Номинальный размер — размер,
который служит началом отсчета отклонений
и относительно которого определяют
предельные размеры. Для деталей,
составляющих соединение, номинальный
размер является общим. Для деталей,
составляющих соединение, номинальный
размер является общим. Номинальные
размеры находят расчетом их на прочность
и жесткость, а также исходя из совершенства
геометрических форм и обеспечения
технологичности конструкций изделий.
Действительный размер — размер,
установленный измерением с допускаемой
Погрешностью.
Предельные размеры детали —
два предельно допускаемых размера,
между которыми должен находиться или
которым может быть равен действительный
размер годной детали. Больший из них
называют наибольшим предельным размером,
меньший — наименьшим предельным
размером. Сравнение действительного
размера с предельными дает возможность
судить о годности детали.
Допуск Т размера — разность
между наибольшим и наименьшим
предельными размерами или абсолютное
значение алгебраической разности между
верхним и нижним отклонениями. Допуск
всегда положителен. Он определяет
допускаемое поле рассеяния действительных
размеров годных деталей в партии, т. е.
заданную точность изготовления. С
увеличением допуска качество изделий,
как правило, ухудшается, но стоимость
изготовления уменьшается.
Для упрощения допуски можно изображать
графически в виде полей допусков. При
этом ось изделия всегда располагают
под схемой. Поле допуска — поле,
ограниченное верхним и нижним отклонениями.
Для упрощения чертежей введены предельные
отклонения от номинального
размера: верхнее предельное отклонение
ЕS, еs—
алгебраическая разность между
наибольшим предельным и номинальным
размерами; нижнее предельное
отклонение Е1, еi
— алгебраическая разность между
наименьшим предельным и номинальным
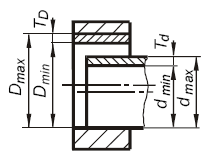
размерами. Для отверстия ЕS
= Dmax — D; Е1
= Dmin — D.
Для вала еs = dmax
— D, еi =
dmin — D.
Действительным отклонением
называют алгебраическую разность между
действительным и номинальным
размерами. Отклонение является
положительным, если предельный или
действительный размер больше номинального,
и отрицательным, если указанные размеры
меньше номинального.
2 Понятие о допуске, поле допуска, графическое изображение полей допусков.
Допуск Т размера — разность
между наибольшим и наименьшим
предельными размерами или абсолютное
значение алгебраической разности между
верхним и нижним отклонениями. Допуск
всегда положителен. Он определяет
допускаемое поле рассеяния действительных
размеров годных деталей в партии, т. е.
заданную точность изготовления. С
увеличением допуска качество изделий,
как правило, ухудшается, но стоимость
изготовления уменьшается.
Для упрощения допуски можно изображать
графически в виде полей допусков. При
этом ось изделия всегда располагают
под схемой. Поле допуска — поле,
ограниченное верхним и нижним отклонениями.
Поле допуска
– поле, ограниченное наибольшим
и наименьшим предельными размерами и
определяемое величиной допуска и его
положением относительно нулевой линии,
соответствующей номинальному размеру.
Графическое изображение полей допусков
посадки с зазором приведено на рис. 1.1,
в.
Чем уже поле между верхним и нижним
отклонениями, тем выше при прочих равных
