Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
- возможно ли выполнение поверхностной обработки болта;
- возможно ли свободное соединение;
- сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
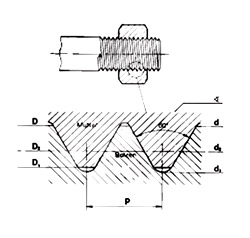 |
D… Номинальный наружный диаметр внутренней резьбы (гайка) d… Номинальный наружный диаметр наружной резьбы (болт) _____________________________________________________ D/d Номинальный диаметр резьбы D2/d2 Номинальный средний диаметр резьбы D1/d3 Номинальный внутренний диаметр резьбы P Шаг резьбы |
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) – 0,6495P
D1 (d1) = D(d) – 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
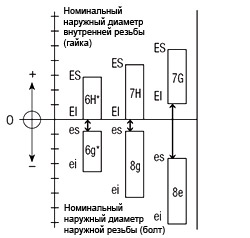 |
0 – нулевая отметка (h/H) – Номинальный диаметр +/- – положительные/отрицательные зоны расположения допусков e/g/G – положение допуска относительно 0 (h/H) 6/7/8 – степень точности допуска * – стандартный размер допуска болта/гайки Es/ei – максимальный размер границы поля допуска Ei/es – минимальный размер границы поля допуска ↨ – допуск зазора для антикоррозийного покрытия |
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
|
Класс точности: |
Средний |
Грубый |
||
|
Резьба |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
|
Без покрытия |
6g |
6H |
8g |
7H |
|
Тонкое гальваническое покрытие |
||||
|
Крупные размеры (без покрытия) |
6e |
6G |
8e |
7G |
|
Толстое гальваническое покрытие |
||||
|
Класс точности продукции: |
A, B |
C |
||
|
ГОСТ |
7798-70, 7805-70 |
5915-70, 5927-70 |
15589-70 |
|
|
DIN |
931, 933 |
934 |
558, 601 |
555 |
|
ISO |
4014, 4017 |
4032 |
4018, 4016 |
4034 |
Длина свинчивания резьбы
Длины свинчивания резьбы подразделяются на 3 группы: «короткие» S, «нормальные» N, «длинные» L. Длина свинчивания традиционных соединений (группа N) зависит от шага резьбы согласно ISO 965/DIN 13-14
Длина свинчивания N max для мелкой и крупной резьбы:
|
Диаметр резьбы |
M5 |
M6 |
M8 |
M10 |
M12 |
M14-M16 |
M18-M22 |
M24-M27 |
M30-M33 |
M36-M39 |
M42-M45 |
|
|
Шаг резьбы |
Крупная резьба |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
|
Мелкая резьба |
0,5 |
0,75 |
1 |
1,25 |
1,5 |
1,5 |
2 |
2 |
2 |
3 |
3 |
|
|
Длина свинчивания N max |
Крупная резьба |
7,5 |
9 |
12 |
15 |
18 |
24 |
30 |
36 |
45 |
53 |
63 |
|
Мелкая резьба |
4,5 |
7,1 |
9 |
12 |
13 |
16 |
16 |
25 |
25 |
36 |
36 |
Размеры метрической резьбы (согласно ISO 965-2 / DIN 13-20, 21, 22, 27):
|
Номи- нальный диаметр резьбы d/D |
Шаг резьбы P |
Средний диаметр нулевой линии h/H |
Наружная резьба (болт, винт) |
Внутренняя резьба (гайка) |
||||||||||||
|
Поле допус- ка / поло- жение |
Номиналь- ный диаметр резьбы d |
Номиналь- ный средний диаметр резьбы d2 |
Номиналь- ный внутренний диаметр резьбы d3 |
Поле допус- ка / поло- жение |
Номи- нальный диаметр резьбы D мин. |
Номи- нальный средний диаметр резьбы D2 |
Номи- нальный внутренний диаметр резьбы D3 |
|||||||||
|
Круп- ный |
Мел- кий |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
|||
|
M3 |
0,5 |
2,675 |
6g |
2,980 |
2,874 |
2,655 |
2,580 |
2,367 |
2,273 |
6H |
3,000 |
2,675 |
2,775 |
2,459 |
2,599 |
|
|
6e |
2,950 |
2,844 |
2,625 |
2,550 |
2,337 |
2,243 |
6G |
3,020 |
2,695 |
2,795 |
2,479 |
2,619 |
||||
|
M4 |
0,7 |
3,545 |
6g |
3,978 |
3,838 |
3,523 |
3,433 |
3,119 |
3,002 |
6H |
4,000 |
3,545 |
3,663 |
3,242 |
3,422 |
|
|
6e |
3,944 |
3,804 |
3,489 |
3,399 |
3,085 |
2,968 |
6G |
4,022 |
3,567 |
3,685 |
3,264 |
