Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
- возможно ли выполнение поверхностной обработки болта;
- возможно ли свободное соединение;
- сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
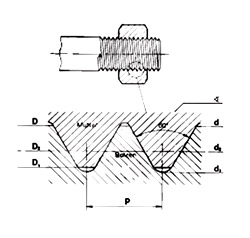 |
D… Номинальный наружный диаметр внутренней резьбы (гайка) d… Номинальный наружный диаметр наружной резьбы (болт) _____________________________________________________ D/d Номинальный диаметр резьбы D2/d2 Номинальный средний диаметр резьбы D1/d3 Номинальный внутренний диаметр резьбы P Шаг резьбы |
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) – 0,6495P
D1 (d1) = D(d) – 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
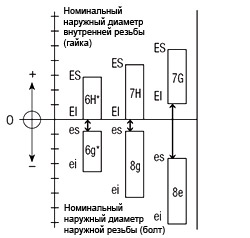 |
0 – нулевая отметка (h/H) – Номинальный диаметр +/- – положительные/отрицательные зоны расположения допусков e/g/G – положение допуска относительно 0 (h/H) 6/7/8 – степень точности допуска * – стандартный размер допуска болта/гайки Es/ei – максимальный размер границы поля допуска Ei/es – минимальный размер границы поля допуска ↨ – допуск зазора для антикоррозийного покрытия |
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
|
Класс точности: |
Средний |
Грубый |
||
|
Резьба |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
|
Без покрытия |
6g |
6H |
8g |
7H |
|
Тонкое гальваническое покрытие |
||||
|
Крупные размеры (без покрытия) |
6e |
6G |
8e |
7G |
|
Толстое гальваническое покрытие |
||||
|
Класс точности продукции: |
A, B |
C |
||
|
ГОСТ |
7798-70, 7805-70 |
5915-70, 5927-70 |
15589-70 |
|
|
DIN |
931, 933 |
934 |
558, 601 |
555 |
|
ISO |
4014, 4017 |
4032 |
4018, 4016 |
4034 |
Длина свинчивания резьбы
Длины свинчивания резьбы подразделяются на 3 группы: «короткие» S, «нормальные» N, «длинные» L. Длина свинчивания традиционных соединений (группа N) зависит от шага резьбы согласно ISO 965/DIN 13-14
Длина свинчивания N max для мелкой и крупной резьбы:
|
Диаметр резьбы |
M5 |
M6 |
M8 |
M10 |
M12 |
M14-M16 |
M18-M22 |
M24-M27 |
M30-M33 |
M36-M39 |
M42-M45 |
|
|
Шаг резьбы |
Крупная резьба |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
|
Мелкая резьба |
0,5 |
0,75 |
1 |
1,25 |
1,5 |
1,5 |
2 |
2 |
2 |
3 |
3 |
|
|
Длина свинчивания N max |
Крупная резьба |
7,5 |
9 |
12 |
15 |
18 |
24 |
30 |
36 |
45 |
53 |
63 |
|
Мелкая резьба |
4,5 |
7,1 |
9 |
12 |
13 |
16 |
16 |
25 |
25 |
36 |
36 |
Размеры метрической резьбы (согласно ISO 965-2 / DIN 13-20, 21, 22, 27):
|
Номи- нальный диаметр резьбы d/D |
Шаг резьбы P |
Средний диаметр нулевой линии h/H |
Наружная резьба (болт, винт) |
Внутренняя резьба (гайка) |
||||||||||||
|
Поле допус- ка / поло- жение |
Номиналь- ный диаметр резьбы d |
Номиналь- ный средний диаметр резьбы d2 |
Номиналь- ный внутренний диаметр резьбы d3 |
Поле допус- ка / поло- жение |
Номи- нальный диаметр резьбы D мин. |
Номи- нальный средний диаметр резьбы D2 |
Номи- нальный внутренний диаметр резьбы D3 |
|||||||||
|
Круп- ный |
Мел- кий |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
|||
|
M3 |
0,5 |
2,675 |
6g |
2,980 |
2,874 |
2,655 |
2,580 |
2,367 |
2,273 |
6H |
3,000 |
2,675 |
2,775 |
2,459 |
2,599 |
|
|
6e |
2,950 |
2,844 |
2,625 |
2,550 |
2,337 |
2,243 |
6G |
3,020 |
2,695 |
2,795 |
2,479 |
2,619 |
||||
|
M4 |
0,7 |
3,545 |
6g |
3,978 |
3,838 |
3,523 |
3,433 |
3,119 |
3,002 |
6H |
4,000 |
3,545 |
3,663 |
3,242 |
3,422 |
|
|
6e |
3,944 |
3,804 |
3,489 |
3,399 |
3,085 |
2,968 |
6G |
4,022 |
3,567 |
3,685 |
3,264 |
3,444 |
||||
|
M5 |
0,8 |
4,48 |
6g |
4,976 |
4,826 |
4,456 |
4,361 |
3,995 |
3,869 |
6H |
5,000 |
4,480 |
4,605 |
4,134 |
4,334 |
|
|
6e |
4,940 |
4,790 |
4,420 |
4,325 |
3,959 |
3,833 |
6G |
5,024 |
4,504 |
4,629 |
4,158 |
4,358 |
||||
|
M6 |
1 |
5,35 |
6g |
5,974 |
5,794 |
5,324 |
5,212 |
4,747 |
4,596 |
6H |
6,000 |
5,350 |
5,500 |
4,917 |
5,153 |
|
|
6e |
5,940 |
5,760 |
5,290 |
5,178 |
4,713 |
4,562 |
6G |
6,026 |
5,376 |
5,526 |
4,943 |
5,179 |
||||
|
M8 |
1,25 |
7,188 |
6g |
7,972 |
7,760 |
7,160 |
7,042 |
6,438 |
6,272 |
6H |
8,000 |
7,188 |
7,348 |
6,647 |
6,912 |
|
|
8e |
7,937 |
7,602 |
7,125 |
6,935 |
6,403 |
6,165 |
6G |
8,028 |
7,216 |
7,376 |
6,675 |
6,940 |
||||
|
1 |
7,35 |
6g |
7,974 |
7,794 |
7,324 |
7,212 |
6,747 |
6,596 |
6H |
8,000 |
7,350 |
7,500 |
6,917 |
7,153 |
||
|
M10 |
1,5 |
9,026 |
6g |
9,965 |
9,732 |
8,994 |
8,862 |
8,128 |
7,938 |
6H |
10,000 |
9,026 |
9,206 |
8,376 |
8,676 |
|
|
8e |
9,933 |
9,558 |
8,959 |
8,747 |
8,093 |
7,823 |
6G |
10,032 |
9,058 |
9,238 |
8,408 |
8,708 |
||||
|
1,25 |
9,188 |
6g |
9,972 |
9,760 |
9,160 |
9,042 |
8,438 |
8,272 |
6H |
10,000 |
9,188 |
9,348 |
8,647 |
8,912 |
||
|
M12 |
1,75 |
10,863 |
6g |
11,966 |
11,701 |
10,829 |
10,679 |
9,819 |
9,602 |
6H |
12,000 |
10,863 |
11,063 |
10,106 |
10,441 |
|
|
8e |
11,929 |
11,504 |
10,792 |
10,556 |
9,782 |
9,479 |
6G |
12,034 |
10,897 |
11,097 |
10,140 |
10,475 |
||||
|
1,5 |
11,026 |
6g |
11,968 |
11,732 |
10,994 |
10,854 |
10,128 |
9,930 |
6H |
12,000 |
11,026 |
11,216 |
