-
Определение среднего натяга
Находим минимальный
натяг Nmin,
мм по формуле (4):
Nmin
= dmin
– Dmax,
(4)
где dmin
– наименьший предельный размер вала,
мм;
Dmax
– наибольший предельный размер отверстия,
мм.
Значит по формуле
(4) получим Nmin
= -0,008 мм.
Находим максимальный
натяг Nmax,
мм по формуле (5):
Nmax
= dmax
– Dmin,
(5)
где dmax
– наибольший предельный размер вала,
мм;
Dmin
– наименьший предельный размер отверстия,
мм.
По формуле (5)
получим Nmax
= 0,033 мм.
Вычисляем средний
натяг Nc,
мм по формуле (6):
![]()
,
(6)
Получим Nc
= 0,0125 мм.
-
Определение допуска на зазор
Определим допуск
на натяг TN,
мм по формуле (7):
TN
= Nmax
– Nmin,
(7)
Получим TN
= 0,041 мм.
Выполняем проверку
по формуле (8):
TN
= TD
+ Td,
(8)
Тогда TN
= 0,025 + 0,018 = 0,041 мм.
Значит, наши вычисления верны.
2 Расчет
посадок с натягом
Для соединения
рассчитать посадку с натягом, вала с
маховиком. Начертить
соединение в истинных размерах. Дано:
Таблица 1
|
Вал |
Маховик |
Крутящий момент, |
||||||
|
dн.с, мм |
d1, мм |
Материал |
Rz, мкр |
d2, мм |
L, мм |
Материал |
Rz, мкр |
200 |
|
20 |
5 |
Сталь 45 |
1,6 |
34 |
38 |
Сталь 45 |
2,5 |
На рисунке 2
графически представлено условие задачи.

Рисунок 2
– Вал с маховиком
2.1 Определение минимального требуемого удельного давления
Для данного
соединения определим минимальное
требуемое удельное давление [pmin],
H/м2,
по формуле
(9):

,
(9)
где f
– коэффициент трения при установившемся
процессе распрессовки или проворачивания,
f
=
0,08;
Mкр
– крутящий момент, приложенный к валу,
Н
м,
Mкр
= 200 Н
м;
dнс
– номинальный диаметр вала, м,
dнс
= 0,020 м;
l
– длина контакта сопрягаемых поверхностей,
м, l
= 0,038 м.
Тогда [pmin]
= 10
107
H/м2.
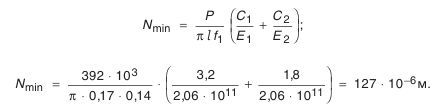
2.2 Определение величины наименьшего расчетного натяга
Вычисляем
необходимую величину наименьшего
расчетного натяга
![]()
,
мкм по
формуле (10):

,
(10)
где
E1
и E2
– модули упругости материалов
соответственно охватываемой (вала) и
охватывающей (отверстия) деталей, Н/м2,
E1
= E2
= 2
1011
Н/м2;
C1
и C2
– коэффициенты Ляме;
dнс
– номинальный диаметр вала, м, dнс
= 0,020 м.
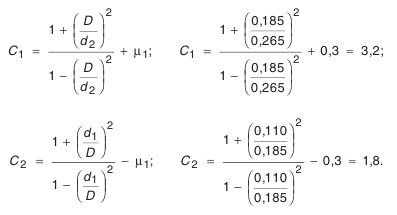
Коэффициенты
Ляме вычисляются по формулам (11) и (12):

,
(11)

