О Соединение холодной пайкой, Вы когда-нибудь сталкивались с холодной пайкой в прошлом? Как Вы решили эту проблему? Получили ли Вы онлайн-помощь?
Большинству инженеров приходится сталкиваться с производством ненадежной электроники из-за соединений холодной пайкой. Это происходит во время промышленной сборки печатных плат. Или же при создании прототипов с учётом новых тенденций (например, при использовании гибких печатных плат).
Как профессиональный производитель печатных плат, WellPCB в прошлом часто беспокоился о холодной пайке. Мы решили подробнее изучить эту тему и попытаться ответить на вопросы, которые могут беспокоить разработчиков печатных плат из-за этих проблем.
Это издание представляет собой сборник информации о соединениях холодной пайкой, что может помочь вам разработать более совершенные печатные платы.
1. Холодная пайка
1.1 Первое, что такое пайка?
Пайка — это процесс формирования электрических и механических соединений на печатной плате (PCB) путем соединения электронных компонентов с платой. Это делается с использованием сплава расплавленного свинца и олова.
Это фундаментальный навык в электротехнике, поскольку он является центральной частью разработки и устранения неисправностей цепей.
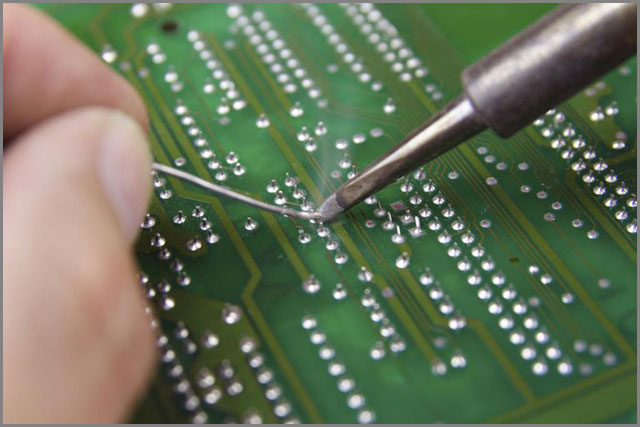
Пайка часто выполняется с помощью паяльной станции или паяльника и проволочного припоя (сплав олова и свинца). Тонкий металлический наконечник (или соответствующий металлический материал) прикрепляется к управляемому нагревательному элементу, подключенному к источнику питания во время пайки.
Со временем наконечник паяльника нагревается до такой степени, что может расплавить проволочный припой. Это способствует созданию паяного соединения. Пайка-это навык, который отвечает за установку монтаж электрических компонентов на печатных платах.
1.2 Расскажите мне о паяльных соединениях
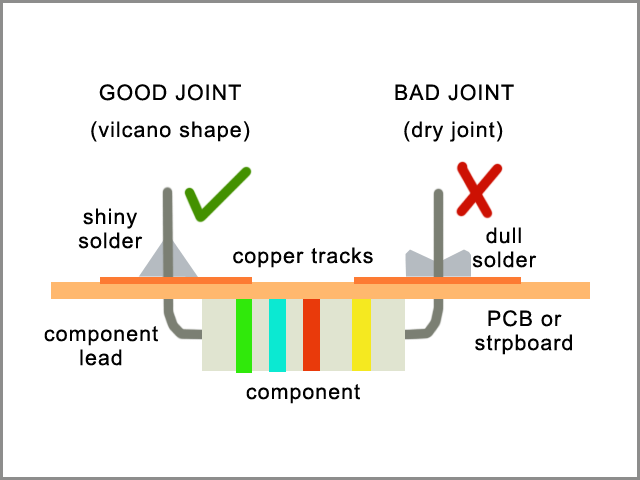
Паяное соединение-это просто специфическая паяная точка соединения электронного компонента с печатной платой. Поперечное сечение идеального паяного соединения должно иметь гладкий и глянцевый расплавленный припой вогнутой формы. Припой поднимается вверх по контакту элемента, подлежащего пайке, как показано на рисунке 1 ниже:
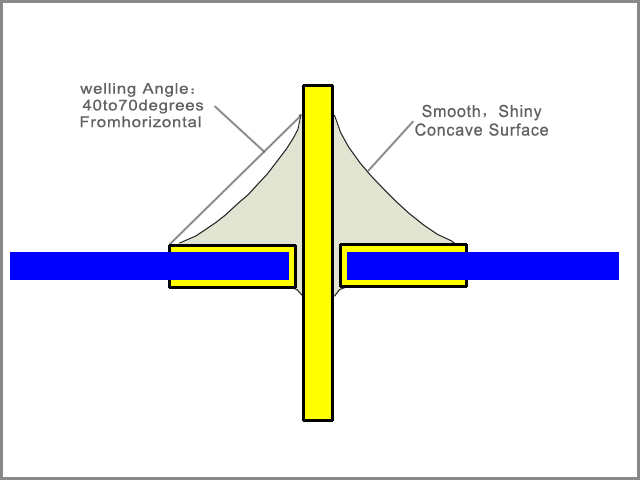
Рисунок 1: идеальное паяльное соединение
Как Вы можете догадаться из простого объяснения (или из опыта), хорошая пайка-это приобретенный навык, требующий большой практики. У большинства из нас этот навык совершенствуется со временем, в ходе повторяющихся схем и экспериментов с ними.