условиях степень точности, которая
обозначается цифрой и называется
квалитетом.
Положение допуска относительно нулевой
линии определяется основным
отклонением – одним из двух
предельных отклонений, ближайшим к
нулевой линии, и обозначается одной из
букв (или их сочетаний) латинского
алфавита. Прописные буквы относятся к
отверстиям, а строчные – к валам.
Таким образом, поле допуска обозначается
сочетанием буквы, указывающей на
положение допуска относительно нулевой
линии, с цифрой, говорящей о степени
точности – величине допуска.
П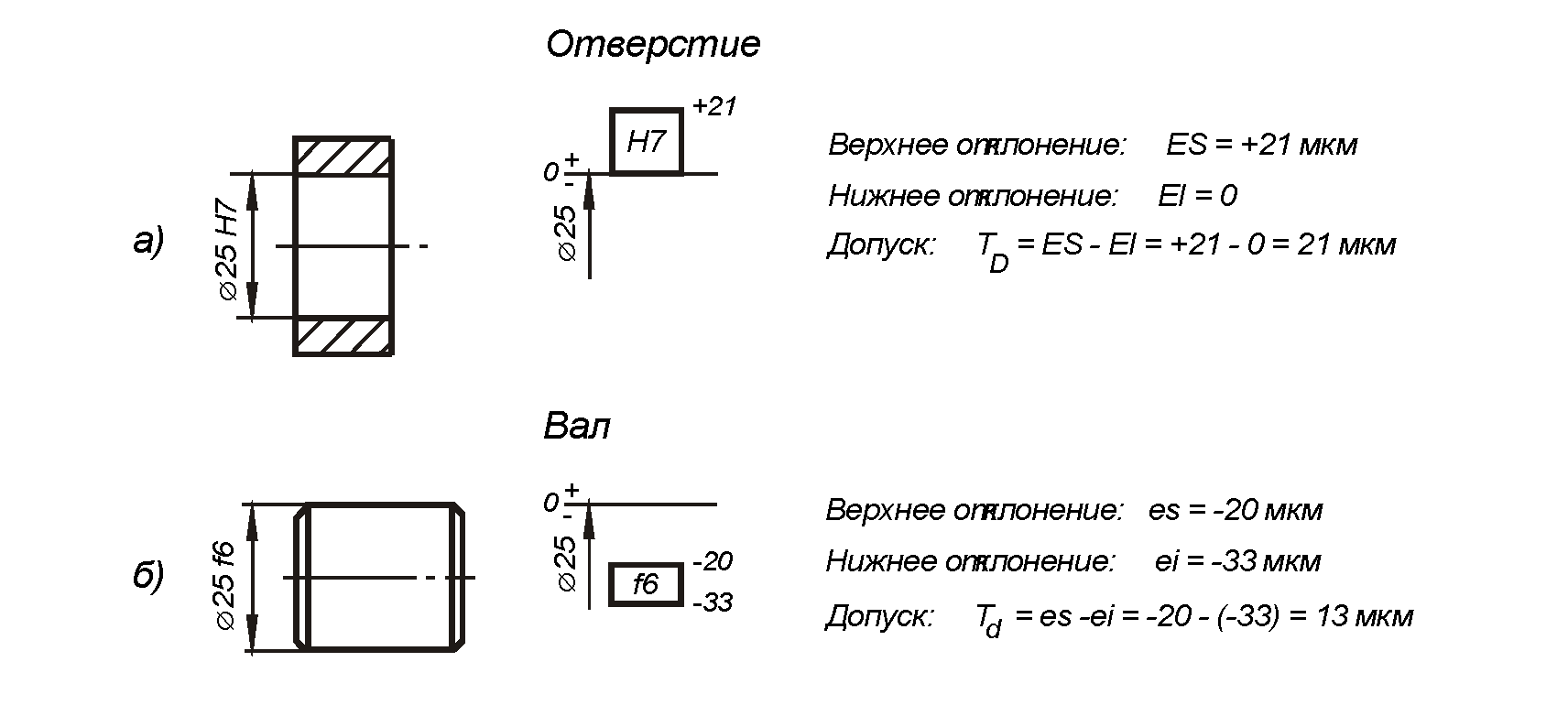
римеры
обозначения на чертеже полей допусков
и схемы их построения для отверстия и
вала, а также значения отклонений и
расчет допусков приведены на рис. 1.2, а,
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Определение значения допуска, наибольшего и наименьшего предельных размеров. Расчет посадки на соединения подшипника с корпусом и валом
Страницы работы
Фрагмент текста работы
1 Задачи к
темам 1 и 2
1.1 Определить значение допуска,
наибольший и наименьший предельные размеры по заданным номинальным размерам и
предельным отклонениям:
|
№ варианта |
Размер и отклонения, |
|
10 |
32 ± 0,034 |
Наименьший предельный размер: 31,66
мм
Наибольший предельный размер: 32,34
мм
1.2 Определить верхнее и нижнее
предельные отклонения вала по заданным номинальным и предельным размерам:
|
№ варианта |
Размер, d мм |
Размер, dmax мм |
Размер, dmin мм |
|
10 |
20 |
20,056 |
20,035 |
Верхнее предельное отклонение вала: ![]()
Нижнее предельное отклонение вала: ![]()
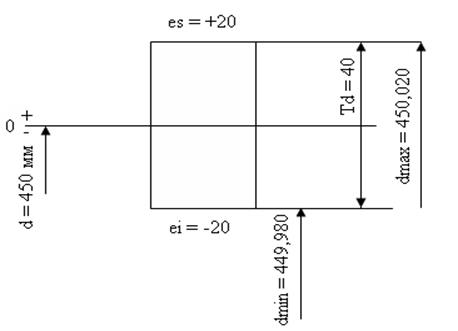
1.3 Изобразить графически поля
допусков валов по заданным номинальным размерам и предельным отклонениям:
|
№ варианта |
Размер, d мм |
Размер, es мкм |
Размер, ei мкм |
|
10 |
450 |
+20 |
-20 |
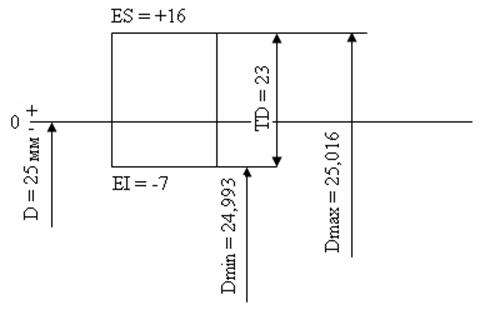
1.4 Изобразить графически поля
допусков отверстий по заданным номинальным размерам и предельным отклонениям:
|
№ варианта |
Размер, d мм |
Размер, es мкм |
Размер, ei мкм |
|
10 |
25 |
+16 |
-7 |
1.5 Определить годность валов по
результатам их измерения:
|
№ варианта |
Номинальный размер |
Действительный размер, |
|
10 |
|
314,47 |
Наименьший предельный размер: 314 мм
Наибольший предельный размер: 314,66
мм
![]() – вал
– вал
находится в пределах допусков.
1.6 Определить годность отверстий
по результатам измерений, установить вид брака (неисправимый или исправимый):
|
№ варианта |
Номинальный размер |
Действительный размер, |
|
10 |
|
159,981 |
Наименьший предельный размер: 159,986
мм
Наибольший предельный размер: 160,014
мм
Брак, т.к. не выполняется условие ![]() . Брак исправимый т.к. выполняется условие Dд<Dmin (159,981<159,986).
. Брак исправимый т.к. выполняется условие Dд<Dmin (159,981<159,986).
1.7 Определить возможные
наибольший и наименьший зазоры или натяги в сопряжениях по номинальным размерам
и предельным отклонениям:
|
№ варианта |
Отверстие |
Вал |
|
10 |
|
|
Dmax = 20 + 0,13 = 20,13; dmax = 20 + 0 = 20;
Dmin = 20 + 0,06 = 20,06; dmin = 20 – 0,045 = 19,955;
Smax = Dmax – dmax = 20,13 – 20 = 0,13;
Smin = Dmin – dmin = 20,06 – 19,955 = 0,105;
Nmax = -Smax = -0,13;
Nmin = -Smin = 19,955 –
20,06 = -0,105.
1.8 Решить задачи:
|
№ варианта |
Условия задачи |
|
10 |
Определить: ES, EI, es, ei, TD.
