Степень
использования оборудования или рабочих
мест по времени определяется коэффициентом
загрузки. Коэффициент загрузки для
данной операции равен отношению
расчетного числа станков к принятому
числу станков:
Кз.=
Ср./ Спр. х 100%,
где:
(6)
Кз
– коэффициент загрузки оборудования;
Ср
– расчетное количество оборудования
на данной операции (рабочих мест),
ед.;
Спр.
–
принятое количество оборудования на
данной операции (рабочих мест), ед.
Коэффициент
загрузки определяется по каждой операции
технологического процесса.
Затем
определяется средний коэффициент
загрузки по формуле:
Кз.ср.
= Ср.общ. / Спр. общ., где:
(7)
Ср.общ.
– общее количество расчетного оборудования;
Спр.общ.
– общее количество принятого оборудования.
Кз.005=
5,48/6*100%=0,91=91%
Кз.010=
5,20/6*100%=0,87=87%
Кз.015=
4,23/5*100%=0,85=85%
Кз.020=
5,95/6*100%=0,99=99%
Кз.025=
2,18/3*100%=0,73=73%
Кз.030=
4,69/5*100%=0,94=94%
Кз.035=
3,06/4*100%=0,77=77%
Кз.040=
9,06/10*100%=0,91=91%
Кз.045=
5,72/6*100%=0,95=95%
Кз.ср.
= 45,47/51=0,89*100%=89%
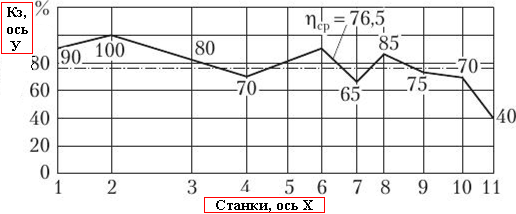
Средний
коэффициент загрузки оборудования
равен 89%. Таким образом, можно сделать
вывод, что оборудование используется
достаточно эффективно.

Рис.1.
График загрузки оборудования
1.1.4. Выбор транспортных средств
В
условиях массового и серийного
производства в качестве внутрицехового
транспорта могут применяться тележки.
Количество
тележек рассчитывается по формуле:
nрасч.
.= QДЕТ
х NЗАП
х i
/(qM
х 60 х FД)
х (LСР/VСР+Т),
где:
(8)
Qдет
– вес
одной перевозимой детали, в тоннах
(
для упрощения расчетов используют
средний вес между весом заготовки и
весом готовой детали);
NЗАП
–
годовая программа запуска деталей, в
штуках;
i
–
среднее количество транспортных операций
на одну деталь;
qM
– заполнение тележки за один рейс, qM
=0,25-1,0
тонн;
FД
– действительный фонд времени работы
оборудования, в часах;
LСР
– расстояние транспортировки (пробег
тележки туда и обратно).
Это
расстояние определяют из составленного
плана размещения оборудования на
участке;
Vср
– средняя скорость тележки, м/мин.,
Vср=30~40
м/мин.;
Т
– время погрузки и разгрузки на каждую
операцию, мин.;
Т=12~15
мин.
Расчетное
количество тележек (n
РАСЧ.)
округляем до целого в большую
сторону.
Коэффициент
загрузки тележек рассчитывается по
формуле:
η
= n
расч.. /nПР.
, где:
(9)
n
расч.
– расчетное число тележек;
nПР.
– принятое
количество тележек.
nрасч.
=
0,00785*105023*10/(0,5*60*3762)*(203/30+12)
= 1,37 = 2 (шт.)
η
= 1,37/2 = 0,685
Таблица
5
Сводная
ведомость принятого оборудования и его
стоимость
|
№ операции п/п |
Наим. обо- руд. |
Тип, мар- ка |
Ко- ли- чест во |
Мощность, кВт |
Опт. цена прейс- куранту (руб.) |
Общая стоим. оборуд. (руб.) |
Расходы монтаж и трансп.* (руб.) |
Баланс стоим. обору- дования (руб.) |
|
|
005 |
Горизонтальный |
6Б4431 |
6 |
5,5 |
33 |
2626000 |
15756000 |
1575600 |
17331600 |
|
010 токарно-винторезная |
Токарно-винторезный |
16М16 |
6 |
6,3 |
37,8 |
390000 |
2340000 |
234000 |
2574000 |
|
015 сверлильная |
Вертикально-сверлильный |
2Н125 |
5 |
2,2 |
11 |
142000 |
710000 |
71000 |
781000 |
|
020 вертикально-фрезерная |
Универсальный |
6Р80 |
6 |
3,0 |
18,0 |
230000 |
1380000 |
138000 |
1518000 |
|
025 горизонтально |
Полуавтомат |
7Б75 |
3 |
22,0 |
66,0 |
1088000 |
3264000 |
326400 |
3590400 |
|
030 горизонтально-фрезерная |
Универсальный |
6Р80 |
5 |
3,0 |
15,0 |
830000 |
4150000 |
415000 |
4565000 |
|
035 вертикально-сверлильная |
Координатно-расточный |
2Д450 |
4 |
2,0 |
8,0 |
258700 |
1034800 |
103480 |
1138280 |
|
040 фрезерная |
Универсальный |
6Р80 |
9 |
3,0 |
27,0 |
830000 |
7470000 |
747000 |
8217000 |
|
045 Плоскошлифовальная |
Бесцентрово-шлифовальный |
ЗМ182 |
6 |
7,5 |
45 |
1850000 |
11100000 |
1110000 |
12210000 |
|
Итого: |
50 |
54,5 |
260,5 |
8844700 |
47204800 |
4720480 |
34593680 |
Соседние файлы в папке курсач docx283
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
На чтение 7 мин Просмотров 61.4к.