Этот процесс обучения включает в себя метод проб и ошибок с большим количеством фраз “…смонтировать это”, “…демонтировать то».”
Более того, даже в этом случае Вы не будете не совершать ошибки. Вы всего лишь сделаете это немного лучше, чем было до этого.
Это означает, что каждый раз, когда Вы паяете элемент, появляется шанс сделать это лучше, чем в прошлый раз. Или можно узнать, как исправить ошибку, сделанную в прошлый раз.
1.3 Общие проблемы с паяными соединениями
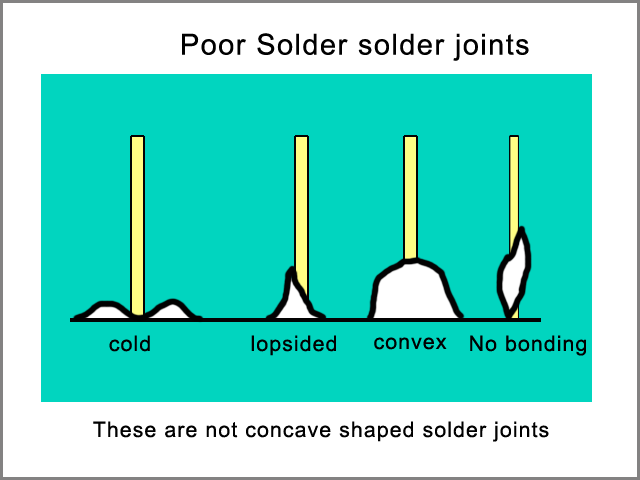
Есть разные ошибки, которые Вы, вероятно, можете совершить в процессе пайки. Вот некоторые из распространенных ошибок, которые Вы можете совершить во время пайки:
1. Нарушенное соединение: образуется, когда паяное соединение повреждается до того, как расплавленный припой затвердеет.
2. Холодное соединение: такое соединение, где припой не может расплавиться полностью после пайки.
3. Перегретое соединение: эта проблема возникает, когда паяльная проволока не плавится, несмотря на нагрев. Это приводит к перегреву флюса на плате, что усложняет процесс пайки.
4. Недостаточное смачивание: Эта проблема возникает либо на контакте, либо на плате. Это показатель того, что припой не нагревается неравномерно на плате и контакте. Недостаточное смачивание контакта показывает, что Вы нагрели контакт больше, чем плату. С другой стороны, недостаточное смачивание платы может указывать на нанесение малого количества смачивающего материала.
Подробнее об этих проблемах будет рассказано в других главах.
1.4 Итак, что же такое соединение холодной пайкой?
Я уверен, что теперь Вы можете догадаться, что такое “соединение холодной пайкой”, не так ли? Как уже отмечалось, соединение холодной пайкой — это проблема паяного соединения, которая часто возникает во время пайки. В таком случае припой не может полностью расплавиться и принять форму для того, чтобы образовать идеальное паяное соединение.
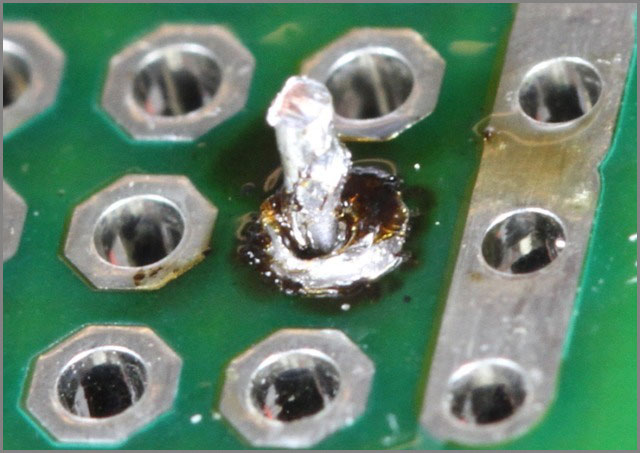
Холодные паяные соединения часто оказывается тусклыми и приводят к выпуклым соединениям схемы на выводах и гибких участках платы. Иногда они также принимают грубые формы, как показано на рисунке 2.