10,376 |
10,676 |
||
|
M14 |
2 |
12,701 |
6g |
13,962 |
13,682 |
12,663 |
12,503 |
11,508 |
11,271 |
6H |
14,000 |
12,701 |
12,913 |
11,835 |
12,210 |
|
|
8e |
13,929 |
13,479 |
12,630 |
12,380 |
11,475 |
11,148 |
6G |
14,038 |
12,739 |
12,951 |
11,873 |
12,248 |
||||
|
1,5 |
13,026 |
6g |
13,968 |
13,732 |
12,994 |
12,854 |
12,128 |
11,930 |
6H |
14,000 |
13,026 |
13,216 |
12,376 |
12,676 |
||
|
M16 |
2 |
14,701 |
6g |
15,962 |
15,682 |
14,663 |
14,503 |
13,508 |
13,271 |
6H |
16,000 |
14,701 |
14,913 |
13,835 |
14,210 |
|
|
8e |
15,929 |
15,479 |
14,630 |
14,380 |
13,475 |
13,148 |
6G |
16,038 |
14,739 |
14,951 |
13,873 |
14,248 |
||||
|
1,5 |
15,026 |
6g |
15,968 |
15,732 |
14,994 |
14,854 |
14,128 |
13,930 |
6H |
16,000 |
15,026 |
15,216 |
14,376 |
14,676 |
||
|
M18 |
2,5 |
16,376 |
6g |
17,958 |
17,623 |
16,334 |
16,164 |
14,891 |
14,625 |
6H |
18,000 |
16,376 |
16,600 |
15,294 |
15,744 |
|
|
8e |
17,920 |
17,390 |
16,296 |
16,031 |
14,853 |
14,492 |
6G |
18,042 |
16,418 |
16,642 |
15,336 |
15,786 |
||||
|
2 |
16,701 |
6g |
17,962 |
17,682 |
16,663 |
16,503 |
15,508 |
15,271 |
6H |
18,000 |
16,701 |
16,913 |
15,835 |
16,210 |
||
|
M20 |
2,5 |
18,376 |
6g |
19,958 |
19,623 |
18,334 |
18,164 |
16,891 |
16,625 |
6H |
20,000 |
18,376 |
18,600 |
17,294 |
17,744 |
|
|
8e |
19,920 |
19,390 |
18,296 |
18,031 |
16,853 |
16,492 |
6G |
20,042 |
18,418 |
18,642 |
17,336 |
17,786 |
||||
|
2 |
18,701 |
6g |
19,962 |
19,682 |
18,663 |
18,503 |
17,508 |
17,271 |
6H |
20,000 |
18,701 |
18,913 |
17,835 |
18,210 |
||
|
M22 |
2,5 |
20,376 |
6g |
21,958 |
21,623 |
20,334 |
20,164 |
18,891 |
18,625 |
6H |
22,000 |
20,376 |
20,600 |
19,294 |
19,744 |
|
|
8e |
21,920 |
21,390 |
20,296 |
20,031 |
18,853 |
18,492 |
6G |
22,042 |
20,418 |
20,642 |
19,336 |
19,786 |
||||
|
2 |
20,701 |
6g |
21,962 |
21,682 |
20,663 |
20,503 |
19,508 |
19,271 |
6H |
22,000 |
20,701 |
20,913 |
19,835 |
20,210 |
||
|
M24 |
3 |
22,051 |
6g |
23,952 |
23,577 |
22,003 |
21,803 |
20,271 |
19,955 |
6H |
24,000 |
22,051 |
22,316 |
20,752 |
21,252 |
|
|
8e |
23,915 |
23,315 |
21,966 |
21,651 |
20,234 |
19,803 |
6G |
24,048 |
22,099 |
22,364 |
20,800 |
21,300 |
||||
|
2 |
22,701 |
6g |
23,962 |
23,682 |
22,663 |
22,493 |
21,508 |
21,261 |
6H |
24,000 |
22,701 |
22,925 |
21,835 |
22,210 |
||
|
M27 |
3 |
25,051 |
6g |
26,952 |
26,577 |
25,003 |
24,803 |
23,271 |
22,955 |
6H |
27,000 |
25,051 |
25,316 |
23,752 |
24,252 |
|
|
8e |
26,915 |
26,315 |
24,966 |
24,651 |
23,234 |
22,803 |
6G |
27,048 |
25,099 |
25,364 |
23,800 |
24,300 |
||||
|
2 |
25,701 |
6g |
26,962 |
26,682 |
25,663 |
25,493 |
24,508 |
24,261 |
6H |
27,000 |
25,701 |
25,925 |
24,835 |
25,210 |
||
|
M30 |
3,5 |
27,727 |
6g |
29,947 |
29,522 |
27,674 |
27,462 |
25,653 |
25,306 |
6H |
30,000 |
27,727 |
28,007 |
26,211 |
26,771 |
|
|
8e |
29,910 |
29,240 |
27,637 |
27,302 |
25,616 |
25,146 |
6G |
30,053 |
27,780 |
28,060 |
26,264 |
26,824 |
||||
|
2 |
28,701 |
6g |
29,952 |
29,577 |
28,003 |
27,803 |
26,271 |
25,955 |
6H |
30,000 |
28,051 |
28,316 |
26,752 |
27,252 |
||
|
M33 |
3,5 |
30,727 |
6g |
32,947 |
32,522 |
30,674 |
30,462 |
28,653 |
28,306 |
6H |
33,000 |
30,727 |
31,007 |
29,211 |
29,771 |
|
|
8e |
32,910 |
32,240 |
30,637 |
30,302 |
28,616 |
28,146 |
6G |
33,053 |
30,780 |
31,060 |
29,264 |
29,824 |
||||
|
2 |
31,701 |
6g |
32,962 |
32,682 |
31,663 |
31,493 |
30,508 |
30,261 |
6H |
33,000 |
31,701 |
31,925 |
30,835 |
31,210 |
||
|
M36 |
4 |
33,402 |
6g |
35,940 |
35,465 |
33,342 |
33,118 |
31,033 |
30,655 |
6H |
36,000 |
33,402 |
33,702 |
31,670 |
32,270 |
|
|
8e |
35,905 |
35,155 |
33,307 |
32,952 |
30,998 |
30,489 |
6G |
36,060 |
33,462 |
33,762 |
31,730 |
32,330 |
||||
|
3 |
34,051 |
6g |
35,952 |
35,577 |
34,003 |
33,803 |
32,271 |
31,955 |
6H |
36,000 |
34,051 |
34,316 |
32,752 |
33,252 |
Требования к метрической резьбе изделий, производимых в РФ, представлены в стандарте ГОСТ 16093-2004.
4.1
Исходные данные для выполнения задания
Задано
резьбовое соединение – М18х1,5 – 7H/7g.
Расшифровка
резьбового соединения:
Буква
М обозначает метрическую резьбу, первая
цифра – номинальный наружный диаметр
резьбы D(d)
мм, через знак х обозначение шага резьбы
Р
= 1,5 мм, 6H
– в числителе поле допуска по среднему
и внутреннему диаметрам гайки, 6g
– в знаменателе – поле допуска по
среднему и наружному диаметрам болта.
4.2
Определение номинальных диаметров
резьбы
Номинальные
диаметры резьбы определяем по формулам:
средний
диаметр d2(D2)
= d
– 1 + 0,026 = 18 – 1 + 0,026 = 17,026 мм;
внутренний
диаметр d1(D1)
= d
– 2 + 0,376 = 18 – 2 + 0,376 = 16,376 мм.
4.3
Определение предельных отклонений
диаметров резьбы гайки и болта
По
[8, таблица 31] определяем предельные
отклонения диаметров резьбы гайки –
М18х1,5 – 7Н.
Нижнее
отклонение для всех диаметров (D2,
D1,
D)
EI
= 0.
Верхние
отклонения: для среднего диаметра
D2
– ES2
= +236 мкм;
для
внутреннего диаметра D1
– ES1
= +375 мкм;
для наружного
диаметра D
– ES
не регламентируется.