3,444 |
||||
|
M5 |
0,8 |
4,48 |
6g |
4,976 |
4,826 |
4,456 |
4,361 |
3,995 |
3,869 |
6H |
5,000 |
4,480 |
4,605 |
4,134 |
4,334 |
|
|
6e |
4,940 |
4,790 |
4,420 |
4,325 |
3,959 |
3,833 |
6G |
5,024 |
4,504 |
4,629 |
4,158 |
4,358 |
||||
|
M6 |
1 |
5,35 |
6g |
5,974 |
5,794 |
5,324 |
5,212 |
4,747 |
4,596 |
6H |
6,000 |
5,350 |
5,500 |
4,917 |
5,153 |
|
|
6e |
5,940 |
5,760 |
5,290 |
5,178 |
4,713 |
4,562 |
6G |
6,026 |
5,376 |
5,526 |
4,943 |
5,179 |
||||
|
M8 |
1,25 |
7,188 |
6g |
7,972 |
7,760 |
7,160 |
7,042 |
6,438 |
6,272 |
6H |
8,000 |
7,188 |
7,348 |
6,647 |
6,912 |
|
|
8e |
7,937 |
7,602 |
7,125 |
6,935 |
6,403 |
6,165 |
6G |
8,028 |
7,216 |
7,376 |
6,675 |
6,940 |
||||
|
1 |
7,35 |
6g |
7,974 |
7,794 |
7,324 |
7,212 |
6,747 |
6,596 |
6H |
8,000 |
7,350 |
7,500 |
6,917 |
7,153 |
||
|
M10 |
1,5 |
9,026 |
6g |
9,965 |
9,732 |
8,994 |
8,862 |
8,128 |
7,938 |
6H |
10,000 |
9,026 |
9,206 |
8,376 |
8,676 |
|
|
8e |
9,933 |
9,558 |
8,959 |
8,747 |
8,093 |
7,823 |
6G |
10,032 |
9,058 |
9,238 |
8,408 |
8,708 |
||||
|
1,25 |
9,188 |
6g |
9,972 |
9,760 |
9,160 |
9,042 |
8,438 |
8,272 |
6H |
10,000 |
9,188 |
9,348 |
8,647 |
8,912 |
||
|
M12 |
1,75 |
10,863 |
6g |
11,966 |
11,701 |
10,829 |
10,679 |
9,819 |
9,602 |
6H |
12,000 |
10,863 |
11,063 |
10,106 |
10,441 |
|
|
8e |
11,929 |
11,504 |
10,792 |
10,556 |
9,782 |
9,479 |
6G |
12,034 |
10,897 |
11,097 |
10,140 |
10,475 |
||||
|
1,5 |
11,026 |
6g |
11,968 |
11,732 |
10,994 |
10,854 |
10,128 |
9,930 |
6H |
12,000 |
11,026 |
11,216 |
10,376 |
10,676 |
||
|
M14 |
2 |
12,701 |
6g |
13,962 |
13,682 |
12,663 |
12,503 |
11,508 |
11,271 |
6H |
14,000 |
12,701 |
12,913 |
11,835 |
12,210 |
|
|
8e |
13,929 |
13,479 |
12,630 |
12,380 |
11,475 |
11,148 |
6G |
14,038 |
12,739 |
12,951 |
11,873 |
12,248 |
||||
|
1,5 |
13,026 |
6g |
13,968 |
13,732 |
12,994 |
12,854 |
12,128 |
11,930 |
6H |
14,000 |
13,026 |
13,216 |
12,376 |
12,676 |
||
|
M16 |
2 |
14,701 |
6g |
15,962 |
15,682 |
14,663 |
14,503 |
13,508 |
13,271 |
6H |
16,000 |
14,701 |
14,913 |
13,835 |
14,210 |
|
|
8e |
15,929 |
15,479 |
14,630 |
14,380 |
13,475 |
13,148 |
6G |
16,038 |
14,739 |
14,951 |
13,873 |
14,248 |
||||
|
1,5 |
15,026 |
6g |
15,968 |
15,732 |
14,994 |
14,854 |
14,128 |
13,930 |
6H |
16,000 |
15,026 |
15,216 |
14,376 |
14,676 |
||
|
M18 |
2,5 |
16,376 |
6g |
17,958 |
17,623 |
16,334 |
16,164 |
14,891 |
14,625 |
6H |
18,000 |
16,376 |
16,600 |
15,294 |
15,744 |
|
|
8e |
17,920 |
17,390 |
16,296 |
16,031 |
14,853 |
14,492 |
6G |
18,042 |
16,418 |
16,642 |
15,336 |
15,786 |
||||
|
2 |
16,701 |
6g |
17,962 |
17,682 |
16,663 |
16,503 |
15,508 |
15,271 |
6H |
18,000 |
16,701 |
16,913 |
15,835 |
16,210 |
||
|
M20 |
2,5 |
18,376 |
6g |
19,958 |
19,623 |
18,334 |
18,164 |
16,891 |
16,625 |
6H |
20,000 |
18,376 |
18,600 |
17,294 |
17,744 |
|
|
8e |
19,920 |
19,390 |
18,296 |
18,031 |
16,853 |
16,492 |
6G |
20,042 |
18,418 |
18,642 |
17,336 |
17,786 |
||||
|
2 |
18,701 |
6g |
19,962 |
19,682 |
18,663 |
18,503 |
17,508 |
17,271 |
6H |
20,000 |
18,701 |
18,913 |
17,835 |
18,210 |
||
|
M22 |
2,5 |
20,376 |
6g |
21,958 |
21,623 |
20,334 |
20,164 |
18,891 |
18,625 |
6H |
22,000 |
20,376 |
20,600 |
19,294 |
19,744 |
|
|
8e |
21,920 |
21,390 |
20,296 |
20,031 |
18,853 |
18,492 |
6G |
22,042 |
20,418 |
20,642 |
19,336 |
19,786 |
||||
|
2 |
20,701 |
6g |
21,962 |
21,682 |
20,663 |
20,503 |
19,508 |
19,271 |
6H |
22,000 |
20,701 |
20,913 |
19,835 |
20,210 |
||
|
M24 |
3 |
