Перейти к содержанию
На чтение 2 мин Обновлено 23 ноября, 2021
Содержание
- Полезная информация
- Купить отводы, направить заявку — tks@tekkos.ru или посмотреть фото отводов по ГОСТ 17375 в Каталоге .
- Для расчета транспортных расходов по перевозке отводов:
Полезная информация
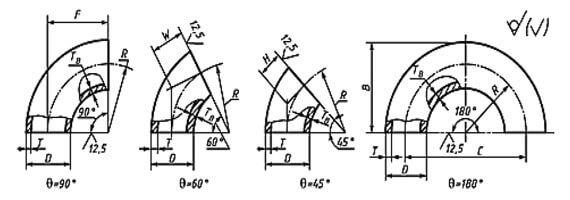
DN — условный проход;
D – наружный диаметр по торцам отвода;
T — толщина стенки отвода по торцам наружного диаметра;
Tв – толщина стенки отводов в не торцевых сечениях;
С — размер между центрами торцов отводов с углом 180°;
В — размер между плоскостью торцов и наиболее удаленной от нее точкой наружной поверхности отводов с углом 180°;
F — размер между плоскостью одного торца и центром другого торца отводов с углом 90°;
Н — размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с углом 45°;
R — радиус кривизны осевой линии (радиус изгиба) отводов;
W — размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с углом 60°.
Купить отводы, направить заявку — tks@tekkos.ru или посмотреть фото отводов по ГОСТ 17375 в Каталоге .
Для расчета транспортных расходов по перевозке отводов:
Вес отвода 30° = вес отвода 90° умножить на коэффициент 0,4.
Вес отвода 45° = вес отвода 90° умножить на коэффициент 0,5.
Вес отвода 60° = вес отвода 90° умножить на коэффициент 0,7.
Вес отвода 180° = вес отвода 90° умножить на коэффициент 2.
Таблица 1. Вес и размеры отводов ГОСТ 17375-01 Исполнение 1:
| DN | D | T (стенка) | F = R | H | С | В | Масса, кг, 1 отвода 90° | ||
|---|---|---|---|---|---|---|---|---|---|
| 15 | 21,3 | 2/3,2/4 | 28 | 14 | 56 | 38 | 0,04 | 0,06 | 0,07 |
| 20 | 26,9 | 2/3,2/4 | 29 | 14 | 58 | 43 | 0,06 | 0,08 | 0,10 |
| 25 | 33,7 | 2,3/3,2/4,5 | 38 | 18 | 76 | 56 | 0,11 | 0,16 | 0,19 |
| 32 | 42,4 | 2,6/3,6/5 | 48 | 23 | 96 | 69 | 0,19 | 0,26 | 0,35 |
| 40 | 48,3 | 2,6/3,6/5 | 57 | 29 | 114 | 82 | 0,26 | 0,36 | 0,47 |
| 50 | 60,3 | 2,9/4/5,6 | 76 | 35 | 152 | 106 | 0,50 | 0,67 | 0,89 |
| 65 | 76,1 | 2,9/5/7,1 | 95 | 44 | 190 | 133 | 0,79 | 1,50 | 1,80 |
| 80 | 88,9 | 3,2/5,6/8 | 114 | 51 | 228 | 159 | 1,20 | 2,10 | 2,80 |
| 100 | 114,3 | 3,6/6,3/8,8 | 152 | 64 | 304 | 210 | 2,40 | 4 | 5,40 |
| 125 | 139,7 | 4,0/6,3/10 | 190 | 79 | 380 | 260 | 4,00 | 6,20 | 9,60 |
| 150 | 168,3 | 4,5/7,1/11 | 229 | 95 | 457 | 313 | 6,50 | 10 | 15 |
| 200 | 219,1 | 6,3/8/12,5 | 305 | 127 | 610 | 414 | 16 | 20 | 31 |
| 250 | 273,0 | 6,3/10 | 381 | 159 | 762 | 518 | 25 | 39 | |
| 300 | 323,9 | 7,1/10 | 457 | 190 | 914 | 619 | 40 | 56 | |
| 350 | 355,6 | 8/11 | 533 | 222 | 1066 | 711 | 57,00 | 78 | |
| 400 | 406,4 | 8,8/12,5 | 610 | 254 | 1220 | 813 | 82,00 | 117 | |
| 450 | 457,0 | 10,0 | 686 | 286 | 1372 | 914 | 119,00 | ||
| 500 | 508,0 | 11,0 | 762 | 318 | 1524 | 1016 | 162,00 | ||
| 600 | 610,0 | 12,5 | 914 | 381 | 1828 | 1219 | 266,00 | ||
| 700 | 711,0 | — | 1067 | 444 | 2134 | 1422 | — | ||
| 800 | 813,0 | — | 1219 | 507 | 2238 | — | — | ||
| 900 | 914,0 | — | 1372 | 570 | 2744 | — | — | ||
| 1000 | 1016,0 | — | 1524 | 634 | 3048 | — | — |
Таблица 2. Вес и размеры отводов ГОСТ 17375-01 Исполнение 2
| DN | D | Т (стенка) | F = R | W | Н | С | В | Масса отвода 90°, кг |
|---|---|---|---|---|---|---|---|---|
| 25 | 32 | 2 | 38 | 22 | 18 | 76 | 56 | 0,1 |
| 2,5 | 0,2 | |||||||
| 3 | 0,2 | |||||||
| 3,5 | 0,2 | |||||||
| 32 | 38 | 2 | 48 | 28 | 23 | 96 | 69 | 0,2 |
| 2,5 | 0,2 | |||||||
| 3 | 0,2 | |||||||
| 3,5 | 0,3 | |||||||
| 4 | 0,3 | |||||||
| 40 | 45 | 2,5 | 60 | 35 | 25 | 120 | 83 | 0,3 |
| 3 | 0,3 | |||||||
| 3,5 | 0,4 | |||||||
| 4 | 0,4 | |||||||
| 5 | 0,5 | |||||||
| 50 | 57 | 2,5 | 75 | 43 | 80 | 150 | 104 | 0,4 |
| 3 | 0,5 | |||||||
| 3,5 | 0,6 | |||||||
| 4 | 0,7 | |||||||
| 4,5 | 0,7 | |||||||
| 5 | 0,8 | |||||||
| 5,5 | 0,9 | |||||||
| 6 | 1 | |||||||
| 65 | 76 | 3 | 100 | 57 | 41 | 200 | 138 | 0,8 |
| 3,5 | 1 | |||||||
| 4 | 1,1 | |||||||
| 4,5 | 1,3 | |||||||
| 5 | 1,4 | |||||||
| 5,5 | 1,6 | |||||||
| 6 | 1,7 | |||||||
| 7 | 2 | |||||||
| 8 | 2,2 | |||||||
| 80 | 89 | 3 | 120 | 69 | 50 | 240 | 165 | 1,2 |
| 3,5 | 1,4 | |||||||
| 4 | 1,5 | |||||||
| 4,5 | 1,7 | |||||||
| 5 | 1,9 | |||||||
| 5,5 | 2,1 | |||||||
| 6 | 2,3 | |||||||
| 7 | 2,7 | |||||||
| 8 | 3 | |||||||
| 100 | 102 | 3,5 | 150 | 87 | 62 | 300 | 201 | 2,1 |
| 4 | 2,4 | |||||||
| 4,5 | 2,6 | |||||||
| 5 | 2,9 | |||||||
| 6 | 3,4 | |||||||
| 7 | 3,9 | |||||||
| 8 | 4,5 | |||||||
| 9 | 5 | |||||||
| 10 | 5,5 | |||||||
| 108 | 3,5 | 204 | 2,2 | |||||
| 4 | 2,5 | |||||||
| 4,5 | 2,8 | |||||||
| 50 | 3,1 | |||||||
| 6 | 3,6 | |||||||
| 7 | 4,1 | |||||||
| 8 | 4,7 | |||||||
| 9 | 5,3 | |||||||
| 10 | 5,8 | |||||||
| 114 | 3,5 | 207 | 2,2 | |||||
| 4 | 2,6 | |||||||
| 4,5 | 2,9 | |||||||
| 5 | 3,3 | |||||||
| 6 | 3,8 | |||||||
| 7 | 4,4 | |||||||
| 8 | 5 | |||||||
| 9 | 5,7 | |||||||
| 10 | 6,1 | |||||||
| 125 | 133 | 3,5 | 190 | 110 | 79 | 380 | 257 | 3,3 |
| 4 | 3,8 | |||||||
| 4,5 | 4,3 | |||||||
| 5 | 4,8 | |||||||
| 6 | 5,7 | |||||||
| 7 | 6,5 | |||||||
| 8 | 7,4 | |||||||
| 9 | 8,2 | |||||||
| 10 | 9,1 | |||||||
| 11 | 10 | |||||||
| 12 | 11 | |||||||
| 150 | 159 | 4 | 225 | 130 | 93 | 450 | 305 | 5,4 |
| 4,5 | 6,1 | |||||||
| 5 | 6,7 | |||||||
| 6 | 8,1 | |||||||
| 7 | 9,4 | |||||||
| 8 | 11 | |||||||
| 9 | 12 | |||||||
| 10 | 13 | |||||||
| 11 | 14 | |||||||
| 12 | 16 | |||||||
| 13 | 17 | |||||||
| 14 | 18 | |||||||
| 168 | 4 | 5,6 | ||||||
| 4,5 | 6,4 | |||||||
| 5 | 7,1 | |||||||
| 6 | 8,5 | |||||||
| 7 | 9,8 | |||||||
| 8 | 11,2 | |||||||
| 9 | 12,5 | |||||||
| 10 | 14 | |||||||
| 11 | 15 | |||||||
| 12 | 16 | |||||||
| 13 | 17,5 | |||||||
| 14 | 19 | |||||||
| 200 | 219 | 5 | 300 | 173 | 124 | 600 | 410 | 13 |
| 6 | 15 | |||||||
| 7 | 17 | |||||||
| 8 | 20 | |||||||
| 9 | 22 | |||||||
| 10 | 25 | |||||||
| 11 | 27 | |||||||
| 12 | 29 | |||||||
| 13 | 32 | |||||||
| 14 | 34 | |||||||
| 15 | 37 | |||||||
| 16 | 39 | |||||||
| 17 | 42 | |||||||
| 18 | 44 | |||||||
| 250 | 273 | 6 | 375 | 217 | 155 | 750 | 512 | 23 |
| 7 | 27 | |||||||
| 8 | 31 | |||||||
| 9 | 35 | |||||||
| 10 | 39 | |||||||
| 11 | 43 | |||||||
| 12 | 46 | |||||||
| 13 | 50 | |||||||
| 14 | 54 | |||||||
| 15 | 58 | |||||||
| 16 | 61 | |||||||
| 17 | 66 | |||||||
| 18 | 70 | |||||||
| 20 | 78 | |||||||
| 22 | 85 | |||||||
| 300 | 325 | 7 | 450 | 260 | 186 | 900 | 613 | 39 |
| 8 | 45 | |||||||
| 9 | 50 | |||||||
| 10 | 56 | |||||||
| 11 | 61 | |||||||
| 12 | 66 | |||||||
| 13 | 72 | |||||||
| 14 | 77 | |||||||
| 15 | 82 | |||||||
| 16 | 87 | |||||||
| 17 | 92 | |||||||
| 18 | 96 | |||||||
| 20 | 107 | |||||||
| 22 | 118 | |||||||
| 24 | 130 | |||||||
| 26 | 141 | |||||||
| 28 | 150 | |||||||
| 350 | 377 | 9 | 525 | 303 | 217 | 1050 | 714 | 68 |
| 10 | 75 | |||||||
| 11 | 83 | |||||||
| 12 | 90 | |||||||
| 13 | 97 | |||||||
| 14 | 104 | |||||||
| 15 | 112 | |||||||
| 16 | 119 | |||||||
| 18 | 133 | |||||||
| 20 | 147 | |||||||
| 22 | 161 | |||||||
| 24 | 175 | |||||||
| 26 | 188 | |||||||
| 28 | 201 | |||||||
| 30 | 214 | |||||||
| 32 | 228 | |||||||
| 400 | 426 | 8 | 600 | 346 | 248 | 1200 | 813 | 78 |
| 9 | 87 | |||||||
| 10 | 97 | |||||||
| 11 | 107 | |||||||
| 12 | 117 | |||||||
| 13 | 126 | |||||||
| 14 | 135 | |||||||
| 15 | 145 | |||||||
| 16 | 154 | |||||||
| 17 | 164 | |||||||
| 18 | 173 | |||||||
| 20 | 192 | |||||||
| 22 | 210 | |||||||
| 24 | 230 | |||||||
| 26 | 249 | |||||||
| 28 | 268 | |||||||
| 30 | 286 | |||||||
| 32 | 306 | |||||||
| 34 | 324 | |||||||
| 500 | 530 | 9 | 750 | 433 | 310 | 1500 | 1015 | 138 |
| 10 | 153 | |||||||
| 11 | 168 | |||||||
| 12 | 183 | |||||||
| 13 | 198 | |||||||
| 14 | 212 | |||||||
| 15 | 227 | |||||||
| 16 | 242 | |||||||
| 17 | 256 | |||||||
| 18 | 270 | |||||||
| 20 | 298 | |||||||
| 22 | 327 | |||||||
| 24 | 356 | |||||||
| 26 | 385 | |||||||
| 28 | 413 | |||||||
| 30 | 440 | |||||||
| 32 | 467 | |||||||
| 34 | 494 | |||||||
| 36 | 520 | |||||||
| 600 | 630 | 9 | 900 | 519 | 373 | 1800 | 1215 | 198 |
| 10 | 219 | |||||||
| 11 | 245 | |||||||
| 12 | 261 | |||||||
| 13 | 282 | |||||||
| 14 | 302 | |||||||
| 15 | 324 | |||||||
| 16 | 345 | |||||||
| 17 | 366 | |||||||
| 18 | 387 | |||||||
| 20 | 429 | |||||||
| 22 | 471 | |||||||
| 24 | 513 | |||||||
| 26 | 554 | |||||||
| 28 | 595 | |||||||
| 30 | 636 | |||||||
| 32 | 678 | |||||||
| 700 | 720 | 9 | 1000 | 577 | 404 | 2000 | 1360 | 248 |
| 10 | 275 | |||||||
| 11 | 302 | |||||||
| 12 | 329 | |||||||
| 13 | 356 | |||||||
| 14 | 383 | |||||||
| 15 | 410 | |||||||
| 16 | 436 | |||||||
| 17 | 462 | |||||||
| 18 | 489 | |||||||
| 20 | 542 | |||||||
| 22 | 595 | |||||||
| 24 | 647 | |||||||
| 26 | 698 | |||||||
| 28 | 750 | |||||||
| 30 | 801 | |||||||
| 32 | 852 | |||||||
| 800 | 820 | 9 | 1200 | 693 | 485 | 2400 | 1610 | 339 |
| 10 | 376 | |||||||
| 11 | 413 | |||||||
| 12 | 450 | |||||||
| 13 | 487 | |||||||
| 14 | 524 | |||||||
| 15 | 561 | |||||||
| 16 | 598 | |||||||
| 17 | 636 | |||||||
| 18 | 670 | |||||||
| 20 | 743 | |||||||
| 22 | 815 | |||||||
| 24 | 887 | |||||||
| 26 | 959 | |||||||
| 28 | 1030 | |||||||
| 30 | 1101 | |||||||
| 32 | 1171 |
Примеры условных обозначений отводов по ГОСТ 17375-2001:
Источник
Содержание
- Как рассчитать сегментный отвод
- Как сделать сварной отвод по чертежам?
- Посмотрите демонстрационный ролик
- Изготовление секторных отводов
- Изготовление тройников
- Изготовление переходов
- Изготовление труб из обечаек
- Технология изготовления
- Таблица 1.
- Секторные сварные отводы. Изготовление отводов из рыбок.
- Секторные сварные отводы. Изготовление отводов из рыбок.
- Секторные сварные отводы. Изготовление отводов из рыбок.
- Отводы сварные секторные
- Отводы сварные секторные:
- Отводы по ОСТ 36-21-77
- Отводы по ОСТ 34.10.752-97
Как рассчитать сегментный отвод
Как сделать сварной отвод по чертежам?
Изготовление шаблона и разметка по нему производятся следующим образом: на листе бумаги, картона, паронита или толи вычерчивают развертку всего элемента фасонной части или его конца с линией сопряжения. Затем развертка обрезается ножницами, образуя шаблон, который накладывается на размечаемую трубу и обводится мелом; по мелу вырезается нужный элемент или его часть.
Введите в жёлтые ячейки таблицы характеристики отвода, длину отрезков на оси X и вы мгновенно получите ординаты и абсциссы точек построения.

