Взаимозаменяемость деталей.
Выпуск велосипедов, мотоциклов, тракторов, автомобилей, электродвигателей, швейных и других машин осуществляется на заводах такими темпами, когда счет времени обработки и сборки ведется не только минутами, но и секундами. Детали этих машин должны быть изготовлены точно по чертежам и техническим условиям так, чтобы при сборке они подходили одна к другой без слесарной подгонки, что сокращает время на сборку и удешевляет стоимость изделия. Важно также, чтобы при ремонте машины новая деталь, заменяющая изношенную, могла быть установлена на ее место без подгонки. Детали, удовлетворяющие таким требованиям, называются взаимозаменяемыми. Взаимозаменяемость – это свойство деталей занимать свои места в узлах и изделиях без предварительного подбора или подгонки по месту.
Сопряжение деталей.
Две детали, подвижно или неподвижно соединяемые друг с другом, называют сопрягаемыми. Размеры, по которым происходит соединение этих деталей, называют сопрягаемыми размерами. Размеры, по которым не происходит соединение деталей, называют свободными размерами. Примером сопрягаемых размеров может служить наружный диаметр фрезерной оправки и соответствующий ему диаметр отверстия в насадной фрезе, диаметр шейки оправки и соответствующий ему диаметр отверстия в подшипнике подвески. Примером свободных размеров может служить наружный диаметр установочных колец фрезерной оправки, длина фрезерной оправки, ширина цилиндрической фрезы.
Сопрягаемые детали должны быть выполнены взаимозаменяемыми.
Понятие о точности обработки.
Изготовить партию взаимозаменяемых деталей абсолютно одинакового размера невозможно, так как на точность обработки влияют неточность и износ станка, износ фрезы, неточности при установке и закреплении заготовки и другие причины. Как правило, все детали данной партии при обработке имеют отклонения от заданных размеров и формы. Но величины этих отклонений должны быть назначены таким образом, чтобы сопрягаемые размеры могли обеспечить сборку деталей без подгонки, т.е. чтобы детали были взаимозаменяемыми.
Конструкторы изделий при назначении величины допускаемых отклонений на сопрягаемые детали руководствуются установленными государством стандартами – ГОСТ. Ниже вкратце излагаются основные понятия о допусках и предельных отклонениях, вытекающие их ГОСТ 7713-55.
Понятие о допуске и предельных отклонениях. Величина допустимых отклонений указывается в чертежах детали со знаками плюс и минус.
Знак минус показывает, что деталь может быть изготовлена с отклонением в меньшую сторону; знак плюс показывает, что деталь может быть изготовлена с отклонением в большую сторону. Например, поставленный в чертеже бруска размер 10-0,1 мм показывает, что брусок может быть отфрезерован так, чтобы после его обработки его размер лежал в пределах между 10 мм и 9,9 мм. Точно также поставленный в чертеже диаметр паза 10+0,2 мм показывает, что паз может быть отфрезерован так, чтобы после обработки его размер лежал в пределах между 10 мм и 10,2 мм.
Поставленный в чертеже размер 10+0,2-0,1 мм показывает, что обработанная деталь будет годной, если ее размер составляет не менее 9,9 мм и не более 10,2 мм, т.е. лежит в этих пределах.
Номинальным размером называется основной расчетный размер, от которого исходят при назначении отклонений. Если в чертеже указан размер 10+0,2 -0,1 мм, то размер 10 мм называется номинальным.
Действительным размером называется размер, полученный при измерении обработанной детали. Размеры, между которыми может находиться действительный размер годной детали, называются предельными размерами. Действительный размер детали с размерами 10+0,2-0,1 мм может лежать в пределах 10+0,2 = 10,02 мм и 10-0,1 =9,9 мм. Больший размер называется наибольшим предельным размером, а меньший – наименьшим предельным размером.
Разность между наибольшим и наименьшим предельными размерами называется допуском размера.
- Верхним предельным отклонением называется разность между наибольшим предельным размером и номинальным размером.
- Нижним предельным отклонением называется разность между наименьшим предельным размером и номинальным размером.
Допуск можно также определить, как разность между верхним и нижним предельными отклонениями.
Действительным отклонением называется разность между действительным и номинальным размерами.
При графическом изображении допусков отклонения размеров откладываются от линии, соответствующей номинальному размеру и называемой нулевой линией; положительные отклонения откладываются вверх от нулевой линии, а отрицательные – вниз.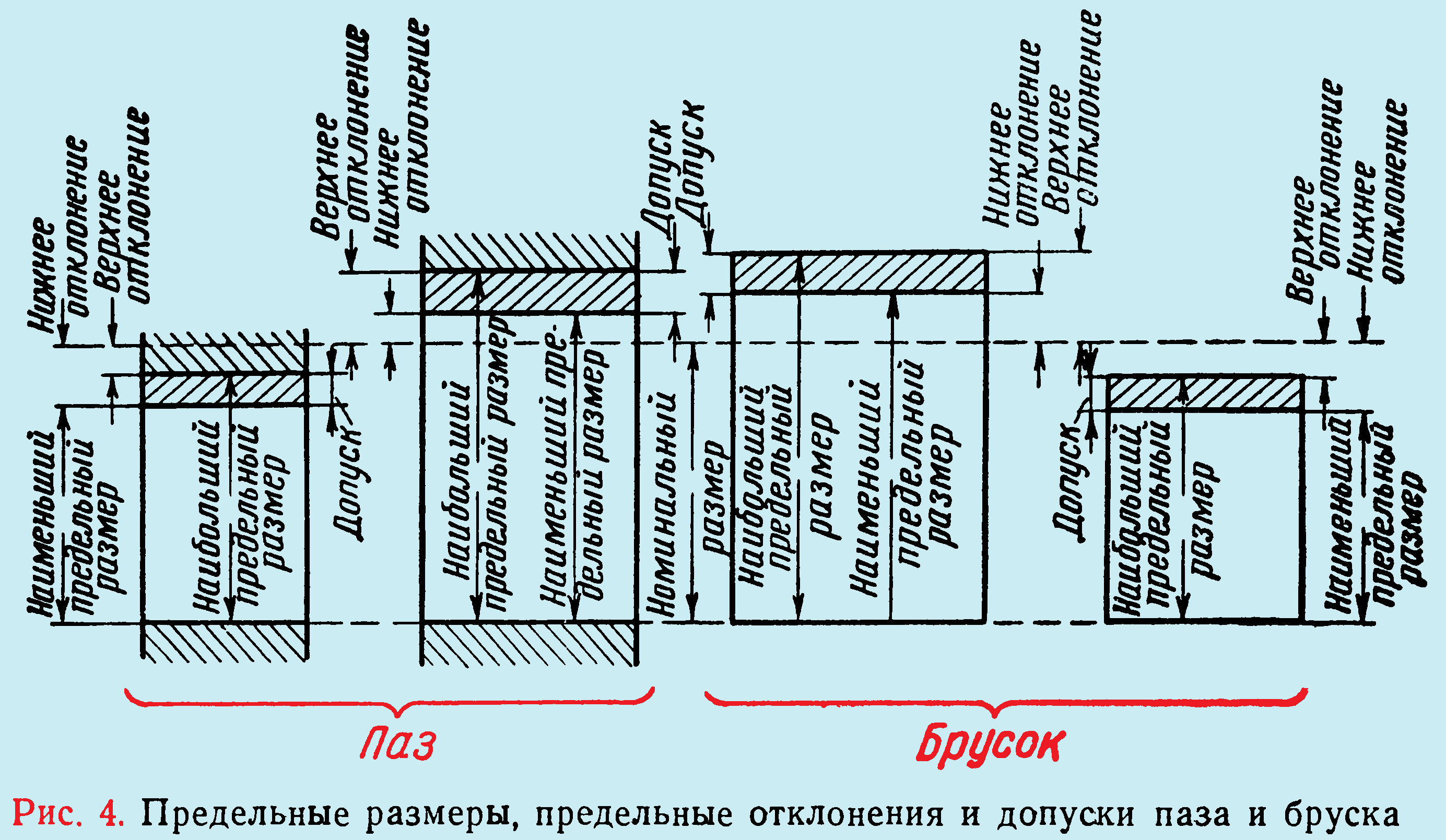
Зазоры и натяги.
Если брусок с размерами грани 10-0,1 мм посадить в паз с размерами грани 10+0,2+0,1 мм, то в соединении бруска с пазом получится зазор, и брусок можно будет передвигать вдоль паза. Такая посадка (сопряжение двух деталей) называется свободной. Наибольший зазор в этом случае составит 0,3 мм, а наименьший будет равен 0,1 мм.
Если же размер бруска будет 10+0,2+0,1 мм, а паза 10-0,1 мм, то брусок не войдет свободно в паз и его придется вставлять с силой или запрессовывать. В соединении получится натяг или отрицательный зазор, наименьшая величина которого равна 0,1 мм. А наибольшая 0,3 мм. Такая посадка называется неподвижной, так как брусок нельзя будет передвигать вдоль паза.
Таким образом, можно сделать следующие заключения.
- Зазором называется положительная разность между размером паза и размером бруска, обеспечивающая свободу их движения относительно друг друга.
- Натягом называется отрицательная разность между размером паза и размером бруска (размер бруска больше размера паза), которая после посадки бруска в паз создает неподвижное их соединение.
Посадки.
Посадкой называется характер соединения сопрягаемых деталей, определяемый разностью между размерами паза и бруска, создающий большую или меньшую свободу (зазор или натяг) их относительного перемещения или степень сопротивления взаимному перемещению. В зависимости от наличия в сопряжении бруска и паза зазора или натяга различают посадки с зазором, с натягом и переходные.
Посадками с зазором, или свободными, называют такие посадки, при которых обеспечивается возможность относительного перемещения сопряженных деталей во время работы. В зависимости от величины зазора степень относительного перемещения деталей, сопряженных свободной посадкой, может быть различной. Для вращения шпинделя фрезерного станка в подшипниках зазор должен быть меньшим и, следовательно, посадка более тугой, чем для посадки колец на фрезерную оправку.
Посадками с натягом, или неподвижными, называют посадки, при которых во время работы не должно происходить перемещения сопряженных деталей относительно друг друга. В зависимости от величины натяга степень свободы сопряженных деталей неподвижной посадки может быть различной. Так, посадку шейки вала в кольцо шарикоподшипника производят с меньшим натягом, чем посадку колеса железнодорожного вагона на шейку оси.
При переходных посадках возможно получение, как натягов, так и зазоров. При наибольшем предельном размере бруска и наименьшем предельном размере паза получается натяг, а при наименьшем предельном размере бруска и наибольшем предельном размере паза получается зазор (в таблицах допусков в графе «натяг» обозначен знаком минус).
Ниже приводятся посадки, относящиеся к рассмотренным трем группам; в скобках даются их сокращенные обозначения.
Наибольший натяг получается при горячей посадке, меньший — при прессовых посадках; наименьший зазор получается при скользящей посадке, немного больший — при посадке движения, почти втрое больший при ходовой, затем еще больший при легкоходовой и, наконец, наибольший при широкоходовой посадке.
При глухой, тугой, напряженной и плотной посадках, как указывалось выше, возможны натяги и зазоры в зависимости от получающихся отклонений размера.
Классы точности.
Точность изготовления характеризуется величиной допускаемых отклонений от заданных размеров и формы. Для разных машин требуются детали с различной точностью обработки. Очевидно, что детали плуга, дорожного катка и других сельскохозяйственных и дорожных машин могут быть изготовлены менее точно, чем детали фрезерного станка, а детали фрезерного станка требуют меньшей точности, чем детали измерительного прибора. В связи с этим в машиностроении детали разных машин изготовляют по разным классам точности. В СССР (были) приняты десять классов точности.
- пять из них: 1-й, 2-й, 2а, 3-й, За — требуют наибольшей точности обработки;
- два других: 4-й и 5-й — меньшей;
- три остальных: 7-й, 8-й, 9-й — еще меньшей.
Применение классов точности в различных областях
- 1-й класс точности применяют при изготовлении особо точных изделий. Вследствие очень малых допусков работа по 1-му классу точности требует высокой квалификации рабочего и точного оборудования, приспособлений и инструмента.
- 2-й и 2а классы точности применяют наиболее часто. По ним изготовляют ответственные детали станков, автомобильных, тракторных, авиационных и электрических двигателей, текстильных и других машин.Наряду с этим в отраслях машиностроения, выпускающих указанные машины, детали менее ответственных соединений изготовляют по 3-му, 4-му, 5-му и другим более грубым классам точности.
- 3-й и За классы точности применяют главным образом в тяжелом машиностроении при производстве турбин, паровых машин, двигателей внутреннего сгорания, трансмиссионных деталей и т. д.
- По 4-му классу точности изготовляют детали сельскохозяйственных машин, паровозов, железнодорожных вагонов и т. д.
- 5-й класс точности применяют в машиностроении для неответственных деталей менее точных механизмов.
- 7-й, 8-й и 9-й классы точности применяют при изготовлении более грубых деталей и особенно при заготовительных операциях: литье, штамповке, медницко-слесарных работах и т. д.
- Свободные размеры деталей выполняют обычно по 5-му или 7-му классам точности.
Чтобы показать, с какой посадкой и по какому классу точности нужно изготовить деталь, в чертежах на номинальных сопрягаемых размерах ставится буква, обозначающая посадку, и цифра, соответствующая классу точности. Например, С4 означает: скользящая посадка 4-го класса точности; Х3 — ходовая посадка 3-го класса точности и т. п. Для посадок 2-го класса точности (особенно широко распространенных) цифра 2 не ставится. Поэтому, если в чертеже на сопрягаемом размере рядом с буквой посадки нет цифры, то это значит, что деталь надо изготовить по 2-му классу точности. Например, Л означает легкоходовая посадка 2-го класса точности.
Автор:
Источник: Основы фрезерного дела, С. В. Аврутин, 1962г
Дата в источнике: 1962г
Сколько всего классов точности?
Классы точности Детали машин и их отдельные элементы изготовляются с различной степенью точности, в зависимости от назначения и характера соединения сопрягаемых поверхностей. В отечественном машиностроении приняты десять классов точности: 1-й, 2-й, 2a, 3-й, За, 4-й, 5-й, 7-й, 8-й и 9-й.1-й класс является (по точности) высшим.
- Наибольшее распространение в машиностроении имеют 2-й, 3-й и 4-й классы.
- Чем выше принят класс точности, тем выше стоимость изготавливаемой детали.
- Правильно выбранным классом точности следует считать наиболее грубый класс, обеспечивающий надёжную работу соединения.1- й класс точности.1-й класс точности применяется для особенно точных однородных посадок.
Основной метод окончательной обработки поверхностей: очень точная шлифовка для валов, многократное развёртывание для отверстий, притирка и прочие доводочные операции. В общем машиностроении 1-й класс точности применяется редко. Он находит применение при изготовлении шарикоподшипников и редко при их посадке на вал или в корпус, в некоторых специальных деталях пневматических машин, в соединениях точных измерительных приборов и механизмов.2- й класс точности.2-й класс точности применяется для изготовления важных и ответственных сопряжений, требующих однородности и взаимозаменяемости.
Основной вид изготовления: а) для валов—шлифование или тщательная обточка, б) для отверстий—шлифование или тщательная расточка, чистое развёртывание.2-й класс точности одновременно с 3-м, 4-м, 5-м классами в основном применяется: в станкостроении, авто-и тракторостроении,электромо- торостроении, общем машиностроении, производстве пневматических машин и др.
В общем машиностроении посадки 2-го класса являются наиболее распространёнными.2-й класс точности охватывает все указанные ранее виды посадок как для неподвижных, так и подвижных соединений. Рассмотрим эти посадки. Горячая посадка (Гр) применяется при необходимости получения прочного неподвижного соединения деталей, подверженных действию ударных или переменных нагрузок, или испытывающих в эксплоатации термические деформации, например: посадка бандажей на железнодорожные колёса, маховых колёс на шейки валов, венца червячного колеса на обод и т.п.
- При горячих посадках натяг сопрягаемых деталей уничтожается при сборке путём нагрева детали, имеющей отверстие, или путём охлаждения вала.
- Горячая посадка обеспечивает неподвижность и прочность деталей в соединении исключительно за счёт натяга.
- Прессовая посадка (Пр) применяется в случаях необходимости менее прочного и, следовательно, менее надёжного неподвижного соединения, с меньшим натягом, чем при горячей посадке.
Прессовая посадка может быть получена под прессом без нагрева. Эта посадка применяется при соединении, например, венца зубчатого колеса со ступицей, при посадке глухих втулок в корпуса подшипников, при посадке втулок в головки шатунов и т.д. В этих соединениях прочность прессового соединения достигается также за счёт натяга.
Что определяет квалитет точности?
Квалитет – это совокупностью допусков, имеющих единую степень точности. Параметр определяет качество изготовления компонентов, используется при расчете различных сборочных операций. Слово квалитет имеет латинское происхождение – Qualitas, что в переводе означает качество.
Какой самый точный квалитет?
Справочная информация Квалитет — мера точности (ряд допусков, класс точности, степень точности) — это совокупность допусков, соответствующих одному уровню точности для всех номинальных размеров. Каждому методу обработки соответствует определенный диапазон квалитетов точности размеров, степеней точности формы, параметров шероховатости поверхности Ra и глубины дефектного слоя.
Для черновых переходов обработки это в первую очередь связано с точностью исходной заготовки, для чистовых — с точностью выполнения предшествующих переходов обработки и с условиями осуществления данного перехода. Точность на каждом последующем переходе обработки данной элементарной поверхности обычно повышается на черновых переходах на один — три квалитета или одну — три ступени точности, на чистовых — на один — два квалитета точности размера или одну — две степени точности формы обрабатываемой поверхности.
Для деталей из чугуна, цветных сплавов размеры обрабатываемых поверхностей выдерживают на один квалитет, а отклонения формы — на одну степень точности выше, чем для деталей из стали, обрабатываемых в аналогичных условиях. Существует 19 квалитетов: 01; 0; 1; 2;.17,
- Самый точный 01, самый грубый 17,
- Каждому квалитету соответствует определенный допуск.
- Например: Для размера 10мм соотверствует: По 6 квалитету — допуск 0.009мм или 9мкм (микрометров или сокращенно микронов), по 8 квалитету — допуск 22мкм.
- Для размера 20мм соответсвует: По 6 квалитету — допуск 13мкм, По 8 квалитету — допуск 27мкм.
Чем больше номинальный размер, тем больше и допуск на него в каждом квалитете, ОСНОВНЫЕ ТРЕБОВАНИЯ, ДОПУСКИ ПРЕДСТАВЛЕНЫ СЛЕДУЮЩИМИ ДОКУМЕНТАМИ : Основные нормы взаимозаменяемости ГОСТ 24643-81, Допуски формы и расположения поверхностей. Числовые значения.
Название анг.: Basic norms of interchangeability. Tolerances of form and position of surfaces. Numerical values Описание документа: Настоящий стандарт распространяется на допуски формы и расположения поверхностей деталей машин и приборов и устанавливает числовые значения допусков. Основные нормы взаимозаменяемости ГОСТ 25346-89,
Единая система д опусков и посадок. Общие положения, ряды допусков и основных отклонений Название анг.: Basic norms of interchangeability. Unified system of tolerances and fits. General, series of tolerances and fundamental deviations Описание документа: Настоящий стандарт распространяется на гладкие элементы деталей, цилиндрические и ограниченные параллельными плоскостями, а также на образованные ими посадки и устанавливает термины, определения и условные обозначения, допуски и основные отклонения системы допусков и посадок для размеров до 3150 мм и любых линейных размеров, если они не установлены другими стандартами.
Что означает Квалитет?
Смотреть что такое «КВАЛИТЕТ» в других словарях: —
квалитет — а, м. qualité f., ит. qualita, лат. qualitas, > нем. Qualität.1. Свойство, качество. Сл.18. Качество, свойство, доброта; так же звание, достоинстов, чин, состояние.Ян.1804. Его чин чтоб был неточию муж великаго Исторический словарь галлицизмов русского языка КВАЛИТЕТ — (от лат. qualitas качество) характеристика точности изготовления изделия (детали), определяющая значения допусков. Для применяемой в России т.н. системы вал отверстие установлено 19 квалитетов. Первые 6 применяются для калибров и других особо Большой Энциклопедический словарь КВАЛИТЕТ — характеристика качества или точности изготовления изделия (детали); качество. Словарь иностранных слов. Комлев Н.Г., 2006 Словарь иностранных слов русского языка Квалитет — (немецкое Qualitat, от латинского qualitas качество), характеристика точности изготовления изделия (детали), определяющая значения допусков. В машиностроении установлено 19 квалитетов; первые 6 квалитетов применяются для калибров и других особо Иллюстрированный энциклопедический словарь Квалитет — Допуск разность между наибольшим и наименьшим предельными значениями (размеров, массовой доли, массы), задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической Википедия квалитет — 3.3.3 квалитет (tolerance grade): Совокупность допусков в стандартизованной системе допусков и посадок, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров. Источник Словарь-справочник терминов нормативно-технической документации квалитет — (от лат. qualitas качество), характеристика точности изготовления изделия (детали), определяющая значения допусков. Для применяемой в России так называемой системы «вал отверстие» установлено 19 квалитетов. Первые 6 применяются для калибров и Энциклопедический словарь Квалитет (степень точности) — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров. Источник: ГОСТ 25346 89. Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и Официальная терминология КВАЛИТЕТ — (от лат. qualitas качество) хар ка точности изготовления изделия (детали), определяющая значения допусков на изготовление, а следовательно, и соответствующие методы и средства обработки и контроля. В применяемой в СССР для системы вал отверстие Большой энциклопедический политехнический словарь квалитет — квалит ет, а Русский орфографический словарь
Какой Квалитет стандарта ISO является более точным?
Квалитет — это совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Стандарт предусматривает 19 квалитетов : 01; 0; 1; 2; 3; 4 17., по ISO — 20 квалитетов, есть еще 18 квалитет. Наивысшей точности соответствует 01 квалитет, низшей- 18 квалитет.
Какие Квалитеты используют в машиностроении?
Расчет системы посадок и допусков по квалитетам точности — Квалитет – IT представляет собой степень точности, то есть систему допусков и посадок, рассматриваемых как соответствующие одному уровню точности для всех номинальных параметров, В ЕСПД классы точности называют для удобства квалитетами.
- С ростом квалитета точность изготовления понижается вследствие увеличения допуска на ее механическую обработку.
- Всего насчитывают 19 квалитетов: от 01 до 17.
- Существуют специальные сводные таблицы, в которых описано поле допусков по возрастанию номинальных размеров.
- Считается, что они соответствуют одному уровню точности, определяемому квалитетом, а именно — его порядковым номером.
Для каждого номинального размера допуск посадок для разных квалитетов может быть неодинаков. Он колеблется в зависимости от способов обработки изделий. В ЕСДП наивысшим квалитетом точности считают 01, а допуск квалитета условно обозначают латиницей – IT.
- После этого обозначения проставляется номер квалитета.
- При составлении технической документации, чертежей под словом допуск понимается допуск посадки системы.
- Рассмотрим подробнее, для каких видов деталей предусмотрены различные квалитеты.
- IT01, IT0, IT1 оценивают точность измерительных приборов с плоскопараллельными поверхностями; • IT2, IT3, IT4 регламентируют точность гладких калибров-пробок и калибров-скоб; • 5-й и 6-й квалитеты используют при определении допусков деталей для высокоточных ответственных соединений, таких как шпинделей прецизионного оборудования, подшипников качения, шеек коленвалов и т.п.
• IT7, IT8 считаются самыми массовыми в машиностроении. С помощью этих квалитетов описывают допуски на изготовление размеров деталей ДВС, авто-, авиатранспорта, станков для обработки металла, измерительных приборов и т.д. Считается, что для ответственных соединений деталей в этих отраслях данной степени точности при их изготовлении достаточно и экономически – целесообразно.
- IT9 оценивает точность размеров деталей в полиграфии и тепловозостроении, например, подшипники скольжения неточных валов; при изготовлении сельхозтехники, подъемно-транспортных механизмов, текстильных машин.
- 10-й квалитет используют для описания размеров неответственных соединений при производстве подвижного состава, сельскохозяйственных машин и посадочных мест холостых шкивов на валах.
