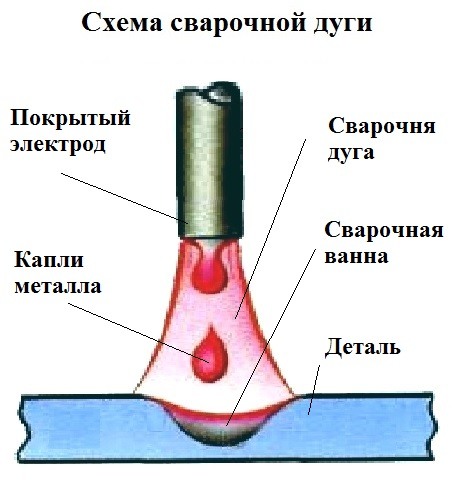
Способы зажигания сварочной дуги
Сварочная дуга возбуждается от прикосновением электрода к детали. Происходит короткое замыкание, конец электрода нагревается до высокой температуры. После отрыва электрода от изделия происходит ионизация газового промежутка и загорается сварочная дуга.
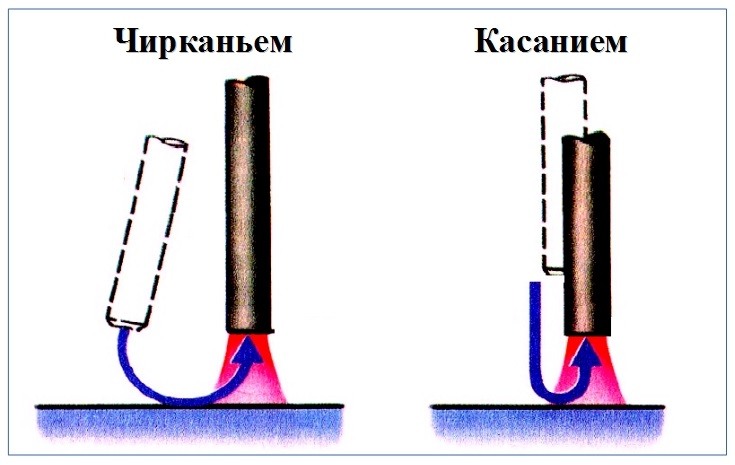
Зажигание сварочной дуги можно производить двумя основными способами. Тычком — электродом прикасаются к свариваемой детали и быстро отводят назад, на расстояние в несколько миллиметров, как правило равное диаметру электрода. Этот способ наиболее простой, но имеется большая вероятность «прилипания» электрода если сварщик не успел своевременно отвезти электрод от поверхности металла. Чирканьем — электродом как спичкой чиркают по металлу и также быстро отводят на расстояние в несколько миллиметров. Конец электрода трется о металл и во время движения возбуждается сварочная дуга. Недостаток этого метода в сложности точно попасть в разделку шва или ранее наплавлены валик. Как известно зажигать дугу на основном металле нельзя.
Важно! Контакт электрода с металлом должен быть кратковременным иначе электрод «прилипнет». Отрывать приплавившейся сварочный электрод нужно, резким, сильным движением поворачивая его в стороны. Сварочный электрод нельзя отводить слишком далеко от свариваемого материла иначе дуга не зажжется.
Перемещение дуги должно производится так чтобы обеспечить расплавление свариваемых кромок и плотное формирование сварного шва. Это возможно при поддержания необходимой длины дуги и правильной техники сварки.
Длина сварочной дуги
Длина дуги являться важным теологическим параметром процесса сварки. От нее зависит качество формирования шва, защита сварочной ванны, величина разбрызгивание металла, величина тепловложения.
В зависимости от вида покрытия электродов в процессе сварки необходимо поддерживать дугу определенного размера. Как правило от 0,5 до 1,5 диаметра покрытого электрода. При сварке электродами с основным видом покрытия следует производить сварку на как можно короткой дуге, не более диаметра электрода. При сварке слишком длинной дугой, процес горение становится неустойчивым, идет сильное разбрызгивание металла, ухудшаться защита сварочной ванны. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, а при сварке покрытыми электродами с основным видом покрытия приводит к образованию пор. При короткой дуге обеспечивается мелко капельный перенос металла, что обеспечивает более качественный процесс сварки. Поддержание сварочной дуги нужной длины один из ключевых показателей техники сварки.
Движение электрода при ручной дуговой сварке
Во
время сварки электрод движется в трех
направлениях.
Первое – подача электрода в сварочную ванну. По мере плавления электрода его длина уменьшается, а длина дуги увеличивается. Для поддержания заданной длины дуги электрод равномерно двигают вдоль оси в сварочную ванну. Таким образом поддерживается определенная длина дуги. Важность контроля длины дуги рассмотрено выше.
Второе – движение электрода вдоль свариваемых кромок. Скорость перемещения выбирается сварщиков в зависимости от величины сварочного тока, толщины металла и диаметра электрода по мере заполнения разделки.
Третье
–
поперечные
колебания электрода, производится для
заполнения разделки по ширине шва. От
техники этих движений зависит формирование
шва, отсутствие дефектов, несплавлений
и подрезов.
Все три движения образуют определенную траекторию перемещения электрода. В зависимости от толщины металла, пространственного положения и двигательных навыков сварщика траектории движения электрода могут быть различны