,
(12)
где
![]()
и
![]()
– коэффициенты Пуассона соответственно
для охватываемой и охватывающей деталей
![]()
и
![]()
;
d1
– диаметр отверстия вала, d1
= 12 мм;
d2
– диаметр маховика,
d2
= 50 мм.
Тогда C1
= 1,08, C2
= 2,37.
Значит
![]()
мкм.
2.3 Определение минимального допустимого натяга
Определяем
величину минимального допустимого
натяга [Nmin],
мкм по
формуле (13):
[Nmin]
= N’min
+ γш
+ γп+
γц +
γt,
(13)
Где
γш
– поправка, учитывающая смятие неровностей
контактных поверхностей деталей при
образовании соединения, мкм ;
γп
– добавка, компенсирующая уменьшение
натяга при повторных запрессовках, мкм.
Примем γп
= 2 мкм.
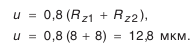
Поправка,
учитывающая смятие неровностей контактных
поверхностей деталей при образовании
соединения
определяется по формуле (13.1):
γш
= 1,2 · (RzD
+ Rzd),
(13.1)
где RzD
– шероховатость маховика, RzD
= 2,5 мкм;
Rzd
– шероховатость вала, Rzd
= 1,6
мкм.
Тогда получим γш
= 4,92 мкм.
Значит [Nmin]
= 14 + 4,92 + 2
![]()
21 мкм.
2.4 Определение
максимального допустимого удельного
давления
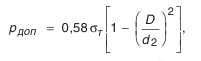
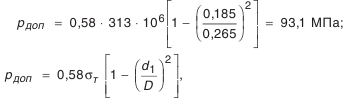
По формулам (14.1) и
(14.2) определяем максимальное допустимое
удельное давление
![]()
,
Н/м2
(выбираем меньшее значение), при котором
отсутствует пластическая деформация
на контактных поверхностях деталей:

,
(14.1)

, (14.2)
где
![]()
– предел текучести материала, Н/м2.
В этом
случае p1
= 0,58![]()
;
p2
= 0.58![]()
.
Тогда
=
![]()
.
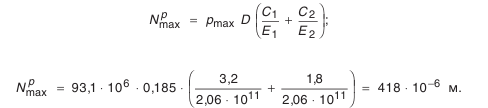
2.5 Определение
наибольшего расчетного натяга
Определяем
величину наибольшего расчетного натяга
![]()
,
по
формуле (15):

(15)
Тогда
=
42
мкм.
2.6 Определение
максимального допустимого натяга
Определяем
с учетом поправок к
величину
максимального допустимого натяга
[Nmax],
по
формуле (16):
[Nmax]
= N’max
γуд
+ γш, (16)
где
γуд
– коэффициент, учитывающий увеличение
удельного давления у торцов охватывающей
детали, γуд
= 0,95.
Получим
[Nmax]
= 42
0,95
+ 4,92 = 44,82 мкм.
2.7 Подбор посадки
Выбираем посадку
из таблиц [1].
Условия подбора
посадки:
-
Nmax
меньше или равно [Nmax]; -
Nmin
больше [Nmin]; -
Усилие запрессовки
по формуле (17):
![]()
(17)
где
fn
–
коэффициент трения при запрессовке, fn
=
1,2
0,12
= 0,144;
Rn
– необходимое усилие при запрессовке
собираемых деталей, Н;
Pmax
– удельное давление,
Н/м2,
которое определяется по формуле (18):