Предельные
размеры и допуски среднего TD2
и внутреннего TD1
диаметров определяются по формулам
D min
=
D + EI = 18 + 0 = 18 мм;
D2
max =
D2
+ ES2
= 17,026 + 0,236 = 17,262 мм;
D2
min =
D2
+
EI2
= 17,026 + 0 = 17,026 мм;
D1max
=
D1
+
ES1
= 16,376 + 0,375 = 16,751 мм;
D1
min
= D1
+ EI1
= 16,376 + 0 =
16,376 мм.
Допуски
диаметров гайки TD2
= ES2
– EI2
= +236 – 0 = 236 мкм;
TD1
= ES1
– EI1
= +375 – 0 =
375 мкм.
По
[8, таблица 32] находим предельные отклонения
диаметров болта –
М18х1,5
– 7g:
верхнее
отклонение для всех диаметров (d2,,
d1,
d),
одинаково и равно es
= -32 мкм, нижнее – для d
– ei
= – 268 мкм;
для d2–
ei2
= – 212 мкм;
для d1
– ei1
– не регламентируется.
По
формулам определяем предельные размеры
диаметров и допуски среднего Td2
и наружного Td
диаметров резьбы:
d max
=
d + es = 18 + (-0,032) = 17,968 мм;
d min
=
d + ei = 18 + (-0,268)= 17,732 мм;
d2
max
=
d2
+ es2
=
17,026 + (-0,032)=16,994 мм;
d2
min =
d2
+ ei2
= 17,026 + (-0,212)= 16,814 мм;
d1
max
= d1
+ es
= 16,376 + (-0,032) = 16,344 мм.
Допуски
диаметров болта:
Td2
= es2
–
ei2
= -32 – (-212) = 180 мкм;
Td = es
– ei = -32 – (-268) = 236 мкм.
Зазоры
по среднему диаметру, определяющие
посадку резьбового соединения определяем
по формулам:
S2
max
= ES2
– ei2
= +236 – (- 212) = 448 мкм;
S2
min =
EI2
– es2
= 0 – (-32) = 32 мкм.
Результаты
вычислений показаны в таблицах 4.1 и 4.2.
Таблица
4.1 – Величины параметров резьбы гайки
|
Диаметры |
Предельные |
Предельные |
Допуски, |
||
|
нижнее |
верхнее |
наибольший |
наименьший |
||
|
D D2= D1= |
0 0 0 |
— +236 +375 |
— 17,262 16,751 |
18 17, 16,376 |
– TD2=236 TD1=375 |
Таблица
4.2 – Величины параметров резьбы болта
|
Диаметры |
Предельные |
Предельные |
Допуски, |
||
|
нижнее |
верхнее |
наибольший |
наименьший |
||
|
d d2=17,026 d1=16,376 |
-268 -212 — |
-32 -32 -32 |
17,968 16,994 16,344 |
17,732 16,814 — |
Td Td2= — |
4.4
Построение схемы расположения полей
допусков и профильной схемы резьбового
соединения.
На
рисунке 4.1 построена схема расположения
полей допусков и профильная схема
резьбового соединения.
При
построении следует учитывать, что на
половине профиля резьбы, как и на схемах
расположения полей допусков, откладываются
половины допусков.
4.5
Выполнение чертежа болта
На
чертеже представлен болт по ГОСТ 7805-68
(Приложение Д), на который нанесено
условное обозначение, размер, указана
шероховатость резьбовых поверхностей.

Рисунок
4.1- Схема расположения полей допусков
(а)
и профильная схема(б)
резьбового соединения М18х1,5 – 7H/7g
4.6
Выбор средств контроля и измерения
резьбовых соединений.
Контроль
точности резьбовых изделий выполняется
как комплексным, так и дифференцированным
методами. В производственных условиях
резьбу контролируют преимущественно
комплексным методом, т.е. с помощью
набора калибров. По виду контролируемой
поверхности калибры подразделяются на
калибры для контроля внутренней резьбы
и калибры для контроля наружной резьбы.
В
комплект калибров для контроля наружной
резьбы входят гладкие скобы ПР и НЕ,
контролирующие поле допуска по наружному
диаметру, и два резьбовых кольца ПР и
НЕ. Проходной резьбовой калибр-кольцо
ПР контролирует приведенный средний
диаметр и одновременно внутренний
диаметр резьбы, а непроходное кольцо
НЕ – наименьший средний диаметр d2min.
В
комплект калибров для контроля внутренней
резьбы входят гладкие пробки ПР и НЕ,
контролирующие поле допуска по внутреннему
диаметру, и две резьбовые пробки ПР и
НЕ. Проходной резьбовой пробкой ПР
контролирует приведенный средний
диаметр и одновременно наружный диаметр
резьбы, а непроходной пробкой НЕ –
наибольший внутренний диаметр D1max.
Дифференцированный
контроль предусматривает измерение
каждого параметра резьбы (трех диаметров,
шага и угла профиля) в отдельности.
Для
контроля основных параметров наружной
резьбы (резьбы болта) можно использовать
следующие средства дифференцированного
контроля:
-
для
измерения среднего диаметра d2
используются универсальные средства
без дополнительных приспособлений или
с использованием резьбовых вставок,
ножей, проволочек и роликов. Например,
можно использовать микрометр со
вставками – для диапазона измерения
0-25 мм следует брать пару вставок для
резьбы с шагом P
= 1,5-1,75 мм; можно также использовать
метод трех проволочек совместно с
гладким микрометром. Диаметр проволочек
для шага Р = 1,5 мм – dn
= 0,866 мм. -
для
измерения наружного диаметра резьбы
можно использовать гладкий микрометр; -
для
измерения внутреннего диаметра, шага
резьбы, угла профиля, а также наружного
и среднего диаметров можно использовать
инструментальные микроскопы различных
моделей: ММИ, БМИ, УИМ. Эти приборы
позволяют проводить измерения прямым
бесконтактным способом с достаточной
степенью точности; -
средний
диаметр внутренней резьбы измеряется
с помощью штихмасов с резьбовыми
вставками с помощью индикаторных
приборов или сферических полувставок; -
можно
также использовать метод получения
оттисков и отливок с последующим их
измерением универсальными средствами;
все
параметры внутренней резьбы можно
измерять с помощью специального
микроскопа ИЗК-59. Существуют автоматические
средства контроля параметров резьбы
(автомат БВ-538, автомат Львовского
политехнического института и др.).
На
эскизах резьбового соединения внутренней
и наружной резьбы (рисунок 4.2) нанести
условные обозначения, размеры и указать
шероховатость резьбовых поверхностей.

Рисунок
4.2 – Обозначение резьбового соединения:
а
– в сборе М18х1,5 – 7H/7g;
б
– внутренней резьбы М18х1,5 – 7H;
в
– наружной резьбы М18х1,5 – 7g
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Допуски и посадки метрических резьбовых соединений
Соединение деталей с помощью резьбы широко применяется в машиностроении для образования неподвижных (крепежных) и подвижных (кинематических) соединений. Более подробную информацию о видах резьбы, достоинствах и недостатках этого вида разъемных соединений можно получить здесь.

Современные методы нарезания и контроля резьб обеспечивают полную взаимозаменяемость резьбовых деталей. Главным условием взаимозаменяемости резьб является свинчиваемость винтов и гаек, имеющих резьбу одинакового профиля, шага и номинального диаметра, при получении данного характера соединения без подгонки.
Свинчиваемость и характер резьбового соединения определяются соотношением и точностью средних диаметров наружной (болта) и внутренней (гайки) резьб.
Метрическая резьба является основным типом крепежной резьбы.
Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на болте отличается от профиля резьбы в отверстии гайки величиной притупления его вершин и впадин.
Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81 в миллиметрах, а также средний диаметр резьбы d2(D2) и внутренний диаметр резьбы d1(D1).
На рис. 1 показаны основные параметры и расположение полей допусков для крепежной метрической резьбы Н6/g6.

Для свинчиваемости парных резьб необходимо, чтобы на длине свинчивания действительные диаметры наружной и внутренней резьбы не выходили за пределы номинального контура, являющегося наибольшим предельным контуром наружной резьбы и наименьшим предельным контуром для внутренней резьбы.
Таким образом, действительные размеры реальных резьбовых поверхностей на всей длине свинчивания не должны выходить за предельные контуры резьбы.
У большинства резьб по наружным и внутренним диаметрам предусматриваются зазоры и поля допусков расположены так, что погрешности этих диаметров не препятствуют свинчиваемости резьб. Поэтому свинчиваемость резьб зависит только от точности средних диаметров (d2, D2), шага и угла профиля резьбы.
Указанные погрешности взаимно независимы, но между ними легко установить математическую связь. Это позволяет компенсировать допустимой погрешностью среднего диаметра резьбы влияние погрешностей шага и угла профиля на свинчиваемость (диаметральная компенсация, см. рис. 1).

В зависимости от эксплуатационных требований к степени подвижности резьбовых соединений стандартами установлены поля допусков, образующие посадки трех групп: с зазором (ГОСТ 16093–81), переходные (ГОСТ 24834–81) и с натягом (ГОСТ 4608–81).
Наружная резьба (болт) нормируется по среднему и наружному диаметрам (d2 и d), внутренняя резьба (гайка) – по среднему и внутреннему диаметрам (D2 и D1). Допуски этих диаметров резьбы устанавливаются по степеням точности, которые обозначаются цифрами.
Степени точности диаметров резьбы приведены в табл. 1.
Таблица 1. Степени точности диаметров резьбы
|
Вид резьбы |
Диаметр резьбы |
Степень точности |
|
Наружная |
d2 |
3, 4, 5, 6, 7, 8, 9, 10* |
|
d |
4, 6, 8 |
|
|
Внутренняя |
D2 |
4, 5, 6, 7, 8 , 9* |
|
D1 |
4, 5, 6, 7, 8 |
|
| * Только для резьб на деталях из пластмасс |
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EI для внутренней) и обозначается буквой латинского алфавита: строчной для наружной резьбы и прописной для внутренней.
Основные отклонения диаметров резьбы для посадок с зазором приведены в табл. 2.
Таблица 2. Основные отклонения диаметров резьбы
|
Вид резьбы |
Диаметр резьбы |
Основное отклонение |
|
Наружная |
d2 |
d, e, f, g, h |
|
d1 |
d, e, f, g, h |
|
|
Внутренняя |
D2 |
E, F, G, H |
|
D1 |
E, F, G, H |
Поле допуска диаметра резьбы образуется сочетанием степени точности и основного отклонения. Поле допуска резьбы образуется сочетанием полей допусков средних диаметров (D2, d2) с полями допусков диаметров выступов D1 и d.
Обозначение поля допуска диаметра резьбы состоит из цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.
Например: 4h, 6g, 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещенного на первом месте, и обозначения поля допуска диаметра выступов.
Например: 7g6g; 5H6H,
где
7g – поле допуска диаметра d2;
6g – поле допуска диаметра d;
5H – поле допуска диаметра D2;
6H – поле допуска диаметра D1.
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется. Например: 6g; 6H,
где 6g – поле допуска диаметров d2 и d;
6H – поле допуска диаметров D2 и D1.
В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы.
Примеры обозначения резьбы:
С крупным шагом:
М12–6g (наружная резьба),
М12–6H (внутренняя резьба).
С мелким шагом:
М12×1-6g7g (наружная резьба),
М12×1–4H5H (внутренняя резьба).
Левой резьбы:
М12×1LH–6g ( наружная резьба),
М12×1LH–6H (внутренняя резьба).
Длина свинчивания (N) в условном обозначении резьбы не указывается.
Длина свинчивания, к которой относится допуск резьбы, должна быть указана в миллиметрах в обозначении резьбы в следующих случаях:
1) если она относится к группе N;
2) если она относится к группе S, но меньше, чем вся длина резьбы.
Пример обозначения резьбы с длиной свинчивания, отличающейся от нормальной:
М12–7g6g-30.
Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе – обозначение поля допуска наружной резьбы.
Например:
- М12-6Н/6g,
- M12´ 4H5H/7g6g,
- M12´ 1LH-6Н/6g.
Переходные посадки в резьбовых соединениях применяются, если необходимо обеспечить их неподвижность в процессе работы без создания большого натяга, и предназначаются для наружных резьб (резьба на ввинчиваемом конце шпильки).
Для переходных посадок предусмотрены поля допусков:
- на средний диаметр наружной резьбы (d2) – 4jh;4j; 4jk; 2m;
- на средний диаметр внутренней резьбы (D2) – 3H; 4Н; 5H;
- на внутренний диаметр внутренней резьбы (D1) – 6H;
- на наружный диаметр наружной резьбы (d) – 6g (в обозначении не указывается).
Посадки с натягом в резьбовых соединениях применяются, когда необходимо устранить возможность самоотвинчивания без применения дополнительных элементов заклинивания (только за счет натяга); предназначены эти посадки для нагруженных резьб.
Для посадки с натягом предусмотрены поля допусков:

- на средний диаметр наружной резьбы (d2) – 3n, 3р, 2r;
- на средний диаметр внутренней резьбы (D2) – 2H;
- на наружный диаметр наружной резьбы (d) – 6e, 6c;
- на внутренний диаметр внутренней резьбы (D1) – 4D, 5D, 4C, 5C.
Незначительное увеличение натяга в резьбовом соединении может вызвать быстрый рост напряжений и появление пластических деформаций, поэтому возникает необходимость проведения селективной сборки с сортировкой резьбовых деталей на две или три размерные группы (рис. 3).
При обозначении посадок с натягом резьбовых соединений в скобках указывается число сортировочных групп по среднему диаметру.
Например:
M12-2H5C(2)/3p(2)
в скобках указано число сортировочных групп по среднему диаметру.
***
Допуски и посадки шпоночных и шлицевых соединений
Содержание
- 1 Метрология
- 1.1 Олимпиады и тесты
- 2 Отверстия под нарезание метрической резьбы (по ГОСТ 19257)
- 2.1 Размеры и предельные отклонения диаметровотверстий резьб с крупным шагом
- 2.2 Размеры и предельные отклонения диаметров отверстий резьб с мелким шагом
- 2.3 Смотри также:
- 3 Поля допусков метрической резьбы
- 3.1 Основные средства контроля резьбовых изделий
- 3.2 Обозначения резьбы
- 4 Допуски и посадки резьбовых крепежных изделий
- 4.1 Система допусков и посадок резьбовых соединений
- 4.2 Основной принцип построения допусков и посадок на резьбовые соединения крепежных изделий
- 4.3 Допуски резьбы с зазором
- 4.4 Обозначения полей допуска резьбы
- 4.5 Допуски и посадки крепежной резьбы с натягом
- 4.6 Заключение
- 4.7 Список литературы
Метрология

Соединение деталей с помощью резьбы широко применяется в машиностроении для образования неподвижных (крепежных) и подвижных (кинематических) соединений. Более подробную информацию о видах резьбы, достоинствах и недостатках этого вида разъемных соединений можно получить здесь.
Современные методы нарезания и контроля резьб обеспечивают полную взаимозаменяемость резьбовых деталей.
Главным условием взаимозаменяемости резьб является свинчиваемость винтов и гаек, имеющих резьбу одинакового профиля, шага и номинального диаметра, при получении данного характера соединения без подгонки.
