Задания
Версия для печати и копирования в MS Word
Тип 3 № 1039 

i
Определите напряжение в дуге при электросварке, если сопротивление дуги 0,2 Ом, а сила тока в ней достигает 120 А.
Спрятать решение
Решение.
Напряжение найдем по формуле: 
Ответ: 24.
Аналоги к заданию № 682: 1017 1039 1160 Все
Источник: ВПР 2021 год по физике 8 класс. Вариант 8
Спрятать решение
·
Прототип задания
·
Помощь
О проекте · Редакция · Правовая информация · О рекламе
© Гущин Д. Д., 2011—2023
Напряжение на дуге при сварке
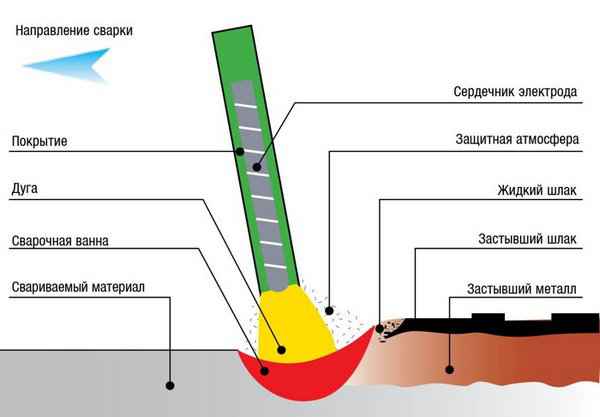
Принцип ручной дуговой сварки заключается в следующем. От сварочного трансформатора ток поступает к электроду и свариваемому металлу. При замыкании электрода на металл образуется сварочная дуга, которая характеризуется большой температурой, свыше 6 тысяч градусов.
В результате такой температуры металл начинает плавиться, а в том месте, где электрод замыкает на металл, образуется так называемая сварочная ванна. Именно в сварочной ванне расплавленный металл смешивается с основным, после чего на поверхности соединения образуется шлак, представляющий собой защиту от кислорода.
Электрическая энергия, необходимая для поддержания сварочной дуги, образуется в источниках переменного или постоянного тока.
Вольтамперная характеристика дуги
Одной из главных характеристик сварочной дуги является её напряжение. В свою очередь напряжение сварочной дуги зависит от её длины и силы сварочного тока.
Важная особенность! В ручной дуговой сварке, чем меньше сила тока, тем меньше напряжение дуги. В автоматической сварке, напряжение сварочной дуги зависит от её длины: чем длинней дуга, тем выше будет её напряжение.
Ну и соответственно, чем выше напряжение сварочной дуги, тем большее количество тепла она вырабатывает. Соответственно металлы начинают плавиться быстрей. Таким образом, напряжение дуги растёт и остается максимальным до тех пор, пока дуга не погаснет.
На что влияет напряжение сварочной дуги
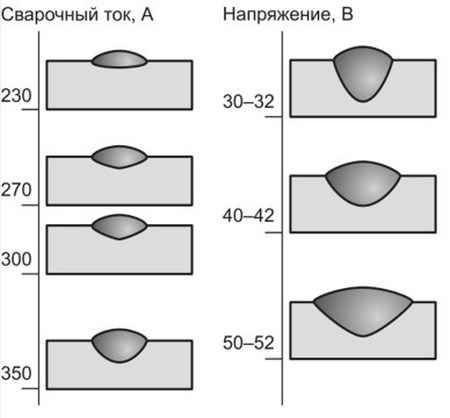
Напряжение на дуге влияет в первую очередь на толщину провара металлической заготовки и качество сварного соединения. При большом напряжении дуги характерен широкий сварной шов. Однако в ряде случаев изменение напряжения на дуге может привести к появлению таких дефектов в сварке, как брызги расплавленного металла.

Напряжение сварочной дуги в ручной дуговой сварке колеблется от 15 до 30 Вольт. При этом при замене электрода напряжение дуги может кратковременно возрастать до 70 Вольт.
Как зависит напряжение дуги от силы тока в автоматической сварке
В автоматической сварке при увеличении напряжения тока, напряжение сварочной дуги резко падает. При этом если дуга короткая, то заметно увеличивается площадь сечения и заметно возрастает способность дуги проводить электрический ток.
Итак, от чего же зависит напряжение сварочной дуги. В первую очередь оно зависит от силы тока и длины. Кроме того, напряжение дуги может быть различным в зависимости от вида сварки, которая выполняется.
Дуга бывает короткой, средней, нормальной и длинной. Варят только на короткой сварочной дуге, длина которой не превышает 3 мм. Если длина сварочной дуги увеличивается, то это неминуемо приводит к образованию прожогов в сварке и различных других дефектов.

