Предельные и допустимые напряжения
Предельным
напряжением считают напряжение, при
котором
в материале
возникает опасное состояние (разрушение
или опасная дефомация).
Для пластичных
материалов предельным напряжением
считают предел текучести, т. к. возникающие
пластические деформации не исчезают
после снятия нагрузки: σпред
=σт
Для хрупких
материалов, где пластические деформации
отсутствуют, а разрушение возникает по
хрупкому типу (шейки не образуется), за
предельное напряжение принимают предел
прочности: σпред
=σт
Для пластично-хрупких
материалов предельным напряжением
считают напряжение, соответствующее
максимальной деформации 0,2% (σ0,2):
σпред
=σ0,2
Допускаемое
напряжение — максимальное напряжение,
при котором материал должен нормально
работать.
Допускаемые
напряжения получают по предельным с
учетом запаса прочности: [σ]= σпред
/[s]
где [σ] — допускаемое
напряжение; в — коэффициент запаса
прочности; [s]
— допускаемый коэффициент запаса
прочности.
Примечание.
В квадратных скобках принято обозначать
допускаемое значение величины.
Допускаемый
коэффициент запаса прочности зависит
от качества материала, условий работы
детали, назначения детали, точности
обработки и расчета и т. д.
Он может колебаться
от 1,25 для простых деталей до 12,5 для
сложных деталей, работающих при переменных
нагрузках в условиях ударов и вибраций.
Расчеты
на прочность при растяжении и сжатии
Расчеты
на прочность ведутся по условиям
прочности — неравенствам,
выполнение которых гарантирует прочность
детали при данных
условиях.
Для
обеспечения прочности расчетное
напряжение не должно превышать
допускаемого напряжения:
![]() Расчетное
Расчетное
напряжение σ
зависит
от
нагрузки и размеров поперечного
сечения, допускаемое только от
материала детали и
условий
работы.
Существуют
три вида расчета на прочность.
Проектировочный
расчет
—
задана расчетная схема и нагрузки;
материал
или размеры детали подбираются:![]()
определение
размеров поперечного сечения:
подбор
материала
![]() по
по
величине σпред
можно
подобрать марку материала.
Проверочный
расчет
—
известны нагрузки, материал, размеры
детали; необходимо проверить,
обеспечена ли прочность.
Проверяется
неравенство![]()
Определение
нагрузочной способности
(максимальной
нагрузки):
![]()
Тема 2.3 практические расчеты на срез и смятие
Понятие
о срезе и смятии. Условия прочности
Срезом
или сдвигом
называется деформация, возникающая под
действием двух близко расположенных
противоположно направленных равных
сил. При этом возникают касательные
напряжения.
Примером
элемента металлических конструкций,
работающего на срез, может служить
заклепка . При некоторой величине
действующих сил F
стержень заклепки может быть срезан
по сечению аа.
Силы
F
передаются путем давления стенок
отверстия на стержень заклепки.
Деформация
среза возникает также в шпоночном
соединении, схематично изображенном
на рис.
Вращающий
момент М
от
шкива передается на вал радиуса г с
помощью сил F
=М/r.
Эти
силы вызывают срез или сдвиг шпонки по
ее среднему сечению. Частный случай
среза — скалывание волокнистых
материалов, в частности древесины,
по плоскостям, параллельным волокнам.
При большом давлении может произойти
значительное смятие стенок отверстия
или стержня заклепки по поверхности их
соприкосновения. В шпоночном соединении
смятие может произойти по площади
контакта вала или шкива со шпонкой.
Смятием
называется
местная деформация сжатия по площадкам
передачи давления. Возникающие нормальные
напряжения смятия
являются местными; величина их быстро
убывает при удалении
от площадки соприкосновения элементов.
Чтобы
найти напряжения, возникающие в сечении
аа
стержня
заклепки
под действием сил
F
,
применим
метод сечений. Рассечем мысленно стержень
заклепки на две части и рассмотрим
условия равновесия
одной из частей стержня (рис. б).
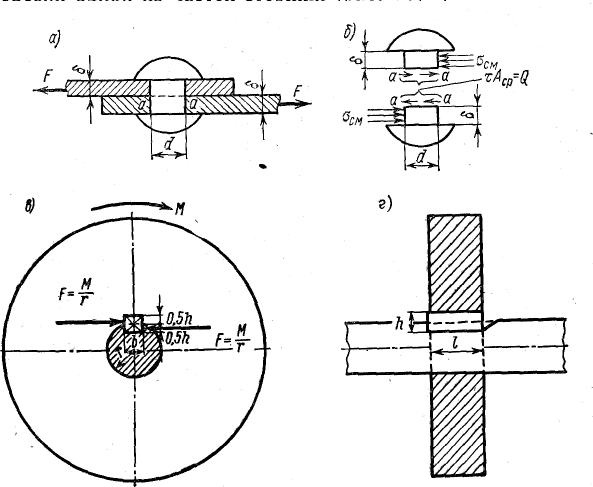
Со
стороны листа на нее передается внешняя
сила F,
а
по сечению
аа
действуют
внутренние силы. Поперечная сила Q,
возникающая
в сечении аа,
уравновешивает
внешнюю силу F
и
численно равна ей
Q
= F.
Приближенно
можно принять, что касательные напряжения
распределяются
по сечению равномерно
τ=
Q
/AСР.
Условие
прочности элементов, работающих на
срез, имеет вид
τ
= Q
/Aср≤[
τ
СР],
где
Aгр
—площадь среза; [τ
ср]
—допускаемое касательное напряжение.
Величину
допускаемого напряжения назначают па
основании испытаний
на срез. Обычно принимают [τ
ср]
=(0,70…
0,80) [σ]
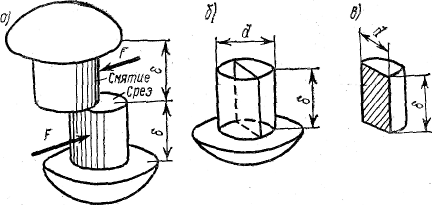
На
стержень заклепки давление со стороны
отверстия в листе передается по боковой
поверхности полуцилиндра высотой,
равной
толщине листа б.
Напряжения
смятия распределены по поверхности
неравномерно.
Так как закон их распределения точно
неизвестен, расчет ведут упрощенно,
считая их постоянными по расчетной
площади смятия.
Проверку
элементов конструкции на смятие
производят по формуле
σсм
= Q/Асм
≤
[σсм]
где
Асм
— площадь смятия; [σсм]
— допускаемое напряжение на
смятие. Обычно принимают [σсм]
=
(1,74…2,2) [σ].