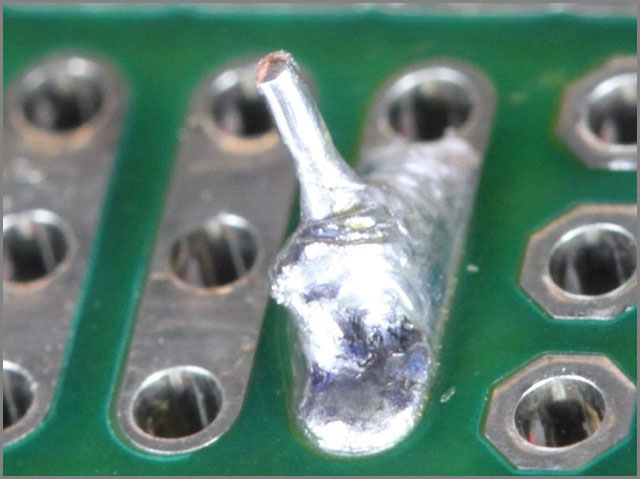
Рисунок 2: соединение холодной пайкой
Соединение холодной пайкой часто возникает, когда перед пайкой не удается должным образом нагреть припой перед пайкой. В некоторых случаях это может произойти, когда кто-то повредил или плату, или припаянный контакт до того, как расплавленный припой затвердеет.
В следующих главах мы рассмотрим более подробную информацию об обнаружение и ремонте соединений холодной пайкой. Мы также предложим методы, которые помогут вам свести к минимуму возникновение холодных паяных соединений.
2. Обнаружение и тестирование холодных паяных соединений
2.1 Почему Вы должны проверять наличие холодных паяных соединений?
Никто не осознает важность тестирования соединений холодной пайкой так, как те, кто работает над большими электрическими проектами.
Смотрите, вот неприятный этап, с котором я сталкиваюсь, работая в одиночку над электронными схемами. Интересно, относится ли такая история и к вашей повседневной работе? Это выглядит примерно так:
Я работаю над электрическим модулем для крупного промышленного проекта. Моя задача — разработать один из основных аппаратных компонентов для более масштабного проекта. У меня уже есть программное обеспечение и электрические компоненты. Они протестированы на обычной плате для прототипирования и загружены на микроконтроллер, готовый к пайке.
Я собираю свои “профессиональные инструменты” и начинаю шлифовать, стараясь спаять всё как можно быстрее. Примерно через 30 минут я заканчиваю весь проект. С моей стороны все выглядит нормально (по крайней мере, я бы так сказал).
Итак, я включаю его и начинаю наблюдать за ним. И угадайте что? Моя схема не работает. «… Ну, может, резистор не в порядке», — думаю я. «Я подозревал это раньше», — приходит мне в голову.
Поэтому я заменяю резистор на другой. Однако, все равно, это не работает. Я проверяю мультиметр и начинаю оценивать каждый компонент. Замечаю одно соединение холодной пайкой и фиксирую его.
Устройство работает, но потом дает неожиданные показания. Я готовлюсь к новой проверке схемы с помощью объектива. Позже я обнаруживаю другое соединение холодной пайки (примерно через час или около того) и исправляю его.
На этот раз мне удается взять его под контроль (после долгой и кропотливой работы, которая иногда может привести Вас к отставанию от графика).
Понимаете? Вот почему нужно проверять наличие холодных паяных соединений. Не проводя оценку холодных паяных соединений, Вы рискуете получить неисправную электронику. С учетом сказанного давайте рассмотрим некоторые из тестов, которые Вы можете проводить на схемах, чтобы установить соединения холодной пайки.
2.2 Тест первый: визуальная проверка соединений холодной пайкой
Визуальная проверка соединений холодной пайкой и их фиксация должны быть основным шагом при разработке схем. Мы уже описывали, как может выглядеть идеальное паяное соединение (в первой главе). Прежде всего, соединение холодной пайки может выглядеть тусклым, беловатым, выпуклым или деформированным.
Я знаю, что все это больше похоже на “здравый смысл”, не так ли? Более того, возможно, вам интересно, почему я заговорил об этом. Иногда это выходит за рамки того, что мы видим своими глазами.
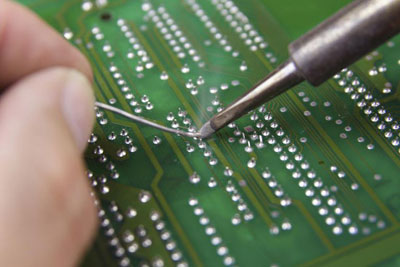
Возможно, Вам понадобится взять увеличительную линзу и проверить паяные соединения, чтобы заметить выпуклую форму и то, что припой заполнил зазоры. Вы не должны видеть свет, проходящий через стыки.
Линзы иногда могут помочь вам обнаружить те стыки, где припой был недостаточно нагрет. Часто такие стыки при тщательном осмотре кажутся грубыми.
Кроме того, когда сомневаетесь, есть ли стык, Вы должны попытаться наклонить элемент, установленный на стыке. Таким образом Вы сможете увидеть, не отсоединяется ли он. Если такое произойдет, попробуйте исправить это с помощью методов, которые мы обсудим в следующей главе.
Также очень важно следить за тем, чтобы припой не перетекал на другие стыки, так как это может привести к короткому замыканию внутри цепи.