• IT11 и IT12 используют для регламентирования размеров в литых и штампованных деталях с большими зазорами, которые используются в неответственных соединениях. • Низшие квалитеты с 13го по 17й применяют для остальных неответственных размеров деталей. Как правило, это не входящие в соединения элементы, в которых допускаются свободные размеры.
Что определяет допуск?
Допуск (Т) размера — это разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями. Допуск всегда положителен. Он определяет допускаемое поле рассеяния действительных размеров годных деталей в партии, т.е.
Что называется допуском?
Допуском, точнее — допуском на неточность обработки называется разность между наибольшим и наименьшим предельными размерами.
Сколько Квалитетов точности в Есдп?
ГОСТ 25346-89 устанавливает 20 квалитетов (01, 0, 1, 2, 18). Квалитеты от 01 до 5 предназначены преимущественно для калибров. Допуски и предельные отклонения, установленные в стандарте, относятся к размерам деталей при температуре +20 o C. Установлено 27 основных отклонений валов и 27 основных отклонений отверстий.
Для чего нужен класс точности?
Класс точности – это основная метрологическая характеристика прибора, определяющая допустимые значения основных и дополнительных погрешностей, влияющих на точность измерения. Погрешность может нормироваться, в частности, по отношению к:
результату измерения (по относительной погрешности), в этом случае, по ГОСТ 8.401-80 (взамен ГОСТ 13600-68), цифровое обозначение класса точности (в процентах) заключается в кружок. длине (верхнему пределу) шкалы прибора (по приведенной погрешности)
Для стрелочных приборов принято указывать класс точности, записываемый в виде числа, например, 1,5 или 2,5. Это число даёт максимально возможную погрешность прибора, выраженную в процентах от наибольшего значения величины, измеряемой в данном диапазоне работы прибора.
Например, для манометра ДМ 93-100-1-М, работающего в диапазоне измерений 0-10 кгс/см 2, класс точности 1,0 определяет, что указанная погрешность при положении стрелки в любом месте шкалы не превышает 0,1 кгс/см 2, Относительная погрешность результата зависит от значения измеряемого давления, становясь недопустимо высокой для малых давлений.
Конкретно в данном случае это означает, что таким манометром не следует пытаться измерить давление, меняющееся в диапазоне 0,01.0,2 кгс/см 2, точного результата не получить. Обычно цена наименьшего деления шкалы стрелочного прибора согласована с погрешностью самого прибора.
Если класс точности используемого прибора неизвестен, за погрешность прибора всегда принимают половину цены его наименьшего деления. Понятно, что при считывании показаний со шкалы нецелесообразно стараться определить доли деления, так как результат измерения от этого не станет точнее. У манометров, которые мы предлагаем, на цифеблатах нанесена круговая шкала в соответствии с ГОСТ 2405-88.
Пределы допускаемой приведённой основной погрешности выражены в процентах от дипапзона измерений: ±0,15%; ±0,25%; ±0,4%; ±0,6%; ±1%; ±1,5%; ±2,5%; ±4%. Класс точности выбирается из ряда 0,15; 0,25; 0,4; 0,6; 1; 1,5; 2,5; 4, в соответствии с пределами допускаемой приведённой основной погрешности.
- Класс точности у обычных технических показывающих манометров с диаметром шкалы 40; 50 мм, как правило, 2,5 или 4.
- У манометров с диаметром шкалы 60 (63) мм 1,5; 2,5 или 4.
- У манометров со шкалами 100 и 150 (160) мм класс точности 1,5 или, под заказ, 1.
- Классы точности 0,4; 0,6 характерны для манометров точных измерений, а 0,15; 0,25 – для манометров образцовых.
Исходя из вышеизложенного, можно ответить на вопрос «какой класс точности выше, 1 или 1,5?», что выше класс точности 1.
В чем измеряется класс точности?
Класс точности средств измерений
| Обозначение класса точности | Примечание | |
|---|---|---|
| 0,5 | Класс точности 0,5 | нормирующее значение выражено в единицах измеряемой величины |
| Класс точности 0,5 | нормирующее значение принято равным длине шкалы или её части | |
| Класс точности 0,5 | δ = Δ / х | |
| 0,02/0,01 | Класс точности 0,02/0,01 | δ = ± |
Как определить класс точности?
Что такое класс точности манометра, и как его определить — Класс точности манометра является одной из основных величин, характеризующих прибор. Это процентное выражение максимально допустимая погрешность измерителя, приведенная к его диапазону измерений.
- Абсолютная погрешность представляет собой величину, которая характеризует отклонение показаний измерительного прибора от действительного значения давления.
- Также выделяют основную допустимую погрешность, которая представляет собой процентное выражение абсолютного допустимого значения отклонения от номинального значения.
Именно с этой величиной связан класс точности. Существует два типа измерителей давления — рабочие и образцовые. Рабочие применяются для практического измерения давления в трубопроводах и оборудовании. Образцовые — специальные измерители, которые служат для поверки показаний рабочих приборов и позволяют оценить степень их отклонения.
0,15; 0,25; 0,4; 0,6; 1,0; 1,5; 2,5; 4,0.
Таким образом, этот показатель имеет прямую зависимость с погрешностью. Чем он ниже, тем ниже максимальное отклонение, которое может давать измеритель давления, и наоборот. Соответственно, от этого параметра зависит, насколько точными являются показания измерителя.
- Высокое значение указывает на меньшую точность измерений, а низкое соответствует повышенной точности.
- Чем ниже значение класса точности, тем более высокой является цена устройства.
- Узнать этот параметр достаточно просто.
- Он указан на шкале в виде числового значения, перед которым размещаются литеры KL или CL.
Значение указывается ниже последнего деления шкалы. Указанная на приборе величина является номинальной. Чтобы определить фактический класс точности, нужно выполнить поверку и рассчитать его. Для этого проводят несколько измерений давления образцовым и рабочим манометром.
Что такое посадки?
Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Какие Квалитеты используются для ответственных соединений в общем машиностроении?
Расчет системы посадок и допусков по квалитетам точности — Квалитет – IT представляет собой степень точности, то есть систему допусков и посадок, рассматриваемых как соответствующие одному уровню точности для всех номинальных параметров, В ЕСПД классы точности называют для удобства квалитетами.
С ростом квалитета точность изготовления понижается вследствие увеличения допуска на ее механическую обработку. Всего насчитывают 19 квалитетов: от 01 до 17. Существуют специальные сводные таблицы, в которых описано поле допусков по возрастанию номинальных размеров. Считается, что они соответствуют одному уровню точности, определяемому квалитетом, а именно — его порядковым номером.
Для каждого номинального размера допуск посадок для разных квалитетов может быть неодинаков. Он колеблется в зависимости от способов обработки изделий. В ЕСДП наивысшим квалитетом точности считают 01, а допуск квалитета условно обозначают латиницей – IT.
После этого обозначения проставляется номер квалитета. При составлении технической документации, чертежей под словом допуск понимается допуск посадки системы. Рассмотрим подробнее, для каких видов деталей предусмотрены различные квалитеты. • IT01, IT0, IT1 оценивают точность измерительных приборов с плоскопараллельными поверхностями; • IT2, IT3, IT4 регламентируют точность гладких калибров-пробок и калибров-скоб; • 5-й и 6-й квалитеты используют при определении допусков деталей для высокоточных ответственных соединений, таких как шпинделей прецизионного оборудования, подшипников качения, шеек коленвалов и т.п.
• IT7, IT8 считаются самыми массовыми в машиностроении. С помощью этих квалитетов описывают допуски на изготовление размеров деталей ДВС, авто-, авиатранспорта, станков для обработки металла, измерительных приборов и т.д. Считается, что для ответственных соединений деталей в этих отраслях данной степени точности при их изготовлении достаточно и экономически – целесообразно.
- IT9 оценивает точность размеров деталей в полиграфии и тепловозостроении, например, подшипники скольжения неточных валов; при изготовлении сельхозтехники, подъемно-транспортных механизмов, текстильных машин.
- 10-й квалитет используют для описания размеров неответственных соединений при производстве подвижного состава, сельскохозяйственных машин и посадочных мест холостых шкивов на валах.
• IT11 и IT12 используют для регламентирования размеров в литых и штампованных деталях с большими зазорами, которые используются в неответственных соединениях. • Низшие квалитеты с 13го по 17й применяют для остальных неответственных размеров деталей. Как правило, это не входящие в соединения элементы, в которых допускаются свободные размеры.
Что такое посадки в системе вала?
Посадки в системе вала — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала (черт.
Что такое система допусков и посадок?
Система отверстия, — Чтобы осуществить нужную посадку, т.е. получить нужный зазор или натяг между валом и отверстием, можно назначить больший или меньший размер вала, оставляя размер отверстия неизменным. Если диаметр вала будет больше диаметра отверстия, получим натяг (неподвижную посадку); если диаметр вала будет меньше, получим зазор (свободную посадку).
- Следовательно, оставляя для данного номинального диаметра предельные размеры отверстия одинаковыми при всех посадках одного и того же класса точности, осуществляем необходимую посадку за счет увеличения или уменьшения размеров вала, т.е.
- Осуществляем зазор или натяг.
- Такая система постоянного размера отверстия и изменяющегося размера вала называется системой отверстия.
На рис.5а схематически показано, при каких посадках получаются зазоры, а при каких — натяги по системе отверстия.  При системе отверстия на чертежах возле номинального размера отверстия ставят букву А с цифрой, показывающей класс точности: А 1 ; А ; А 3 ; А 4 и т.д., а возле номинального размера вала ставят букву, которая обозначает посадку, с цифрой, указывающей на класс точности. Например, Н 2а ; Х 3 ; Ш 4 ; Л 5 и т.д.
При системе отверстия на чертежах возле номинального размера отверстия ставят букву А с цифрой, показывающей класс точности: А 1 ; А ; А 3 ; А 4 и т.д., а возле номинального размера вала ставят букву, которая обозначает посадку, с цифрой, указывающей на класс точности. Например, Н 2а ; Х 3 ; Ш 4 ; Л 5 и т.д.
Классы точности
В
зависимости от требований, предъявляемых
к тому или другому механизму, узлу,
машине, их детали могут быть
выполнены с различной степенью точности.
Так, например, детали сельскохозяйственных
машин можно изготовлять менее точно,
чем детали токарных станков, которые
изготовляются в свою очередь с
меньшей
точностью,
чем детали измерительных приборов.
Иначе говоря, одна и та же посадка может
быть выполнена с различной точностью.
Государственным
стандартом
в системе допусков для машиностроения
предусмотрено 10
классов точности (для размеров от 1 до
500 мм).
Пять
из них 1,2,2а, 3, За — более точные,
имеющие наименьшие допуски; два
класса — 4 и 5 — менее точные;
остальные
три — 7, 8 и 9 (6-й класс в системе отсутствует)
— имеют наибольшие допуски и предназначаются
для несопрягаемых размеров.
Способы обработки деталей в зависимости от классов точности
|
Класс |
Применение |
Способы |
Посадки |
Примечание |
|
|
отверстий |
валов |
||||
|
2а |
В ответственных
В машинах и То |
Калибровка и
Чистовое
Развертывание, Расточка |
Тонкое шлифование,
Точное чистовое
Чистовое Чистовая |
Прессовая
Все посадки, 1- й и прессовой
Глухая, тугая,
2- я, 3-я, и |
Высший из Наиболее |
|
Продолжение |
|||||
|
Класс точности |
Применение |
Способы |
Посадки |
Примечание |
|
|
отверстий |
валов |
||||
|
За |
Для |
Расточка |
Чистовая |
Скользящая |
|
|
4 |
В |
Точное |
Чистовая |
Прессовая |
|
|
5 |
То |
То |
То |
Скользящая |
|
|
7 |
Для |
Горячая |
Ковка, |
Не |
По |
|
8 |
талей |
отливка |
повка, |
устанавливают |
|
|
Применяют |
обдирка, |
пуски |
|||
|
9 |
лей |
мые) |
Для
определения, к какому классу точности
относится та или иная посадка, у ее
условного обозначения проставляется
в виде индекса соответствующая цифра.
Например, глухая посадка первого класса
точности обозначается Г1;
ходовая четвертого класса точности —
Х4;
прессовая 2-я третьего класса — Пр2з
и т. д.
Только
посадки второго класса точности не
имеют цифрового обозначения; например
обозначение Пр
указывает на прессовую посадку второго
класса точности;
обозначение
Т
— на тугую и т. д. Но посадки класса
точности 2а, как и других классов, имеют
условное обозначение и цифру; например
тугая посадка класса точности 2а
обозначается Т2а
-
Виды
погрешности обработки. Понятие о
случайных и систематических погрешностях.
Для
правильного функционирования изделий
необходимо чтобы назначались отклонения
не только на размеры, но и на форму и
расположение поверхностей.
Под
отклонением от правильной геометрической
формы или расположения поверхности
понимают отклонение реальной детали
от номинальной, т.е. заданной чертежом:
∆=Аизм-Атреб.
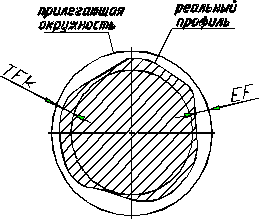
В
основу нормирования положен принцип
прилегающих прямых, окружностей,
плоскостей, поверхностей и т.д.
Само
отклонение оценивается наибольшим
расстоянием от прилегающей поверхности
до реальной по перпендикуляру.
Причины
возникновения отклонений формы:
Овальность
– износ
посадочных поверхностей подшипников.
Огранка
–
бесцентровое шлифование.
Конусность
– износ инструмента.
Бочкообразность
– при обработке длинных тонких валов.
Седлообразность
– при обработке коротких толстых валов.

Обозначение
отклонений формы и расположения
поверхности.
А
– нормальная точность – 60%Т
В
– средняя точность – 40%Т
С
– высокая точность – 25%Т
Допуск
формы:

Допуск
расположения:

Примеры:

Отклонения
формы цилиндрических поверхностей, их
нормирование и примеры обозначения на
чертежах допусков формы цилиндрических
поверхностей.
Поперечное
сечение:
Овальность
Огранка
Некруглость

Продольное
сечение:
Конусообразность
Бочкообразность Седлообразность


Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Детали машин и их отдельные элементы изготовляются с различной степенью точности, в зависимости от назначения и характера соединения сопрягаемых поверхностей. В отечественном машиностроении приняты десять классов точности: 1-й, 2-й, 2a, 3-й, За, 4-й, 5-й, 7-й, 8-й и 9-й. 1-й класс является (по точности) высшим.
Наибольшее распространение в машиностроении имеют 2-й, 3-й и 4-й классы. Чем выше принят класс точности, тем выше стоимость изготавливаемой детали. Правильно выбранным классом точности следует считать наиболее грубый класс, обеспечивающий надёжную работу соединения.
1- й класс точности. 1-й класс точности применяется для особенно точных однородных посадок. Основной метод окончательной обработки поверхностей: очень точная шлифовка для валов, многократное развёртывание для отверстий, притирка и прочие доводочные операции.
В общем машиностроении 1-й класс точности применяется редко. Он находит применение при изготовлении шарикоподшипников и редко при их посадке на вал или в корпус, в некоторых специальных деталях пневматических машин, в соединениях точных измерительных приборов и механизмов.
2- й класс точности. 2-й класс точности применяется для изготовления важных и ответственных сопряжений, требующих однородности и взаимозаменяемости.
Основной вид изготовления: а) для валов—шлифование или тщательная обточка, б) для отверстий—шлифование или тщательная расточка, чистое развёртывание.
2-й класс точности одновременно с 3-м, 4-м, 5-м классами в основном применяется: в станкостроении, авто-и тракторостроении,электромо- торостроении, общем машиностроении, производстве пневматических машин и др. В общем машиностроении посадки 2-го класса являются наиболее распространёнными.
2-й класс точности охватывает все указанные ранее виды посадок как для неподвижных, так и подвижных соединений. Рассмотрим эти посадки.
Горячая посадка (Гр) применяется при необходимости получения прочного неподвижного соединения деталей, подверженных действию ударных или переменных нагрузок, или испытывающих в эксплоатации термические деформации, например: посадка бандажей на железнодорожные колёса, маховых колёс на шейки валов, венца червячного колеса на обод и т. п. При горячих посадках натяг сопрягаемых деталей уничтожается при сборке путём нагрева детали, имеющей отверстие, или путём охлаждения вала. Горячая посадка обеспечивает неподвижность и прочность деталей в соединении исключительно за счёт натяга.
Прессовая посадка (Пр) применяется в случаях необходимости менее прочного и, следовательно, менее надёжного неподвижного соединения, с меньшим натягом, чем при горячей посадке. Прессовая посадка может быть получена под прессом без нагрева. Эта посадка применяется при соединении, например, венца зубчатого колеса со ступицей, при посадке глухих втулок в корпуса подшипников, при посадке втулок в головки шатунов и т. д. В этих соединениях прочность прессового соединения достигается также за счёт натяга.
Легкопрессовая посадка (Пл) обеспечивает неподвижность соединения, но без особой гарантии, и применяется чаще всего там, где прессовую посадку из-за слабости деталей применить нельзя, например при соединении тонкостенных втулок подшипников, у которых не может быть обеспечен значительный натяг. Запрессовка таких деталей происходит при небольших усилиях с помощью лёгкого пресса.
Глухая посадка (Г), в отличие от предыдущих—Гр, Пр, Пл, может иметь теоретически до 9% соединений с зазорами; она применяется с обязательным подбором деталей, обеспечивающим средний натяг соединения. При применении глухих посадок необходимо вводить дополнительное крепление соединённых деталей.
Применяется эта посадка там, где требуется иметь возможность разборки соединения, например: для посадки ведущих шкивов, зубчатых колёс, соединительных муфт валов, вкладышей в подшипники и т. д. и где в то же время между соединёнными деталями должен существовать известный натяг.
Тугая посадка (T) теоретически может иметь до 32% соединений с зазорами. При этой посадке обязательно предохранение деталей от смещения. Применяется она в соединениях таких деталей, которые требуют периодической замены, например: при соединении зубчатых колёс с валиками в коробках скоростей станков, шкивов, распределительных кулачков, при посадке шарикоподшипников и т. п.
Напряжённая посадка (H) теоретически может иметь до 60% соединений с зазором и требует для неподвижности установки применения шпонок, винтов и т. п. Применяется она при посадке маховиков и шкивов на валах, при посадке шарикоподшипников, сальников втулок и т. д.
Плотная посадка (П) теоретически может дать до 92% соединений с зазором. Соединение производится от руки или деревянным молотком. Применяется в соединениях неподвижных осей в опорах, в соединениях сменных шестерён в станках, в соединениях маховичков с валиками и т. д. Применение предохранительных деталей от смещения обязательно.
Скользящая посадка (С) применяется как основная при соединении деталей без натягов и допускает при смазке продольное перемещение деталей от руки, например: переключающиеся зубчатые колёса на валиках коробки скоростей в станках, в редукторах, фрезы на оправках пиноли в колонках радиально-сверлильных станков, центрирующие фланцы и выступы в переходных элементах и др.
Посадка движения (Д) имеет незначительный гарантированный зазор в соединении. Применяется для соединения медленно вращающихся или перемещающихся одна относительно другой деталей с минимальным зазором, например: для соединения пальца с шатуном, в передвижных и вращающихся шестернях станков, в шпинделях и делительных головках и т. д.
Ходовая посадка (X) имеет значительный гарантированный зазор. Применяется ходовая посадка для соединения деталей, вращающихся с умеренным числом оборотов, и там, где требуется наличие гарантированного зазора для слоя масла, например: в соединении подшипников со шпинделями токарных, фрезерных, сверлильных станков, в подшипниках валов, распределительных валиков и т. п.
Легкоходовая посадка (Л) имеет удвоенный наименьший зазор, по сравнению с зазором при ходовой посадке, и увеличенный допуск основной детали. Применяется для соединений, где вал вращается с большой скоростью, или для валов, работающих в длинных подшипниках, например: для подшипников валов турбогенераторов, в коренных подшипниках и подшипниках распределительных валиков двигателей внутреннего сгорания, в коренных подшипниках компрессоров, подшипниках ходовых валиков супортов станков, подшипниках многоопорных валов и др.
Широкоходовая посадка (Ш)—это посадка наибольших зазоров. Применяется в соединениях подшипников с валами у точных многооборотных трансмиссий, в соединениях многооборотных холостых шкивов и т. д.
3-й класс точности. Основной метод изготовления деталей: расточка, обточка и развёртывание. 3-й класс точности довольно часто применяется в комбинации со 2-м и 4-м классами.
Основное отличие этого класса заключается в значительно больших допусках отверстия и вала, по сравнению со вторым классом.
Наибольшее распространение посадки 3-го класса имеют в тяжёлом машиностроении:—при изготовлении паровых машин, в дизеле- и паровозостроении, в орудийном деле, текстильном и сельскохозяйственном машиностроении. 3-й класс имеет кроме скользящей С3 и подвижных Х3) Ш3 три прессовые посадки ПР13, ПР23, ПР33. Прессовые посадки 3-го класса применяются там, где большие натяги не вызывают опасности для прочности деталей, а выполнение соединения по посадкам 2-го класса не вызывается необходимостью или такая точность трудно достижима.
Сборку соединений по посадкам ПР13, ПР23 ПР33 предпочтительно производить методом подбора деталей.
4- й класс точности. Основной метод изготовления деталей — механическая обработка резцом, волочение или прокатка.
Основное распространение 4-й класс имеет в сельскохозяйственном машиностроении, паровозо-и вагоностроении.
Прессовая посадка (ПP4) 4-го класса разработана специально для паровозо- и вагоностроения, причём по допускам 4-го класса выполняется отверстие, а вал изготовляется по 3-му классу.
Посадки С4, Х4, Л4, Ш4 применяются для грубых подвижных соединений с большим зазором.
5- й класс точности. Применяется в тех же областях промышленности, что и 4-й класс, и имеет две посадки: С5 и Х5.7-й, 8-й и 9-й классы точности. Эти классы точности применяются для несопрягаемых размеров, и допуски их могут быть различно расположены по отношению к номинальному размеру.
Обычно для несопрягаемых размеров деталей, получающихся механической обработкой, применяются допуски по 7-му классу, а для необработанных плоскостей (литьё, поковка) применяются допуски по 9-му классу точности.
Порядок применения этих классов точности в каждой отрасли промышленности обусловливается ведомственными (отраслевыми) нормалями.
2a и За классы точности. 2a и За классы точности являются промежуточными—соответственно между 2-м и 3-м и между 3-м и 4-м классами.
Увязка размеров и допусков. Производственные погрешности вызываются следующими отступлениями от номинальных данных, указываемых в чертежах:
1) отклонениями в диаметральных, линейных и угловых размерах деталей;
2) неправильностями геометрической формы деталей (конусность, овальность, изгиб и т. д.);
3) непараллельностью, неперпендикулярностью, невыдерживанием заданных углов между линиями и плоскостями в деталях и собранных узлах;
4) эксцентриситетом и несоосностью цилиндрических поверхностей, зубчатых колёс и т. д.;
5) непрохождением осей через заданные точки;
6) невыдерживанием заданных значений зазоров при сборке и т. д.
К многочисленным и разнообразным причинам, вызывающим появление производственных погрешностей, относятся: погрешности оборудования; погрешности инструмента; колебания режима работы; погрешности рабочих приспособлений; неоднородность материала изделия; ошибки рабочего; нагрев деталей при обработке и т. д.
Поэтому всякая рационализация в назначении допусков в размерных и кинематических цепях положительно сказывается на трудоёмкости и стоимости изготовления деталей, а также стоимости сборочного процесса, так как это даёт возможность устранить доделку деталей при сборке, пригонку их по месту и тому подобные дорогостоящие операции.
Конструктор и технолог должны учитывать вопросы экономики в стадии проектирования и изготовления машины.
Одним из основных требований качественного проектирования является соблюдение технологичности конструкции.
Технологичность конструкции в широком смысле этого слова охватывает не только технологическую, но и экономическую стороны производства и показывает: в какой мере конструктор сумел экономно спроектировать машину, избежал введения в конструкцию излишних, трудновыполнимых и дорогостоящих деталей или операций, экономно использовал материал и освоенные в производстве детали, а также насколько целесообразно назначил допуски и посадки и т. д.