Свинчиваемость и характер резьбового соединения определяются соотношением и точностью средних диаметров наружной (болта) и внутренней (гайки) резьб.
Метрическая резьба является основным типом крепежной резьбы.
Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на болте отличается от профиля резьбы в отверстии гайки величиной притупления его вершин и впадин.
Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81 в миллиметрах, а также средний диаметр резьбы d2(D2) и внутренний диаметр резьбы d1(D1).
На рис. 1 показаны основные параметры и расположение полей допусков для крепежной метрической резьбы Н6/g6.
Для свинчиваемости парных резьб необходимо, чтобы на длине свинчивания действительные диаметры наружной и внутренней резьбы не выходили за пределы номинального контура, являющегося наибольшим предельным контуром наружной резьбы и наименьшим предельным контуром для внутренней резьбы.
Таким образом, действительные размеры реальных резьбовых поверхностей на всей длине свинчивания не должны выходить за предельные контуры резьбы.
У большинства резьб по наружным и внутренним диаметрам предусматриваются зазоры и поля допусков расположены так, что погрешности этих диаметров не препятствуют свинчиваемости резьб.
Поэтому свинчиваемость резьб зависит только от точности средних диаметров (d2, D2), шага и угла профиля резьбы.
Указанные погрешности взаимно независимы, но между ними легко установить математическую связь.
Это позволяет компенсировать допустимой погрешностью среднего диаметра резьбы влияние погрешностей шага и угла профиля на свинчиваемость (диаметральная компенсация, см. рис. 1).
В зависимости от эксплуатационных требований к степени подвижности резьбовых соединений стандартами установлены поля допусков, образующие посадки трех групп: с зазором (ГОСТ 16093–81), переходные (ГОСТ 24834–81) и с натягом (ГОСТ 4608–81).
Наружная резьба (болт) нормируется по среднему и наружному диаметрам (d2 и d), внутренняя резьба (гайка) – по среднему и внутреннему диаметрам (D2 и D1). Допуски этих диаметров резьбы устанавливаются по степеням точности, которые обозначаются цифрами.
Степени точности диаметров резьбы приведены в табл. 1.
Таблица 1. Степени точности диаметров резьбы
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная | d2 | 3, 4, 5, 6, 7, 8, 9, 10* |
| d | 4, 6, 8 | |
| Внутренняя | D2 | 4, 5, 6, 7, 8 , 9* |
| D1 | 4, 5, 6, 7, 8 | |
| * Только для резьб на деталях из пластмасс |
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EI для внутренней) и обозначается буквой латинского алфавита: строчной для наружной резьбы и прописной для внутренней.
Основные отклонения диаметров резьбы для посадок с зазором приведены в табл. 2.
Таблица 2. Основные отклонения диаметров резьбы
| Вид резьбы | Диаметр резьбы | Основное отклонение |
| Наружная | d2 | d, e, f, g, h |
| d1 | d, e, f, g, h | |
| Внутренняя | D2 | E, F, G, H |
| D1 | E, F, G, H |
Поле допуска диаметра резьбы образуется сочетанием степени точности и основного отклонения. Поле допуска резьбы образуется сочетанием полей допусков средних диаметров (D2, d2) с полями допусков диаметров выступов D1 и d.
Обозначение поля допуска диаметра резьбы состоит из цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение. Например: 4h, 6g, 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещенного на первом месте, и обозначения поля допуска диаметра выступов.
Например: 7g6g; 5H6H,
где
7g – поле допуска диаметра d2;
6g – поле допуска диаметра d;
5H – поле допуска диаметра D2;
6H – поле допуска диаметра D1.
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется. Например: 6g; 6H,
где 6g – поле допуска диаметров d2 и d; 6H – поле допуска диаметров D2 и D1.
В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы.
Примеры обозначения резьбы:
С крупным шагом:
М12–6g (наружная резьба),
М12–6H (внутренняя резьба).
С мелким шагом:
М12×1-6g7g (наружная резьба),
М12×1–4H5H (внутренняя резьба).
Левой резьбы:
М12×1LH–6g ( наружная резьба),
М12×1LH–6H (внутренняя резьба).
Длина свинчивания (N) в условном обозначении резьбы не указывается. Длина свинчивания, к которой относится допуск резьбы, должна быть указана в миллиметрах в обозначении резьбы в следующих случаях:
1) если она относится к группе N;
2) если она относится к группе S, но меньше, чем вся длина резьбы.
Пример обозначения резьбы с длиной свинчивания, отличающейся от нормальной:
М12–7g6g-30.
Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе – обозначение поля допуска наружной резьбы.
Например:
- М12-6Н/6g,
- M12´ 4H5H/7g6g,
- M12´ 1LH-6Н/6g.
Переходные посадки в резьбовых соединениях применяются, если необходимо обеспечить их неподвижность в процессе работы без создания большого натяга, и предназначаются для наружных резьб (резьба на ввинчиваемом конце шпильки).
Для переходных посадок предусмотрены поля допусков:
- на средний диаметр наружной резьбы (d2) – 4jh;4j; 4jk; 2m;
- на средний диаметр внутренней резьбы (D2) – 3H; 4Н; 5H;
- на внутренний диаметр внутренней резьбы (D1) – 6H;
- на наружный диаметр наружной резьбы (d) – 6g (в обозначении не указывается).
Посадки с натягом в резьбовых соединениях применяются, когда необходимо устранить возможность самоотвинчивания без применения дополнительных элементов заклинивания (только за счет натяга); предназначены эти посадки для нагруженных резьб.
Для посадки с натягом предусмотрены поля допусков:
- на средний диаметр наружной резьбы (d2) – 3n, 3р, 2r;
- на средний диаметр внутренней резьбы (D2) – 2H;
- на наружный диаметр наружной резьбы (d) – 6e, 6c;
- на внутренний диаметр внутренней резьбы (D1) – 4D, 5D, 4C, 5C.
Незначительное увеличение натяга в резьбовом соединении может вызвать быстрый рост напряжений и появление пластических деформаций, поэтому возникает необходимость проведения селективной сборки с сортировкой резьбовых деталей на две или три размерные группы (рис. 3).
При обозначении посадок с натягом резьбовых соединений в скобках указывается число сортировочных групп по среднему диаметру.
Например:
M12-2H5C(2)/3p(2)
в скобках указано число сортировочных групп по среднему диаметру.
***
Основные понятия о допусках и посадках
Олимпиады и тесты
Источник: http://k-a-t.ru/metrologia/metrologia_rezby/index.shtml
Отверстия под нарезание метрической резьбы (по ГОСТ 19257)
Диаметры отверстия под нарезание метрической резьбы по ГОСТ 9150,
ГОСТ 24705 с допусками по ГОСТ 16093 в сером чугуне по ГОСТ 1412,
в сталях по ГОСТ 380, ГОСТ 1050, ГОСТ 4543, ГОСТ 10702, ГОСТ 5632 (кроме сплавов на никелевой основе),
в алюминиевых литейных сплавах по ГОСТ 1583,
в меди по ГОСТ 859.