2.3 Тест второй: Использование мультиметра для проверки соединений холодной пайкой
При тестировании соединений холодной пайкой с помощью мультиметра Вы можете использовать два метода для определения такого соединения. Это:
2.3.1 Тестирование с использованием сопротивления (Ом)
Здесь Вы начнете с переключения мультиметра на измерение сопротивления. Часто это обозначается символом Ом (Ω). В зависимости от типа мультиметра Вы будете или вращать индикатор, или нажимать диски управления для переключения. Для этого эксперимента используйте сопротивление около 1 кОм.
Затем вы подключаете одну клемму мультиметра напрямую к другой клемме мультиметра. Здесь было бы полезно, если бы Вы просчитали сопротивление ноль Ом. Этот шаг предназначен для проверки правильности работы вашего мультиметра.
Как только вы убедитесь в этом, подключите клемму измерителя к разъему на одном конце. Другой же подключите к другому разъему через компонент. Для нерезисторных электрических компонентов следует соблюдать ноль. Любое значение выше нуля может указывать на холодное соединение.
2.3.2 Тестирование с использованием непрерывности
Используя тот же мультиметр, который мы использовали в тесте 2.3.1, переключите измерение мультиметра на измерение непрерывности. Подключите два конца мультиметра и обратите внимание, что мультиметр издаёт звуковой сигнал, указывая на целостность цепи.

Рисунок 3: Фото с указанием отметки непрерывности
Как только Вы будете удовлетворены, повторите процесс, подключив два конца мультиметра к двум концам цепи. Если мультиметр пищит, значит всё в порядке. Все остальное является признаком нарушения непрерывности, что может быть результатом холодного паяного соединения
2.4 Помните: ошибки при пайке – это путь вперёд
Ни одно специальное устройство не может проверить наличие соединений холодной пайкой. Все описанные выше тесты основаны на методе проб и ошибок. Этот факт является причиной того, что при этом нельзя быть уверенным, что вы не допустите ошибок. Когда вы становитесь слишком наивными и думаете, что не будете делать ошибки с электроникой, Вы в конечном итоге совершите их.
Таким образом, Вы должны всё делать смело и быть готовыми исправить всё, с чем столкнётесь (с помощью методов, описанных в главе 3).
Со временем, исправляя ошибки (которые вы делаете), Вы начинаете становиться немного лучше, чем раньше. Как новичок совершает ошибки, так и профессионалы ошибаются.
Единственное различие заключается в типе ошибок и количестве времени, которое требуется для их устранения. Итак, чего Вам бояться?
3. Ремонт соединений холодного паяния
Соединения холодной пайкой часто возникают как разрушенные холодные паяные соединения или просто соединения холодной пайкой. Происходит это из-за недостаточного нагрева припоя во время пайки. Начнем с:
3.1 Нарушенные соединения холодной пайкой
Это основные типы проблем соединений холодной пайкой для инженеров. Эти паяные соединения возникают, когда или элемент, или печатная плата смещаются до того, как расплавленный припой зафиксируется правильно.
Они имеют вогнутую форму и наклонный контакт внутри припоя. При внимательном осмотре они также могут показаться грубыми и немного мёрзлым.
Прежде всего, их нельзя классифицировать как соединения холодной пайкой. Так как соединения этого типа иногда могут быть выполнены из хорошо расплавленного припоя. Однако они действительно очень похожи на стандартные соединения холодной пайкой.
Более того, это связано с тем, что припой не охлаждается должным образом перед монтажом электроники.
3.1.1 Как устранить соединения холодной пайкой
Как отмечалось выше, этот тип соединения холодной пайкой возникает, когда во время пайки разрушается плата или элемент во время пайки. Таким образом, Вам нужно будет постоянно работать над своей задачей по пайке, чтобы решить эту проблему.
Чтобы пройти через это успешно, Вам может понадобиться специальный стол, устойчиво прикреплённый к земле во время пайки. Если работаете в ограниченном пространстве, Вы можете приобрести паяльные тиски и установить их на сплошную стену рядом с паяльной станцией.
3.2 Соединения холодной пайкой
В предыдущих главах мы определили соединения холодной пайкой как соединения, образованные из-за недостаточного нагрева припоя. Такая проблема легко заметна, поскольку приводит к образованию комков вблизи паяных соединений, при этом компоненты не фиксируются на печатной плате.
Из-за этой проблемы соединение стыков может быть очень плохим и может привести к растрескиванию. И даже разъединению компонентов, прикрепленных к паяному соединению.
Соединения холодной пайкой часто возникают, когда на паяльник не снабжён достаточной мощностью. Иногда это может быть признаком “грязного” наконечника паяльника.
3.2.1 Как решить проблемы с соединением холодной пайкой
Для инженеров, использующих паяльные станции, единственная возможная причина, по которой можно столкнуться с проблемами холодной пайки, — это грязь. Она обычно собирается на наконечнике паяльного пистолета. Эта проблема также может привести к перегреву паяных соединений.
Поэтому первым шагом к решению проблемы соединений холодной пайкой является очистка должным образом наконечника паяльника.
Во-вторых, вам нужно будет снабдить паяльник соответствующим количеством электроэнергии для нагрева паяльной проволоки. В некоторых других случаях Вам потребуется только отрегулировать регулятор вашей паяльной станции / нагревателя соответствующим образом.