Расчетные
площади среза и смятия, входящие в
формулы, вычисляются
в каждом конкретном случае в зависимости
от вида соединения и характера передачи
усилий. Так, для заклепочного соединения,
изображенного на рис,
площадь
среза одной
заклепки
соответствует ее поперечному
сечению Аор=πd2/4
.
За
площадь смятия заклепки условно принимают
ее диаметральное
сечение под одним листом, т. е. прямоугольник
Aсм=dδ.
Для
шпоночного соединения, площади
среза и смятия также нетрудно определить
Aср
= lb,
Acм
= l0,5h.
Расчет
сварных соединений
Сварка
является наиболее механизированным и
совершенным способом соединения
элементов стальных конструкций.
Соединение
сваркой элементов конструкций
осуществляется внахлестку и
встык. Соединение внахлестку производится
при помощи валиковых
(угловых) швов.
Валиковые
швы называются фланговыми, если они
расположены
параллельно
направлению силы (рис.а),
лобовыми,
если они
расположены
перпендикулярно направлению силы
(рис.б),
и
косыми, если они идут под углом к
направлению действующей
силы
(рис. в). !
Валиковые
швы рассчитывают на срез. Расчетное
сечение среза
— площадь А
=
lh,
где
l
—длина валикового шва; h
—
расчетная
высота шва, связанная с толщиной
свариваемых листов соотношением
(рис. б)
Н
=
δ соs45°
≈ 0,76.
Когда
сваривают листы различной толщины, то
при вычислении
высоты шва в расчет вводится минимальная
толщина. Условие прочности сварного
шва имеет вид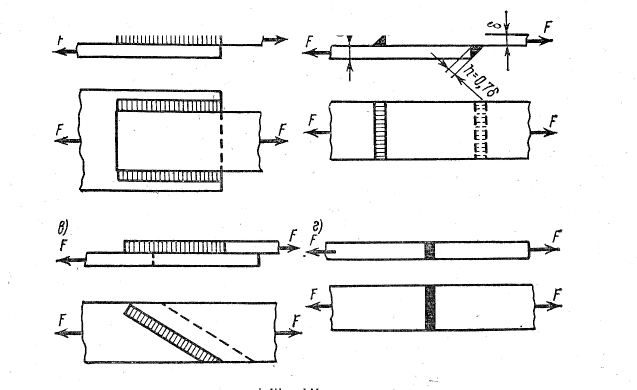
τ=
F/
lh
= F/
l
δ ≤
[τср
]
где
[τср
] —допускаемое напряжение на срез для
сварного шва.
Чаще
всего применяют сварное соединение
листов встык (рис.,
г), когда зазор между соединяемыми
листами заполняется расплавленным
металлом. При сравнительно большой
толщине соединяемых
элементов их кромки перед сваркой
специально обрабатывают.
Высоту шва обычно принимают равной
толщине листов.
Прочность
стыкового сварного шва, как правило, не
уступает прочности
свариваемого металла. Сварной шов в
соединении
встык
работает на тот же вид деформации, что
и соединяемые элементы,
наиболее часто — на растяжение или на
сжатие. Условие
прочности шва в этом случае имеет вид
σ=
F/
lh
= F/
l
δ ≤[σ’]
где
[σ’]
—допускаемое напряжение на растяжение
или сжатие сварного
шва.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
08.03.201514.37 Mб15Конспект лекций по ИУРЭ ДВОРСОН.doc
- #
- #
- #
- #
- #
- #
- #
- #
7. Допускаемые напряжения и механические свойства материалов
Для определения допускаемых напряжений в машиностроении применяют следующие основные методы.
1. Дифференцированный запас прочности находят как произведение ряда частных коэффициентов, учитывающих надежность материала, степень ответственности детали, точность расчетных формул и действующие силы и другие факторы, определяющие условия работы деталей.
2. Табличный – допускаемые напряжения принимают по нормам, систематизированным в виде таблиц (табл. 13 – 19). Этот метод менее точен, но наиболее прост и удобен для практического пользования при проектировочных и проверочных прочностных расчетах.
В работе конструкторских бюро и при расчетах деталей машин в данном справочнике применяются как дифференцированный, так и. табличный методы, а также их комбинация. В табл. 16-18 приведены допускаемые напряжения для нетиповых литых деталей, на которые не разработаны специальные методы расчета и соответствующие им допускаемые напряжения. Типовые детали (например, зубчатые и червячные колеса, шкивы) следует рассчитывать по методикам, приводимым в соответствующем разделе справочника или специальной литературе.
Приведенные допускаемые напряжения предназначены для приближенных расчетов только на основные нагрузки. Для более точных расчетов с учетом дополнительных нагрузок (например, динамических) табличные значения следует увеличивать на 20 – 30 %.
Допускаемые напряжения даны без учета концентрации напряжений и размеров детали, вычислены для стальных гладких полированных образцов диаметром 6- и для необработанных круглых чугунных отливок диаметром. При определении наибольших напряжений в рассчитываемой детали нужно номинальные напряжения σном и τном умножать на коэффициент концентрации kσ или kτ:
σmax= kσ σном; τmax = kττном
13. Допускаемые напряжения для углеродистых сталей обыкновенного качества в горячекатаном состоянии
|
Марка стали |
Допускаемые напряжения, МПа |
|||||||||||||
|
при растяжении [σр] |
при изгибе [σиз] |
при кручении [τкр] |
при срезе [τcp] |
при смятии [σсм] |
||||||||||
|
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
|
|
Ст2 |
115 |
80 |
60 |
140 |
100 |
80 |
85 |
65 |
50 |
70 |
50 |
40 |
175 |
120 |
|
Ст3 |
125 |
90 |
70 |
150 |
110 |
85 |
95 |
65 |
50 |
75 |
50 |
40 |
190 |
135 |
|
Ст4 |
140 |
95 |
75 |
170 |
120 |
95 |
105 |
75 |
60 |
85 |
65 |
50 |
210 |
145 |
|
Ст5 |
165 |
115 |
90 |
200 |
140 |
110 |
125 |
90 |
70 |
100 |
65 |
55 |
250 |
175 |
|
Ст6 |
195 |
140 |
110 |
230 |
170 |
135 |
145 |
105 |
80 |
115 |
85 |
65 |
290 |
210 |
Римскими цифрами обозначен вид нагрузки: I – статическая; II – переменная, действующая от нуля до максимума, от максимума до нуля (пульсирующая); III – знакопеременная (симметричная).