(18)
Из
условия подбора посадки из таблицы 1.49
[1] по Nmax
и Nmin
определяем посадку:
∅20
![]()
,
для
которой Nmax
= 44 мкм, Nmin
= 22 мкм.
Запас
прочности соединения для данной посадки
равен Nmin
– [Nmin]
= 22 – 21 = 1 мкм.
Запас прочности деталей [Nmax]
– Nmax
= 44,82 – 44 = 0,82 мкм.
Определяем усилие
запрессовки:
Rn
= 0,096 – 13![]()
=
25![]()
Н/м2.
Теперь удельное
давление можно определить по формуле
(18):
Pmax
= 12![]()
Н/м2.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Примеры определения предельных размеров, допусков, зазоров и натягов в соединениях при различных видах посадок
Страницы работы
Содержание работы
ПРИМЕРЫОПРЕДЕЛЕНИЯПРЕДЕЛЬНЫХРАЗМЕРОВ,
ДОПУСКОВ,
ЗАЗОРОВИНАТЯГОВ
ВСОЕДИНЕНИЯХПРИРАЗЛИЧНЫХВИДАХПОСАДОК
Посадка
с зазором
Пример.
Номинальный размер вала 100 мм, нижнее отклонение вала ei =106 мкм (-0,106 мм),
верхнее
отклонение вала es =
—60 мкм (—0,06 мм).
Номинальный
размер отверстия 100 мм,
нижнее отклонение
отверстия EI = +72
мкм (+0,072 мм),
верхнее
отклонение отверстия ES = +159 мкм (+0,159 мм).
Решение.
- Наибольший предельный размер вала dmax
dmax = d + es =
100 + (-0,060) = 99,940 мм.
- Наименьший предельный размер вала dmin
dmin = d+ ei= 100 + (-0,106) = 99,894 мм.
- Поле допуска вала
ITd = dmax– dmin =
99,940 – 99,894 = 0,046 мм или ITd = es – ei =
-0,060 – (-0,106) = 0,046 мм.
- Наибольший предельный размер отверстия
Dmax= D + ES = 100 + 0,159 = 100,159 мм.
- Наименьший предельный размер
отверстия
Dmin = D + Е1 = 100
+ 0,072 = 100,072 мм.
- Поле допуска отверстия
ITD = Dmax – Dmin =
100,059 – 100,072 = 0,087 мм или ITD = ES – Е1 = 0,159 – 0,072 = 0,087 мм.
- Максимальный зазор в соединении
Smax = Dmax– dmia =
100,059 – 99,894 = 0,265 мм или Smax = ES– ei = 0,159 – (-0,106) = 0,265 мм.
- Минимальный зазор в соединении
Smia = Dmia – dmax = 100,072 – 99,940 = 0,132 мм или Smin = EI–es = 0,072 – (-0,060) = 0,132 мм.
- Допуск
посадки (зазора)
ITS = Smax – Smin =
0,265 – 0,132 = 0,133 мм или ITS = ITd
+ ITD = 0,046 + 0,087 = 0,133 мм.
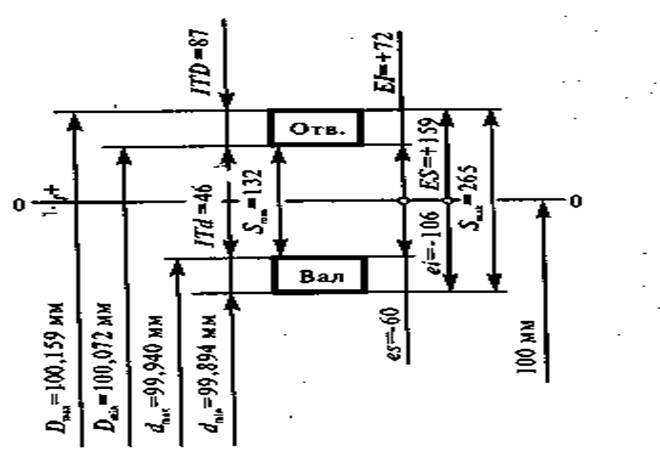
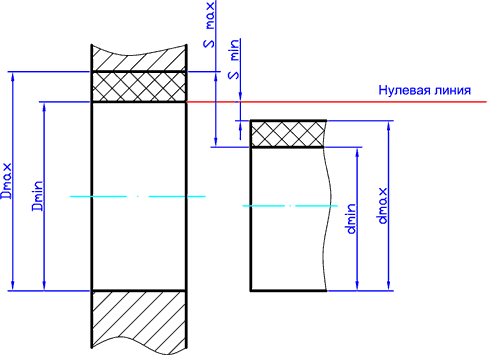
пример расположения полей допуска
вала и отверстия в посадке с зазором
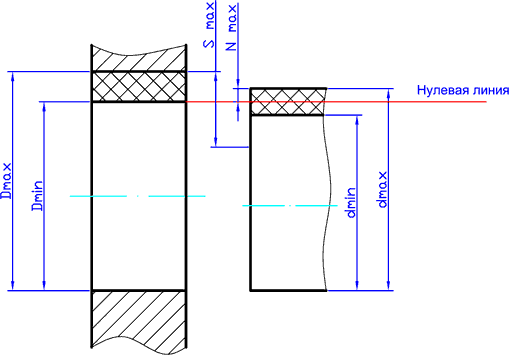
Посадка с натягом
Пример.
Номинальный размер вала 100 мм,
нижнее
отклонение вала ei = 72
мкм (0,072 мм),
верхнее отклонение вала es = 159 мкм (0,159 мм).
Номинальный размер
отверстия 100 мм,
нижнее отклонение
отверстия Е1~ —106 мкм (—0,106 мм),
верхнее отклонение отверстия ES = —60 мкм (—0,060 мм).
Решение.
- Наибольший предельный размер вала dmax
dmax =
d + es = 100 + (0,159) = 100,159 мм.
- Наименьший предельный размер вала dmin