После того, как подтвердите нагрев, Вам нужно будет снова нагреть припой и установить его.
В других случаях Вы можете подумать о покупке бессвинцового припоя, такого как припой SN96. Такой припой имеет короткое время для перехода в состояние пластика. Этот тип сварки снижает вероятность неполного сгорания во время пайки.
В оставшихся главах мы обсудим вопросы пайки, связанные с сопротивлением соединения и его последствиями. Затем мы дополним его практическими рекомендациями, которые помогут Вам избежать соединений холодной пайкой.
4. Проблемы с соединениями холодной пайкой
4.1 Соединения холодной пайкой и сопротивление
Во второй главе мы выделили тест на сопротивление как тест для обнаружения соединения холодной пайкой. Мы упустили только то, что не указали ни причину, ни возможное влияние сопротивления на соединения холодной пайкой.
Теперь важно отметить, что все соединения проявляют некоторый уровень сопротивления мощности в цепи. Однако это из-за неполного сгорания припоя из сплава свинца и олова, используемого при пайке.
Холодные паяные соединения могут иметь более высокое сопротивление потоку электрических зарядов.
Эта проблема не всегда проявляется мгновенно. Однако со временем это приводит к большему энергопотреблению. А при длительном использовании холодные паяные соединения могут перегреваться и в конечном итоге привести к неисправности устройства.
4.2 Влияние сопротивления в соединениях холодной пайкой
Высокое сопротивление холодных паяных соединений-это своего рода “бомба замедленного действия” для электроники. Время от времени эффекты проявляются мгновенно, их легко заметить и легко исправить. Однако иногда последствия могут быть не такими заметными и могут сохраняться в производстве дефектных устройств.
Вот некоторые из эффектов, которые могут возникнуть в результате сопротивления в соединениях холодной пайкой:
Неполные цепи: Эта проблема возникает, когда холодное паяное соединение не может соединить компонент и цепь. Хотя эта проблема нежелательна, ее легче всего обнаружить и устранить на ранней стадии. Так как устройство с этой проблемой не будет работать.
В других случаях сопротивление может объединяться с сопротивлением других подключенных резисторов в цепи, чтобы дать ошибочные показания. В таких случаях Вы можете применить уже рассмотренные методы тестирования и решения для устранения этой проблемы.
Цепи перегрева: Цепи перегрева возникают, когда несколько различных холодных контуров соединены между собой. Это самая трудная для обнаружения проблема сопротивления холодному стыку. В большинстве случаев схемы с этой проблемой будут работать на этапе тестирования и даже могут быть произведены для промышленного использования.
Проблема в том, что при длительном использовании эти цепи перегреваются и разрывают цепи электроники. Как следствие это вызывает сбои в работе устройств.
Лучший способ обнаружить проблемы с сопротивлением, вызванные холодными соединениями, — это использовать мультиметр для их обнаружения. Это было описано во второй главе.
Семь методов пайки, которые Вам нужно практиковать
Вот семь золотых приемов, которые могут помочь вам избежать случаев холодной пайки в ваших электронных проектах.
1. Иметь соответствующие инструменты. В частности, вложить деньги в хороший паяльник. Паяльник часто отвечает за нагрев припоя. Таким образом, крайне важно инвестировать в идеальный паяльник, который позволит вам регулировать и контролировать количество тепла, используемого при пайке.
2. При пайке нужно использовать минимальное количество припоя.
3. Регулярно очищайте наконечник паяльника.
4. Иметь надежный источник питания, который может питать нагреватель/паяльник при пайке.
5. По возможности используйте бессвинцовую паяльную проволоку (материал).
6. Всегда давайте расплавленному припою достаточно времени, чтобы он остыл. Не торопитесь паять.
7. Никогда не паникуйте при пайке. Я знаю, что уже опытным инженерам в этом нет необходимости, но большинство новичков сталкиваются с холодными паяными соединениями из-за паники.
Заключение
Я постоянно подчеркивал необходимость выдерживать процесс пайки, поскольку это является основной причиной холодного паяного соединения. Как мы видели раньше, вам нужно повторять некоторые из этих ошибок снова и снова, чтобы стать немного лучше, чем были раньше.
Чтобы узнать больше о пайке, просмотрите наш веб-сайт для получения более подробной информации.
Если вам понадобиться, напечатать надежную и профессиональную печатную плату, Вы можете оставить счёт или запрос на нашем сайте.
2.5.1. «Холодные» пайки
Это самый
распространенный дефект пайки, будучи
пропущенным и неис-правленным, наиболее
часто досаждает пользователям из-за
неустойчивого контакта. При тестировании
непосредственно в производстве этот
дефект не распознается (за исключением
ИК-контроля). Впоследствии диффузия
влаги и кислорода воздуха окисляет
соприкасающиеся поверхности, что
создает эффект неустойчивого (мерцающего)
контакта. Мало того, окисленные
поверхности не позволяют восстановить
качество соединения при повторной
пайке (ремонте).