14. Механические свойства и допускаемые напряжения углеродистых качественных конструкционных сталей
|
Марка стали |
Термообработка |
Временное соп-ро-тив-ле-ние σв |
Предел текучести σт |
Предел выносливости |
Допускаемые напряжения, МПа |
|||||||||||||||
|
при растя-же-нии σ-1р |
при изгибе σ-1 |
при кручении τ-1 |
при растяжении [σр] |
при изгибе [σиз] |
при кручении [τкр] |
при срезе [τcp] |
при смятии [σсм] |
|||||||||||||
|
МПа |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
||||||
|
08 |
Н |
330 |
200 |
120 |
150 |
90 |
110 |
80 |
60 |
130 |
95 |
75 |
80 |
60 |
45 |
60 |
45 |
35 |
165 |
120 |
|
10 |
Н |
340 |
210 |
125 |
155 |
95 |
110 |
80 |
60 |
145 |
100 |
75 |
80 |
60 |
45 |
65 |
45 |
35 |
165 |
120 |
|
Ц-В59 |
400 |
250 |
145 |
180 |
110 |
130 |
90 |
70 |
155 |
115 |
90 |
100 |
65 |
55 |
70 |
50 |
40 |
195 |
135 |
|
|
15 |
Н |
380 |
230 |
135 |
170 |
100 |
125 |
85 |
65 |
150 |
110 |
85 |
95 |
65 |
50 |
75 |
50 |
40 |
185 |
125 |
|
Ц-В59 |
450 |
250 |
160 |
200 |
120 |
145 |
50 |
80 |
175 |
125 |
100 |
110 |
80 |
60 |
85 |
60 |
45 |
210 |
175 |
|
|
20 |
Н |
420 |
250 |
150 |
190 |
115 |
140 |
115 |
95 |
170 |
120 |
95 |
105 |
70 |
55 |
85 |
60 |
45 |
210 |
175 |
|
Ц-В59 |
500 |
300 |
180 |
225 |
135 |
165 |
115 |
90 |
200 |
140 |
110 |
125 |
75 |
55 |
100 |
60 |
45 |
240 |
175 |
|
|
25 |
Н |
460 |
280 |
170 |
210 |
125 |
150 |
110 |
85 |
180 |
130 |
105 |
110 |
80 |
60 |
90 |
65 |
50 |
220 |
165 |
|
Ц-В58 |
550 |
350 |
200 |
250 |
155 |
180 |
130 |
100 |
210 |
160 |
125 |
135 |
95 |
75 |
110 |
80 |
60 |
270 |
195 |
|
|
30 |
Н |
500 |
300 |
180 |
225 |
135 |
165 |
115 |
90 |
200 |
140 |
110 |
125 |
90 |
70 |
100 |
65 |
55 |
240 |
175 |
|
У |
600 |
350 |
215 |
270 |
160 |
200 |
140 |
105 |
240 |
175 |
135 |
150 |
105 |
80 |
120 |
85 |
65 |
300 |
210 |
|
|
35 |
Н |
540 |
320 |
190 |
240 |
145 |
180 |
125 |
95 |
210 |
155 |
120 |
135 |
90 |
70 |
110 |
75 |
55 |
270 |
190 |
|
У |
650 |
380 |
230 |
290 |
175 |
210 |
150 |
115 |
260 |
185 |
145 |
160 |
110 |
85 |
130 |
90 |
70 |
520 |
220 |
|
|
В35 |
1000 |
650 |
360 |
450 |
270 |
330 |
230 |
180 |
400 |
290 |
220 |
250 |
165 |
135 |
200 |
140 |
110 |
500 |
350 |
|
|
40 |
Н |
580 |
340 |
210 |
260 |
155 |
190 |
130 |
105 |
230 |
165 |
130 |
140 |
100 |
75 |
115 |
80 |
60 |
280 |
200 |
|
У |
700 |
400 |
250 |
315 |
190 |
230 |
160 |
125 |
270 |
200 |
155 |
170 |
120 |
95 |
140 |
100 |
80 |
340 |
240 |
|
|
В35 |
1000 |
650 |
360 |
450 |
270 |
340 |
230 |
180 |
400 |
290 |
220 |
250 |
175 |
135 |
200 |
140 |
110 |
500 |
350 |
|
|
45 |
Н |
610 |
360 |
220 |
275 |
165 |
200 |
140 |
110 |
240 |
175 |
135 |
150 |
105 |
80 |
125 |
85 |
65 |
300 |
210 |
|
У |
750 |
450 |
270 |
345 |
205 |
240 |
170 |
135 |
290 |
215 |
170 |
185 |
130 |
100 |
145 |
105 |
80 |
360 |
260 |
|
|
М35 |
900 |
650 |
325 |
405 |
245 |
300 |
210 |
160 |
360 |
260 |
200 |
230 |
165 |
120 |
185 |
125 |
95 |
450 |
310 |
|
|
В42 |
1000 |
700 |
325 |
405 |
245 |
300 |
210 |
160 |
360 |
260 |
200 |
230 |
160 |
120 |
185 |
125 |
95 |
450 |
310 |
|
|
В48 |
1200 |
950 |
430 |
540 |
325 |
400 |
280 |
210 |
480 |
340 |
270 |
300 |
210 |
160 |
240 |
170 |
130 |
600 |
420 |
|
|
ТВЧ56 |
750 |
450 |
270 |
340 |
205 |
240 |
170 |
135 |
290 |
210 |
170 |
185 |
130 |
100 |
145 |
105 |
80 |
360 |
260 |
|
|
50 |
Н |
640 |
380 |
230 |
290 |
175 |
210 |
140 |
115 |
250 |
185 |
145 |
160 |
110 |
85 |
125 |
85 |
65 |
310 |
220 |
|
У |
900 |
700 |
325 |
405 |
245 |
300 |
210 |
160 |
360 |
260 |
200 |
230 |
180 |
120 |
185 |
125 |
95 |
450 |
310 |
|
|
20Г |
Н |
460 |
280 |
165 |
205 |
125 |
150 |
100 |
80 |
180 |
130 |
100 |
110 |
80 |
60 |
90 |
65 |
50 |
220 |
160 |
|
В |
570 |
420 |
205 |
255 |
150 |
195 |
130 |
100 |
230 |
165 |
125 |
145 |
100 |
75 |
115 |
80 |
60 |
290 |
190 |
|
|
30Г |
Н |
550 |
320 |
200 |
250 |
150 |
180 |
130 |
100 |
210 |
160 |
125 |
135 |
95 |
75 |
110 |
80 |
60 |
270 |
190 |
|
В |
680 |
560 |
245 |
305 |
180 |
230 |
160 |
120 |
270 |
195 |
150 |
170 |
120 |
90 |
140 |
100 |
75 |
340 |
240 |
|
|
40Г |
Н |
600 |
360 |
220 |
270 |
160 |
200 |
140 |
110 |
240 |
175 |
135 |
150 |
105 |
80 |
120 |
85 |
65 |
300 |
210 |
|
В45 |
840 |
590 |
350 |
380 |
230 |
280 |
190 |
150 |
330 |
240 |
190 |
210 |
150 |
115 |
170 |
120 |
95 |
420 |
290 |
|
|
50Г |
Н |
660 |
400 |
235 |
295 |
175 |
210 |
150 |
115 |
260 |
185 |
145 |
160 |
110 |
75 |
130 |
90 |
70 |
320 |
220 |
|
В |
820 |
560 |
300 |
370 |
220 |
270 |
190 |
150 |
330 |
250 |
185 |
250 |
155 |
110 |
165 |
105 |
75 |
410 |
290 |
|
|
65Г |
Н |
750 |
440 |
270 |
340 |
200 |
240 |
175 |
135 |
290 |
210 |
170 |
185 |
130 |
100 |
145 |
105 |
80 |
360 |
260 |
|
У |
900 |
700 |
325 |
405 |
245 |
300 |
210 |
160 |
360 |
260 |
200 |
230 |
160 |
120 |
185 |
125 |
95 |
450 |
310 |
|
|
М45 |
1500 |
1250 |
530 |
670 |
400 |
500 |
350 |
260 |
600 |
430 |
330 |
380 |
260 |
200 |
300 |
210 |
160 |
760 |
520 |
Условные обозначения термической обработки в табл. 14 – 16: О – отжиг; Н – нормализация; У – улучшение; Ц -цементация; ТВЧ – закалка с нагревом ТВЧ; В – закалка с охлаждением в воде; М – закалка с охлаждением в масле; НВ – твердость по Бринеллю. Число после М, В, Н или ТВЧ – среднее значение твердости по HRC.