Перенесите эти точки на паронит или картон и плавно соедините их между собой.

Вы получили лекало крайнего полузвена отвода.

Зеркально отображаем развёртку крайнего полузвена относительно горизонтальной оси и получаем всем известную «рыбку». С её помощью размечают средние элементы отвода.

Правильно изготовленное лекало, свёрнутое кольцом и уложенное на плоскость не имеет зазоров.
При разметке звеньев необходимо иметь в виду следующее:


2. При пользовании предложенными методами разметки не должно получаться отходов или неиспользованных труб. При вырезке звеньев из листового материала в целях рационального его использования разметку звеньев следует производить так, чтобы они располагались на листе, как указано на рис. 2. В этом случае после вырезки и сварки звеньев сварные швы будут располагаться как на шейке, так и на затылке звена или стакана. В тех случаях, когда отводы изготовляются из толстого листового материала (толщиной более 2 мм), рекомендуется материал предварительно свальцевать и превратить в трубу, а затем произвести разметку, вырезку и сварку нужных элементов.
Совет 1. Никогда не верьте ГОСТовскому диаметру трубы. Перед тем, как изготавливать шаблон, определите длину шаблона. Плотно оберните выбранный материал вокруг трубы, сделайте засечку, разверните будущий шаблон и замерьте длину окружности. Меняя при вводе в таблицу значение диаметра трубы добейтесь совпадения измеренной длины с расчётной длиной шаблона. На трубе, предназначенной для изготовления отвода мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.

Во вложении имеется таблица с макросом, который умеет строить шаблон изделия с заданными Вами характеристиками в натуральную величину.

Распечатайте его и пользуйтесь.
Посмотрите демонстрационный ролик
(Рисунки, описания, формулы были взяты из книги И.Х. Бродянского «Разметка сварных фасонных частей трубопроводов», 1963 г.)
Источник
Изготовление секторных отводов
Изготовление тройников

Изготовление переходов

Изготовление труб из обечаек
Секторные отводы или сварные сегментные отводы является неотъемлемой деталью в трубопроводах любого назначения и масштаба. Изделия представляют собой трубу, изогнутую под разным углом —30, 45, 60, 90 градусов, по внешнему виду напоминающую колено. Мы изготавливает секторные отводы разного диаметра, которые устанавливаются в местах, где трубопроводная трасса имеет изгиб и меняет свое направление.
Технология изготовления
 Секторные отводы состоят из отдельных сегментов, которые свариваются между собой прочным швом. Для изготовления такой арматуры применяются:
Секторные отводы состоят из отдельных сегментов, которые свариваются между собой прочным швом. Для изготовления такой арматуры применяются:
Изготавливается трубная арматура по специальным шаблонам, которые получили название «рыбки». Чтобы упростить процесс их создания используется обычная бумага. С помощью шаблона на заготовку наносятся разметки. Подготовленная деталь разрезается на отдельные сегменты (сектора, полусектора) и после того как будет определен нужный угол поворота осуществляется сборка в единый элемент.
Справка! Сектор представляет собой деталь, в которой отсутствуют прямые углы скоса. Располагается в середине отвода. Сектор предназначен выполнять функцию соединительного элемента для полусекторов. Полусектор является частью секторного отвода, с одной стороны имеется прямой угол, с другой — угол идет на скос (15˚ или 22˚30´).
При порезке трубы под углом следует пользоваться таблицей 1, в которой указаны размеры сварных отводов, секторов и полусекторов.
Таблица 1.
Размер L отводов под углом
Размеры секторов и полусекторов
Источник
Секторные сварные отводы. Изготовление отводов из рыбок.

Секторные сварные отводы. Изготовление отводов из рыбок.
В этой статье речь пойдет о секторных отводах, о их изготовлении и разметке труб на сектора с помощью таблиц. В одной из своих статей я уже писал общую статью про отводы, в том числе про секторные. Но она скорее всего вводная и в ней не приведены конкретные цифры и таблицы про разметку секторных отводов, или как их еще называют сварные отводы, на сегменты.
Для того, чтобы изготовить такие отводы изготавливают специальные шаблоны, по которым размечают трубу, а затем и режут ее на отдельные части (сектора и полусектора). Эти шаблоны называются «рыбками» (Рис. 2,3). Для простоты разметки такого шаблона (рыбки) используют обычную бумагу.
Сначала необходимо выбрать угол поворота отвода, который нам нужен (30˚, 45˚, 60 ˚, 90 ˚). Затем из рис.1. собрать наш отвод из секторов и полусекторов.

Рис.1. Сектора и полусектора сварных отводов.
Полусектор — это часть секторного отвода, которая с одной своей стороны имеет прямой, а с другого конца скошенный угол
Сектор — это деталь без прямых углов скоса, является соединительной частью полусекторов в середине отвода.
Если есть возможность порезки трубы под углом, пользуются таблицей 1. Размеры сварных отводов, секторов и полусекторов., но она также необходима для размеров для справки, сверки порезанных частей, при сборке и расчете веса отводов.
Таблица 1.
Размеры сварных отводов, секторов и полусекторов.
| Dу | Dн | R | Размер l отводов под углом | Размеры секторов и полусекторов | ||||||||
| 90° | 60° | 45° | 30° | Деталь 1 | Деталь 2 | Деталь 3 | ||||||
| а | а1 | в | в1 | с | с1 | |||||||
| 150 | 159 | 300 | 300 | 173 | 125 | 80 | 118 | 204 | 59 | 102 | 91 | 158 |
| 200 | 219 | 400 | 400 | 231 | 165 | 107 | 156 | 274 | 78 | 137 | 120 | 211 |
| 250 | 273 | 500 | 500 | 289 | 207 | 134 | 195 | 342 | 97 | 171 | 151 | 264 |
| 300 | 325 | 600 | 600 | 346 | 249 | 160 | 234 | 410 | 117 | 205 | 181 | 316 |
| 350 | 377 | 700 | 700 | 405 | 290 | 188 | 274 | 476 | 137 | 238 | 212 | 368 |
| 400 | 426 | 800 | 800 | 462 | 332 | 215 | 315 | 544 | 158 | 272 | 243 | 420 |
Затем с помощью таблицы 2,3 размечают шаблон(рыбку) (Рис. 2,3). Отмечают общую длину L (Таблица 2,3), после делят шаблон (рыбку) на 16 равных частей L/16 и отмечают все размеры. Шаблон (рыбка) зеркальный, поэтому можно разметить 9 точек, сложить пополам и разметить остальные точки.

Рис.2. Шаблон для разметки полусекторов.

Рис.3. Шаблон для разметки секторов.
Таблица 2.
Таблица разметки полусекторов и скошенных концов труб.
| Угол скоса | Dн | L | y1 | y2 | y3 | y4 | y5 | y6 | y7 | y8 | y9 |
| 15° | 159 | 499,3 | 59,1 | 60,7 | 65,3 | 72,2 | 80,4 | 88,5 | 95,4 | 100,0 | 101,7 |
| 219 | 687,7 | 77,9 | 80,1 | 86,5 | 96,0 | 107,2 | 118,4 | 128,0 | 134,3 | 136,5 | |
| 273 | 857,2 | 97,4 | 100,2 | 108,1 | 120,0 | 134,0 | 148,0 | 159,8 | 167,7 | 170,6 | |
| 325 | 1020,5 | 117,3 | 120,6 | 130,0 | 144,1 | 160,8 | 177,4 | 191,5 | 201,0 | 204,4 | |
| 377 | 1183,8 | 137,1 | 140,9 | 151,9 | 168,3 | 187,6 | 207,0 | 223,3 | 234,3 | 238,1 | |
| 426 | 1337,6 | 157,3 | 161,7 | 174,0 | 192,5 | 214,4 | 236,2 | 254,8 | 267,1 | 271,5 | |
| 22° 30´ | 159 | 499,3 | 91,3 | 93,8 | 100,9 | 111,6 | 124,3 | 137,0 | 147,4 | 154,6 | 157,2 |
| 219 | 687,7 | 120,4 | 123,8 | 133,7 | 148,4 | 165,7 | 183,0 | 197,7 | 207,6 | 211,0 | |
| 273 | 857,2 | 150,5 | 155,0 | 167,7 | 185,5 | 207,4 | 228,7 | 247,6 | 259,2 | 263,7 | |
| 325 | 1020,5 | 181,3 | 186,4 | 201,0 | 222,7 | 248,5 | 274,2 | 296,0 | 310,7 | 316,0 | |
| 377 | 1183,8 | 212,0 | 217,8 | 260,1 | 290,0 | 290,0 | 319,8 | 345,1 | 362, 1 | 368,0 | |
| 426 | 1337,6 | 243,1 | 250,0 | 268,9 | 297,5 | 331,4 | 365,1 | 393,8 | 412,8 | 419,6 |
Таблица 3.
Таблица разметки секторов.
Dн – наружный диаметр трубы, мм;
L – общая длина шаблона (сектора, полусектора), мм.
Секторные сварные отводы. Изготовление отводов из рыбок.
Для определения веса готового секторного отвода, пользуются формулой:
L — развернутая длина отвода, мм;
q — линейная плотность трубы из которой изготавливался отвод, к г/м.
Расчет развернутой длины отвода рассчитается для каждого угла поворота по отдельности:
L = (в + в1 );
L = (с + с1);
L = (а + а1);
L = 1,5( а + а1).
Данные (а,а1,с,с1,в,в1) берутся из Таблицы 1. Размеры сварных отводов, секторов и полусекторов.
Примечание:
Возможно изготовление сварных отводов без полусекторов, трубы присоединяются к отводу под скосом в 22˚30´.
Расстояние между продольными швами в сварных отводах из электросварной трубы должно быть больше 100 мм.
Источник
Отводы сварные секторные
Отводы сварные секторные (сегментные) используются для соединения труб большого диаметра с определенным углом поворота потока, работающих в условиях невысокого давления. Угол поворота сварного отвода зависит от области применения и условий эксплуатации данной детали. Отвод сварной секторный может быть изготовлен под разными углами, но наиболее распространенные отводы секторные сварные имеют угол в 30°, 45°, 60° и 90°. На сегодняшний день, практически во всех строительствах трубопроводов или теплотрасс используются сварные секторные отводы. На рисунке, приведенном ниже, вы можете посмотреть как схематично выглядят отводы сварные секторные:
Отводы сварные секторные:

Отводы сварные секторные чаще всего изготавливаются по двум стандартам: ОСТ 36-21-77 (для нефтепроводов) и ОСТ 34 10.752-97 (для трубопроводов воды и пара). Отводы сварные секторные изготавливаются из листа стали или трубы путем изготовления конусообразных колец с дальнейшей их сваркой в отвод (колено). Такие отводы идут от диаметра 530мм и выше. Отличительной особенностью сварных отводов является цена, как правило, она в разы ниже цены на отводы крутоизогнутые цельнотянутые и отводы штампосварные больших диаметров, это обусловлено простым процессом их изготовления.
В нижеприведенных таблицах указаны все виды отводов сварных секторных по ОСТ 36-21-77 и ОСТ 34 10.752-97 поставляемые нашей компанией, а также все характеристики данных отводов:
Отводы по ОСТ 36-21-77
| Размеры, мм | Условное давление Ру МПа | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Dу | Dн | R | L отводов под углом | Н | s | неагрес-сивных | среднеаг-рессивных | |||||
| секторов | полусекторов с углом | |||||||||||
| 90° | 60° | 45° | 30° | 22°30’ | 15° | |||||||
| 500 | 530 | 750 | 750 | 432 | 310 | 201 | 260 | 200 | 130 | 7 8 10 12 |
1,6 (16) 2,5 (25) — — |
1,0 (10) — 1,6 (16) 2,5 (25) |
| 600 | 630 | 900 | 900 | 520 | 372 | 241 | 314 | 242 | 157 | 7 10 12 |
1,6 (16) 2,5 (25) — |
1,0 (10) 1,6 (16) 2,5 (25) |
| 800 | 820 | 1200 | 1200 | 694 | 496 | 322 | 424 | 327 | 212 | 8 10 12 14 |
1,6 (16) — 2,5 (25) — |
1,0 (10) 1,6 (16) — 2,5 (25) |
| 1000 | 1020 | 1500 | 1500 | 865 | 620 | 402 | 530 | 410 | 265 | 8 10 12 15 |
1,0 (10) 1,6 (16) — 2,5 (25) |
0,63 (6,3) 1,0 (10) 1,6 (16) — |
| 1200 | 1220 | 1800 | 1800 | 1040 | 745 | 483 | 638 | 493 | 319 | 9 12 15 |
1,0 (10) 1,6 (16) — |
0,63 (6,3) 1,0 (10) 1,6 (16) |
| 1400 | 1420 | 2100 | 2100 | 1210 | 870 | 564 | 744 | 576 | 372 | 10 14 |
1,0 (10) 1,6 (16) |
0,63 (6,3) 1,0 (10) |
В следующей таблице Вы можете посмотреть массу отводов изготовленных по ОСТ 36-21-77:
| Размеры, мм | Масса, кг | |||||||
|---|---|---|---|---|---|---|---|---|
| Dу | S | отводов под углом | секторов | полусекторов с углом | ||||
| 90° | 60° | 45° | 30° | 22°30’ | 15° | |||
| 500 | 7 8 10 12 |
109,1 124,4 154,7 184,7 |
72,7 83,8 102,9 122,9 |
56,0 63,8 79,3 94,6 |
36,2 41,2 51,2 61,0 |
36,0 41,0 50,9 60,7 |
27,8 31,6 39,2 46,7 |
17,9 20,3 25,2 29,9 |
| 600 | 7 10 12 |
155,9 220,9 265,2 |
103,9 147,4 176,0 |
80,1 113,6 135,6 |
51,8 73,3 87,5 |
51,6 73,0 87,1 |
39,8 56,3 67,1 |
25,6 36,2 43,0 |
| 800 | 8 10 12 14 |
309,3 385,5 461,1 535,9 |
206,0 256,7 306,9 356,5 |
159,0 198,0 236,8 275,2 |
102,8 127,9 152,8 177,5 |
102,4 127,5 152,3 177,0 |
79,0 98,4 117,4 136,3 |
50,9 63,3 75,5 87,3 |
| 1000 | 8 10 12 15 |
481,9 600,8 719,1 895,5 |
321,0 400,2 487,8 596,1 |
247,8 308,8 369,4 459,8 |
160,1 199,5 238,6 296,7 |
159,8 199,0 238,0 296,0 |
123,3 153,6 183,6 228,2 |
79,5 98,9 118,1 146,6 |
| 1200 | 9 12 15 |
778,0 1037,2 1288,7 |
518,3 690,8 858,0 |
400,2 531,6 662,1 |
258,6 343,4 427,3 |
258,1 342,7 426,6 |
199,3 264,4 329,0 |
128,5 170,3 211,6 |
| 1400 | 10 14 |
1174,2 1637,9 |
782,2 1090,8 |
603,9 841,9 |
390,3 543,7 |
389,7 542,9 |
300,8 418,8 |
194,0 269,7 |
Ниже приведен пример условного обозначения отводов по ОСТ 36-21-77:
Отводы по ОСТ 34.10.752-97

