-
Расчет заготовки
Объем заготовки
рассчитывается по следующей зависимости
(формула (18)):
 ,
,
(18)
где
Vпок
–
объем поковки c
учетом износа штампа;
Vпер
– объем перемычки;
Vобл
– объем облоя;
k
– коэффициент, учитывающий угар металла
при нагреве; при индукционном нагреве
k
принимается равным 0,005…0,01.
Рассчитаем
объем поковки (рисунок 6):

Рисунок
6 – Эскиз поковки
Vпок
= V1-V2-V3-V4-V5-V6+V7-V8
+V9+V10+V11+V12 =
0,785 ∙ 37,7 (216,72
– 1012)
– 2,47 ∙82
∙ (152,9 + 0,848 ∙ 8) – 2,47 ∙82
∙ (117 – 0,848 ∙ 8) – 0,785 ∙ 8 ∙ (152,92
– 1172)
-4355,76 – 0,785 ∙ 8 ∙ (171,92
– 1172)
+ 0,785 ∙ 60,6 ∙ (1012
– 71,52)
– 2[0,524 (3∙101-2∙3,05) 3,05∙11,55] + 0,785 ∙ 7 (71,52
– 64,82)
+2[0,524 (3∙71,5-2∙3,35) 3,35∙27,7] + 0,785 ∙ 4 (219,82
– 216,72)
+ 2[0,524 (3∙216,7-2∙1,55) 1,55∙17,65] = 1109031,87 мм3
Рассчитаем
объем облоя (формула (14)):
 ,
,
(19)
где
РП
–
периметр поковки по линии разъема
штампа;
В
– ширина облоя в магазине; при весе
поковки свыше 2кг, В = 20 мм.
Периметр
поковки по линии разъема штампа находится
по формуле (20):
РП
= πD,
(20)
где
D
– наибольший диаметр поковки.
РП
= 3,14 ∙ 215,5 = 676,67 мм
Vобл
= 676,67 ∙ (12 ∙ 4 + 20 ∙ 12) = 194880,96 мм3
Объем
перемычки вычислим по формуле (2):
Vпер
= 0,785 ∙ 7 ∙ 64,82
= 23073,72 мм3
Подставим
найденные значения в формулу (20) и найдем
объем заготовки:
Vзаг
= (1109031,5
+ 23073,72
+ 194880,96) ∙ (1 + 0,0075) = 1336938,95 мм3
После
определения объема исходной заготовки
находят ее размеры. Для круглых поковок,
штампуемых в торец, диаметр заготовки
определяют по формуле (21):
 ,
,
(21)
где
m
– отношение длины исходной заготовки
к ее диаметру; рекомендуется значения
1,2…1,5.
 (мм).
(мм).
По
найденному значению do
выбираем ближайший по сортаменту
прокатный профиль с размером dзаг
= 110 мм
мм
обычной точности [2].
Определим
длину заготовки по формуле (22):
Lзаг
=
 . (22)
. (22)
Получим
следующий численный результат:
Lзаг
=
 = 141 мм
= 141 мм
Учитывая
допуск на длину при резке, выбираем Lзаг
= 142
 мм.
мм.
-
Расчет усилия резки. Выбор ножниц
Резка
круглого проката, диаметром 110 мм и
длиной 142 мм, происходит при t
= 550 °С
Усилие
резки определяется по формуле (23):
Pср
= 1,4Fср
σв,
(23)
где
σв
= 250 МПа;
Fср
– площадь реза.
Площадь
реза определим по формуле (24):
Fср
= 0,785dзаг2.
(24)
Подставим
числа и получим:
Pср
= 1,4 ∙ 0,785 ∙ 1102
∙ 250 = 3324 кН
Рпр
= 1,24∙3324=4122 кН
Выбираем
ножницы – Н1538.
Техническая
характеристика ножниц [2]:
1 номинальное
усилие – 6300 кН;
2 число
ходов в мин. – 20;
3 наибольший
размер сечения разрезаемого проката –
круг, d
= 140 мм;
4 наибольшая
длина отрезаемой заготовки – 630 мм;
5 мощность
привода – 55 кВт;
6 габаритные
размеры – 7360х4020х4600;
7 масса
– 39,4 т.
Соседние файлы в папке Мамаев КР
- #
- #
- #
- #
- #
- #
- #
20.03.201654.32 Кб19Детальcdw.cdw
- #
- #
- #
20.03.201664.24 Кб27Поковка А3.cdw
- #
Расчет веса и объема поковки
Январь 26, 2018
| Просмотры: 6912
|
- Блог
- Расчет веса и объема поковки
При составлении проектной и технической документации, а также при оформлении заказа на металлопрокат, необходимо точно рассчитать требуемое его количество. Поскольку вес проката является основным эквивалентом при его отгрузке, определяют именно этот параметр.
Поковки бывают круглого и квадратного сечения. Для определения веса круглой поковки сначала необходимо рассчитать ее объем (по формуле объема цилиндра):
V = πr2h,
где r – радиус поковки (половина диаметра), а h – ее длина. Затем рассчитывается вес поковки:
m = ρV,
где ρ – это удельный вес стали (необходимо уточнять по специальной таблице, в соответствии с маркой). Если речь идет о поковках квадратного сечения, то объем определяют по формуле:
V = a2h,
где a – сторона квадрата, h – длина поковки.