Римскими цифрами обозначен вид нагрузки, см. табл. 13.
Примечание. Марки стали 20Г, 30Г, 40Г, 50Г, 65Г являются старыми марками, действующими до 1988 г. Буква Г в них обозначала содержание марганца около 1 %.
15. Механические свойства и допускаемые напряжения легированных конструкционных сталей
|
Марка стали |
ГОСТ |
Термообработка |
Временное сопро-тивле-ние σв |
Предел текучести σт |
Предел выносливости |
Допускаемые напряжения, МПа |
|||||||||||||||
|
при растя-же-нии σ-1р |
при изгибе σ-1 |
при кручении τ-1 |
при растяжении [σр] |
при изгибе [σиз] |
при кручении [τкр] |
при срезе [τcp] |
при смятии [σсм] |
||||||||||||||
|
МПа |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
|||||||
|
10Г2 |
4543-71 |
Н |
430 |
250 |
175 |
220 |
125 |
140 |
110 |
90 |
170 |
135 |
110 |
105 |
75 |
60 |
85 |
65 |
50 |
210 |
165 |
|
09Г2С |
19281-89 |
– |
500 |
350 |
190 |
240 |
140 |
170 |
120 |
95 |
200 |
150 |
120 |
125 |
90 |
70 |
100 |
70 |
55 |
250 |
180 |
|
10ХСНД |
19281-89 |
– |
540 |
400 |
215 |
270 |
155 |
185 |
140 |
110 |
220 |
160 |
135 |
140 |
100 |
80 |
110 |
80 |
65 |
280 |
210 |
|
20Х |
4543-71 |
Н |
600 |
300 |
210 |
260 |
150 |
190 |
135 |
105 |
230 |
165 |
130 |
140 |
100 |
75 |
115 |
85 |
60 |
280 |
200 |
|
У |
700 |
500 |
280 |
350 |
200 |
240 |
175 |
140 |
290 |
220 |
175 |
180 |
130 |
100 |
145 |
105 |
80 |
360 |
260 |
||
|
М59 |
850 |
630 |
340 |
420 |
240 |
290 |
210 |
170 |
350 |
145 |
210 |
220 |
155 |
120 |
175 |
125 |
95 |
430 |
320 |
||
|
40Х |
Н |
630 |
330 |
250 |
310 |
180 |
200 |
155 |
125 |
240 |
190 |
155 |
150 |
115 |
90 |
120 |
95 |
75 |
300 |
230 |
|
|
У |
800 |
650 |
320 |
400 |
230 |
270 |
200 |
160 |
320 |
250 |
200 |
200 |
150 |
115 |
160 |
115 |
90 |
400 |
300 |
||
|
М39 |
1100 |
900 |
440 |
550 |
320 |
380 |
280 |
220 |
450 |
340 |
270 |
280 |
200 |
160 |
230 |
165 |
130 |
560 |
420 |
||
|
М48 |
1300 |
1100 |
520 |
650 |
380 |
440 |
330 |
260 |
530 |
410 |
320 |
330 |
240 |
190 |
270 |
195 |
150 |
670 |
490 |
||
|
45Х |
Н |
650 |
350 |
260 |
320 |
185 |
210 |
160 |
130 |
250 |
195 |
160 |
155 |
115 |
90 |
125 |
95 |
75 |
310 |
240 |
|
|
У |
950 |
750 |
380 |
470 |
270 |
320 |
240 |
190 |
380 |
290 |
230 |
240 |
175 |
135 |
190 |
135 |
105 |
480 |
360 |
||
|
М48 |
1400 |
1200 |
560 |
700 |
400 |
480 |
350 |
280 |
570 |
430 |
350 |
360 |
260 |
200 |
290 |
200 |
160 |
720 |
520 |
||
|
50Х |
Н |
650 |
350 |
260 |
325 |
185 |
210 |
160 |
130 |
250 |
200 |
160 |
160 |
120 |
90 |
125 |
90 |
70 |
360 |
240 |
|
|
М48 |
1500 |
1300 |
600 |
750 |
430 |
500 |
370 |
300 |
600 |
460 |
370 |
370 |
270 |
210 |
300 |
220 |
170 |
750 |
550 |
||
|
35Г2 |
Н |
630 |
370 |
250 |
315 |
180 |
200 |
155 |
125 |
240 |
190 |
160 |
150 |
115 |
90 |
120 |
95 |
75 |
330 |
230 |
|
|
В, НВ249 |
800 |
650 |
320 |
400 |
230 |
270 |
200 |
160 |
320 |
250 |
200 |
200 |
145 |
115 |
160 |
115 |
90 |
400 |
300 |
||
|
40Г2 |
Н |
670 |
390 |
270 |
335 |
195 |
220 |
170 |
135 |
260 |
210 |
170 |
165 |
120 |
95 |
130 |
95 |
75 |
330 |
250 |
|
|
М. НВ33 |
1120 |
950 |
540 |
660 |
380 |
380 |
310 |
270 |
460 |
380 |
330 |
290 |
230 |
190 |
230 |
180 |
150 |
580 |
460 |
||
|
45Г2 |
Н |
700 |
410 |
280 |
350 |
200 |
230 |
175 |
140 |
270 |
210 |
175 |
175 |
125 |
100 |
140 |
100 |
80 |
340 |
260 |
|
|
М, НВ295 |
850 |
700 |
340 |
425 |
245 |
290 |
210 |
170 |
350 |
145 |
210 |
220 |
155 |
120 |
175 |
125 |
95 |
440 |
330 |
||
|
33хс |
Н |
600 |
300 |
210 |
260 |
150 |
190 |
135 |
105 |
230 |
165 |
130 |
140 |
100 |
75 |
115 |