Техника ручной дуговой сварки в различных пространственных положениях
В зависимости от пространственного положения сварного шва приемы сварки и техника будут отличаться
Сварка в нижнем положении
Сварка в нижнем положении наиболее удобна и проста. В таком положении могут варить сварщики не высокой квалификации. Поэтому при сборке по возможности детали и конструкции следует располагать так, чтобы сварка выполнялась в нижнем положении Шов в таком положении хорошо формируется, жидкий металл не вытекает из сварочный ванны, шлак хорошо вплывает защищая металл.
Сварка в вертикальном и горизонтальном положении
Сварка в вертикальном и горизонтальном положении сложнее и техника ее ведения отличается от нижнего. Расплавленный метал под действием силы тяжести начинает растекаться и вытекать из сварочной ванны. Для недопущения вытекания металла сварку ведут с поперечными колебаниями электрода, на как можно короткой дуге с уменьшив значение сварочного тока. Важно, удерживать сварочную ванну не большого размера, потому что жидкий металл удерживается только за счет сил поверхностного натяжения и при слишком большой сварочной ванне вытечет. Для этого сварку ведут как правило ниточными валиками, ширина валиков не должна превышать 2 — 3 диаметра электрода.
Сварка вертикальных швов возможно производить на подъем и сварку вниз. Сварка снизу вверх предпочтительней так обеспечивает более глубокое проплавление и удобней формировать шов наплавляя металл на ранее застывший. При сварке сверху вниз швы получатся визуально более красивыми но возникает большая вероятность несплавлений и наплывов. На спуск применяют сварку только для деталей небольшой толщины.
Сварка в потолочном положении
Сварка в потолочном положении наиболее неудобная ее доверяют только сварщикам высокой квалификации. Сварка ведут как можно короткой дугой для обеспечения мелкокапельного переноса металла, электродами диаметром три миллиметра. Кроме того при сварке в потолочном положении нужно следить, чтобы шлак выходил из расплавленного металла. Также как и при сварке горизонтальных и вертикальных швов, нельзя допускать слишком большой сварочной ванны иначе удержать ее не удастся .
Технология и режимы ручной дуговой сварки, подробней раскрыты в статье Ручная дуговая сварка покрытыми электродами
Окончание сварки. Заварка кратера
Начало и конец сварного шва являются зоной наибольшей вероятности образования дефектов. Поэтому правильно завершать процесс сварки очень важно. Если нет возможности закончить сварку на выводных планках, то нужно использовать специальные приемы заварки кратеров.
Кратером называет воронкообразное углубление в месте обрыва дуги, образующиеся в результате усадки металла. При завершении наплавки валика (шва) кратер должен быть обязательно заправлен. Чтобы правильно заварить кратер нужно задержать электрод в месте окончания сварного шва на несколько секунд, а затем отвезти его назад на ранее наплавленный валик на 5-10 мм и медленно растягивая дугу отвезти электрод. Если не получилось правильно закончить сварку то нужно в месте обрыва дуги, вновь произвести зажигание и полностью заплавить кратер.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Содержание
- Ручная электродуговая сварка
- Режимы ручной дуговой сварки
- Диаметр электрода
- Сила тока
- Тип и марка электрода
- Напряжение на дуге
- Род и полярность тока
- На прямой полярности
- На обратной полярности
- Скорость сварки
- Расположение шва в пространстве
- Предварительный подогрев и последующая термическая обработка
- Температура окружающей среды
Ручная электродуговая сварка
Режимы ручной сварки. Для получения качественного сварного шва нужно правильно выбрать режим сварки, определяемый диаметром электрода, величиной сварочного тока и длиной дуги.
Диаметр электрода выбирают в зависимости от толщины металла и типа сварного соединения. При этом можно руководствоваться ориентировочно следующими данными:
Толщина металла, мм
Диаметр электрода, мм
Величина сварочного тока зависит от толщины свариваемого металла, типа соединения, скорости сварки, положения шва в пространстве, толщины и вида покрытия электрода, его диаметра. Практически величину сварочного тока при сварке электродами из малоуглеродистой стали можно определять по формуле

где d — диаметр электрода, мм.
Величина сварочного тока влияет не только на глубину провара, но и на форму шва. При ширине шва, равной 3—4 диаметрам электрода, форма шва наиболее благоприятна.
Длина дуги существенно влияет на качество шва: чем короче дуга, тем выше качество наплавленного металла. Длину дуги определяют по формуле

где d — диаметр электрода, мм.
Обычно сварку ведут при токах свыше 50 А. При величине сварочного тока более 100 А напряжение горения дуги зависит только от длины дуги и определяется по формуле

где α — коэффициент, характеризующий падение напряжения на электродах (при стальных электродах α = 10/12, при угольных α = 35/38; β — коэффициент, характеризующий падение напряжения на 1 мм длины столба дуги; β = 2,0—2,5.
Напряжение зажигания дуги для постоянного тока равно 40—60 В; для переменного 50—70 В.
Производительность сварки зависит от затрачиваемого времени и диаметра электрода. Полное время определяют по формуле
где t — основное время горения дуги, ч;  — коэффициент загрузки сварщика, равный 0,4—0,8 в зависимости от вида производства и характера выполняемой работы.
— коэффициент загрузки сварщика, равный 0,4—0,8 в зависимости от вида производства и характера выполняемой работы.
Основное время горения дуги можно определить по формуле

где Q — количество наплавленного металла, г; I — сварочный ток, A; H — коэффициент наплавки, т. е. количество электродного металла в граммах, наплавленное в течение I ч, приходящееся на 1 А сварочного тока с учетом марки электрода, потери металла на угар и разбрызгивание; для тонкообмазанных электродов H = 7—8 г/А×ч, а для толстообмазанных H = 10—12 г/А×ч и выше.
Массу наплавляемого металла определяют по формуле

где P — коэффициент расплавления (8—14 г/А×ч); I — сварочный ток, А.