Производственная программа – план выпуска продукции (услуг), который разрабатывается на конкретный плановый период на каждом предприятии. Ее составление сопровождается расчетами показателей, определяющими нужное количество оборудования. Один из них, коэффициент загрузки, дает представление о полноте использования оборудования.
Содержание
- Определение коэффициента загрузки оборудования
- С какой целью используется коэффициент загрузки оборудования
- Отображение значений коэффициента на графике
- Нормативное значение коэффициента загрузки оборудования
- Коэффициент загрузки оборудования на каждой операции в соответствующем квартале планового года (формула)
- Коэффициент загрузки оборудования в соответствующем квартале планового года (формула)
Определение коэффициента загрузки оборудования
Понятие «загрузка оборудования» неразрывно связано с использованием внутрисменного рабочего времени, учет которого ведется в человеко-днях и человеко-часах. Данный множитель (попросту коэффициент загрузки) отображает долю фактического времени, проработанную станками на протяжении смены, суток, иного конкретного периода в совокупном фонде времени оборудования.
Простыми словами, коэффициент загрузки (rate of operation) показывает, сколько времени станки работали на полную мощность на протяжении конкретного периода, выполняя требуемый объем работ.
Важно! Значение коэффициента загрузки (Кз) меняется в зависимости от спроса на продукцию.
Наряду с ним, при определении загруженности станков рассчитывают еще один множитель – коэффициент использования оборудования. Причем делают это тогда, когда нет возможности определить OEE (Overall Equipment Effectiveness), т. е. общую эффективность работы оборудования. Коэффициент загрузки:
- Характеризует загрузку станков во времени.
- Учитывает неминуемые простои, вызванные, например, неплановым аварийным ремонтом либо занятостью рабочих на иных работах и т. п. производственными причинами.
Определить степень загрузки станков на протяжении суток можно при помощи коэффициента сменности работы (Кс). Он показывает число смен, которые в среднем проработал каждый станок за сутки (квартал, месяц либо год).
В отличие от него Кз станков учитывает сведения о трудоемкости продукции. Кз – это значение Кс, но дважды уменьшенное (при двух сменах) либо трижды уменьшенное (при трех сменах).
С какой целью используется коэффициент загрузки оборудования
Кз рассчитывают, чтобы выяснить степень занятости станков определенной работой. Он позволяет понять, какую долю фондового времени станки обеспечены всем необходимым.
Рассчитывая значение Кз, экономисты видят, насколько загружены станки в тех либо иных производственных условиях. Если, предположим, Кз = 0,8, тогда это означает, что на 80% фонда времени у станков имеется все, что требуется для работы. Т. е. инструментарий, рабочие на своих местах и т. д. А на протяжении оставшихся 20% чего-то не достает.
Возьмем, к примеру, комплексную автоматизацию производства (computer-integrated manufacturing (CIM)), созданные автоматические поточные линии. Производительность звеньев всей технологической цепочки по большей части разная и очень редко бывает идентичной. Полная загрузка бывает только у лимитирующих (ограничивающих) звеньев (Кз > 1). Для нелимитиующих звеньев значение Кз < 1. Значение КЗ рассчитывают:
- Сначала по каждой операции в рассматриваемом периоде.
- Затем определяют среднее значение в этом же периоде.
Первичный расчет производится на основе отношения расчетного числа (штучно) станков к принятому их числу. Анализируя работу станков, предназначенных для продолжительного использования, рассчитывают показатели, которые в своей совокупности характеризуют использование мощности, времени работы, количества станков.
Отображение значений коэффициента на графике
Полученные значения Кз показывают на графике загрузки (по системе координат) следующим порядком:
- Рассчитывают Кз для каждого станка либо однотипной группы станков.
- По оси абсцисс (Х) отмечают №№ (либо названия) станков.
- По оси координат (У) отмечают значения Кз (%). Полученные точки соединяют и получают ломаную линию.