Определить: ES, EI, |
а)  Дано:
Дано:
S max = 720 мкм, Td = 160 мкм, Smin = 160 мкм.
Определить: ES, EI, es, ei, TD.
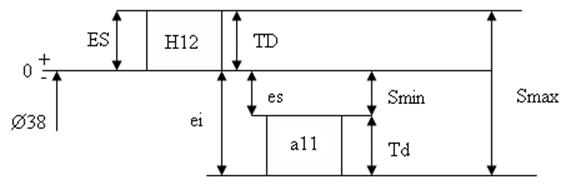 EI = 0 по условию, т.к. отверстие основное, тогда es = Smin = 160.
EI = 0 по условию, т.к. отверстие основное, тогда es = Smin = 160.
ei = Td + es = 320;
TD = Smax – ei = 720 – 320 =400;
ES = TD = 400.
Ответ: ES = 400, EI = 0, es = 160, ei = 320, TD = 400.
б)
![]() Дано:
Дано:
TD = 0,039 мм, Td = 0,025 мм, N min = 0,035 мм.
Определить: ES, EI, es, ei, N max.
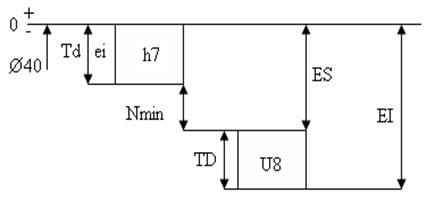 es = 0 по условию, ei = Td = 0,039;
es = 0 по условию, ei = Td = 0,039;
ES = ei + Nmin = 0,060;
EI = ES + TD = 0,060 + 0,039 = 0,099;
Nmax = EI = 0,099
Ответ: ES = 0,060, EI = 0,099, es = 0, ei = 0,039, Nmax = 0,099.
2 Задачи к теме 3
1) Выбрать и рассчитать посадки
на соединения подшипника с корпусом и валом.
2) Назначить отклонения формы и
шероховатость посадочных поверхностей вала и корпуса. Построить схемы полей
допусков соединений подшипника с валом и корпусом.
3) Начертить эскизы деталей и
узла подшипникового соединения с указанием шероховатости поверхности и
отклонений формы.
|
Вариант |
Класс точности подшипника |
Диаметр кольца, мм Узел |
Узел |
Режим работы |
|
|
внутреннего dm |
наружного Dm |
||||
|
10 |
6 |
50 |
110 |
Ролики ленточного транспортера, Вращается корпус |
Нормальный |
Решение
1) Определяем предельные
отклонения поля допуска внутреннего кольца подшипника LO и предельные размеры
кольца при dm = 50 мм:
ES = 0, EI = – 12 мкм;
dm max = 50
мм; dm min
= 49,988 мм.
2) Определяем предельные
отклонения поля допуска наружного кольца подшипника l0 и предельные размеры
кольца при Dm = 110 мм:
es = 0; ei = – 15 мкм.
Dm max = 110 мм, Dm min = 109,985 мм
3) Определяем вид нагружения
колец. Так как вращается корпус, а вал неподвижен (т.е. наружное кольцо
вращается, а внутренее неподвижно), то внешнее кольцо нагружено циркуляционно, внутренее
– местно.
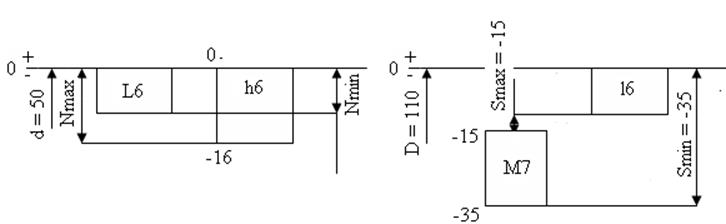
4) Определяем поля допусков посадочных
поверхностей: вала – h6,
отверстия в корпусе – М7.
Тогда посадки в соединениях будут
следующими: внутреннее кольцо подшипника –
вал Ø50![]() , наружное кольцо подшипника –
, наружное кольцо подшипника –
корпус Ø110![]() .
.
5) Определяем предельные
отклонения посадочных поверхностей вала и корпуса, их предельные размеры и допуски:
вал Ø 50 h6:
es = 0 мкм; ei = – 16
мкм,
d max = 50 мм, d min
= 49,984 мм;
Тd = 0,016 мм;
отверстие Ø 110 M7:
ES = 0 мкм; EI = – 35 мкм ,
D max = 110
мм; D min
= 109,065 мм;
ТD = 0,035
мм.
6) Определяем предельные зазоры и
натяги соединений.
Внутреннее кольцо подшипника –
вал  – посадка в системе отверстия с натягом:
– посадка в системе отверстия с натягом:
N max = dmax
– dm min = 50 – 49,988 = 0,012 мм;
N min = dmin
– dm max = 49,984 – 50 = -0,016 мм.
Наружное кольцо – корпус  – посадка в системе вала переходная:
– посадка в системе вала переходная:
S max = D max – Dm
min = 110 – 109,985 = -0,015 мм;
S min = D min – Dm
max = 109,065 – 110 = -0,035 мм.
7) Определяем шероховатость
посадочных поверхностей:
вала – Ra = 0,63 мкм;
отверстия – Ra= 1,25
мкм;
торцы заплечиков валов и
отверстий корпусов: Ra = 2,5 мкм.
Отклонение от цилиндричности деталей
под подшипники качения равно 1/4 от допуска на размер: так как Тd = 16 мкм, то допуск цилиндричности вала равен 0,004
мм;
ТD = 35 мкм, поэтому допуск цилиндричности
отверстия равен 0,008 мм.
8) Построим схемы полей допусков
деталей подшипникового соединения, обозначим зазоры и натяги.
3
Задачи к темам 4 и 5
Расшифровать обозначение:
|
Вариант |
Обозначение |
|
|
10 |
|
|

1)
Знак суммарного допуска
перпендикулярности и плоскостности, числовое значение допуска 0,03 в
миллиметрах, буквенное обозначение базы (баз) или буквенное обозначение
поверхности, с которой связан допуск расположения.