Вольтамперная характеристика сварочной дуги очень важный параметр, на который следует обращать собственное внимание. Только таким образом получится избежать ряда ошибок в сварке и получить максимально прочное, надежное и долговечное соединение.
Источник
Сварочная дуга
Уже более столетия человечество применяет технологию создания неразъемных соединений металла — электросварку. В ее основе лежит физическое явление электрической дуги. Исследования в области воздушных искровых разрядов начал итальянский физик Алессандро Вольта в 18 веке. В его честь электрическую дугу иногда называют «вольтова дуга». Значительный вклад в разработку технологии сделали русские ученые Бернадос и Славянов, и француз Меритен.

Что такое сварочная дуга ее определение
Сварочной дугой называют большой по продолжительности и выделяемой энергии электроразряд между электродами с разницей потенциалов, происходящий в газовой среде. Ввиду высокой плотности электрического тока металл, через который он протекает, быстро нагревается — сначала до температуры пластичности и далее до температуры плавления. Максимальная температура, теоретически достижимая в электрической дуге — до 7000 °С. На практике она позволяет плавить металлы с температурой плавления свыше 3000 °С, включая вольфрам.
С точки зрения теории электроцепей, электрическая дуга представляет собой проводник, состоящий из ионизированного газа. При протекании по нему тока выделяется большое количество тепловой энергии.
Различают несколько типов электроразряда:
- Тлеющий. Низкоэнергетический разряд относительно слабым током при пониженном давлении газа, используется в люминесцентных светильниках и плазменных экранах.
- Искровой. Возбуждается при нормальном давлении, имеет прерывистую форму. К таким разрядам относиться молния и искра зажигания в автомобильном двигателе.
- Дуговой. Постоянный разряд при обычном давлении. Используется при электросварки, для дуговых ламп.
- Коронный. Возбуждается на неоднородной поверхности между участками с разным потенциалом.
Коронный разряд используется при очистке газов от пылевых загрязнений.
Природа и строение
При зажигании дуги создается электрическая цепь. В ней участвуют два электрода — анод и катод, а также участок ионизированного газа. Протекая сквозь газовое облако, электрический ток вызывает его нагрев и интенсивное свечение, связанное с излучением фотонов.
Соответственно участкам цепи, строение сварочной дуги включает в себя три основные области:
- анодная — толщиной 10 -4 см;
- катодная 10 -5 см;
- столб дуги, длиной 4-6 мм.
В первых двух зонах возникают активные пятна, в них происходит максимальное падение напряжения и максимальный нагрев.
Падение же напряжения в самом сварочном столбе невелико.
При действии электродуги, кроме повышенной температуры, действует еще один важный фактор — весьма интенсивное ультрафиолетовое излучение. Оно оказывает вредное воздействие на человеческий организм, прежде всего – на органы зрения и кожные покровы.

Во избежание вреда для здоровья при работе с электросваркой обязательно применение средств индивидуальной защиты: сварочной маски, рукавиц и плотной одежды и обуви из негорючих материалов.
Разновидности
Существует несколько классификаций дуг по различным признакам.
По схеме электрического соединения электрические сварочные дуги разделяют на:
- Прямого действия. Одним электродом является свариваемая конструкция, другой электрод плавящийся. Цепь образуют электрод и металл свариваемых деталей. В зазоре между ними разжигается дуга.
- Косвенного действия. Разряд разжигается между двумя параллельными неплавкими электродами и подносится к свариваемым заготовкам.