На графике можно отобразить среднее значение Кз для всего цеха в виде прямой линии. Она должна проходить через ломаную линию (либо столбики), нарисованную по станкам (группам станков). Как вариант, изображают график в виде столбиков:
- Для каждого станка рисуют по столбику.
- Высота столбика показывает 100% (в масштабе).
- На каждом столбике отмечают соответствующий процент Кз.
Нормативное значение коэффициента загрузки оборудования
Норматив Кз зависит от особенностей производства, установленного режима работ в цехах, типа станков. Принято считать, что оптимальное значение – это значение, близкое к единице. Приведем несколько примеров нормативов Кз, для сравнения:
- Металлорежущих станков = 0,75 для единичного, мелкосерийного произ-ва и 0,9 – для крупносерийного и массового.
- Сварочных станков = 0,7 для индивидуального и мелкосерийного произ-ва и 0,8 – для крупносерийного.
- Для цеха кузнечного производства = 0,88 – 0,95.
- Для изготовления деталей, заготовок способом холодной объемной штамповки (либо высадки) = 0,75 – 0,9.
- Для изготовления тонкостенных изделий из металлического листа с применением технологии листовой штамповки = 0,84 – 0,95.
Обобщая данные, можно определенно сказать, что норматив Кз для крупносерийного (массового) производства соответствует верхним границам и значится в пределах 0,7 – 0,9. Норматив Кз для мелкосерийного производства соответствует нижним границам и значится обычно в пределах 0,65 – 0,75. Рекомендуемыми отраслевыми нормами Кз, которые установлены в зависимости от типа производства авто (агрегатов) и видов станков, являются следующие.
| Некоторые виды станков | Единичное, мелкосерийное произ-во авто | Средне- и крупносерийное произ-во авто |
| Универсальные с руч. управлением | 0,8 | 0,8 |
| Спец. и агрегатные станки | — | 0,9 |
| Автомат. линии | — | 0,9 |
| Станки с ЧПУ, гибкие модули | 0,85 | 0,9 |
Для справки. Единичное производство – это малый объем выпуска однотипной продукции, которую не ремонтируют и повторно не производят. Станки, которые участвуют в таком производстве, изготавливаются серийно станкозаводами. Их закупают обычно до начала произ-ва.
Серийное производство – изготовление (ремонт) продукции партиями, которые регулярно повторяются. Оно делится в свою очередь на мелкосерийное, среднесерийное и крупносерийное. Данное производство может комплектоваться:
- поточными и автоматическими линиями;
- многошпиндельными автоматами (полуавтоматами, проч.);
- станками с ЧПУ;
- гибкими проивзв. модулями и системами;
- универсальными станками с быстропереналаживаемой оснасткой.
Целесообразное сочетание названых групп станков, полная их загрузка способствуют экономичности серийного производства. Под массовым производством понимают большой объем выпуска продукции. Она ремонтируется длительное время и производится беспрерывно.
Коэффициент загрузки оборудования на каждой операции в соответствующем квартале планового года (формула)
Расчет значения Кз производится по общей формуле: Кз = (ЧО1 + ЧО2) / (ЧУ * ЧС) (1). Пояснения: ЧО1 – число оборудования (станков), проработавших 1 смену, ЧО2 – число станков, проработавших 2 смену, ЧУ – число установленных станков, ЧС – число смен, проработанных станками. Таким путем рассчитывают значение Кз по каждой операции соответствующего квартала.
Наглядный пример. Предположим, ЧУ = 100, ЧО1 = 100, ЧО2 = 50, а ЧС = 2. Задача: определить значение Кз. Отсюда следует: (100 + 50) / (100 * 2) = 150 / 200 = 0,75.
Рассчитать значение Кз можно посредством онлайн калькулятора. Для этого требуется занести в онлайн форму стандартные данные: значения ЧО1, ЧО2, ЧУ и ЧС, а также количество смен и нажать на кнопку «Рассчитать». Расчет будет произведен автоматически.
Коэффициент загрузки оборудования в соответствующем квартале планового года (формула)
Среднее значение Кз в нужном квартале планового периода рассчитывают, по сути, согласно той же формуле, что и его значение по каждой операции. Но для расчета берут средние значения указанных в формуле показателей. Либо, как вариант, рассчитав сначала коэффициент, определяют его среднее значение.
Рассмотрим расчет среднего значения на следующем примере. Данные для него сведены в таблице. Руководствуясь этими показателями, можно составить таблицу Excel по соответствующим значениям и результатам расчетов.
|
№ операции |
Число станков по расчету | Число станков фактически принятое |
Расчет значения Кз |
| 1 | 3,15 | 4 | 3,15 / 4 = 0,78 |
| 2 | 4,75 | 5 | 4,75 / 5 = 0,95 |
| 3 | 3,17 | 4 | 3,17 / 4 = 0,75 |
| 4 | 3,82 | 4 | 3,82 / 4 = 0,95 |
| 5 | 4,51 | 5 | 4,51 / 5 = 0,90 |
Расчет Кз по каждой операции произведен согласно формуле: Кз = (Зр /Зп) * 100% (2). Пояснения: Зр – расчетное число оборудования и Зп – принятое число оборудования. Среднее значение коэффициента рассчитано следующим путем: Кз (среднее) = (Кз1 + Кз2 + Кз3 + Кз4 + Кз5) / 5 (3). Пояснения: Кз1 – коэффициент загрузки 1, Кз2 – коэффициент загрузки 2 и т. д.
