геометрические параметры удовлетворяют разработчика, то в любых иных положениях эксцентриковый зажим будет обладать еще большим коэффициентом передачи силы и лучшими условиями самоторможения.
Уход при проектировании от рассмотренного положения в сторону уменьшения размера A при сохранении без изменений прочих размеров приведет к уменьшению зазора для установки детали.
Увеличение размера A может создать ситуацию при износе в процессе эксплуатации эксцентрика и значительных колебаниях толщины s, когда зажать деталь окажется просто невозможно.
В статье умышленно ничего не упоминалось до сих пор о материалах, из которых можно изготовить кулачки. ГОСТ 9061-68 рекомендует для повышения долговечности использовать износостойкую поверхностно-цементированную сталь 20Х. Но на практике эксцентриковый зажим выполняют из самых разнообразных материалов в зависимости от назначения, условий эксплуатации и располагаемых технологических возможностей. Представленный выше расчет в Excel позволяет определять параметры зажимов для кулачков из любых материалов, только нужно не забывать изменять в исходных данных значения коэффициентов трения.
Ссылка на скачивание файла: ehkscentrikovyj-zazhim (xls 82,0KB).
Другие статьи автора блога
На главную
Статьи с близкой тематикой
Отзывы
Расчет круговых эксцентриковых зажимов
Исходные
данные:
IT
–
допуск
на размер h
заготовки;
β
–
рабочий
угол поворота эксцентрика от нулевого
положения (точка О, рис. 2);
Q
– требуемая
сила закрепления заготовки.
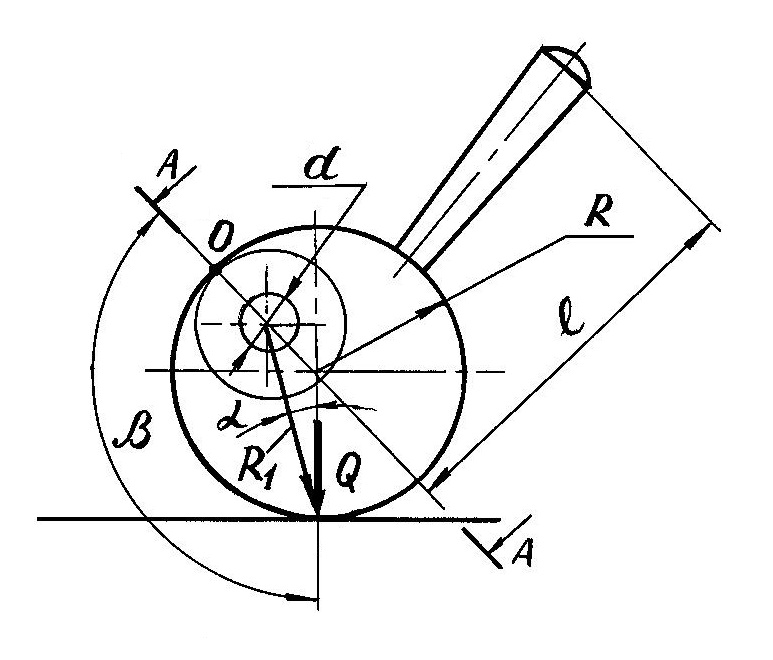

Рис.
3
– Расчетная схема кругового эксцентрика
Искомые
величины:
e
–
эксцентриситет
эксцентрика;
d
–
диаметр
цапфы (оси);
R
– радиус
рабочей поверхности эксцентрика;
В
–
ширина
рабочей поверхности эксцентрика;
l
–
длина
рукоятки при ручном зажиме.
![]()
где
β
–
угол поворота эксцентрика, β
≈
150°.
![]()
– минимальный
зазор, обеспечивающий свободную установку
заготовки с максимальным размером h;
![]()
жесткость
узла зажима;
![]()
– может
не учитываться.
![]()
где
![]()
–ширина рабочей части цапфы;
![]()
– допускаемое
напряжение на смятие материала цапфы.
![]()
где
![]()
– гол самоторможения,
≤
11°26´.
![]()
где
Е
–
модуль
упругости материала эксцентрика;
![]()
– напряжение
смятия материала эксцентрика или
заготовки. Принимается меньшее значение
из двух.
![]()
![]()
![]()
R1
– см. рис.3;
W
–
сила
на рукоятке эксцентрика,
принимается
в пределах 15…20 Н;
![]()
– углы
трения скольжения.
![]()
![]()
РЫЧАЖНЫЕ
МЕХАНИЗМЫ
Рычажные
механизмы в приспособлениях применяют
в виде прихватов в сочетании с различными
зажимными механизмами.
Все
рычажные механизмы сводятся к трем
основным схемам:



а)
б)
в)
Рис.
4
– Схемы рычажных механизмов
На
рис.5 приведен пример реализации схемы
(а).
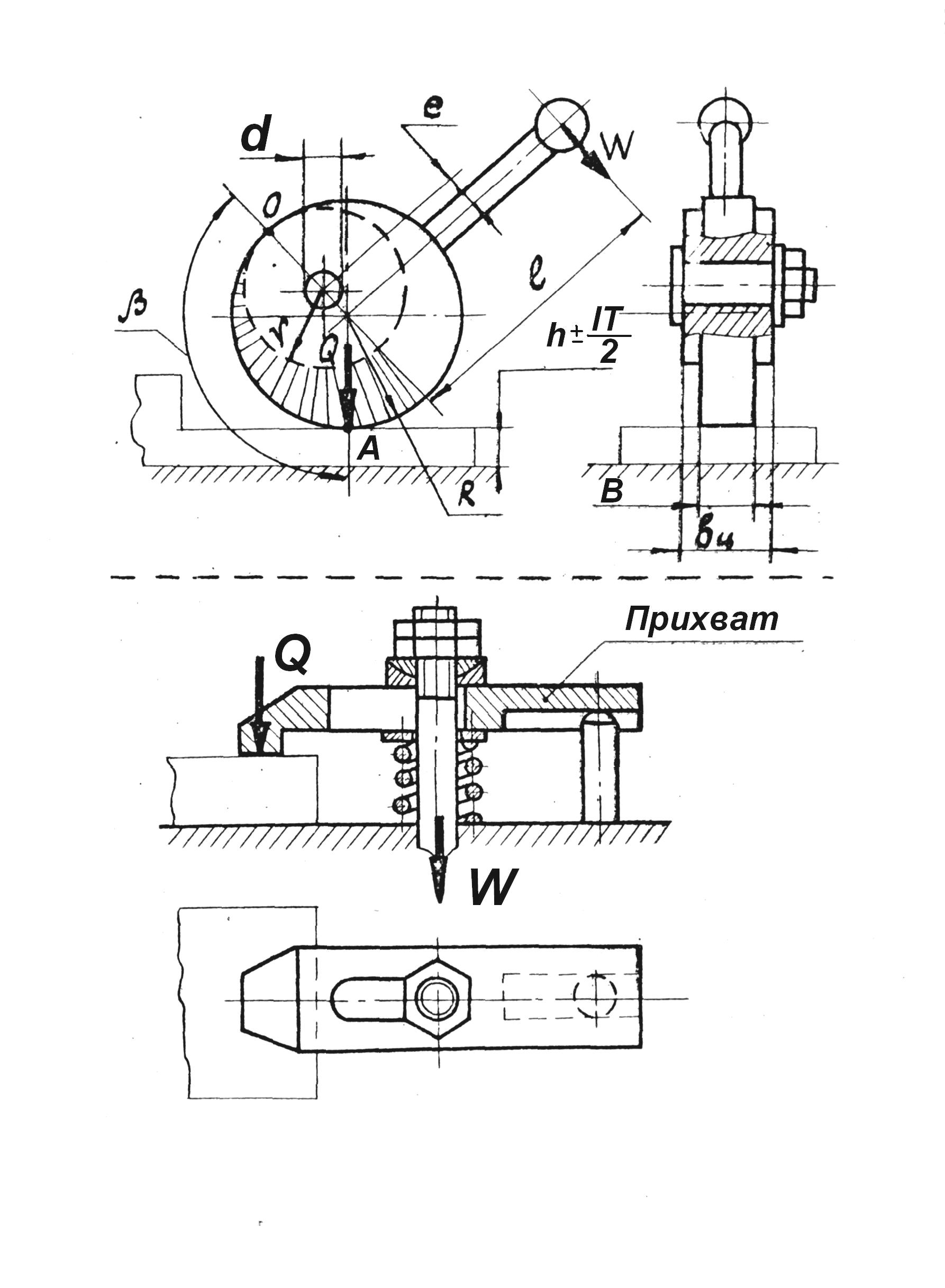
Рис.
5
– Пример рычажного механизма (прихват)
Сила
W
может быть найдена (без учета сил трения)
из уравнения равенства моментов
(приближенные расчеты) (рис.4):
Для
схемы а)
![]()
Для
схемы б)
![]()
Для
схемы в)
![]()
Для
развития требуемой силы Q
наименьшее значение W
потребуется при схеме в), наибольшее –
при схеме а).
Схема
а): Наименее эффективна (отрицательный
коэффициент усиления
![]()
,
прихват отодвигается (Рис.4).
Схема
б):
![]()
в
зависимости от отношения
![]()
.
Прихват поворачивается вокруг оси, эта
схема применяется в случае необходимости
изменения направления силы W.
Схема
в):
![]()
,
наибольший коэффициент усиления силы
W,
но громоздка в конструктивном исполнении,
неудобна в эксплуатации.
Потери
на трение в рычажных зажимах составляют
1,5 – 6%, поэтому в формулы вводят коэффициент
![]()
,
который в среднем принимается равным
0,95.
Правую
часть уравнений 1), 2), 3) умножают на
![]()
РЫЧАЖНО-ШАРНИРНЫЕ
МЕХАНИЗМЫ
В
приспособлениях применяются :
– однорычажные
шарнирные механизмы усилители;
– двухрычажные
шарнирные механизмы усилители.
Двухрычажные
подразделяются на механизмы одностороннего
и двухстороннего действия.
Однорычажные механизмы


а)
б)
Рис.
6
– Однорычажные шарнирные механизмы
усилители
Схема
а):
![]()
![]()
– угол
трения в направляющих ползуна;
![]()
![]()
β
– угол, учитывающий трение в шарнирах;
![]()
где
d
– диаметр оси шарнира;
L
– расстояние
между осями отверстий рычага.
Угол
α
в схемах а) и б) рекомендуется принимать
конструктивно не менее 5° в начальный
момент закрепления заготовки (при
касании рычага с заготовкой) и 40° – 45°
до закрепления (при установке заготовки).
Схема
б):
![]()
![]()
![]()
Запас
хода: (для точки А):
![]()
![]()
при
малых α
невелик.
Недостаток
этих механизмов – непостоянство силы
F,
вследствие изменения α
при
изменении размера h
от
![]()
(см.
рис. 6 а).
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Опубликовано 29 мая 2021 Рубрика: Механика |
Простой в изготовлении, обладающий большим коэффициентом усиления, достаточно компактный эксцентриковый зажим, являющийся разновидностью кулачковых механизмов, обладает еще одним, несомненно, главным своим преимуществом…
…– мгновенным быстродействием. Если для того, чтобы «включить – выключить» винтовой зажим часто необходимо сделать минимум пару оборотов в одну сторону, а затем в другую, то при использовании эксцентрикового зажима достаточно повернуть рукоятку всего на четверть оборота. Конечно, по усилию зажима и величине рабочего хода винтовые механизмы превосходят эксцентриковые, но при постоянной толщине закрепляемых деталей в серийном производстве применение эксцентриков чрезвычайно удобно и эффективно. Широкое использование эксцентриковых зажимов, например, в стапелях для сборки и сварки малогабаритных металлоконструкций и элементов нестандартного оборудования существенно повышает производительность труда.
Рабочую поверхность кулачка чаще всего выполняют в виде цилиндра с окружностью или спиралью Архимеда в основании. Далее в статье речь пойдет о более распространенном и более технологичном в изготовлении круглом эксцентриковом зажиме.
Размеры кулачков эксцентриковых круглых для станочных приспособлений стандартизованы в ГОСТ 9061-68*. Эксцентриситет круглых кулачков в этом документе задан равным 1/20 от наружного диаметра для обеспечения условия самоторможения во всем рабочем диапазоне углов поворота при коэффициенте трения 0,1 и более.
Эксцентриковый зажим
Эксцентриковый зажим является зажимным элементом усовершенствованных конструкции. Эксцентриковые зажимы (ЭЗМ) используются для непосредственного зажима заготовок и в сложных зажимных системах.
Приведенные соображения заставляют, там где это возможно, заменять ручные винтовые зажимы быстродействующими.
Эксцентриковый зажим хотя и отличается быстродействием, но не обеспечивает большой силы зажима детали, поэтому его применяют лишь при сравнительно небольших силах резания.
Преимущества:
Недостатки:

Конструкция эксцентрикового зажима
Круглый эксцентрик 1, представляющий собой диск со смещенным относительно его центра отверстием, показан на рис. 113, а. Эксцентрик свободно устанавливается на оси 2 и может вращаться вокруг нее. Расстояние е между центром С диска 1 и центром О оси называется эксцентриситетом.
К эксцентрику прикреплена рукоятка 3, поворотом которой осуществляется зажим детали в точке А (рис. 113, б). Из этого рисунка видно, что эксцентрик работает как криволинейный клин (см. заштрихованный участок). Во избежание отхода эксцентриков после зажима они должны быть самотормозящим и. Свойство самоторможения эксцентриков обеспечивается правильным выбором отношения диаметра D эксцентрика к его эксцентриситету е. Отношение D/e называется характеристикой эксцентрика.
Таким образом, все эксцентриковые зажимы, у которых диаметр D больше эксцентриситета е в 14 раз, обладают свойством самоторможения, т. е. обеспечивают надежный зажим.

В состав эксцентриковых зажимных механизмов входят эксцентриковые кулачки, опоры под них, цапфы, рукоятки и другие элементы. Различают три типа эксцентриковых кулачков: круглые с цилиндрической рабочей поверхностью; криволинейные, рабочие поверхности которых очерчены по спирали Архимеда (реже – по эвольвенте или логарифмической спирали); торцевые.
Круглые эксцентрики
Наибольшее распространение, из-за простоты изготовления, получили круглые эксцентрики.
Круглый эксцентрик (в соответствии с рисунком 5.5а) представляет собой диск или валик, поворачиваемый вокруг оси, смещенной относительно геометрической оси эксцентрика на величину А, называемой эксцентриситетом.
Криволинейные эксцентриковые кулачки (в соответствии с рисунком 5.5б) по сравнению с круглыми обеспечивают стабильную силу закрепления и больший (до 150°) угол поворота.
Материалы кулачков
Эксцентриковые кулачки изготавливают из стали 20Х с цементацией на глубину 0.8…1.2 мм и закалкой до твердости HRCэ 55-61.
Виды эксцентриковых зажимов
Эксцентриковые кулачки различают следующих конструктивных исполнений: круглые эксцентриковые (ГОСТ 9061-68), эксцентриковые (ГОСТ 12189-66), эксцентриковые сдвоенные (ГОСТ 12190-66), эксцентриковые вильчатые (ГОСТ 12191-66), эксцентриковые двухопорные (ГОСТ 12468-67).
Практическое использование эксцентриковых механизмов в различных зажимных устройствах показано на рисунке 5.7
Расчет эксцентриковых зажимов
Исходными данными для определения геометрических параметров эксцентриков являются: допуск δ размера заготовки от ее установочной базы до места приложения зажимной силы; угол a поворота эксцентрика от нулевого (начального) положения; потребная сила FЗ зажима детали. Основными конструктивными параметрами эксцентриков являются: эксцентриситет А; диаметр dц и ширина b цапфы (оси) эксцентрика; наружный диаметр эксцентрика D; ширина рабочей части эксцентрика В.
Расчеты эксцентриковых зажимных механизмов выполняют в следующей последовательности:
Расчет зажимов со стандартным эксцентриковым круглым кулачком (ГОСТ 9061-68)
1. Определяют ход hк эксцентрикового кулачка, мм.:
Если угол поворота эксцентрикового кулачка не имеет ограничений (a ≤ 130°), то
D гар = 0,2…0,4 мм – гарантированный зазор для удобной установки и снятия заготовки;
J = 9800…19600 кН/м – жёсткость эксцентрикового ЭЗМ;
D = 0,4. 0,6 hк мм – запас хода, учитывающий износ и погрешности изготовления эксцентрикового кулачка.
Если угол поворота эксцентрикового кулачка ограничен (a ≤ 60°), то
2. Пользуясь таблицами 5.5 и 5.6 подбирают стандартный эксцентриковый кулачок. При этом должны соблюдаться условия: Fз ≤ Fз max и h к ≤ h (размеры, материал, термическая обработка и другие технические условия по ГОСТ 9061-68. Проверять стандартный эксцентриковый кулачок на прочность нет необходимости.
Источник
Демонтаж
Замена эксцентрика в ванной комнате начинается с демонтажа устаревшего или пришедшего в непригодность оборудования. Выполнение работы в данной последовательности позволит корректно подобрать новое устройство с учетом всех особенностей подвода труб и пожеланий заказчика.
Как выкрутить эксцентрик? Работу рекомендуется выполнять в следующей последовательности:
- перекрытие водоснабжения. Если предварительно не перекрыть поступление воды в смеситель, то выполнение замены эксцентриков приведет к затоплению ванной комнаты и соседей, проживающих на нижних этажах;
- отсоединение от смесителя душевого шланга;
- демонтаж смесителя. Для выполнения этой работы необходимо при помощи разводного или гаечного ключа соответствующего размера ослабить гайки крепления устройства;

Демонтаж смесителя в ванной комнате
- снятие отражателя – специального декоративного устройства, закрывающего место соединения труб и смесителя. Отражатель устанавливается путем навинчивания на эксцентрик. Поэтому для его демонтажа достаточно откручивания устройства;
- демонтаж (выкручивание при помощи гаечного ключа) эксцентриков.