При проектировании машины все эти вопросы должны находиться в поле зрения конструктора и должны решаться им продуманно и технически грамотно, со знанием не только всех условий, влияющих на технологичность конструкции,но и конкретных технологических возможностей её изготовления.
В комплексе элементов, влияющих на технологический процесс изготовления деталей, большое место занимают допуски и посадки.
Размерами и допусками в большой степени определяются взаимозаменяемость и технологичность деталей, а во многих случаях и их конструктивные формы. Ввиду такой тесной связи между конструктивными формами деталей и их размерами и допусками на конструктора возлагается особая ответственность за правильный выбор и назначение допусков. Излишнее ужесточение допусков (в целях перестраховки) приводит к удорожанию производства, требует повышенной квалификации рабочих, более точного оборудования или инструмента, удлиняет производственный цикл, чем, в конечном счёте, приводит к снижению производственной мощности предприятия и удорожанию продукции.
Следовательно, составленный конструктором чертёж должен заключать в себе экономически целесообразные, исчерпывающие в отношении характеристики детали сведения, необходимые для последующего составления технологического процесса её изготовления.
Целесообразный выбор размеров и допусков, обеспечивающих технологичность деталей и требования взаимозаменяемости, сводится к соблюдению двух следующих основных условий:
1) разработки размеров и допусков, проставляемых на рабочих чертежах деталей, обеспечивающих правильное взаимодействие деталей, и
2) разработки размеров и допусков, связанных с технологическим процессом изготовления деталей.
В первом случае размеры и допуски должны рассматриваться как конструктивные, а во втором—как производственные.
Конструктивными называются те допуски, которые обусловливают качество работы механизма и взаимозаменяемость деталей или узлов. К этим допускам относятся допуски на размеры, входящие в сборочные размерные цепи, и допуски так называемых свободных размеров.
Производственными называются допуски, устанавливаемые по соображениям рациональности производства с целью получения размеров детали, отвечающей заданным конструктивным допускам. Эта связь размеров выражается так называемыми размерными цепями.
Размерной цепью называется замкнутый контур, образованный взаимно связанными размерами.
Сборочной размерной цепью называется размерная цепь, выражающая взаимную связь деталей или узлов механизма.
Подетальной размерной цепью называется размерная цепь, выражающая взаимную связь окончательных чистовых размеров одной и той же детали.
По взаимному расположению звеньев различают размерные цепи линейные, плоскостные и пространственные.
Рассмотрим на примере расчёт допусков линейной размерной сборочной цепи, представленной на фиг. 440.
Сборочные размерные цепи выявляются на сборочных чертежах, а затем проверяются на замкнутость контура.
Для этой цели составляют схему размерной цепи, обходя цепь по часовой или против часовой стрелки так, чтобы конец каждого предыдущего звена и начало последующего встречались в одной точке. Когда схема готова, составляют уравнение цепи, для чего обходят систему по контуру, выписывая со знаком плюс или минус звенья цепи, имеющие одно и то же направление. Таким образом, показанную на фиг. 440 сборочную размерную цепь можно представить уравнением
А + В — С2 — L — S — С1 = 0.
Звеньями этой цепи являются размеры деталей, входящие в эту цепь. Следовательно, данная сборочная цепь состоит из одной линейной цепи, связывающей различные детали.

Для получения этой связи достаточно ввести в сборочную цепь от каждой детали этой цепи только один размер; поэтому было бы неправильно в размерную цепь (фиг. 441) вместо размера А дать размеры p и и, так как ни тот, ни другой не могут повлиять на характер сопряжения деталей, а следовательно, на величину зазора S.
Размеры А, p и и представляют собою подетальную размерную цепь, уравнение которой будет
A—р+u=0.
Каждая сборочная размерная цепь, кроме размеров деталей, включает и звено (в нашем примере зазор S), определяющее характер сопряжения деталей. Такое звено называется замыкающим.
Подетальной размерной цепью называют такую цепь, которая определяет характер взаимной связи окончательных размеров одной и той же детали.
На фиг. 442 дан пример такой цепи, уравнение которой будет L — А — В — С — К = 0.
Построения схем для этих цепей обычно не делают, а если в этом является необходимость, то они составляются аналогично схемам для сборочных размерных цепей. При увязке размеров в подетальных размерных цепях пользуются заданными размерами, тогда уравнение записывается в числовых величинах, так, как это приведено на фиг. 443.
![]()
Звеньями подетальной размерной цепи являются размеры элементов детали.
При расчётах размерных цепей в сборочных единицах, особенно с большим количеством составляющих размеров, прибегают к введению

регулировочных устройств, называемых обычно компенсаторами, т. е. к подбору деталей при сборке, совместной обработке, пригонке, установке при сборке, применению передвижных или переставных деталей, упругих компенсаторов, сменных деталей и т. д.
Компенсаторы назначаются для компенсации возможных ошибок и отклонений.

Однако, несмотря на простоту составления подетальных размерных цепей, изготовление деталей с большим количеством линейных размеров в подетальной цепи становится чрезвычайно сложным и даже в некоторых случаях может оказаться нерациональным из-за трудности выдержать точно размеры звеньев такой цепи. Этим весьма ограничивается область применения подетальной цепи. Пользование такими цепями возможно лишь для деталей, не требующих точного изготовления.
Если, например, необходимо точно изготовить звенья детали, приведённой на фиг. 442, то подетальную размерную цепь заменяют операционной. Операционная размерная цепь может быть взята от одной или двух технологических баз (фиг. 444 а, б). Технологической базой называют ту исходную поверхность детали, по отношению к которой ориентированы все размеры детали. Размеры в этом случае называют технологическими, если они нанесены по тем же общим правилам, что и размеры конструктивные. Поэтому при нанесении конструктивных размеров на рабочих чертежах деталей необходимо всегда считаться с удобством обработки деталей в производстве.
На фиг. 444,a за технологическую базу принят правый торец валика, а на фиг. 444, б — оба торца. В обоих примерах оставлены свободные размеры: в первом — размер A, во втором—B.
Свободными называются размеры, не входящие в размерные цепи и не влияющие непосредственно на характер соединения, т. е. размеры, за счёт которых производится увязка допусков на размеры цепи.
Допуски на свободные размеры, как правило, не проставляются. Если допуск на свободный размер должен быть выдержан в пределах, не предусмотренных заводской нормалью, то величину допуска проставляют на чертеже.
Во всех случаях, когда свободные размеры частично или полностью проверяются калибрами, допуск по заводским нормалям обычно назначают по одному из грубых классов точности (7,8 и 9-му классам точности по ОСТ 1010). При этом для размеров, проверяемых пробками, предусматривается отклонение в плюс (+) и для размеров, проверяемых скобами, — в минус (—).

В операционных размерных цепях выражается связь между операционными размерами или операционными и окончательными размерами. От выбора технологической базы зависят величина припуска на обработку и, в свою очередь, операционные размеры.
Припуском называют слой металла, удаляемый при обработке детали, а размер, по которому совершается обработка поверхности в несколько операций с оставлением для каждой операции припуска, называется операционным размером.
Простейшая операционная размерная цепь состоит из двух последовательных операций при одной и той же технологической базе, причём припуск, оставленный от предыдущей операции, снимается на последующей операции.
На фиг. 445, а и б показаны для одной и той же детали операционные размерные цепи, образованные размерами длины L и l, L и e и припуском m. Ниже даны схемы размерных цепей, уравнение для которых

имеет вид: L-l-m = 0; L-e-m= 0. Чтобы составить операционную размерную цепь для большего числа звеньев, имеющих не одну, а несколько технологических баз, —составляют схему технологического процесса детали. Для этого делается эскиз детали и наносятся между поверхностями размерные линии. На конце размерной линии у обрабатываемой поверхности ставится стрелка, а у поверхности, принятой за технологическую базу, точка.
Составленная схема даёт возможность установить порядок обработки детали, принятые технологические базы, а также выявить размеры, оказывающие влияние на величину припуска, предусматриваемого для той или иной поверхности. На фиг. 445 дан чертёж такой детали, а на фиг. 446— технологическая схема и схема операционной цепи для этой же детали (фиг. 445).
Все размеры детали, подлежащие контролю, должны быть снабжены допусками, выбор которых определяется требуемой “точностью обработки детали и соответствующей посадкой. Ниже приводятся общие указания по обозначению допусков по ГОСТ 3457-46.
Содержание страницы
- 1. Нормирование требований к точности угловых размеров и конических поверхностей
- 1.1. Угловые размеры
- 1.2. Допуски и углы конусов
- 1.3. Степени точности
- 1.4. Посадки конических соединений
- 1.5. Нормирование допусков
- 1.6. Обозначения гладких конических соединений на чертежах
- 2. Нормирование точности шпоночных соединений
- 3. Нормирование точности шлицевых соединений
- 3.1. Основные размеры
- 3.2. Допуски и посадки
- 3.3. Условные обозначения шлицевых соединений
- 4. Нормирование точности резьбовых соединений
- 4.1. Общие сведения, основные элементы и параметры резьбы
- 4.2. Допуски резьбы
- 4.3. Резьбовые посадки с зазором
- 4.4. Выбор полей допусков посадок с зазором
- 4.5. Резьбы с натягами и переходными посадками
- 4.6. Обозначение резьбовых сопряжений на чертежах
- 5. Нормирование точности размеров и посадки подшипников качения
- 5.1. Точность подшипников качения
- 5.2. Назначение посадок в сопряжениях с подшипниками качения
- 5.3. Условное обозначение посадок на чертежах
- 6. Нормирование точности зубчатых колес и передач
- 6.1. Общие сведения, термины, определения и обозначения
- 6.2. Показатели кинематической точности колес и передач
- 6.3. Показатели плавности работы колес и передач
- 6.4. Показатели контакта зубьев
- 6.5. Степени точности
- 6.6. Виды сопряжений зубьев в передаче
- 6.7. Обозначение параметров зубчатых колес на чертежах
Точность – это степень приближения действительных параметров к заданным (номинальным) значениям. Отступление действительных параметров от заданных называется погрешностью, которая неизбежна и в определенных пределах допустима. Установление допустимой погрешности называется нормированием точности.
В машиностроении основными причинами возникновения погрешностей являются:
- погрешности станка;
- износ инструмента;
- упругие де-формации в системе станок-приспособление-инструмент-деталь (система СПИД);
- температурные деформации системы СПИД;
- погрешности измерений, включая и погрешности средств измерений;
- погрешности исходной заготовки;
- низкая квалификация и возможные ошибки рабочего.
Перечень причин возникновения погрешностей показывает, что изготовление совершенно одинаковых деталей невозможно. Поэтому принцип нормирования точности заключается в оптимальном назначении погрешностей, удовлетворяющих эксплуатационным требованиям и условиям обработки. Нормирование точности связано с необходимостью обеспечения взаимозаменяемости изделий.
Взаимозаменяемость – это принцип назначения при конструировании требований к размерам элементов деталей, узлов, механизмов, обеспечивающий возможность их изготовления и сборки без дополнительной обработки при соблюдении технических требований к изделию.
Различают следующие виды взаимозаменяемости.
Полная взаимозаменяемость – это взаимозаменяемость всех без исключения деталей и узлов, которые устанавливают при сборке или ремонте без дополнительной обработки, регулировки, сортировки и т.д.
Неполная (ограниченная) взаимозаменяемость – это взаимозаменяемость, при которой для получения требуемой точности сборки применяют групповой подбор деталей (селективную сборку), компенсаторы, регулировку, пригонку и другие дополнительные технологические мероприятия при обязательном выполнении требований к качеству сборочных единиц и изделий.
Внешняя взаимозаменяемость – это взаимозаменяемость по входным и выходным параметрам, присоединительным размерам, конструктивному исполнению.
Внутренняя взаимозаменяемость – это взаимозаменяемость деталей, входящих в узел, или узлов, составляющих изделие.
Функциональная взаимозаменяемость – это взаимозаменяемость изделий по оптимальным эксплуатационным параметрам.
1. Нормирование требований к точности угловых размеров и конических поверхностей
1.1. Угловые размеры
Все нормальные углы (соответствующие рядам стандартных значений, приведенным в ГОСТ 8908-81) разделены на три группы:
- нормальные углы общего назначения (наиболее распространенные);
- нормальные углы специального назначения (ограниченное применение в стандартизированных специальных деталях);
- специальные углы (углы, которые определяются специфическими требованиями и размеры которых нельзя округлить до нормальных углов).
Нормальные углы общего назначения разделены на три ряда:
- 1) 0°, 5°, 15°, 45°, 60°, 90°, 120°;
- 2) 0, 0° 30’, 1°, 2°, 3°, 10°, 15°, 20°, 45°, 60°, 75°, 90°, 120°;
- 3) 0, 0° 15’, 0° 30’, 0° 45’, 1°30’, 2°, 2° 30’, 3°, 4°,9°, 10°, 12°, 15°, 18°, 20°, 22°, 25°, 45°, 55°, 60°, 65°,70°, 75°, 80°, 85°, 90°, 100°, 110°, 120°, 135°, 150°, 180°, 270°, 360°.
Для призматических деталей допускается применение нормальных уклонов (табл. 1).
Таблица 1 – Соотношение между нормальными уклонами и углами (ГОСТ 8908-81)
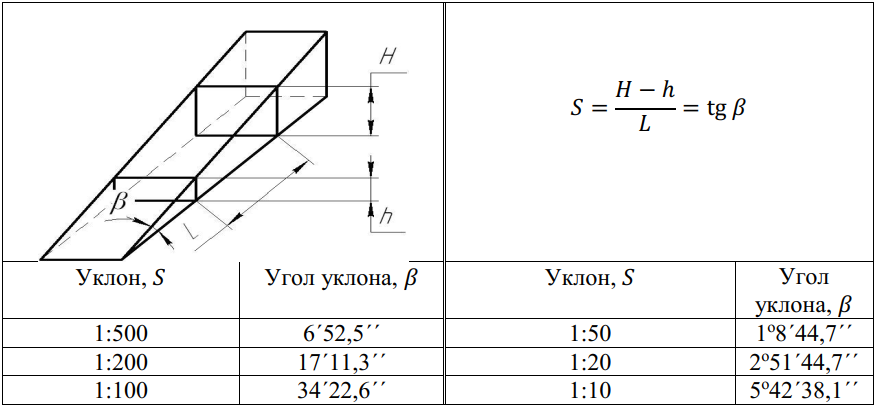
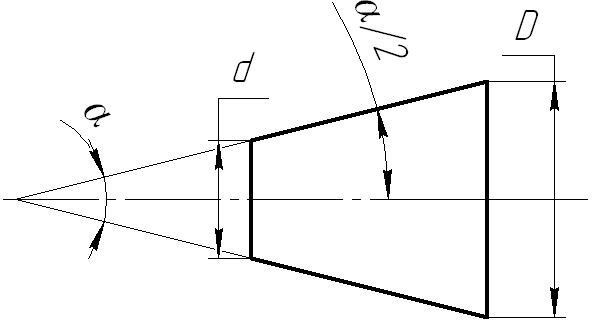
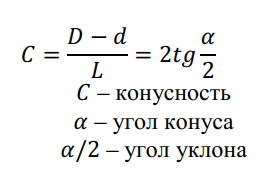
Углы конусов могут быть выражены не только через угловые параметры, но и через нормальную конусность (табл. 2).
Таблица 2 – Соотношения между нормальной конусностью, углами конуса и углами уклона (ГОСТ 8593-81)
  |
||||
| Конусность | Угол конуса α | Угол уклона α/2 | ||
| в градусах | в радианах | в градусах | в радианах | |
| 1:500 | 6´52,5´´ | 0,002 | 3´26,25´´ | 0,001 |
| Направляющие прецизионных приборов, станков | ||||
| 1:200 | 17´11,3´´ | 0,005 | 8´35,6´´ | 0,0025 |
| Крепежные детали для неразборных соединений, подвергающихся ударной переменной нагрузке. Конические призонные болты. Конические оправки. Неподвижные соединения для передачи крутящих моментов в машинах. | ||||
| 1:100 | 34´22.6´´ | 0,01 | 17´11,3´´ | 0,005 |
| Крепежные детали для неразборных соединений, подвергающиеся спокойной переменной нагрузке. Клиновые шпонки. Конические оправки. | ||||
| 1:50 | 1°8´45,2´´ | 0,019999 | 34´22,6´´ | 0,09999 |
| Неподвижные соединения в гидропередачах тепловозов и подъемно-транспортных устройств. Конические штифты, установочные шпильки, хвостовики калибров пробок, концы насадных рукояток. Сальниковые уплотнения втулок и конических осей счетчиков для жидкостей, конические зубчатые колеса, шпонки клиновые и тангенциальные. | ||||
| 1:30 | 1°54´34,9´´ | 0,03333 | 57´17,5´´ | 0,016665 |
| Конические шейки шпинделей станков. Конусы насадных разверток и зенкеров и оправки для пик. | ||||
| 1:20 | 2°51´51,1´´ | 0,049998 | 1°25´25,5´´ | 0,024995 |
| Болты конусные, задвижки клинкетные, балеры руля. Метрические конусы инструментов. Отверстия в шпинделях станков. Хвостовики инструментов. Оправки развертки под метрические конусы. Хвостовики трибок под посадку стрелок. | ||||
| 1:15 | 3°49´5,9´´ | 0,066642 | 1°54´32,9´´ | 0,033321 |
| Плотные силовые соединения сплошных и полых гребных валов для насадки гребного винта, валов с фланцевыми муфтами. Конические соединения деталей при усилиях вдоль оси. Соединения поршней со штоками. Соединения частей коленчатых валов. Баллеры руля. Посадочные места под зубчатые колеса шпинделей. Концевые скобы якорных цепей. Соединительные болты. | ||||
| 1:12 | 4°46´18,8´´ | 0,083285 | 2°23´9,4´´ | 0,041643 |
| Закрепительные втулки шарико- и ролико-подшипников, шейки шпинделей под регулируемый подшипник. | ||||
| 1:10 | 5°43´29,3´´ | 0,099916 | 2°51´44,6´´ | 0,049958 |
| Соединительные муфты валов соединения сплошных валов судовых валопроводов с фланцевыми муфтами. Конические соединения деталей при радиальных и осевых усилиях. Концы валов электрических и других машин. Регулируемые втулки подшипников шпинделей. Валы зубчатых передач. Насосы поршневые. Соединительные болты и пальцы. Конусы инструментов, упорные центры для тяжелых станков. Уплотнительные кольца. | ||||
| 1:8 | 7°9´9,6´´ | 0,124838 | 3°34´34,8´´ | 0,062419 |
| Конусы валиков сопряженных с кулачками. Пробки валов арматуры. Муфты на валах по американскому стандарту для автопромышленности. | ||||
| 1:7 | 8°10´16,4´´ | 0,142615 | 4°5´8,2´´ | 0,071307 |
| Краны пробковые проходные сальниковые, муфтовые и фланцевые чугунные. Концы шлифовальных шпинделей с наружными конусами. | ||||
| 1:5 | 11°25´16,3´´ | 0,199337 | 5°42´38,1´´ | 0,099669 |
| Легко разъединяющиеся при радиальных усилиях соединения деталей. Конические хвосты цапф. Конические фрикционные муфты. Соединительные муфты генераторов. Арматура. Крепление штока. Концы валов для крепления аппаратуры в автостроении. Замковые резьбы бурильных труб. | ||||
| 1:3 | 18°55´28,7´´ | 0,330297 | 9°27´44,3´´ | 0,165149 |
| Конусы муфт предельного момента. Концы шлифовальных шпинделей с наружным конусом и отверстия насадных торцевых фрез. Шток в поршне. | ||||
| 1:1.866 | 30° | 0,523599 | 15° | 0,261799 |
| Фрикционные муфты приводов, зажимные цанги головки шинных болтов, шток в поршне. | ||||
| 1:1,207 | 45° | 0,785398 | 22° 30´ | 0,392699 |
| Потайные и полупотайные головки заклепок диаметром от 27 до 36 мм. Уплотняющие конусы для ниппельных винтовых соединений труб. | ||||
| 1:0,866 | 60° | 1,047198 | 30° | 0,523599 |
| Потайные и полупотайные головки заклепок диаметром от 16 до 24 мм. Центры станков и центровые отверстия. Клапаны пробные спускные и перепускные. | ||||
| 1:0,652 | 75° | 1,308997 | 37°30´ | 0,654498 |
| Потайные головки болтов. Потайные и полупотайные головки заклепок диаметром от 10 до 14 мм. Наружные центры инструментов (метчиков, разверток). | ||||
| 1:0,500 | 90° | 1,570796 | 45° | 0,785398 |
| Потайные и полупотайные головки заклепок диаметром до 8 мм. Потайные головки винтов для металла, пластмасс и дерева. Фаски нарезанных частей стержней. Фаски обрабатываемых валов, осей, пальцев и других подобных деталей. Конусы вентилей и клапанов. Центровые отверстия тяжелых валов. Фаски ступиц. | ||||
| 1:0,289 | 120° | 2,094395 | 60° | 1,047198 |
| Внутренние фаски нарезанных отверстий. Конусы под набивку сальников. Дроссельные клапаны. Наружные фаски гаек и головок винтов. Полупотайные головки заклепок диаметром до 5 мм. |
1.2. Допуски и углы конусов
Допуск угла AT – разность между наибольшим и наименьшим предельными углами.
Приняты следующие обозначения допусков:
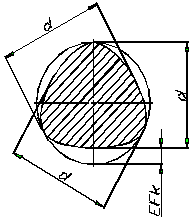
- ATα – допуск угла выраженный в угловых единицах (рис. 1 а);
- ATα′– округленное значение допуска в градусах, минутах, секундах;
- ATD –допуск угла конуса, выраженный допуском на разности диаметров в двух нормальных к оси сечениях конуса на заданном расстоянии L между ними (определяется по перпендикуляру к оси конуса, (рис. 1 а).
ATh – допуск угла, выраженный отрезком на перпендикуляре (в микрометрах) к номинальному положению короткой стороны угла, на расстоянии L1 от вершины этого угла (рис. 1 б).
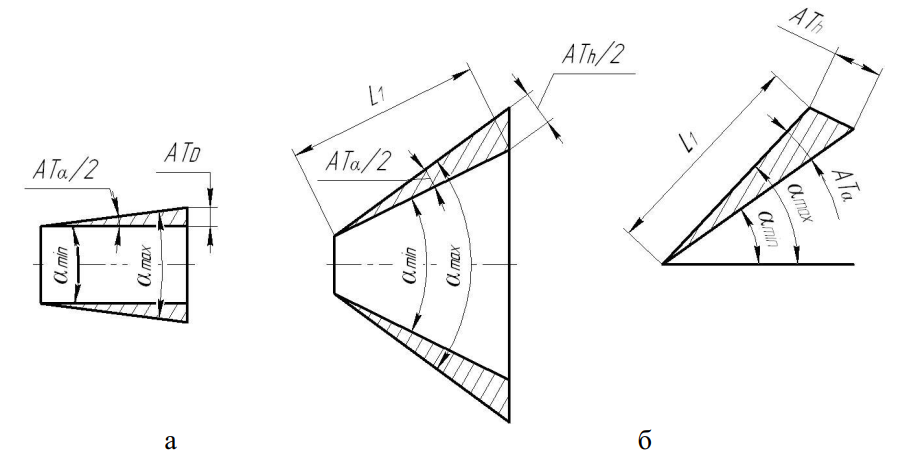
Рисунок 1 – Графическое изображение угловых параметров конических деталей: а – конусность ≤ 1:3; б – конусность >1:3.
Допуски угловых и линейных единиц связаны зависимостью:
![]()
где ATh выражен в микрометрах, ATα — в микрорадианах, L1 – длина стороны угла или длина образующей конуса, мм.
Для конусов, имеющих малые углы (при конусности C < 1: 3 или угле конуса α ≤ 19°), ATD ≈ ATh. При больших значениях С и α
Применяют три типа расположения интервалов допусков относительно номинального угла: плюсовое (+AT), минусовое (−AT) и симметричное (±AT/2). В обоснованных случаях можно применять иное расположение допуска угла. При любом расположении интервала допуска отклонения угловых размеров отсчитываются от номинального размера угла. Типы расположения интервалов допусков показаны на рис. 2.
1.3. Степени точности
Критериями относительной точности углов являются степени точности. Для допусков углов установлено 17 степеней точности (1…17). Допуск угла при переходе от одной степени точности к другой изменяется по геометрической прогрессии со знаменателем 1,6.