Размеры и предельные отклонения диаметров
отверстий резьб с крупным шагом
(размеры в мм)
Номинальный диаметр резьбы dШаг резьбы PДиаметр отверстия под резьбу с полем допуска4H5H; 5H; 5H6H; 6H; 7H 6G; 7G 4H5H; 5H 5H6H; 6H; 6G 7H; 7G 2,5
| Номинал | Отклонения | ||||
| 0,45 | 2,05 | 2,07 | +0,07 | +0,09 | — |
| 0,5 | 2,50 | 2,52 | +0,08 | +0,19 | +0,14 |
| 0,6 | 2,90 | 2,93 | +0,08 | +0,11 | +0,15 |
| 0,7 | 3,30 | 3,33 | +0,08 | +0,12 | +0,16 |
| 0,75 | 3,70 | 3,73 | +0,09 | +0,17 | +0,18 |
| 0,8 | 4,20 | 4,23 | +0,11 | +0,19 | +0,22 |
| 1 | 4,95 | 5,0 | +0,17 | +0,20 | +0,26 |
| 1,25 | 6,70 | 6,75 | +0,17 | +0,20 | +0,26 |
| 1,5 | 8,43 | 8,50 | +0,19 | +0,22 | +0,30 |
| 1,75 | 10,20 | 10,25 | +0,21 | +0,27 | +0,36 |
| 2 | 11,90 | 11,95 | +0,24 | +0,30 | +0,40 |
| 13,90 | 13,95 | ||||
| 2,5 | 15,35 | 15,40 | +0,30 | +0,40 | +0,53 |
| 17,35 | 17,40 | ||||
| 19,35 | 19,40 | ||||
| 3 | 20,85 | 20,90 | +0,30 | +0,40 | +0,53 |
| 23,85 | 23,90 | ||||
| 3,5 | 26,30 | 26,35 | +0,36 | +0,48 | +0,62 |
| 3,5 | 29,30 | 29,35 | |||
| 4 | 31,80 | 31,85 | |||
| 4 | 34,80 | 34,85 | +0,36 | +0,48 | +0,62 |
| 4,5 | 37,25 | 37,30 | +0,41 | +0,55 | +0,73 |
| 4,5 | 40,25 | 40,30 | +0,41 | +0,55 | +0,73 |
| 5 | 42,70 | 42,80 | +0,45 | +0,60 | +0,80 |
| 46,70 | 46,80 | ||||
| 5,5 | 50,20 | 50,30 | |||
| 54,20 | 54,30 | ||||
| 6 | 57,70 | 57,80 | |||
| 61,70 | 61,80 |
3 3,5 4 4,5 5 6 8 10 12 14 16 18 20 22 24 27 30 33 36 39 42 45 48 52 56 60 64 68
ГОСТ предусматривает отверстия для резьб с крупным шагом d = 1,0 ÷ 2,2 мм
Размеры и предельные отклонения диаметров отверстий резьб с мелким шагом
Номинальный диаметр резьбы dШаг резьбы PДиаметр отверстия под резьбу с полем допуска4H5H; 5H; 5H6H; 6H; 7H 6G; 7G 4H5H; 5H 5H6H; 6H; 6G 7H; 7G 2,5
| Номинал | Отклонения | ||||
| 0,35 | 2,15 | 2,17 | +0,05 | +0,07 | — |
| 2,65 | 2,67 | ||||
| 3,15 | 3,17 | ||||
| 0,5 | 3,50 | 3,52 | +0,08 | +0,10 | +0,14 |
| 4,00 | 4,02 | ||||
| 4,50 | 4,52 | ||||
| 5,00 | 5,02 | ||||
| 0,5 | 5,50 | 5,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 5,20 | 5,23 | +0,11 | +0,17 | +0,22 |
| 0,5 | 7,50 | 7,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 7,20 | 7,23 | +0,11 | +0,17 | +0,22 |
| 1 | 6,95 | 7,00 | +0,17 | +0,20 | +0,26 |
| 0,5 | 9,50 | 9,53 | +0,08 | +0,10 | +0,14 |
| 0,75 | 9,20 | 9,23 | +0,11 | +0,17 | +0,22 |
| 1 | 8,95 | 9,00 | +0,17 | +0,20 | +0,26 |
| 1,25 | 8,70 | 8,75 | +0,17 | +0,20 | +0,26 |
| 0,5 | 11,50 | 11,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 11,20 | 11,23 | +0,11 | +0,17 | +0,22 |
| 1 | 10,99 | 11,00 | +0,17 | +0,17 | +0,26 |
| 1,25 | 10,70 | 10,75 | +0,17 | +0,20 | +0,26 |
| 1,5 | 10,43 | 10,50 | +0,19 | +0,22 | +0,30 |
| 0,5 | 13,50 | 13,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 13,20 | 13,23 | +0,11 | +0,17 | +0,22 |
| 1 | 12,95 | 13,00 | +0,17 | +0,20 | +0,26 |
| 1,25 | 12,70 | 12,75 | +0,17 | +0,20 | +0,26 |
| 1,5 | 12,43 | 12,50 | +0,19 | +0,22 | +0,30 |
| 0,5 | 15,50 | 15,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 15,20 | 15,23 | +0,11 | +0,17 | +0,22 |
| 1 | 14,95 | 15,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 14,43 | 14,50 | +0,19 | +0,22 | +0,30 |
| 0,5 | 17,50 | 17,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 17,20 | 17,23 | +0,11 | +0,17 | +0,22 |
| 1 | 16,95 | 17,00 | +0,17 | +0,20 | +0,26 |
| 1,25 | 16,43 | 16,50 | +0,19 | +0,22 | +0,30 |
| 1,5 | 15,90 | 15,95 | +0,24 | +0,30 | +0,40 |
| 0,5 | 19,50 | 19,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 19,20 | 19,23 | +0,11 | +0,17 | +0,22 |
| 1 | 18,95 | 19,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 18,43 | 18,50 | +0,19 | +0,22 | +0,30 |
| 2 | 17,90 | 17,95 | +0,24 | +0,30 | +0,40 |
| 0,5 | 21,50 | 21,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 21,20 | 21,23 | +0,11 | +0,17 | +0,22 |
| 1 | 20,95 | 21,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 20,43 | 20,50 | +0,19 | +0,22 | +0,30 |
| 2 | 19,90 | 19,95 | +0,24 | +0,30 | +0,40 |
| 0,75 | 23,20 | 23,23 | +0,11 | +0,17 | +0,22 |
| 1 | 22,95 | 23,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 22,43 | 22,50 | +0,19 | +0,22 | +0,30 |
| 2 | 21,90 | 21,95 | +0,24 | +0,30 | +0,40 |
| 0,75 | 26,20 | 26,23 | +0,11 | +0,17 | +0,22 |
| 1 | 25,95 | 26,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 25,43 | 25,50 | +0,19 | +0,22 | +0,30 |
| 2 | 24,90 | 24,95 | +0,24 | +0,30 | +0,40 |
| 0,75 | 29,20 | 29,23 | +0,11 | +0,17 | +0,22 |
| 1 | 28,95 | 29,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 28,43 | 28,50 | +0,19 | +0,22 | +0,30 |
| 2 | 27,90 | 27,95 | +0,24 | +0,30 | +0,40 |
| 3 | 26,85 | 26,90 | +0,30 | +0,40 | +0,53 |
| 0,75 | 32,20 | 32,23 | +0,11 | +0,17 | +0,22 |
| 1 | 31,95 | 32,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 31,43 | 31,50 | +0,19 | +0,22 | +0,30 |
| 2 | 30,90 | 30,95 | +0,24 | +0,30 | +0,40 |
| 3 | 29,85 | 29,90 | +0,30 | +0,40 | +0,53 |
| 1 | 34,95 | 35,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 34,43 | 34,50 | +0,19 | +0,22 | +0,30 |
| 2 | 33,90 | 33,95 | +0,24 | +0,30 | +0,40 |
| 3 | 32,85 | 32,90 | +0,30 | +0,40 | +0,53 |
| 1 | 37,95 | 38,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 37,43 | 37,50 | +0,19 | +0,22 | +0,30 |
| 2 | 36,90 | 36,95 | +0,24 | +0,30 | +0,40 |
| 3 | 35,85 | 35,90 | +0,30 | +0,40 | +0,53 |
| 1 | 40,95 | 41,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 40,43 | 40,50 | +0,19 | +0,22 | +0,30 |
| 2 | 39,90 | 39,95 | +0,24 | +0,30 | +0,40 |
| 3 | 38,85 | 38,90 | +0,30 | +0,40 | +0,53 |
| 4 | 37,80 | 37,85 | +0,36 | +0,48 | +0,62 |
| 1 | 43,95 | 44,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 43,43 | 43,50 | +0,19 | +0,22 | +0,30 |
| 2 | 42,90 | 42,95 | +0,24 | +0,30 | +0,40 |
| 3 | 41,85 | 41,90 | +0,30 | +0,40 | +0,53 |
| 4 | 40,80 | 40,85 | +0,36 | +0,48 | +0,62 |
3 3,5 4 4,5 5 5,5 6 8 10 12 14 16 18 20 22 24 27 30 33 36 39 42 45
ГОСТ предусматривает отверстия для резьб с d = 1,0 ÷ 200 мм и для 3-го ряда.