2) Обозначение шероховатостей. Условное
обозначение направлений неровностей R,
базовая линия с указанием диапазона параметров ![]() .
.
4
Задачи к теме 6
Расшифровать условное обозначение
резьбы. Построить схему расположения полей допусков для следующих вариантов:
|
Вариант |
Условные |
|
|
10 |
М22 х |
M36 х 1,5-2H5D(2)/3p(2) |
6
Задачи к теме 7(шпоночные соединения)
Для шпоночных соединений с
призматическими шпонками подобрать номинальные размеры шпонок и пазов под них.
Назначить посадки и предельные отклонения на все детали соединения. Определить
предельные зазоры и натяги между деталями. Построить схемы полей допусков.
|
Вариант |
Диаметр вала, мм |
Длина шпонки L, мм |
Поле допуска шпонки |
Поле допуска паза |
Поле допуска паза |
|
10 |
100 |
220 |
h9 |
P9 |
P9 |
1) По
таблицам ГОСТ 23360 – 78 находим размеры:
ширина шпонки b = 28 мм;
высота шпонки h = 16 мм; глубина паза на валу t1
= 10 мм; глубина паза во втулке t2 = 6,4 мм.
2) По таблице для призматических
шпонок при нормальном соединении
Похожие материалы
- Измерения линейных размеров универсальными измерительными средствами: Методические указания к лабораторной работе № 1 по дисциплинам «Метрология, стандартизация и сертификация» и «Метрология, стандартизация и взаимозаменяемость»
- Акустическая эмиссия. Изучение акустического излучения металлами при механической деформации
- Исключение инструментальной погрешности в процессе измерения: Методические указания к лабораторной работе № 4 по дисциплинам «Метрология, стандартизация и сертификация», «Общая теория измерений»
Информация о работе
Тип:
Задания на контрольные работы
Содержание
- § 4. Номинальные, действительные и предельные размеры
- Номинальные действительные и предельные размеры. Понятие о допуске.
- Система допусков и посадок термины и определения
- 21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения.
§ 4. Номинальные, действительные и предельные размеры
При изготовлении деталей практически нельзя получить абсолютной точности размеров, но в этом и нет необходимости. Известно, что если отклонения размеров не выходят за определенные величины, то все детали с такими размерами будут одинаково годными для работы в машинах или механизмах. Во многих случаях нет необходимости добиваться высокой точности обработки, так как это увеличивает ее стоимость.
Размеры, указываемые на чертежах, бывают номинальные и предельные (рис. 74).

Рис. 74. Графическое изображение размеров и отклонений и допусков (а), пример обозначений (б)
Номинальным размером называется размер, полученный из расчета на прочность, жесткость и т. п., исходя из конструктивных и технологических соображений, согласованный с соответствующим стандартом и проставляемый на чертежах. Номинальные размеры принимают по ГОСТ 6636—62, от них отсчитываются отклонения.
Действительным размером называется размер, полученный в результате непосредственного измерения с наивысшей практически допустимой точностью.
Действительный размер готовой детали всегда будет отличаться от номинального, он бывает больше или меньше номинального. Однако разность между номинальным и действительным размерами не может превышать определенной величины.
Предельными размерами называются два предельных значения размера, между которыми может колебаться действительный размер. Большее из них называется наибольшим предельным размером, меньшее — наименьшим предельным размером.
Предельными размерами ограничиваются действительные размеры годных деталей, полученные измерением с допустимой погрешностью.
Источник
Номинальные действительные и предельные размеры. Понятие о допуске.
Номинальным размером называется основной размер, определенный исходя из функционального назначения детали и служащий началом отсчета отклонений.
Действительным размером называется размер, полученный в результате непосредственного измерения с допустимой погрешностью.
Предельными размерами называют два предельных значения размера, между которыми должен находится действительный размер.
Допуском размера, называется разность между наибольшим и наименьшим предельными размерами. Величина допуска обозначается в десятых, сотых долях миллиметра, микрометрах (0,001 мм). Допуск указывают в виде двух отклонений от номинального: верхнего и нижнего.
Верхним предельным отклонением называется разность между наибольшим предельным размером и номинальным, а нижним предельным отклонением – разность между наименьшим предельным размером и номинальным.
Чем меньше допуск, тем сложнее изготовить деталь.
При графическом изображении допусков пользуются нулевой линией.
Нулевой линией называется линия, соответствующая номинальному размеру, от которой откладываются отклонения.
Полем допуска называют интервал значений размеров, ограниченный предельными размерами. Зависит от класса точности.
На чертежах номинальный размер обозначается целыми числами, а отклонения в виде десятичной дроби проставляются от номинального размера одно над другим:
Зазоры и натяги.
Зазором называется положительная разность между размерами отверстия и вала
Создающую свободу относительного перемещения сопрягаемых деталей.
Натягом называется положительная разность между диаметрами вала и отверстия до сборки деталей обеспечивающая неподвижность соединения сопрягаемых деталей.
Посадки.
Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров и натягов.
В зависимости от взаимного расположения полей допусков отверстия и вала посадки подразделяются на три группы:
С зазором (подвижные), при которых обеспечивается зазор в соединении.
С натягом (неподвижные), при которых обеспечивается натяг в соединении.
Переходные, при которых соединения могут осуществляться как с зазором, так и с натягом.
Кроме допусков размера вала и отверстия, существует также допуск посадки.
В переходных посадках допуск посадки равен разности между наибольшим и наименьшим натягами или сумме наибольшего натяга и наименьшего зазора.
НЕПОДВИЖНЫЕ ПОСАДКИ характеризуются наличием гарантированного натяга.