Выкручивание устройства из трубы
Откручивать эксцентрики от труб требуется предельно аккуратно, чтобы не повредить резьбу на трубах.
После выполнения работ по снятию эксцентриков необходимо произвести очистку стен, труб и иных комплектующих от скоплений грязи, ржавчины и иных видов загрязнителей.
Эксцентриковый зажим
Простой в изготовлении, обладающий большим коэффициентом усиления, достаточно компактный эксцентриковый зажим, являющийся разновидностью кулачковых механизмов, обладает еще одним, несомненно, главным своим преимуществом.
. – мгновенным быстродействием. Если для того, чтобы «включить – выключить» винтовой зажим часто необходимо сделать минимум пару оборотов в одну сторону, а затем в другую, то при использовании эксцентрикового зажима достаточно повернуть рукоятку всего на четверть оборота. Конечно, по усилию зажима и величине рабочего хода винтовые механизмы превосходят эксцентриковые, но при постоянной толщине закрепляемых деталей в серийном производстве применение эксцентриков чрезвычайно удобно и эффективно. Широкое использование эксцентриковых зажимов, например, в стапелях для сборки и сварки малогабаритных металлоконструкций и элементов нестандартного оборудования существенно повышает производительность труда.
Рабочую поверхность кулачка чаще всего выполняют в виде цилиндра с окружностью или спиралью Архимеда в основании. Далее в статье речь пойдет о более распространенном и более технологичном в изготовлении круглом эксцентриковом зажиме.
Размеры кулачков эксцентриковых круглых для станочных приспособлений стандартизованы в ГОСТ 9061-68*. Эксцентриситет круглых кулачков в этом документе задан равным 1/20 от наружного диаметра для обеспечения условия самоторможения во всем рабочем диапазоне углов поворота при коэффициенте трения 0,1 и более.
Что это такое
Это самый распространенный вид мебельного крепежа, который состоит из самого эксцентрика, стойки и футорки. Последний выполняет роль гайки. Все они разделяются по следующим видам:
- диаметру и размеру;
- длине самой стойки;
- тип крепления стойки (винт или саморез);
- тип футорки.
Применяется подобный крепеж для изделий из ДСП или ЛДСП
по типу «сборка – разборка». Если вы изготавливаете мебель для себя и знаете, что она будет часто переезжать с места на место, то лучше использовать именно такие элементы.
Эти соединения предпочтительно использовать при сборке, где не должно быть видно следов крепежа. Виден будет только сам эксцентрик и то только с внутренней части. В дальнейшем его можно будет скрыть дополнительной заглушкой.
Расчет в Excel эксцентрикового зажима.
На рисунке ниже изображена геометрическая схема механизма зажима. К опорной поверхности прижимается фиксируемая деталь в результате поворота за рукоятку эксцентрика против часовой стрелки вокруг жестко закрепленной относительно опоры оси.

Программа в MS Excel:
В примере, показанном на скриншоте, по заданным размерам эксцентрика и силе, приложенной к рукоятке, определяется монтажный размер от оси вращения кулачка до опорной поверхности с учетом толщины детали, проверяется условие самоторможения, вычисляются усилие зажима и коэффициент передачи силы.
Значение коэффициента трения «деталь — эксцентрик» соответствует случаю «сталь по стали без смазки». Величина коэффициента трения «ось — эксцентрик» выбрана для варианта «сталь по стали со смазкой». Уменьшение трения в обоих местах повышает силовую эффективность механизма, но уменьшение трения в области контакта детали и кулачка ведет к исчезновению самоторможения.
Оригинальные конструкции
- Закладка в альпинизме в виде треугольной пластины с тросиком, применяемый в страховочно-спусковых устройствах для автоматического зажима верёвки в случае срыва.
- Френд (альпинизм) — закладка в альпинизме, представляет собой два эксцентрика на одной оси, направленные навстречу друг другу. При вставке этой закладки в трещину и приложении усилия на центральную ось эксцентрики упираются внешними сторонами в поверхность трещины, а центрами — друг в друга, и надёжно заклинивают. Для снятия закладки нужно снять нагрузку и свести эксцентрики друг к другу.
- В механизме педали для бас-барабана благодаря эксцентрику можно регулировать степень жесткости, скорость колотушки и силы удара. Впервые эксцентрики предложила в 1961 году фирма , позже проданная DW и Tama Благодаря разработке фирмы Pearl стала возможна смена эксцентриков, что позволяет приспособить педаль под любую технику игры.
- Эксцентриково-циклоидальное зацепление — одно из колёс имеет профиль эксцентрика.
- Эксцентриком называется быстрозатягивающий механизм для крепления оси колеса велосипеда. С его помощью можно снять/установить колесо без инструментов.
Эксцентрик своими руками чертежи. Зажим из дерева своими руками. Подготовка к работе
Простой в изготовлении, обладающий большим коэффициентом усиления, достаточно компактный эксцентриковый зажим, являющийся разновидностью кулачковых механизмов, обладает еще одним, несомненно, главным своим преимуществом.
. – мгновенным быстродействием. Если для того, чтобы «включить – выключить» винтовой зажим часто необходимо сделать минимум пару оборотов в одну сторону, а затем в другую, то при использовании эксцентрикового зажима достаточно повернуть рукоятку всего на четверть оборота. Конечно, по усилию зажима и величине рабочего хода превосходят эксцентриковые, но при постоянной толщине закрепляемых деталей в серийном производстве применение эксцентриков чрезвычайно удобно и эффективно. Широкое использование эксцентриковых зажимов, например, в стапелях для сборки и сварки малогабаритных металлоконструкций и элементов нестандартного оборудования существенно повышает производительность труда.
Рабочую поверхность кулачка чаще всего выполняют в виде цилиндра с окружностью или спиралью Архимеда в основании. Далее в статье речь пойдет о более распространенном и более технологичном в изготовлении круглом эксцентриковом зажиме.
Размеры кулачков эксцентриковых круглых для станочных приспособлений стандартизованы в ГОСТ 9061-68*. Эксцентриситет круглых кулачков в этом документе задан равным 1/20 от наружного диаметра для обеспечения условия самоторможения во всем рабочем диапазоне углов поворота при коэффициенте трения 0,1 и более.
На рисунке ниже изображена геометрическая схема механизма зажима. К опорной поверхности прижимается фиксируемая деталь в результате поворота за рукоятку эксцентрика против часовой стрелки вокруг жестко закрепленной относительно опоры оси.
Программа в MS Excel:
В примере, показанном на скриншоте, по заданным размерам эксцентрика и силе, приложенной к рукоятке, определяется монтажный размер от оси вращения кулачка до опорной поверхности с учетом толщины детали, проверяется условие самоторможения, вычисляются усилие зажима и коэффициент передачи силы.
Значение коэффициента трения «деталь — эксцентрик» соответствует случаю «сталь по стали без смазки». Величина коэффициента трения «ось — эксцентрик» выбрана для варианта «сталь по стали со смазкой». Уменьшение трения в обоих местах повышает силовую эффективность механизма, но уменьшение трения в области контакта детали и кулачка ведет к исчезновению самоторможения.