22,051 |
6g |
23,952 |
23,577 |
22,003 |
21,803 |
20,271 |
19,955 |
6H |
24,000 |
22,051 |
22,316 |
20,752 |
21,252 |
|
|
8e |
23,915 |
23,315 |
21,966 |
21,651 |
20,234 |
19,803 |
6G |
24,048 |
22,099 |
22,364 |
20,800 |
21,300 |
||||
|
2 |
22,701 |
6g |
23,962 |
23,682 |
22,663 |
22,493 |
21,508 |
21,261 |
6H |
24,000 |
22,701 |
22,925 |
21,835 |
22,210 |
||
|
M27 |
3 |
25,051 |
6g |
26,952 |
26,577 |
25,003 |
24,803 |
23,271 |
22,955 |
6H |
27,000 |
25,051 |
25,316 |
23,752 |
24,252 |
|
|
8e |
26,915 |
26,315 |
24,966 |
24,651 |
23,234 |
22,803 |
6G |
27,048 |
25,099 |
25,364 |
23,800 |
24,300 |
||||
|
2 |
25,701 |
6g |
26,962 |
26,682 |
25,663 |
25,493 |
24,508 |
24,261 |
6H |
27,000 |
25,701 |
25,925 |
24,835 |
25,210 |
||
|
M30 |
3,5 |
27,727 |
6g |
29,947 |
29,522 |
27,674 |
27,462 |
25,653 |
25,306 |
6H |
30,000 |
27,727 |
28,007 |
26,211 |
26,771 |
|
|
8e |
29,910 |
29,240 |
27,637 |
27,302 |
25,616 |
25,146 |
6G |
30,053 |
27,780 |
28,060 |
26,264 |
26,824 |
||||
|
2 |
28,701 |
6g |
29,952 |
29,577 |
28,003 |
27,803 |
26,271 |
25,955 |
6H |
30,000 |
28,051 |
28,316 |
26,752 |
27,252 |
||
|
M33 |
3,5 |
30,727 |
6g |
32,947 |
32,522 |
30,674 |
30,462 |
28,653 |
28,306 |
6H |
33,000 |
30,727 |
31,007 |
29,211 |
29,771 |
|
|
8e |
32,910 |
32,240 |
30,637 |
30,302 |
28,616 |
28,146 |
6G |
33,053 |
30,780 |
31,060 |
29,264 |
29,824 |
||||
|
2 |
31,701 |
6g |
32,962 |
32,682 |
31,663 |
31,493 |
30,508 |
30,261 |
6H |
33,000 |
31,701 |
31,925 |
30,835 |
31,210 |
||
|
M36 |
4 |
33,402 |
6g |
35,940 |
35,465 |
33,342 |
33,118 |
31,033 |
30,655 |
6H |
36,000 |
33,402 |
33,702 |
31,670 |
32,270 |
|
|
8e |
35,905 |
35,155 |
33,307 |
32,952 |
30,998 |
30,489 |
6G |
36,060 |
33,462 |
33,762 |
31,730 |
32,330 |
||||
|
3 |
34,051 |
6g |
35,952 |
35,577 |
34,003 |
33,803 |
32,271 |
31,955 |
6H |
36,000 |
34,051 |
34,316 |
32,752 |
33,252 |
Требования к метрической резьбе изделий, производимых в РФ, представлены в стандарте ГОСТ 16093-2004.
Для определения неизвестной резьбы необходимы две характеристики: шаг и внешний диаметр резьбы болта или внутренний диаметр резьбы гайки.
Шаг резьбы — это расстояние между двумя одноименными (т. е. правыми или левыми) точками двух соседних витков, измеренное параллельно оси резьбы. Для дюймовой резьбы размер определяется количеством витков на дюйм. При обозначении параметров болта шаг резьбы не указывается.
Сначала измерьте диаметр резьбы штангенциркулем. Используя приведенную ниже таблицу преобразования, вы можете определить размер в дюймах как размер в метрической системе и преобразовать его. По определению один дюйм равен 25,4 мм. Таким образом, диаметр говорит вам, является ли резьба метрической или дюймовой.
Затем используется шаблон. Пожалуйста, проверяйте отдельные шаблоны резьбы, пока один из шаблонов не будет точно подогнан к резьбе. Затем считайте желаемый шаг, напечатанный на шаблоне резьбы.
Теперь используйте прилагаемый штангенциркуль, который содержит всю информацию об отдельных типах резьбы. Если нет информации для получения достаточно надежного результата, рекомендуем сначала повторить серию измерений, так как может быть погрешность измерения.
Для определения резьбы нужен диаметр и шаг. Определяем диаметр с помощью штангенциркуля. Шаг определяем с помощью шаблона.
Для определения резьбы нужно:
- Заготовка
- Штангенциркуль (аналоговый или цифровой)
- Один шаблон резьбы (метрическая и дюймовая)
- Техническая таблица