Легкопрессовая посадка Пл применяется в тех случаях, когда требуется возможно более прочное соединение, и в то же время недопустима сильная запрессовка из-за ненадежности материала или из-за опасения деформировать деталь. Такая посадка осуществляется под легким давлением пресса.
Прессовые посадки Пр3, Пр2, Пр1 как правило, являются неразъёмными, так как распрессовка и запрессовка вновь ведут к нарушению посадки.
Прессовая посадка Пр применяется для прочного соединения деталей. Эта посадка осуществляется под значительным усилием пресса.
Горячая посадка Гр применяется в соединениях которые никогда не должны разбираться, для получения такой посадки деталь нагревают до 400-500 градусов, после чего производится насадка на вал.
ПОДВИЖНЫЕ ПОСАДКИ характеризуются наличием гарантированного зазора.
Скользящая посадка С применяется для соединения деталей, которые при наличии смазки могут перемещаться относительно друг друга, но имеют точное направление.
Посадка движения является самая точная из подвижных посадок, она имеет малый гарантированный зазор, что создает хорошее центрирование деталей и отсутствие ударов при перемене нагрузки.
Посадка ходовая Хприменяется при соединении деталей, которые работают при умеренных и постоянных скоростях и при безударной нагрузке.

Широкоходовая посадка Ш является сомой свободной и имеет самый большой зазор,.применяется для соединения деталей, работающих с большими скоростями, при этом допускается неточное центрирование.
Посадки тепловые ходовые ТХ применяются для соединения деталей, работающих при высокой температуре.
ПЕРЕХОДНЫЕ ПОСАДКИ не гарантируют натяга или зазора. Чтобы повысить степень неподвижности деталей, применяются дополнительные крепления винтами штифтами.
Плотная посадка П применяется для соединения таких деталей, которые собирают и разбирают в ручную или при помощи деревянного молотка. Детали, требующие точной центровки.
Напряженная посадка применяется для соединения таких деталей, которое при работе должны сохранять свое положение и могут быть собраны и разобраны без значительных усилий с помощью молотка или съемника. Детали закрепляют шпонками или стопорными винтами.
Тугая посадка Т применяется аналогично глухой посадке, но при менее прочном материале деталей или более частой сборке узлов, а также при длине втулки более 1,5 диаметра или более тонких стенках втулки.
Глухая посадка Г применяется при соединении деталей, которые должны быть связаны прочно и могут быть разобраны при значительном давлении. При таком соединении детали дополнительно крепятся шпонками, стопорными винтами. Осуществляется эта посадка сильными ударами молотка.
Система допусков и посадок.
Совокупность допусков и посадок обеспечивающих замену деталей. Подразделяется на систему отверстия и систему вала.
В системе отверстия – нижнее отклонение равно 0.
В системе вала – верхнее. На чертежах: 25
П-плотная посадка 2а – класс точности;
В система вала, 3 – класс точности
А система отверстия
Трубопроводы.
Служат для транспортирования жидкостей и газов.
В зависимости от транспортируемых продуктов подразделяются на нефтепроводы, газопроводы, водопроводы, паропроводы, глинопроводы, воздухопроводы;
В зависимости от характера транспортируемой среды делятся на три основных группы: АБВ, а в зависимости от рабочих параметров среды ( давления и температуры ) на 5 категорий: I,II,III,IV,V.
А-продукты с токсическими свойствами
Б – горючие и активные газы, легковоспламеняющиеся и горючие жидкости (бензин, нефть, газ);
В – перегретый водяной пар; негорючие газы, жидкости и пары, вода, воздух, инертные газы, рассол
Давление до16 ат, 16-25, 25-63, больше 63. (5-1гр.)
Температура минус 40 до плюс 120, 120 до 150, 250-350,350-400. (5-1гр.)
По рабочему давлению на трубопроводы высокого давления (6,4 мПа), среднего (1,6 мПа),и низкого (0,6 мПа).
Устройство трубопроводов.
Общими элементами для каждого трубопровода являются: трубы, соединения труб между собой, компенсаторы, запорная арматура, контрольно-измерительные приборы и предохранительные приспособления, переходы, отводы.
При сооружении нефтепромысловых трубопроводов применяют стальные трубы из малоуглеродистой и низколегированной стали, обладающие хорошей свариваемостью. Они бывают бесшовными, эл.сварными со швом и спирально-шовные.
Для токсических группы А – бесшовные, изготовленные из слитка.
Для сжиженных углеводородов бесшовные горяче- и холоднодеформированные.
Трубы должны быть испытаны на заводе пробным давлением.
Электросварные со спиральным швом можно для категории Б.
Фланцы. Согласно правилам уплотнительные поверхности:
Выступ-впадина больше 25 ат.
Под линзовую или овальную прокладку более 63 ат.
Для трубопроводов гр. А и Б первой категории не допускаются гладкие.
Шпильки. Твердость шпилек или болтов должна быть выше твердости гаек на 10-15 НВ. До16 ат и Тдо200гр. Можно без термообработки.
Соединения: на сварке (неразъёмные) и при помощи фитингов и фланцев (разъёмные).
ФИТИНГИ (отводы и переходы) применяют для соединения труб находящихся на одной оси, для изменения направления трубопроводов или разветвления их, а также при переходах с одного диаметра трубопровода на другой и для закрытия концов трубопроводов.
Отводы лучше изготовленные методом горячей штамповки или гнутые.
Заглушки приварные плоские и ребристые допускаются при давлении 25 ат.
На каждой съёмной заглушке должны быть выбиты номер, марка стали, Ру и Ду.
Все технологические трубопроводы должны иметь дренажи для слива воды после Г.И. и воздушники в верхних точках для удаления воздуха при заполнении водой. Газопроводы должны иметь продувочные свечи.
Монтаж трубопроводов.
СВАРОЧНЫЕ ШВЫ. Расстояние между швами не менее 5 см при толщине стенки до 8 мм и не менее 10см при толщине свыше 8 мм. Для обеспечения термообработки и контроля.