где L — длина шва, м.
Расход электродов (на угар, разбрызгивание и огарки) составляет до 25% всей массы электродов. Расход электроэнергии при ручной сварке на постоянном токе составляет 7—8 кВт×ч/кг, а на переменном — 3,5 кВт×ч/кг наплавленного металла.
Оборудование рабочего места для ручной сварки состоит из сварочного аппарата постоянного или переменного тока, сварочного стола, стеллажа, предохранительного щитка, электродержателя и различных сборочно-сварных приспособлений. Рабочий пост сварщика находится в изолированной кабине, снабженной приточно-вытяжной вентиляцией.
Техника ручной сварки. Дугу можно возбудить двумя способами: прикосновением торца электрода к свариваемому изделию с последующим его отводом на расстояние 3—4 мм; быстрым боковым движением электрода по направлению к свариваемому изделию с последующим отводом (подобно зажиганию спички). Прикосновение электрода к изделию должно быть кратковременным: иначе он приваривается к изделию.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и обеспечивает получение высококачественного сварного шва, так как расплавленный металл быстро проходит воздушный промежуток и меньше окисляется и азотируется. Для правильного формирования шва при сварке плавящимся электродом его необходимо держать наклонно по отношению к поверхности свариваемого металла (под углом 15—20° от вертикали). Изменяя угол наклона электрода, можно регулировать глубину расплавления основного металла и влиять на скорость сварки и охлаждения наплавленного металла.
При сварке тонких листов накладывают шов в виде узкого валика (шириной 0,8—1,5 диаметра электрода). При сварке толстых листов применяют уширенные валики. При таких швах конец электрода совершает три движения: поступательное вдоль оси электрода, поступательное вдоль линии шва и поперечно-колебательные движения. Последние улучшают прогрев кромок шва, замедляют остывание ванны наплавленного металла, устраняют непровар и обеспечивают получение однородного шва. Схема различных колебательных движений конца электрода показана на рис. 1.

Рис. 1. Схема движения электрода при ручной электродуговой сварке
Сварку встык без разделки кромок (рис. 2, а) производят преимущественно сквозным проплавлением с одной стороны шва. В этих случаях рекомендуется применять подкладки (стальные, медные). Иногда, если возможно, шов подваривают узким валиком с обратной стороны.
При сварке встык шва с V-образной разделкой (рис. 2, б, дугу зажигают вблизи скоса кромок и наплавляют валик металла. В зависимости от толщины листа и диаметра электродов шов выполняют за один или несколько проходов.
При многослойной сварке каждый слой тщательно очищают. Число слоев определяют исходя из диаметра электрода. Толщина слоя равна (0,8/1,2)dэл.
Для сварки Х-образных швов (рис. 2, е) с целью уменьшения деформации слои накладывают попеременно с обеих сторон разделки.
При образовании углового шва (рис. 2, г, д) электрод ставят под углом 45° к поверхности детали. Применяя повышенные величины тока (во избежание непровара шва), обе свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° (сварка в лодочку, рис. 2, е).

Рис. 2. Схема наложения валиков для стыковых и угловых швов
При сварке горизонтальных швов на вертикальной плоскости (рис. 3, а) разделку дают лишь верхнему листу, дугу возбуждают на нижней кромке, затем постепенно переходят на скошенную верхнюю кромку.
Вертикальные швы сваривать труднее вследствие стекания расплавленного металла вниз. Для уменьшения стекания металла работу ведут короткой дугой и в направлении снизу вверх (рис. 3,6), за исключением листов с толщиной до 1,5 мм.
Сварку потолочных швов (рис. 3, в) производят очень короткой дугой (короткое замыкание электрода на деталь). Применяют электроды с тугоплавкой обмазкой, которая образует вокруг электродов «втулочку», содержащую направленный газовый поток, удерживающий электродный металл.

Рис. 3. Схематическое изображение работы при сварке различных швов: 1, 2. 3 — положение Электрода; 4 — обмазка
Увеличение длины дуги до 6—10 мм не оказывает заметного влияния на качество сварного шва. При сварке угольным электродом на постоянном токе прямой полярности расход этого электрода незначителен; при работе на обратной полярности может происходить науглероживание металла.
Для изделий с отбортованными кромками при толщине листов 3 мм сварку угольным электродом производят без присадочного материала, а для изделий из листов толщиной более Змм — с подачей присадочного прутка в дугу.
Кроме дуги прямого действия можно пользоваться дугой косвенного действия. В этом случае применяют два угольных электрода, укрепленных в специальном держателе.
Производительность сварки угольным электродом без присадки металла при толщине стали 1—3 мм достигает 50—60 м/ч. Диаметр угольного электрода изменяется в пределах 10—25 мм при величине тока 200—600 А.
Прогрессивные методы ручной сварки. Применение новых скоростных методов позволяет повысить коэффициент использования сварочного поста и резко увеличить производительность ручной сварки. Важнейшими технологическими приемами скоростной сварки являются: сварка с глубоким проплавленном, сварка спаренным электродом, пучком электродов, многоэлектродная сварка, сварка трехфазной дугой лежачим электродом и т. д.
Сварка глубоким проплавлением (проваром) (рис. 4, а) повышает производительность на 150—200%. Электроды покрывают качественным покрытием 1 (обмазкой) с более высокой температурой плавления, чем у металла электродного стержня 2. Расплавившийся металл 3 находится внутри сбмазки 4, имеющей вид конусной втулочки, опирающейся на поверхность свариваемого изделия 5. Эта втулочка предохраняет от короткого замыкания, облегчает ведение процесса, позволяет лучше использовать тепло дуги и обеспечивает более глубокий провар.
При сварке спаренным электродом два Электрода соединяют вместе так, чтобы один оказался длиннее другого на 30—40 мм; к длинному стержню подводят ток. Затем на электроды наносят общий слой покрытия (обмазки). Дуга образуется между длинным стержнем и изделием, а короткий стержень расплавляется за счет избыточного тепла дуги.
Разновидностью сварки спаренным электродом является сварка пучком электродов (3—4 шт.). При определении величины тока принимается суммарный диаметр пучка электродов, т. е.