В ОСТ 34 10.752-97 есть 5 таблиц, в каждой из которых указаны все характеристики для отводов (колен) в 15°, 30°, 45°, 60° и 90°. Мы не будем описывать характеристики всех колен, а укажем характеристики наиболее популярных отводов – отводов с углом в 90°:
| Условное Давление Ру | Условные проход Dу | Разм. Присоед. Труб Dн х S |
Dн1 | S1 | R | α1 | α2 | φ | a | a1 | b | b1 | C | Масса, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2,5 (25) | 100 | 108*4 | 108 | 4 | 305 | 11° 15’ |
22° 30’ |
90° | 144 | 122 | 100 | 100 | 355 | 6,2 |
| 125 | 133*4 | 133 | 320 | 154 | 127 | 370 | 8,1 | |||||||
| 150 | 159*5 | 159 | 5 | 330 | 164 | 132 | 380 | 12,3 | ||||||
| 200 | 219*7 | 219 | 7 | 360 | 188 | 144 | 100 | 100 | 410 | 25,6 | ||||
| 250 | 273*8 | 273 | 8 | 410 | 218 | 159 | 110 | 105 | 460 | 40,9 | ||||
| 300 | 325*8 | 325 | 490 | 260 | 180 | 130 | 115 | 540 | 56,8 | |||||
| 350 | 377*9 | 377 | 9 | 570 | 300 | 200 | 150 | 125 | 620 | 84,3 | ||||
| 400 | 426*10 | 426 | 10* | 640 | 240 | 220 | 170 | 135 | 690 | 118,4 | ||||
| 500 | 530*8 | 530 | 8 | 800 | 424 | 212 | 212 | 106 | 800 | 134,0 | ||||
| 11 | 530 | 318 | 209 | 106 | 103 | 580 | 138,5 | |||||||
| 600 | 630*8 | 630 | (12) | 950 | 504 | 252 | 252 | 126 | 950 | 283,3 | ||||
| 630 | 378 | 239 | 126 | 113 | 680 | 209,4 | ||||||||
| 700 | 720*9 | 720 | 9 | 1080 | 572 | 286 | 286 | 143 | 1080 | 276,4 | ||||
| 11 | 720 | 432 | 266 | 144 | 122 | 770 | 247,6 | |||||||
| 800 | 820*11 | 820 | 1230 | 652 | 326 | 326 | 163 | 1230 | 438,8 | |||||
| 820 | 492 | 296 | 164 | 132 | 870 | 317,7 | ||||||||
| 1000 | 1020*14 | 1020 | 14 | 1350 | 812 | 406 | 406 | 203 | 1530 | 862,5 | ||||
| 1020 | 608 | 304 | 202 | 101 | 1020 | 579,0 | ||||||||
| 1200 | 1220*14 | 1220 | 1830 | 972 | 486 | 486 | 243 | 1830 | 1233,7 | |||||
| (18) | 1220 | 732 | 366 | 244 | 122 | 1220 | 1068,5 | |||||||
| 1,6 (16) | 400 | 426*6 | 426 | 10* | 640 | 340 | 220 | 170 | 135 | 690 | 118,4 | |||
| 500 | 530*8 | 530 | 8 | 530 | 318 | 209 | 106 | 103 | 580 | 100,7 | ||||
| 600 | 630*8 | 630 | (10) | 950 | 504 | 252 | 252 | 126 | 950 | 236,7 | ||||
| 630 | 378 | 239 | 126 | 113 | 680 | 174,6 | ||||||||
| 700 | 720*9 | 720 | 9 | 720 | 432 | 266 | 144 | 122 | 770 | 202,8 | ||||
| 800 | 820*9 | 820 | 1230 | 652 | 326 | 326 | 163 | 1230 | 358,5 | |||||
| 820 | 492 | 296 | 164 | 132 | 870 | 259,9 | ||||||||
| 1000 | 1020*10 | 1020 | 10 | 1530 | 812 | 406 | 406 | 203 | 1530 | 616,3 | ||||
| 1020 | 608 | 304 | 202 | 101 | 1020 | 413,0 | ||||||||
| 1200 | 1220*11 | 1220 | 11 | 1830 | 972 | 486 | 486 | 243 | 1830 | 969,4 | ||||
| 1220 | 732 | 366 | 244 | 122 | 1220 | 651,8 | ||||||||
| 1400 | 1420*14 | 1420 | (14) | 2130 | 1132 | 566 | 566 | 283 | 2130 | 1671,3 | ||||
| 1420 | 852 | 426 | 284 | 142 | 1420 | 1123,8 | ||||||||
| 1600 | 1620*14 | 1620 | (14) | 2430 | 1290 | 644 | 644 | 322 | 2206,2 | |||||
| (18) | 1620 | 966 | 483 | 322 | 161 | 1901,6 |
Ниже приведен пример условного обозначения отводов по ОСТ 34 10.752-97:
Если Вам требуется посмотреть вышеуказанные характеристики для колен 15°, 30°, 45° или 60°, то Вы сможете посмотреть их на нашем сайте нажав на ОСТ 34 10.752-97.
Все швы сварных отводов тщательно проверяются на неразрушающий контроль, а также на разрушающий контроль. Методы контроля могут быть различны, например: Радиационная дефектоскопия, ультразвуковая дефектоскопия, магнитная и электромагнитная дефектоскопия и т.д. Поэтому все сварные отводы, поставляемые ООО “ТД ”Союз ДСК”, успешно выдерживают все необходимые воздействия при правильных условиях их эксплуатации.
Сварные секторные отводы могут быть произведены из различных видов стали (углеродистой, низколегированной, высоколегированной коррозионно-стойкой, жаростойкой и жаропрочной). Они применяются в соединениях трубопроводов многих видов промышленности, позволяющих по условиям эксплуатации их использование.
Наша компания поставляет отводы сварные секционные из различных марок стали, таких как: сталь 20 и 09Г2С (отводы сварные стальные), сталь 12х18н10т (отводы сварные нержавеющие) и др. Возможно изготовление отводов сварных секторных других диаметров, из других марок стали, по другим нормативным документам (ТУ 102-488-95 и др.), а также по чертежам и эскизам заказчика.
Источник
Строительная длина отвода
Строительная длина – понятие часто используется в строительстве. Однако расшифровки данного понятия в официальных документах (ГОСТ, СНИП и т.п.) отсутствует. В таком случае принимается понятие применяемые в жизни.
Например, по Ефремову Т. Ф. «Толковый словарь русского языка» длина это:
а) Протяжение линии, плоскости, тела и т.п. в том направлении, в котором две крайние его точки наиболее удалены друг от друга.
б) Протяженность, расстояние между концами чего-либо.
По Википедии [1] длина — физическая величина, числовая характеристика протяжённости линий. В узком смысле под длиной понимают линейный размер предмета в продольном направлении.
Другие понятия «Длины» можно посмотреть в [2, 3].
В строительстве термин «длина» обычно используется как синоним «расстояния».
Часто используются следующие понятия «строительная длина»:
* Длина (применительно к теплоизоляционным материалам): наибольший линейный размер лицевой грани измеряемого образца [4].
* Строительная длина (применительно к трубопроводной арматуре): линейный размер арматуры между наружными торцевыми плоскостями ее присоединительных частей [5].
* Строительная длина (применительно к кабельному изделию): нормированная длина кабельного изделия в одном отрезке [6].
Рассмотрим понятие длина, строительной длины применительно к трубопроводным изделиям. Из [5] следует, что это линейный размер между наружными торцевыми плоскостями ее присоединительных частей* (см. рис. 1).
* Примечание: Ссылка на ГОСТ [5] применительно к трубопроводным деталям не совсем правильная. Так как строительная длина по ГОСТ [5, п. 6.26] применяется только к трубопроводной арматуре. В строительных нормах нет указаний, как считать длину, строительную длину отвод. Однако понятие "строительной длины" приведённое в ГОСТ [5], по мнению автора, применимо и к трубопроводным деталям.
Рисунок 1. Отводы: 90°, 60°, 45° и 180°
Рассмотрим строительную длину в примерах.
Так для отвода 90° длиной будет расстояние 2F = 2R, Ф. 1
для отвода 60° длиной будет расстояние 2W,
для отвода 45° длиной будет расстояние 2H,
а для отвода 180° длина равна 2B+С .
Примечание: Проектировщики при расчёте проектной длине трубопроводов используют эти формулы. Например, при отводе 90° добавляют к длине трубы две радиуса отвода (2R). В проектах отводы рисуют как углы, длины которых учитывают без радиусов. Вот для таких углов в ГОСТ и даны длины F, W, H, B, C.
Однако для расчёта объёма теплоизоляционных материалов и площади покрытия применяются другие расчёты, учитывающие фактические размеры деталей и объём (площадь) изоляции.
Для расчёта длины отвода – использована формула развёрнутой длины отвода L:
![]() Ф. 2
Ф. 2
где R – радиус кривизны осевой линии (радиус изгиба) отводов. Радиус R указан в ГОСТ, ТУ и обычно приблизительно равен 1D или 1.5D;
θ – угол (в градусах) между плоскостями торцов (угол изгиба) отводов.
Примечание: При сравнении длины отвода 90° по формулам 1 и 2, показывает что ф.1 примерно на 28% даёт большее значение, чем ф.2. Калькулятор объёма теплоизоляции и площади покрытия отводов основан на ф.2, с R=1,5Дн
По ссылке можно скачать файл с расчётными длинами отводов — строительная и развёрнутая длина отводов Строительная длины отвода — 18.05.2020 г. Длина отводов используется:
* при расчёте длины трубопровода, когда к длине трубы добавляется строительная длина отвода;
* при расчёте объёма теплоизоляции и площади покрытия, развёрнутую длину отвода подставляют в калькулятор Труба одиночная для расчёта участка трубопровода с отводом.
Расчёт объёма теплоизоляции и площади покрытия отвода так же можно сделать в калькуляторе Отводы. В данном калькуляторе для расчёта применяет усреднённые значения отводов.
«Сметный консалтинг»
10.01.2018,
19.03.2018,
25.03.2018
18.04.2018
15.05.2020
Источники:
- Википедия https://ru.wikipedia.org/wiki/Длина
- ГОСТ 8.417-2002 Государственная система обеспечения единства измерений. Единицы величин
- СН 528-80 Перечень единиц физических величин, подлежащих применению в строительстве
- ГОСТ Р ЕН 822-2008 Изделия теплоизоляционные, применяемые в строительстве. Методы измерения длины и ширины
- ГОСТ Р 52720-2007 Арматура трубопроводная. Термины и определения
- ГОСТ 15845-80 Изделия кабельные. Термины и определения
- ГОСТ 17375-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 3D (R ≈ 1,5 DN). Конструкция
- ГОСТ 30753-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 2D (R ≈ DN). Конструкция
Перейти к содержанию
Таблицы для подбора стальных отводов
На чтение 1 мин Просмотров 8.6к.
Приведены справочные таблицы стальных отводов на 90°С для трубопроводов с наружным диаметром от 32 до 140 мм.

