У сварочных швов есть различные характеристики. Например, ширина, толщина или высота усиления. И эти характеристики напрямую зависят от разновидности соединения: прямого или углового сварного шва. С помощью таких характеристик можно без труда рассчитать катет сварочного шва. Это очень полезный расчет, он позволит вам улучшить качество своей работы и не только.

Но что такое катет сварного шва? Как измерить катет шва по его ширине? И зачем вообще необходимо измерение катета? В этой статье мы постараемся кратко ответить на эти вопросы и рассказать, как произвести расчет катета сварного шва от толщины металла. Новичкам будет достаточно прочтения одного этого материала, чтобы вникнуть в суть.
Общая информация
Катет сварочного шва — это катет треугольника, который мы можем вписать в продольное сечение. Вписать, конечно, условно. Но зачем вообще производить расчет катета углового сварного шва (или любого другого типа соединения, будь то прямой, стыковой или внахлест)? Конечно, вы можете приобрести для этого специальную механическую линейку, но мы рекомендуем научиться производить расчеты самостоятельно. Это улучшит ваши профессиональные навыки.

С помощью расчетов вы сможете буквально измерить прочностные характеристика вашего шва. Вы не можете просто сделать катет шва при сварке большего размера, чтобы решить проблему слабого соединения (хотя на первый взгляд вам даже может показаться, что шов и так достаточно прочный). Многие новички считают, что можно просто увеличить наплавку и проблем не будет, но это большая ошибка. Чем больше вы наплавляете металл, тем больше нагревается деталь, а перегрев может стать причиной деформации металла.
Также расчет необходим с финансовой точки зрения. Вы сможете до копейки рассчитать себестоимость работ и вам не придется увеличивать количество комплектующих, электричества и сил, чтобы сделать слишком толстый или широкий шов. Еще расчеты полезны в случаях, когда есть серьезные различия по толщине свариваемых деталей. Например, вы свариваете деталь из тонкого металла с деталью из толстого металла. В таких случаях нужно проводить расчет детали из тонкого металла.
Произведя расчеты вы просто не сможете сделать шов слишком узким. А это особенно важно, если вам нужно сварить важную металлоконструкцию, к которой предъявляются повышенные требования. Особенно, если нужно сделать много угловых швов, которые больше остальных подвержены деформации. С виду ваши соединения могут казаться вполне прочными, а по факту ответственная конструкция может просто не выдержать механическую нагрузку при эксплуатации. Словом, расчет катета — это действительно важно. Ну а как произвести расчет мы расскажем далее.
Как рассчитать катет сварного шва
Существует огромное количество формул, с помощью которых можно рассчитать катет шва. Вместе с ними есть и различные типы швов: стыковые, тавровые, нахлесточные, угловые, и каждый из типов имеет свои подтипы. Получается, что каждому типу шва по формуле, а их около десятка (с учетом всех особенностей, конечно). Их все мы не сможем раскрыть в рамках этой статьи, поэтому расскажем, как рассчитать катет по ширине шва, поскольку это самая популярная и часто применимая формула.

Т — это наш катет
S — ширина нашего шва
cos45° — это косинус, равный 45 градусам (значение неизменно, cos45°= примерно 0.7)
Вот и вся формула. По ней несложно узнать размер катета углового шва, например. Потому что по сути своей катет углового соединения равен катету треугольника, который мы можем вписать.
Мы не будем производить расчет катета сварного шва от толщины металла, поскольку здесь даже формулы не нужны. Нужно просто взять значение по наименьшей толщине и это будет наш ответ. Простой пример: у нас есть металл толщиной 3 миллиметра. Нам нужно его соединить. Мы будет выяснять катет по толщине. Просто смотрим, что толщина металла действительно 3 миллиметра по всему периметру и используем это значение. Расчет катета сварного шва от толщины металла очень удобен, если используются нахлесточные швы и детали достаточно тонкие. Если детали толстые, то просто рассчитайте 40% от толщины.
Ниже таблица минимальных катетов сварных швов для тавторвых соединений. Она будет полезна, если у вас нет возможности произвести быстрый расчет. Сохраните ее себе и попробуйте применить в работе.