Алгоритм:
Если условие выполняется – самоторможение обеспечивается.
Что такое велосипедный эксцентрик

Эксцентриковый тип крепления появился относительно недавно, но прочно занял своё место. Основное применение он нашёл в креплении велосипедных колёс, подседельных штырей и в конструкциях складных велорам.
Помимо своих основных обязанностей эксцентрики используют в креплении различных дополнительных велосипедных аксессуаров, там, где присутствуют хомуты.
Принцип действия этого зажимного механизма состоит в том, что используемый вал цилиндрической формы со смещённой осью, преобразует своё вращательное движение в поступательное. Другими словами, при вращении вала, в точке крепёжного соприкосновения создаётся необходимое для фиксации давление.
Достоинства и недостатки эксцентриков
Главная причина появления этого крепежа – это удобство и простота использования. Для того чтобы демонтировать или закрепить то или иное оборудование, не нужны гаечные ключи, а по времени это займёт несколько секунд. По надёжности и силе затягивания эксцентрик не уступает традиционным гаечным крепежам.
Преимущества эксцентриков:
- Их трудно недооценить в дороге, когда есть необходимость быстро демонтировать колесо для его починки.
- При регулировке седла по высоте с одновременной центровкой относительно рамы велосипеда этот крепёж незаменим.
- Не все любят возить с собой наборы гаечных ключей. Это не столь тяжело, сколь не эстетично: ездить с гремящими ключами в подсумке.
Минусы эксцентриковой конструкции:
В отличии от обычной гайки, эта конструкция более сложная, а значит и более подвержена амортизации.
При длительном использовании пружины эксцентрика ослабевают, и крепление становиться ненадёжным.
На практике колеса, конечно, никто не терял, но последствия не замедлят о себе заявить. Основное из которых – нарушение регулировки тормозов, в первую очередь, дисковых.
Выявить ослабление крепления можно по изменению хода колеса, — появляется люфт.
Легкость в обращении с крепежом облегчает жизнь не только хозяину велосипеда, но и у другим недобросовестным гражданам.
Придя на место парковки двухколесного «коня», можно обнаружить только пристёгнутую раму с рулём. Хорошие колёса и качественное седло с подседелом – отличный трофей у «нечистых» на руку коллег.
Поэтому сэкономить на весе гаечных ключей не получится, поскольку их место займут противоугонные замки и блокираторы.
Приступаем к изготовлению тисков

Ну, а теперь – к работе, чтобы мечта превратилась в реальность. Находим остаток ни к чему негодного швеллера, размечаем его с помощью линейки и маркера и отрезаем при помощи болгарки необходимый кусок. Он станет основание для подвижной и неподвижной губки наших тисков.

Из подходящего по размеру равнополочного уголка после разметки отрезаем два одинаковых по длине куска, которые в тисках станут основанием губок наших самодельных тисков.

В середине полки одного из уголков – будущей подвижной губке тисков, намечаем центр отверстия, которое просверливаем на сверлильном станке.

На перемычке заготовки швеллера по ее центральной оси ближе к одному концу намечаем границы прорези, по которой будет двигаться подвижная губка наших тисков. Отмеченные точки накерниванием и сверлим отверстия, которые и будут концами прорези.

Вырезаем с помощью болгарки полоску металла в перемычке швеллера между этими двумя отверстиями и выбиваем ее сужающимся бойком молотка. Эта прорезь будет задавать пределы перемещения подвижной губки тисков.

Отрезаем болгаркой из подходящей металлической полосы два куска, длина которых равна ширине полки уголка. Они будут служить ограничителями для подвижной губки при ее движении вдоль прорези.
Далее соединяем уголок и швеллер с помощью болта и гайки в положение, которые они будут занимать в готовых тисках.

Зажимаем эту конструкцию в слесарные тиски и привариваем к уголку поперечно с двух сторон швеллера ограничители, придерживая их клещами. Чтобы их случайно не приварить к полкам швеллера, между ними на время сварки помещаем тонкий кусок резины, пластика или другого диэлектрического материала.
Затем из отслужившего свое молотка с круглой головкой отрезаем болгаркой цилиндрическую болванку по высоте примерно равную диаметру – заготовку будущего эксцентрикового зажима.

Намечаем на его торце точку с некоторым эксцентриситетом – отступом от центральной продольной оси цилиндра. По метке сверлим сквозное отверстие, параллельное оси нашей заготовки.

Из толстой полосы металла после разметки вырезаем два куска по длине и высоте равных полке равнополочного уголка. Это будущие накладки на губки быстрозажимных тисков.
Принцип работы дисковых тормозов

Пошаговая схема работы дисковых тормозов:
- При нажатии водителем на педаль тормоза, создает давление в тормозных трубках.
- Для механизма с фиксированной скобой: давление жидкости воздействует на поршни рабочих тормозных цилиндров с обоих сторон тормозного диска, которые, в свою очередь, прижимают к нему колодки. Для механизма с плавающей скобой: давление жидкости воздействует на поршень и корпус суппорта одновременно, заставляя последний перемещаться и прижимать колодку к диску с другой стороны.
- Диск, зажатый между двумя колодками, уменьшает скорость за счет силы трения. А это, в свою очередь, приводит к торможению автомобиля.
- После того, как водитель отпустит педаль тормоза, давление пропадает. Поршень возвращается в исходное положение за счет упругих свойств уплотнительной манжеты, а колодки отводятся с помощью небольшой вибрации диска в процессе движения.
Достоинства и недостатки
У мебельного соединения есть свои бесспорные преимущества, которые ценят мастера. А именно:
- Быстрота. С его помощью можно без лишних усилий собрать изделие. Для работы достаточно лишь подготовить обычную плоскую отвертку.
- Это самый надежный тип соединения. Выдерживает большую нагрузку. Идеально подходит для частых сборок-разборок. При этом не теряется качество и прочность соединения.
- Абсолютно не портит лицевую сторону изделия. При сборке важна эстетика. Они будут заметны лишь с внутренней стороны изделий.
Имеет хорошие положительные качества, но найдутся и некоторые недостатки. Рассмотрим их:
- Высокая стоимость. В отличие от них обычные конфирматы считаются бюджетными элементами. Если предполагается большое количество соединений, то наличие эксцентриков увеличит ее цену в несколько раз.
- Сложная технология установки. Использовать конфирмат намного проще. Для него понадобится только два отверстия. С минификсом все гораздо сложнее. Их нужно будет три.
- Необходимо иметь точное оборудование. Без него тяжело сделать точную разметку идеально ровно. В противном случае собрать мебель не удастся.
Серьезных недостатков подобные крепежи не имеют. Если хотите, чтобы изделия получились прочными и долговечными, то стоит выбирать только такой элемент.
Струбцина с автоматической фиксацией: как сделать
Польза такого инструмента, как струбцина известна всем мастерам. Не заменимая вещь для столярных и слесарных работ. Также струбцинами часто пользуются сварщики, строителе, автослесаря и домашние мастера. Конструкций и размеров струбцин различное множество, но в основном все они схожи тем, что их надо затягивать руками – закручивать затяжной винт, после чего предметы, на которые установлена струбцина, надежно фиксируются.Надо заметить, что муторное это дело, каждый раз закручивать и выкручивать винт струбцины, чтобы зафиксировать или освободить предмет.В интернете отыскал вариант струбцины с автоматической фиксацией. Такую струбцину не надо затягивать руками на фиксируемом предмете. Достаточно одного нажатия на верхний подвижный упор струбцины и предмет надежно притянут к краю верстака, допустим, деревянный брусок.
Освободить брусок тоже не составит труда, для этого надо снова нажать на верхний упор и “хватка” струбцины тут же ослабнет, брусок будет освобожден от струбцины.
Как сделать такую струбцину?
Сделать не сложно. Понадобится металлическая полоса и профильная труба 20 размера.
Струбцина состоит из двух упоров, нижнего неподвижного и верхнего подвижного.
Нижний упор
К отрезку металлической полосы с одного края вертикально привариваем профильную трубу. На полосу привариваем накладку сделанную из старого плоского напильника. На этом с изготовлением нижнего упора покончено.