65 |
60 |
280 |
200 |
|
|
М |
900 |
700 |
360 |
450 |
260 |
300 |
220 |
180 |
360 |
280 |
220 |
230 |
165 |
130 |
180 |
135 |
105 |
450 |
330 |
||
|
38ХС |
У |
950 |
750 |
370 |
470 |
280 |
320 |
230 |
185 |
390 |
290 |
230 |
240 |
175 |
140 |
190 |
140 |
110 |
480 |
350 |
|
|
18XГТ |
Н |
700 |
430 |
280 |
350 |
200 |
230 |
175 |
140 |
270 |
210 |
175 |
170 |
125 |
100 |
140 |
100 |
80 |
340 |
260 |
|
|
Ц-М59 |
1000 |
800 |
400 |
500 |
290 |
330 |
250 |
200 |
400 |
310 |
250 |
250 |
185 |
145 |
200 |
145 |
115 |
490 |
380 |
||
|
30хгт |
М43 |
1250 |
1050 |
500 |
620 |
360 |
430 |
310 |
250 |
510 |
390 |
310 |
320 |
230 |
180 |
260 |
185 |
140 |
640 |
460 |
|
|
Ц-М59 |
1100 |
800 |
440 |
550 |
320 |
370 |
270 |
220 |
440 |
340 |
270 |
280 |
200 |
160 |
220 |
160 |
125 |
550 |
410 |
||
|
20ХГНР |
М40 |
1300 |
1200 |
520 |
650 |
375 |
450 |
330 |
260 |
540 |
410 |
320 |
340 |
230 |
170 |
270 |
180 |
135 |
680 |
500 |
|
|
М50 |
1450 |
1400 |
580 |
725 |
420 |
500 |
360 |
290 |
600 |
450 |
360 |
380 |
270 |
210 |
300 |
215 |
170 |
750 |
540 |
||
|
40ХФА |
М30 |
900 |
750 |
360 |
450 |
260 |
320 |
230 |
180 |
380 |
280 |
220 |
240 |
170 |
130 |
190 |
135 |
105 |
480 |
340 |
|
|
М50 |
1600 |
1300 |
640 |
800 |
480 |
550 |
410 |
320 |
660 |
500 |
400 |
410 |
310 |
240 |
330 |
240 |
195 |
820 |
610 |
||
|
30хм |
М |
950 |
750 |
380 |
475 |
230 |
320 |
240 |
190 |
390 |
300 |
240 |
240 |
155 |
115 |
190 |
125 |
90 |
480 |
360 |
|
|
35ХМ |
М, НВ270 |
1000 |
850 |
400 |
500 |
290 |
340 |
250 |
200 |
410 |
310 |
250 |
260 |
185 |
145 |
200 |
130 |
95 |
520 |
380 |
|
|
М50 |
1600 |
1400 |
640 |
800 |
480 |
550 |
410 |
320 |
660 |
500 |
400 |
420 |
310 |
240 |
330 |
250 |
200 |
820 |
610 |
||
|
40ХН |
Н |
780 |
460 |
310 |
390 |
225 |
260 |
195 |
160 |
310 |
240 |
195 |
190 |
140 |
110 |
155 |
115 |
90 |
390 |
290 |
|
|
М43 |
1200 |
1000 |
480 |
600 |
345 |
410 |
310 |
240 |
490 |
370 |
300 |
310 |
220 |
170 |
250 |
175 |
135 |
620 |
460 |
||
|
12ХН2 |
М |
800 |
600 |
320 |
400 |
230 |
270 |
200 |
160 |
320 |
250 |
200 |
200 |
145 |
115 |
160 |
115 |
90 |
400 |
300 |
|
|
Ц-М59 |
800 |
600 |
320 |
400 |
230 |
270 |
200 |
160 |
320 |
250 |
200 |
200 |
145 |
115 |
160 |
115 |
90 |
400 |
300 |
||
|
12ХН3А |
У |
950 |
700 |
380 |
470 |
270 |
320 |
240 |
190 |
380 |
280 |
230 |
240 |
175 |
140 |
190 |
140 |
110 |
480 |
300 |
|
|
ГВЧ59 |
1000 |
850 |
400 |
500 |
300 |
340 |
260 |
200 |
410 |
310 |
250 |
250 |
190 |
150 |
200 |
150 |
120 |
510 |
380 |
||
|
20Х2Н4А |
ТВЧ59 |
680 |
450 |
270 |
340 |
200 |
230 |
170 |
135 |
270 |
210 |
170 |
170 |
125 |
100 |
140 |
100 |
80 |
340 |
260 |
|
|
Ц-М59 |
1100 |
850 |
440 |
550 |
320 |
370 |
270 |
220 |
440 |
340 |
270 |
280 |
200 |
160 |
220 |
160 |
125 |
550 |
410 |
||
|
М |
1300 |
1100 |
520 |
650 |
375 |
440 |
330 |
260 |
530 |
400 |
320 |
330 |
240 |
190 |
260 |
190 |
150 |
660 |
500 |
||
|
20ХГСА |
М |
800 |
650 |
320 |
400 |
230 |
270 |
200 |
160 |
330 |
250 |
200 |
200 |
145 |
115 |
160 |
115 |
90 |
410 |
300 |
|
|
30XГC |
О |
600 |
360 |
240 |
300 |
170 |
200 |
150 |
120 |
240 |
185 |
150 |
150 |
110 |
85 |
120 |
90 |
70 |
300 |
220 |
|
|
30XГСА |
У |
1100 |
850 |
440 |
550 |
320 |
370 |
270 |
220 |
440 |
340 |
270 |
280 |
200 |
160 |
220 |
160 |
125 |
550 |
410 |
|
|
М46 |
1500 |
1300 |
600 |
750 |
430 |
510 |
380 |
300 |
620 |
470 |
380 |
390 |
270 |
210 |
310 |
220 |
170 |
760 |
570 |
||
|
38X210 |
М |
800 |
700 |
320 |
400 |
230 |
280 |
200 |
160 |
330 |
250 |
200 |
200 |
150 |