dmin = d + ei= 100 + (0,072) = 100,072 мм.
- Поле допуска вала
ITD = dmax – dmin = 100,159 – 100,072 = 0,087 мм или ITd =es– ei = 0,159 –
0,072 = 0,087 мм.
- Наибольший предельный размер
отверстия
Dmax = D + ES = 100 + (-0,060) = 99,940 мм.
- Наименьший предельный размер
отверстия
Dmln= D+
EI =100 + (-0,106)
= 99,894 мм.
- Определим
поле допуска отверстия
ITD = Dmax –
Dmin = 99,940 –
99,894 = 0,046 мм или ITD = ES– Е1= -0,060 – (-0,106) = 0,046 мм.
- Максимальный натяг в соединении
Nmax= dmax– Dmin = 100,59 – 99,894 = 0,265 мм или Nmax = es– EI =0,159 – (-0,106) = 0,265 мм.
- Минимальный натяг в соединении
Nmin = dmin – Dmax = 100,072 – 99,940 = 0,132 мм или Nmin= ei – ES= 0,072 –
(-0,060) = 0,132 мм.
- Допуск посадки (натяга)
ITN = Nmax– Nmin= 0,265 – 0,132 =0,133 мм или ITN = ITd +
ITD =
0,087 + 0,046 = 0,133 мм.
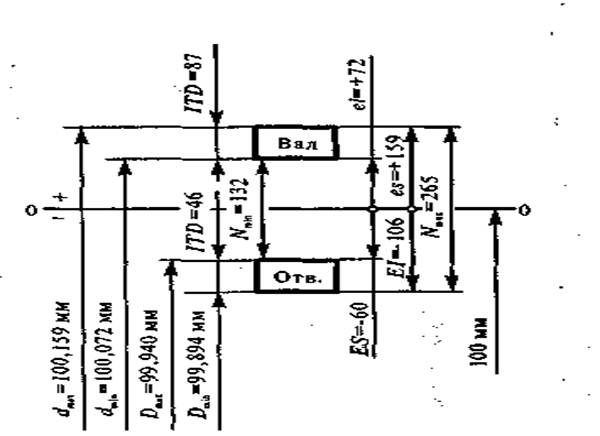
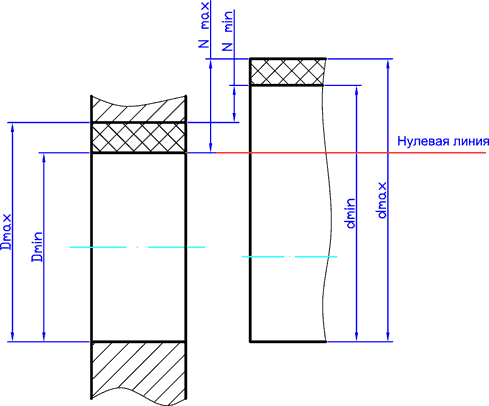
пример расположения полей допуска вала и отверстия в
посадке с натягом
Переходная
посадка
Пример.
Номинальный размер вала 100 мм,
нижнее отклонение вала ei — +71 мкм (+0,071 мм),
верхнее
отклонение вала es =
+93 мкм (+0,093 мм).
Номинальный
размер отверстия 100 мм,
нижнее
отклонение отверстия ЕI= +72 мкм (+0,072 мм),
верхнее отклонение отверстия ES= +159 мкм (+0,159 мм).
Решение.
- Наибольший предельный размер вала dmax
dmax = d +
es =
100 + 0,093 = 100,093 мм.
- Наименьший предельный размер вала dmjn
dmln = d+ei= 100 + 0,071 = 100,071 мм.
- Поле допуска вала
ITd = dmax – dmin= 100,093 – 100,071 = 0,022 мм или ITd =es– ei = 0,093 –
0,071 = 0,022 мм.
- Наибольший предельный размер
отверстия
Dmax=D + ES= 100 + 0,159 = 100,159 мм.
- Наименьший
предельный размер отверстия
Dmin= D + Е1= 100 + 0,072 = 100,072 мм.
- Поле допуска
отверстия
ITD= .Dmax– Dmin
= 100,159 – 100,072 = 0,087 мм или ITD = ES– EI= 0,159 –
0,072 = 0,087 мм.
- Максимальный зазор в соединении
Smax=
Dmax– – dmin = 0,088 мм или Smax = ES– ei = 0,159 –
0,071 = 0,088 мм.
- Максимальный натяг в соединении
Nmax= dmax– Dmin= Ю0,093 – 100,072 = 0,021 мм или Nmax= es– EI= 0,093 – 0,072 = 0,021 мм.
- Допуск посадки (зазора-натяга)
ITNS = Smax + Nmax = 0,088 + 0,021 = 0,109 мм или ITN = ITd + ITD =
0,022 + 0,087 = 0,109 мм.
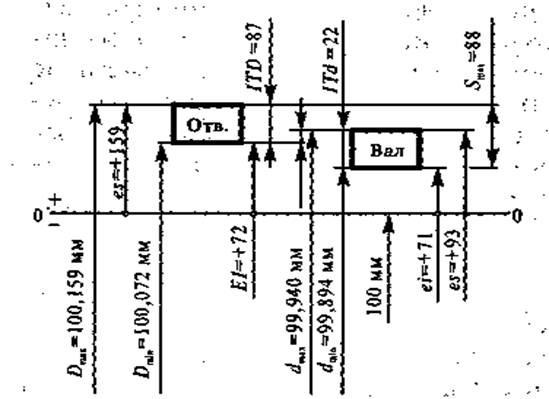
пример расположения полей допусков вала
и отверстия в переходной поосадке
Похожие материалы
- Способы определения коэффициентов трения и сопоставление расчетных коэффициентов с экспериментальными данными, определенными на действующей установке
- Характеристика систем передачи К-60П, К-120, К-300
- Характеристика дистанции сигнализации и связи станции Иркутск-Сортировочный (Раздел дипломной работы)