Классификация сварочной дуги по схеме электрического соединения
По типу газовой среды, в которой возбуждается разряд, они подразделяются на:
- Открытый. Действует в воздухе. Рабочую зону окружает облако из испарившегося металла, продуктов сгорания обмазки электродов.
- Закрытый. Разряд идет под слоем флюсового порошка, облако состоит из испарившихся частиц металлов и инертных газов, выделяющихся при плавлении флюсового порошка.
- С принудительным нагнетанием инертных газов. В рабочую зону вдувается под небольшим давлением смесь инертных газов с углекислым и водородом в определенных пропорциях. Цель такого нагнетания — защитить материал сварочной ванны и нагретой до температуры пластичности зоны заготовок от контакта с кислородом и азотом воздуха.
- постоянная (для длительной работы);
- импульсная (мощный однократный импульс, применяется для контактной сварки).
По конструкции и назначению применяемых электродов:
- Неплавкие (графит, вольфрам). Такие электроды не расходуются в процессе сварки, материал шва формируется из расплавившегося металла заготовок.
- Плавкие. Изготавливаются из стальных сплавов. В ходе процесса металлический стержень электрода плавится, стекает в сварной зазор и вместе с расплавившимися кромками заготовок формирует шовный материал.

Классификация сварочной дуги по применяемым электродам
В состав плавких электродов включают специальные легирующие добавки, повышающие прочность и долговечность получившегося соединения.
Условия горения
В нормальных условиях, при обычном давлении и температуре 20 °С газы, и прежде всего — воздух не являются проводниками. Чтобы они смогли проводить электричество, нужно создать особые условия: высвободить с атомных орбит большое количество ионов. Такой процесс называют ионизацией.
Работу, затрачиваемую на высвобождение одного электрона, называют потенциалом ионизации. Для различных материалов она составляет он 3,5 до 20 электрон-вольт. Наименьший потенциал характерен для щелочных элементов: калия, кальция и их соединений. Эти вещества добавляют в обмазку электродов или сварочную проволоку с целью поддержания стабильных параметров разряда. Добавляют их и в состав флюсового порошка для закрытого типа сварки.
Для обеспечения высокого качества сварного соединения необходимо поддерживать стабильные параметры электродуги, такие, как сила тока, напряжение, температура.
Температура определяется следующими факторами:
- Материал катода.
- Размеры катода.
- Условия окружающей среды.

Распределение температуры дуги
Постоянство параметров тока — напряжение и сила — обеспечивается источником тока. Для сварочных работ разработано большое количество конструкций таких источников – от устаревших громоздких сварочных трансформаторов и выпрямителей до современных инверторов и полуавтоматов.
Возникновение
Электродуга возникает, или, как говорят сварщики, «разжигается» при кратковременном коротком замыкании электрода на заготовку. Протекающий ток разогревает металл, он начинает плавиться. Сильно разогревается и окружающий место контакта газ, этой энергии становится достаточно для его ионизации.
После размыкания электрода и детали столб газа между ними ионизируется и становится способным проводить электрический ток, который и устремляется по нему, и начинает гореть сварочная дуга.
Если не отвести электрод, ток протекает через точку контакта, дуги не возникает, электрод, как говорят сварщики, «залипает». Для разжигания дуги его придется оторвать от заготовки и повторить кратковременное касание.
Чем определяется мощность сварочной дуги
Мощность дуги определяет производительность сварочных работ и толщину соединяемых заготовок. Сама мощность зависит то следующих факторов:
- Длина сварочной электродуги. Определяет количество тепла, выделяющегося при горении. При большей длине мощность возрастает, и наоборот.
- Сила тока. Большая сила тока позволяет не погаснуть более длинной дуге.
- Напряжение. В небольшом диапазоне повышение напряжения также приводит к росту мощности.
Повышение напряжения применяется редко, в специфических узкопрофессиональных случаях. В рядовых условиях оперируют силой тока.
Продолжительность разряда
В практических применениях чаще используется непрерывный режим разряда. Однако импульсный режим также распространен. Его используют при контактной сварке.
Сварка заготовок проводится не сплошным швом, а в нескольких точках. Такое соединение не обеспечивает герметичности, но обладает достаточной прочностью для выполнения тонкостенных конструкций, таких, как корпуса бытовой техники, различных приборов и установок, корпуса автомобилей.
Процесс осуществляется неплавящимся массивным электродом, который с большой силой прижимается к заготовке. Через электрод пропускается кратковременный ток очень большой силы — до нескольких тысяч ампер. В месте контакта металл обеих заготовки расплавляется, а по окончании импульса охлаждается и кристаллизуется как единое целое.
Далее электрод (или заготовка) перемещается вдоль линии шва к новой точке, прижимается к ней и подается новый импульс.