Схема сварки пучком электродов показана на рис. 4, б. При возбуждении дуги ток сначала проходит через первый электрод, затем через второй, третий и т. д.
Разновидностью этого спогоба является многоэлектродная наплавка блуждающей дугой (рис. 4, в). Несколько электродов собирают в один ряд в виде частой гребенки. Ток подводят одним полюсом к изделию, а другим ко всем электродам. Дуга под слоем флюса перемещается от одного электрода к другому или одновременно горит от нескольких электродов; при этом основной металл проплавляется незначительно. В процессе сварки электроды и флюс подают автоматически.
Сварка трехфазной дугой (рис. 4, г) по сравнению со сваркой однофазной дугой повышает производительность в два-три раза, уменьшает расход электроэнергии примерно на 25% и обеспечивает более глубокий провар свариваемых изделий. Первые две фазы источника тока 1 подключают отдельно к двум параллельным электродам 2, имеющим толстую обмазку; третью фазу подключают к изделию 3. При замыкании образуются три дуги 4. Они обеспечивают стабильность и надежность процесса сварки.

Рис. 4. Скоростные методы ручной спарки: а — сварка глубоким проваром; б — сварка пучком электродов; в — многоэлектродная сварка под слоем флюса; г — сварка трехфазной дугой; д — сварка лежачим электродом: 1 — сварка в стык одним электродом; 2 — сыарка в стык пучком электродов; 3 — сварка таврового соединения
К скоростным методам можно отнести сварку лежачим электродом (рис. 4, д). Электрод с качественным покрытием или пучок электродов укладывают в разделку кромок деталей при стыковом соединении 1, 2 или в угол при тавровом соединении 3. Сварку лежачим электродом можно вести на постоянном и переменном токе, но лучшие результаты дает сварка на постоянном токе прямой полярности. Ток подводят к электроду и изделию.
Просмотров: 39985 Создан: 2012-09-15 Источник: Трубные технологии
Источник
Режимы ручной дуговой сварки
Совокупность факторов которые влияют на качество получаемого шва и обеспечивают стабильное протекание процесса сварки называют параметрами режима сварки.
При выполнении сварки ручным дуговым способом выделяют следующие параметры режима сварки:
- диаметр электрода;
- сила сварочного тока;
- тип и марка электрода;
- напряжение на дуге;
- род тока и полярность;
- скорость сварки;
- расположение шва в пространстве;
- подогрев и термическая обработка;
- температура окружающей среды.
Последние три параметра относят к дополнительным, остальные являются основными для данного вида сварки.
Диаметр электрода
Какой диаметр электрода выбрать зависит от толщины свариваемого металла, положения в котором будет выполняться сварка, типа соединения, размера детали и химического состава металла.
| Толщина металла, мм | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 и больше |
| Диаметр электрода, мм | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6 |
Таблица 1. Соотношение толщины металла и необходимого диаметра электрода
Во время сварки во всех положениях кроме нижнего жидкий металл скапывает вниз. Поэтому для сварки в вертикальном, горизонтальном и потолочном положении независимо от толщины металла нельзя использовать электроды диаметром свыше 4 мм. Электроды толстого диаметра формируют большую каплю жидкого металла с которой сила поверхностного натяжения не справляется.
Для корня шва при многослойной сварке используют электроды диаметром 3-4 мм, следующие слои можно выполнять электродами большего диаметра.
Сила тока
Силу тока устанавливают после выбора электрода в зависимости от его диаметра. Для расчета силы сварочного тока при сварке в нижнем положении существует формула:
где Iсв — сила тока, А; К — коэффициент пропорциональности (изменяет свое значение в зависимости от типа и диаметра электрода).
| Диаметр электрода, мм | 1-2 | 3-4 | 5-6 |
| Коэффициент пропорциональности (К), А/мм | 25-30 | 30-45 | 45-60 |
Таблица 2. Значение коэффициента пропорциональности в зависимости от диаметра электрода
Можно использовать упрощенную формулу выбора сварочного тока для ручной дуговой сварки:
В целях избежания пропалов при сварке в нижнем положении металла толщиной менее 1,5 dел сварочный ток уменьшают на 10-15% от расчетного. Если толщина металла больше чем 3 dел ток устанавливают на 10-15% больше.
При сварке швов в вертикальном положении ток уменьшают на 10-15%, а в потолочном на 15-20% от выбранного для сварки в нижнем положении.
Если сварочные работы выполняются качественными, сертифицированными электродами следует установить силу тока в соответствии с рекомендованной на упаковке с электродами. Расчеты выше можно использовать при отсутствии рекомендаций от производителя как альтернативный метод.
Когда сила тока выбрана сварщик должен наложить несколько валиков на отдельной пластине металла. При этом оценивается ширина шва и глубина провара. В случае необходимости силу тока дополнительно регулируют.
Слишком маленькие режимы тока приводят к нестабильному горения сварочной дуги. В сварном соединении появляются непровары, а продуктивность труда снижается.
Повышенные значения силы тока сопровождаются его перегревом, высокой скоростю сгорания, непроварами, интенсивным разбрызгиванием металла и ухудшением внешнего вида шва.
Сбалансировано подобранная сила тока отличается умеренной скоростью плавления электрода, стойким горением дуги с незначительным разбрызгиванием металла.
Тип и марка электрода
Прежде всего необходимо выбирать электроды обеспечивающие однородность химического состава основного металла и металлического стержня электрода. Также тип и марку выбирают в зависимости от пространственного положения шва, необходимой плотности шва, температуры окружающей среды, прочности изделия и условий эксплуатации конструкции. При помощи электрода можно придавать шву необходимые свойства.
Напряжение на дуге
Напряжение на дуге сварщик может регулировать изменяя длину сварочной дуги. В зависимости от длины дуги при ручной дуговой сварке напряжение находится в диапазоне 16-40 V.
Согласно технологии сварки напряжение стоит удерживать в значении 16-20 V. Для этого сварку принято выполнять короткой дугой размером 0,5 -1 толщины диаметра электрода. Это значение может меняться в зависимости от марки электрода и положения шва в пространстве.
Род и полярность тока
Сварку на переменном токе используют для соединения низкоуглеродистых и низколегированных сталей (типа 09ГС) в строительно-монтажных условиях электродами с рутиловым покрытием. Для сварки толстых конструкций из низкоуглеродистых сталей. При возникновении магнитного дутья во время сварки источниками постоянного тока.
Сварку на постоянном токе можно условно разделить на два процесса — ручная дуговая сварка на прямой и обратной полярности.
На прямой полярности
Прямую полярность используют для сварки чугуна и глубокого проплавления основного металла. Для сварки низко-, среднеуглеродистых и низколегированных сталей толщиной 5 мм и более с использованием электродов с фтористо-кальциевым покрытием: УОНИ-13/45, УОНИ-13/55 и др.
На обратной полярности