При обозначении допуска угла заданной точности к обозначению добавляется степень точности, например, AT8.
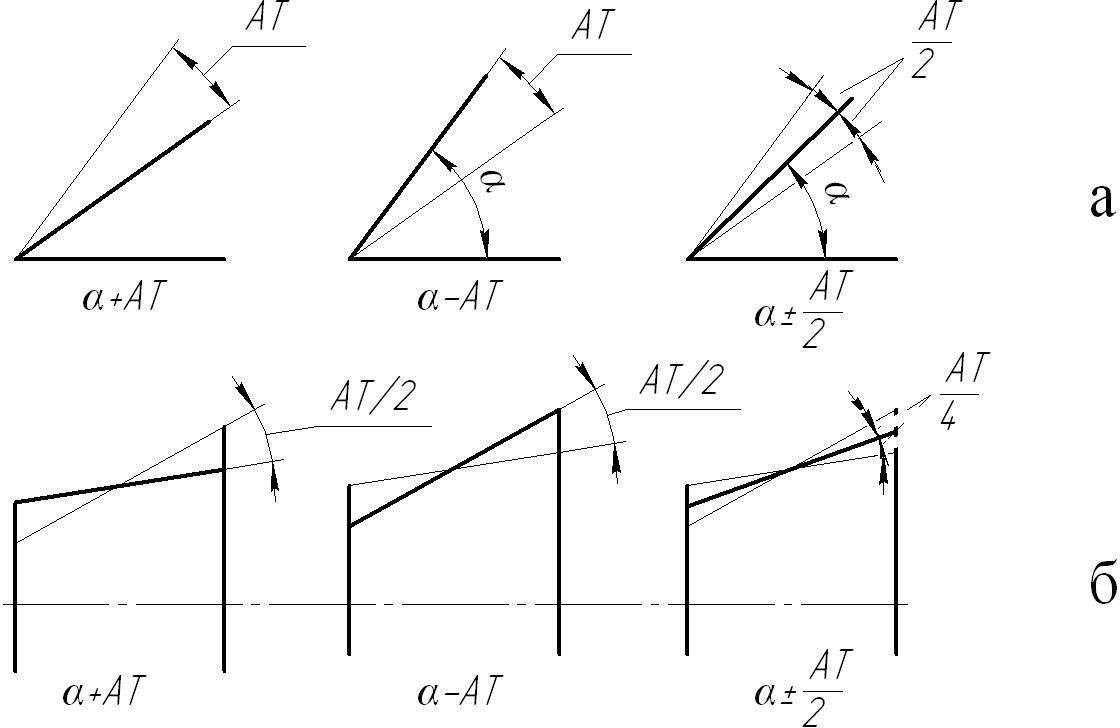
Рисунок 2 – Типы расположения интервалов допусков углов: а – призматического элемента; б – конуса.
Область применения каждой из 17 степеней определяется функциональными требованиями к точности угловых размеров. Так, степени точности применяются:
- выше 5-й – при изготовлении угловых мер;
- 5-я и 6-я – для конусов особо высокой точности, конических элементов герметичных соединений, сменных измерительных наконечников, точных опор скольжения;
- 7-я, 8-я – для деталей высокой точности, требующих хорошего центрирования, конических центрирующих поверхностей валов и осей, а также сопрягаемых с ними ступиц зубчатых колес и конусных муфт при высокой точности соединений;
- 9…12-я – в деталях нормальной точности – направляющих планках, фиксаторах, конических элементах валов, втулок и др.;
- 13…15-я – для деталей пониженной точности, в стопорных устройствах и т.п.;
- 16…17-я – для несопрягаемых угловых размеров.
1.4. Посадки конических соединений
Наличие зазора или натяга в коническом соединении определяется не только размерами наружного и внутреннего конусов, но и их относительным осевым положением. В зависимости от способа фиксации взаимного положения наружного и внутреннего конусов возможно образование следующих посадок:
- с фиксацией путем совмещения конструктивных элементов конусов (базовых плоскостей). При этом способе фиксации возможно получение посадок с зазором, переходных и с натягом (рис. 3);
- с фиксацией по заданному осевому расстоянию Zpf между базовыми плоскостями сопрягаемых конусов. При этом способе возможно образование трех видов посадок (рис. 4);
- с фиксацией по заданному осевому смещению сопрягаемых конусов Ea от их начального положения (рис. 5 а, б). При этом способе фиксации возможно образование посадок с зазором и натягом;
- с фиксацией по заданной силе запрессовки Fs, прилагаемой в начальном положении сопрягаемых конусов (рис. 5 в). При этом способе фиксации возможно получение посадок только с натягом.
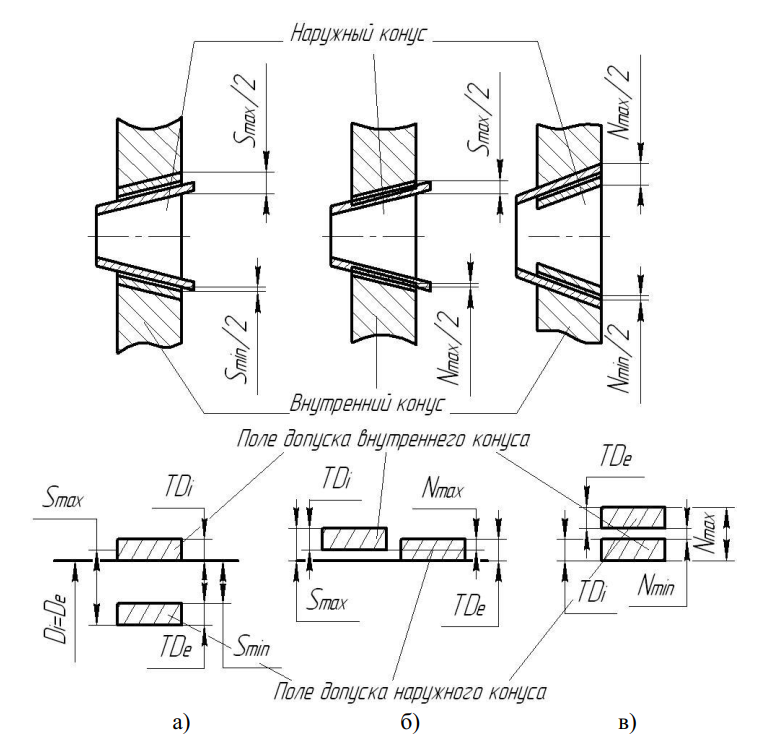
Рисунок 3 – Схемы образования посадок путем совмещения поверхностей наружного и внутреннего конусов: а – посадка с зазором; б – посадка переходная; в – посадка с натягом.
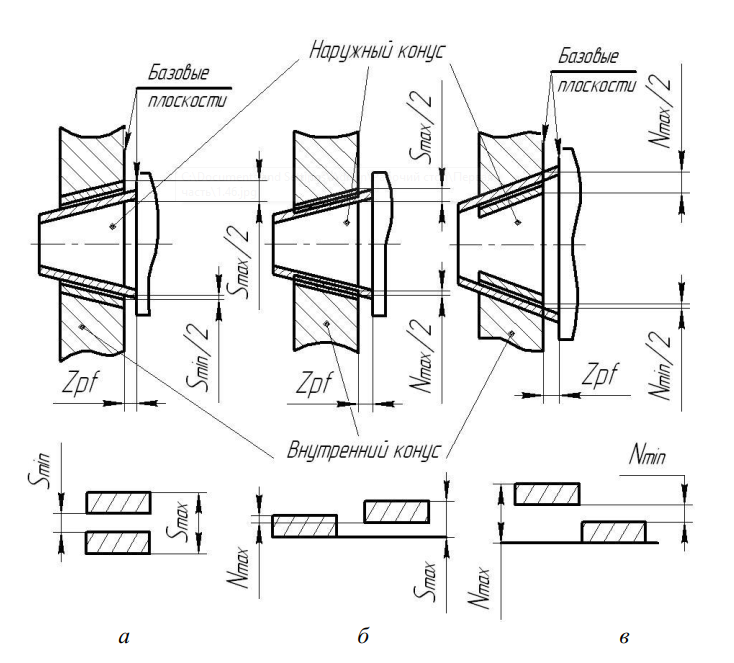
Рисунок 4 – Схемы образования посадок путем фиксации конусов по заданному осевому смещению: а – посадка с зазором; б – переходная посадка; в – посадка с натягом
1.5. Нормирование допусков
Установлены два способа нормирования допусков конусов.
- Совместное нормирование всех видов допуском TD диаметра конуса в любом сечении.
- Раздельное нормирование каждого вида допуска: допуска диаметра конуса в заданном сечении TDS, допуска угла конуса AT, допуска круглости TA и допуска прямолинейности образующих T.
В посадках с фиксацией по конструктивным элементам и по заданному осевому расположению между базовыми плоскостями сопрягаемых конусов допуски конусов предпочтительно нормировать первым способом. В посадках с фиксацией по заданному осевому смещению сопрягаемых конусов от начального положения или по заданному усилию запрессовки допуски конусов предпочтительно нормировать вторым способом.
Классы допусков диаметров наружных и внутренних конусов приведены в табл. 3 (дана в сокращении).
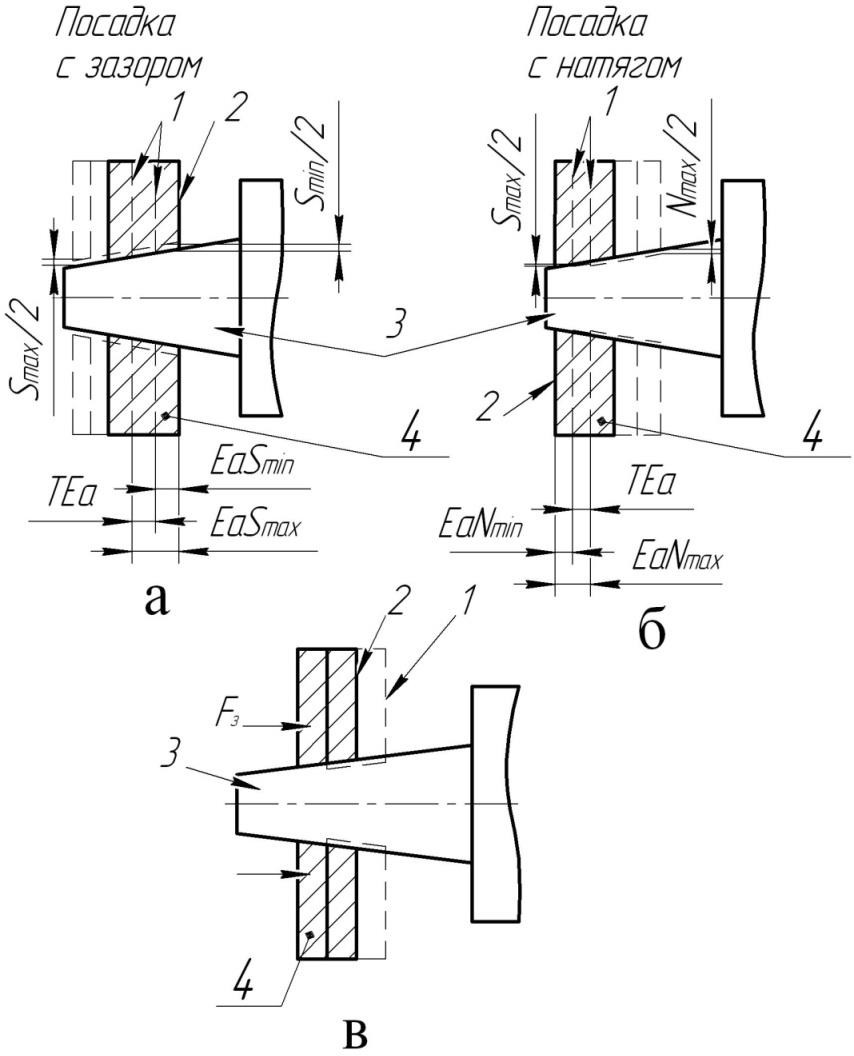
Рисунок 5 – Схемы образования посадок: а, б – по заданному осевому смещению; в – по заданной силе запрессовки; EaSmn, EaSmax, EaNmn, EaNmax – наибольшие и наименьшие смещения внутреннего конуса, соответствующие образованию зазора или натяга; 1 – конечное положение; 2 – начальное положение; 3 – наружный конус; 4 – внутренний конус.
Таблица 3 – Классы допусков диаметров наружных и внутренних конусов (ГОСТ 25307-82)
| Квалитет допуска TD или TDS | Наружные конусы | Внутренние конусы | |||||||||||||||
| Основные отклонения | |||||||||||||||||
| e | f | g | h | js | k | m | n | p | r | s | t | u | x | z | H | JS | |
| Класс допуска | |||||||||||||||||
| 4 | g4 | h4 | js4 | k4 | m4 | n4 | H4 | JS4 | |||||||||
| 5 | g5 | h5 | js5 | k5 | m5 | n5 | p5 | r5 | s5 | H5 | JS5 | ||||||
| 6 | f6 | g6 | h6 | js6 | k6 | m6 | n6 | p6 | r6 | s6 | t6 | H6 | JS6 | ||||
| 7 | e7 | f7 | h7 | js7 | k7 | m7 | n7 | s7 | u7 | H7 | JS7 |
Выбор классов допусков из табл. 3 проводят с учётом способа фиксации взаимного осевого положения конусов. В посадках с фиксацией по конструктивным элементам или по заданному осевому расстоянию между базовыми плоскостями сопрягаемых конусов следует применять классы допусков не грубее 9-го квалитета точности с основным отклонением: для внутренних конусов – H, для наружных конусов – любым из числа заданных в табл. 3.
В посадках с фиксацией по заданному смещению сопрягаемых конусов от начального положения или по заданному усилию запрессовки следует применять классы допусков от 8-го до 12-го квалитетов точности с основными отклонениями:
- для внутренних конусов H или N;
- для наружных конусов h, p или k.
В обоснованных случаях допускается применять классы допусков точнее 8-го квалитета.
1.6. Обозначения гладких конических соединений на чертежах
Обозначение выполняется в соответствии с ЕСКД.
- При посадке с фиксацией путем совмещения конструктивных элементов сопрягаемых конусов размеры, определяющие характер соединения (рис. 6 а), на сборочном чертеже могут быть указаны только как справочные и отмечены звездочкой.
- При посадке с фиксацией по заданному осевому расстоянию Zpf между базовыми плоскостями сопрягаемых конусов в их конечном положении на сборочном чертеже должен быть указан размер, определяющий расстояние между базовыми плоскостями, заключенный в прямоугольную рамку (рис. 6 б).
- При посадке с фиксацией по заданному взаимному осевому смещению сопрягаемых конусов от их начального положения на сборочном чертеже должен быть указан размер этого осевого смещения, а начальное положение конусов следует отмечать штрихпунктирной тонкой линией с двумя точками (рис. 6 в).
- При посадке с фиксацией по заданному усилию запрессовки, прилагаемому в начальном положении сопрягаемых конусов, заданное усилие запрессовки следует указывать в технических требованиях на чертеже, например: «Усилие запрессовки Fз = 100 Н».
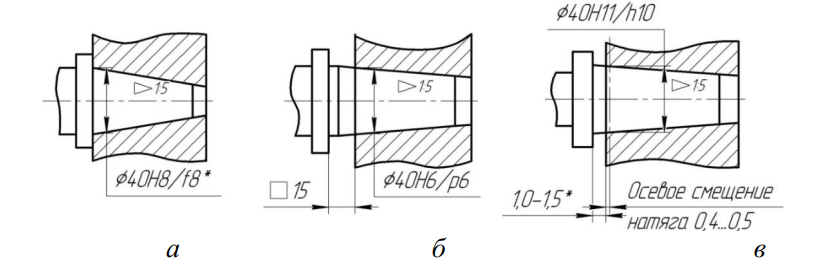
Рисунок 6 – Обозначение на чертеже посадок конических соединений
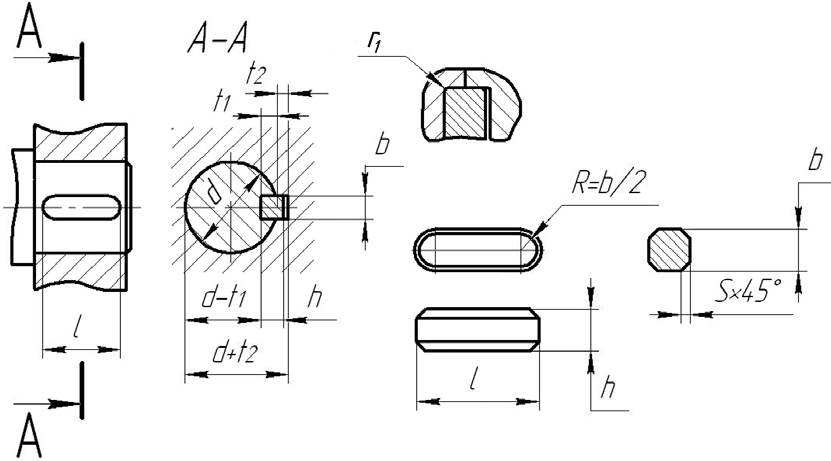
2. Нормирование точности шпоночных соединений
Шпоночное соединение предназначено для передачи крутящего момента от вала к телам вращения (зубчатым колесам, шкивам, маховикам), или наоборот, от тел вращения к валу. Наиболее распространённым видом шпоночного соединения является призматическое. Основные размеры призматических шпоночных соединений представлены в табл. 4 (приведена в сокращении).
Различают три вида шпоночных сопряжений:
- свободное сопряжение применяется при затруднительных условиях сборки и действии нереверсивных равномерных нагрузок, а также для получения неподвижных соединений при легких режимах работы;
- нормальное сопряжение применяется для неподвижных соединений, не требующих частых разборок, не воспринимающих ударных реверсивных нагрузок, отличающихся благоприятными условиями сборки;
- плотное сопряжение характеризуется вероятностью получения примерно одинаковых небольших натягов в соединениях шпонок с пазом, сборка осуществляется запрессовкой.
Шпонки изготавливаются из цельнотянутого пруткового материала. Поэтому по ширине шпонки все виды сопряжений выполняются в системе вала. Классы допусков для трех видов сопряжений приведены в табл. 5.
Для ширины пазов вала и втулки допускаются любые сочетания указанных классов допусков. Рекомендуемые классы допусков приведены на рис. 7. Классы допусков на остальные параметры приведены в табл. 6.
Дополнительно устанавливаются допуски на отклонение от параллельности и симметричности шпоночного паза относительно оси вала. Допуск параллельности составляет 60% от допуска на ширину шпоночного паза, а допуск симметричности – 40% от допуска на ширину паза.
Существенное влияние на работу шпоночного сопряжения оказывает сопряжение цилиндрических поверхностей вала и втулки. Рекомендуемые классы допусков соединения «вал – втулка» приведены в табл. 7.
Пример простановки посадок шпоночного сопряжения на сборочном чертеже показан на рис. 8.
Таблица 4 – Размеры шпоночных соединений (ГОСТ 23360-78)
 |
|||||||
| Диаметр вала d, мм | Номинальный размер шпонки, мм | Номинальный размер паза, мм | |||||
| b×h | Фаска S | Глубина | Радиус r1 | ||||
| max | min | На валу t1 | На втулке
t2 |
max | min | ||
| От 6 до8 | 2×2
3×3 4×4 |
0,25 | 0,16 | 1,2
1,8 2,5 |
1,0
1,4 1,8 |
0,16 | 0,08 |
| Св. 8 до 10 | |||||||
| Св. 10 до 12 | |||||||
| Св. 12 до 17 | 5×5 | 0,40 | 0,25 | 3,0
3,5 4,0 4,0 |
2,3
2,8 3,3 3,3 |
0,25 | 0,16 |
| Св. 17 до 22 | 6×6 | ||||||
| Св. 22 до 30 | 7×7 | ||||||
| Св. 22 до 30 | 8×7 |
Таблица 5 – Классы допусков по ширине шпонки
| Элемент соединения | Сопряжение | ||
| свободное | нормальное | плотное | |
| Ширина шпонки, b | h9 | h9 | h9 |
| Ширина паза на валу, b1 | H9 | N9 | P9 |
| Ширина паза на втулке, b2 | D10 | JS9 | P9 |
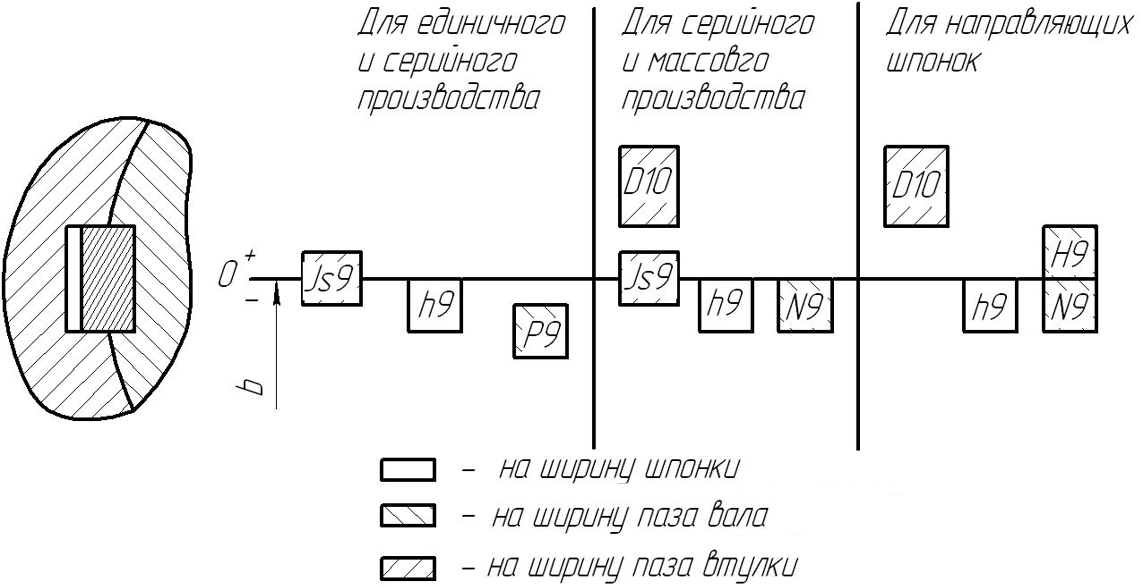
Рисунок 7 – Рекомендуемые классы допусков
Таблица 6 – Классы допусков элементов шпонок и пазов
| Элемент детали
шпоночного соединения |
Условное
обозначение |
Класс допуска |
| Высота шпонки: до 6 мм
свыше 6мм |
h | h9
h11 |
| Длина шпонки | l | h14 |
| Длина паза на валу | l1 | H15 |
| Глубина паза: на валу
во втулке |
t1
t2 |
Стандартом установлены предельные отклонения |
Таблица 7 – Рекомендуемые классы допусков для соединения «вал-втулка»
| Условия работы пары вал-втулка | Характер сопряжения | Рекомендуемые
классы допусков |
|
| Отверстия | Вала | ||
| Возможность осевого Перемещения втулки по валу | С зазором | H6 | h6 |
| H7 | h7, g6, f6 | ||
| Обеспечение высокой точности центрирования, минимальное радиальное биение | Переходные | H6 | js6, k6, m6, n6 |
| Наличие больших динамических нагрузок, возможность реверсивного движения | С натягом | H6 | s7 |
| H7 | s8 |
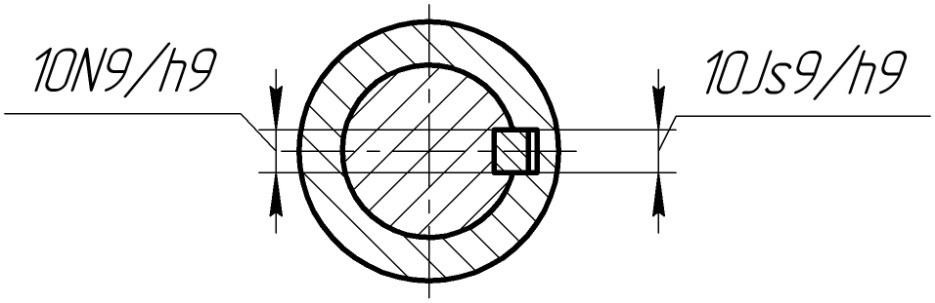
Рисунок 8 – Обозначение посадок шпонки на вал и во втулку на сборочных чертежах
3. Нормирование точности шлицевых соединений
3.1. Основные размеры
Шлицевые соединения обычно используются при передаче больших крутящих моментов и высоких требованиях к соосности соединяемых деталей. Наиболее распространены прямобочные шлицевые соединения с четным числом шлиц.