От края опоры не менее 5см при диаметре до 50 мм и 20см при большем диаметре.
До гиба трубы –5см при диаметре до 100 мм и 1осм при большем.
ПРОКЛАДКА. В траншее при диаметре до 300 мм – не менее 0,4 м;
Более 300 мм – не менее 0,5 м.
Глубина укладки не менее 0,6 м. Газопроводы не менее 0,1 м ниже глубины промерзания с уклоном к конденсатосборникам.
Вварка штуцеров в сварочные стыки и гнутые и штампованные детали не разрешается.
Гайки болтов должны быть с одой стороны фланцевого соединения. Болты и шпильки должны быть смазаны.
Диаметр прокладки не должен быть меньше внутреннего диаметра трубы.
Не допускается выравнивание перекосов фланцевых соединений натяжением болтов или шпилек.
Расстояние от фланцев до опор или стен не менее 400 мм.
Подготовка труб под сварку.
Перед сборкой необходим визуальный контроль, обнаруженные дефекты должны быть исправлены. Не допускаются к монтажу изделия загрязненные, поврежденных коррозией, деформированных, с поврежденным защитным покрытием.
Подготовленные под сварку кромки труб и других элементов по внутренней и наружной поверхностям шириной не менее 20 мм должны быть очищены от ржавчины и загрязнгений до металлического блеска и обезжирены.
Забоины и задиры фасок глубиной до 5 мм ремонтируются с применением электродов с основным покрытием (УОНИ-1345, УОНИ-13/55), с подогревом, регламентируемым при сварке данных труб. Разделка кромок должна соответствовать технологической документации на сварку и зависит от толщины стенки. Смещение кромок не должно превышать 20 % нормативной толщины стенки, но не более 3 мм. При сварке корневого шва электродами с основным видом покрытия, при температуре воздуха + 5 и ниже, кромки труб необходимо нагреть до 50 градусов, но не более 200.
Компенсаторы.
КОМПЕНСАТОРЫ устройства, позволяющие трубопроводам свободно удлиняться или сокращаться при изменениях температуры.
Температурная деформация снимается поворотами и изгибами трассы. При невозможности ограничится само компенсацией, на трубопроводах устанавливают компенсаторы.
Применяют гнутые из труб, лирообразные, П-образные. Линзовые или волнистые компенсаторы только при давлении до 16 ат. Применение сальниковых компенсаторов на технологических трубопроводах не допускается. Устанавливают их на расстоянии 150-200 м, для паропровода 75-100 м. Для газопровода допускаются сильфонные, линзовые до 6 ат. П-образные.
Арматура.
В зависимости от назначения арматура разделяется на следующие группы.
На запорно-регулирующую, предохранительную и предохранительную обратного действия.
ПРЕДОХРАНИТЕЛЬНЫЕ УСТРОЙСТВА служат для открытия прохода при превышении максимального давления. Они предохраняют аппараты, трубопроводы от разрушения. Бывают:
А) рычажные предохранительные клапаны;
Б) пружинные предохранительные клапаны;
В) латунные или чугунные диафрагменные предохранители (диафрагмы).
Обратные устройства допускают движение среды в одном направлении и перекрывают проход в обратном.
По способу подсоединения арматура подразделяется на фланцевую, муфтовую, цапфовую и приварную.
Чугунная арматура не разрешается, на трубопроводах категории А и Б
Источник
Система допусков и посадок термины и определения
Слово термин происходит от латинского слова terminus, что значит предел граница.
Размер – числовое значение линейной величины в выбранных единицах измерения.
Действительный размер – размер элемента, установленный измерением с допускаемой погрешностью.

Номинальные и предельные размеры
Предельные размеры – два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер.
Наибольший предельный размер – наибольший допустимый размер элемента.
Наименьший предельный размер – наименьший допустимый размер элемента.
Номинальный размер – размер, относительно которого определяются отклонения.
Отклонение – арифметическая разность между размером и соответствующим номинальным размером.
Действительное отклонение – арифметическая разность между действительным и соответствующим номинальным размерами.
Предельное отклонение – арифметическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения.
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные – вниз.
Верхнее отклонение ES, es – арифметическая разность между наибольшим предельным и соответствующим номинальным размерами.
Нижнее отклонение EI, ei – арифметическая разность между наименьшим предельным и соответствующим номинальным размерами.
Основное отклонение – одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. В данной системе допусков и посадок основным является отклонение, ближайшее к нулевой линии.

Поля допусков и посадок
Допуск – Т – англ.tolerance – разность между наибольшим и наименьшим предельными размерами или разность между верхним и нижним отклонениями.
Стандартный допуск – IT – англ. Internal tolerance – любой из допусков, устанавливаемых данной системой допусков и посадок.
Квалитет – лат. qualitas – качество – совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
Единица допуска i, I – множитель в формулах допусков, являющийся функцией номинального размера и служащий для определения числового значения допуска.
Вал – термин, условно применяемый для обозначений наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие – термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Основной вал – вал, верхнее отклонение которого равно нулю.
Основное отверстие – отверстие, нижнее отклонение которого равно нулю.
Предел максимума материала – термин, относящийся к тому из предельных размеров, которому соответствует наибольший объем материала, т.е. наибольшему предельному размеру вала или наименьшему предельному размеру отверстия. Примечание. Применявшийся ранее термин «проходной предел» использовать не рекомендуется.
Предел минимума материала – термин, относящийся к тому из предельных размеров, которому соответствует наименьший объем материала, т.е. наименьшему предельному размеру вала или наибольшему предельному размеру отверстия. Примечание. Применявшийся ранее термин «непроходной предел» использовать не рекомендуется.
Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки.
Номинальный размер посадки – номинальный размер, общий для отверстия и вала, составляющих соединение.
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
Зазор – разность между размерами отверстия и вала до сборки, если размер отверстия больше размера вала.