Обратную полярность используют для сварки листового металла невысокой толщины и сварки с повышенной скоростью плавления электрода. Для сварки низкоуглеродистых сталей (типа 16Г2АФ), низко-, средне- и высоколегированных сталей и сплавов.
Скорость сварки
Скорость сварки выбирает сварщик в зависимости от свойств основного металла, характеристик электрода, положения шва и т. д.
Скорость сварки должна быть такой чтобы жидкий металл сварочной ванны немного поднимался над поверхностью основного металла с плавным переходом к нему без подрезов и наплывов.
Для предотвращения перегрева металла высоколегированные стали сваривают с большей скоростью.
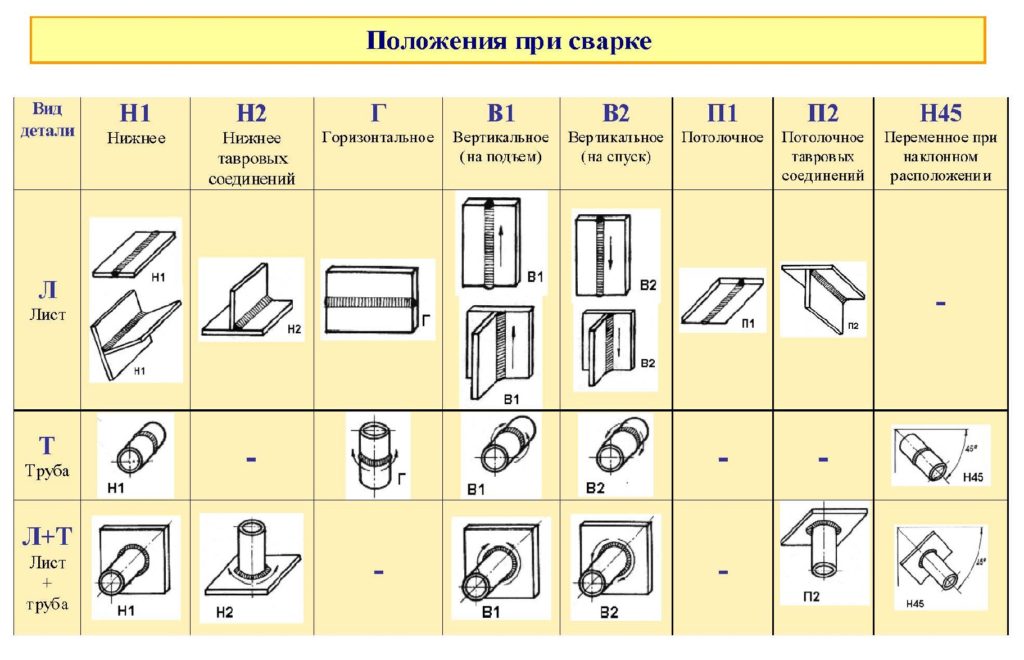
Расположение шва в пространстве
Расположение шва в пространстве влияет на выбор основных параметров режима ручной дуговой сварки. Ручную сварку используют для стыков во всех пространственных положениях, но наиболее удобным положением считается нижнее. Стоит учитывать положение шва в пространстве при расчете основных параметров и выборе электрода.
Предварительный подогрев и последующая термическая обработка
Предварительный подогрев основного металла и последующая обработка используются для сварки сталей склонных к образованию закалочных структур — средне- и высокоуглеродистые стали. Для сварки чугуна, цветных металлов и их сплавов. Температура и способ выполнения подогрева и обработки зависит от толщины основного металла, химического состава и размера конструкции.
Температура окружающей среды
Все стали можно разделить на четыре группы согласно степени их свариваемости. Стали II, III и IV группы нельзя сваривать при температуре ниже -5 °C.
Источник
Длина дуги
После возбуждения дуги электрод нужно выдерживать некоторое время в точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Сварочная ванна сначала будет маленькой, потом станет больше. В таком состоянии ее и надо удерживать. При этом не нужно прямо смотреть на слепящую дугу. Сфокусируйтесь на зоне дальше дымящихся искр, на расплавленной ванне за электродом.
Очень важно научиться удерживать постоянную длину дуги, т. е. зазор между концом электрода и основным металлом, во время продвижения по шву. Длина дуги значительно влияет на ширину, форму и качество сварного шва и зависит от марки и диаметра электрода, пространственного положения сварки, разделки свариваемых кромок и т. п. На глубину проплава влияет незначительно.
Нормальной длина дуги считается в пределах 0,5–1,1 диаметра электрода. Показателями оптимальной длины дуги являются резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Короткая дуга горит устойчиво и спокойно. Она обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. При использовании электродов с тонким покрытием короткая дуга обеспечивает наилучшее качество сварки. Но слишком короткая дуга может вызывать прилипание электрода, дуга прерывается, нарушается процесс сварки.
Длинная дуга горит неустойчиво, с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Чем лучше вы управляете длиной дуги, тем лучше будете варить. Помните, что интенсивная дуга отталкивает ванну и глубоко прогревает металл. При сварке надо следить, чтобы шов был на уровне свариваемой поверхности.
Выбор длины дуги зависит от типа электрода и положения в пространстве изделия при сварке. При использовании электродов с тонким покрытием длина дуги должна быть минимально короткой, не более диаметра электрода. При шлакообразующих или газообразующих электродах длина дуги может быть от 3 до 5 миллиметров.
Напряжение дуги зависит от ее длины и изменяется в пределах 30–60 В. Чем короче дуга, тем меньше напряжение, чем дуга длиннее, тем сильнее напряжение приближается к верхнему порогу.
Выбирая ту или иную длину дуги, приходится учитывать положение свариваемого изделия. Вертикальная и потолочная сварки требуют более короткой дуги, чем при положении изделия, требующем нижней сварки.
Следует учесть, что при изменении длины дуги значительно меняется рабочее напряжение, что влияет на ширину валика. Умение сварщика держать постоянно определенную длину дуги положительно сказывается на равномерности ширины валика и его форме. Нормальную (среднюю) дугу рекомендуется применять при наплавке, сварке в нижнем положении, короткую дугу – при сварке горизонтальных, вертикальных, потолочных швов угловых и стыковых соединений и в других ситуациях, когда требуется проплавление. Длинную дугу применять не рекомендуется.
Минимальную длину дуги можно принять равной половине диаметра электрода, а максимальную – диаметр электрода + 1 миллиметр.
Например, для электрода ? 3 мм длина дуги составляет 1,5–4 мм, для электрода ? 4 мм – 2–5 миллиметров.
Дуговую сварку контролируют ряд параметров, а именно:
- сварочный ток
- напряжение дуги
- скорость сварки
- род и полярность тока
- положение шва в пространстве
- тип электрода и его диаметр
Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
1.1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара – то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Таблица 1.1
| Примерное соотношение толщины металла, диаметра электрода и сварочного тока | ||||||||
| Толщина металла, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
|---|---|---|---|---|---|---|---|---|
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сварочный ток, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 200-250 | 200-350 |
1.2 Напряжение дуги (длина сварочной дуги)
После того, как сила сварочного тока определена, следует рассчитать длину сварочной дуги. Расстояние между концом электрода и поверхностью свариваемого изделия и определяет длину сварочной дуги. Стабильное поддержание длины сварочной дуги очень важно при сварке, это сильно влияет на качество свариваемого шва. Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта. Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Таблица 1.2
| Примерное соотношение диаметра электрода и длины дуги | ||||||||
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
|---|---|---|---|---|---|---|---|---|
| Длина дуги, мм | 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
1.3 Скорость сварки
Выбор скорости сварки зависит от толщины свариваемого изделия и от толщины сварочного шва. Подбирать скорость сварки следует так, что бы сварочная ванна заполнялась жидким металлом от электрода и возвышалась над поверхностью кромок с плавным переходом к основному металлу изделия без наплывов и подрезов. Желательно поддерживать скорость продвижения так, что бы ширина сварочного шва превосходила в 1,5-2 раза диаметр электрода.
Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно большое количество жидкого металла, который растекается перед сварочной дугой и препятствует её воздействию на свариваемые кромки – то есть результатом будет непровар и некачественно сформированный шов.
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей зоне. А это чревато деформацией швов после охлаждения, вплоть до трещин.
Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны. В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.