В зависимости от передаваемого крутящего момента установлены три серии соединения: легкая, средняя и тяжелая.
Основными параметрами шлицевых соединений являются наружный диаметр D, внутренний диаметр d и ширина шлица b (табл. 8).
Таблица 8 – Номинальные размеры элементов шлицевого соединения
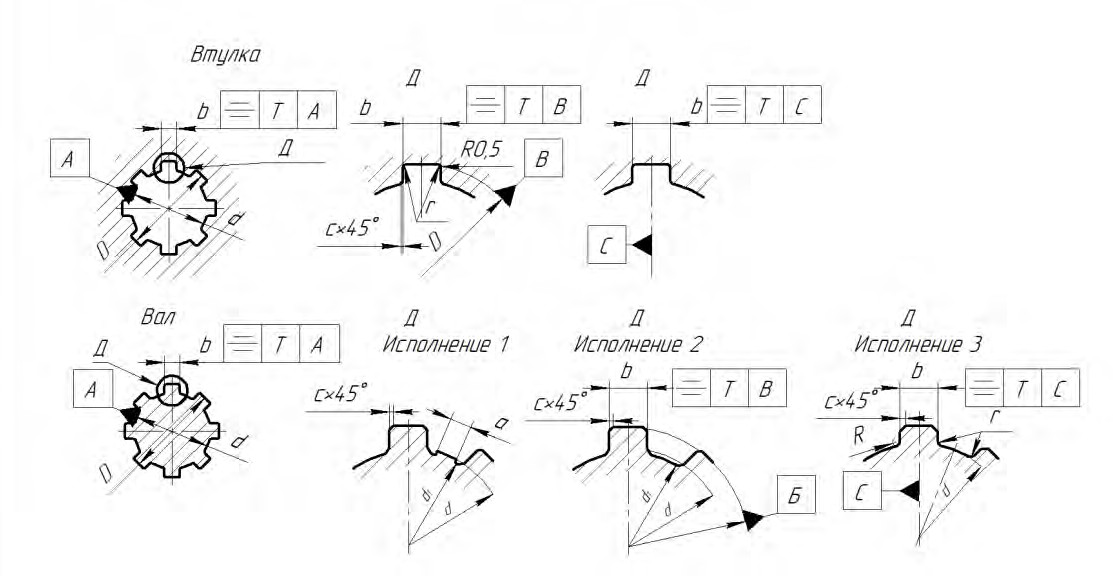 |
|||||||||
| Размеры легкой серии | |||||||||
| b×d×D | Число зубьев
z |
d | D | b | d1, не менее | а, не менее | с | r, | не более |
| Номин. | Пред. откл. | ||||||||
| 6×23×26 | 6 | 23 | 26 | 6 | 22,1 | 3,54 | 0,3 | +0,2 | 0,2 |
| 6×26×30 | 6 | 26 | 30 | 6 | 24,6 | 3,85 | 0,3 | +0,2 | 0,2 |
| 6×28×32 | 6 | 28 | 32 | 7 | 26,7 | 4,03 | 0,3 | +0,2 | 0,2 |
| 8×32×36 | 8 | 32 | 36 | 6 | 30,4 | 2,71 | 0,4 | +0,2 | 0,3 |
| 8×36×40 | 8 | 36 | 40 | 7 | 34,5 | 3,46 | 0,4 | +0,2 | 0,3 |
| 8×42×46 | 8 | 42 | 46 | 8 | 40,4 | 5,03 | 0,4 | +0,2 | 0,3 |
| 8×46×50 | 8 | 46 | 50 | 9 | 44,6 | 5,75 | 0,4 | +0,2 | 0,3 |
| Размеры средней серии | |||||||||
| 6×11×14 | 6 | 11 | 14 | 3,0 | 9,9 | — | 0,3 | +0,2 | 0,2 |
| 6×13×16 | 6 | 13 | 16 | 3,5 | 12,0 | — | 0,3 | +0,2 | 0,2 |
| 6×16×20 | 6 | 16 | 20 | 4,0 | 14,5 | — | 0,3 | +0,2 | 0,2 |
| 6×18×22 | 6 | 18 | 22 | 5,0 | 16,7 | — | 0,3 | +0,2 | 0,2 |
| 6×21×25 | 6 | 21 | 25 | 5,0 | 19,5 | 1,95 | 0,3 | +0,2 | 0,2 |
| 6×23×28 | 6 | 23 | 28 | 6,0 | 21,3 | 1,34 | 0,3 | +0,2 | 0,2 |
| 6×26×32 | 6 | 26 | 32 | 6,0 | 23,4 | 1,63 | 0,4 | +0,2 | 0,3 |
| 6×28×34 | 6 | 28 | 34 | 7,0 | 25,9 | 1,7 | 0,4 | +0,2 | 0,3 |
| 8×32×38 | 8 | 32 | 38 | 6,0 | 29,4 | — | 0,4 | +0,2 | 0,3 |
| 8×36×42 | 8 | 36 | 42 | 7,0 | 33,5 | 1,02 | 0,4 | +0,2 | 0,3 |
| 8×42×48 | 8 | 42 | 48 | 8,0 | 39,5 | 2,57 | 0,4 | +0,2 | 0,3 |
| Размеры тяжелой серии | |||||||||
| 10×16×20 | 10 | 16 | 20 | 2,5 | 14,1 | 0,3 | +0,2 | 0,2 | |
| 10×18×23 | 10 | 18 | 23 | 3,0 | 15,6 | 0,3 | +0,2 | 0,2 | |
| 10×21×26 | 10 | 21 | 26 | 3,0 | 18,5 | 0,3 | +0,2 | 0,2 | |
| 10×23×29 | 10 | 23 | 29 | 4,0 | 20,3 | 0,3 | +0,2 | 0,2 | |
| 10×26×32 | 10 | 26 | 32 | 4,0 | 23,0 | 0,4 | +0,2 | 0,3 | |
| 10×28×35 | 10 | 28 | 35 | 4,0 | 24,4 | 0,4 | +0,2 | 0,3 | |
| 10×32×40 | 10 | 32 | 40 | 5,0 | 28,08 | 0,4 | +0,2 | 0,3 | |
| 10×36×45 | 10 | 36 | 45 | 5,0 | 31,3 | 0,4 | +0,2 | 0,3 | |
| 10×42×52 | 10 | 42 | 52 | 6,0 | 36,9 | 0,4 | +0,2 | 0,3 |
Примечания.
- Исполнение 1 дано для изготовления валов соединений легкой и средней серии методом обкатывания. Валы соединений тяжелой серии методом обкатывания не изготовляются.
- Шлицевые валы исполнений 1 и 3 изготавливаются при центрировании по внутреннему диаметру, исполнения 2 – при центрировании по наружному диаметру и боковым сторонам зубьев.
3.2. Допуски и посадки
Существует три способа центрирования элементов шлицевого соединения: по наружному диаметру, внутреннему диаметру и боковым сторонам (рис. 9).
Центрирование по наружному диаметру D рекомендуется, для случаев, когда втулку термически не обрабатывают или когда твердость материала втулки после термической обработки допускает калибровку протяжкой, а вал обрабатывается фрезерованием до получения окончательных размеров зубьев. Такой способ прост и экономичен, его применяют для неподвижных соединений, а также для подвижных, воспринимающих небольшие нагрузки.
Центрирование по внутреннему диаметру d целесообразно применять, когда втулка имеет высокую твердость и её нельзя обрабатывать чистовой протяжкой (отверстие шлифуют на внутришлифовальном станке) или когда могут возникнуть значительные искривления длинных валов после термической обработки. Способ обеспечивает точное центрирование и применяется обычно для подвижных соединений.
Центрирование по боковым сторонам b целесообразно при передаче знакопеременных нагрузок, больших крутящих моментов, например, в соединениях карданного вала автомобиля. Этот метод способствует более равномерному распределению нагрузки между зубьями, но не обеспечивает высокой точности центрирования и поэтому редко применяется.
Классы допусков и посадки при различных способах центрирования должны соответствовать указанным в табл. 9 – 11 (таблицы даны в сокращении).
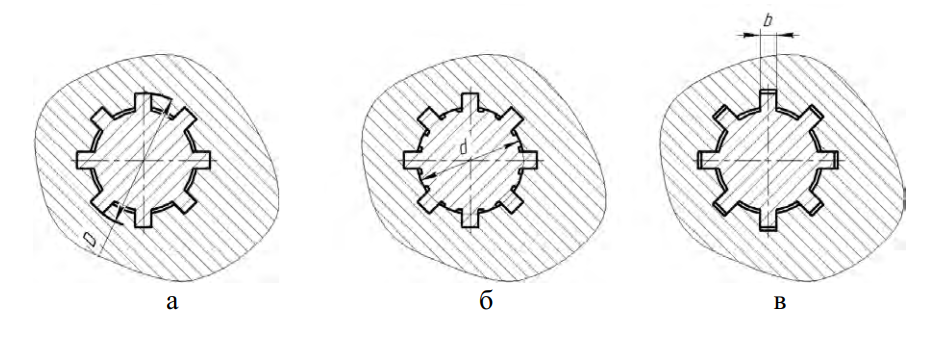
Рисунок 9 – Схемы способов центрирования: а – по наружному диаметру, б – по внутреннему диаметру, в – по ширине шлицев
Таблица 9 – Рекомендуемые классы допусков и посадки для размеров D и b при центрировании по D (ГОСТ 1139-80)
| Класс допуска | Посадка | |
| втулки | вала | |
| Для размера D | ||
| H7 | f7; g6; h7; js6; n6 | 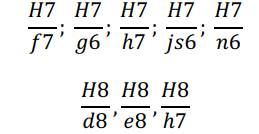 |
| H8 | d8, e8, h7 | |
| Для размера b | ||
| D9 | d9; e8; f7; h8; h9; js7 |  |
| F8 | e8; f7; f8; h8; js7 |
Таблица 10 – Рекомендуемые классы допусков и посадки для размеров d и b при центрировании по d (ГОСТ 1139-80)
| Класс допуска | Посадка | |
| втулки | вала | |
| Для размера d | ||
| H7 | f7; g6; g7; h7; js6; js6; js7; n6 |  |
| H8 | e8 | |
| Для размера b | ||
| F8 | f7; f8; h7; h9; js7; k7 |  |
| H8 | h7; h8; js7 | |
| D9 | d9; e8; f7; f8; f9; e9; h8; h9; js7; k7 | |
| F10 | d9; e8; f7; f8; f9; h7; h8; h9; e9; h9; js7; k7 |
Таблица 11 – Рекомендуемые классы допусков и посадки для размера b при центрировании по b (ГОСТ 1139-80)
| Класс допуска | Посадка | |
| втулки | вала | |
| F8
D9 F10 |
e8; f8; js7
d9; e8; f8; f9; h8; h9; js7; k7 d9; e8; f8; f9; h8; h9; js7; k7 |
 |
3.3. Условные обозначения шлицевых соединений
Пример условного обозначения соединения с числом зубьев z = 8, внутренним диаметром d = 36 мм, наружным диаметром D = 40 мм, шириной зуба b = 7 мм, центрированием по внутреннему диаметру, посадкой по диаметру центрирования Н7/f7, по нецентрирующему диаметру H12/a11 и по размеру b Н9/f9:
d − 8 × 36H7/f7 × 40H12/a11 × 7H9/f9.
То же, при центрировании по наружному диаметру с посадкой по диаметру центрирования H7/h7 и по размеру b F10/h9:
D − 8 × 36 × 40H7/h7 × 7F10/h9.
То же, при центрировании по боковым сторонам:
b − 8 × 36 × 40H12/a11 × 7D9/f8.
Пример условного обозначения втулки того же соединения при центрировании по внутреннему диаметру:
d − 8 × 36H7 × 40H12 × 7H9.
То же, для вала:
d − 8 × 36f7 × 40a11 × 7f9.
Пример обозначения шлицевого соединения на сборочном чертеже приведен на рис. 10.
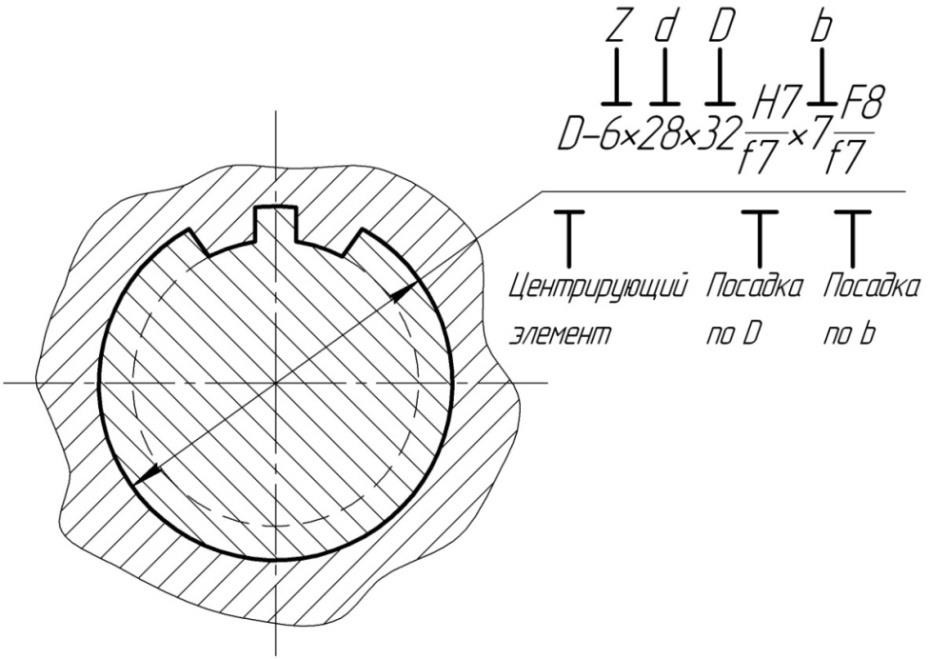
Рисунок 10 – Обозначение шлицевого соединения на сборочном чертеже
4. Нормирование точности резьбовых соединений
4.1. Общие сведения, основные элементы и параметры резьбы
Резьбы применяются в качестве соединительных элементов для обеспечения разъёмных соединений. В неподвижных соединениях применяются крепежные резьбы, которые должны быть прочными, а в некоторых случаях герметичными. В подвижных соединениях применяются кинематические резьбы, предназначенные для сообщения движения одной детали относительно другой (винтовая пара).
Резьбы подразделяют:
- по профилю осевого сечения винтовой поверхности – на треугольные, трапецеидальные, упорные и круглые;
- по форме поверхностей, на которых нарезана резьба, – на цилиндрические и конические;
- по расположению – на наружные и внутренние;
- по числу заходов винтовой канавки – на однозаходные и многозаходные (двухзаходные, трехзаходные и т.д.);
- по направлению винтовой поверхности — на правую и левую;
- по принятой единице измерения размеров – на метрические и дюймовые.
Наиболее широко распространена метрическая цилиндрическая резьба.
Ось резьбы – ось, относительно которой образована винтовая поверхность резьбы.
Профиль резьбы – профиль выступа и канавки резьбы в плоскости осевого сечения (рис. 11).
Боковая сторона – часть винтовой поверхности, расположенная между вершиной и впадиной резьбы и имеющая смежные боковые стороны резьбы по верху её выступа.
Наружный диаметр резьбы d (D) – диаметр воображаемого цилиндра, расположенного касательно к вершинам наружной резьбы или впадинам внутренней резьбы.
Внутренний диаметр резьбы d1(D1) – диаметр воображаемого цилиндра, расположенного касательно к вершинам внутренней резьбы или впадинам наружной резьбы.
Средний диаметр резьбы d2(D2) – диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль витков в точках, где ширина канавки равна ширине выступа.
Номинальный диаметр резьбы d(D) – диаметр, условно характеризующий размеры резьбы и используемый при её обозначении.
Шаг резьбы P – расстояние между соседними одноименными боковыми сторонами профиля, измеренное в направлении, параллельном оси резьбы. Для многозаходных резьб различают понятия «ход» и «шаг». Ход резьбы определяет величину относительного осевого перемещения гайки (болта) за один полный оборот и равен произведению шага на число заходов (при отсутствии погрешностей шага и других параметров). У однозаходной резьбы ход равен шагу.
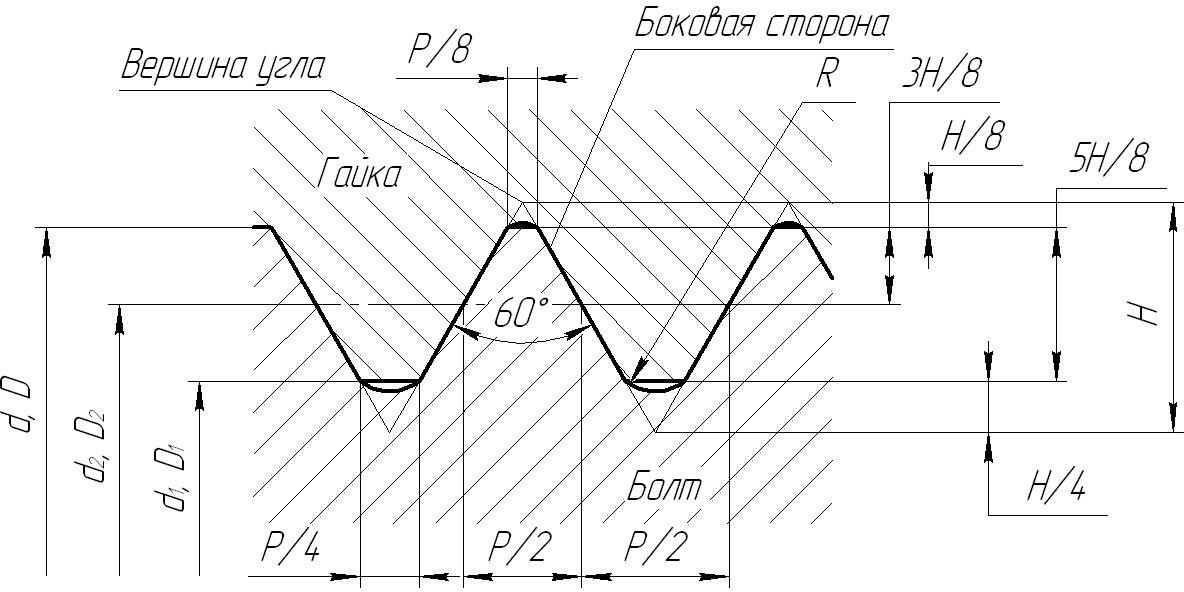
Рисунок 11 – Профиль метрической цилиндрической резьбы
Метрическая резьба разделяется на резьбу с крупным шагом и резьбу с мелким шагом. Метрическая резьба с крупным шагом рекомендуется для соединения деталей, не подвергающихся переменным нагрузкам и вибрациям. Метрическая резьба с мелким шагом рекомендуется для соединения тонкостенных деталей в регулировочных устройствах и приборах.
Угол профиля α – угол между боковыми сторонами профиля в осевой плоскости. Для метрической резьбы α = 60°. При измерении резьб с симметричным профилем контролируют половины углов профиля α/2, что позволяет определить величину α и перекос резьбы из-за неточной установки инструмента или детали.
Угол подъёма ψ – угол между касательной к винтовой поверхности в точке, расположенной на среднем диаметре резьбы, и плоскостью, перпендикулярной к оси резьбы.
Высота теоретического профиля H – высота между вершинами профиля, образованными продолжением боковых сторон профиля.
Рабочая высота профиля H1 – длина проекции участка взаимного перекрытия профилей сопрягаемых наружной и внутренней резьб на перпендикуляр к оси резьбы.
Форма впадин резьбы болта и гайки не регламентируется и может быть закругленной или плоскосрезанной. Закругленная форма впадин предпочтительнее, так как из-за этого снижается концентрация напряжений в детали и повышается стойкость обрабатывающего инструмента.
Параметры рабочей высоты и длины среза выражаются в долях теоретической высоты и шага резьбы (рис. 11).
Длиной свинчивания называют длину соприкосновения винтовых поверхностей наружной и внутренней резьбы в осевом направлении. Установлены три группы длин свинчивания: S – короткие; N – нормальные и L – длинные.
Длины свинчивания свыше 2,24Pd0,2 до 6,7Pd0,2 относятся к группе N; меньше нормальных – к группе S, а больше – к группе L.
Значения длин свинчивания приведены в табл. 12 (дана в сокращении).
Таблица 12 – Значения длин свинчивания
| Номинальный диаметр резьбы d, мм | Шаг резьбы Р, мм | Обозначение длин свинчивания | ||
| S (малые), мм | N (нормальные), мм | L (большие),мм | ||
| От 1 до 1,4 | 0,2 | до 0,5 | Св. 0,5 до 1,4 | Св. 1,4 |
| 0,25 | ≥0,6 | ≥0,6 ≤0,7 | ≥1,7 | |
| 0,3 | ≥0,7 | ≥0,7 ≤2 | ≥2 | |
| Св. 1,4 до 2,8 | 0,2 | до 0,5 | Св. 0,5 до 1,5 | Св. 1,5 |
| 0,25 | ≥0,6 | ≥0,6 ≤1,9 | ≥1,9 | |
| 0,35 | ≥0,8 | ≥0,8 ≤2,6 | ≥2,6 | |
| 0,4 | ≥1 | ≥1 ≤3 | ≥3 | |
| 0,45 | ≥1,3 | ≥1,3 ≤3,8 | ≥3,8 |
4.2. Допуски резьбы
Для метрической резьбы стандартами предусмотрены допуски по следующим параметрам: по наружному диаметру болта Td, внутреннему диаметру гайки TD1 , среднему диаметру болта Td2 и гайки TD2 . Располагаются поля допусков перпендикулярно к оси резьбы и направлены вверх относительно номинального профиля для резьбы гайки и вниз – для резьбы болта (рис. 12).
Допуски на наружный диаметр гайки и внутренний диаметр болта не нормируются и определяются размерами резьбообразующего инструмента. Также не назначаются допуски на шаг резьбы и угол профиля.
Процесс свинчивания вследствие погрешностей шагов винта и гайки сопровождается деформацией боковых сторон. При этом погрешность шагов возрастает пропорционально количеству витков (шагов). С целью компенсации погрешностей шагов винта и гайки необходимо уменьшить средний диаметр болта d2 или увеличить средний диаметр гайки D2.
Значение требуемого изменения d2 или D2, необходимое для компенсации погрешностей шага P, называется диаметральной компенсацией погрешности шага резьбы fp (рис. 13 а):
fp = 1,732P.
Значение требуемого изменения среднего диаметра (уменьшение
d2 у болта или увеличение D2 у гайки), необходимое для компенсации погрешностей половины угла профиля α/2, называется диаметральной компенсацией погрешности половины угла профиля резьбы fα (рис. 13 б):
fα = 0,36 P α/2.
Значение действительного среднего диаметра резьбы, увеличенное для наружной резьбы (или уменьшенное – для внутренней) на суммарную диаметральную компенсацию отклонений шага и половины угла профиля, называют приведенным средним диаметром.
Приведенный средний диаметр для наружной резьбы
dпр = d2д + fp + fα ;
для внутренней резьбы
Dпр = D2д − fp − fα,
где d2д и D2д –действительные значения средних диаметров наружной и внутренней резьбы соответственно.