Зазор между отверстием и валом
Натяг – разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.

Натяг между отверстием и валом
Посадка с зазором – посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала.
Посадка с натягом – посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала.
Переходная посадка – посадка, при которой возможно получение как зазора, так и натяга в соединении, в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично.

Наименьший зазор – разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала в посадке с зазором.
Наибольший зазор – разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала в посадке с зазором или в переходной посадке.
Наименьший натяг – разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия до сборки в посадке с натягом.
Наибольший натяг – разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия до сборки в посадке с натягом или в переходной посадке.
Посадки в системе отверстия – посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия.
Посадки в системе вала – посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала.
Источник
21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения.
21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения. 21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения.
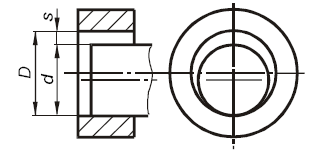
Поверхности, размеры, отклонения и допуски. Поверхности деталей бывают сопрягаемыми и несопрягаемыми, или свободными. При этом они могут быть цилиндрическими, плоскими, коническими, эвольвентными, сложными (шлицевые, винтовые) и др. Со-прягаемыми называют поверхности, по которым детали соединяются в сборочные единицы, а сборочные единицы — в механизмы. Несопрягаемыми, или свободными, — конструктивно необходимые поверхности, не предназначенные для соединения с поверхностями других деталей.
Внутренние цилиндрические поверхности, а также внутренние поверхности с парал-лельными плоскостями (отверстия в ступицах, шпоночные пазы и пр.) являются охватывающими (их условно называют отверстиями; диаметры отверстий обозначают буквой D). Наружные отверстия (цилиндрическая поверхность вала, боковые грани шпонок) являются охватываемыми (их условно называют валами и обозначают буквой d).
Размеры — это числовое значение линейной величины (диаметра, длины и т.д.), они делятся на номинальные, действительные и предельные. В машино и приборостроении все размеры в технической документации задают и указывают в миллиметрах.
Номинальный размер (D) — размер, относительно которого определяют предельные размеры и отсчитывают отклонения. Номинальные размеры являются основными размерами деталей или их соединений. Сопрягаемые поверхности имеют общий номинальный размер.
Действительный размер (Dr, dr) — размер, установленный измерением с допустимой погрешностью. Погрешностью измерения называется отклонение результата измерения от истинного значения измеряемой величины. Погрешность измерения, а следовательно, и выбор измерительных средств необходимо согласовывать с точностью, которая требуется для данного размера.
Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действи¬тельный размер. Больший из двух предельных размеров называют наибольшим предельным размером (Dmax, dmax), а меньший — наименьшим предельным размером (Dmin, dmin) Предельные размеры позво¬ляют оценивать точность обработки деталей.
Отклонение — это алгебраическая разность между действительным и соответствующим номинальными размерами. Отклонения отверстий обозначают буквой E, валов — e.
Действительное отклонение (Er, er) равно алгебраической разности действительного и номинального размеров: Er = Dr — D; er = dr — d.
Предельное отклонение равно алгебраической разности предельного и номинального размеров. Различают верхнее, нижнее и среднее отклонения. Верхнее (ES, es) равно алгебраической разности наибольшего предельного и номинального размеров: ES = Dmax — D; es = dmax — D.
Нижнее отклонение (EI, ei) равно алгебраической разности наименьшего предельного и номинального размеров: EI = Dmin — D; ei = Dmin — D.
Среднее отклонение (Em, em) равно полусумме верхнего и ниж¬него отклонений: Em = 0,5 (ES + EI), em = 0,5 (es + ei).
Пример. Определить предельные и средние отклонения для штифтов, у которых D = 20 мм, dmax = 20,01 мм и dmin = 19,989 мм.

Для графического построения полей допусков и посадок проводят горизонтальную линию 00, называемую нулевой. Нулевая — это линия, положение которой соответствует номинальному размеру и от которой откладываются предельные отклонения размеров. По-ложительные отклонения — вверх от нулевой линии, отрицательные — вниз.
Поле допуска — поле, ограниченное верхним и нижним отклонения¬ми. Оно опре-деляется величиной допуска и его положением относитель¬но номинального размера. При графическом изображении поля допусков показывают зоны, которые ограничены двумя ли-ниями, проведенными на расстояниях, соответствующих верхнему и нижнему отклоне¬нию.
На схемах указывают номинальный D и предельные (Dmax, Dmin, dmax, dmin) размеры, предельные отклонения (ES, EI, es, ei) поля допусков и другие параметры.
Понятия о посадках и допуске посадки. Если у соединяемых между собой деталей размер отверстия больше размера вала, то в соединении будет зазор (S). Если же размер ва-ла больше размера отверстия, то в соединении будет натяг (N). Зазором называется по-ложительная разность между размерами отверстия и вала S = D — d (рис. 42, а). а натягом — положительная разность между размером вала и отверстия N = d — D (рис. 42, б).

В машинах и приборах требуются посадки с различными зазорами и натягами. В тех случаях, когда одна деталь должна перемещаться относительно другой без качки, следует иметь очень малый зазор: для того чтобы одна деталь могла свободно вращаться в другой (например, вал в отверстии), зазор должен быть больше. Если соединенные вал и втулка представляют собой как бы одно целое, они соединены с натягом и не могут перемещаться относительно друг друга.
Посадки подразделяют на три вида: подвижные, обеспечивающие зазор в соединении: неподвижные (прессовые), обеспечивающие натяг в соединении; переходные, ко-торые наз¬ваны так потому, что до сборки вала и втулки нельзя сказать, что будет в соединении — зазор или натяг, так как заданные отклонения на вал и отверстие перекрывают друг друга.
В зависимости от использованного допуска у той и другой детали при переходной посадке может оказаться, что размер вала больше размера отверстия или размер отверстия больше размера вала.