115 |
170 |
120 |
95 |
410 |
300 |
|
|
М |
900 |
750 |
360 |
450 |
260 |
310 |
240 |
190 |
370 |
290 |
240 |
230 |
170 |
135 |
185 |
140 |
110 |
460 |
360 |
||
|
50ХФА |
14959-79 |
М |
1300 |
1100 |
520 |
650 |
340 |
440 |
330 |
260 |
540 |
400 |
320 |
340 |
220 |
170 |
260 |
180 |
135 |
660 |
500 |
|
М46 |
1500 |
1300 |
600 |
750 |
360 |
520 |
380 |
300 |
620 |
470 |
380 |
390 |
240 |
180 |
310 |
200 |
145 |
770 |
570 |
||
|
60С2 |
М, НВ269 |
1300 |
1200 |
520 |
650 |
340 |
440 |
330 |
260 |
540 |
400 |
320 |
340 |
220 |
170 |
260 |
180 |
135 |
670 |
500 |
|
|
60С2А |
М, НВ269 |
1600 |
1400 |
640 |
800 |
465 |
550 |
400 |
320 |
660 |
500 |
400 |
410 |
300 |
230 |
330 |
240 |
185 |
820 |
600 |
|
|
ШХ15 |
801-78 |
О |
600 |
380 |
240 |
300 |
180 |
200 |
150 |
120 |
240 |
180 |
150 |
150 |
110 |
90 |
120 |
90 |
75 |
300 |
220 |
|
М62 |
2200 |
1700 |
460 |
660 |
330 |
740 |
350 |
230 |
890 |
480 |
330 |
550 |
250 |
165 |
440 |
200 |
130 |
1100 |
520 |
Условные обозначения термообработки указаны в конце табл. 14.
Римскими цифрами обозначен вид нагрузки, см. табл. 13.
16. Механические свойства и допускаемые напряжения для отливок из углеродистых и легированных сталей
|
Марка стали |
ГОСТ |
Термообработка |
Временное сопро-тивле-ние σв |
Предел текучести σт |
Предел выносливости |
Допускаемые напряжения, МПа |
|||||||||||||||
|
при растя-жении σ-1р |
при изгибе σ-1 |
при кручении τ-1 |
при растяжении [σр] |
при изгибе [σиз] |
при кручении [τкр] |
при срезе [τcp] |
при смятии [σсм] |
||||||||||||||
|
МПа |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
|||||||
|
20Л |
977-88 |
Н |
412 |
216 |
120 |
170 |
100 |
90 |
63 |
48 |
110 |
84 |
68 |
63 |
50 |
40 |
50 |
40 |
32 |
135 |
95 |
|
25Л |
441 |
235 |
125 |
180 |
110 |
95 |
65 |
50 |
115 |
90 |
72 |
65 |
52 |
44 |
52 |
42 |
35 |
145 |
105 |
||
|
30Л |
471 |
255 |
135 |
190 |
115 |
100 |
70 |
53 |
120 |
93 |
76 |
70 |
55 |
46 |
55 |
44 |
36 |
150 |
110 |
||
|
35Л |
491 |
275 |
140 |
200 |
120 |
110 |
74 |
56 |
130 |
100 |
80 |
75 |
60 |
48 |
60 |
47 |
38 |
165 |
120 |
||
|
45Л |
540 |
314 |
155 |
220 |
130 |
125 |
84 |
63 |
150 |
110 |
88 |
87 |
65 |
52 |
70 |
53 |
42 |
190 |
125 |
||
|
50Л |
569 |
334 |
170 |
240 |
145 |
140 |
92 |
68 |
170 |
125 |
96 |
100 |
74 |
58 |
75 |
55 |
43 |
210 |
150 |
||
|
20ГЛ |
540 |
275 |
155 |
220 |
130 |
120 |
83 |
63 |
145 |
110 |
88 |
85 |
65 |
52 |
65 |
50 |
40 |
180 |
125 |
||
|
35ГЛ |
Н |
540 |
294 |
155 |
220 |
130 |
120 |
83 |
63 |
145 |
105 |
88 |
85 |
65 |
52 |
65 |
50 |
40 |
180 |
125 |
|
|
В |
589 |
343 |
170 |
240 |
145 |
140 |
92 |
68 |
170 |
125 |
96 |
100 |
74 |
58 |
75 |
55 |
43 |
210 |
150 |
||
|
30ГСЛ |
Н |
589 |
343 |
170 |
240 |
145 |
140 |
92 |
68 |
170 |
125 |
96 |
100 |
74 |
58 |
75 |
55 |
43 |
210 |
150 |
|
|
В |
638 |
392 |
180 |
260 |
155 |
160 |
100 |
72 |
190 |
135 |
105 |
110 |
79 |
62 |
88 |
64 |
50 |
240 |
155 |
||
|
40ХЛ |
М |
638 |
491 |
180 |
260 |
160 |
165 |
100 |
72 |
200 |
140 |
105 |
115 |
82 |
64 |
90 |
64 |
50 |
250 |
165 |
|
|
35ХГСЛ |
Н |
589 |
343 |
170 |
240 |
145 |
140 |
92 |
68 |
170 |
125 |
96 |
100 |
74 |
58 |
75 |
55 |
43 |
210 |
150 |
|
|
В |
785 |
589 |
225 |
320 |
190 |
200 |
125 |
90 |
240 |
170 |
130 |
140 |
98 |
76 |
110 |
78 |
60 |
300 |
200 |
||
|
35ХМЛ |
Н |
589 |
392 |
170 |
240 |
145 |
160 |
95 |
68 |
190 |
130 |
96 |
110 |
76 |
58 |
88 |
60 |
46 |
240 |
150 |
Условные обозначения термообработки указаны в конце табл. 14.
Римскими цифрами обозначен вид нагрузки, см. табл. 13.