Пример №1
1. Шаг: Определяем диаметр резьбы
Диаметр можно определить с помощью цифрового или аналогового штангенциркуля. В нашем практическом примере мы используем цифровой штангенциркуль. Расположите штангенциркуль, как показано на рисунке. Используйте не кончики штангенциркуля, а более широкую часть наконечников штангенциркуля. Цифровой штангенциркуль показывает диаметр на дисплее.

Исходя из нашего опыта, мы измерили диаметр в двух точках. В верхней, а также в нижней части.
Почему в двух местах?
Диаметр должен быть одинаковым на всей резьбе. Если это не так, это коническая резьба. Коническая резьба в основном используется для трубной резьбы.


В нашем примере это именно так. Записываем оба значения. 12,75 мм и 13,34 мм. Подробнее об этом позже.
2. Шаг: Определяем шаг резьбы
Шаг определяем с помощью шаблона. Имеются шаблоны для метрической и дюймовой резьбы. В нашем примере мы используем комбинированный шаблон. Поскольку трубная резьба всегда дюймовая, мы пробуем только ее, пока не получим правильный шаблон.



3. Шаг: Найдите значения в таблице сравнения резьб.
После того, как мы собрали все значения, нам нужно только найти их.
Диаметр был: 12,75 мм и 13,34 мм.
Градиент был: 19 G
В этом случае определение резьбы показало BSPT (британский стандартный конус трубы).
- Номинальный диаметр BSPT (R) ¼”.
- 19 ниток/дюйм
- Диаметр резьбы 13,157 мм
- Номинальный диаметр трубы 8 мм
- Диаметр основного отверстия 11,445 мм

Пример №2
Шаг 1: Определите диаметр резьбы
Как описано в первой части примера №1, измерьте диаметр штангенциркулем. Поместите штангенциркуль на резьбу, как показано на рисунке ниже. Проведите измерение один раз на верхней части и один раз на нижней части заготовки.

Если диаметр одинаков в обеих точках, это параллельная резьба. Если есть большие отклонения, это конусная резьба.
В этом случае у нас есть диаметр резьбы между 11,5 мм и 11,6 мм . Тем не менее, это минимальное отклонение представляет собой параллельную, а не коническую резьбу. Эти небольшие отклонения могут быть вызваны износом или загрязнением. Поэтому мы можем исключить коническую резьбу.
Шаг 2: Определите шаг резьбы
Для определения шага используйте комбинированный шаблон, т. е. шаблон резьбы с метрической и дюймовой резьбой. В данном примере именно это было решающим критерием для правильного определения резьбы.

Отступление:
При опробовании трафаретов был установлен дюймовый трафарет (угол наклона: 55 градусов) с 20 нитками. Но отношение к диаметру не было указано ни в одной технической таблице. Это вызвало у нас подозрения и заставило повторить серию измерений. И действительно, была ошибка измерения.
Правильным шаблоном, который подходит гораздо точнее, является метрический 1,25 мм (угол по бокам: 60 градусов).
Шаг 3: Найдите значения в таблице резьб
На третьем и последнем шаге мы снова собираем все значения и определяем нашу резьбу.
Доступны следующие измеренные значения:
- Диаметр: 11,5 мм – 11,6 мм
- Шаг: 1,25 мм
В первом примере этой серии статей мы ссылались на сравнительную таблицу резьб. В этом случае нам не нужно обращаться к этой таблице, так как это не дюймовая резьба. Вместо этого мы рассмотрим таблицу технических резьб.
Результат определения резбы:
- M12 x 1.25
Это метрическая мелкая резьба ISO с номинальным диаметром 12 и шагом 1,25 мм.
Результат может сначала сбить с толку, но существуют классы допусков с минимальными и максимальными размерами. Эти размеры приведены в некоторых таблицах с точностью до третьего знака после запятой и зависят от классов точности.
Затем мы проверяем наши измеренные значения, навинчивая набор ручных метчиков и плашек MF 12 x 1,25 на заготовку. Кстати: наборы ручных метчиков для метрической мелкой резьбы состоят только из конического метчика и чистового метчика.