Верхний упор
С его изготовлением будет немного сложнее. Отрезаем полосу такой же длины, что у нижнего упора. Мини дрелью с одного края отрезка полосы пропиливаем отверстие квадратной формы. Размер отверстия должен быть немного больше размера профильной трубы, по которой будет перемещаться это отрезок (верхний упор).
Отрезок с квадратной прорезью надо зажать в тиски и немного согнуть со стороны квадратного отверстия. В этом и заключается конструктивная особенность струбцины, благодаря которой верхний подвижный упор фиксируется на вертикальной профильной трубе.
Далее по размеру накладки (накладка из старого напильника приваренная к нижнему упору), отрезаем пластину и еще одну накладку из напильника (для верхнего упора).
Пластину поперек привариваем к отрезку с квадратным отверстием, по краям пластины сверлим обычные круглые отверстия под болты.
Накладку из напильника прикладываем к пластине с круглыми отверстиями. На накладке по отверстиям пластины делаем метки.
К меткам привариваем болты (шляпки у болтов следует отрезать, чтобы осталась только резьба).

Заготовки верхнего упора сделаны, соединяем их между собой. На приваренные болты устанавливаем пружины, болты вставляем в отверстия пластины, накручиваем барашковые гайки.
Верхний упор собран.

Соединяем нижний и верхний упор – вставляем профильную трубу в квадратное отверстие верхнего упора.
Самоделка готова к использованию!
Как пользоваться, описано в начале статьи. Так упор выглядит на зажатом бруске. Держится довольно крепко, руками не расшатать.

Пружины отжимают с одного края верхнюю пластину с квадратным отверстием, пластина становится на перекос, и стопорится на вертикальной профильной трубе. При повторном нажатии, пластина становится прямо и её снова можно перемещать по трубе.
Конструкционное исполнение
Классический храповый механизм предназначен для передачи прерывистого вращения в одном направлении. Чаще всего устанавливается для зубчатого колеса. Рассматриваемое устройство храпового механизма характеризуется следующими особенностями:
При изготовлении заготовки применяется технология литья и ковки
За счет этого обеспечивается высокая степень надежности. Наиболее важной частью любого устройства можно назвать зубчатые колеса. Они представлены колесами из металла, на поверхности которого есть зубья. Количество зубьев на поверхности зависит от целевого предназначения механизма
Как показывает практика, чаще всего встречается вариант исполнения с 12 зубьями для 30-градусного поворота. Для стяжных ремней-передач часто устанавливается вариант исполнения, который имеет только 6 зубьев.
Еще одним важным конструктивным элементом можно назвать собачку. Она выступает в качестве стопорного элемента. Основные свойства элемента и его схема расположения, определенные функции и размеры во многом зависят то конкретной модели и ее области применения.

Двойные стоячие фальцевые соединения
Для закатки двойных фальцевых соединений используются фальцевые клещи или же специальные рамки, включающие в себя два отдельных устройства, благодаря которым за два прохода получается выполнить эту работу. Такие рамки особенно актуальны при обустройстве кровли на небольших, но крайне неудобных участках.
Первый инструмент для двойного фальца необходим для стартового загибания углового фальца. Особых проблем в этом нет, да и физических усилий не потребуется, поэтому в подавляющем большинстве случаев эта операция выполняется с первого же раза. Чтобы закрыть двойной стоячий фальц, необходимо повторить операцию и со вторым приспособлением.

Для изготовления рамок используются сплавы, включающие в себя бронзу и нержавеющую сталь. Созданные таким образом инструменты имеют два важных преимущества – во-первых, они гораздо лучше скользят по обрабатываемой поверхности, а во-вторых, полимерный слой, расположенный на металлических листах, данными сплавами не повреждается. В некоторых моделях кровельных инструментов присутствуют еще и механизмы для фиксации на металлических листах, что упрощает работу и улучшает качество создаваемого замка.
Рамки – это едва ли не единственный инструмент для монтажа фальцевой кровли, при помощи которого можно выполнять монтажные работы, расположенные под большим наклоном, или же имеющие сложную форму. Кровельные рамки рассчитаны на ширину захвата от 200 до 240 мм, а предельная толщина металла, с которым они могут работать, варьируется в пределах от 0,5 до 0,8 мм. Для более точных данных стоит изучить документацию, приложенную к инструменту.
Наилучшим образом себя зарекомендовал ручной кровельный инструмент для кровли листовым железом производства компании STUBAI-Tooling Industries. Для производства компания использует высокоуглеродистую легированную сталь, которая проходит обработку ковкой и затачивается вручную. Изделия данной марки отличаются предельной износоустойчивостью даже при усиленной эксплуатации.
Минимальный набор ручного кровельного инструмента
Хорошие кровельщики по фальцевой кровле имеют в своем арсенале несколько десятков самых разных инструментов, наличие которых дает возможность решать всевозможные задачи. Ручной инструмент жизненно необходим для монтажа горизонтальных фальцев и отдельных элементов кровли, вроде выходящих на поверхность труб, вентиляционных отверстий, коньковых участков и пр.