Для оценки точности соединений (посадок) пользуются понятием допуска посадки, под которым понимается разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягами (в посадках с натягом). В переходных посадках допуск посадки равен разности между наибольшим и наименьшим натягами или сумме наибольшего натяга и наибольшего зазора. Допуск посадки равен также сумме допусков отверстия и вала.
Источник
Система допусков и посадок термины и определения
Слово термин происходит от латинского слова terminus, что значит предел граница.
Размер – числовое значение линейной величины в выбранных единицах измерения.
Действительный размер – размер элемента, установленный измерением
с допускаемой погрешностью.
Номинальные и предельные размеры
Предельные размеры – два предельно допустимых размера элемента, между
которыми должен находиться (или которым может быть равен) действительный размер.
Наибольший предельный размер – наибольший допустимый размер элемента.
Наименьший предельный размер – наименьший допустимый размер элемента.
Номинальный размер – размер, относительно которого определяются отклонения.
Отклонение – арифметическая разность между размером и соответствующим номинальным размером.
Действительное отклонение – арифметическая разность между действительным и соответствующим номинальным размерами.
Предельное отклонение – арифметическая разность между предельным и
соответствующим номинальным размерами. Различают верхнее и нижнее предельные
отклонения.
Нулевая линия – линия, соответствующая номинальному размеру, от которой
откладываются отклонения размеров при графическом изображении полей допусков и
посадок. Если нулевая линия расположена горизонтально, то положительные отклонения
откладываются вверх от нее, а отрицательные – вниз.
Верхнее отклонение ES, es – арифметическая разность между наибольшим предельным и соответствующим номинальным размерами.
Примечание:
ES – верхнее отклонение отверстия; es – верхнее отклонение вала.
Нижнее отклонение EI, ei – арифметическая разность между наименьшим предельным и соответствующим номинальным размерами.
Примечание:
EI – нижнее отклонение отверстия; ei – нижнее отклонение вала.
Основное отклонение – одно из двух предельных отклонений (верхнее или
нижнее), определяющее положение поля допуска относительно нулевой линии. В данной
системе допусков и посадок основным является отклонение, ближайшее к нулевой линии.
Поля допусков и посадок
Допуск – Т – англ.tolerance – разность между наибольшим и наименьшим предельными размерами или разность между верхним и нижним отклонениями.
Примечание:
Допуск – это абсолютная величина без знака.
Стандартный допуск – IT – англ. Internal tolerance – любой из допусков, устанавливаемых данной системой допусков и посадок.
Примечание:
В дальнейшем в стандарте под термином «допуск» понимается
«стандартный допуск».
Поле допуска – поле, ограниченное наибольшим и наименьшим предельными
размерами и определяемое величиной допуска и его положением относительно
номинального размера. При графическом изображении поле допуска заключено между
двумя линиями, соответствующими верхнему и нижнему отклонениям относительно
нулевой линии .
Примечание:
i – единица допуска для номинальных размеров до 500 мм,
I – единица допуска для номинальных размеров свыше 500 мм.
Квалитет – лат. qualitas – качество – совокупность допусков, рассматриваемых как
соответствующие одному уровню точности для всех номинальных размеров.
Единица допуска i, I – множитель в формулах допусков, являющийся функцией
номинального размера и служащий для определения числового значения допуска.
Вал – термин, условно применяемый для обозначений наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие – термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Основной вал – вал, верхнее отклонение которого равно нулю.
Основное отверстие – отверстие, нижнее отклонение которого равно нулю.
Предел максимума материала – термин, относящийся к тому из предельных
размеров, которому соответствует наибольший объем материала, т.е. наибольшему
предельному размеру вала или наименьшему предельному размеру отверстия.
Примечание. Применявшийся ранее термин “проходной предел” использовать не
рекомендуется.
Предел минимума материала – термин, относящийся к тому из предельных
размеров, которому соответствует наименьший объем материала, т.е. наименьшему
предельному размеру вала или наибольшему предельному размеру отверстия.
Примечание. Применявшийся ранее термин “непроходной предел” использовать не
рекомендуется.
Посадка – характер соединения двух деталей, определяемый разностью их
размеров до сборки.
Номинальный размер посадки – номинальный размер, общий для отверстия и
вала, составляющих соединение.
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
Зазор – разность между размерами отверстия и вала до сборки, если размер
отверстия больше размера вала.
Зазор между отверстием и валом
Натяг – разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.
Натяг между отверстием и валом
Посадка с зазором – посадка, при которой всегда образуется зазор в соединении,
т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала.
Посадка с натягом – посадка, при которой всегда образуется натяг в соединении,
т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала.
Переходная посадка – посадка, при которой возможно получение как зазора, так и
натяга в соединении, в зависимости от действительных размеров отверстия и вала. При
графическом изображении поля допусков отверстия и вала перекрываются полностью или частично.
Переходная посадка
Наименьший зазор – разность между наименьшим предельным размером
отверстия и наибольшим предельным размером вала в посадке с зазором.
Наибольший зазор – разность между наибольшим предельным размером
отверстия и наименьшим предельным размером вала в посадке с зазором или в переходной посадке.
Наименьший натяг – разность между наименьшим предельным размером вала и
наибольшим предельным размером отверстия до сборки в посадке с натягом.
Наибольший натяг – разность между наибольшим предельным размером вала и
наименьшим предельным размером отверстия до сборки в посадке с натягом или в
переходной посадке.
Посадки в системе отверстия – посадки, в которых требуемые зазоры и натяги
получаются сочетанием различных полей допусков валов с полем допуска основного
отверстия.
Посадки в системе вала – посадки, в которых требуемые зазоры и натяги
получаются сочетанием различных полей допусков отверстий с полем допуска основного
вала.

Наименьший и наибольший зазор

Наименьший и наибольший натяг