Дополнительная информация о тонкой резьбе ISO
Мелкая резьба ISO представляет собой метрическую резьбу с меньшим шагом, чем стандартная резьба ISO. Диаметр шага метрической тонкой резьбы составляет 60 градусов . То же, что и стандартная резьба. Наиболее распространенная аббревиатура — М или ФF . В большинстве случаев тонкую резьбу можно распознать только по ее шагу.
Из-за меньшего шага мелкая резьба имеет более высокую нагрузочную способность. Метрическая мелкая резьба используется, прежде всего, в автомобильной промышленности, где к несущей способности резьбы предъявляются высокие требования. Кроме того, тонкая нить также стала стандартом для резьбы для электронных устройств.
Пошаговая инструкция по определению резьбы:
| Ø | Дюйм Десятичный | BSW | UNC | UNF | UNEF | BSF | сердечник-Ø | конус-Ø | резьба-Ø |
| резьба про 1″ | резьба про 1″ | резьба про 1″ | резьба про 1″ | резьба про 1″ | |||||
| номер 0 | 0,0598 | 80 | 1,2 | 1,49 | 1,52 | ||||
| номер 1 | 0,0728 | 64 | 72 | 1,5 | 1,79 | 1,85 | |||
| номер 2 | 0,0858 | 56 | 64 | 1,8 | 2,1 | 2,18 | |||
| номер 3 | 0,0992 | 48 | 56 | 2,1 | 2,41 | 2,52 | |||
| номер 4 | 0,1122 | 40 | 48 | 2,4 | 2,77 | 2,85 | |||
| номер 5 | 0,1248 | 40 | 44 | 2,6 | 3,09 | 3,17 | |||
| номер 6 | 0,1378 | 32 | 40 | 2,9 | 3,41 | 3,5 | |||
| номер 8 | 0,1638 | 32 | 36 | 3,5 | 4,02 | 4,16 | |||
| номер 10 | 0,1902 | 24 | 32 | 4 | 4,71 | 4,83 | |||
| номер 12 | 0,2161 | 24 | 28 | 32 | 4,6 | 5,37 | 5,49 | ||
| 1/16″ | 0,0625 | 60 | 1,2 | 1,55 | 1587 | ||||
| 3/32″ | 0,0937 | 48 | 1,9 | 2,3 | 2381 | ||||
| 1/8″ | 0,125 | 40 | 2,6 | 3,09 | 3175 | ||||
| 5/32″ | 0,1563 | 32 | 3,2 | 3,88 | 3969 | ||||
| 3/16″ | 0,1875 | 24 | 32 | 3,8 | 4,61 | 4762 | |||
| 7/32″ | 0,2187 | 24 | 28 | 4,6 | 5,43 | 5556 | |||
| 1/4″ | 0,25 | 20 | 20 | 28 | 32 | 26 | 5,1 | 6,17 | 6,35 |
| 5/16″ | 0,3125 | 18 | 18 | 24 | 32 | 22 | 6,5 | 7,76 | 7938 |
| 3/8″ | 0,375 | 16 | 16 | 24 | 32 | 20 | 7,9 | 9,3 | 9 525 |
| 7/16″ | 0,4375 | 14 | 14 | 20 | 28 | 18 | 9,3 | 10,9 | 11 113 |
| 1/2″ | 0,5 | 12 | 13 | 20 | 28 | 16 | 10,5 | 12,44 | 12,7 |
| 9/16″ | 0,5625 | 12 | 18 | 24 | 16 | 12,3 | 13,9 | 14 288 | |
| 5/8″ | 0,625 | 11 | 11 | 18 | 24 | 14 | 13,5 | 14,82 | 15 876 |
| 11/16″ | 0,6875 | 24 | 14 | 16,5 | 17,05 | 17 463 | |||
| 3/4″ | 0,75 | 10 | 10 | 16 | 20 | 12 | 16,5 | 18,76 | 19 051 |
| 13/16″ | 0,8125 | 20 | 12 | 19,5 | 20,33 | 20 638 | |||
| 7/8″ | 0,875 | 9 | 9 | 14 | 20 | 11 | 19,5 | 21,9 | 22 226 |
| 15/16″ | 0,9375 | 20 | 11 | 22,5 | 23,49 | 23 813 | |||
| 1″ | 1 | 8 | 8 | 12 | 20 | 10 | 22 | 25,08 | 25,4 |
| 1 1/16″ | 1,0625 | 18 | 25,5 | 26,63 | 26 988 | ||||
| 1 1/8″ | 1125 | 7 | 7 | 12 | 18 | 9 | 25 | 28,11 | 28 576 |
| 1 3/16″ | 1,1875 | 18 | 28,7 | 29,75 | 30 163 | ||||
| 1 1/4″ | 1,25 | 7 | 7 | 12 | 18 | 9 | 28 | 31,35 | 31 751 |
| 1 5/16″ | 1,3125 | 18 | 32 | 32,9 | 33 338 | ||||
| 1 3/8″ | 1375 | 6 | 6 | 12 | 18 | 8 | 30,5 | 34,49 | 34 926 |
| 1 7/16″ | 1,4375 | 18 | 35 | 36,2 | 36 512 | ||||
| 1 1/2″ | 1,5 | 6 | 6 | 12 | 18 | 8 | 33,5 | 37,67 | 38 101 |
| 1 5/8″ | 1625 | 5 | 5 | 18 | 8 | 35,5 | 41 | 41 277 | |
| 1 3/4″ | 1,75 | 5 | 5 | 18 | 7 | 39 | 44 | 44 452 | |
| 1 7/8″ | 1875 | 4,5 | 4,5 | 18 | 41,5 | 47,22 | 47 627 | ||
| 2 „ | 2 | 4,5 | 4,5 | 18 | 7 | 44,5 | 50,3 | 50,8 | |
| 2 1/4″ | 2,25 | 4 | 4,5 | 50,8 | 56,75 | 57 152 | |||
| 2 1/2″ | 2,5 | 4 | 4 | 57,15 | 63,05 | 63 502 | |||
| 2 3/4″ | 2,75 | 3,5 | 4 | 62 | 69,25 | 69 853 | |||
| 3″ | 3 | 3,5 | 4 | 68,95 | 75,75 | 76 203 |
- Основные параметры и сферы применения
- Геометрические параметры
- Правила обозначения
- Поля допусков
Метрическая резьба – это винтовая нарезка на наружных или внутренних поверхностях изделий. Форма выступов и впадин, которые ее формируют, представляет собой равнобедренный треугольник. Метрической эту резьбу называют потому, что все ее геометрические параметры измеряются в миллиметрах. Она может наноситься на поверхности как цилиндрической, так и конической формы и использоваться для изготовления крепежных элементов различного назначения. Кроме того, в зависимости от направления подъема витков резьба метрического типа бывает правая или левая. Помимо метрической, как известно, есть и другие типы резьбы – дюймовая, питчевая и др. Отдельную категорию составляет модульная резьба, которую используют для изготовления элементов червячных передач.