Свойства качественного шва
Теперь мы знаем, как рассчитать катет сварного шва. Но этого недостаточно для того, чтобы соединение гарантировано получилось качественным и надежным. У сварного соединения есть свои свойства и особенности, которые нужно учитывать. Самое главное — шов должен быть равномерным и однородным по всей длине. Не должно быть никаких отклонений в сторону или слишком большой наплавки в отдельных местах.
Контролируйте себя, визуальный контроль доступен без приборов и особых навыков. Один небольшой недостаток может обернуться обрушением металлической конструкции спустя время. Также ширина шва должна быть одинаковой. Если ширина шва будет меняться, то нагрузки будут распределяться неравномерно, что может привести к образованию трещин и разрушению сварного соединения.
Также следите за толщиной шва (проще говоря, его глубиной). Глубина провара должна быть тоже равномерной, чтобы не возникали внутренние трещины. Профессиональные сварщики на крупном производстве буквально до миллиметра рассчитывают будущие характеристики шва, его толщину, ширину и длину. И выполняют работу согласно этим расчетам. Конечно, это излишне в любительской и полулюбительской сварке, но вы должны заранее понимать, какой шов необходимо получить в итоге.
Чем больше сходств у свариваемых деталей, тем лучше. Конечно, существуют методы сварки неоднородных металлов, состав которых сильно отличается, но соединение все равно никогда не будет таким прочным, как при сварке однородных металлов. Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл. Если вы сделаете миллион расчетов, но не установите на сварочнике правильную силу тока, то ваши старания просто пойдут насмарку.
Вместо заключения
Измерение катета шва в зависимости от толщины металла или его ширины крайне необходимо, это всего лишь один из «инструментов» сварщика, такой же как сварочный аппарат или теоретические знания. Зная минимальный катет сварного шва можно в буквально смысле рассчитать прочностные характеристики сварочного соединения.
Также не забывайте соблюдать остальные правила: правильно подберите стержни, настройте аппарат и не спешите во время сварки. С опытом к вам придет понимание всех особенностей этого интересного дела. Если у вас уже есть опыт расчета катета для разных типов швов, то поделитесь им в комментариях к этой статье. Мы уверены, ваши советы будут не лишними для многих новичков. Желаем удачи в работе!
Как вам статья?
Катет сварного шва
Содержание:
- Что в сварочном соединении обозначает катет
- Типы сварочных соединений и геометрия угловых стыков
- Расчет катета
- Критерии выбора катета сварочного стыка
- Влияние катета на геометрические параметры углового шва
- Как провести расчеты катета сварочного стыка
- Как рассчитать катет с учетом толщины исходного материала
- Расчет размера катета с применением математических формул
- Как вычислить размер катета для соединения 1 м
- ГОСТ катетов стыковых швов
- Последствия неправильного вычисления сварного катета
- Как проверить качество шва и сварочных работ
- Интересное видео
Сварные металлоконструкции активно используются в самых разных направлениях жизнедеятельности: строительстве, промышленности, автомобилестроении, в быту и других областях. Чтобы конструкции были долговечными и безопасными в эксплуатации недостаточно выбрать оптимальный режим сваривания и качественные металлические заготовки.
Прочность соединительных швов непосредственно зависит от того, насколько правильно рассчитаны их параметры еще до начала сварочного процесса. Если прочность стыковых соединений зависит от ширины валика, то для угловых стыков важным нормативом является катет сварного шва.
Что в сварочном соединении обозначает катет
Лучшим способом получить выносливые и долговечные соединения изделий из металлов является их сваривание. Но состыковка отдельных деталей в цельные конструкции должна осуществляться в соответствии действующих нормативов. Смогут ли массивные и габаритные металлоконструкции выдерживать постоянные эксплуатационные нагрузки непосредственно зависит от катета сварочного соединения.
Что такое катет в сварке и какие функции он выполняет в готовых изделиях? Если рассматривать образуемый угловой сваркой стык в разрезе, то в идеале он должен воссоздавать равнобедренный треугольник. Расстояние от начала одного стыкового соединения до конца второго обозначает катет сварочного шва.
Другими словами, катет шва при сварке – это длина плоскости наибольшего треугольника с равными сторонами, который не выходит за пределы поперечного сечения.
От величины катета напрямую зависит прочность шовного соединения. Например, недостаточной прочность будет при минимальной величине катета из-за небольшой площади сечения, а при чрезмерно большом значении может возникнуть деформация металла по причине увеличенного объема наплавки. Также большая величина влечет за собой повышенный расход электроэнергии и используемых при сваривании материалов.
Типы сварочных соединений и геометрия угловых стыков
Место сцепления деталей, созданное посредством расплавления и последующего остывания металла, называют сварочным швом. В зависимости от конфигурации и варианта расположения заготовок швы разделяются на стыковые и угловые. Первая разновидность в одной плоскости соединяет торцами два элемента, вторая – образует угол между свариваемыми заготовками.
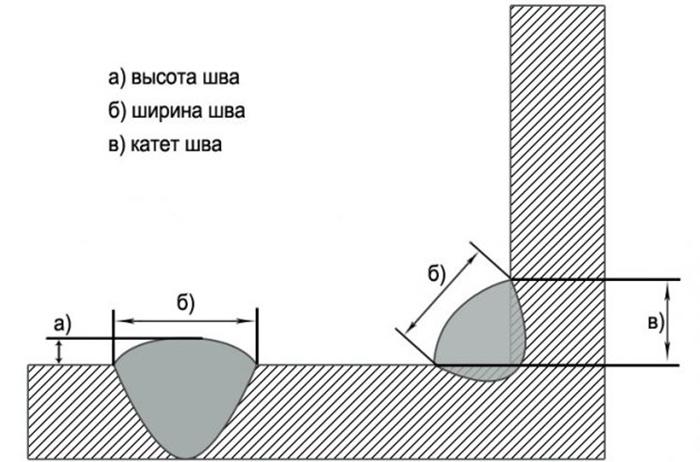
Основными геометрическими параметрами угловых соединений являются:
- толщина, состоящая из глубины провара и выпуклой части;
- ширина – размер наваренной между двумя деталями линии в поперечном сечении;
- высота – расстояние между началом стыка и гипотенузой;

- выпуклость – длина линии, проведенной от гипотенузы до самой высокой и выпуклой точки шовного стыка;
- корень – максимально удаленная от поверхностей стыкуемых элементов часть наплавления;
- глубина провара – определяется по заполненному металлом зазору без учета выпуклости;
- катет шва при сварке – расстояние между кромкой соединения и поверхностью второй заготовки.
Есть ряд специалистов, особенно начинающих сварщиков, которые попросту не понимают, что такое катет сварного шва и считают, что для повышения прочности стыка достаточно увеличить объем наплавки. Но такое мнение является большой ошибкой и чем больше металла наплавлять, тем высшие риски перегрева материала.
Расчет катета
Чтобы избежать ошибок и изготовить действительно качественную, способную выдерживать высокие нагрузки металлоконструкцию необходимо предварительно рассчитать какой должен быть катет сварного шва.
От этого показателя непосредственно зависят прочностные характеристики создаваемых изделий, в частности:
- нельзя увеличивать наплавление, поскольку от этого существенно изменяются в худшую сторону прочностные характеристики;
- если повысить ширину охвата, то сразу же расширяется площадь нагревания и соответственно расплавляется большее количество металла. В результате это становится причиной деформации всей конструкции;
- слишком большие ширина и высота сварных швов существенно повышают количество расходуемых материалов, а если речь идет о массовом производстве, то такие затраты попросту недопустимы;
- при сваривании заготовок разной толщины очень важно определить значение катета, и рассчитывать его нужно с учетом геометрических параметров детали, которая тоньше;
- слишком узкие шовные соединения не обладают должной прочностью и понижают качество всей конструкции. Особенно важно это в случаях, когда готовые изделия будут подвергаться постоянным нагрузкам.
Расчет катета сварного шва позволяет еще до начала сварочных работ определить какими прочностными свойствами будет обладать металлоконструкция. Кроме этого и с финансовой точки зрения наличие таких показателей необходимо. Вплоть до копейки можно рассчитать себестоимость работ, обеспечивая экономию на расходе электроэнергии и комплектующих.
Критерии выбора катета сварочного стыка
Длина сварного шва вычисляется в отдельности для каждого из подлежащих спайке элементов. Полученный результат напрямую зависит от ряда характеристик:
- толщина соединяемых друг с другом деталей;