Электроды-ролики для контактной сварки
Существует разновидность такого метода, позволяющая получать и герметичные соединения. Электрод в этом случае выполняется в виде ролика, катящегося по поверхности заготовки. Импульсы подаются с небольшими промежутками, зоны оправления вдоль линии качения частично перекрываются и образуют сплошной материал шва. Такая технология применяется при автоматической сварке трубопроводов.
Температурные зоны
Независимо от того, какой электрод применяется — плавкий или неплавкий — в центре дугового столба наблюдается самая высокая температура — до 7000 °С.
Зоны пониженной температуры сварочной дуги располагаются в районах анодного и катодного пятна, но в них выделяется до двух третей всей энергии. Это центры излучения в инфракрасной части спектра.
Зона максимальной температуры является источником излучения в ультрафиолетовом спектре, наиболее вредного для здоровья человека.
При использовании для сварных работ переменного тока понятие полярности теряет свой смысл. Анод и катод меняются местами 50 или 60 раз в секунду.

Дуговая сварка под слоем флюса
При работе переменным током применяется очень простое оборудование и меньше риск «залипания» электрода.
Однако стабильность дуги в таких сварочных источниках очень сильно зависит от стабильности электроснабжения. Их работа также вызывает броски напряжения в электросети.
Вольт амперная характеристика
График, выражающий, как напряжение зависит от изменения тока, называют вольтамперной характеристикой дуги.
В условиях неизменной длины столба и постепенном росте тока график разделяется на три основные зоны. В первой, называемой «нисходящая», с ростом тока напряжение немного снижается. Эта зона соответствует процессам, происходящим при ручной сварке. Во второй – при росте тока напряжение остается стабильным. Эта часть характеристики применяется при полуавтоматической сварке с применением механической подачи сварочной проволоки.
И наконец, третья область, именуемая «восходящая» используется при автоматической сварке, в ней напряжение растет с повышением тока.

Дуговая сварка плавящимся электродом
При ручной сварке начальные значения на кривой соответствуют режиму холостого хода источника. Когда сварщик разжигает дугу, напряжение снижается вплоть до достижения участка стабилизации, такое напряжение сохраняется во время всей операции.
Особенности
Будучи сопоставлена с другими видами электроразрядов, электрическая дуга демонстрирует следующие от них отличия:
- Большая плотность тока (до тысяч А/см 2 ) дает возможность развивать высокие температуры (до нескольких 1000 °С).
- Неравномерность падения напряжения вдоль столба разряда. В анодной и катодной зоне оно весьма высоко, по всей длине столба — пренебрежимо мало.
- Температура, развиваемая в зоне разряда, обратно пропорциональна ее толщине.
- Многовариантность режимов работы при использовании различных участков вольтамперной характеристики.
На сегодняшний день сварочная дуга является самым быстрым, надежным и доступным методом создания неразъемных соединений металлических деталей и конструкций.
Электросварка стала и самым распространенным способом соединения. Она применяется в самых разных отраслях человеческой жизни, строительства, промышленности и транспорта.

Для получения качественных, прочных и долговечных швов необходимо точно подбирать рабочие режимы, определяющие основные свойства дугового разряда. Современное сварочное оборудование позволяет автоматически поддерживать эти параметры, облегчая работу оператора.
Область применения
Сварочная дуга используется в ручной электродуговой сварке, ставшей надежным помощником профессионалов и домашних мастеров. В ручной сварке используются плавкие электроды, обмазанные флюсовым составом. В процессе сварки материал стержня плавится, формируя материал шва, а обмазка при сгорании выделяет облако газов, защищающих сварочную ванну от воздействия кислорода. Ручная сварка используется как при работе с обычными нелегированными конструкционными сталями, так и в уникальных операциях по сварке нержавеющих, высоколегированных сплавов и цветных металлов.
Такая же дуга применяется и в установках — полуавтоматах. В них вместо электрода применяется сварочная проволока, подающаяся механическим устройством с постоянной скоростью. Инертные газы нагнетаются в рабочую зону через сопло горелке. Эта технология отличается оптимальным расходом сварочных материалов и высокой стабильностью параметров шва. Ввиду дороговизны оборудования экономически эффективна при больших объемах сварочных работ.
Автоматическая сварка осуществляется в специальных герметично закрытых объемах, заполненных инертным газом. Ее используют при сварочных работах с цветными металлами, особо ответственных операциях с нержавеющими сплавами.
Источник