От точности исполнения метрической резьбы зависит надежность разъемного соединения
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.

Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
Внутренняя метрическая резьба

Наружная метрическая резьба
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
- Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
- Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
- Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
- Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
- Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами. Для обозначения этой важной характеристики используют букву P.
- Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
- Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.

Геометрические параметры основного профиля метрической резьбы
Таблица значений диаметров метрической резьбы (все параметры указаны в миллиметрах)

Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004 (все параметры указаны в миллиметрах)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Основные параметры резьбы метрического типа оговариваются несколькими нормативными документами.
ГОСТ 8724
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Стандартизируемым параметрам, указанным в таблицах резьб метрического типа, должны соответствовать размеры резьбы на чертеже будущего изделия. Выбор инструмента, при помощи которого будет выполняться ее нарезка, должен быть обусловлен данными параметрами.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.

Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
")
Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.

Пример обозначения посадки резьбового соединения на чертежах
Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).

Свинчиваемость деталей в резьбовом соединении обеспечивается допусками
Поля допусков на резьбы выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
- в первую очередь выбираются поля допусков, выделенные жирным шрифтом;
- во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом;
- в третью – поля допусков, значения которых указаны в круглых скобках;
- в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.
Дата публикации: 27.09.2020 08:32
Очень часто на практике возникает необходимость замены старых болтов на новые, для этого необходимо определить размер старого болта. Мы постараемся рассказать, как самостоятельно определить тип и размер резьбы на шпильке. Рассмотрим пример – метрическая резьба М12.

Для определения резьбы Вам нужно найти два значения:
– диаметр резьбы (определяется с помощью штангенциркуля),
– шаг резьбы (определяется с помощью шаблона резьбы).
Для определения резьбы нам понадобятся:
– сама деталь, на которой нам нужно определить резьбу,
– штангенциркуль (аналоговый или цифровой),
– резьбовой шаблон,
– таблицы для определения резьбы.

1. Шаг – необходимо измерить диаметр резьбы.
Измеряем диаметр резьбовой части при помощи штангенциркуля. Измеряем диаметр резьбы, как показано на рисунке ниже. Выполните измерение один раз в верхней части и один раз в нижней части резьбы.