Расчет среднего значения коэффициента по предложенной формуле будет следующим: (0,78 + 0,95 + 0,75 + 0,95 + 0,90) / 5 = 0,86 либо 86%. Шаблон таблицы Excel для расчета значения Кз, приведенный ниже, выстроен по аналогии с таблицей Word, использованной в расчетах. Таблица Excel тоже состоит из четырех столбцов, предназначенных для введения данных:
- по количеству оборудования (отдельно по расчету и отдельно принятого по факту);
- значения Кз, рассчитанного по каждой операции.
В столбце, где следует указывать значение Кз, приведены формулы для расчета его значения в Excel. По каждому столбцу можно подвести итог, рассчитав суммарное значение соответствующего показателя в том либо ином столбце. В шаблон можно включить дополнительный столбец для расчета среднего значения Кз. Это упрощенный шаблон таблицы, который можно использовать в расчетах.
Шаблон таблица для расчета коэффициента загрузки
Эффективность функционирования субъекта хозяйствования оценивается в ходе проведения финансового анализа. Одним из его показателей является коэффициент оборачиваемости.
Параметр позволяет понять, насколько результативно производится руководством управление активами компании, что возможно по критериям оценки частоты и интенсивности их использования.
Коэффициент загрузки оборотных средств: формула

Общая информация
Коэффициент загрузки оборотных средств включает в себя такие показатели, как стоимость продукции, которая была продана, и ценность оборотных средств, определенная за временной период, являющийся базовым в проведении расчетных операций.
Он является обратным значением к коэффициенту оборачиваемости. Поскольку он идентифицирует сумму оборотных средств, которые были затрачены для производства и продажи продукции в эквиваленте на один рубль, то для оценки параметра применяется в комплексе с коэффициентом оборачиваемости.
Основное отличие коэффициента от параметра рентабельности заключается в использование в расчетах не чистой прибыли, а общей выручки от продажи результатов труда субъектов предпринимательства. Поэтому можно судить о том, что параметр идентифицирует степень деловой активности, тогда как рентабельность определяет уровень прибыльности.
Чем выше показатель оборачиваемости, тем лучше платежеспособность компании, и тем она финансово устойчивее. По нему можно судить о том, сколько должно быть произведено торговых оборотов для того, чтобы окупить все вложения в бизнес.
Виды
По скорости оборачиваемости, примененной в отношении оборотных средств, становится понятна интенсивность их использования. На нее оказывают влияние взаимосвязанные между собой экономические параметры:
- коэффициент оборачиваемости;
- коэффициент загрузки средств в обороте;
- продолжительность одного цикла, отображенная в днях.
По коэффициенту оборачиваемости можно судить о том, сколько раз оборотные средства субъекта хозяйствования могут обернуться за отчетный период. Он определяется как частное общей суммы, на которую была реализована продукция или оказаны услуги, на стоимость средств предприятия оборотного характера. Все цифры учитываются за один и тот же период.
Считается, что чем больше значение параметра, тем эффективнее деятельность субъекта, что объясняется оптимальным задействованием в производственном процессе всех средств.
Длительность одного оборота не находится в зависимости от периода, за который производится расчет. К примеру, одному обороту в квартал соответствует четыре оборота в год.
При этом продолжительность одного цикла остается неизменной величиной. Рассчитать значение можно как частное величины общей продолжительности цикла и коэффициента оборачиваемости. Цикл может длиться на протяжении любого отчетного периода. Уменьшение длительности оборота свидетельствует об улучшении использования ресурсов предприятия.
Формула коэффициента загрузки оборотных средств определяет обратный оборачиваемости параметр. По нему можно судить об остатках средств оборотного характера, которые приходятся на каждый рубль реализованной продукции. Чем меньше значение показателя, тем эффективнее использования средств компании.

Процесс ускорения и замедления оборачиваемости идентифицируется за счет сопоставления плановых и фактических значений. Допустимо сравнивать текущие данные со значениями прошлого периода. При ускорении процесса происходить высвобождение из цикла материальных ресурсов и источников их возникновения.
В случае его замедления приходится вовлекать дополнительные средства для выхода на должный уровень.
Применение к разным объектам
Оборачиваемость может быть применена к активам, что диктует правила ее оценки в динамике. К росту параметра приводит увеличение выручки, полученной за счет использования активов. Он определяется как частное выручки за определенный период к стоимости активов.