17. Механические свойства и допускаемые напряжения для отливок из серого чугуна
|
Марка чугуна (ГОСТ 1412-85) |
Временное сопро-тивле-ние σв |
Предел прочности |
Предел выносливости |
Форма сечения |
Допускаемые напряжения, МПа |
||||||||||||||
|
при изгибе σиз |
при сжатии σсж |
при кручении τ-1 |
при изгибе σ-1 |
при кручении τ-1 |
при изгибе [σиз] |
при кручении [τкр] |
при растяжении [σр] |
при сжатии [σсж] |
|||||||||||
|
МПа |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
III |
|||||||
|
СЧ15 |
150 |
320 |
650 |
240 |
70 |
50 |
|
70 |
40 |
30 |
53 |
30 |
22 |
33 |
20 |
14 |
145 |
83 |
14 |
|
|
60 |
35 |
25 |
40 |
23 |
16 |
|||||||||||||
|
|
50 |
29 |
21 |
33 |
18 |
13 |
|||||||||||||
|
СЧ18 |
180 |
360 |
700 |
260 |
80 |
60 |
|
80 |
50 |
35 |
58 |
36 |
26 |
40 |
25 |
18 |
155 |
95 |
18 |
|
|
66 |
41 |
30 |
43 |
27 |
20 |
|||||||||||||
|
|
56 |
35 |
25 |
37 |
23 |
16 |
|||||||||||||
|
СЧ20 |
200 |
400 |
750 |
280 |
100 |
80 |
|
88 |
57 |
43 |
62 |
45 |
35 |
45 |
30 |
22 |
165 |
110 |
22 |
|
|
73 |
47 |
35 |
45 |
33 |
25 |
|||||||||||||
|
|
60 |
40 |
30 |
40 |
28 |
22 |
|||||||||||||
|
СЧ25 |
250 |
460 |
850 |
300 |
120 |
100 |
|
97 |
67 |
52 |
65 |
52 |
43 |
53 |
35 |
28 |
185 |
125 |
28 |
|
|
80 |
55 |
43 |
50 |
38 |
32 |
|||||||||||||
|
|
68 |
47 |
35 |
40 |
32 |
27 |
|||||||||||||
|
СЧ30 |
300 |
500 |
1100 |
390 |
140 |
110 |
|
115 |
80 |
60 |
85 |
60 |
48 |
70 |
48 |
37 |
240 |
165 |
37 |
|
|
95 |
65 |
50 |
65 |
45 |
35 |
|||||||||||||
|
|
80 |
55 |
42 |
55 |
37 |
30 |
|||||||||||||
|
СЧ35 |
350 |
550 |
1200 |
400 |
150 |
115 |
|
125 |
85 |
65 |
90 |
65 |
50 |
78 |
55 |
42 |
260 |
185 |
42 |
|
|
100 |
70 |
55 |
65 |
47 |
37 |
|||||||||||||
|
|
87 |
60 |
45 |
55 |
40 |
30 |
|||||||||||||
|
СЧ40 |
400 |
600 |
1300 |
460 |
150 |
115 |
|
130 |
85 |
65 |
100 |
65 |
50 |
85 |
57 |
43 |
280 |
190 |
43 |
|
|
100 |
70 |
55 |
75 |
47 |
37 |
|||||||||||||
|
|
90 |
60 |
45 |
63 |
40 |
30 |
|||||||||||||
|
СЧ45 |
450 |
650 |
1400 |
500 |
200 |
150 |
|
140 |
105 |
85 |
110 |
.80 |
65 |
100 |
75 |
60 |
310 |
190 |
60 |
|
|
115 |
85 |
70 |
80 |
60 |
50 |
|||||||||||||
|
|
100 |
75 |
60 |
75 |
55 |
45 |



Римскими цифрами обозначен вид нагрузки, см. табл. 13.
18. Механические свойства и допускаемые напряжения для отливок из ковкого чугуна
|
Марка чугуна |
Временное сопро-тивле-ние σв |
Предел прочности |
Предел текучести σт |
Предел выносливости |
Форма сечения |
Допускаемые напряжения, МПа |
||||||||||||||||||
|
при изгибе [σиз] |
при кручении [τкр] |
при растяжении [σр] |
при сжатии [σсж] |
при смятии [σсм] |
||||||||||||||||||||
|
при изгибе σиз |
при кручении τкр |
при срезе τср |
при изгибе σ-1 |
при растя-женииσ-1р |
при кручении τ-1 |
|||||||||||||||||||
|
МПа |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
III |
I |
II |
||||||||||
|
КЧ 30 – 6 |
300 |
490 |
340 |
270 |
190 |
90 |
55 |
80 |
|
105 |
58 |
40 |
65 |
40 |
36 |
85 |
39 |
25 |
95 |
40 |
25 |
125 |
58 |
|
|
|
100 |
55 |
37 |
52 |
37 |
29 |
||||||||||||||||||
|
|
95 |
50 |
35 |
45 |
32 |
25 |
||||||||||||||||||
|
|
80 |
43 |
30 |
45 |
32 |
25 |
||||||||||||||||||
|
КЧ 33-8 |
330 |
530 |
345 |
290 |
210 |
100 |
60 |
90 |
|
115 |
65 |
45 |
70 |
50 |
40 |
95 |
42 |
27 |
105 |
43 |
27 |
140 |
63 |
|
|
|
110 |
60 |
42 |
56 |
40 |
32 |
||||||||||||||||||
|
|
100 |
58 |
40 |
50 |
35 |
28 |
||||||||||||||||||
|
|
85 |
50 |
34 |
50 |
35 |
28 |
||||||||||||||||||
|
КЧ 35- 10 |
350 |
570 |
350 |
300 |
220 |
105 |
65 |
95 |
|
120 |
70 |
50 |
75 |
55 |
43 |
100 |
45 |
30 |
110 |
47 |
30 |
150 |
67 |
|
|
|
110 |
65 |
47 |
60 |
44 |
34 |
||||||||||||||||||
|
|
105 |
60 |
45 |
52 |
38 |
30 |
||||||||||||||||||
|
|
90 |
52 |
38 |
52 |
38 |
30 |
||||||||||||||||||
|
КЧ37- 12 |
370 |
580 |
370 |
320 |
230 |
110 |
65 |
100 |
|
125 |
72 |
50 |
80 |
57 |
45 |
105 |
47 |
30 |
115 |
48 |
30 |
155 |
70 |
|
|
|
115 |
65 |
47 |
64 |
45 |
36 |
||||||||||||||||||
|
|
110 |
63 |
45 |
55 |
40 |
31 |
||||||||||||||||||
|
|
95 |
55 |
38 |
55 |
40 |
31 |
||||||||||||||||||
|
КЧ 45 – 7 |
450 |
660 |
440 |
340 |
250 |
135 |
80 |
120 |
|
130 |
80 |
60 |
85 |
65 |
55 |
110 |
53 |
35 |
125 |
55 |
35 |
165 |
80 |
|
|
|
120 |
75 |
55 |
68 |
52 |
44 |
||||||||||||||||||
|
|
115 |
70 |
53 |
60 |
45 |
38 |
||||||||||||||||||
|
|
100 |
60 |
45 |
60 |
45 |
38 |




Римскими цифрами обозначен вид нагрузки, см. табл. 13.