Внешнее проявление
«холодной» пайки, вызванной неполным
оплавлением: зернистость поверхности,
неполное слияние частиц припоя в пасте,
неполное смачивание и скатывание припоя
со спаиваемых поверх¬ностей. Чтобы
гарантированно распознавать холодные
пайки, припой или пасту дозируют так,
чтобы образовалась скелетная, но не
заливная пайка. На скелетной пайке
можно видеть, имеется смачивание
спаиваемых поверхностей или нет.
Причины «холодных»
паек связаны со всеми элементами
технологии монтажа:
• недостаточный
прогрев паек;
• случайный сдвиг
спаиваемых элементов во время охлаждения
пайки;
• ослабление
активности флюса из-за перегрева или
сильного загрязнения спаиваемых
поверхностей;
• недостаточная
активность флюса, из-за чего не
обеспечивается активация и смачиваемость
поверхностей припоем;
• окисление
порошкообразного припоя в пасте;
• неустойчивые
свойства финишных покрытий;
• загрязнение
припоя: при пайке волной — растворенными
металлами, при пайке оплавлением —
газовыделениями из компонентов или
оснований печатных плат.
Для удовлетворительной
текучести припоя и смачиваемости
рабочая температура пайки должна
превышать температуру ликвидуса на
30. ..40 градусов. При ручной пайке время
пребывания припоя при этой рабочей
температуре должно быть 2…3 с, а при
групповом нагреве температура нагрева
паек должна следовать установленному
температурному профилю (время пребывания
в расплавленном состоянии — 30…90 с).
Для бессвинцовых припоев, для которых
характерна плохая смачиваемость, для
удовлетворительной пайки приходится
поднимать рабочую температуру еще на
20…30 градусов.
Сдвиг спаиваемых
элементов во время остывания припоя
тоже может быть причиной дефектов паек.
Сдвиг может возникнуть из-за сильного
обдува при охлаждении или из-за толчков
конвейера. Если это произойдет в момент
перехода температуры от ликвидуса к
солидусу, припой необычно быстро
затвердевает с образованием
крупнокристаллической пористой
структуры, проявляющейся как образование
матовости. Пористость паек создает
условия окисления паек и, как следствие,
их последующего ослабления.
Перегрев флюса
быстро приводит к потере его активности,
поэтому для них всегда оговаривают
температурный диапазон пайки.
Использование среды азота нивелирует
это явление, но не бесконечно. Сильные
загрязнения поверхностей, хотя они и
маловероятны в рабочей практике,
нейтрализуют активность флюса, и он
перестает работать.
Недостаточная
активность флюса может быть обусловлена
его собственными свойствами или
недостаточным нагревом паек, из-за чего
он не активирует спаиваемые поверхности.
В этой ситуации он не замещается
расплавленным припоем и остается
прослойкой между припоем и спаиваемой
поверхностью. Расплавленный припой не
смачивает поверхности и застывает так,
что образуются «холодные» пайки.
Как бы там ни было,
в каких бы условиях ни хранили припойную
пасту, окисление поверхности его
микроскопических частиц припоя
неизбежно. Это одна из причин ограничения
срока хранения паяльных паст. Пайка с
использованием устаревшего припоя в
пасте всегда чревата плохими последствиями,
в первую очередь — образованием
«холодных» паек.
Финишные покрытия
печатных плат сильно сказываются на
вероятности образования «холодных»
паек. В первую очередь это относится к
покрытиям иммерсионным оловом, если
не используется барьерный подслой.
Тонкий слой иммерсионного олова быстро
(за две недели) прорастает интерметаллоидами
SnxCuy
и теряет паяемость. Наличие барьерного
подслоя гарантирует паяемость на
несколько лет. Поэтому нужно оговаривать
характер покрытия: не всякое иммерсионное
олово может длительно сохранять
паяемость.
Чревато дефектами
и часто используемое покрытие иммерсионным
золотом по никелю. Характерный для
этого покрытия дефект — черные контактные
площадки, появляющиеся на поверхности
из-за оголения никеля и выпотевания
фосфора, если тонкий слой золота
растворяется в припое раньше, чем припой
смочит поверхность никеля. Происхождение
фосфора в никеле обусловлено особенностями
процесса его химического осаждения.
Припой скатывается с фосфорированной
и окисленной поверхности никеля
из-за чего и
проявляется эффект черной контактной
площадки. Черные контактные площадки
могут возникать также при передержке
процесса пайки и при неправильном
выборе флюса. Передержка интенсифицирует
образование интерметаллидов олова с
никелем и олова с фосфором, внедренным
в никель. Кроме того, выделение фосфора
на поверхности никеля может вызвать и
процесс золочения. Осаждение золота
из нейтральных электролитов уменьшает
вероятность этих явлений.
Загрязнения
припоев значительно сказываются на их
свойствах, о чем будет сказано в главе
3. Зачастую дорогостоящая процедура
очистки ванн припоя заставляет
производителей терпеть насыщение ванны
загрязнениями до конца, пока не будет
явно видно, что нужно остановиться и
очистить припой. Но до того, как выявится
эта необходимость, часть паек (пусть
незначительная) окажется «холодной».