На рисунке видно, что при увеличении скорости заметно уменшается ширина шва, при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) – при скоростях 30 и 40 м/ч.
1.4 Род и полярность тока
У большинства моделей бытовых аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. При использовании постоянного тока возможны два варианта подключения электрода и детали:
- При прямой полярности деталь подсоединяется к зажиму «+», а электрод к зажиму «-»
- При обратной полярности деталь подключается к «-», а электрод – к «+»
На положительном полюсе выделяется больше тепла, чем на отрицательном. Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
| Постоянный ток | |
| Прямая полярность | Обратная полярность |
 |
 |
|
|
|---|
Низколегированные стали – это конструкционные стали, в которых содержится не больше 2,5% легирующих элементов (углерода, хрома, марганца, никеля и т.д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
1.5 Зажигание (возбуждение) сварочной дуги
Зажигание (возбуждение) сварочной дуги можно производить 2-мя способами.
 |
 |
| Первый способ: Чиркаем концом электрода о поверхность металла (напоминает движение зажигаемой спички). Данный способ чаще всего применяют на новом электроде. Этот метод прост и особых профессиональных навыков не требует. | Второй способ можно назвать «касанием», т.к. электрод подводят вертикально (перпендикулярно) к месту начала сварки и после легкого прикосновения к поверхности изделия отводят верх на расстояние примерно в 3-5 мм. Чаще всего этот способ применяют в труднодоступных, узких и прочих неудобных местах. |
|---|
Выбор режима сварки: сила тока, длина дуги, полярность
Чтобы получить качественный и надежный сварочный шов, необходимо понимать, какие электроды лучше всего использовать, какой режим ручной дуговой сварки выбрать. Кроме того, важно учитывать и другие, не менее значимые факторы, такие как: состав и толщину металла, размеры свариваемой заготовки, для каких целей именно она будет использоваться в дальнейшем.
В общем, режим сварки подбирается согласно многим факторам и после анализа полученных данных. Рассмотрим в данной статье сайта основные факторы, которые в той или иной мере, способны повлиять на выбор режима.
Как измеряется длина сварочной дуги?
Длину сварочной дуги принято разделять на длинную, среднюю и короткую.
Выбор её длины зависит от толщины используемого электрода
и рассчитывается следующим образом:
- Длинная
– более 1.5 диаметра электрода; - Средняя
– от 1 мм до 1.2 диметра электрода; - Короткая
– от 0.5 мм до 1-го диаметра электрода.
*
:

Удержание длинной дуги
считается неправильным процессом и приводит к бракованным швам.
Средняя длина
используется крайне редко и я вообще
советую навсегда забыть об этих двух видах длин дуги
.
Для формирования красивого и качественного шва используется только короткая дуга!
Дуга может немного
удлиняться для перекрытия старого шва, замка или для выплавления пор. В остальном
важно держать короткую дугу в нужном диапазоне не превышая и не уменьшая заданную длину
.
*
Как видно – разница существенная, а я всего-то увеличил длину дуги во втором примере лишь на несколько, казалось бы несущественных, миллиметра.
Исходя из практики обучения новичков ручной дуговой сварке я сделал вывод, что именно проблема удержания короткой дуги на протяжении всей длины шва и является основной!
Выбор силы тока в зависимости от диаметра электродов
Тонкий металл, толщиной не более 1 мм, сваривают электродами 1 мм, а сила тока при этом выставляется минимально возможных значений, в пределах 10-30 А. При сварке более толстого металла, до 2 мм, применяются электроды чуть большего диаметра, в 1,5 или 2 мм. Сила тока для сварки этими электродами выставляется в пределах 30-50 А.

Электродом 3 мм варят металл до 4 мм, а силу тока на инверторе выставляются в пределах 60-120 А. Для сварки металлов толщиной свыше 10 мм, уже используются куда более толстые электроды — 4 и 5 мм. Для нормального их использования, на сварочном аппарате приходится выставлять ток, более 120 А.
Как удерживать короткую дугу?
Как уже стало понятно, для того чтобы удерживать стабильную короткую длину дуги, нужно постоянно подвигать электрод вперёд по мере его сгорания.
Равномерно «скармливать» его сварочной ванне.
Самый лёгкий способ удержания короткой дуги, который кстати рекомендуется технологами – это опирать один край электрода (козырька) о поверхность сварочной ванны.

Всё приходит с опытом
, ведь в обычной жизни данное движение мало где применяется, однако для того, чтобы его достичь
необходимо помнить о частых ошибках
, которые очень мешают удержанию стабильной длины дуги.
Ошибка номер один: боязнь.
Вспоминая себя в начале обучения сварочному делу, в голове отчётливо всплывают моменты дикой боязни самого процесса. Мне постоянно казалось, что вот-вот меня ударит током или больно обожгёт искрами или расплавленным металлом.
Для того, чтобы это предотвратить, следует просто напросто позаботиться о Вашей одежде
и перчатках
– закройте все открытые участки кожи и не беспокойтесь об искрах, которые при попадании на кожу заставят Вас дрогнуть и сбить удерживаемую дугу.