Содержание
- Когда применять ГОСТ и ОСТ
- Отводы стальные 90 градусов по ГОСТ 17375-2001
- Отводы стальные 90 градусов по ОСТ 36-21-77
Когда применять ГОСТ и ОСТ

При проектировании водопроводных и канализационных узлов наиболее часто используются стальные приварные отводы крутоизогнутые (тип 3D: R=1,5DN).
Подобно переходам и тройникам, размеры стальных отводов определяются двумя стандартами: ГОСТ 17375-2001 (диаметры от 25 до 800 мм) и ОСТ 36-21-77 (диаметры от 500 до 1400 мм). При этом отводы по ОСТ выполняются из сегментов.

| DN | Наружный диаметр D | F=R |
| 25 | 32 | 38 |
| 32 | 38 | 48 |
| 40 | 45 | 60 |
| 50 | 57 | 75 |
| 65 | 76 | 100 |
| 80 | 89 | 120 |
| 100 | 108 | 150 |
| 100 | 114 | 150 |
| 125 | 133 | 190 |
| 150 | 159 | 225 |
| 200 | 219 | 300 |
| 250 | 273 | 375 |
| 300 | 325 | 450 |
| 350 | 377 | 525 |
| 400 | 426 | 600 |
| 500 | 530 | 750 |
| 600 | 630 | 900 |
| 700 | 720 | 1000 |
| 800 | 820 | 1200 |
Отводы стальные 90 градусов по ОСТ 36-21-77