Информация о работе
Тип:
Дополнительные материалы
Посадки с натягом
Особенности посадок
• В сопряжении образуются только натяги. На рис. 1.11 приведена в сокращении схема расположения полей допусков посадок с натягом в системе отверстия для размеров до 500 мм.
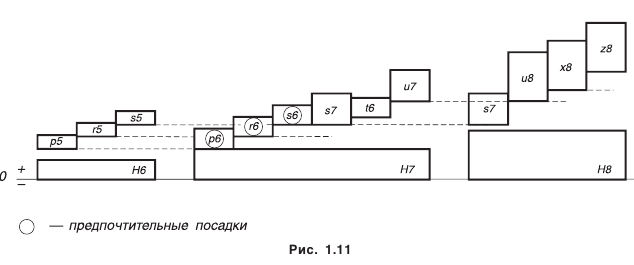
• Посадки применяются только в точных квалитетах — с 4-го по 8-й.
• Они используются для передачи крутящих моментов и осевых сил без дополнительного крепления, а иногда для создания предварительно напряженного состояния у сопрягаемых деталей.
• Посадки предназначены для неподвижных и неразъемных соединений. Относительная неподвижность деталей обеспечивается силами трения, возникающими на контактирующих поверхностях вследствие их упругой деформации, создаваемой натягом при сборке соединения.
Преимущество посадок — отсутствие дополнительного крепления, что упрощает конфигурацию деталей и их сборку. Посадки обеспечивают высокую нагрузочную способность сопряжения, которая резко возрастает с увеличением диаметра сопряжения.
В то же время прочность и качество сопряжения зависят от материала сопрягаемых деталей, шероховатостей их поверхностей, формы, способа сборки (сборка под прессом или способ термических деформаций) и т. п.
Области применения некоторых рекомендуемых посадок с натягом
Посадки  — «легкопрессовые». Имеют минимальный гарантированный натяг. Обладают высокой степенью центрирования. Применяются, как правило, с дополнительным креплением.
— «легкопрессовые». Имеют минимальный гарантированный натяг. Обладают высокой степенью центрирования. Применяются, как правило, с дополнительным креплением.
Посадка применяется для сопряжения тяжело нагруженных зубчатых колес, втулок, установочных колец с валами, для установки тонкостенных втулок и колец в корпуса.
применяется для сопряжения тяжело нагруженных зубчатых колес, втулок, установочных колец с валами, для установки тонкостенных втулок и колец в корпуса.
Посадки  — «прессовые средние». Имеют умеренный гарантированный натяг в пределах
— «прессовые средние». Имеют умеренный гарантированный натяг в пределах  . Применяются как с дополнительным креплением, так и без него. При сопряжении возникают, как правило, упругие деформации.
. Применяются как с дополнительным креплением, так и без него. При сопряжении возникают, как правило, упругие деформации.
Посадки  применяются для сопряжения зубчатых и червячных колес с валами в условиях тяжелых ударных нагрузок с дополнительным креплением (для стандартных втулок подшипников скольжения предусмотрена посадка