Ошибка номер два: устойчивость
Пожалуй самый важный критерий удержания ровной длины дуги – это устойчивое положение всего Вашего тела при сварке.
Обязательно примите максимально удобное и устойчивое положение перед сваркой, проведите всё расстояние электродом в холостую
, чтобы убедиться в правильности принятия положения Вашего тела.
Удерживайте ручку держателя электродов двумя руками – одной держите, другой поддерживаете.
Если перед Вами есть упор, то обязательно поставьте на него локоть руки, которая придерживает вторую руку.
Наматывайте кабель на руку
, чтобы он свободно не болтался в пространстве, не раскачивался и не смог задеть посторонние предметы.
При сварке стоя лучше не ставить ноги узко, а развести их для большей устойчивости.
Скорость сварки при ручной электродуговой сварке
Ручную электродуговую сварку характеризует скорость ее осуществления. Она влияет на ширину шва. Чем быстрее скорость, тем уже получается шов. При медленной работе шов получается широкий. Поперечные движения электродом в процессе соединения также влияют на ширину и еще на глубину шва. Слишком быстро и очень медленно варить не стоит. При очень быстрой работе будут образовываться незаполненные металлом пространства, которые могут стать причиной появления трещин. Очень медленная работа электродом позволяет расплавленному металлу растекаться, что сделает изделие некачественным. Также различными могут быть движения торца электрода (зигзаги, «ёлочки»).

Таким образом, выбор режима ручной дуговой сварки – это комплекс действий, направленных на поиск нужных параметров для соединения конкретного изделия. Если вы не профессионал или даже совсем новичок в этом деле, тогда с первого раза выбор режима сварки, необходимого для конкретного изделия, может не получится. Но для этого и существует практика, справочная информация, инструкции для ознакомления, в которых указаны параметры ручной дуговой сварки в зависимости от различных показателей. Стоит отметить, что в каждом случае все параметры подбираются индивидуально. Режимы ручной дуговой сварки покрытыми электродами можно выбрать самостоятельно.
Какое влияние имеет полярность?

Не зависимо от типа сварочного оборудования, режим выполнения работ тесно связан с полярностью. Она бывает двух типов:
- Прямая.
- Обратная.
При прямой полярности анод подключают на свариваемую деталь, а катод – на электрод аппарата. Процесс характеризуется ускоренным плавлением присадочного материала, скорость которого превышает интенсивность расплава заготовки.
Использование прямой полярности приводит к увеличению расхода электродного материала. Это оправдано при работе с тонколистовым металлом, либо при сварке тонкого элемента с массивной деталью.
Обратная полярность характеризуется подключением анода на электрод, а катода – на основной металл. При этом процесс приобретает противоположные качества – интенсивное плавление заготовки при экономном расходе электродов. Обратная полярность помогает работать с изделиями большой толщины.
Основные понятия
Единицей измерения электрического тока является ампер. По своим свойствам бывает:
- Постоянный. В данном случае энергия не меняет своих параметров. Постоянный сварочный ток используют в полупроводниковых инверторах и сварочных выпрямителях.
- Переменный. Характеризуется постоянным изменением направлением движения электронов. Такой тип используется в электроснабжении многоквартирных и частных домов. Принцип использования переменной энергии реализован в понижающих сварочных трансформаторах, первичная обмотка которых подключается к сети 220 или 380 В.

Принцип работы трансформатора.
Помимо типа сварочного тока, на качество будущего соединения влияют следующие параметры:
- Толщина свариваемых элементов.
- Тип металла или сплава, с которым предстоит работать.
- Параметры и величина сечения электродного элемента.
- Применяемое сварочное оборудование и величина тока.
На последнем пункте следует остановиться подробнее. Зависимость между силой тока и количеством теплоты прямая. Чем выше первый показатель, тем больше тепла выделяется при горении электрической дуги, соответственно, базовая поверхность нагревается быстрее, увеличивая производительность.
Исходя из этого, чем выше толщина заготовки, тем сильнее должен быть ток для полного проплавления металла.
При увеличении силы тока следует подбирать электроды большего сечения, иначе энергия будет расходоваться нерационально.
Практическое определение
Квалифицированный специалист легко подберет оптимальный режим соединения, вне зависимости от режима сварки, ММА или MIG. Новичкам чаще приходится обращаться к справочной литературе.
Производители сварочного оборудования и расходных материалов снабжают свои продукты инструкциями по эксплуатации, содержащими рекомендациями по выбору режима. Такую информацию следует считать приоритетной.
При работе на производственных площадках отсутствует возможность изучения технической литературы. Для выбора параметров были разработаны простые формулы, позволяющие подобрать показатели в считанные секунды.
Как правильно подобрать на инверторе?
Инвертор – продукт полупроводниковых технологий. Главные преимущества данного аппарата – малые габариты, по сравнению со сварочными трансформаторами и высокий КПД, достигающий 95 %. Современные инверторные агрегаты способны работать в диапазоне от 20 до 500 А. Имеется ряд полезных функций, призванных облегчить мастеру жизнь:
- Быстрый старт;
- Форсаж дуги;
- Антизалипание электрода.
Многие аппараты оснащены приборами термозащиты. Профессиональные модели имеют пыле- и влагозащищенную конструкцию, способную функционировать в сложных условиях.
Все это делает аппараты идеальным выбором для домашнего пользования. После приобретения, начинающий специалист не знает, какой выбрать ток для сварки инвертором. Для решения этой проблемы следует руководствоваться рекомендациями завода-изготовителя. В случае их отсутствия, воспользуйтесь справочной литературой.
С основными сложностями сварщик сталкивается при работе с тонколистовым металлом, который очень легко прожечь. Подходить к этому процессу следует с особой осторожностью. Например, для сварки стального листа толщиной 0,8 миллиметров, необходимая сила тока составит 35 А. Рекомендуемая толщина электрода – не более 1,8 мм.
При работе с электродами диаметром 3-4 мм, которые считают самыми ходовыми для домашних работ, для расчета необходимых амперных характеристик, существует следующая формула:
I = d*40 – 10 %
Где I – сила тока, а d – величина сечения электрода.