ГОСТ предусматривает методику определения диаметров отверстий под нарезание метрической резьбы для материалов повышенной вязкости.
Смотри также:
Источник: http://razvitie-pu.ru/?page_id=4502
Поля допусков метрической резьбы
Посадки резьбовыхсоединений бывают сзазором, снатягом ипереходные.Обратите внимание, у цилиндрическихсоединений также бывают посадки сзазором, с натягом и переходные.
Для образованиясоответствующей посадки стандартомустановлены следующие поля допусков,которые приведены в таблицах 42, 43 и 44. Вэтих же таблицах изложены особенностии области применения этих посадок.
Номинальныйпрофиль резьбы— профиль наружной и внутренней резьбы,который определен номинальными размерамиего линейный и угловых элементов и ккоторому относятся номинальные размерынаружного, среднего и внутреннегодиаметров резьбы.
Основные средства контроля резьбовых изделий
Резьбовые изделияконтролируются в основном с помощьюпредельных калибров (комплексныйметод). Вкомплект для контроля цилиндрическихрезьб входят рабочие проходные инепроходные предельные калибры.
Проходныерезьбовые калибры должны свинчиватьсяс резьбовым изделием (табл. 41). Ониконтролируют приведенный средний инаружный (у гаек) или внутренний (уболтов) диаметры резьбы.
Непроходныерезьбовые калибры контролируют собственносредний диаметр.
Поэлементныйконтрольрезьбовых изделий (дифференцированныйметод) используют главным образом дляточных резьб: калибров-пробок,резьбообразующего инструмента и т. д.
При этом отдельно проверяют собственносредний диаметр, шаг и половину углапрофиля α, используя универсальные испециализированные приборы.
Например,средний диаметр измеряют на универсальноми инструментальном микроскопах, методомтрех или двух проволочек на контактныхприборах, резьбовым микрометром.
Шаг резьбы иполовину угла профиля измеряют намикроскопах, проекторах и т. д.
Обозначения резьбы
(расшифровкаусловного обозначения резьбы)
Специалист,расшифровывая условное обозначениерезьбы, может получит практически всепараметры резьбы или резьбовогосоединения. В данном разделе приводятсяпримеры расшифровки условного обозначенияконкретных примеров резьбы и резьбовыхсоединений.
1. Резьба М12-6g.Резьба метрическая, так как впередистоит буква М. Резьба наружная, так какосновное отклонение в указано строчкойлатинской буквой. Номинальный (наружный)диаметр d=12мм. Резьбас крупным шагом, так как в условномобозначении шаг резьбы не указан.
Резьбаоднозаходная так как в условномобозначении число заходов не указан.Резьба правого вращения, так как вусловном обозначении не указан знакLH.Резьба имеет нормальную длину свинчивания,так как в условном обозначении не указанадлина свинчивания резьбы.
Резьбаизготовлена для образования посадки сзазором, так как основное отклонение gслужит дляобразования посадки с зазором (табл.41).
Поле допуска,среднего диаметра – Тd2и наружного диаметра Тdодинаковыи составляют 6g. Дело в том, если поле допуска среднегои наружного диаметров одинаковы, то вусловном обозначении поле допускауказывается один раз. Допуски среднегои наружного диаметров назначены по 7-ойстепени точности.
2. Резьба М12-6Н.Номинальный (наружный) диаметр резьбыD=12мм. Резьба внутренняя, так как, основноеотклонение Нуказано заглавной латинской буквой.
Обратите внимание, по основному отклонениюНне возможно определить, для образованиякакой посадки изготовлена резьба, таккак основное отклонение Ниспользуется при образовании и посадокс зазором, с натягом и переходных.
Еслибы были основные отклонения G и D,то сразу было бы понятно, что резьбаизготовлена для образования посадки сзазором. Так как эти отклоненияпредназначены для образования именнопосадки с зазором.
Поле допускасреднего — ТD2и наружного — ТDдиаметров одинаковы и составляют 6Н.Дело в том, если поле допуска среднегои наружного диаметров одинаковы, то вусловном обозначении поле допускауказывается один раз. Допуски среднегои наружного диаметров назначены по 6-ойстепени точности. Остальные параметрытакие же, как и в первом варианте.
3. Резьба М12- 7g6g.Резьба наружная. 7g— поле допуска среднего диаметра, 6g- поле допуска наружного диаметра. Делов том, если поле допуска среднего инаружного диаметров резьбы разные, токаждое поле допуска в условном обозначениипоказывается по отдельности.
4. Резьба M12- 5H6H.Резьба внутренняя. 5H— поле допуска среднего диаметра, 6H- поле допуска наружного диаметра.
5. Резьба M12x1- 6g.Резьба наружная с мелким шагом, Р= 1 мм.
6. Резьба M12x1- 6H.Резьба внутренняя с мелким шагом, Р= 1 мм.
7. Резьба М12х1LH— 6g.Резьба наружная с мелким шагом, левая,так как в условном обозначении указанышаг резьбы 1 мм и знак LH.
8. Резьба М12x1LH— 6g.Резьба внутренняя с мелким шагом, левая,так как в условном обозначении указанышаг резьбы 1 мм и знак LH.
9. Резьба M12- 7g6g— 30. Резьбаметрическая, наружная, с длинойсвинчивания, отличающейся от номинальной.Так как в условном обозначении резьбыуказана длина свинчивания равная 30 мм.
Посадкав резьбовом соединении обозначаетсядробью, в числителе которой указываетсяобозначение поля допуска внутреннейрезьбы, а в знаменателе поле допусканаружной резьбы. Обратите внимание,посадка гладкого цилиндрическогосоединения обозначается также аналогично.
1.М12- 6H/6g.Условное обозначение посадки резьбовогосоединения с зазором, с крупным шагом,так как шаг резьбы не указан.
2. М12х1- 6H/6g.Условное обозначение резьбовогосоединения с зазором, с мелким шагом,так как указан шаг резьбы равный 1 мм.
3. М12х1LH— 6H/6g.Условное обозначение резьбовогосоединения с зазором с мелким шагом илевого вращения, так как указан знакLH.
Источник: https://StudFiles.net/preview/1843155/page:45/
Допуски и посадки резьбовых крепежных изделий
В наше время резьбовые соединения, особенно как крепежные изделия, используются более чем в половине всех существующих механизмов и машин.
Многочисленность типов резьбовых соединений крепежных изделий вызвана многообразием условий их эксплуатации.
Крепежные резьбы применяют для разъёмных неподвижных соединений деталей трубопроводов. Основное назначение крепежных резьб – обеспечение прочности соединений и плотности (нераскрытия) стыка в процессе применения.
Общими требованиями являются
- полная взаимозаменяемость, т.е. обеспечение безусловной свинчиваемости деталей, образующих резьбовое соединение
- при их независимом изготовлении без подгонки или подбора, и
- надежное выполнение предписанных эксплуатационных функций.