Базовый набор ручного кровельного инструмента выглядит следующим образом:
- Клиновидная или прямоугольная киянка;
- Ножницы, позволяющие нарезать металл как прямо, так и под углом;
- Фальцевый молоток с короткой рукоятью;
- Кровельная оправка, необходимая для изгибания листового металла;
- Клещи, позволяющие разъединять двойной фальц (хапы);
- Набор плоскогубцев;
- Фальцевый шалязен.
Какой нужен кровельный инструмент для фальцевой кровли – приспособления и оборудование
Для обустройства крыши промышленных и жилых зданий нередко используется фальцевая кровля, имеющая в своем арсенале ряд достоинств. В качестве кровельного покрытия для фальцевой кровли выступают металлические оцинкованные листы, которые приходится монтировать вручную.

Монтаж листов осуществляется при помощи специального кровельного инструмента, который может иметь ручной, полуавтоматический или электрический привод. Для большого объема работ такой инструмент не подходит, поэтому при работе с крышами промышленных объектов используют фальцепрокатные станки, которые устанавливаются прямо на стройплощадке. В данной статье будет рассмотрен кровельный инструмент для фальцевой кровли, его разновидности и особенности.
Обслуживание тормозных дисков и колодок
Износ и замена дисков
Износ тормозных дисков напрямую связан со стилем вождения автомобилиста. Степень износа определяется не только километражем, но и ездой по плохим дорогам. Также на степень износа тормозных дисков влияет их качество.
Минимально допустимая толщина тормозного диска зависит от марки и модели транспортного средства.
Основными факторами, указывающими на то, что передние или задние тормозные диски необходимо менять, являются:
- биение дисков при торможении;
- механические повреждения;
- увеличение тормозного пути;
- снижение уровня рабочей жидкости.
Износ и замена колодок
Износ тормозных колодок, прежде всего, зависит от качества фрикционного материала. Немаловажную роль играет и стиль вождения. Чем интенсивнее будет торможение, тем сильнее износ.
Передние колодки изнашиваются быстрее задних за счет того, что при торможении они испытывают основную нагрузку. При замене колодок лучше менять их одновременно на обоих колесах, будь-то задние или передние.
Неравномерно могут изнашиваться и колодки, установленные на одну ось. Это зависит от исправности рабочих цилиндров. Если последние неисправны, то они сдавливают колодки неравномерно. Разница в толщине накладок в 1,5-2 мм может говорить о неравномерном износе колодок.
Существует несколько способов, позволяющих понять, нужно ли менять тормозные колодки:
- Визуальный, основанный на проверке толщины фрикционной накладки. На износ указывает толщина накладки в 2-3 мм.
- Механический, при котором колодки оснащаются специальными металлическими пластинками. Последние по мере истирания накладок начинают соприкасаться с тормозными дисками, из-за чего скрипят дисковые тормоза. Причиной скрипа тормозов является истирание накладки до 2-2,5 мм.
- Электронный, при котором используются колодки с датчиком износа. Как только фрикционная накладка сотрется до датчика, его сердечник соприкоснется с тормозным диском, электрическая цепь замкнется и загорится индикатор на приборной панели.
Электрические машинки для закатки листового железа
Чтобы свести к минимуму объем работ, которые потребуется выполнять вручную, стоит воспользоваться электрическими фальцезакаточными машинками, обеспечивающими качественное двойное соединение при минимальных усилиях, прикладываемых кровельщиком.
Рабочий процесс выглядит крайне просто: машинка для фальца устанавливается на необходимый участок и запускается. Продвигаясь по участку, устройство надежно и качественно закрывает двойной вертикальный фальц – и все это за единственный проход по панелям. В итоге получается солидная экономия сил и времени.
Типовые конструкции и использование
Эксцентрик представляет собой два соединённых жёстко вала со смещёнными осями (либо вал с нецентральным отверстием). Один из валов (либо ось) вставляется в кольцо на опоре, на второй (рабочий) вал надевается кольцо
, воспринимающее результирующее движение. По своей сути это
кривошип
очень маленького размера, и иногда эксцентрик используется именно в таком качестве, например, для создания вибраций. Однако чаще всего такая конструкция используется для регулировки: подвод опор колодок барабанных тормозов, регулировка натяжения приводных ремней на двигателях, согласование входов водопроводного смесителя и выходов на стене и т. п.
Эксцентрик сам по себе выполнен как в предыдущем пункте, однако результирующее движение воспринимается в одной или в двух противоположных точках плоскостью (торцом) поступательного либо качающегося звена — толкателя
. По своей сути это (простейший) вариант
кулачкового механизма
, создающий гармоничное движение, при котором перемещения толкателя пропорциональны косинусу (или синусу) угла поворота эксцентрика. Чаще всего применяется для привода поршней или мембран маломощных насосов (топливные насосы двигателей), а также для небольшого поступательного перемещения, например, преобразования вращательного движения ручки замка́ в возвратно-поступательное движение засова-защёлки.
Эксцентрик представляет собой диск или сектор диска с нецентральным отверстием с малым эксцентриситетом (расстоянием между осями диска и отверстия). Применяется для создания силы сжатия между центром вращения эксцентрика (обычно соединяемой тягой с противоположной стороной предмета сжимания) и точкой касания предмета внешней стороной эксцентрика. Используется эффект клина
, которым, по сути, является серповидный участок эксцентрика между отверстием вращения и внешней поверхностью. Поворот эксцентрика осуществляется непосредственно прикрепляемой ручкой. На этом принципе устроен легко зажимающийся болт, применяемый в велосипедах для быстрой фиксации положения его частей, а также зажим обрабатываемых изделий в станочных приспособлениях и съёмниках (шпильковерт).
Как правильно закрепить колеса на эксцентрике
Установка колёс, в зависимости от способа крепления, выполняется разными способами. Методы крепления на традиционные и регулируемые эксцентрики во многом схожи, но будут рассмотрены отдельно.
Крепление колеса простым эксцентриком
- Рычаг крепления переводится в открытое состояние «Open”.
- Колесо устанавливается в дропауты так, чтобы втулка плотно прилегала к внутренней площади перьев велосипедной вилки.
- Переводим рычаг эксцентрика в состояние регулировки: промежуточное между “Open” и “Close”.
- Не плотно затягиваем регулировочную гайку, оставляем небольшой зазор.
- Переводим эксцентрик в положение “Close”.
- При манипуляции рычагом тактильно должно наблюдаться определённое сопротивление. Если сопротивление непреодолимо, то необходимо открутить гайку регулировки на один оборот.
- Если рычат закрывается без усилия, то гайку регулировки нужно подтянуть.
Применяемая сила для закрытия эксцентрика не должна быть ниже 5-6 кг (54 Н) и выше 20 кг (200 Н).
При закрытии эксцентрика, проследите, чтобы рычаги в закрытом состоянии не прикасались и не мешали другим элементам велосипеда (щитков, багажника и т.д.).
После закрепления колеса необходимо выполнить диагностику:
- Рычаг эксцентрика не должен вращаться вокруг своей оси.
- Колесо должно крутиться строго в своей плоскости и быть надёжно зафиксировано.
Для проверки фиксации следует приподнять велобайк и сверху по колесу ударить.
Для демонтажа колеса нужно открыть эксцентрик, т.е. перевести его в положение “Close”, открутить гайку регулировки на несколько полных оборотов (3-4) и вынуть колесо из дропаутов велосипеда.
Крепление колеса эксцентриком типа “Clix”
В отличии от традиционного механизма, где силовой зажим необходимо регулировать при каждом демонтаже, система “Clix” с её конструкцией позволяет пользоваться однажды произведённой регулировкой всегда.
Однако эта конструктивная особенность механизма не позволяет использовать однажды отрегулируемый эксцентрик на других велосипедных вилках или с другими колёсами.
Порядок установки колеса способом “Clix”
- Переводим эксцентрик в положение “Open”. Прижимаем чашку механизма с рычагом эксцентрика и плотно вставляем колесо в дропауты велосипеда.
- Переводим эксцентрик в фиксирующее положение “Close”. При закрытии крепёжного механизма, рычаг эксцентрика вращать не допускается, поскольку это может привести к ухудшению качества крепления.
Заблаговременно, т.е. до фиксации эксцентрика, установите рычаг в таком положение, чтобы после его закрытия он не мешал и не соприкасался с другими элементами велосипеда.
Проведите проверку надёжности крепления колеса, так же, как и при креплении традиционным эксцентриком.
Подводя итоги, следует упомянуть о том, что развитие велосипедных эксцентриков не окончено.
Главный минус их, как показывает практика, — это повышенный риск съёма велосипедного оборудования недоброжелателями. Однако, существуют противоугонные велосипедные эксцентрики.
В одних конструкциях для обеспечения безопасности вместо рычагов используют шестигранные ключи, а в других – фиксирующий рычаг оснащают секретами, например, открытие эксцентрика только в перевёрнутом положении (велосипед на руле и седле).
Быстрозажимная струбцина – самоделка
В арсенале мастеров столярного дела, которые выполняют большой объем работ по склеиванию, имеются корпусные струбцины, такие как Bessey KR Revo, струбцины GROZ, быстрозажимные или трубные струбцины.