| DN | Наружный диаметр D | L=R |
| 500 | 530 | 750 |
| 600 | 630 | 900 |
| 800 | 820 | 1200 |
| 1000 | 1020 | 1500 |
| 1200 | 1220 | 1800 |
| 1400 | 1420 | 2100 |
Скачать нормативы можно на нашем сайте:
ГОСТ 17375-2001
ОСТ 36-21-77
Размеры отводов
Отводом является составная часть трубопровода, применяющаяся для соединения труб в единую цепь и изменения траектории направления конструкции.
Такая деталь изготавливается из различных по химическому составу материалов и представляет собой трубу, согнутую под определенным углом. Наиболее распространенными являются модели с углом поворота 45, 60, 90 и 180 градусов. Производятся из низколегированной и углеродистой стали, относятся к типу 3D (R=1.5DN). В зависимости от способа изготовления, подразделяются на кованые, гнутые, сварные, штампосварные.
Таблицы размеров отводов
Размеры этих стальных изделий различных диаметров приведены ниже в таблицах 1 и 2.
Таб. 2 Стальные отводы имеют широкое применение в различных целях, а именно: на тепло- и водоснабжающих предприятиях, в химической, нефтегазовой промышленности, на магистральных и подводящих трубопроводах, а также для соединения труб друг с другом в местах поворота магистрали.
Отводы крутоизогнутые являются одной из важнейших деталей, необходимых для монтажа трубопроводов. Они представляют собой переходные части, позволяющие соединить трубы и изменить их направление.
Различают следующие их разновидности:
Стальные кругоизогнутые цельнонатянутые.
Они производятся либо штамповкой, либо протяжкой по рогообразному сердечнику. Они имеют небольшой радиус кривизны (1-1,5 условного диаметра), поэтому обладают небольшими габаритами и весом. Производятся под углами в 30, 45, 60, 90, а также 180 градусов. На рисунке, что приведен ниже, схематично изображены детали крутоизогнутые цельнотянутые.
Изделия стальные крутоизогнутые должны быть изготовлены в строгом соответствии с установленными стандартами ГОСТ 17375-2001, согласно которым они имеют радиус кривизны равный 1,5 условного диаметра и ГОСТ 30753-2001 (радиус кривизны равный условному диаметру). Кроме того, они бывают первого и второго исполнения.
Крутоизогнутые 1-го исполнения по ГОСТ 17375-2001:
| Наименование Отвод |
Диаметр условный, мм | Наружный диаметр, мм | Толщина стенки, мм |
| 15 | 21,3 | 2/3,2/4 | |
| 20 | 26,9 | 2/3,2/4 | |
| 25 | 33,7 | 2/3,2/4,5 | |
| 32 | 42,4 | 2,6/3,6/5 | |
| 40 | 48,3 | 2,6/3,6/5 | |
| 50 | 60,3 | 2,9/4/5,6 | |
| 65 | 76,1 | 2,9/5/7,1 | |
| 80 | 88,9 | 3,2/5,6/8 | |
| 100 | 114,3 | 3,6/6,3/8,8 |
Крутоизогнутые 2-го исполнения по ГОСТ 17375-2001:
| Наименование Отвод | Диаметр условный, мм | Наружный диаметр, мм | Толщина стенки, мм |
| 25 | 32 | 2 — 3,5 | |
| 32 | 38 | 2 — 4 | |
| 40 | 45 | 2,5 — 5 | |
| 40 | 57 | 2,5 — 6 | |
| 65 | 76 | 3 — 8 | |
| 80 | 89 | 3 — 8 | |
| 100 | 100, 108, 114 | 3,5 — 10 | |
| 125 | 133 | 4 — 14 | |
| 150 | 159, 168 | 4 — 14 |
2) Сварные секторные.
Их изготавливают по двум стандартам: ОСТ 36-21-77 для нефтепроводов и ОСТ 34.10.752-97 для трубопроводов воды и пара. В процессе производства используется лист стали или конусообразные кольца трубы, в дальнейшем сваренных в так называемое колено. Размеры диаметров таких деталей начинаются от 530 мм и выше. Отличительной их особенностью является их низкая, по сравнению с другими видами, цена, которая обусловлена простотой процесса их изготовления.
Они являются еще одной разновидностью стальных изделий, для изготовления которых используют бесшовные или электросварные трубы. Различают два способа их производства: холодногнутый, при котором отвод гнутый изготовляется без нагрева и, так называемый, горячегнутый, что предусматривает предварительное нагревание всей заготовки или изгибаемого участка током высокой частоты. Ниже приведено схематичное изображение гнутой модели.
В сфере бытовых услуг эти изделия также имеют широкое применение в виде составных частей канализационных систем.
Он предназначается для изменения поворота канализационного трубопровода, транспортирующего хозяйственно-фекальные стоки внутри производственных, административных и жилых зданий. С помощью так называемого канализационного колена можно повернуть трубопровод на 15°, 22°, 30°, 45°, 67°, 90°. Чаще всего для данных целей используется деталь, сделанная из полипропилена. Ее внутренняя поверхность гладкая, что уменьшает риск закупорки канализационного трубопровода. Кроме того, она обладает низким уровнем шума проходящей жидкости. Такие изделия устойчивы к воздействиям горячей воды до 95 ºС и к химическим моющим средствам.
Размеры канализационных отводов
Размеры отводов,
равно как и цены, предлагаемые производителями, могут быть различными. Это зависит как от области применения (домашняя канализация или городские сети), так и от материалов, из которых они произведены.
Пример цен:
Диаметр:110 Угол:15° В упаковке: 20шт
Диаметр:110 Угол:45° В упаковке: 20шт
Общая информация об отводах
Стальные отводы представляют собой специальные изогнутые элементы, которые устанавливаются на стыках труб и между ними. Непосредственный монтаж происходит с помощью стыковой сварки. Такое решение позволяет осуществлять крепеж трубы в местах ее сгиба и на участках поворота. Стальные отводы также могут использоваться для преодоления препятствий, возникающих в процессе прокладки трубопровода. Их спектр применения достаточно широк и позволяет использовать отводные элементы в таких сферах, как химическая промышленность, теплоснабжение, газоснабжение, коммунальное хозяйство и водоснабжение. Так, например, отвод 90 градусов наиболее часто применятся в коммунальной сфере и системах водоснабжения.
Разновидности
Наиболее качественными и распространенными считаются отводы, изготовленные из особой противокоррозийной стали. Такие элементы отлично выдерживают высокое давление и не боятся коррозии. Производство подобных изделия осуществляется угловым методом и практически во всех случаях составляет 90 градусов. Однако в зависимости от предназначения угол наклона может варьироваться от 15 до 90 градусов. Также существует подразделение стальных отводов и по степени их устойчивости к температурным факторам и внутреннему давлению.
Самыми дешевыми моделями считаются отводы, изготовленные с помощью изгиба на специальном оборудовании. Технические характеристики таких элементов несколько уступают моделям, изготовленных с применением сварки. Но из преимуществ можно выделить тот факт, что купить отводы подобного класса можно в любом специализированном магазине и по вполне приемлемым ценам.
Преимущества металлических отводов
Стальные отводы являются одной из главных составляющих любой трубопроводной системы и конструкции. Как пример, отвод воды практически невозможно заменить какими-либо другими элементами без потери первоначальных технических характеристик. В сочетании с тройниками и переходными элементами они существенно увеличивают функционал и прочность коммуникаций.