Термодеструкция
полимеров печатных плат и компонентов
порождает выделение газов и паров воды,
которые могут спровоцировать пассивацию
поверхностей и ухудшению их способности
к образованию качественных паяных
соединений.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 30 марта 2016 года; проверки требуют 8 правок.

Соединение при холодной пайке
Холодная пайка (англ. Cold solder joint) — дефект пайки, при котором не образуется прочного паяного соединения (надёжного электрического контакта).
«Холодные» соединения имеют характерную зернистую структуру и тускло-серый цвет[1][неавторитетный источник].
Вызывается: недостаточной температурой при пайке, недостаточной адгезией паяемых поверхностей (вызванной недостаточным качеством применяемого флюса, плохой зачисткой паяемых мест), смещением паяемых элементов в процессе охлаждения.
Холодная пайка возникает при температурах в пределах 183—220 °C[2]. При этих температурах припой размягчается, оплавляется, но не расплавляется, диффузия металлов не происходит на достаточном уровне, поэтому прочность соединений при холодной пайке очень низкая[3].
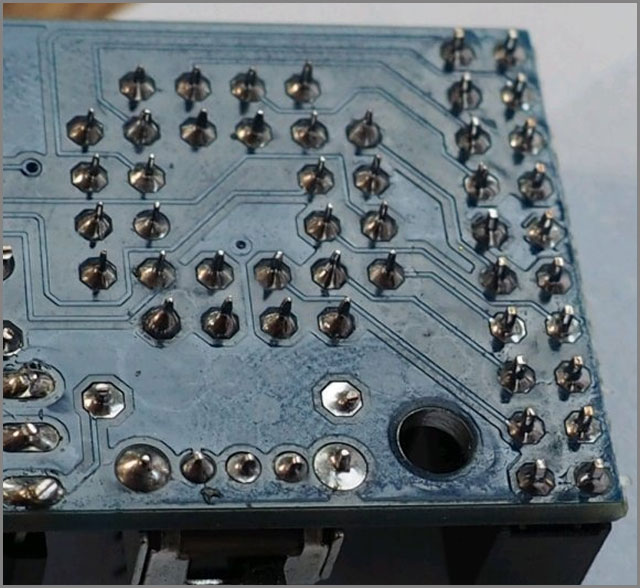
Иногда холодная пайка может возникнуть и при нормальной температуре припоя, но если печатная плата неправильно спроектирована: имеет обширные участки фольги с обеих сторон сквозного металлизированного отверстия. Это резко повышает теплоотвод, и припой, и выводы детали не прогреваются должным образом: для предотвращения этого, устраивается термобарьер – то есть в пределах обширных сплошных полей, устраивается стандартная контактная площадка с отверстием, окруженная отсутствием фольги, но соединённая с полем 2-4 дорожками-перемычками.

Пример термобарьера для предотвращения холодной пайки (монтажное переходное отверстие справа внизу).
Примечания[править | править код]
- ↑ Холодная пайка. // Словарь терминов ЭЛИНФОРМ. Дата обращения: 24 августа 2011.
- ↑ Технологический процесс паяния. // n-audio.com. Дата обращения: 24 августа 2011.
- ↑ Пайка для начинающих. // library.espec.ws. Дата обращения: 24 августа 2011.
Не скажу за стандарты, но на рубеже 80-90-х занимались контролем качества выпрямительных диодов КД243, КД226 для Томилинского завода п/п приборов, там их достал дефект, который они обозвали “переменный контакт”. Тоже проводили термоиспытания и циклирование, но эффект принесло двукратное измерение прямой ветви ВАХ: задавали пилообразное изменение тока от 0 до максимума, выдержка при максимальном токе 0,5 с и повторное измерение ВАХ. Критерий разбраковки – сумма отклонений напряжений в каждой точке ВАХ (фактически – площадь фигуры, ограниченной двумя ветвями ВАХ). Оказалось, что переменный контакт резко разогревается при максимальном токе с соответствующем приростом напряжения на диоде. Упомянутая площадь в дефектных диодах в разы превышала этот параметр в нормальных.
ЗЫ. Понятно, этот метод для цепей, где можно пропустить большой ток. Но возможно частично приспособить и к вашим задачам…
Холодная пайка (англ. Cold solder joint) — дефект пайки, при котором не образуется прочного паяного соединения (надёжного электрического контакта). «Холодные» соединения имеют характерную зернистую структуру и тускло-серый цвет.
Как определить холодной пайки?
«Холодные» соединения имеют характерную зернистую структуру и тускло-серый цвет. Вызывается: недостаточной температурой при пайке, недостаточной адгезией паяемых поверхностей (вызванной недостаточным качеством применяемого флюса, плохой зачисткой паяемых мест), смещением паяемых элементов в процессе охлаждения.
Как можно паять без паяльника?