Показатель может быть применен к текущим активам, к категории которых относятся фонды, оперативно преобразовывающиеся в денежные средства. Нормативное значение величины отсутствует. Его оценка также производится в динамике.
Если применять величину к денежным средствам, то она будет идентифицировать, насколько активно руководство управляет ими, а также показывать число их оборотов за выделенный временной промежуток.
Для ее вычисления следует определить выручку, полученную от продаж произведенной продукции, и разделить ее на величину денежных средств. Параметр оценивается по тенденции изменения.
Как рассчитать
Базовые значения для произведения расчетов экономических индикаторов берутся из отчетных форм бухгалтерии, которыми являются баланс и финотчет. Параметр выручки берется из строки отчета о результатах деятельности субъекта, выделенный за отчетное время.
Оборачиваемость активов можно получить делением числа из отчетной формы на стоимость активов, определяемую при помощи данных бухгалтерского баланса.
Высчитывается среднее значение путем суммирования его величин на начало и конец периода, после чего полученная сумма делится на два. А коэффициент загрузки оборотных средств – это обратно пропорциональная величина от найденного параметра.
Итоги
Руководитель каждого предприятия должен инициировать процедуру контроля финансовых показателей, по которым можно оценить функционирование субъекта. Анализ различных параметров должен быть произведен экономистом, компетентным в этой сфере. Он должен знать, что и какой коэффициент характеризует.
По его значению можно понять, насколько эффективно используются в ходе производственного процесса ресурсы компании, находящиеся на ее балансе, а также оценить параметры доходности. При анализе экономических индикаторов в динамике можно выявить зарождающиеся проблемы в деятельности.
При выявлении отклонении от привычных значений показателей индикатора, рекомендуется найти причину таких изменений и своевременно принять управленческие решения.
Источник: http://101biznesplan.ru/spravochnik-predprinimatelya/terminy-i-ponyatiya/koeffitsient-zagruzki-sredstv-v-oborote.html
Анализ использования оборотных средств
Оборотные средства выступают активом компании, без которого невозможен производственный цикл. От их состояния напрямую зависит финансовое положение хозяйствующего субъекта.
Показатели использования оборотных средств
Чтобы оценить эффективность их расходования в производстве, проводят специальный анализ посредством расчета ряда определенных коэффициентов:
- оборачиваемости;
- загрузки;
- рентабельности.
Вычисления проводят по выраженной в деньгах стоимости воспроизводственного актива организации как в общей сумме по всему предприятию в целом, так и в разрезе структурных подразделений и используемых разновидностей фондов.
Оборачиваемость
Основным фактором оценки качественного управления оборотными фондами выступает временное значение. Оттого насколько долго данный капитал прибывает в одной из форм: товарной или денежной, зависит уровень эффективного управления их движением.
Поэтому одним из важнейших показателей рациональности применения оборотных средств является их оборачиваемость. Оборачиваемость собственного или заемного быстрореализуемого актива организации анализируется на базе расчета двух экономических показателей:
- Коэффициента оборачиваемости.
- Длительности одного оборота.
Первый коэффициент показывает стоимостное количество проданных товаров или услуг, приходящихся на 1 рубль стоимости оборотных средств. Расчет продолжительности одного витка необходим для определения промежутка, в течение которого оборотный актив переходит из продукции и материалов в деньги и наоборот.
Коэффициент оборачиваемости

Значение коэффициента вычисляется по формуле:
Коб = ОРП (В) / СрО, где:
- ОРП (В) – количество проданных товаров за конкретный период (выручка) в денежном выражении;
- СрО – остатки оборотных средств по среднему значению за тот же период.
При анализе положительным моментом для компании считается рост данного показателя в динамике по расчетным периодам. По таким результатам можно сделать вывод об эффективности использования оборотных средств.
Длительность одного оборота
Вторым, не менее важным по своей значимости, аналитическим показателем качества расходования оборотных средств предприятием, является значение длительности одного оборота, рассчитываемого в днях. Формула временной продолжительности одного оборачиваемого цикла выглядит следующим образом:
Доб = Кд / Коб, где:
- Кд – количество дней в расчетном периоде;
- Коб – коэффициент оборачиваемости, рассчитанный по финансовым данным этого же периода.
Как правило, расчетный период аналитических показателей использования оборотных средств совпадает с длительностью отчетного периода.
Фактически расчеты коэффициентов и их анализ проводят раз в квартал, полугодие или год, а значит в формулу подставляют 30, 90 или 360 дней.
Коэффициент загрузки
Коэффициент загрузки также применяется при анализе эффективности расходования оборотного актива компании и выступает показателем, обратным оборачиваемости. Для его расчета находят отношение среднего значения стоимости остатков к объему проданной продукции по следующей формуле: Кз = Сро / ОРП (В).
Коэффициент загрузки отражает сумму оборотного актива компании, потраченного на производство 1 рубля готовой продукции.