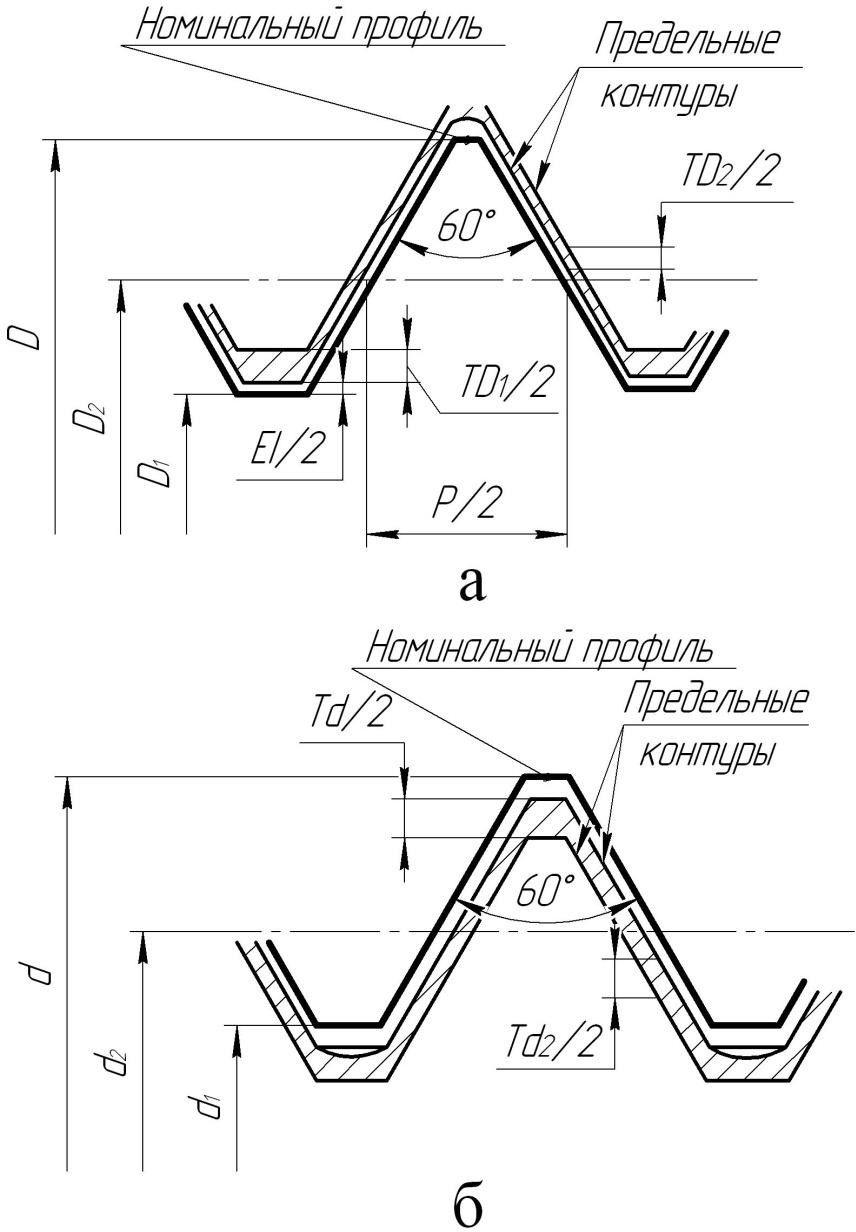
Рисунок 12 – Положение полей допусков для резьбы с зазором: а – внутренней; б – наружной
Задаваемый в стандартах допуск на средний диаметр болта Td2 и гайки TD2 включает допуск на собственно средний диаметр Td2′ и TD2′ , а также значения компенсаций fp и fa:
![]()
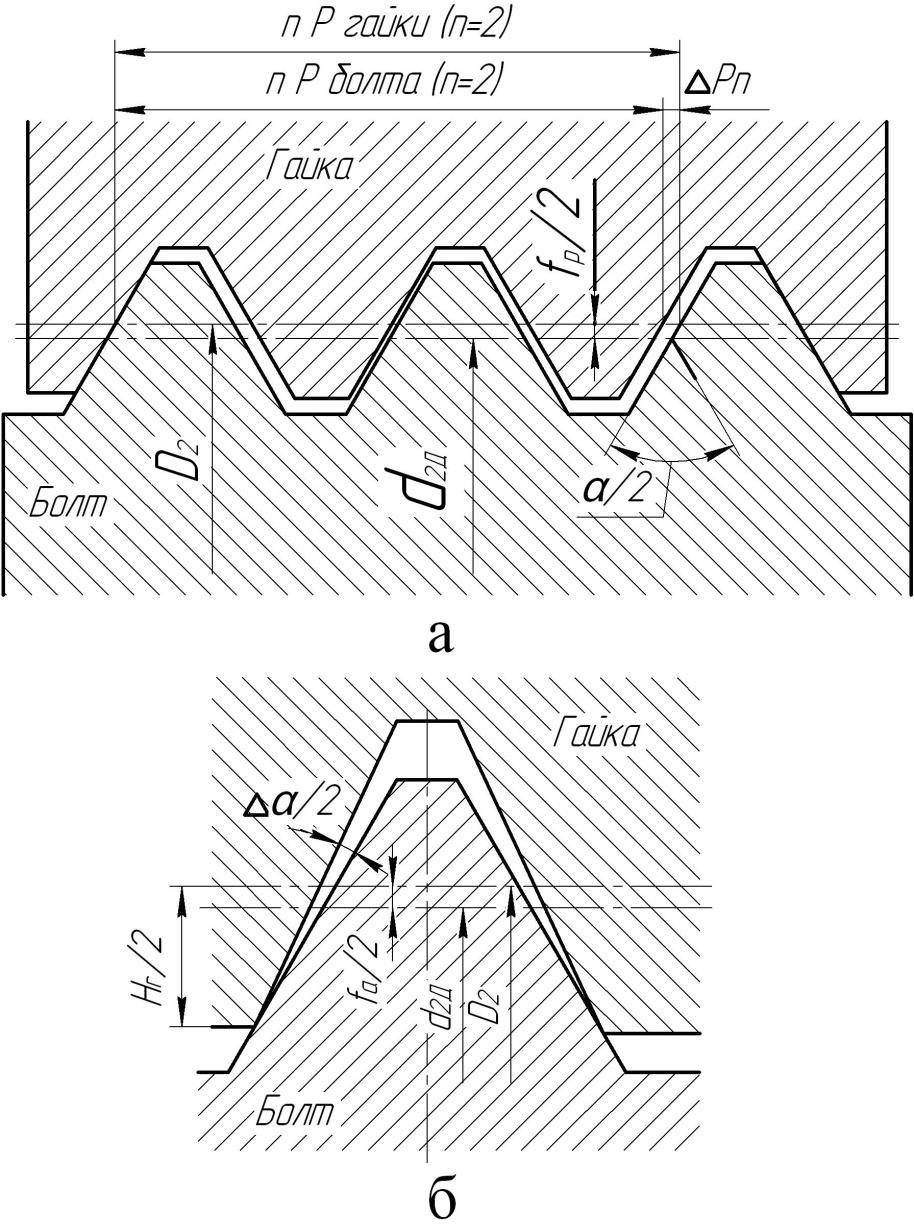
Рисунок 13 – Схемы диаметральных компенсаций погрешностей: а – шага; б – угла наклона
Приведенный средний диаметр внутренней резьбы(гайки) не должен быть меньше, чем размер, соответствующий пределу максимума материала (проходной предел), а наибольший средний диаметр не должен быть больше предела минимума материала (непроходной предел). Приведенный средний диаметр наружной резьбы (болта) не должен быть больше предела максимума материала по среднему диаметру, а наименьший средний диаметр не должен быть меньше, чем предел минимума материала.
Установлены следующие степени точности, определяющие допуски диаметров резьбы болтов и гаек:
диаметр болта:
- наружный – 4, 6, 8;
- средний – 3, 4, 5, 6, 7, 8, 9, 10;
(Степень точности резьб деталей из пластмасс)
диаметр гайки:
- внутренний – 4, 5, 6, 7, 8;
- средний – 4, 5, 6, 7, 8, 9*.
Основным рядом допусков для всех диаметров принят ряд степени точности 6. Допуски остальных степеней точности определяются умножением допуска степени точности 6 на коэффициенты, приведенные в табл. 13.
Таблица 13 – Коэффициенты для определения допусков
| Степень точности | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Коэффициент | 0,5 | 0,63 | 0,8 | 1 | 1,25 | 1,6 | 2 | 2,5 |
4.3. Резьбовые посадки с зазором
Для получения посадок резьбовых деталей с зазором предусмотрено пять основных отклонений (d, e, f, g и h) для наружной и четыре (E, F, G и H) для внутренней резьбы. Эти отклонения одинаковы для диаметров d, d2 и D1, D2 (рис. 14 а). Основные отклонения E и F установлены только для специального применения при значительных толщинах слоя защитного покрытия.
Схемы расположения основных отклонений и полей допусков диаметров наружной и внутренней резьбы в посадках с зазором приведены на рис. 14 б. Отклонения отсчитывают от номинального профиля резьбы в направлении, перпендикулярном оси резьбы. При сочетании основных отклонений H/h образуется посадка с наименьшим зазором, равным нулю; при сочетаниях H/g, f, e, d, а также G, Е, F/h, g, f, e, d образуются посадки с гарантированным зазором.
Указанные основные отклонения для наружной резьбы определяют верхние отклонения, а для внутренней – нижние отклонения диаметров резьбы. Второе предельное отклонение определяют по принятой степени точности резьбы. Сочетание основного отклонения, обозначаемое буквой с допуском по принятой степени точности, образуют поле допуска диаметра резьбы.
Обозначение поля допуска на резьбовой элемент детали состоит из обозначения поля допуска для среднего диаметра (на первом месте) и обозначения поля допуска диаметра – наружного для болта или внутреннего диаметра для гайки.
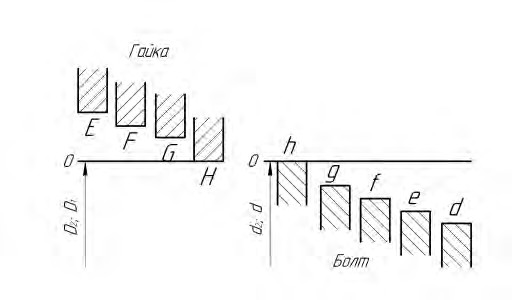
а)
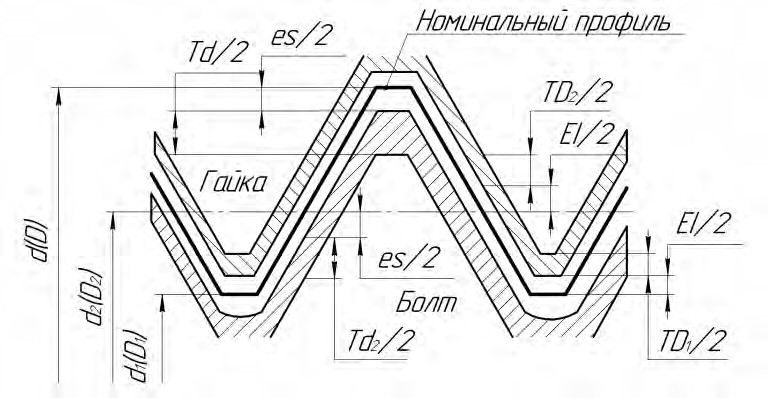
б)
Рисунок 14 – Схема расположения: а – основных отклонений; б – допусков резьбовых посадок с зазором
В обозначении поля допуска сначала указывается цифра, соответствующая степени точности, а потом буквенное обозначение основного отклонения.
Например, 6g5g: 6g – поле допуска на средний диаметр болта (d2), 5g – поле допуска на наружный диаметр болта (d); 7H6H: 7H — поле допуска на средний диаметр гайки (D2), 6H – поле допуска на внутренний диаметр гайки (D1).
4.4. Выбор полей допусков посадок с зазором
В соответствии со сложившейся практикой поля допусков болтов и гаек установлены в трех классах точности: точном, среднем и грубом.
Понятие класса точности используется для сравнительной оценки точности резьбовых деталей с различными полями допусков (табл. 14).
Поля допусков, относящиеся к точному классу, рекомендуется использовать для соединений, которым свойственны малые колебания зазоров, а также в ответственных статически нагруженных резьбовых соединениях. Наибольшее распространение в машиностроении получили поля допусков среднего класса, при котором обеспечивается достаточная статическая и динамическая прочность резьбовых деталей. Для соединений, к которым не предъявляются особые требования, применяются поля допусков грубого класса.
Таблица 14 – Поля допусков метрической резьбы с зазорами (ГОСТ 16093-2004)
| Наружная резьба (болт) | |||
| Классы точности | Длины свинчивания | ||
| S
(короткие) |
N
(нормальные) |
L
(длинные) |
|
| Поля допусков | |||
| Точный
Средний Грубый |
(3h4h)
5h6h, 5g6g — |
4h, 4g
6h, 6g ∗, 6f, 6e, 6d (8h), 8g |
(5h4h)
(7h6h), 7g6g, (7e6e) (9g8g) |
| Внутренняя резьба (гайка) | |||
| Классы точности | Длины свинчивания | ||
| S
(короткие) |
N
(нормальные) |
L
(длинные) |
|
| Поля допусков | |||
| Точный
Средний Грубый |
4Н
5Н, (5G) — |
4H5H, 5H
6H, 6G 7H, 7G |
6H
7H, (7G) 8H, (8G) |
Примечания:
|
Допускаются любые сочетания полей допусков в соответствии с табл. 14. Предпочтительно использовать в посадках поля допусков одного класса.
Сочетания полей допусков с основными отклонениями H и h (H/h) образует посадку с гарантированным зазором, равным нулю. Использование полей допусков с основными отклонениями g, G, f, e, d обеспечивает в соединениях гарантированные зазоры (наименьшие для полей допусков с основными отклонениями g, G, наибольшие – с основным отклонением d).
Зазоры в соединениях необходимы для достижения легкой свинчиваемости, компенсации температурных деформаций деталей при эксплуатации, при нанесении защитных покрытий и др. Следует учитывать, что зазоры по диаметрам резьбы способствуют более равномерному распределению нагрузки между витками и повышению циклической прочности соединения. Наиболее часто используется посадка 6H/6g.
Посадки с большими гарантированными зазорами применяют, если резьбовые детали эксплуатируются при высокой температуре (для компенсации температурных деформаций), если необходима легкая свинчиваемость даже при небольшом загрязнении или повреждении резьбы, если на детали наносят антикоррозийные покрытия значительной толщины. В последнем случае можно также использовать поля допусков со специальными основными отклонениями F, E.
4.5. Резьбы с натягами и переходными посадками
Такие резьбы применяются для обеспечения неподвижности резьбовых соединений, работающих в условиях вибрации и ударных нагрузок, переменного температурного режима.
Метрические резьбы с натягом и переходными посадками предназначены для резьбовых соединений при следующих длинах свинчивания:
- сталь – (1 … 1,25)d;
- чугун – (1,25 … 1,5)d;
- алюминиевые и магниевые сплавы – (1,5 … 2)d.
Переходные посадки более технологичны, так как в случае их применения при сборке не требуется производить сортировку резьбовых деталей на группы, что обязательно для основных посадок с натягом. Однако в резьбовых соединениях с переходными посадками необходимо использовать дополнительные конструктивные элементы для заклинивания, например, конический сбег резьбы, плоский бурт, цилиндрическую цапфу.
В резьбовом сопряжении натяг образуется по боковым поверхностям. По наружному и внутреннему диаметрам в резьбовом сопряжении имеется зазор (рис. 15). Форма впадин наружной резьбы выполняется закругленной. Для резьб с шагом P ≤ 1 мм возможна плоскосрезанная форма впадин.
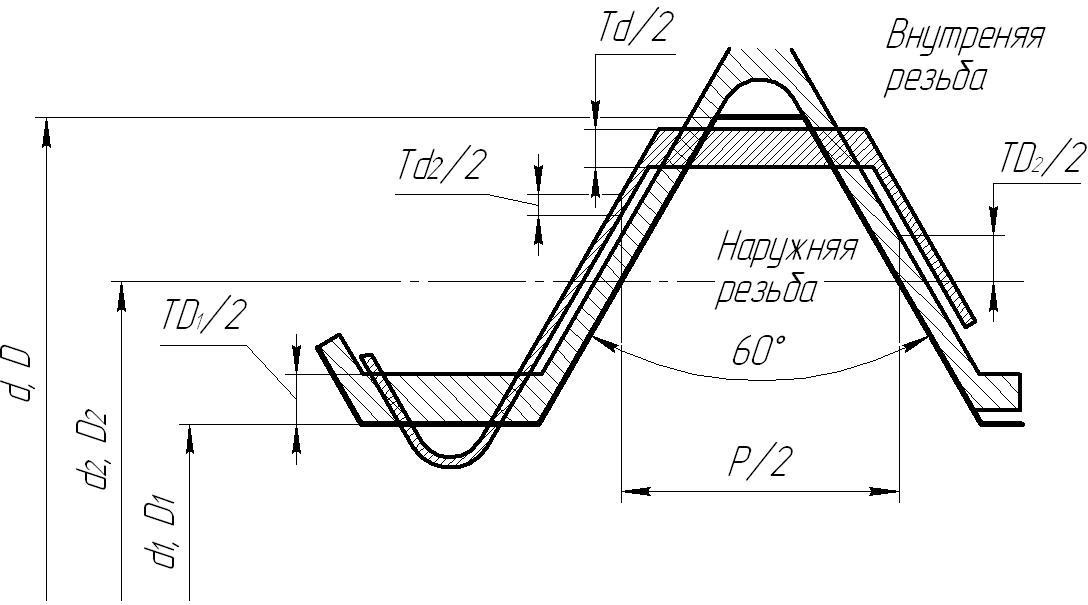
Рисунок 15 – Схема расположения предельных контуров резьбы с натягом
Поля допусков посадок с натягом и переходных приведены в табл. 15–16. Отклонения формы наружной и внутренней резьб определяются разностью между наибольшим и наименьшим действительными значениями среднего диаметра на длине свинчивания и не должны превышать 25% от допуска среднего диаметра. Обратная конусность не допускается.
Таблица 15 – Поля допусков и посадки с натягом метрической резьбы (ГОСТ 4608-81)
| Материал детали
с внутренней резьбой |
Шаг резьбы Р,мм | Поля допусков | Посадка | Дополнительные условия
обработки |
|
| Внутренней
резьбы |
Наружной
резьбы |
||||
| Чугун и алюминиевые сплавы | До 1,25
Св. 1,25 |
2H5D
2H5C |
2r | 2H5D
2r 2H5C 2r |
— |
| Чугун, алюминиевые и магниевые сплавы | До 1,25
Св. 1,25 |
2H5D(2)
2H5D(2) |
3p(2) |  |
Сортировка на две группы |
| Сталь, высокопрочные и титановые сплавы | До 1,25
Св. 1,25 |
2H4D(3)
2H4C(3) |
3n(3) |  |
Сортировка на три группы |
Допуски среднего диаметра деталей, не сортируемых на группы, являются суммарными. Допуски среднего диаметра деталей, сортируемых на группы, не включают диаметральной компенсации отклонений шага и угла профиля резьбы. Сборка должна осуществляться из резьбовых деталей одноименных сортировочных групп.
Таблица 16 – Поля допусков и переходные посадки метрической резьбы (ГОСТ 24834-81)
| Материал детали с
внутренней резьбой |
Номинальный диаметр
резьбы, d, мм |
Поля допусков | Посадки | |
| Внутренней резьбы | Наружной резьбы | |||
| Сталь | 5-10 | 4H6H; 3H6H | 4jk; 2m | |
| 18-30 | 4H6H; 3H6H | 4j; 2m | ||
| 33-45 | 5H6H | 4jh |  |
|
| Чугун, алюминиевые и магниевые сплавы | 5-16 | 5H6H; 3H6H | 4jk; 2m |  |
| 18-30 | 5H6H; 3H6H | 4j; 2m |  |
|
| 33-45 | 5H6H | 4jh |  |
4.6. Обозначение резьбовых сопряжений на чертежах
Резьбовые сопряжения на чертежах в развернутом виде обозначают в следующей последовательности: тип резьбы, номинальное значение наружного диаметра, шаг, направление витков, поле допуска, длина свинчивания.
В случае применения полей допусков с сортировкой на группы рядом с основным отклонением в круглых скобках указывается количество групп.
Обозначение полей допусков резьбы состоит из обозначения поля допуска среднего диаметра (всегда на первом месте) и обозначения поля допуска наружного диаметра (для болта) или внутреннего диаметра (для гайки).
На сборочных чертежах резьбовые сопряжения обозначаются дробью, в числителе которой указывают обозначение полей допусков гайки, а в знаменателе – полей допусков болта (табл. 17).
Таблица 17 – Примеры обозначения резьб на чертеже
| Резьба | Обозначение резьбы на чертеже | |
| болт | гайка | |
| Метрическая резьба для диаметров от 1 до 600 мм с крупным шагом | М12 – 6g | М12 – 6Н |
| Метрическая резьба для диаметров от 1 до 600 мм с мелким шагом | М24х2 – 6h | М24х2 – 6Н |
| Метрическая резьба для диаметров от 1 до 600 мм левая с крупным шагом | М12LH – 6h | М12LH – 6H |
| Метрическая резьба для диаметров 0,25 – 0,9 мм | М0,5 — 5h5 | М0,5 – 5Н5 |
| Метрическая резьба с натягами | М16 – 3р | М16 – 2Н5С |
| Метрические резьбы с натягами и сортировкой полей допусков на две группы | М-16-3р(2) | М16-2Н5С(2) |
| Метрическая резьба с переходной посадкой | М-16-4j | M16-4H6H |
5. Нормирование точности размеров и посадки подшипников качения
5.1. Точность подшипников качения
Соединения с подшипниками качения являются частным случаем гладких цилиндрических сопряжений, но имеют свои особенности, связанные с конструкцией подшипников.
В подавляющем большинстве случаев подшипники качения изготавливаются в виде отдельного узла, состоящего из наружного и внутреннего колец и расположенных между ними тел качения.
По направлению воспринимаемой нагрузки подшипники разделяются на радиальные, радиально-упорные и упорные.
По форме тел качения и рабочих поверхностей колец подшипники разделяют на шариковые, роликовые, роликовые конические, роликовые сферические и др.
По числу рядов тел качения подшипники разделяются на однорядные, двухрядные и многорядные.
Критерием точности подшипников качения являются классы точности, которые характеризуются значениями предельных отклонений размеров, формы и взаимного положения поверхностей подшипников.
Установлены следующие классы в порядке повышения точности (ГОСТ 520-2011): для шариковых, роликовых радиальных и шариковых радиально-упорных подшипников – 8, 7, нормальный, 6, 5, 4, Т, 2; для роликовых конических подшипников – 8, 7, 0, нормальный, 6Х, 6, 5, 4, 2.
Допуски подшипников 8-го и 7-го классов точности устанавливаются в нормативных документах. Такие подшипники изготавливают по заказам потребителей.
Между классами точности подшипников качения и квалитетами точности присоединительных поверхностей существуют ориентировочные соотношения (табл. 18).
Таблица 18 – Соотношения между классами точности подшипников качения и квалитетами сопрягаемых поверхностей
| Класс точности | 2 | 2, 4, 5 | 4, 5 | 6, 0 |
| Посадочная поверхность | Вал | |||
| Квалитет | 3 | 4 | 5 | 6 |
| Посадочная поверхность | Отверстие | |||
| Квалитет | 4 | 5 | 6 | 7-9 |
В таблицах за номинальные диаметры подшипников качения D и d принимают диаметры его посадочных поверхностей – наружный и внутренний соответственно. Средний диаметр наружной Dm и внутренней dm цилиндрических поверхностей подшипника определяется как среднее арифметическое наибольшего и наименьшего значения диаметра, определенных двухточечным измерением в одной радиальной плоскости (перпендикулярной оси):
Основные отклонения диаметров посадочных мест подшипников обозначаются буквой L для отверстия и l – для наружного диаметра. Класс допуска образуется основным отклонением и классом точности подшипника.
Для среднего диаметра отверстия установлены классы допусков L0, L6, L5, L4, L2; для среднего диаметра вала (наружного кольца подшипника) установлены классы допусков l0, l6, l5, l4, l2 (рис. 16).