применяются для сопряжения зубчатых и червячных колес с валами в условиях тяжелых ударных нагрузок с дополнительным креплением (для стандартных втулок подшипников скольжения предусмотрена посадка  ).
).
Посадки  — «прессовые тяжелые». Имеют большой гарантированный натяг в пределах
— «прессовые тяжелые». Имеют большой гарантированный натяг в пределах  . Предназначены для соединений, на которые воздействуют большие, в том числе и динамические нагрузки. Применяются, как правило, без дополнительного крепления соединяемых деталей. В сопряжении возникают упругопластические деформации. Детали должны быть проверены на прочность.
. Предназначены для соединений, на которые воздействуют большие, в том числе и динамические нагрузки. Применяются, как правило, без дополнительного крепления соединяемых деталей. В сопряжении возникают упругопластические деформации. Детали должны быть проверены на прочность.
Посадки  наиболее распространенные из числа тяжелых посадок. Примеры применения: вагонные колеса на осях, бронзовые венцы червячных колес на стальных ступицах, пальцы эксцентриков и кривошипов с дисками.
наиболее распространенные из числа тяжелых посадок. Примеры применения: вагонные колеса на осях, бронзовые венцы червячных колес на стальных ступицах, пальцы эксцентриков и кривошипов с дисками.
Расчет посадок с натягом
У посадок с натягом неподвижность сопрягаемых деталей под действием нагрузок обеспечивается силами трения, возникающими при упругой деформации деталей, создаваемой натягом. Минимальный допускаемый натяг определяется исходя из возможных наибольших сил, действующих на сопряжение, а максимальный натяг рассчитывается из условий прочности деталей.
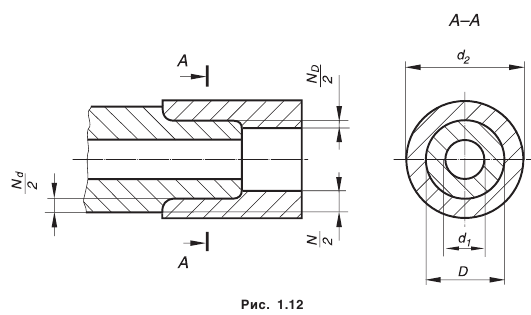
Разность между диаметром вала и внутренним диаметром втулки до сборки называется натягом  . При запрессовке деталей происходит растяжение втулки на величину
. При запрессовке деталей происходит растяжение втулки на величину  (рис. 1.12) и одновременно сжатие вала на величину
(рис. 1.12) и одновременно сжатие вала на величину  , при этом:
, при этом:
Известны зависимости:
где  — давление на поверхности контакта сопрягаемых деталей,
— давление на поверхности контакта сопрягаемых деталей,  ;
;
 — номинальный диаметр, м;
— номинальный диаметр, м;
 — модули упругости материала втулки и вала, ;
— модули упругости материала втулки и вала, ;  — коэффициенты, определяемые по формулам:
— коэффициенты, определяемые по формулам:
где  — диаметры (см. рис. 1.12), м;
— диаметры (см. рис. 1.12), м;
 — коэффициенты Пуассона (для стали
— коэффициенты Пуассона (для стали  , для чугуна
, для чугуна  ).
).
Подставив в выражение (1.7) зависимости (1.8), получим:
Наименьший натяг рассчитывается следующим образом:

Минимальное давление на поверхность контакта  определяется из условия обеспечения неподвижности сопряжения при действии на него:
определяется из условия обеспечения неподвижности сопряжения при действии на него:
• максимальной осевой силы  :
:
где  — коэффициент трения при продольном смещении деталей:
— коэффициент трения при продольном смещении деталей:  — длина сопряжения; максимального крутящего момента
— длина сопряжения; максимального крутящего момента  :
:
где  — коэффициент трения при относительном вращении деталей;
— коэффициент трения при относительном вращении деталей;
• крутящего момента и осевой силы :
Наибольший натяг:
Максимальное давление  определяется из условия прочности сопрягаемых деталей. В качестве берется меньшее из допустимых значений давлений —
определяется из условия прочности сопрягаемых деталей. В качестве берется меньшее из допустимых значений давлений —  , которые рассчитываются по следующим формулам:
, которые рассчитываются по следующим формулам:
для втулки
для вала
где  — пределы текучести материала деталей при растяжении, .
— пределы текучести материала деталей при растяжении, .
Пример
Подобрать посадку с натягом для соединения при следующих данных:


Соединение нагружено осевой силой

Детали изготовлены из стали 40,


Решение
- Определение коэффициентов


- Расчет наименьшего натяга.
В процессе запрессовки неровности на поверхностях детали сминаются, и в соединении создается меньший натяг, поэтому следует расчетный  увеличить на значение поправки:
увеличить на значение поправки:
Наименьший натяг:

- Определение допустимых значений давления.
для втулки
для вала

- Определение максимально допустимого натяга для данного сопряжения.
- Выбор посадки.
По ГОСТ 25347-82 выбираем посадку:

Эта лекция взята со страницы лекций по допускам и посадкам:
Допуски и посадки: ГОСТы и особенности применения
Возможно вам будут полезны эти страницы:

| МТC |
Допуски и
|
Velcom |
| +375-29-760-21-83 | +375-29-934-16-38 | |
| Резюме | Главная | Гостевая |
| Шероховатость | Базирование | ||
| Допуски формы и расположения |
Обозначение баз | ||
| Посадки | Балансировка |
При сборке двух деталей, входящих одна в другую
различают охватывающую и охватываемую
поверхности. При этом детали называются
сопрягаемыми. Сопрягаемые детали могут быть
ограничены поверхностями различной формы –
цилиндрическими, коническими, винтовыми,
плоскими.
В производстве невозможно получить несколько
деталей с одинаковыми размерами. Поэтому при
разработке чертежа конструктор расширяет
диапазон, в котором может находиться
действительный размер, без нарушения
функциональности изделия.
Этот диапазон называется допуском.
Допуск – разность между наибольшим и
наименьшим предельным размерами.
На чертежах для удобства указывается
номинальный размер детали, который служит
началом отчета отклонений.
Различают верхнее и нижнее отклонение.
Верхнее отклонение –
алгебраическая разность между наибольшим
предельным и номинальным размерами.
Верхнее отклонение отверстия : ES=Dmax-Dн
Верхнее отклонение вала : es=dmax-dн
Нижнее отклонение отверстия : EI=Dmin-Dн
Нижнее отклонение вала : ei=dmin-dн
Поле допуска – область, ограниченная
верхним и нижним отклонениями.
В зависимости от взаимного расположения полей
допусков посадки делятся на три группы:
1. С гарантированным зазором (к этой
группе также относятся и посадки с нулевым
минимальным зазором).
| Smin=Dmin-dmax=EI-es – минимальный зазор. Smax=Dmax-dmin=ES-ei Sc=(Smax+Smin)/2 – средний зазор.
Ts=Smax-Smin – допуск зазора. |
 |
2. С гарантированным натягом.
| Nmax=dmax – Dmin=es – EI – максимальный натяг. Nmin=dmin Nc=(Nmax + Nmin)/2 – средний натяг.
TN= Nmax – Nmin – допуск натяга |
 |
3. Переходные.
| Nmax=es – EI – максимальный натяг. Smax=ES – ei –
TN=TS= Nmax – Nmin= Smax – Smin |
 |
Допуски и посадки должны обеспечивать
требуемую работоспособность соединений при
минимальной себестоимости.
Для удобства стандартизации посадок одна из
деталей пары(отверстие или вал) выбирается
основной .Расположение поля допуска этой детали
остается постоянным, а характер посадки
обеспечивается изменением расположения поля
допуска детали, сопрягаемой с основной.
При выборе в качестве основной детали
отверстия (система отверстия) характер посадки
(зазоры, натяги) обеспечивают изменением
величины и расположения полей допусков вала.
При выборе в качестве основной детали
вала(система вала) – изменением величины и
расположения полей допусков отверстий.
Система отверстия имеет преимущественное
применение, так как достижения определенной
степени точности валов технологически проще и
экономичнее.
Система вала применяется в тех случаях, конгда
для изготавления валов применяется
калиброванный материал, при наличии большого
числа точных посадок на одном валу.
В системе отверстия нижнее отклонения, а в
системе вала верхнее отклонение равны нулю.
Всего предусмотренно 28 рядов основных
отклонений для валов и такое же количество для
отверстий. Для практического использованя с
целью унификации изделий и инструмента отобрано
оптимальное количество полей, удовлетворяющих
требованиям промышленности.
Наиболее распространены следующие поля
допусков:
Система отверстия:
| H6 | s5 | r5 | n5 | m5 | k5 | js5 | h5 | g5 | f6 |
| H7 | u7 | s6 | r6 | p6 | n6 | m6 | k6 | js6 | h6 | g6 | f7 | e8 | d8 | c8 |
| H9 | h9 | h8 | f9 | e9 | d9 |
| H11 | h11 | d11 | b11 | a11 |
Расчеты.
(расчеты представлены в виде таблицы EXCEL. При
открытии может возникнуть следующее сообщение :
Для расчетов необходимо знать шероховатость
сопрягаемых поверхностей в Rz.
Соотношение Ra и Rz приведены в
таблице:
| Ra | Rz | Ra | Rz |
| 12,5; (10); | 40 | 1,6; (1,25) | 6.3 |
| 6,3; (5) | 20 | 0,8; (0,63) | 3.2 |
| 3,2; (2,5) | 10 | 0,4; (0,32) | 1.6 |
![]()
Ниже представлена краткая методика инженерного расчёта натяга при запрессовке деталей друг в друга.
Расчетные зависимости и положения этой методики могут быть использованы для оценки действующих напряжений растяжения и сжатия, момента сопротивления вращению в соединении и необходимой температуры нагрева охватывающей детали с целью обеспечения неподвижности соединения.
Перед проведением расчёта необходимо определиться с исходными данными материалов для детали 1 и детали 2: пределы прочности, пределы текучести, коэффициенты Пуассона, коэффициенты температурного линейного расширения материалов этих деталей, и, естественно, размеры этих деталей для нормальных условий (см. Рисунок).