Рентабельность
Рентабельность оборотных средств отражает сумму прибыли, полученную на 1 рубль стоимости, и рассчитывается по формуле:
Рос = П/ Сро, где:
- П — прибыль предприятия (в зависимости от ее вида валовая, чистая и т. д.) в тыс. рублей;
- Сро – сумма средних остатков оборотных средств.
Рентабельность оборотного актива рассчитывается как в его общей стоимости, так и в разрезе форм и видов. Поэтому существуют такие коэффициенты как рентабельность готовой продукции, инвестиций и дебиторской задолженности.
Пример расчета
По результатам работы за 2015 год в ООО «Хлебторг» сложились такие результаты:
- Реализовано готовой продукции на сумму 3420 тыс. рублей.
- Стоимость остатков оборотных средств на начало года составляет 632 тыс. рублей, а на конец– 527 тыс. рублей.
- Чистая прибыль за 2015 год составила 1055 тыс. рублей.
Для дальнейших расчетов потребуется значение среднегодовой стоимости остатков, которое получим путем сложения величин на начало и конец года и деления итога на два: (632 000 + 527 000) / 2 = 579 500 рублей. Рассчитаем показатели эффективности применения оборотного актива:
- Оборачиваемость 3420000 / 579500 = 5,9.
- Продолжительность одного оборота 360 / 5,9 = 61 день.
- Коэффициент загрузки 579500 / 3420000 = 0,17 рубля.
- Рентабельность 1055000 / 579500 = 1,82 рубля.
Анализ использования оборотных средств позволяет не только оценить эффективность их расхода, но и определить ликвидность балансовых показателей.
Размер текущего оборотного актива всегда должен соответствовать потребностям компании, отраженным в ее бюджете. Желательно, чтобы он достигал минимальных размеров, но при этом его должно хватать для обеспечения бесперебойного производственного процесса.
Источник: http://rusentrepreneur.ru/upravlenie-biznesom/buhgalterija/analiz-oborotnyih-sredstv.html
Показатели эффективности использования оборотных средств
Финансовое состояние, ликвидность и платежеспособность организации в большей степени зависят от уровня деловой активности, оптимальности использования оборотного капитала, оценки его величины и структуры.
В связи с тем, что оборотные средства формируют основную долю ликвидных активов любой организации, их величина должна быть достаточной для обеспечения ритмичной и равномерной работы компании и, как следствие, получения прибыли.
Использование оборотных средств в операционной деятельности должно осуществляться на уровне, минимизирующем время и максимизирующем скорость обращения оборотного капитала и превращения его в реальную денежную массу для последующего финансирования и приобретения новых оборотных средств.
Потребность в финансировании пропорционально зависит от скорости оборота активов.
Чем ниже оборачиваемость оборотных средств, тем больше потребность в привлечении дополнительных источников финансирования, так как у организации отсутствуют свои денежные средства для осуществления хозяйственной деятельности. Таким образом, показатели оборачиваемости оборотного капитала тесно связаны с платежеспособностью и ликвидностью структуры бухгалтерского баланса.
В практике анализа, для оценки оборотных активов применяют разнообразные коэффициенты оборачиваемости, которые могут быть определены как по всему оборотному капиталу фирмы в целом, так и по отдельным составляющим этот капитал элементам или их группам.
Наличие и эффективность оборотного капитала определяются и анализируются непосредственно по данным бухгалтерского баланса. Изменение остатков оборотного капитала в целом и по его отдельным группам и элементам является следствием непрерывности производственного цикла, в процессе которого запасы потребляются, а их возобновление и пополнение возможно только в результате продажи продукции (работ, услуг) и получения денежных средств.
Эффективность использования оборотных средств предприятия оценивается с использованием следующих показателей:
1. Длительность одного оборота (Д). Показывает, за какой срок к предприятию возвращаются его оборотные средства в виде выручки от реализации продукции. Определяется по формуле:
Д = Сср х Тпер / Vp
2. Коэффициент оборачиваемости (Коб). Информирует о количестве оборотов, совершаемых за определенный период оборотными средствами организации. Коэффициент рассчитывается по формуле:
Коб = Vp / Со
При анализе показателя необходимо уделить внимание сравнению уровня коэффициента оборачиваемости по данным анализируемого предприятия и родственных предприятий, а также компаний-конкурентов. Одним из главных направлений анализа является и изучение динамики показателя. Рост показателя говорит об ускорении оборачиваемости.
Чем выше число оборотов, тем меньше средств необходимо иметь организации для операционной деятельности.
3. Коэффициент загрузки оборотных средств (Кз). Показатель характеризует величину оборотных средств, приходящихся на один рубль реализованной продукции:
Кз = Сср / Vp = 1 / Коб
4. Рентабельность оборотных средств (Рс). Показатель рассчитывается как отношение прибыли (валовой или чистой) к среднегодовой стоимости оборотных средств по следующей формуле:
Рс = Пч/Сср х 100%
где, Тпер — число дней в периоде; Vр — выручка; Пч — чистая (валовая) прибыль; Сср — среднегодовая стоимости оборотных средств, определяемая как: (Снг + Скг)/2 (сумма стоимости оборотных средств на начало и конец года деленная на два).