Сложно представить замену профессиональному столярному зажиму, но что же делать, когда струбцины нет под рукой, негде ее купить или нет возможности заказать доставку.
Решение этой проблемы предлагает японский мастер по деревообработке и по совместительству блогер с YouTube канала Self-Build
. Свое видение того, как создать крафтовые DIY струбцины он показал в новом ролике.

Идея заключается в том, чтобы для изготовления использовать самые обыкновенные материалы: обрезки деревянного бруса различных размеров и простейшие крепежные элементы — такие как перфорированные пластины и болты с гайками. Зажимной механизм струбцины надежно зафиксирует детали, при этом, его легко подстроить под различную длину заготовок.
Инструменты для рулонного монтажа фальцевой кровли
Для реализации рулонной технологии чаще всего используются отечественные станки Мобипроф, которые позволяют создавать кровельный зажим без швов. Лучше всего выполнять такую работу под присмотром профессионального кровельщика.
Монтаж выполняется по следующей технологии:
- Сначала нужно на крышу поднять выбранный станок и рулонный металл;
- Металлическая полоса заводится в рабочие элементы станка, прокатывается и обрезается;
- Подготовленные кровельные панели укладываются должным образом;
- Кляммеры (металлические полоски небольшой ширины, позволяющие закрыть все зазоры, которые могут быть в кровле) крепятся к обрешетке;
- При помощи ручного кровельного инструмента закатывается двойное фальцевое соединение.

Чтобы не возиться с ручным созданием соединения, можно воспользоваться станком, позволяющим создать самозащелкивающиеся фальцы. Станок СФПЗ значительно ускоряет процесс монтажа кровельных панелей. Как правило, такое оборудование используется на двухскатных кровлях большой площади с уклоном выше 15 градусов.
Состав и виды
- стойка (шток);
- футорка (выполняет функцию гайки);
- эксцентрик;
- металлическая или пластиковая втулка, дюбель;
- заглушка для минификса – на усмотрение изготовителя.
Сборка массивных элементов мебели подразумевает использование усиленного эксцентрика, который облачен в корпус и имеет добавочную футорку. Стяжку в данном случае можно закрутить, установив отвертку под наклоном.
Производители фурнитуры также предлагают сборщикам мебели угловые (с шарниром) и двухсторонние эксцентрики. Только в последнее время они не пользуются спросом.
Знаете ли Вы что: самой популярной на сегодняшний день является стяжка, имеющая стойку с нанесенной резьбой под ЛДСП, без втулки из пластика.
Все составные части эксцентрика подразделяются по следующим параметрам:
- роду футорки;
- размеру и диаметру;
- виду стойки – короткая (до 3,8 см), длинная (до 5,8 см), двусторонняя;
- виду прикрепления стойки – саморез или винт.
Используются подобные минификсы для сборки изделий из древесно-стружечной плиты или ЛДСП. Применять такие стяжки желательно в укромных местах, где практически не будет заметно крепежных следов. Разглядеть можно только эксцентрик, да и то лишь с внутренней стороны. В последствии, для придания эстетического вида мебели, его скрывают заглушкой.
Стоит учесть: наиболее востребована мебельная фурнитура немецкой фирмы Hettich rastex, отличающаяся превосходным качеством и надежностью.