Если диаметр одинаковый в обоих местах, то это цилиндрическая резьба. С другой стороны, если есть большие отклонения, это коническая резьба. Они чаще всего используются при резьбовых трубных соединениях.
В данном случае мы имеем резьбу диаметром от 11,5 мм и 11,6 мм. При таком минимальном отклонении- это цилиндрическая резьба, а не коническая резьба. Эти небольшие отклонения могут возникать из-за износа или загрязнения. Таким образом, мы можем исключить коническую резьбу.
2. Шаг: определение шага резьбы.
Пожалуйста, используйте комбинированный шаблон резьбы для определения шага резьбы, скажем, шаблон резьбы с метрическим и дюймовым трафаретом. В этом примере был именно такой, решающий критерий правильного определения резьбы.

Применение резьбового шаблона:
Сначала мы прикладывали шаблоны дюймовые (угол фланца: 55 градусов), они соответствовали 20 размерам. Но отношение к диаметру не было зафиксировано ни в одной технической таблице. Эти измерения исключили дюймовую резьбу заготовки и заставили нас повторить серию измерений. И действительно, произошла ошибка измерения.
Правильный шаблон резьбы, который подходит гораздо более точно, соответствует метрическому шаблону – шаг резьбы – 1,25 мм (угол фланца: 60 градусов).


3 шаг: поиск значений в таблице сравнения размеров резьб.
После того, как мы собрали все значения резьбы, нам просто нужно их сопоставить.
Имеем следующие значения:
– диаметр резьбы 11,5 мм и 11,6 мм
– шаг резьбы 1,25 мм

Результат определения резьбы:
MF 12 x 1,25
Это метрическая мелкая резьба ISO с номинальным размером 12 и шагом резьбы 1,25 мм.
Затем мы проверяем наши измерения, навинчивая на заготовку набор ручных метчиков, а также плашку MF 12 x 1,25. Кстати, наборы ручных метчиков для метрической мелкой резьбы состоят только из предварительного метчика и чистового.