Для наглядности расчета эффективности использования оборотных средств, можно свести показатели в обобщающую таблицу:
№ п/п Показатели Базовый период Отчетный период Динамика к базовому периоду тыс. руб. %
| 1 | Выручка от продаж, тыс. руб. |
| 2 | Среднегодовой остаток оборотных средств, тыс. руб. |
| 3 | Стоимость реализованной продукции, тыс. руб. |
| 4 | Прибыль, тыс. руб. |
| 5 | Коэффициент оборачиваемости |
| 6 | Длительность одного оборота, дни |
| 7 | Коэффициент загрузки оборотных средств |
| 8 | Рентабельность оборотных средств, % |
Ускорение оборачиваемости оборотных средств, т.е. сокращение времени прохождения оборотными средствами всего кругооборота и отдельных его стадий снижает потребность в этих средствах, происходит высвобождение оборотных средств из оборота.
И наоборот, замедление оборачиваемости, сопровождается вовлечением дополнительных средств в оборот, что негативно влияет на эффективность использования оборотных средств. Высвобождение оборотных средств в результате ускорения их оборачиваемости может быть абсолютным и относительным.
Абсолютное высвобождение оборотных средств (Сабс) происходит в тех случаях, когда объем реализации обеспечен меньшим использованием оборотных средств в отчетном периоде (С1) по сравнению с базисным периодом или плановой потребностью (С0):
Сабс = С1 — С0
Относительное высвобождение оборотных средств (Сотн) получается при ускорении оборачиваемости с ростом объема продаж или производства. Главное отличие от абсолютного высвобождения, это то что, при этом средства компании не могут быть изъяты из оборота без сохранения непрерывности производства. Относительное высвобождение оборотных средств определяется по формуле:
- Сотн = (С0 * В1)/В0 — С1
- или
- Сотн = С0 * Iv — С1
- Где, В0, В1 — объем реализованной продукции в базисном (плановом) и отчетном периоде;
- С0, С1 — средний остаток оборотных средств в базисном (плановом) и отчетном периоде;
- lv — темп прироста объема производства продукции, т.е. V1/V0.
Основными показателями эффективности использования оборотных средств являются показатели их оборачиваемости. Ускорение оборачиваемости способствует сокращению потребности в оборотных активах, приросту объема продукции, увеличению суммы получаемой прибыли и, следовательно, повышению устойчивости финансового состояния.
Для получения максимально полной информации о состоянии оборотных средств рекомендуется рассматривать соответствующие показатели в динамике за определенный временной интервал (как правило, 3 периода), соблюдая требование сопоставимости показателей. Такой анализ позволяет охарактеризовать изменения, которые происходили в организации за анализируемые периоды, и спрогнозировать их на будущее.
Источник: https://afdanalyse.ru/publ/finansovyj_analiz/analiz_oborotnykh_sredstv/pokazateli_ehffektivnosti_ispolzovanija_oborotnykh_sredstv/34-1-0-236
Практическая
работа № 12-13
Тема:
Определение количества оборудования, коэффициента загрузки оборудования, число
рабочих и площадь сборочно-сварочного участка.
Цель:
Получить практические расчета количества оборудования, загрузки оборудования,
числа рабочих и площади сборочно-сварочного участка
Исходные
материалы и данные: чертеж сварной конструкции,
масса детали
– по сборочному чертежу;
материал – по
сборочному чертежу;
программа выпуска
– по курсовому проекту.
Литература:
1.А.Н.
Блинов, К.В. Лялин. Организация и производство сварочно-монтажных работ:
Учебник для техникумов.- М.: Стройиздат, 2016г., 383с
2. .
Красовский А.И. Основы проектирования сварочных цехов. – М.:
Машиностроение,2017.
Состав
задания: рассчитать количество оборудования, заполнить таблицу и составить
график загрузки оборудования, число рабочих и площадь сборочно-сварочного
участка.
Исходные
данные
|
Вид операции |
Штучное время на изделие Тш, мин |
|
Вальцовка |
18,3 |
|
Калибровка |
5,6 |
|
Сборка |
116,7( Т-30М- 81,2 мин, МС-0,5-35,5 мин.) |
|
Механизированная |
59 |
|
Автоматическая |
56,39 |
|
Итого |
255,99 |
Оборудование: вальцы
ЛГ-3, манипулятор МС-0,5 ,роликовый стенд Т-30М, сварочный автомат МС-1252
А1, сварочный полуавтомат МС-501 М1
Ход
занятия
1.