- материал, из которого выполнены заготовки;
- тип соединения – одно- или двухстороннее в зависимости со скольких сторон проваривается угол;
- технические характеристики расходных материалов, в частности проволоки и электродов.
Для обеспечения нужной прочности важно правильно определить размеры валика. Недопустимой считается завышенная или минимальная длина сварного шва, она должна соответствовать действующим нормам.
Влияние катета на геометрические параметры углового шва
Кроме прочностных показателей катет углового сварного шва влияет на правильность геометрии создаваемых соединений:
- когда одна из сторон стыкового соединения слишком вытянута, то это является признаком того, что только на одну заготовку наложен расплав, а вторая заготовка прикреплена плохо. Поэтому важно чтобы с обеих сторон катеты были одинаковыми. Дефекты такого характера возникают из-за смещения дуги вправо или влево;
- растянутый и плоский валик указывает на то, что расплавившийся металл хаотично растекся по поверхности деталей. Это тоже считается браком, образующимся из-за чрезмерно короткой дуги;
- при очень коротких катетах на стыковых соединениях образуются большие выпуклости. Такие дефекты возникают при длинной дуге, металл при этом застывает сверху и даже при небольших нагрузках сразу же появляются трещины.
Чтобы получить идеальный вариант сварного шва наряду с контролем за геометрическими параметрами нужно также соблюдать технологию сваривания. Дуга после зажигания должна находиться строго по центру создаваемого стыка. Оптимальной считается длина дуги, когда она составляет 1-1,5 исходя от диаметра электрода.
Скорость движения и форму сварочной ванны необходимо контролировать. Ванна должна иметь овальную форму. Если визуально она напоминает круг или слишком вытянута, то это прямой признак неправильности сварного процесса. Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла.
Каждый из указанных выше факторов крайне важен в сварочном процессе. Но при соблюдении техники сваривания и зная каким должен быть размер катета сварного шва не сложно выполнить качественные стыковочные соединения, обеспечивающие надежность и долговечность любой конструкции.
Как провести расчеты катета сварочного стыка
Что такое катет шва в сварке и каким образом он влияет на технические характеристики полученных в процессе сваривания изделий можно понять по выше изложенному материалу. Поэтому сомнения по поводу проведения вычислений этого параметра лишние.
Значения сварочных соединений и показатели их прочности в промышленных условиях вычисляют математическим путем, применяя для этого специальные формулы.
В бытовых условиях измерения можно выполнить с помощью готового специализированного шаблона-катетометра. Это состоящий из калиброванных пластин прибор. Перпендикулярно к линии стыка поочередно прикладывают каждую пластинку, результат определяется по той, которая плотнее всех прилегает к поверхностям.

Если под рукой у мастера нет катетометра, то вместо него можно использовать угольник и штангенциркуль. К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине.
Здесь следует обратить внимание на то, что при наличии длинных шовных валиков на проверку уходит достаточно много времени, а сами измерения не обладают высокой точностью.
Другие способы визуального вычисления катета
Существует несколько эффективных методов как измерить катет сварного шва, сущность которых состоит на физических принципах. К таковым относят ультразвуковой контроль, дефектоскопирование, просвечивание стыков рентгеновскими и гамма-лучами, радиографический способ.
Капиллярным методом и магнитным зонированием иногда проводят определение катета сварного шва. Но такие способы весьма затратные, поскольку для контроля необходимы дорогостоящие реактивы и аппаратура.
Есть еще специальные компьютерные программы, позволяющие быстро выполнить необходимые расчеты и получить точные показатели. В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:
- прибор Красовского УШК-1. Применяют для замеров зазоров между свариваемыми деталями, габаритов стыковых, тавровых и нахлесточных соединений;
- измерительное устройство УШС-2. Это комплект шаблонов, которыми катет сварки определяется по выпуклой гипотенузе с диапазоном 4-14 миллиметров;
- прибор УШС-3. Процесс измерения с ним более сложный. С его помощью проверяются показатели углов разделки швов, высота сварного шва и смещение между соединяемыми элементами;
- шаблон, оснащенный измеряющим Маршака-Ушерова УШС-4. Предназначен для проведения промеров корня шва, углов и размера катета. Среди всех приборов считается наиболее универсальным.

Не стоит недооценивать определение «что такое катет сварного шва», потому что от него прямо зависит качество работ, прочность соединительного стыка и всей конструкции в целом.
Визуальный метод получения геометрических значений не требует особых навыков и применения дорогостоящего оборудования, а также является наиболее финансово доступным способом проверки сварных изделий на соответствие поставленному техническому заданию.
Как рассчитать катет с учетом толщины исходного материала
Чтобы безошибочно вычислить размер катета сварного шва от толщины металла требуется линию треугольника выбирать с учетом габаритов самих изделий, вида и положения спая. Для каждой детали индивидуально происходит подбор, но при этом обязательно необходимо руководствоваться общими принципами.
Чтобы соединение было надежным и основательным, обе одинаковые по длине стороны треугольника должны находиться перпендикулярно одна к другой.
Сами спаи могут быть разными:
- стыковые: с односторонним, криволинейным, V или X-образным скосом, или вообще без скоса кромок;
- выполненные внахлест;
- торцевые;
- угловые: не меньше 30° должен быть угол, двух- или односторонние с ровными кромками, с двумя или одним скошенным краем;
- тавровые: со скосами (одним или двумя) или без них, с прямым или острым углом, одно- и двухсторонние.

Среди перечисленных выше типов состыковок расчет катета сварного шва от толщины металла допустим только для тавровых, нахлесточных и угловых.
Если необходимо состыковать разные по габаритам элементы, то следует катет сварного шва принимать по наименьшей толщине свариваемых деталей.
В случаях, когда сильным нагрузкам сваренная конструкция подвергаться не будет, то габариты шовного соединения можно определить по толщине материала. Например, при соединении элементов с толщиной каждого около 4-5 мм приблизительный катет не должен превышать 4 миллиметров. Если заготовки более толстые в пределах 5-6 мм, то максимальным показателем является 5 мм.
Вычисление размеров катета важно на предприятиях и заводах при серийном производстве металлоконструкций. Имея в наличии необходимые значения можно избежать брака, а также в разы сократить производственные затраты.
Расчет размера катета с применением математических формул
Известно множество математических способов для того как рассчитать катет сварного шва. Практически для каждого типа стыков существуют отдельные формулы и при необходимости их без особых проблем можно найти в интернете на специализированных сайтах, как собственно и таблица катетов сварных швов находится в открытом доступе для пользователей.
Если рассматривать валик как треугольник, то квадрат катета в нем аналогичен объему наплавки. Например, когда 10 мм составляет длина спая и при этом всего на 1 мм увеличен катет (К), то на целых 20% потребуется больше затратить проволоки.
При состыковке деталей толщиной до 4 миллиметров внахлест К должен равняться 4 мм. При высшем значении необходимо вычислить от толщины 40% и добавить 2 мм к полученному результату.
Но перед тем как выбрать катет сварного шва нельзя забывать о том, что угловые швы бывают нескольких разновидностей:
- нормальные, на которых нет вогнутых и выпуклых участков. В данном случае катет аналогичен толщине металла;
- вогнутые. Здесь катет сварного шва минимальный и составляет 0,85;
- выпуклые. Чтобы узнать какова оптимальная толщина сварного катета расчет осуществляется по формуле: К = S x cos45°. Символ S обозначает ширину спая, а cos45° – это постоянная величина, составляющая 0,7071;
- специальные, в которых треугольник валика не разносторонний.