Рисунок. Схема к методике расчёта натяга в соединении.
Ширина деталей в радиальном направлении определяется для каждой из деталей по формулам:


Напряжение растяжения в детали 1 (охватывающей детали – втулке или кольце)

где
δ – фактический диаметральный натяг в соединении;
E1 – модуль упругости материала детали 1 (охватывающая деталь);
E2 – модуль упругости материала детали 2 (охватываемая деталь).
Напряжение сжатия в детали 2 (охватываемой детали – кольце)

Оценочная расчётная температура нагрева охватывающей детали

где
δmax – максимальный натяг в соединении;
δtech – технологический диаметральный зазор для горячей сборки;
tair – температура окружающего воздуха;
Δtloose – понижение температуры охватывающей детали 1 от момента времени её нагрева до момента времени соединения с деталью 2;
α1 – коэффициент температурного линейного расширения материала охватывающей детали 1.
Отношения диаметров


Расчётные коэффициенты для деталей


где
μ1 – коэффициент Пуассона для охватывающей детали;
μ2 – коэффициент Пуассона для охватываемой детали.
Расчетное удельное контактное давление на посадочной поверхности при максимальном натяге

Расчетное удельное контактное давление на посадочной поверхности при минимальном натяге

где
δmin – минимальный натяг в соединении;
Максимально допустимое удельное контактное давление

где
σт1 – предел текучести материала охватывающей детали 1;
Расчётное максимальное напряжение растяжения на внутренней поверхности охватывающей детали при максимальном натяге в соединении:

Расчетное напряжение растяжения на внутренней поверхности охватываемой детали при минимальном натяге в соединении:

Расчетное максимальное напряжение сжатия на внутренней поверхности охватываемой детали при максимальном натяге в соединении:

Расчетное напряжение сжатия на внутренней поверхности охватываемой детали при минимальном натяге в соединении:

Момент сопротивления вращению соединения

где
F – площадь поверхности соединения с натягом;
f – коэффициент трения покоя в соединении, для стальных деталей можно принять приближенно равным ~0,25.
Допускаемая осевая сила соединения с натягом

Наибольший допустимый расчетный натяг в соединении

Выполняем профессиональные инженерные расчёты неподвижных соединений с натягом.