Принцип ручной дуговой сварки заключается в следующем. От сварочного трансформатора ток поступает к электроду и свариваемому металлу. При замыкании электрода на металл образуется сварочная дуга, которая характеризуется большой температурой, свыше 6 тысяч градусов.
В результате такой температуры металл начинает плавиться, а в том месте, где электрод замыкает на металл, образуется так называемая сварочная ванна. Именно в сварочной ванне расплавленный металл смешивается с основным, после чего на поверхности соединения образуется шлак, представляющий собой защиту от кислорода.
Электрическая энергия, необходимая для поддержания сварочной дуги, образуется в источниках переменного или постоянного тока.
Вольтамперная характеристика дуги
Одной из главных характеристик сварочной дуги является её напряжение. В свою очередь напряжение сварочной дуги зависит от её длины и силы сварочного тока.
Важная особенность! В ручной дуговой сварке, чем меньше сила тока, тем меньше напряжение дуги. В автоматической сварке, напряжение сварочной дуги зависит от её длины: чем длинней дуга, тем выше будет её напряжение.
Ну и соответственно, чем выше напряжение сварочной дуги, тем большее количество тепла она вырабатывает. Соответственно металлы начинают плавиться быстрей. Таким образом, напряжение дуги растёт и остается максимальным до тех пор, пока дуга не погаснет.
На что влияет напряжение сварочной дуги
Напряжение на дуге влияет в первую очередь на толщину провара металлической заготовки и качество сварного соединения. При большом напряжении дуги характерен широкий сварной шов. Однако в ряде случаев изменение напряжения на дуге может привести к появлению таких дефектов в сварке, как брызги расплавленного металла.
Напряжение сварочной дуги в ручной дуговой сварке колеблется от 15 до 30 Вольт. При этом при замене электрода напряжение дуги может кратковременно возрастать до 70 Вольт.
Как зависит напряжение дуги от силы тока в автоматической сварке
В автоматической сварке при увеличении напряжения тока, напряжение сварочной дуги резко падает. При этом если дуга короткая, то заметно увеличивается площадь сечения и заметно возрастает способность дуги проводить электрический ток.
Итак, от чего же зависит напряжение сварочной дуги. В первую очередь оно зависит от силы тока и длины. Кроме того, напряжение дуги может быть различным в зависимости от вида сварки, которая выполняется.
Дуга бывает короткой, средней, нормальной и длинной. Варят только на короткой сварочной дуге, длина которой не превышает 3 мм. Если длина сварочной дуги увеличивается, то это неминуемо приводит к образованию прожогов в сварке и различных других дефектов.
Вольтамперная характеристика сварочной дуги очень важный параметр, на который следует обращать собственное внимание. Только таким образом получится избежать ряда ошибок в сварке и получить максимально прочное, надежное и долговечное соединение.
Еще статьи про сварку:
#сварка #сварщик #полезные советы #строительство #ремонт
![]()
Чему равно напряжение в дуге при электросварке, если сопротивление дуги 0.5 Ом, а сила тока достигает 130 А? В ответ запишите только число.
Остались вопросы?
Новые вопросы по предмету Математика
Помогите пожалуйста с физикой!!! Нужно дано и решение!!!!!
Ученик
(24),
на голосовании
1 неделю назад
Голосование за лучший ответ
Илья
Высший разум
(359968)
1 месяц назад
Дуга – нелинейный элемент, поэтому она закону Ома вот так, в лоб, не подчиняется, и ей в каждой точке ВАХ можно задать два сопротивления – статическое и динамическое.
DM
Мастер
(1567)
1 месяц назад
Для рассчета напряжения в дуге при электросварке можно воспользоваться формулой Ома, которая выражает зависимость между напряжением (U), силой тока (I) и сопротивлением (R):
U = I * R
Где:
U – напряжение в дуге (в вольтах)
I – сила тока в дуге (в амперах)
R – сопротивление дуги (в омах)
Подставляя известные значения в формулу, получаем:
U = 150 А * 0,2 Ом
Выполняя вычисления
U = 30 В
Таким образом, напряжение в дуге при электросварке составляет 30 вольт.