Также имеются и другие преимущества:
- Высокая резистентность к колебанию температуры и давлению;
- Долгой срок эксплуатации;
- Широкое разнообразие моделей;
- При закупке отводы цена практически не скажется на конечной стоимости ремонтных и монтажных работ;
- Возможность использования элементов в тяжелых эксплуатационных условиях;
Назначение изделия
ПВХ отводы для внутренней канализации нужны для обустройства поворота канализационных труб на определенный угол и используются для монтажа систем слива нечистой воды в административных и жилых зданиях.
Пластиковые соединительные элементы имеют гладкое внутреннее пространство, что намного сокращает риск создания засора на протяжении эксплуатации, и фактически не издают шума при протекании по ним жидкости.
Помимо этого, для их производства употребляется материал, устойчивый к действию тёплой воды (до 95 градусов Цельсия) и химических моющих средств.
Размеры канализационных пластиковых отводов: 110 и 50 мм (замеряется диаметр внутреннего отверстия).
Что касается углов, то стандартными значениями являются:
Совет! Комбинируя отвод и полуотвод канализационный с разными углами изгиба, возможно добиться поворота трубы на 30, 45, 60, 75 и 90 градусов. Но целесообразно избегать через чур резких перегибов чтобы не было происхождения засоров.
Существует еще один вариант: отвод диаметром 110 мм с выходом на трубы меньшего диаметра. Они употребляются для разных нестандартных конфигураций.
Вернуться назад Обозначение: DN
— Условный проход;
D
– наружный диаметр торцов отводов;
T
— толщина стенки отвода на торцах диаметра D;
Tв
– толщина стенки отводов в неторцевых сечениях;
С
— размер между центрами торцов отводов с Θ=180°;
В
— размер между плоскостью торцов и наиболее удаленной от нее точкой наружной поверхности отводов с Θ=180°;
F
— размер между плоскостью одного торца и центром другого торца отводов с Θ=90;
Н
— размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с Θ=45°;
R
— радиус кривизны осевой линии (радиус изгиба) отводов;
W
— размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с Θ=60°;
Θ
— угол между плоскостями торцов (угол изгиба) отводов.
Отводы крутоизогнутые бесшовные приварные из углеродистой и низколегированной стали радиусом изгиба R=1,5DN с углом изгиба 45°, 60°, 90°, отводы Ø38х3, Ø76,1х4 с углом изгиба 180°. Отводы 1 исполнения с условным проходом DN 25-300 мм, отводы исполнения 2 с условным проходом DN 25-500 мм. Предназначены для соединений труб при строительстве трубопроводов различного назначения, включая подконтрольные органам Ростехнадзора России с условным давлением PN (Ру) до 16 МПа и температуре от минус 70°С до +450°С. Допускается изготовление отводов исполнения 2 с другими размерами и углами изгиба. Материал: сталь марок 10, 20, 09Г2С, и др. Метод изготовления: горячая протяжка. Вся продукция может поставляться с оцинкованым покрытием, по DN 200 включительно.
Примеры условных обозначений:
— отвода с Θ = 90°, исполнения 1, D = 139,7 мм, Т = 4,0 мм из стали марки 20:
Отвод 90-1-139,7 х 4 ГОСТ 17375-2001 — отвода с Θ = 45°, исполнения 2, D = 159,0 мм, Т = 4,0 мм, Тв = 6,0 мм из стали марки 20: Отвод 45-159 х 4/6 ГОСТ 17375-2001 — отвода с Θ = 90°, исполнения 2, D = 57,0 мм, Т= 5,0 мм из стали марки 09Г2С: Отвод 90-57 х 5-09Г2С ГОСТ 17375-2001 — то же, для трубопроводов, подконтрольных органам надзора Отвод П90-57 х 5-09Г2С ГОСТ 17375-2001
Отводы исполнения 1 угол изгиба 45°, 60°, 90°.
| DN | D, мм | T, мм | R=F, мм | Условное давление РN, МПа | |
| Сталь 20 | Сталь 09Г2С | ||||
| 25 | 33.7 | 2,3 3,2 | 38 | 12,5 16,0 | 12,5 16,0 |
| 32 | 42,4 | 3,6 | 48 | 16,0 | 16,0 |
| 40 | 48,3 | 3,6 | 57 | 12,5 | 16,0 |
| 50 | 60,3 | 4,0 | 76 | 12,5 | 12,5 |
| 65 | 76,1 | 2,9 5,0 | 95 | 6,3 10,0 | 8,0 12,5 |
| 80 | 88,9 | 3,2 5,6 | 114 | 6,3 10,0 | 6,3 12,5 |
| 100 | 114,3 | 3,6 6,3 | 152 | 4,0 10,0 | 6,3 10,0 |
| 125 | 139,7 | 6,3 | 190 | 8,0 | 8,0 |
| 150 | 168,3 | 7,1 | 229 | 6,3 | 8,0 |
| 200 | 219,1 | 8,0 12,5 | 305 | 6,3 10,0 | 6,3 10,0 |
| 250 | 273.0 | 6,3 10,0 | 381 | 4,0 6,3 | 4,0 6,3 |
| 300 | 323.9 | 7,1 10,0 | 457 | 4,0 4,0 | 4,0 6,3 |
Отводы исполнения 1, угол изгиба 180°
| DN | D, мм | T, мм | R=F, мм | С, мм | В, мм | Условное давление РN, МПа | |
| Сталь 20 | Сталь 09Г2С | ||||||
| 65 | 76.1 | 4.0 | 95 | 190 | 133 | 8,0 | 10,0 |
Отводы исполнения 2, угол изгиба 180°
| DN | D, мм | T, мм | R=F, мм | С, мм | В, мм | Условное давление РN, МПа | |
| Сталь 20 | Сталь 09Г2С | ||||||
| 32 | 38 | 3,0 | 48 | 96 | 69 | 12,5 | 16,0 |
Отводы исполнения 2 Угол изгиба 45°, 60°, 90°.
| DN | D, мм | T, мм | R=F, мм | Условное давление РN, МПа | |
| Сталь 20 | Сталь 09Г2С | ||||
| 25 | 32 | 2,0 2,5 3,0 | 38 | 10,0 12,5 16,0 | 12,5 16,0 16,0 |
| 32 | 38 | 2,0 2,5 3,0 3,5 | 48 | 8.0 10.0 12,5 16,0 | 10,0 12.5 16,0 16,0 |
| 40 | 45 | 2,5 4,0 | 60 | 10,0 16,0 | 10,0 16,0 |
| 50 | 57 | 3,0 3,5 4,0 5,0 6,0 | 75 | 8,0 10,0 12.5 16,0 16,0 | 10,0 12,5 12.5 16,0 16,0 |
| 65 | 76 | 3,5 4,0 5,0 6,0 | 100 | 8,0 8,0 10,0 12,5 | 8,0 10,0 12,5 16,0 |
| 80 | 89 | 3,5 4,0 5,0 6,0 8,0 | 120 | 6,3 8,0 10,0 12,5 16,0 | 8,0 8,0 12,5 12,5 16,0 |
| 100 | 102 | 4,0 | 150 | 6,3 | 8,0 |
| 100 | 108 | 4,0 5,0 6,0 8,0 10,0 | 150 | 6,3 8,0 10,0 12,5 16,0 | 6,3 8,0 10,0 12,5 16,0 |
| 100 | 114 | 4,0 6,0 8,0 9,0 10,0 | 150 | 6,3 8,0 12,5 12,5 16,0 | 6,3 10,0 12,5 16,0 16,0 |
| 125 | 133 | 4,0 5,0 6,0 8,0 | 190 | 4,0 6,3 8,0 10,0 | 6,3 8,0 8,0 12,5 |
| 150 | 159 | 4,0 4,5 6,0 8,0 9,0 10,0 12,0 | 225 | 4,0 4,0 6,3 8,0 10,0 10,0 12,5 | 4.0 4,0 8,0 10,0 10,0 12,5 16,0 |
| 150 | 168 | 8,0 14,0 | 225 | 8.0 12,5 | 10,0 16,0 |
| 200 | 219 | 5,0 6,0 8,0 10,0 12,0 16,0 17,0 | 300 | 4,0 4,0 6,3 8,0 10,0 12,5 12,5 | 4,0 4,0 6,3 8,0 10,0 12,5 16,0 |
| 250 | 273 | 7,0 8,0 10,0 12,0 16,0 18,0 | 375 | 4,0 4,0 6,3 8,0 10,0 10,0 | 4,0 6,3 6,3 8,0 12,5 12,5 |
| 300 | 325 | 7,0 8,0 10,0 12,0 14,0 16,0 | 450 | 4,1 4,0 4,0 6,3 8,0 8,0 | 4,6 3 4,0 6,3 6,3 8,0 10,0 |
| 400 | 426 | 8,0 9,0 10,0 12,0 16,0 | 600 | 2,5 4,0 4,0 4,0 6,3 | 4,0 4,0 4,0 4,0 8,0 |
| 500 | 530 | 9,0 10,0 11,0 12,0 | 750 | 2,5 2,5 2,5 4,0 | 2,5 4,0 4,0 4,0 |
Перейти на страницу заказа
Разновидности отводов
Независимо от наименования производителя, производящего канализационные ПВХ отводы, все эти изделия соответствуют принятым строительным стандартам (ГОСТ). Это облегчает проектирование канализационных систем, приобретение нужных материалов и их монтаж в единую систему.
Существует пара разных моделей угловых элементов, каковые отличает между собой цена и кое-какие особенности конструкции.
- Полиэтиленовые. Изготавливаются из материала тёмного цвета и соединяются встык либо посредством муфт. В первом случае торцы трубы и отвода нагреваются посредством особого оборудования и стыкуются между собой до полного застывания пластика. Муфты уже на заводе оборудуются особой спиралью, которая для герметичной стыковки прогревается посредством сварочного аппарата.