Дополнительная информация о мелкой резьбе ISO.
Мелкая резьба ISO представляет собой метрическую резьбу с шагом, чем основная резьба ISO. Угол фланца у метрической мелкой резьбе составляет 60 градусов. Так же, как и у метрической резьбы. Наиболее распространенная аббревиатура-M или MF. Чаще всего мелкая резьба обнаруживается только на шаге резьбы.
Из-за меньшего шага резьба выдерживает более высокую нагрузку. Метрическая мелкая резьба используется широко в машиностроении, особенно в автомобильной промышленности, где предъявляются высокие требования к нагрузке резьбы.
Без преувеличения, так и есть. Те кто часто сталкиваются с различными резьбами не дадут соврать – метрическая резьба сама адекватная и простая в понимании и измерении.
Метрическая резьба – нарезанный по винтовой линии профиль на наружных или внутренних поверхностях, форма выступов и впадин которого формируют равнобедренный треугольник. А метрическая она потому как все ее параметры измеряются в миллиметрах!
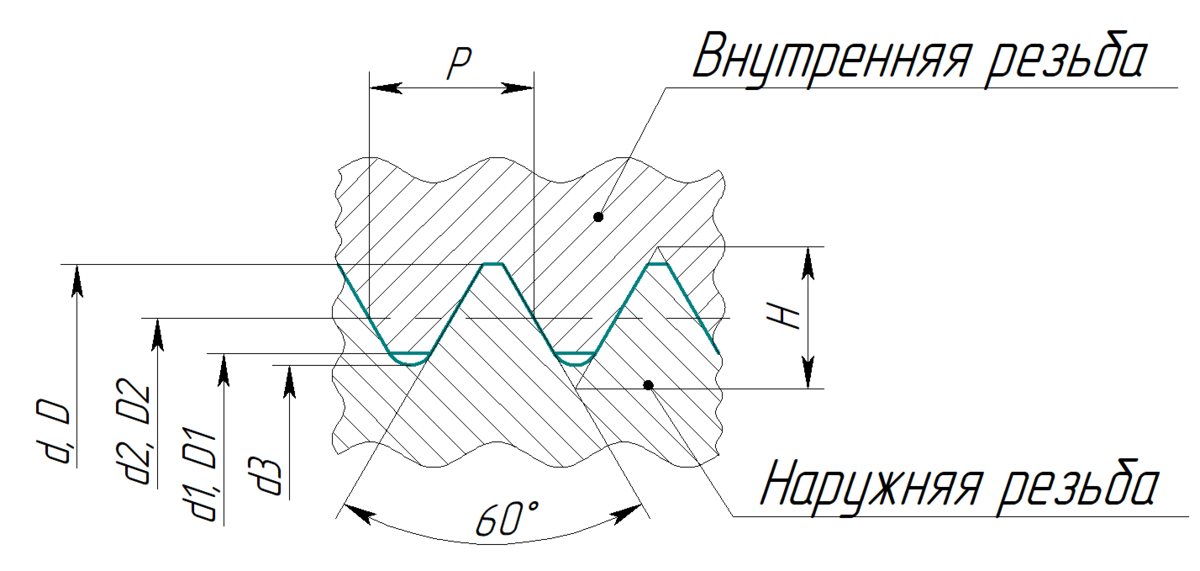
Для резьбы характерны следующие параметры:
D – номинальный наружный диаметр внутренней резьбы;
d – номинальный наружный диаметр наружной резьбы;
D2 – номинальный средний диаметр внутренней резьбы;
d2 – номинальный средний диаметр наружной резьбы;
D1 – номинальный внутренний диаметр внутренней резьбы;
d1 – номинальный внутренний диаметр наружной резьбы;
d3 – номинальный внутренний диаметр наружной резьбы по дну впадины;
H – высота исходного треугольника резьбы;
P – шаг резьбы.
ГОСТ метрической резьбы 8724-2002, там можно найти требования к параметрам шага резьбы и ее диаметра.
В ГОСТ 9150-2002 можно найти требования к профилю.
В ГОСТ 16093-2004 оговариваются допуска.
Все значения диаметров и высоту исходного треугольника резьбы можно без труда вычислить через шаг P, достаточно заглянуть в ГОСТ 24705-2004. Ну или посмотреть на формулы ниже:
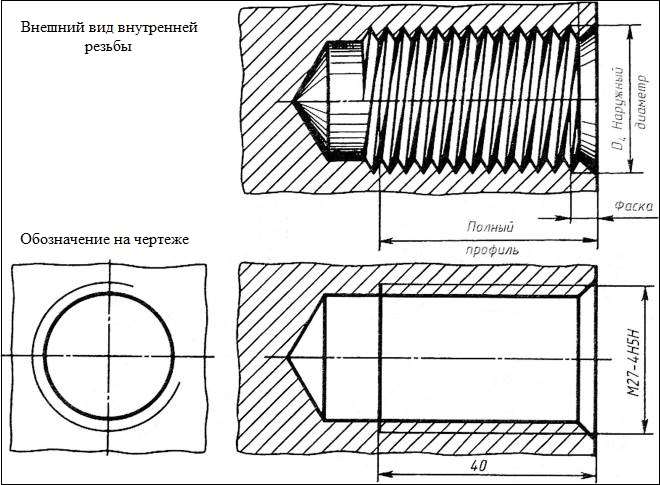
На чертежах резьба изображается таким образом:
Любая резьба имеет свое уникальное обозначение. Метрическая обозначается буквой “М“, после ставят номинальный диаметр, а затем через тире поле допуска.
Например М20-6H. Увидев эту надпись, любой уважающий себя технарь узнает о резьбе все что нужно. Т.е. – это метрическая резьба диаметром 20 мм, со стандартным (крупным) шагом, с полем допуска по 6H.
Думаю, в поля допусков углубляться не будем, скажу лишь, что есть грубый, средний и точный допуск.
А вот что значит “Стандартный” или крупный шаг?
Дело в том, что у метрических резьб существует определенный диапазон шагов и вот самый крупный из них является типа основным, который даже не пишут, если мы видим надпись М20-6Н, то знаем, что шаг здесь 2,5 мм.
Если же, нужно указать какой-то другой шаг, то обозначение выглядит так:
Кстати, Вы могли заметить, что фаска, которая была при М20 – 2,5х45, превратилась в 1,6х45. Это связано с тем, что для каждого шага резьбы есть свои предпочтительные размеры фасок по ГОСТ 10549-80 и этого нужно придерживаться. Также, там можно найти сбеги и недорезы.
Фаска на резьбе – важный элемент. Она банально облегчает сборку.
Резьбы к тому же бывают правые и левые. Правая – стандартная, а потому обозначения не имеет, а вот левую помечают буквами “LH”:
Метрических многозаходных резьбы ни в жизни не видел, но они где-то точно есть и имеют сложное обозначение:
M20xPh3P1,5 – двухзаходная резьба с номинальным диаметром 20 мм, ходом 3 мм и шагом 1,5 мм. Чтобы никто не запутался в скобочках можно дописать “два захода“.
Наша родимая ГОСТовская метрическая резьба по ГОСТ 8724-2002 соответствует международному ISO 261-98, за исключением того что в нашем стандарте резьбы от 0,25 до 600 мм, а в международном от 1 до 300 мм.
Применение
Ну, применение у нее самое широкое от крепежа до винтовых пар инструментов и приборов!
Наверное, это все что я хотел написать про метрическую резьбу, если есть что дополнить, обязательно прокомментируйте.
В следующий раз, постараюсь рассказать о “китайской” резьбе, которая на самом деле вовсе не китайская, а самая настоящая американская…