Для выполнения годовой производственной программы необходимо
рассчитать
потребное количество сборочно-сварочного оборудования. Расчет ведем по формуле
Орас=Тш×N/(Fд×60),
где Тш
– время работы данного вида оборудования при сборке- сварке конструкции,
мин.
Fд – действительный годовой фонд
времени работы оборудования, ч;
N – годовая программа, шт.
2.
Коэффициент загрузки рассчитывается отношением расчетного количества оборудования
к принятому по формуле
Кз=Орас/Оприн×100%,
где Орас
– расчетное количество оборудования, шт;
Оприн
– принятое количество оборудования, шт.
3. Заполнить таблицу 2
Таблица 2
– Ведомость оборудования сборочно-сварочного участка
|
Наименование |
Тип, модель |
Количество, |
Коэффициент |
Установленная |
Цена, р. |
Расходы, р. |
Первоначальная стоимость, р. |
|||
|
расчетное |
принятое |
единицы оборудования |
всего оборудования |
единицы оборудования |
всего оборудования |
|||||
4. На основе рассчитанных данных
составить график загрузки.
5. Рассчитать количество рабочих
Численность
основных рабочих рассчитывается по формуле
Чосн=(Тшт×Пз/(Fд×60×Кв))×2,
где Тшт – норма времени
на сборку- сварку изделия, мин;
Пз – годовая
производственная программа, шт;
Fд – действительный фонд времени
работы рабочего, ч;
Кв – коэффициент
выполнения рабочим нормы времени (Кв=1,1÷1,2).
Вспомогательными
рабочими на участке являются рабочие, которые занимаются обслуживанием основных
рабочих
Чвсп=åЧосн×0,2 ,
Число ИТР принимаем 8% от численности основных
и вспомогательных рабочих
Читр=(å Чосн+Чвсп)×8%/100 ,
Число МОП берется 1,5% от числа основных и
вспомогательных рабочих
Чмоп=(å Чосн +Чвсп)×1,5%/100.
Заполнить таблицу 3.
Таблица 3 – Ведомость численности
работающих сборочно-сварочного участка
|
Категории |
Численность |
Процент |
|
1) Производственные рабочие а) основные б) |
||
|
2) ИТР |
||
|
3) МОП |
||
|
Итого |
100% |
6. Площадь сборочно-сварочного участка
рассчитываем по формуле
Sуч=Sуд×Осб ,
где Sуд – удельная площадь на
единицу оборудования, м2 (20 – 25);
Осб – количество
сборочно-сварочного оборудования на участке, шт.
Ширину пролета принимаем из
нормативов a=12 м. [2,с.128] Определяем длину участка b, м.
b =Sуч/a.
Отчет о
работе должен содержать:
1.Номер
работы, тему, цель работы, исходные материалы и данные.
2.Используемую
литературу и другие источники.
3.Расчет количества
оборудования, коэффициента загрузки оборудования, число рабочих и площадь
сборочно-сварочного участка. Графики и таблицы.
4. Вывод по
работе.
Преподаватель
И.В. Шевчук
В цехе завода установлено 120 станков.
Режим работы цеха 2-ух сменный.
Продолжительность смены 8 часов.
Годовой объем выпуска продукции 960 тыс. изделий, производственная мощность цеха 1100 тыс. изделий.
Определите коэффициенты сменности работы станков, коэффициенты экстенсивной, интенсивной и интегральной загрузки.
Известно, что в первую смену работают 100 станков, во вторую смену 90 станков.
Количество рабочих дней в году- 250, время фактической работы 1 станка за год 3150 часов.
Решение:
Рассчитаем коэффициент сменности работы станков (Ксм), как отношение фактически отработанного числа станкосмен за период к максимально возможному числу станкосмен на установленном оборудовании за одну смену того же периода:

где
Ni – число станкосмен в i-ю смену, при этом суммирование ведётся по всем сменам данного периода;
n – максимально возможное число станкосмен на установленном оборудовании за одну смену того же периода.

Коэффициент экстенсивного использования оборудования (Кэкст) рассчитывается как отношение фактического количества часов работы оборудования к количеству часов его работы по плану (нормативу):

где
Тоб.ф и Тоб.пл – соответственно фактическое и плановое время работы оборудования,
tсм – продолжительность смены.
Коэффициент интенсивности использования оборудования рассчитывается по формуле:
Вф – фактическая выработка оборудованием продукции в единицу времени;
Вн – технически обоснованная нормативная выработка оборудованием продукции в единицу времени (паспортные данные оборудования).
Определим показатель, объединяющий экстенсивные и интенсивные резервы. Таким обобщающим показателем служит интегральный коэффициент использования оборудования, который характеризует использование оборудования, как по времени, так и по мощности.
Ки = Кэкст × Кинт = 0,7875 × 0,873 = 0,687
В результате вычислений можно сделать вывод, что на предприятии имеются резервы для увеличения производительности оборудования и неиспользованные резервы времени.