Чтобы с максимальной точностью вычислить катет сварочного шва в зависимости от толщины металла одних только математических действий будет недостаточно. Особое значение отводится текучести свариваемого металла и технологии, посредством которой проводятся сварочные работы.
Тем, кто не может выполнить быстрые расчеты и затруднятся как выбрать катет сварного шва таблица 1 в разы упростит работу.

Для материалов с другими пределами текучести металла при необходимости рассчитать минимальный катет сварного шва таблица 2 также будет полезной для применения в работе.

ВАЖНО! Полученный при математических вычислениях результат необходимо дополнительно сверить с выдвигаемыми к геометрии шовных соединений требованиями ГОСТа 5264-80, ГОСТа 11543-75 и другими нормативными материалами.
Как вычислить размер катета для соединения 1 м
При выполнении сварочных работ в домашних условиях достаточно измерить превышающую толщину материала на 1-1,15 мм сторону и примерно определить по ней катет сварного шва, таблица с готовыми параметрами также станет хорошим помощником начинающим сварщикам. Но выполненные таким образом расчеты довольно условные, основанные на предпосылках.
Работающим на крупных промышленных предприятиях профессиональным сварщикам не нужно объяснять, что такое катет при сварке шва и какова его важность. Главной целью проектных расчетов при массовом производстве объектов и конструкций из металлических сплавов является определение подходящего размера спая по отношению к конкретным показателям осевого напряжения и растяжения материала.
Для расчета размера наплавленной присадки соответственно нагрузки на растяжение применяют следующую формулу: L = F/ ρ x [ρ], в которой L – длина наплавленного спая, F – будущая нагрузка на сварочное соединение, которой шов будет подвергаться, Ρ – максимально допустимая нагрузка на стык в процессе эксплуатации готового изделия.
Для вычисления по осевому напряжению приемлемой протяженности существует другая формула:
L = F/0,7K x ρ
Как определить катет сварного шва из этой формулы? Путем простых математических действий можно вывести новую формулу, по которой
К = 0,7 х L х ρ
Учитывая то, что нам необходимо определить габариты катета для одного метра шовной наплавки, то конечный результат будет
К = 0,7 х ρ
Если внимательно проанализировать приведенный порядок расчета, очевидным становится вывод – размер катета напрямую зависит от значений допустимой нагрузки на соединительный шов. Узнать допустимые нормы нагрузок при сваривания разными методами можно с помощью специальных таблиц.
Уже на этапе разработки проектной документации необходима толщина сварочного шва, расчет показателя выполняется с учетом:
- класса и разновидности сварки;
- марки используемых электродов;
- допустимой действующими нормами нагрузки;
- показателей осевого напряжения и растяжения;
- высоты усиления сварного шва.
На основании этих значений создается чертеж соединительного стыка, уточняются размеры и технические характеристики стыкуемых элементов. Также в процессе проектирования конструкции исчисляется катет шва по наименьшей толщине свариваемых деталей, что дает возможность оптимизировать себестоимость и повысить качество сварочного процесса.
ГОСТ катетов стыковых швов
Чтобы в процессе эксплуатации металлоконструкции выдерживали возлагаемые на них нагрузки все присутствующие на них шовные соединения должны соответствовать нормативным показателям.
Основным документом, регламентирующим размеры сварных соединений, а также типы и характеристики конструктивных элементов металлоизделий является ГОСТ.
Здесь четко указано, что при необходимости состыковать разные по толщине детали соединять их можно таким же образом, как и заготовки с равной толщиной. Только при этом разница между двумя показателями не должна превышать нормативных значений.
В одном из пунктов ГОСТа обусловлены допустимые смещения кромок по отношению друг к другу и установлены четкие параметры смещений в соответствии толщины заготовки. В приложении к документу описаны все возможные минимальные размеры катетов, которые в обязательном порядке следует учитывать при сваривании металлоконструкций.
Последствия неправильного вычисления сварного катета
Начинающие сварщики довольно часто припускаются ошибок в проведении расчетов, вследствие чего получают неправильные значения размеров катета. В случаях изготовления простых конструкций незначительные отклонения не представляют никакой опасности. Когда же ошибки допущены при создании габаритных несущих конструкций, то последствия могут быть непоправимыми. Поэтому задача первостепенной важности при сварочных работах – с безупречной точность рассчитать параметры стыков и в частности катет сварочного шва (что это такое более детально описано выше).
Любой излишек наплавления по линии соединения понижает прочность, вызывает разбрызгивание расплавленного металла, образование наплывов на поверхности деталей, а также повышает расход электродов и электроэнергии.
Но самой большой проблемой неверно выполненных расчетов является то, что даже при незначительных нагрузках конструкция начнет разрушаться и дальнейшая ее эксплуатация будет невозможной.
Как проверить качество шва и сварочных работ
Чтобы сварное соединение получилось надежным и прочным недостаточно только правильно рассчитать параметры катета. Важно также строго соблюдать технологию сваривания и следить, чтобы по всей протяжности швы были однородными и равномерными.
Существует несколько способов как проверить катет сварного шва на прочность и долговечность. Самыми популярными и часто применяемыми являются два метода:
- разрушающий. На специальных макетах проводятся разного рода испытания, по результатам которых определяется прочность стыков и конструкций в целом. Это могут быть повышенные механические нагрузки, химические, металлографические и другие исследования;
- неразрушающий. Этот способ контроля включает визуальный осмотр соединения, исследования с использованием магнитных волн, ультразвука и другого специализированного оборудования.
Визуальный контроль не требует особых навыков и наличия дорогостоящих приборов. Но его недостаточно для того, чтобы обнаружить присутствующие дефекты и неточности. Избежать образования на сварочном шве изъянов можно, если соблюдать при его создании некоторые правила:
- в месте сваривания не должно быть сквозняка и сильного ветра, поскольку это первые причины возникновения пор в соединительном стыке;
- сварочный ток превышать нельзя – это нарушает структуру металла;
- в зависимости от толщины металла необходимо правильно выбирать зазор;
- дугу лучше всего использовать короткую;
- при работе с постоянным током нельзя допускать чтобы на металл или электроды попадала вода;
- следить за тем, чтобы на всей протяженности шва одинаковой была его ширина. Даже при малейших отклонениях неравномерно будут распределяться нагрузки и возрастают риски появления трещин и полного разрушения сварочного стыка;
- контролировать глубину провара, она должна быть равномерной. В противном случае могут возникнуть внутренние трещины;
- правильно подбирать электроды для сварки. Касается это как диаметра, так и состава металлического стержня. Для выпуклых валиков подойдут электроды, которые при расплавлении образуют вязкую и густую консистенцию. Если расплав очень жидкий, то линия получится вогнутой.
От режима работы во многом зависит качество сварки и форма шовного соединения. Если нужно увеличить глубину и уменьшить ширину шва, то достичь этого можно при повышении скорости передвижения электрода. Когда наоборот глубину необходимо уменьшить и ширину сделать больше, то просто следует изменить напряжение.
Придерживаясь этих простых рекомендаций в сочетании с правильно выполненными расчетами можно не сомневаться в качестве и высоких прочностных показателях сварочного стыка.
Профессиональные сварщики на крупных производственных объектах до миллиметра определяют геометрические параметры и технические характеристики будущего шва. Но если нарушать сварочные технологии и игнорировать контрольные проверки, то даже самые точные расчеты шовных соединений не обеспечат гарантии качества сварных конструкций.
Интересное видео