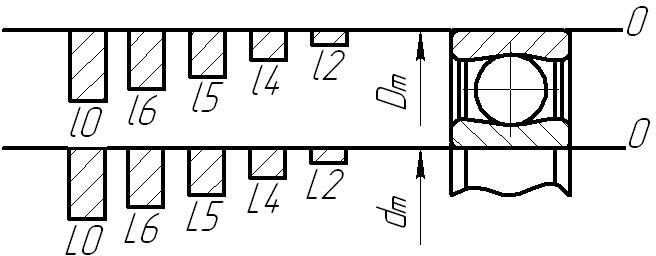
Рисунок 16 – Схемы расположения интервалов допусков колец подшипников качения
Расположение интервалов допусков по внутреннему кольцу отличается от расположения интервалов допусков основного отверстия. В силу тонкостенности колец подшипника стандартные посадки с натягом по внутреннему кольцу применять не представляется возможным. Поэтому интервалы допусков подшипников качения расположены не выше нулевой линии, как у основного отверстия, а ниже.
При таком перевернутом расположении интервалов допусков не нужно прибегать к стандартным посадкам для создания небольших натягов. Небольшие натяги можно получать, используя классы допуска вала по 4, 5, 6 квалитетам с основными отклонениями n, m, k, j.
Кроме классов точности для подшипников качения установлены три категории для нормирования других показателей, являющихся дополнительными требованиями точности:
- A – подшипники классов точности 5, 4, 2, Т, к которым предъявляются дополнительные повышенные требования по уровню вибрации, отклонениям формы или другим параметрам;
- B – подшипники классов 0, 6Х, 6, 5, для которых дополнительно нормируется одно требование, например, радиальное биение или уровень вибраций;
- C – подшипники классов точности 8, 7, 0, 6 к которым не предъявляются требования по ограничению уровня вибрация, моменту трения и другим параметрам.
5.2. Назначение посадок в сопряжениях с подшипниками качения
Классы допусков, предусмотренные на посадочные размеры внутренних и наружных колец подшипников, отличаются от стандартных классов допусков основного отверстия и основного вала значением и расположением (рис. 17).
Классы допусков для посадочного размера внутреннего кольца подшипника расположены ниже нулевой линии (для стандартного основного отверстия интервалы допусков расположены выше нулевой линии). Это изменяет характер посадки по сравнению с посадками в обычной системе отверстия. Классы допусков вала r6, p6, n6, m6, k6, n5, m5, k5, n4, m4, k4 обеспечивают посадку с натягом.
В табл. 19 и 20 приведены наиболее употребляемые классы допусков для вала и отверстия.
Из приведенных данных в табл. 19 и 20 следует, что допуски присоединительных поверхностей отверстий на один квалитет больше, чем для валов.
Выбор посадок колец подшипников определяется характером их нагружения. Различают три вида нагружения: циркуляционное, местное и колебательное.
Циркуляционный тип нагружения создается на кольце при постоянно направленной радиальной нагрузке, когда место нагружения последовательно перемещается по окружности кольца со скоростью его вращения.
Посадка вращающегося циркуляционно нагруженного кольца должна обеспечивать гарантированный натяг, исключающий возможность относительных смещений и проскальзываний этого кольца и детали, так как это приведет к развальцовке поверхностей сопряжения, потере точности, перегреву и быстрому выходу узла из строя.
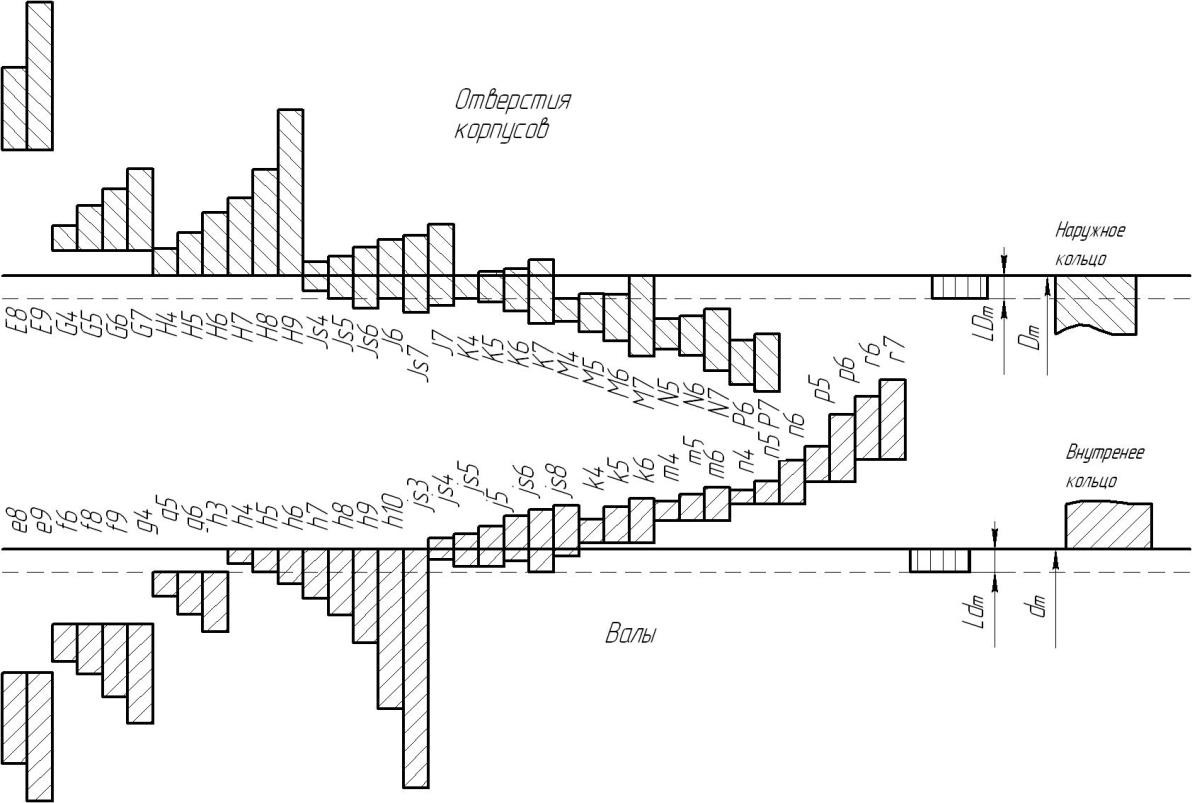
Рисунок 17 – Схема расположения интервалов допусков при посадках подшипников на валы и отверстия корпусов
Таблица 19 – Классы допусков валов для сопряжений по внутреннему кольцу подшипника
| Класс точности подшипника | Классы допусков вала |
| 0 и 6 | f6, g6, h6, k6, m6, js6, f7 |
| 5 и 4 | g5, h5, js5, k5, m5, n5 |
| 2 | g4, h4, js4, k4, m4, n4 |
Таблица 20 – Классы допусков отверстия для сопряжений по наружному кольцу подшипника
| Класс точности подшипника | Классы допусков отверстия |
| 0 и 6 | G7, H7, JS7, 7, 7, N7, P7 |
| 5 и 4 | G6, H6, JS6, 6, 6, N6 |
| 2 | G5, H5, JS5, 5, 5, N5 |
При местном нагружении постоянная по величине радиальная нагрузка воздействует на один и тот же ограниченный участок дорожки качения (преимущественно наблюдается на неподвижном кольце подшипника) и вызывает местный износ. Поэтому смысл присоединения таких колец к соответствующей детали в изделии заключается в получении посадки с небольшим средневероятным зазором, вследствие чего в процессе работы кольцо под воздействием отдельных толчков, сотрясений и других факторов периодически проворачивается, износ дорожек становится более равномерным и долговечность кольца значительно возрастает.
Колебательное нагружение возникает при одновременном действии на кольцо двух радиальных нагрузок: постоянной по направлению и вращающейся вокруг оси. В результате на одном участке дорожки качения они усиливают друг друга, а на другом ослабляют. Если одна из нагрузок значительно превышает другую, то действием меньшей можно пренебречь и считать схему нагружения местной или циркуляционной.
В зависимости от характера нагружения колец подшипников для вала и отверстия могут быть рекомендованы классы допусков, представленные в табл. 21.
Таблица 21 – Рекомендуемые посадки и классы допусков для установки подшипников качения на вал и в корпус (ГОСТ 3325-85)
| Вид нагружения кольца | Режим работы | Разновидности и размеры радиальных и радиальноупорных подшипников | Классы допусков | Рекомендуемые посадки | Примеры применения подшипниковых узлов |
| Циркуляционное | Легкий или нормальный: 0,07<Р≤0,15С | Шариковые и роликовые d≤50мм. | h3; js3 | L2/h3; L2/js3 | Гидромоторы и малогабаритные электромашины, внутришлифовальные шпиндели, турбохолодильники |
| h4; js4 | L2/h4; L2/js4 | ||||
| h5; js5 | L2/h5; L2/js5 | ||||
| Радиальные d≤40мм, радиально-упорные шариковые d≤100мм, роликовые d≤40мм | js4; js5;
js6; k36 |
L2/js4; L4/js5; L5/js5; L6/js6; L6/k6; L0/js6; L0/k6 | Сельскохозяйственные машины, центрифуги, турбокомпрессоры, газотурбинные насосы, вентиляторы, электромоторы, коробки скоростей станков, коробки скоростей машин и тракторов | ||
| Шариковые и роликовые d≤100 мм | k4; k5 | L2/k4; L4/k5 | |||
| js6; k6 | L5/k5;
L6/js6; L6/k6; L0/js6; L0/k6 |
||||
| d≤250 мм | m6 | L6/m6;
L0/m6 |
|||
| Нормальный или тяжелый: 0,07<Р≤0,15 С | Радиальноупорные и шариковые радиальные d≤100мм | k4 | L2/k4 | Электродвигатели мощностью до 100кВт, турбины, кривошипно-шатунные механизмы, шпиндели металлорежущих станков, крупные редукторы. | |
| k5 | L4/k5; L5/k5 | ||||
| Роликовые радиальные d≤40мм. | js6; k6 | L6/js6; L6/k6; L0/js6; L0/k6 | |||
| Тяжелый с ударной нагрузкой | Роликовые радиальные 50мм>d≤140 | m6; n6 | L6/m6; L6/n6; L0/m6;
L0/n6 |
Железнодожные и трамвайные буксы, коленчатые валы двигателей, электродвигатели мощностью свыше 100кВт, ходовые колеса мостовых кранов, Экскаваторы, манипуляторы прокатных станов, шаровые дробилки, вибраторы, грохоты. | |
| Роликовые радиальные 140мм<d≤200 | p6 | L6/p6; L0/p6 | |||
| Роликовые радиальные 200мм<d≤250 | r6; r7 | L6/r6; L0/r6; L6/r7; L0/r7 | |||
| Подшипники на закрепительно-стяжных втулках всех диаметров | h8; h9 | — | |||
| Местное | Легкий или нормальный Р≤0,07С | Подшипники всех диаметров | g6 | L6/g6; L0/g6 | Ролики ленточных транспортеров, конвейеров, барабаны самописцев. |
| Нормальный или тяжелый 0,07С<Р≤0,1 5С | g6; h6;
f7 |
L6/g6; L6/h6; L6/f7; L0/g6; L0/h6; L0/f7 | Передние и задние колеса автомобилей, валки малых прокатных станов | ||
| h6 | L6/h6; L0/h6 | Блоки грузоподъемных машин, валки станов для прокатки труб | |||
| Колебательное | Нормальный или тяжелый 0,07С<Р≤0,1 5С | JS5; 5;
JS6; 6 |
JS5/l2;
K5/l2; JS6/l4; K6/l4; JS6/l5; K6/l5 |
Шпиндели шлифовальных станков, коленвалы двигателей | |
| Посадки подшипников в корпусе (под наружное кольцо) | |||||
| Циркуляционное | Нормальный: 0,07<Р≤0,15
С |
Для всех разновидностей | JS7; 7 | JS7/l6;
K7/l6; JS7/l0; K7/l0 |
Ролики ленточных транспортеров, барабанов комбайнов |
| Нормальный или тяжелый: 0,07<Р≤0,15 С | 7; n7 | M7/l6; N7/l6; M7/l0; N7/l0 | Передние колеса машин и тягачей, ходовые колеса козловых и мостовых кранов | ||
| Тяжелый при тонкостенных корпусах:
Р>0,15С |
P6; P7 | P6/l5; P7/l6; P7/l0 | Колеса автомобилей, тракторов, ведущие барабаны гусеничных машин | ||
| Местное | Легкий или нормальный 0,07С<P≤0,1 5C | H7; JS7 | K7/l6; JS7/l6;
H7/l0; JS7/l0 |
Трансмиссионные валы, молотилки, машины бумажной промышленности | |
| Колебательное | Нормальный или тяжелый: 0,07<Р≤0,15 С | JS5; 5;
JS6; 6 |
JS5/l2;
K5/l2; JS6/l4; K6/l4’ JS6/l5; K6/l5 |
Шпиндели шлифовальных станков, коленвалы двигателей | |
| Примечание. Режим работы определяется в зависимости от интенсивности нагружения,
основным критерием которой является динамическая эквивалентная нагрузка P, выраженная в долях динамической грузоподъемности C или P/C. |
5.3. Условное обозначение посадок на чертежах
Обозначение посадок подшипников качения выполняется по аналогии с обычными посадками гладких цилиндрических сопряжений, т.е. в виде дроби. В соединении внутреннего кольца подшипника с валом в числителе указывают точность подшипника L0 … L2, а в знаменателе класс допуска вала. Например, L0/p6, L5/k5, L2/n4 (рис. 18 а).
В соединении наружного кольца подшипника с отверстием в числителе указывают класс допуска отверстия, а в знаменателе – точность подшипника. Например: H6/l0, H4/l2 (рис. 18 б).
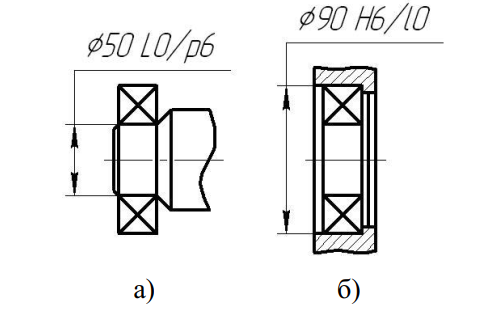
Рисунок 18 – Обозначения посадок с кольцами подшипников качения: а – посадка внутреннего кольца на вал; б – посадка наружного кольца в корпус
6. Нормирование точности зубчатых колес и передач
6.1. Общие сведения, термины, определения и обозначения
Большинство зубчатых передач машин и механизмов в зависимости от назначения можно разделить на следующие группы: отсчётные, скоростные, силовые и передачи общего назначения.
Отсчетные передачи входят в состав точных кинематических цепей измерительных приборов (часы, индикаторы часового типа, рычажно-зубчатые измерительные головки), счетно-решающих механизмов, следящих систем, делительных механизмов приспособлений, станков и т. п. Обычно эти передачи работают при малых нагрузках и низких скоростях. Основное эксплуатационное требование – высокая точность и согласованность углов поворота ведомого и ведущего колес, т. е. высокая кинематическая точность. Чаще всего это небольшие зубчатые колеса малого модуля с небольшой длиной зуба.
Скоростные передачи входят в состав кинематических цепей различных коробок передач, редукторов турбин, двигателей и т. п. Работают при высоких скоростях (свыше 150 м/с) и довольно больших мощностях. В этих условиях главное требование к зубчатой передаче — плавность работы, т. е. бесшумность и отсутствие вибраций. Безусловно, важна также полнота контакта зубьев. В основном это передачи с зубчатыми колесами средних размеров.
Силовые передачи работают в передаточных механизмах грузоподъемных, землеройных, строительных и дорожных машин, конвейеров, эскалаторов, механических вальцов и т. п. Они передают большие усилия при небольших скоростях. Основное требование — полнота контакта зубьев, особенно по длине зуба. Обычно это колеса большого модуля, часто с большой длиной зуба.
Отдельную группу образуют передачи общего назначения, к которым не предъявляют повышенные эксплуатационные требования ни по одному из трех рассмотренных направлений.
В стандарте ГОСТ 1643-81 требования к точности цилиндрических зубчатых колес и передач разделены на четыре группы и названы нормами точности. Нормы точности на зубчатые колеса и передачи представляют собой комплекс требований к геометрическим и функциональным характеристикам зубчатого колеса и передачи для оценки их точности в отношении определенного эксплуатационного признака. Нормами точности являются: нормы кинематической точности; нормы плавности работы; нормы контакта зубьев; нормы бокового зазора.
Нормы кинематической точности устанавливают требования к таким параметрам колеса и передачи, которые вызывают неточности передачи за полный оборот колеса, т. е. характеризуют погрешности угла поворота колеса по сравнению с расчетным.
Нормы плавности относятся к таким параметрам колес и передач, которые также влияют на кинематическую точность, но проявляются многократно за один оборот колеса, т. е. один или несколько раз на каждом зубе. Эти требования имеют наибольшее значение для передач, работающих на больших скоростях, поскольку такие погрешности являются источником ударов, приводящих к появлению шума и вибрации.
Нормы контакта устанавливают требования к таким параметрам колес и передач, которые определяют величину поверхности касания зубьев сопрягаемых колес. Требования к контакту имеют особо важное значение для передач, передающих большие нагрузки.
Нормы бокового зазора устанавливают требования к таким параметрам колес и передач, которые влияют на зазор по нерабочим профилям зубьев при соприкосновении по рабочим профилям зубьев. Эти нормы важны для передач, работающих в тяжелых температурных условиях, при большой загрязненности и для реверсивных передач.
Все геометрические показатели подразделяются на исходные, т.е. которые назначаются и основные параметры, которые рассчитываются на основе исходных параметров. К исходным параметрам относятся: модуль, число зубьев, угол наклона зубьев, коэффициент смещения, исходный контур.
К основным параметрам относятся межосевое расстояние, угол профиля, угол зацепления, делительный диаметр, передаточное число, диаметр вершин зубьев, диаметр впадин.
6.2. Показатели кинематической точности колес и передач
Кинематическая погрешность передачи Fк.п.п – это разность между действительным 2 и номинальным (расчетным) 3 углами поворота ведомого зубчатого колеса передачи. Выражается длиной дуги его делительной окружности (рис. 19).
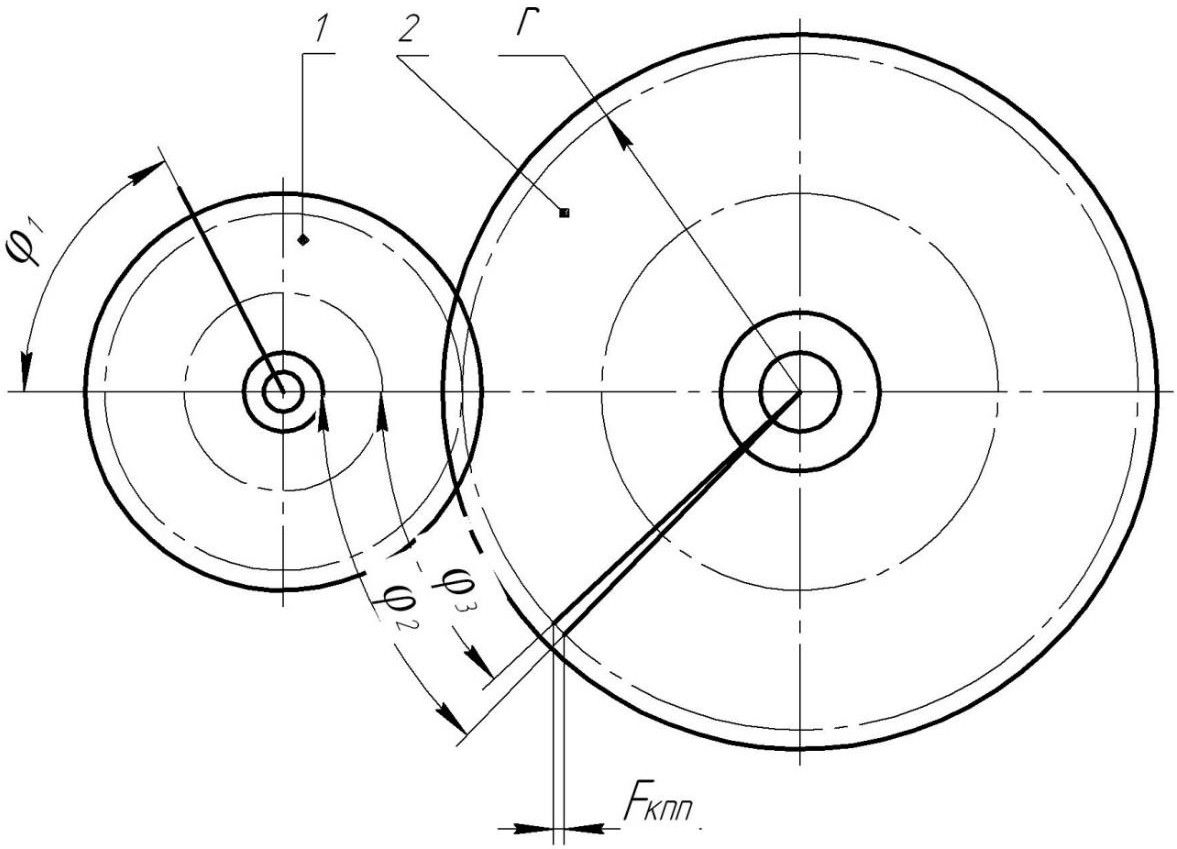
Рисунок 19 – Определение кинематической погрешности передачи: 1, 2 – ведущее и ведомое зубчатые колеса соответственно; φ1, φ2 – действительный угол поворота ведущего и ведомого зубчатых колес; φ3 – номинальный угол поворота ведомого колеса
Кинематическая погрешность передачи определяется по формуле:
Fк.п.п = (φ2 − φ3)r,
где r – радиус делительной окружности.
Кинематическая погрешность колеса Fк.п.к – разность между действительным и номинальным (расчётным) углами поворота зубчатого колеса, ведомого измерительным зубчатым колесом при номинальном взаимном положении осей вращения этих колес. Под измерительным зубчатым колесом понимается зубчатое колесо повышенной точности, применяемое в качестве измерительного элемента для однопрофильного и двупрофильного методов контроля зубчатых колес.
Наибольшая кинематическая погрешность передачи Fior′ – это наибольшая алгебраическая разность значений кинематической погрешности передачи за полный цикл изменения относительного положения зубчатых колес (рис. 20 а). Полный цикл совершается в пределах числа оборотов большего зубчатого колеса, равного частному от деления числа зубьев меньшего зубчатого колеса на общий наибольший делитель числа зубьев обоих зубчатых колес передачи, т.е. на угол
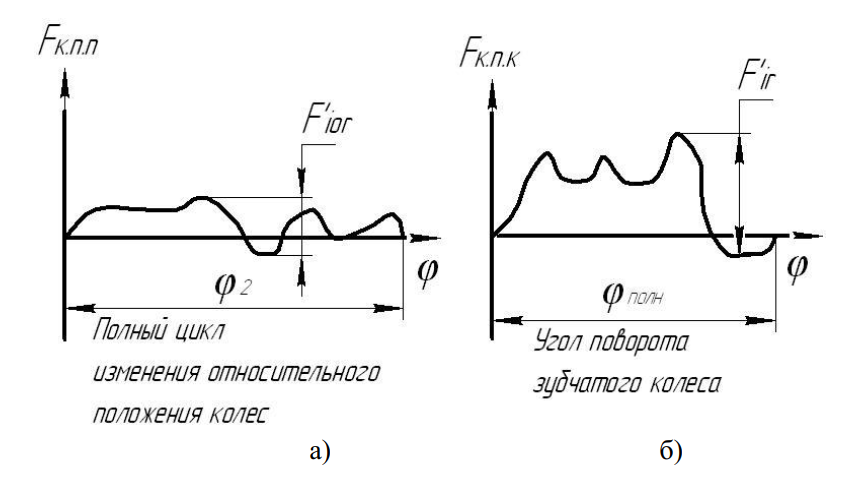
Рисунок 20 – Графические зависимости изменения кинематических погрешностей в зависимости от угла поворота: а – кинематической погрешности передачи, б – кинематической погрешности колеса
Наибольшая кинематическая погрешность колеса Fir′ – это наибольшая алгебраическая разность значений кинематической погрешности зубчатого колеса в пределах его полного оборота (рис. 20 б).
Накопленная погрешность шага зубчатого колеса Fpr – наибольшая алгебраическая разность значений накопленных погрешностей в пределах зубчатого колеса (рис. 21).