Пайка без паяльника может проводится при применении источника огня, к примеру, газовая плита. При помощи огня наконечник разогревается, после чего нужно коснуться припоя или канифоля. За счет применения специального материала наконечник залудится и жало можно будет использовать в качестве паяльника.
Зачем нужно паять?
На сегодняшний день пайка может выполнять следующие задачи: Соединять металлы при любом сочетании. Соединения металлы под воздействием любого температурного интервала. Соединять металлические и неметаллические материалы.
Для чего нужна паста для пайки?
Паяльная паста (припойная паста) — механическая смесь порошка припоя, связующего вещества (или смазки), флюса и некоторых других компонентов. Паяльные пасты широко применяются в радиоэлектронной промышленности для монтажа планарных (SMD) компонентов на печатную плату.
Чем делают пайку?
Данная операция производится паяльником. Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей.
Чем наносить паяльную пасту?
Для точного нанесения паяльной пасты на места пайки (особенно это важно для пайки ножек чипов) применяют паяльные маски. В состав паяльной пасты входит флюс и взвесь из мелких частичек припоя.
Что входит в состав паяльной пасты?
Паяльная паста представляет собой однородную массу, состоящую из двух компонентов — припоя в виде порошка и флюса-связки. В автоматизированном производстве такая смесь является наиболее удобной формой применения припоя и флюса для пайки. Обычно пасты задействованы в технологии SMT (англ.
Что такое паста флюс?
Описание Флюс паста для пайки алюминия -представляет собой паяльную пасту, которая применяется при пайке алюминия и его сплавов. Фасуется в пластиковые баночки.
Какой припой для пайки?
Классификация припоев
| Вид припоев | Температура плавления Tпл., °C | Сплавы |
|---|---|---|
| Мягкие | До 300 | оловянно-свинцовые, оловянно-свинцово-кадмиевые, оловянно-цинковые, сурьмянистые, бессвинцовые (Sn+Cu+Ag+Bi+др.) |
| Твёрдые | Свыше 300 | медно-цинковые, медно-никелевые, медно-фосфористые, серебряные |
Что использовать для пайки проводов?
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Какие материалы нужны для пайки?
Основные материалы применяемые для пайки
- Олово
- Свинец
- Кадмий
- Сурьма
- Висмут
- Цинк
- Медь
- Сводная таблица
Что можно сделать вместо паять?
В качестве жала можно взять, например, стержень неисправного (сгоревшего) электроинструмента. Для нагрева лучше использовать пламя газовой горелки или разогревать стержень на плите. Чтобы было удобно работать, рекомендуется сделать самодельную рукоятку, в крайнем случае — удерживать жало плоскогубцами.
Для чего нужна канифоль?
Канифоль отлично справляется с ролью флюса, но также используется и для решения других задач. Она придает нужные свойства лакокрасочным покрытиям и часто встречается в некоторых сплавах пластмассы. Также вещество отлично подходит для обработки струн музыкальных инструментов, смычков и балетной обуви.
Можно ли спаивать провода?
Чтобы правильно спаять два провода, нужно: Зачистить их механическим способом от перечисленных выше плёнок и загрязнений. Облудить расплавом припоя в присутствии флюса. Соединить и спаять с добавлением припоя и флюса.
Какие есть припои?
Какие бывают припои?
| Припой | Начальная t° плавления (Солидус) | Полное расплавление (Ликвидус), t° |
|---|---|---|
| ПОССу-61-0,5 | 183 | 189 |
| ПОССу-40-2 | 185 | 229 |
| ПОССу-40-0,5 | 183 | 235 |
| ПОССу-30-2 | 185 | 250 |
а
Какие легкоплавкие припои применяют при Паянии?
Особолегкоплавкие припои — с температурой ликвидуса в интервале 39—145 °С, находят применение, когда опасен перегрев паяемого материала или материала деталей изделия, не подвергаемых пайке, но испытывающих нагрев при термическом цикле пайки, или при ступенчатой (повторной) пайке.
Где используются припои?
Пайка меди
Применяются как мягкие легкоплавкие припои, так и твердые виды, а также сплавы олова, свинца, серебра, цинка и т. д. Для ремонта компьютера или телевизора подходят любые мягкие припои. Для пайки труб, водопровода, холодильника применяют твердые припои.
В чем разница в пайке мягким и твердым припоями?
Всем соединениям, которым спаяны при помощи твердого припоя, свойственна тугоплавкость и прочность, если применен медный припой, то и ковкость. Пайка мягким припоем гарантирует получение соединений, отличающихся гибкостью и упругостью.
Что нужно для лужения?
Для лужения, например, медных проводов, сначала их смачивают флюсом (например, канифолью или паяльной кислотой), а затем паяльником наносят припой, пока поверхности не станут характерного серебристого цвета.
Как нужно правильно паять?
Включите паяльник в розетку и смочите губку водой. Когда паяльник нагреется и начнет плавить припой, покройте жало паяльника припоем, а затем протрите его о влажную губку. При этом не держите жало слишком долго в контакте с губкой, чтобы не переохладить его.