Несмотря на значительные отличия типов резьбы, основные принципы взаимозаменяемости, а также системы допуска и посадки резьб крепежных изделий являются едиными. Поэтому в дальнейшем проблемы взаимозаменяемости резьбовых соединений рассмотрим применительно к крепежным метрическим резьбам.
Система допусков и посадок резьбовых соединений
Системой допусков и посадок деталей машин называют набор допусков и посадок, построенных закономерно на основе опыта, теоретических расчетов и экспериментов и оформленных в виде стандартов.
Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин.
Оптимальные градации допусков и посадок являются основой стандартизации режущих инструментов и измерительных средств, обеспечивают достижение взаимозаменяемости изделий и их составных частей, обусловливают повышение качества продукции.
Основной принцип построения допусков и посадок на резьбовые соединения крепежных изделий
Резьба должна сопрягаться только по сторонам резьбового профиля (исключение составляют паронепроницаемые резьбы), поэтому основным параметром, определяющим характер посадки резьбовой пары, является средний диаметр. Допуски на наружный и внутренний диаметры устанавливают таким образом, чтобы исключить возможность защемления по вершинам и впадинам резьбы.
Диаметральные погрешности уменьшения наружной резьбы и погрешности увеличения – для диаметров внутренней резьбы не повлияют на свинчиваемость. Однако любая погрешность шага резьбы и угла профиля мешает свинчиванию крепежной детали.
В России стандартизованы:
- посадки с зазором (ГОСТ 16093–81, заменён межгосударственным ГОСТ 16093–2004 «Основные нормы взаимозаменяемости.Резьба метрическая. Допуски. Посадки с зазором»),
- переходные (ГОСТ 24834–81 «Основные нормы взаимозаменяемости. Резьба метрическая. Переходные посадки»)
- с натягом (ГОСТ 4608–81 «Основные нормы взаимозаменяемости. Резьба метрическая. Посадки с натягом»).
Допуски резьбы с зазором
Наиболее распространена посадка с зазором, где номинальный средний диаметр равен наибольшему среднему диаметру резьбы гайки. Расположение полей допусков метрической резьбы в посадках с зазором показано на рис. 1. Отклонения (ГОСТ 16093-81) отсчитываются от линии номинального профиля резьбы перпендикулярно оси резьбы.
Допуски для диаметров резьбы болтов и гаек определяются в зависимости от принятой степени точности, обозначаемой числами. Принят следующий дискретный ряд значений степени точности для диаметров болта и гайки: d = 4, 6, 8; d2 = 4, 6, 7, 8; D1 = 5, 6, 7; D2 = 4, 5, 6, 7. Допуски диаметров d1 и D не устанавливаются.
Расположение полей допусков диаметров резьбы относительно номинального профиля определяют ряды основных отклонений: верхние отклонения es для наружной резьбы шпилек и нижние отклонения EI для внутренней резьбы гаек.
Значения допусков диаметров зависят от степени точности и шага резьбы (допуск среднего диаметра зависит, кроме этого, ещё и от номинального диаметра резьбы). Стандартом описаны допуски среднего диаметра Тd2, TD2, наружной и внутренней резьб, наружного диаметра Td наружной резьбы и внутреннего диаметра TD1 внутренней резьбы (рис. 1).
Обозначения полей допуска резьбы
Допуски средних диаметров являются суммарными, включающими отклонения собственно среднего диаметра и диаметральные компенсации отклонений шага и половины угла профиля.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметра d для болтов и диаметра D1 для гаек).
Обозначение поля допуска диаметра резьбы состоит из значения точности (цифры) и буквы, означающей основное отклонение.
Обозначение поля допуска резьбы включает в себя: 1) обозначение поля допуска среднего диаметра, помещаемого на первом месте, и 2) обозначения поля допуска наружного диаметра для болтов (внутреннего – для гаек).
Если обозначения полей допуска диаметра по вершинам резьбы и среднего диаметра совпадают, то в поле допуска резьбы обозначение не дублируется.
Примеры обозначения полей допусков:
- резьбы с крупным шагом: болт М10 — 6g, гайка М10 — 6Н;
- резьбы с мелким шагом: болт М10 X 1 — 6g; гайка М10 X 1 — 6Н.
Посадки крепежных изделий обозначают дробью, в числителе которой указывают обозначение поля допуска гайки, а в знаменателе — обозначение поля допуска болта, к примеру: М10 — 6H/6g и М10 X 1 — 6H/6g.
В зависимости от требований, предъявляемых к точности резьбового соединения, поля допусков резьбы болтов и гаек установлены в трех условных классах точности (знаком * отмечены поля допусков предпочтительного применения):
| Крепежная деталь | Точный | Средний | Грубый |
| Болт или шпилька | 4h | 6h; 6g; 6e; 6d | 8h; 8g; |
| Гайка | 4H; 5H | 5H6H; 6H; 6G | 7H; 7G |
Допуски и посадки крепежной резьбы с натягом
Согласно ГОСТ 16093—81 допускаются любые сочетания полей допусков резьбы болтов и гаек, но сочетание полей допусков разных классов точности на средний и наружный (или внутренний для гаек) диаметры резьбы должно быть обосновано.
В соединениях шпилек с корпусами, а также при наличии специальных требований к резьбовым соединениям применяют переходные посадки, а также посадки с натягом. Неподвижность и прочность соединения обеспечиваются при посадках с натягом за счет натяга по среднему диаметру, при переходных посадках — за счет применения дополнительных элементов заклинивания:
- конического сбега,
- плоского бурта
- цилиндрической цапфы.
Схема расположения полей допусков для посадок с натягом показана на рис. 2. По наружному и внутреннему диаметрам предусмотрены зазоры, компенсирующие пластическое течение материала к вершинам резьбы. Для образования полей допусков в посадках с натягом установлены основные отклонения диаметров резьбы в зависимости от степени точности.
При малых натягах не исключается вывинчивание шпилек в эксплуатации, а при чрезмерно больших натягах возможно скручивание шпилек и разрушение резьбы в корпусах при монтаже, поэтому на средние диаметры резьб деталей стандартом установлены более высокие степени точности: 3-я и 2-я — для шпилек, 2-я — для гнезд.
Для обеспечения более однородных натягов в партии соединений резьбовые детали сортируют на группы.
На рис. 3, к примеру, представлены схемы расположения полей допусков среднего диаметра резьбы М14 X 1,5 с натягом при сборке без сортировки на группы (случай А), а также с сортировкой на две (В) и три (С) группы. Номера сортировочных групп обозначены цифрами I, II, III.
Посадки с натягом предусмотрены только в системе отверстия, что обеспечивает технологические преимущества. Рекомендуемые поля допусков и посадки приведены в табл. 1.1 (ГОСТ 4608—81).
Заключение
Таким образом, наиболее употребимой для крепежной резьбы фланцевых соединений является посадка с зазором: она предотвращает защемление резьбы по вершинам и впадинам витков. Для ответственных условий применяются резьбы с переходными посадками и посадками с натягом, которые обеспечивают неподвижность и прочность соединения.
Список литературы
- Иосилевич Г. Б., Строганов Г. Б., Шарловский Ю. В. Затяжка и стопорение резьбовых соединений.. – М. : Машиностроение, 1985. – 224 c.
- Гоулд Д., Микич М.
Площади контакта и распределение давлений в болтовых соединениях // Конструирование и технология машиностроения. 1972. №3… – С. 99.
- Ретшер Ф. Детали машин : в 2-х томах.. – М. : Госмашметиздат. 1933-1934г..
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.
Источник: https://www.12821-80.ru/tech/71-Dopuski_i_posadki_rezby_krepezha