Накопленная погрешность k шагов Fpk – наибольшая разность дискретных значений кинематической погрешности зубчатого колеса при номинальном повороте на k целых угловых шагов (рис. 21):
где – действительный угол поворота зубчатого колеса; 2k/z − номинальный угол поворота (k ≥ 2 – число целых шагов); r – радиус делительной окружности.
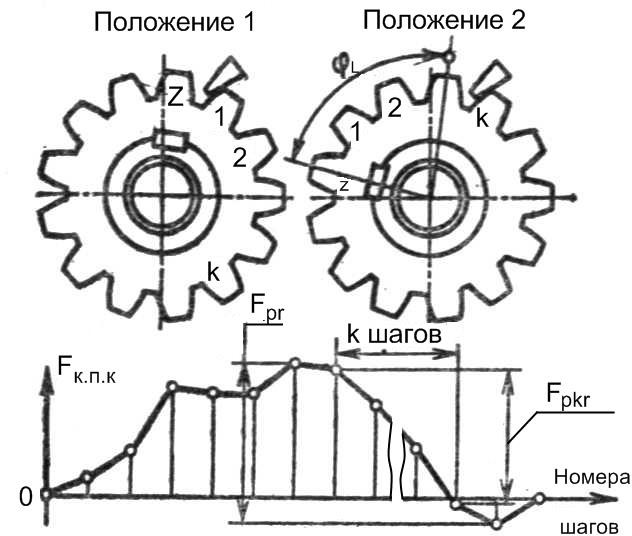
Рисунок 21 – Схемы для определения накопленной погрешности шага Fpr и накопленной погрешности k шагов Fpkr
Радиальное биение зубчатого венца Frr – разность действительных предельных положений исходного контура в пределах зубчатого колеса (от его рабочей оси). Практически Frr определяется разностью расстояний от рабочей оси колеса до постоянных хорд Sc зубьев (рис. 22 а).
Длина общей нормали зубчатого колеса – расстояние между двумя параллельными плоскостями, касательными к двум разноименным активным боковым поверхностям A и B зубьев колеса (рис. 22 б).
W = AB = CD
Колебания длины общей нормали Fvwr – это разность между наибольшим и наименьшим действительными значениями общей нормали, измеренными по всему колесу.
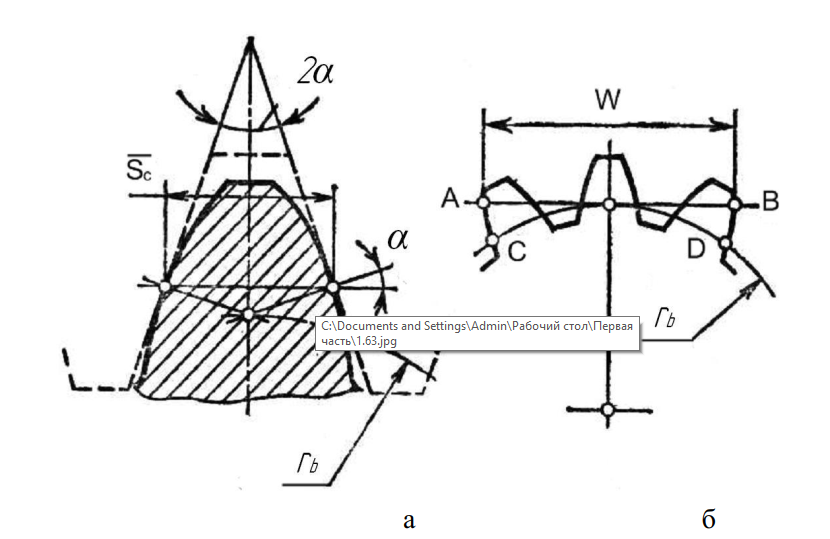
Рисунок 22 – Схемы для определения: а – постоянной хорды Sc; б – длины общей нормали
6.3. Показатели плавности работы колес и передач
Циклическая погрешность передачи fzkor (колеса fzkr) – это удвоенные амплитуды гармонических составляющих соответствующей погрешности передачи (рис. 23 а), колеса (рис. 23 б).
Местная кинематическая погрешность зубчатого колеса f′ir – наибольшая разность между местными соседними экстремальными (минимальными и максимальными) значениями кинематической погрешности зубчатого колеса в пределах его оборота (рис. 24).
Отклонение шага fptr – дискретные значения кинематической погрешности зубчатого колеса при его повороте на один номинальный угловой шаг:
Отклонение шага зацепления fpbr – разность между действительным и номинальным шагами зацепления (рис. 25).
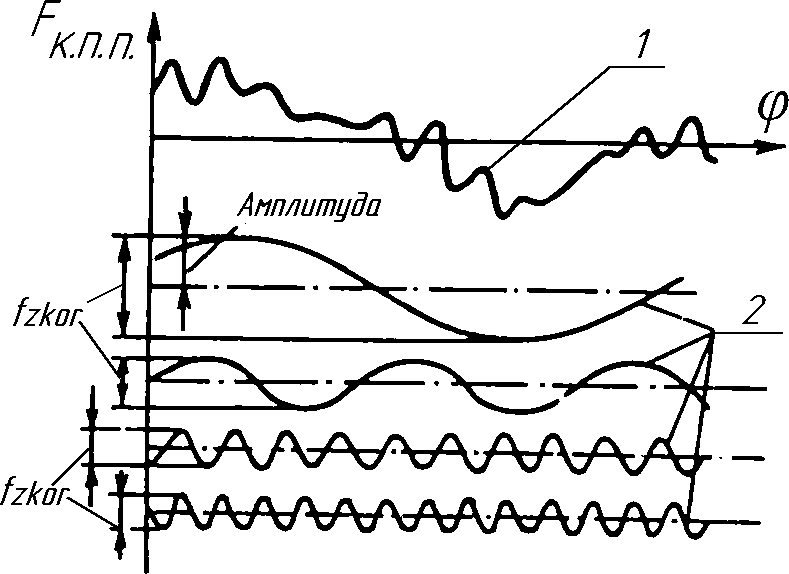
а)
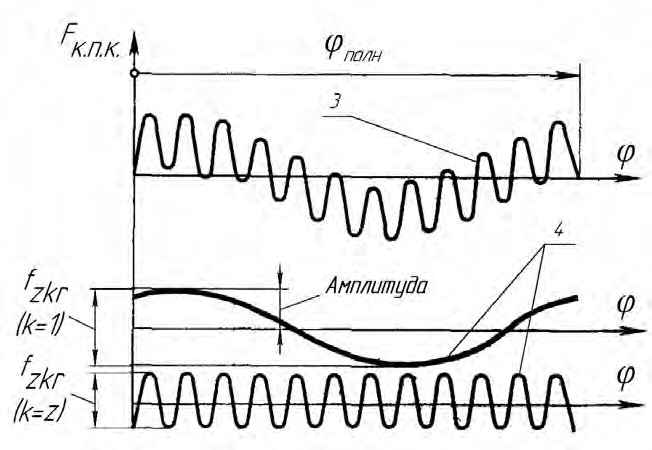
б)
Рисунок 23 – Схемы для определения циклической погрешности: а – передачи; б – зубчатого колеса; 1 – кривая кинематической погрешности передачи; 2 – гармонические составляющие кинематической погрешности передачи при разных значениях частоты k; 3 – кривая кинематической погрешности зубчатого колеса; 4 – гармонические составляющие кинематической погрешности зубчатого колеса при разных значениях частоты k.
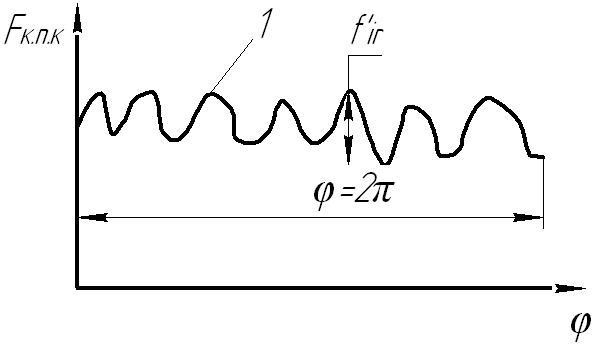
Рисунок 24 – Схема для определения местной кинематической погрешности колеса
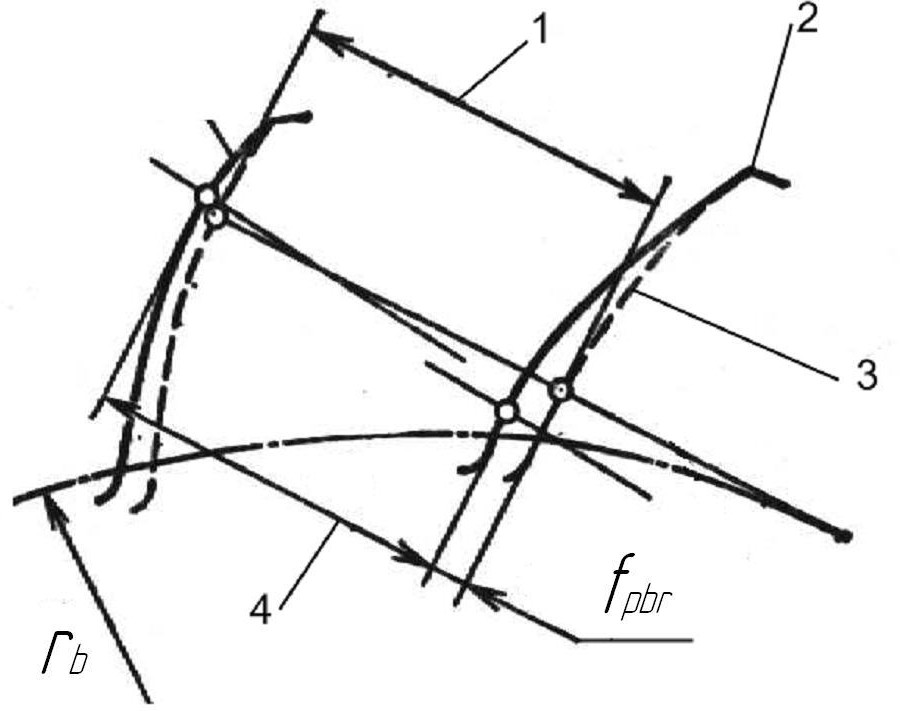
Рисунок 25 – Схемы для определения шага зацепления: 1 – номинальный шаг зацепления; 2 – действительный профиль зуба; 3 – номинальный профиль зуба; 4 – действительный шаг зацепления
Погрешность профиля зуба ffr – расстояние по нормали между двумя ближайшими друг к другу номинальными торцовыми профилями зуба, между которыми размещается действительный торцовый активный профиль зуба зубчатого колеса (рис. 26).
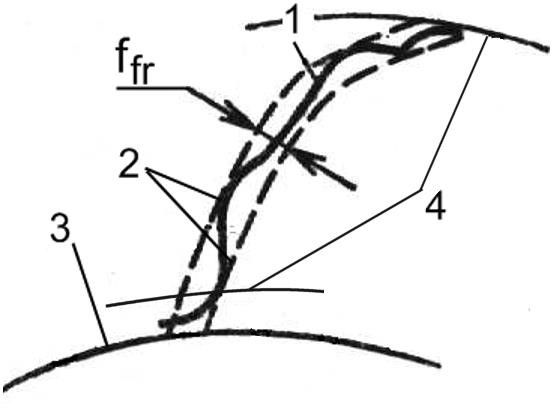
Рисунок 26 – Схема для определения погрешности профиля зуба: 1 – действительный торцовый профиль; 2 – номинальные торцовые профили; 3 – основная окружность; 4 – границы активного профиля зуба
6.4. Показатели контакта зубьев
Суммарное пятно контакта – это часть боковой поверхности зуба, на которой располагаются следы прилегания зубьев парного зубчатого колеса в собранной передаче после вращения под нагрузкой, устанавливаемой конструктором (рис. 27). Относительные размеры пятна контакта определяются в процентах по длине и высоте зуба:
по длине зуба
по высоте зуба
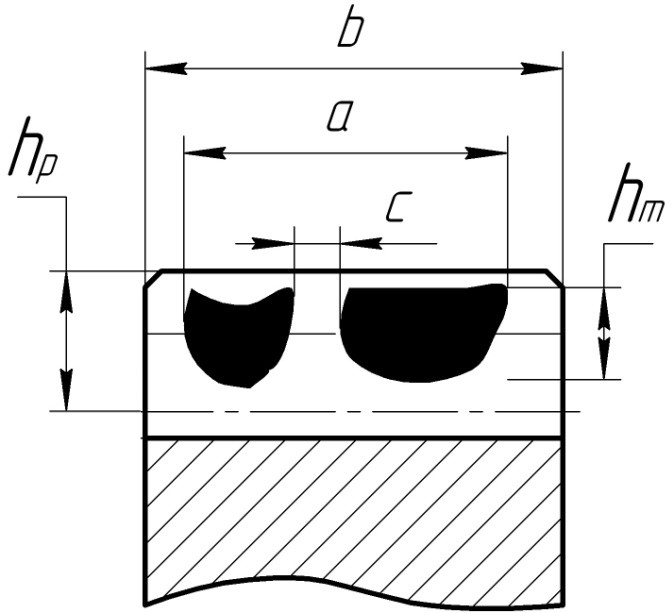
Рисунок 27 – Схема для определения относительных размеров пятна контакта: a – расстояние между крайними точками следов прилегания; c – суммарная величина разрывов; hm – средняя по всей высоте зуба высота прилегания; hp — высота зуба.
Погрешность направления зуба Fβr – расстояние между двумя ближайшими друг к другу делительными линиями зуба в торцевом сечении, между которыми размещается действительная делительная линия зуба, соответствующая рабочей ширине зубчатого венца (рис. 28).
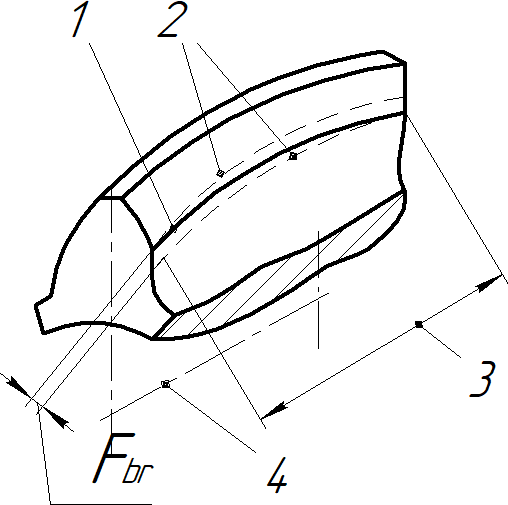
Рисунок 28 – Схема для определения погрешности направления зуба: 1 – действительная делительная линия (линия пересечения действительной боковой поверхности зуба с делительным цилиндром, ось которого совпадает с рабочей осью); 2 – номинальные делительные линии зуба, 3 – ширина рабочего венца; 4 – рабочая ось зубчатого колеса
6.5. Степени точности
Установлено 12 степеней точности зубчатых колес и передач, обозначаемых в порядке убывания точности числами 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12 (ГОСТ 1643-81). Для степеней точности 1 и 2 допуски и предельные отклонения не даны. Эти степени точности зарезервированы для будущего.
Для каждой степени точности зубчатых колес и передач установлены нормы кинематической точности, плавности работы и контакта зубьев (допускается комбинирование норм разных степеней точности). Поскольку между элементами зубчатых колес существуют зависимости, то при комбинировании нормы плавности работы зубчатых колес и передач могут быть не более чем на две степени точнее или на одну степень грубее норм кинематической точности, нормы контакта зубьев могут назначаться на любую степень более точными, чем нормы плавности работы зубчатых колес и передач, а также на одну степень грубее норм плавности.
В стандартах предусмотрено значительное число степеней точности, которые могут обеспечить точностные требования к разнообразным зубчатым колесам от самых точных до грубых. Так, степени точности 3, 4 и 5, содержащие малые по значению допуски, уже нашли применение при изготовлении измерительных колес. При этом измерительные колеса 3-й степени служат для контроля колес 5-й и 6-й степеней точности, измерительные колеса 4-й степени точности – для контроля колес 7-й степени точности, измерительные колеса 5-й степени точности – для контроля колес 8-й и 9-й степеней точности.
Выбор степени точности зубчатого колеса зависит от окружной скорости, передаваемой мощности, требований к кинематической точности, плавности, бесшумности, долговечности и т. п.
Выбор степени точности изготовления параметров колеса можно выполнить следующими способами.
1. Расчетом:
- а) степень точности кинематических параметров колеса можно определить кинематическим расчетом погрешностей всей передачи;
- б) степень точности параметров плавности можно определить расчетом динамики передачи, вибраций и шумовых явлений;
- в) степень точности параметров, характеризующих полноту контакта зубьев, можно найти расчетом на прочность и долговечность.
Соответствие полученных расчетом степеней точности условиям эксплуатации необходимо проверить на опытной партии зубчатых колес.
2. На зубчатые колеса можно перенести степень точности, установленную ранее для аналогичных зубчатых колес, работающих в какихлибо других действующих приборных устройствах и удовлетворяющих предъявляемым к ним эксплуатационным требованиям, аналогичным требованиям, предъявляемым к рассматриваемым зубчатым колесам. В этом случае проверка зубчатых колес не требуется (табл. 22).
Таблица 22 – Рекомендации по применению степеней точности
| Степень точности | Окружная скорость, м/с | |
| Прямозубые колеса | Непрямозубые колеса | |
| 3-я (особо прецизионные) | Св. 40 | Св. 75 |
| Зубчатые колеса для передач с особо прецизионной согласованностью вращения или работающих при особо высокой скорости и наибольшей плавностью: зубчатые колеса особо прецизионных механизмов, особо высокоскоростных турбинных передач, измерительные колеса для контроля колес 5-, 6-й степеней точности. | ||
| 4-я (особо прецизионные) | Св. 35 | Св.70 |
| Зубчатые колеса для особо прецизионных делительных механизмов или передач работающих при весьма высоких скоростях и требующие наибольшей плавности и бесшумности, зубчатые колеса особо прецизионных делительных механизмов, высокоскоростные передачи, измерительные колеса для контроля колес 7-й степени точности. | ||
| 5-я (прецизионные) | Св. 20 | Св. 40 |
| Зубчатые колеса для прецизионных делительных механизмов, работающих при высоких скоростях, требующие высокой плавности и бесшумности: зубчатые колеса прецизионных механизмов, турбинных передач, измерительные колеса для контроля колес 8-9-й степеней точности | ||
| 6-я (высокоточные) | До15 | До 30 |
| Зубчатые колеса для плавной работы на высоких скоростях, требующие наибольшего КПД и бесшумности, зубчатые колеса делительных механизмов, особо ответственные зубчатые колеса авиа- и машиностроения. | ||
| 7-я (точные) | До10 | До 15 |
| Зубчатые колеса при повышенных скоростях и умеренной мощности или наоборот: зубчатые колеса подач где требуется согласованность движений, колеса скоростных редукторов авиа- и автостроения, передачи на устройства с отсчетом. | ||
| 8-я (средней точности) | До 6 | До 10 |
| Зубчатые колеса общего машиностроения, не требующие особой точности, колеса передач станков, не входящие в делительные цепи, колеса грузоподъемных механизмов, зубчатые колеса сельскохозяйственных машин, зубчатые колеса нормальных редукторов. | ||
| 9-я (пониженной точности) | До 2 | До 4 |
| Зубчатые колеса для плавной работы на высоких скоростях, требующие наиболее высокого КПД и бесшумности, зубчатые колеса, зубчатые колеса авиа- и автостроения |
6.6. Виды сопряжений зубьев в передаче
Для устранения возможного заклинивания при нагреве передачи, обеспечения условий протекания смазочного материала и ограничения мертвого хода при реверсировании отсчетных и делительных передач они должны иметь боковой зазор jn (между нерабочими профилями зубьев сопряженных колес). Этот зазор необходим также для компенсации погрешностей изготовления и монтажа передачи и для устранения удара по нерабочим профилям, который может быть вызван разрывом контакта рабочих профилей вследствие динамических явлений.
Боковой зазор определяют в сечении, перпендикулярном к направлению зубьев, в плоскости, касательной к основным цилиндрам (рис. 29 а).
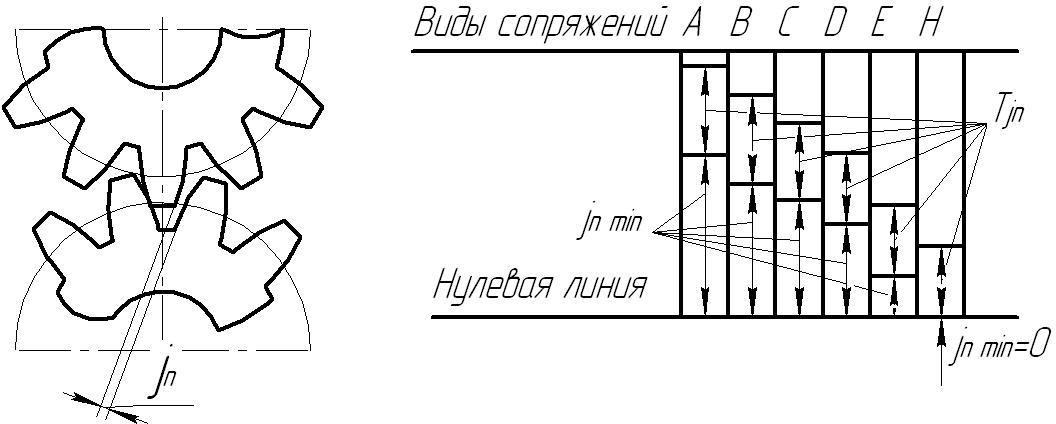
а б
Рисунок 29 – Боковой зазор: а – схема для определения; б – виды расположения интервалов допусков Tjn
На боковой зазор установлен допуск Tjn, определяемый разностью между наибольшим и наименьшим зазором. По мере увеличения бокового зазора увеличивается допуск Tjn. Допуски на боковой зазор обозначаются буквами h, d, c, b, a, z, y, x в порядке возрастания допуска. Стандартом ГОСТ 1643-81 предусмотрены виды сопряжений и соответствующие им виды допусков бокового зазора (табл. 23).
Установлены шесть классов отклонений межосевого расстояния, обозначаемые в порядке убывания точности I, II, III, IV, V, VI.
Гарантированный боковой зазор в каждом сопряжении обеспечивается при соблюдении предусмотренных классов отклонений межосевого расстояния: для сопряжений H и Е – II класс; для сопряжений D, C, B и A – классы III, IV, V и VI соответственно.
Таблица 23 – Допуски бокового зазора
| Модуль m, мм | Виды сопряжения | Вид допуска бокового зазора | Диапазон степеней точности по нормам плавности |
| m < 1 | D | e | 3-10 при m ≤ 0,5 мм |
| E | e | 3-12 при m > 0,5 мм | |
| F | f | 3-10 | |
| G | g | 3-8 | |
| H | h | 3-7 | |
| m ≥ 1 | A | a | 3-12 |
| B | b | 3-11 | |
| C | c | 3-9 | |
| D | d | 3-8 | |
| E, H | h | 3-7 |
6.7. Обозначение параметров зубчатых колес на чертежах
На поле чертежа в правом верхнем углу располагается таблица, содержащая необходимые данные для изготовления зубчатого колеса. В таблице указывается модуль, число зубьев, исходный контур, коэффициент смещения, условное обозначение норм точности, длина общей нормали, делительный диаметр.
Примеры условного обозначения норм точности:
7– C ГОСТ 1643-81– цилиндрическая передача со степенью точности 7 по всем трем нормам с видом сопряжения зубчатых колес C и видом допуска на боковой зазор c;
8– 7– 6– Ba ГОСТ 1643-81– цилиндрическая передача со степенью точности 8 по нормам кинематической точности, степенью 7 по нормам плавности, степенью 6 по нормам контакта зубьев, видом сопряжения B и видом допуска на боковой зазор a.
Допускается не назначать, а значит, и не контролировать степень точности на норму, не имеющую эксплуатационного значения. Если на одну из норм не задана степень точности, то на соответствующем месте обозначения точности вместо цифры ставится буква N, например 7 − N − 6 − Ва;
7 − Са/ ГОСТ 1643-81 – цилиндрическая передача со степенью точности 7 по всем трем нормам с видом сопряжения C и видом допуска на боковой зазор a и классом отклонения межосевого расстояния V.