Катет сварного шва представляет собой стороны треугольника, которые расходятся от прямого угла. Многие сварщики не уделяют катету шва никакого внимания, однако, последствия от неправильного катета в сварке более чем существенные.
На качество сварного катета влияет множество нюансов, таких как скорость ведения дуги, сила тока, индуктивность и даже характеристики присадочного материала. Если сварочный катет выполнен с ошибками, то это уменьшит силу соединения, в результате чего сварной шов может лопнуть.
Из данной статьи вы сможете узнать о том, что такое катет сварного шва и почему его нужно выдерживать правильным.
Что такое катет сварного шва
Катетом сварного шва называются две стороны треугольника, которые расходятся от прямого угла. Если смотреть на перпендикулярно приваренную пластину металла к другой, то катет шва образуется по бокам заготовки, в самом низу.
Катет шва не должен быть слишком маленьким или чрезмерно большим. Также он должен быть прямо пропорциональным, сохранять свои ровные и выпуклые формы. Слишком выпуклый или вогнутый катет может рассказать об увеличенной или уменьшенной глубине проплавления металла.
Появление сварного катета присуще всем вида сварки, начиная от MMA и заканчивая MIG-MAG сварки вольфрамовыми электродами. На чертежах и схемах катет сварного шва принять обозначать в виде буквы с цифрами: К1, К2 и т. д. В нормальном сварочном шве катеты К1 и К2 являются равными.
Какими бывают катеты сварочного шва
Катет сварочного шва можно получить при создании углового соединения:
- Выпуклый — валик шва выходит наружу, часто превышая по размерам в длину сам катет. По внешним признакам, сварочный шов с выпуклым катетом выглядит очень мощно. Однако из-за большого количество наплавленного металла, сварное соединение очень часто подвержено образованию внутренних напряжений.
- Вогнутый — сварной шов как бы вогнут внутрь. Как правило, происходит это по причине увеличенной силы тока или если слишком быстро вести электрод вдоль зазора. Тогда наплавленного металла образуется минимальное количество.
- Ровный — шов имеет идеально ровную и косую поверхность, которая образуется между двумя, перпендикулярно расположенными заготовками. Такой катет сварного шва получается реже всего, но он считается самым качественным, который не требует дальнейшей механической обработки.
Рассмотрим, как рассчитать катет сварного шва.
Расчет катета шва
Расчет сварочного катета можно вычислить по такой формуле: T=S* cos45º , где:
- Т — это величина катета;
- S — ширина валика;
- cos45º — поправочный коэффициент со значением 0,7.
Чтобы произвести расчет катета на примере нужно. Допустим, требуется варить угловой шов с допустимой шириной валика 5 мм. Нужно вместо величины катета подставить в формулу данное значение и умножить на 0,7. В результате мы получим 3,5 мм. Это и будет катет сварного шва.
Вам также может понравиться:
#сварка #пайка #как варить сваркой #полезные советы #стройка
Содержание
- Катет в сварочном соединении
- Разновидности швов и геометрия стыков
- Правильная настройка аппарата для сварки
- Самостоятельный расчет катета и ГОСТы
- Последствия неправильного вычисления катета
- Влияние скорости и режима сварки
- Как контролировать процесс
Катет шва характеризует прочность и качество углового сварного соединения. Величину нормирует ГОСТ, отклонение в меньшую или большую сторону одинаково нежелательно. Чтобы избежать этого, необходимо правильно выбирать диаметр электрода и соблюдать технологию.
Катет в сварочном соединении
Швом называют зону сплавления 2 деталей. Здесь имеется усиление, образованное материалом электрода. Его называют наплавкой.
Для понимания того, что такое катет сварного шва, необходимо представить поперечный разрез углового соединения. На нем наплавка имеет форму равнобедренного треугольника с выпуклым или вогнутым основанием.
Боковые стороны являются прямыми и прилегают к поверхностям свариваемых деталей. Длина каждой из них — это катет углового шва.
Данный параметр характеризует:
- Прочность конструкции. С увеличением размеров усиления, а значит, и его катетов, возрастают объем наплавки и площадь ее прилегания к деталям. Соответственно, повышается стойкость соединения к нагрузкам.
- Качество шва. При соблюдении технологии оба катета равны. Невыполнение этого условия свидетельствует об отклонении дуги в сторону, в результате чего одна из заготовок удерживается слабо. По этой причине снижается прочность конструкции.
В серийном производстве требуется обеспечить необходимый минимальный катет, с тем чтобы не ослабить изделие и одновременно избежать перерасхода материалов и энергии. Это позволит снизить себестоимость продукции без ущерба для ее прочностных характеристик.
Разновидности швов и геометрия стыков
Соединяемые детали ориентируют одну относительно другой по-разному.
В зависимости от этого различают 3 вида швов:
- Стыковой. Детали расположены в одной плоскости, торцы их стенок упираются один в другой.
- Нахлесточный. Шов используют при том же расположении деталей, если их малая толщина (менее 8 мм) не позволяет применить стыковой вариант. Элементы накладывают один на другой с нахлестом в 2 мм и приваривают с обеих сторон вдоль кромки.
- Угловой. Его применяют в крестовидных, Г- и Т-образных стыках. Детали могут располагаться с отклонением от прямого угла, например крестообразное соединение вида «Х» вместо «+».