- ПВХ-отводы. Наиболее распространенный вид. Они соединяются методом надевания раструба на гладкую трубу. Преимущества – отсутствие необходимости применения разных электроинструментов и увеличение скорости монтажа канализационной системы в целом. Конструктивные элементы, предназначенные для применения в помещения, окрашиваются в серый цвет. Существует и другой отвод канализации — в частном доме (в то время, когда помещение не отапливается либо трубы монтируются на улице) детали имеют коричневый окрас. (См. кроме этого статью Трубы для внутренней канализации: изюминки.)

Обратите внимание! Запрещено стыковать две эти разновидности в одну систему. Нужно применять отводы одного типа. В противном случае качественное и долгое эксплуатирование канализации не гарантируется. Крайне редко необходимо включить в схему особые переходники.
- Полипропиленовые. Кроме этого имеют раструбы и гладкие концы для стыковки между собой. Эти изделия используются лишь совместно с трубами, выполненными из подобного материала. Главное назначение – отвод грунтовых и сточных вод. Они способны пропустить поток воды со скоростью от 4 до семи метров/с.
- Отводы для гофрированных труб. Эти элементы стыкуются посредством муфт и снабжены уплотнительными кольцами с каждой из сторон. В месте перегиба наружная часть изделия имеет уменьшенный диаметр. Сфера применения – стыковка труб из разных материалов с применением уплотнительных манжетов.

- Отводы Вавин. Особенная, раздельно запатентованная система. На внешней стороне гофрированного элемента имеется необычная треугольная углубление, делающая роль замка. Для изготовления этих изделий используется отличный материал, талантливый выдержать большое давление. Гарантированный срок работы – 50 лет.

- Отводы Магнум. Существуют модели с углом перегиба 45 и 90 градусов. Особенность – отсутствие скругления, что может привести к засору на протяжении эксплуатации системы. Соединительные элементы аналогичной конструкции фактически не используются при создании канализационных систем.
Независимый монтаж отводов
Как уже упоминалось ранее, наиболее активно используются ПВХ-отводы. Это обусловлено их дешевизной и легкостью монтажа.
Стыковка производится за счет особых уплотнителей. Довольно часто они уже вставлены во внутреннее пространство раструба. В другом случае резиновое кольцо, поставляемое вместе с угловым элементом, размещается в особой углублении перед соединением.
Существует и альтернативный метод – применение клея. Данный вид стыковки мало распространен и более сложен. При клеевом соединении резиновые уплотнители не необходимы.

Время от времени появляется необходимость состыковки труб, изготовленных из разных материалов. В этом случае необходимо применять уплотнительные манжеты и сантехнические герметики. Такое соединение будет надежным и не позволит течь на протяжении эксплуатации.
Герметизация стыков
От герметичности угловых соединений канализационной системы зависит надежность ее эксплуатации. Этому направляться уделять повышенное внимание, особенно в то время, когда монтаж осуществляется своими руками. (См. кроме этого статью Подключение унитаза к канализации: изюминки.)
Еще более шепетильно направляться герметизировать стыки при прокладке труб под землей, что часто бывает на протяжении постройки частных домов. Затраты на ремонт протечек смогут составлять очень большие суммы.
Уплотнять соединения отводов с трубами рекомендуется посредством особых герметиков.
Эти вещества содержат множество компонентов и делятся на два основных вида:
- кислотные (недорогие составы);
- нейтральные (более дорогие).
Обратите внимание! Кислотные герметики нельзя применять при монтаже железных и чугунных труб. Перед приобретением направляться обращать внимание на состав, указанный на упаковке.
Кроме того если вы стыкуете ПВХ-отводы на резиновых уплотнителях, дополнительная обработка кольца посредством герметика только добавит соединению надежности.
Использование того либо иного герметизирующего состава в обязательном порядке для обработки соединений канализационной системы с чугунными трубами. Данный материал по определению не может быть полностью гладким и потому требует применение текущих составов. Лучшее решение – жидкий силикон.
Дополнительные методы уплотнения стыков труб и отводов
Кроме применения герметика, возможно использовать альтернативные методы.
| Вид | Описание |
| Эпоксидный клей | Весьма надежное и прочное соединение. Но по окончании застывания состава разобрать трубы без их разрушения будет нереально. |
| Пенька либо смоляная прядь | Используется для стыковки ПВХ-отводов с трубами из других материалов. В этом случае торец обматывается выбранным материалом приблизительно на две трети длины, вставляется в раструб и заливается цементной либо асбестоцементной смесью. Метод надежный и проверенный временем. |
| Техническая сера | Данный метод еще совсем сравнительно не так давно употреблялся в 95% случаев. на данный момент его возможно использовать для стыковки разных по материалу изготовления канализационных систем между собой. |
| Битумная мастика | Больше подходит для стыковки керамических отводов с аналогичными трубами, но может употребляться для герметизации стыков наружной канализации из ПВХ-труб. |
| Уплотнительная лента | Наименее надежный метод. Подходит в качестве временной меры до замены поврежденного узла. |

Устранение протечек
Хорошо, в то время, когда канализационная система эксплуатируется без аварий. Но при происхождении протечек не следует отчаиваться.
Инструкция, приведенная в этом разделе, окажет помощь быстро устранить проблему.
- Утечка в местах стыка со ветхими трубами. В этом случае окажет помощь жидкий герметизирующий состав: герметик либо смесь цемента с клеем. Подойдет кроме этого эпоксидный клей либо сырая резина, в крайнем случае – пластилин.
- Пробоина. Лечится посредством колышка, обработанного герметиком, или шины (хомута). Экстренный вариант – применение резинового бинта.
- Продольная трещина. Герметизируется эпоксидным клеем или тканью, пропитанной силиконом. Для металлических труб возможно применять холодную сварку.
- Скол края отвода. В этом случае окажет помощь лишь замена поврежденного элемента.