Примечание. Ковкий чугун марок КЧ 30 – 6, КЧ 33 – 8, КЧ 35-10, КЧ 37 – 12 относится к ферритному классу; ковкий чугун КЧ 45-7 относится к перлитному классу.
19. Допускаемые напряжения для пластмассовых деталей
|
Пластмассы |
Разрушающее напряжение при кратковременных статических испытаниях по стандартной методике, МПа |
Рекомендуемые допускаемые напряжения при кратковременных нагрузках, МПа |
||||
|
σр.с |
σр |
σи |
[σр.с] |
[σр] |
[σи] |
|
|
Текстолиты |
220 |
70 |
100 |
150 |
45 |
65 |
|
Стеклотекстолит |
30 |
45 |
65 |
60 |
35 |
48 |
|
Капрон |
70 |
60 |
80 |
35 |
30 |
40 |
|
Поливинилхлорид |
85 |
50 |
100 |
42 |
25 |
50 |
|
Полиформальдегид |
130 |
60 |
100 |
65 |
36 |
50 |
|
Поликарбонат (дифлон) |
80 |
70 |
85 |
37 |
35 |
42 |
|
Полипропилен |
60 |
35 |
50 |
25 |
17 |
22 |
|
Фторопласт Ф-4 |
20 |
16 |
18 |
8 |
6 |
7 |
Для пластичных (незакаленных) сталей при статических напряжениях (Iвид нагрузки) коэффициент концентрации не учитывают. Для однородных сталей (σв > 1300 МПа, а также в случае работы их при низких температурах) коэффициент концентрации, при наличии концентрации напряжения, вводят в расчет и при нагрузках Iвида (k > 1). Для пластичных сталей при действии переменных нагрузок и при наличии концентрации напряжений эти напряжения необходимо учитывать.
Для чугунов в большинстве случаев коэффициент концентрации напряжений приближенно принимают равным единице при всех видах нагрузок (I- III).
При расчетах на прочность для учета размеров детали приведенные табличные допускаемые напряжения для литых деталей следует умножать на коэффициент масштабного фактора, равный 1,4…5.
Приближенные эмпирические зависимости пределов выносливости для случаев нагружения с симметричным циклом:
для углеродистых сталей:
при изгибе
σ-1 = (0,40 ÷ 0,46)σв;
при растяжении или сжатии
σ-1р = (0,65 ÷0,75)σ-1;
при кручении
τ-1 = (0,55 ÷0,65)σ-1;
для легированных сталей:
при изгибе
σ-1 = (0,45 ÷0,55) σв;
при растяжении или сжатии
σ-1p= (0,7 ÷0,9) σ-1;
при кручении
τ-1 = (0,5 ÷ 0,65) σ-1;
для стального литья:
при изгибе
σ-1 = (0,35 ÷ 0,45) σв;
при растяжении или сжатии
σ-1p= (0,65 ÷ 0,75) σ-1;
при кручении
τ-1 = (0,55 ÷ 0,65) σ-1.
Механические свойства и допускаемые напряжения антифрикционного чугуна;
предел прочности при изгибе 250 – 300 МПа;
допускаемые напряжения при изгибе: 95 МПа для I; 70 МПа – II: 45 МПа – III, где I. II, III- обозначения видов нагрузки, см. табл. 13.
Ориентировочные допускаемые напряжения для цветных металлов на растяжение и сжатие, МПа:
30…110 – для меди;
60…130 – латуни;
50…110 – бронзы;
25…70 – алюминия;
70…140 – дюралюминия.
Допускаемое напряжение при расчете на прочность и жесткость. Условия прочности и жесткости
Механические испытания материалов на растяжение и сжатие позволяют определить предельные напряжения ( ), при которых материал образца непосредственно разрушается или в нем возникают большие пластические деформации.
), при которых материал образца непосредственно разрушается или в нем возникают большие пластические деформации.
Предельное напряжение в расчетах на прочность
В качестве предельного напряжения в расчетах на прочность принимается:
предел текучести для пластичного материала (считается, что разрушение пластичного материала начинается при появлении в нем заметных пластических деформаций)
 ,
,
предел прочности для хрупкого материала, значение которого при растяжении и сжатии различно:
 .
.
Для обеспечения прочности реальной детали необходимо так выбрать ее размеры и материал, чтобы возникающее в некоторой ее точке при эксплуатации наибольшее нормальное напряжение было меньше предельного:

Однако даже если наибольшее расчетное напряжение в детали будет близко к предельному напряжению, гарантировать ее прочность еще нельзя.
внешние нагрузки действующие на деталь, не могут быть установлены достаточно точно,
расчетные напряжения в детали могут быть вычислены иногда лишь приближенно,
возможны отклонения действительных механических характеристик материала от расчетных характеристик.
Деталь должна быть спроектирована с некоторым расчетным коэффициентом запаса прочности:
 .
.
Ясно, что чем больше n, тем прочнее деталь. Однако очень большой коэффициент запаса прочности приводит к перерасходу материала, и это делает деталь тяжелой и неэкономичной.
В зависимости от назначения конструкции устанавливается требуемый коэффициент запаса прочности  .
.
Условие прочности: прочность детали считается обеспеченной, если  . Используя выражение , перепишем условие прочности в виде:
. Используя выражение , перепишем условие прочности в виде:

Отсюда можно получить и другую форму записи условия прочности:

Отношение, стоящее в правой части последнего неравенства, называют допускаемым напряжением:

Если предельные и, следовательно, допускаемые напряжения при растяжении и сжатии различны, их обозначают  и
и  . Пользуясь понятием допускаемого напряжения, можно условие прочности сформулировать следующим образом: прочность детали обеспечена, если возникающее в ней наибольшее напряжение не превышает допускаемого напряжения.
. Пользуясь понятием допускаемого напряжения, можно условие прочности сформулировать следующим образом: прочность детали обеспечена, если возникающее в ней наибольшее напряжение не превышает допускаемого напряжения.
Тогда условие прочности при растяжении (сжатии) имеет вид:

Если расчетное напряжение получается значительно ниже допускаемого напряжения, то материал расходуется нерационально. Допускается расчетное напряжение не более чем на 5 % превышающее допускаемое напряжение.
Условие жесткости при растяжении и сжатии формула:

где  – допускаемое удлинение стержня.
– допускаемое удлинение стержня.