Различают лобовой и фланговый нахлесточные швы. Первый выполняют привариванием накладываемой детали вдоль торцевой кромки, второй — вдоль боковых по обеим сторонам.
Кроме катета, геометрия сварного шва характеризуется еще рядом параметров.
Основными являются:
- Ширина. Максимальный размер по горизонтали.
- Высота. То же по вертикали.
- Выпуклость или вогнутость. Расстояние от поверхности деталей до наивысшей точки наплавки.
- Глубина провара. Расстояние по вертикали от поверхности деталей до нижней точки расплавленного металла.
Глубинную часть шва называют корнем. Он прилегает к нерасплавленному металлу. Проваривание корня — наиболее ответственный этап при соединении массивных заготовок. Швы в таких конструкциях делают в несколько подходов.
Сначала формируют корень, стараясь ровно и без дефектов приварить кромки электродом диаметром 3 мм. Затем более толстым набирают усиление необходимого объема.
.jpg)
Правильная настройка аппарата для сварки
Режим работы определяется 3 параметрами:
- напряжением;
- силой тока;
- скоростью движения электрода.
Настройка аппарата состоит в подборе их оптимальных значений.
На это влияют следующие факторы:
- Толщина заготовок.
- Материал.
- Вид шва.
Параметры подбирают опытным путем, действуя в такой последовательности:
- Берут ненужный фрагмент из того же материала, что и заготовки, которые нужно приварить.
- Зачищают его шлифмашинкой до металлического блеска.
- Выставляют на аппарате напряжение в 15-20 В и сварочный ток в 100 А.
- Зажигают дугу и путем постепенного регулирования параметров добиваются стабильного горения с хорошей глубиной провара.
- Фиксируют оптимальные настройки письменно или посредством фотосъемки.
- Плавно уменьшают силу тока, пока дуга не погаснет. Записывают ампераж, при котором это произошло.
- Возвращают регулятор на 100 А, снова зажигают дугу и увеличивают силу тока до наибольшего значения. Его тоже фиксируют.
- Снижают напряжение на 0,5 В и тем же способом определяют минимальную и максимальную силу тока. Несколько раз повторяют это действие, с каждым разом уменьшая вольтаж.
- Возвращаются к оптимальным настройкам.
- В том же порядке определяют верхний и нижний пределы силы тока, несколько раз повышая напряжение с шагом в 0,5 В.
Пункты 6-10 инструкции позволяют определить крайние точки диапазона, в пределах которого можно регулировать аппарат перед работой с другими заготовками.
При настройке полуавтомата скорость подачи присадочного прутка подбирают в зависимости от силы тока: чем больше ампераж, тем быстрее должен поступать материал.
Самостоятельный расчет катета и ГОСТы
Различают 2 случая:
- Простой. Конструкция малоответственная, высоким нагрузкам не подвергается.
- Сложный. Степень ответственности высокая, на конструкцию воздействуют большие усилия.
В первом случае катет принимают равным толщине заготовки, если она не превышает 4 мм. В противном случае ее умножают на 0,4 и добавляют 2 мм. Используют электроды с диаметром, равным катету.
Для ответственных конструкций осуществляют расчет катета.
Исходная формула: N = 0,7 K * L * Rc, где:
N — рабочая нагрузка на соединение, кгс;
K — катет, см;
L — длина шва, см;
Rc — расчетное сопротивление срезу, кгс/кв. см.
Отсюда K = N / (0.7 * L * Rc).
Если шов двойной, например нахлесточный фланговый, полученный результат делят на 2.
В приложении 1.12 ГОСТ 5264-80 приведена таблица минимальных значений катетов. Определить их параметры для заготовок с большей толщиной можно по данным СНиП II-23-81*.
Последствия неправильного вычисления катета
Ошибки приводят к следующим результатам:
- В меньшую сторону. Прочность шва не соответствует расчетной. При воздействии рабочей нагрузки соединение разрушается.
- В большую сторону. Нерационально используются материалы и энергия. Себестоимость изделия или конструкции неоправданно возрастает. Это особенно сказывается при серийном производстве. Годовые потери могут исчисляться сотнями тысяч рублей.
При разовом изготовлении малогабаритной конструкции, не подверженной большим нагрузкам, отклонения в ту или другую сторону некритичны. В этом случае катет шва можно подбирать приближенно.
Габаритное сооружение, находящееся под нагрузкой от большого собственного веса и тяжелых механизмов, требует иного подхода.
Катет и другие параметры сварных швов рассчитываются с большой точностью и в соответствии с требованиями ГОСТ. В противном случае конструкция может обрушиться.
Влияние скорости и режима сварки
Существует зависимость конфигурации поперечного сечения шва от параметров процесса:
- С увеличением силы тока при неизменном напряжении возрастает температура, поэтому глубина провара становится большей. Но при избыточном ампераже возможно прожигание металла.
- Рост напряжения при постоянной силе тока приводит к увеличению катета. При избытке возможен непровар.
- При увеличении скорости движения электрода снижается температура нагрева металла. Уменьшаются ширина шва и глубина провара. При скорости свыше 50 м/ч недостаток температуры приводит к образованию дефектов, делающих шов непрочным.
- Вязкость материала электрода влияет на форму усиления. Чем она выше, тем более выпуклой становится наплавка.
Режим сварки подбирают по заготовке с наименьшей толщиной, чтобы не прожечь ее.