Вес поковки рассчитывают по все той же формуле m = ρV. Узнав вес одного изделия, вы без труда сможете определить необходимое суммарное количество заготовок. Умение рассчитать вес металлопроката необходимо для точного финансового и бухгалтерского учета, калькуляции складских и транспортных расходов. Помимо этого, расчет веса поковок обязателен для контроля за правильностью отгрузки товара: покупатель легко определит соответствие заявленного веса действительности, просто подсчитав количество отгружаемых заготовок.
Главная / Свободная ковка / Общие понятия об изготовлении кованых деталей по заданным размерам и форме / Ряд последовательных расчетов для определения размеров заготовки конкретной детали (Пример 1)
Рассчитать заготовку для поковки, (диск с отверстием), материал — сталь 45 (ГОСТ 1050 — 60).
Объем поковки
Vпок = Vц — Vу.к,
где Vц — объем цилиндра, т. е. полный объем поковки без отверстия; Уу.к — объем усеченного конуса, т. е. объем отверстия.
Тогда
![]()
где d1 — меньший диаметр отверстия. Так как уклон в отверстии 1 : 20, то
![]()
Окончательно получаем объем поковки
![]()
Вес поковки
![]()
Подберем заготовку для данной поковки. Так как вес поковки (191 кг) относительно небольшой, то она может быть изготовлена из сортового проката осадкой.
Потери металла на обсечку в виде выдры при пробивке отверстия составят:
![]()
Поковка будет изготовлена с одного нагрева, так что потери на угар составят 2% объема заготовки (т. е. Куг=0,02 V3ar). Вес заготовки принимается за 100%.
Тогда объем металла, теряемого на угар, составит![]()
Находим объем заготовки
![]()
Размеры заготовки для ковки данной детали необходимо определять с учетом следующих трех условий:
- первое — длина заготовки должна быть не более 2—2,5 диаметра или стороны квадрата, так как ковку ведут способом осадки;
- второе — возможность точнее отрубить или отрезать заготовку от штанги; чем больше сечение штанги, тем труднее точно отделить заготовку, а при уменьшении сечения будет расти длина заготовки, нарушая первое условие. Удобно отрезать или отрубить заготовки, длина которых равна диаметру или стороне квадрата;
- третье — наличие выбранного сечения в ГОСТе на сортовой прокат.
Сообразуясь с перечисленными условиями, остановимся на сечении 240X240 (ГОСТ 4693—57).
Длина исходной заготовки определится следующим отношением:
![]()
Проверим, удовлетворяет ли выбранная заготовка второму и третьему условиям:
![]()
Таким образом, заготовка размером 240X240 при длине 445 мм удовлетворяет условиям изготовления поковки способом осадки.
«Свободная ковка», Я.С. Вишневецкий
| Меню сайта |
|---|
| Статистика |
|---|
|
Онлайн всего: 1 Гостей: 1 Пользователей: 0 |
| Ещё сайты |
|---|
|
|
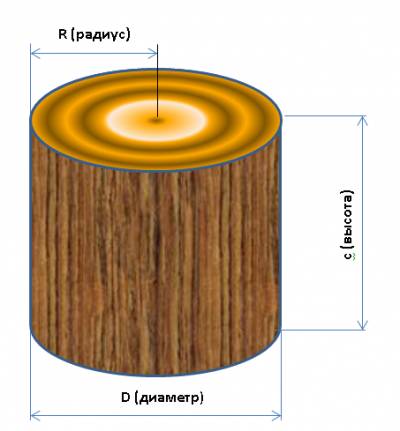
Расчет стоимости заготовок имеющих цилиндрическую форму
Если деталь выполнена из заготовки цилиндрической формы, то необходимо найти объем по формуле: V = π*R2*c, где π = 3,14, R – радиус, c – высота. Все размеры указываются в миллиметрах (мм). Их надо перевести из миллиметров в метры, т.е. каждый размер (радиус и высоту) поделить на 1000. Далее находим стоимость детали по формуле: С1 = V*P, где P – цена (price) измеряемая в рублях за кубический метр. Общий вид формулы может быть и таким: С1 = π*R2*c*P. Не забудьте, что размеры заготовки на 5-10 миллиметров больше с каждой стороны,чем размер детали – это припуски на обработку
Для проверки правильности ваших расчётов воспользуйтесь этим калькулятором.
Для проверки правильности ваших расчётов воспользуйтесь этим калькулятором.
Размеры заготовки, мм:
| Радиус | мм |
| Высота | мм |
| Цена | руб/м3 |
В том случае, если в изделии несколько деталей, то в пояснительной записке к их расчет можно представить в виде таблицы:
| № детали | Радиус(мм) | Высота(мм) | Объём(м3) | Количество(шт) | Цена(руб/м3) | Стомость(руб) |
|---|---|---|---|---|---|---|
| 1 | 50 | 400 | 0,00314 | 1 | 5000 | 15,70 |
| 2 | 70 | 500 | 0,007693 | 3 | 5000 | 115,395 |
| 3 | 20 | 400 | 0,0005024 | 9 | 5000 | 22,608 |
| 4 | 25 | 200 | 0,0003925 | 1 | 5000 | 1,9625 |
| Итого: | 155,6655 |
назад в раздел