Как контролировать процесс
Чтобы удостовериться в надежности сварного соединения, необходимо знать, как измерить параметры выполненного шва.
Наиболее прост и доступен способ с применением т.н. «катетометра». Понять, что это такое, поможет пример с более распространенным приспособлением. Для регулировки зазоров применяют набор щупов — прямоугольных пластин разной толщины, скрепленных в 1 точке.
Катетометр устроен схожим образом, только в пластинах со стороны угла сделаны вырезы, соответствующие профилю швов с разными катетами. Прикладывая их одну за другой к наплавке, сварщик подбирает подходящую.
При этом стороны плотно прилегают к поверхностям приваренных заготовок (располагаются перпендикулярно), кромка выреза — к усилению шва. На пластине выбита цифра, соответствующая катету.

Другой способ основан на применении более распространенных измерительных инструментов — угольника и штангенциркуля. Последний можно заменить линейкой.
Действуют в таком порядке:
- Угольник приставляют к одной из заготовок катетом так, чтобы второй был направлен параллельно другой детали. При этом инструмент должен касаться наплавки.
- Щупом штангенциркуля или линейкой замеряют ширину просвета между вторым катетом и другой заготовкой.
Приведенным методам присущи 2 недостатка:
- низкая точность;
- большие затраты времени при проверке длинных швов.
Более эффективны следующие способы:
- Дефектоскопия.
- Ультразвуковой контроль.
- Просвечивание шва рентгеновским и гамма-излучением.
- Радиография.
- Капиллярный метод.
- Магнитное зонирование.
При серийном производстве можно выбрать разрушающий метод: пробное соединение разламывают и осматривают шов изнутри.
Из этого материала вы узнаете:
- Определение катета сварного шва
- Расчет катета сварного шва
- Измерение катета сварного шва
- Правила выбора катета сварного шва
- Факторы, влияющие на катет сварного шва
- Проверка качества сварного шва
Катет сварного шва наряду с другими параметрами (высотой, длиной, шириной и т. д.) определяет качество всего соединения. От правильности его расчета зависит, насколько прочным получится стык и сможет ли изделие выполнять свои функции.
Несмотря на кажущуюся простоту расчета, при выборе катета имеются свои «подводные камни». В нашей статье мы расскажем, в чем важность этого параметра, рассмотрим способы его вычисления, а также разберем ошибки, которые связаны с величиной катета сварного шва.
Определение катета сварного шва
Сварка позволяет создать прочное соединение на изделии из металла, способное служить долгие годы. Однако при формировании швов важно учитывать целый ряд нормативов. Так, катет сварного шва определяет, смогут ли тяжелые металлоконструкции крупных размеров справляться с постоянными эксплуатационными нагрузками.
Но, прежде чем разбираться, как определить катет сварного шва, следует понять, о чем идет речь, и какие функции ложатся на катет в конструкциях.
Правильно выполненное угловое сварное соединение в разрезе имеет форму равнобедренного треугольника. А расстояние от начала одного стыкового соединения до конца второго и является его катетом. Иначе говоря, так называют длину плоскости наибольшего треугольника, имеющего равные стороны и не выходящего за пределы поперечного сечения.
Размер катета определяет прочность сварного шва. Допустим, при данном минимальном показателе не стоит ждать высокой прочности, что объясняется малой площадью сечения.
Тогда как слишком большое значение чревато деформацией металла, связанной с увеличением объема наплавки. Кроме того, большая величина вызывает увеличение энергозатрат в процессе сварки.
Расчет катета сварного шва
Сечение углового сварного шва близко по форме к треугольнику, поэтому вычислить высоту и длину его сторон можно таким образом:
T = S × cos45°,
где:
T – искомая величина катета сварного шва;
S – ширина валика/гипотенуза треугольника;
cos45° – стандартное значение, имеющее коэффициент 0,7.
Разберем расчет на примере. Допустим, есть угловое соединение, у которого валик имеет ширину 5 мм. Тогда вычисление выглядит таким образом: 5 × 0,7 = 3,5 мм. То есть катет равен 3,5 мм.
Стоит отметить, что данная формула может использоваться, если наплавленный металл равномерно закрывает обе стороны углового соединения.

На данный момент установлены точные параметры сварного шва для деталей любой толщины – все показатели были получены опытным путем. Чтобы сформировать прочное соединение и не допустить перерасхода присадки, рекомендуется придерживаться таких показателей:
4-5
Тавровое с двухсторонним проваром
4
6–10
Тавровое с двухсторонним проваром
4-5
11–16
Тавровое с двухсторонним проваром
4-6
17–22
Тавровое с двухсторонним проваром
5-7
23–32
Тавровое с двухсторонним проваром
6
4-5
Тавровое с односторонним проваром/угловое с односторонним проваром
5
6–10
Тавровое с односторонним проваром/угловое с односторонним проваром
6
11–16
Тавровое с односторонним проваром/угловое с односторонним проваром
7
17–22
Тавровое с односторонним проваром/угловое с односторонним проваром
8
23–32
Тавровое с односторонним проваром/угловое с односторонним проваром
9
Получается, что катет сварного шва имеет величину в 30-100% от толщины заготовки, и чем последняя тоньше, тем он ближе по размеру к сечению детали. Если необходимо соединить элементы различной толщины, при выборе катета учитывают больший показатель.
Так, сваривая детали сечением 5 и 10 мм с проваром с одной стороны, необходимо обеспечить катет в 6 мм. Во время подобной операции считают, что толщина обеих сторон составляет 10 мм.
Если за основу брать характеристики тонкой стороны, усиление на толстом металле окажется слабым и получится ненадежное соединение. Правда, не менее важно грамотно подобрать силу тока и вести дугу в соответствии с определенной техникой.

Помимо большого катета шва сварного соединения, слишком маленький тоже становится проблемой неопытных сварщиков. Здесь на кромках остается недостаточно наплавленного металла, из-за чего снижаются прочностные характеристики соединения. Поэтому при изломе или вибрации шов треснет, не справившись с нагрузкой.
Хотя малый катет позволяет сократить количество необходимых расходников, он подходит лишь для неответственных соединений, допустим, при изготовлении мангала, стола, пр.
Другая распространенная ошибка – формирование несимметричного катета, где нижняя полка шва оказывается очень широкой, а верхняя – короткой. Это объясняется ошибкой при выборе техники и режима, из-за чего горячий металл просто стекает вниз.
Внешне шов выглядит широким, но на самом деле он только немного находит на вертикальную сторону. В результате соединение неспособно выдерживать значительные нагрузки.
Измерение катета сварного шва
При определении интересующего нас показателя используют различные шаблоны по высоте катета (если в чертеже для обозначения катета сварного шва использована буква «z»), по толщине шва (если обозначен как «а») или по длине гипотенузы (отсутствуют обозначения).
Стоит пояснить, что гипотенузой называется самая длинная сторона прямоугольного треугольника, расположенная напротив прямого угла. Во время сварочных работ роль гипотенузы играет лицевая часть шва.
Шов может иметь разные виды усиления. Для замера катета с любым усилением чаще всего применяют универсальные шаблоны, такие как WG01, WG1, WG2+. Указанные шаблоны измеряют длину катета сварного шва, не затрагивая усиление, то есть гипотенузу.
Немного менее удобны шаблоны с плоскими гранями, так как предполагают определение размеров катета за счет измерения гипотенузы. Недостаток этого подхода кроется в том, что он не позволяет измерять шов с усилением или валиком. Поэтому для оценки длины катетов на усиленных швах выбирают шаблоны, которые имеют вогнутую сторону или гипотенузу.

Либо замеры могут производиться по толщине шва при помощи шаблона Ушерова-Маршакова, если в чертеже перед размером стоит «a».
Правила выбора катета сварного шва
От катета зависит надежность конструкции, поскольку он влияет на площадь соединения элементов и наливочного материала. При грамотном выполнении сварочных работ нагрузка равномерно распределяется по всей площади контакта деталей, благодаря чему изделие справляется, например, с сильными ударами.
Однако не стоит полагать, что большой шов – это гарантия высокой надежности. Помимо этого, требуются подробные расчеты нагрузок, не допускается перенапряжение металла, в противном случае есть риск, что деталь согнется и станет непригодной для дальнейшей эксплуатации.
А значит, сварочный стык должен выбираться под конкретные задачи и свариваемые материалы. Поэтому, задавая размеры катета сварного шва, нужно знать, какие характеристики от него требуются. Основным показателем является форма: важно, чтобы соединение было однородным, равномерным – проверить эти свойства можно просто визуально.
Если говорить подробнее, хороший шов имеет одинаковую высоту и ширину по всей площади контакта. Тогда нагрузки равномерно распространяются вдоль всего соединения.
Говоря о таком свойстве, как однородность, важно учитывать, что материалы, имеющие разный состав, обычно плохо свариваются. Избежать дефектов позволяет правильный выбор электродов.
Также необходимо, чтобы шов имел правильное геометрическое расположение и максимально охватывал соединяемые заготовки.
Глубина провара является еще одним значимым показателем, ведь если детали не контактируют по всей доступной площади, изделие не справится с серьезными нагрузками.
Специалисты заранее просчитывают все характеристики стыка, добиваясь таким образом максимальной прочности конструкции. Чтобы работать по аналогичной схеме, важно уметь рассчитать катет сварного шва – тогда удастся задать ему нужные параметры и выбрать необходимый подход к проведению работ.

Шов рассчитывают на основании типа обрабатываемых заготовок, точнее, учитывают все параметры материалов, такие как размеры, ширина, пр. Нужно понимать, что от толщины и длины изделия зависят его стойкостные характеристики.
Длина считается основным показателем при расчете и выборе типа шва, ведь она влияет на прочность соединения. Если длина достаточно большая, возрастает расход материалов изделия, а также становится возможной их деформация.
Избежать дефектов получится, создав качественное и надежное металлическое изделие при помощи шаблонов – обычно достаточно универсального образца.
Факторы, влияющие на катет сварного шва
Катет угловых и тавровых сварных швов зависит от таких особенностей:
- Направленность горелки/электрода. Когда при формировании угловых швов электрод или горелку держат под углом 45°, расплавленный металл стекает на нижнюю полку, вызывая занижение вертикального катета. Чтобы изменить высоту катета, получить правильный треугольник в сечении шва, рекомендуется выбрать угол в пределах 20–30°, направив конец электрода на вертикальную поверхность.
- Размещение конструкции. Шов на угловом соединении с большей вероятностью получится равномерным, если изделие будет находиться в положении «в лодочку». Это позволяет обеспечить ровную поверхность сварочной ванны, ведь металлу некуда стекать, поэтому он одинаково покрывает кромки обеих заготовок.
- Скорость перемещения дуги. Слишком быстрое движение приводит к образованию узкого шва с маленьким катетом. За счет сварки с задержкой добиваются увеличения катета и высоты шва. Лучше всего подбирать скорость на черновой заготовке, чтобы иметь возможность проверить разные варианты и после этого браться за работу на ответственной конструкции.
- Сила тока. Недостаточный показатель приводит к поверхностному наложению присадки, не обеспечивая полноценного проплавления металла. В итоге соединение оказывается ненадежным, несмотря на значительный катет сварного шва. Избыточная сила тока обеспечивает глубокое проплавление, однако приводит к повышенной текучести металла. Из-за этого на вертикальной стороне образуются дефекты, которые называются подрезами.
- Индуктивность. Данный показатель определяет скорость переноса капли расплавленного металла во время сварки полуавтоматом. При помощи грамотной настройки удается качественно прогреть заготовку, наложить аккуратный шов, параллельно снизив количество брызг металла.
- Свойства присадки. При наличии в стержне плавящегося электрода или проволоки полуавтомата высокотемпературных добавок получается более густая сварочная ванна, а это влечет за собой увеличение размеров катета сварного шва. Тогда как низкотемпературные сплавы быстрее растекаются, что приводит к снижению интересующего нас показателя.
Проверка качества сварного шва
Невозможно добиться надежного, крепкого соединения лишь благодаря правильному расчету размеров катета сварного шва. Необходимо также соблюдать технологию работ, отслеживать, чтобы шов по всей длине был однородным и равномерным.

Убедиться в прочности и большом сроке службы соединения можно при помощи нескольких методов, среди которых наиболее популярными считаются:
- Разрушающий. Испытания осуществляют на специальных макетах, что позволяет оценить прочность стыков и всей конструкции. Для этого изделие подвергают повышенным механическим нагрузкам, химическим, металлографическим исследованиям, пр.
- Неразрушающий. Сюда входит визуальный осмотр, проверка при помощи магнитных волн, ультразвука и иных приборов.
Рекомендуем статьи
- Типы сварных швов: отличия от соединений и описание разновидностей
- Чем отличаются металлы от неметаллов: физические и химические свойства
- Сталь Х12МФ: характеристики, состав, производство
Для проведения визуального контроля мастеру не требуются специальные навыки или дорогостоящее оборудование. Однако данный метод не позволяет выявить все проблемы. Чтобы не допустить формирования дефектов на сварочном шве, стоит выполнять такие рекомендации:
- в месте проведения сварочных работ недопустим сквозняк, сильный ветер, так как подобные условия чреваты формированием пористого шва;
- не превышайте допустимую силу сварочного тока, чтобы не нарушить структуру металла;
- зазор подбирается в соответствии с толщиной обрабатываемого металла;
- работайте с короткой дугой;
- не допускайте попадания воды на металл или электроды, используя постоянный ток;
- шов должен иметь одинаковую ширину по всей своей длине, ведь даже небольшие отклонения приводят к неравномерному распределению нагрузок и повышенному риску растрескивания соединения с его дальнейшим полным разрушением;
- важно, чтобы глубина провара была равномерной, иначе вероятны внутренние трещины;
- при выборе электродов учитывайте их диаметр и состав, ведь, например, для выпуклых валиков необходимы расходники, обеспечивающие вязкую и густую консистенцию металла – жидкий расплав приведет к формированию вогнутой линии.
Выбранный режим влияет на качество сварки и форму соединения между заготовками. Чтобы увеличить глубину и сократить ширину шва, необходимо передвигать электрод с большей скоростью. Если нужно уменьшить глубину и увеличить ширину, стоит изменить напряжение.
Эти несложные советы вместе с правильными расчетами катета сварного шва позволяют добиться высокого качества и значительной прочности соединений.
