- Выбор производителя
- Список вариантов
- На что обратить внимание
- Посещение завода
- Оставить заявку
В Китае сосредоточено множество производителей различных видов пресс-форм, поэтому самой главной и сложной задачей является выбор правильного производителя именно для вашей компании. Порой на это уходит довольно-таки много времени, но в действительности найти хорошего производителя пресс-форм в Китае по разумной цене не так сложно, как кажется. Для этого вы должны кое-что знать о китайском рынке пресс-форм.
Прежде всего, вам следует определиться, чего вы действительно хотите от производителя пресс-форм именно за вашу цену. Хорошим решением является присутствие на испытаниях пресс-формы, но вполне подходящим может быть и видеоотчет, который позволит сэкономить ваше время и расходы на транспорт. Конечно, этого может быть недостаточно, если речь идет об очень сложных, габаритных и дорогостоящих проектах.
Каким образом сузить список возможных вариантов?
В начале подбора, скорее всего, у вас будет большой список возможных подходящих вам производителей. Для сокращения списка необходимо:
- Выделить производителей, имеющих опыт производства пресс-форм для изделий, схожих с вашим, а еще лучше – специализирующихся именно на таком типе продукта.
- Отобрать заводы, у которых большая часть продукции экспортируется в США и страны Запада. Такие производители, как правило, придерживаются более высоких стандартов качества и уже доказали, что способны соответствовать ожиданиям западных партнеров в отношении соблюдения требований безопасности, маркировки и упаковки продукции. Кроме того, они с большей вероятностью будут иметь опыт в логистике, больше возможностей для доставки своего товара, оформления необходимой документации и урегулирования сопутствующих вопросов бюрократического толка.
- Составьте список из трех-пяти возможных китайских заводов, которых вы рассматриваете, и попросите их подписать соглашение о неразглашении информации специально для зарубежных производителей.
- После успешного подписания данного соглашения, необходимо получить от них коммерческое предложение. Для этого предоставьте им подробную информацию о вашем продукте, включая размеры, фото прототипа, материал и все детали, необходимые для корректного просчета проекта.
В коммерческом предложении следует обратить внимание на следующие пункты:
- Стоимость пресс-формы.
- Срок производства. Какое количество времени понадобится для производства вашего заказа? Этот критерий может очень сильно повлиять на выбор поставщика, так как никто не хочет ждать свой заказ слишком долго.
- Условия оплаты. Как и когда производитель ожидает оплаты? Имейте в виду, что как новому клиенту вам возможно придется авансом оплатить сразу всю стоимость работ, но обязательно стоит обсудить порядок оплаты для постоянных клиентов.
Убедитесь, что информация, полученная от каждого из этих производителей, достаточна для того, чтобы вы смогли напрямую сравнить то, что они предлагают.
Действительно ли необходимо личное посещение завода?
В этом нет большой необходимости, если вы не размещаете очень большой и сложный заказ. Если же вас беспокоит законность функционирования компании, то вы можете предупредить, что перед заключением сделки приедете с визитом для оценки ресурсов. Мошеннические компании будут обезврежены подобной тактикой, в то время как законные будут приветствовать ее.
Расчет и проектирование пресс-форм
Для расчета и
проектирования пресс-форм необходимы
следующие данные: чертеж детали, способ
прессования, основные технологические
и физические свойства порошкового
материала, его химический состав,
величина усадки прессовок при спекании,
величина упругого последействия
прессовок; размер припусков для
последующей обработки, величина усилия
прессования, характеристика пресса.
1. Способ
прессования
выбирается на основании чертежа.
Прессование может быть односторонним
(рис.2) и двухсторонним.
Двухстороннее
прессование применяется, когда отношение
высоты детали h
к ее диаметру d
превышает 1 (единицу), а отношение высоты
детали к ее толщине S
превышает число 3:
1 < h/d
< 5 или
3 < h/S<17.

Рис.7.2. Схема для
одностороннего прессования: а, в – по
давлению; б- до упора в ограничительное
кольцо; а, б – ручное; в- автоматическое
прессование; 1- ограничительное кольцо;
2-пуансон верхний; 3- матрица; 4 – обойма;
5 – прессовка; 6 – пуансон нижний.
При одностороннем
прессовании давление прикладывается
только к одному, как правило, верхнему
пуансону. Двухстороннее прессование
выполняется с приложением нагрузки
поочередно или одновременно к верхнему
и нижнему пуансонам или с помощью
подвижной (плавающей) матрицы.
Прессование до
упора в ограничительное кольцо
используется тогда, когда необходимо
получить высокую точность размеров
спрессованных изделий по высоте.
Выпрессовка изделий осуществляется с
помощью специальной подкладки или
кольца, устанавливаемых под нижним или
над верхнем пуансонами, или без них (при
автоматическом прессовании) путем
перемещения нижнего пуансона или
матрицы.
2.
Давление прессования
При определении
давления прессования можно использовать
уравнения прессования М.Ю.Бальшина –
известного ученого-металловеда, которые
связывают плотность брикета с давлением
прессования.
Уравнения
М.Ю.Бальшина достаточно просты и выведены
при определенных допущениях:
1)отсутствуют
разрывы в уплотняемой среде
2)отсутствует
упрочнение материала в процессе нагрузки
3)отсутствует
межчастичная деформация
4)контактное
давление между частицами порошка
постоянно
5)возможно
распространение закона Гука на
пластическую деформацию.
Наиболее
распространенное уравнение прессования
имеет следующий вид:
lg P =
-m·lg β + lg Pmax
где Р – давление
прессования, МПа
Рmax
– давление прессования, необходимое для
получения беспористого тела, МПа.
Величина Рmax
соответствует твердости максимально
наклепанного (упрочненного) материала
(таб.7.1.).
β- относительный
объем прессовки, связанный с относительной
плотностью:
β =1/ν
ν = ρпресс/
ρкомп
ρпресс
– плотность прессовки, г/см³ ;
ρкомп
-плотность компактного материала, г/см³;
m
– показатель прессования, определяется
опытным путем или приближенно по формуле:
m
= 2+V/(V-Vo)
где Vо
– относительная плотность порошкового
тела до приложения нагрузки;
V
– текущее значение относительной
плотности спрессованного при определенном
давлении брикета.
Таблица 7.1.
Значения физических показателей для
различных материалов
|
Материал |
Насыпная плотность, |
Плотность |
Твердость |
|
Свинец |
5,4 – 5,7 |
11,3 – 11,4 |
100 |
|
Олово |
3,2 -3,8 |
7,3 |
140 |
|
Алюминий |
1,0 – 1,7 |
2,5 – 2,7 |
420 |
|
Серебро |
1,8 -2,2 |
10,5 |
700 |
|
Медь |
1,5 – 2,5 |
8,3 – 8,9 |
920 – 1090 |
|
Железо |
1,8 – 3,0 |
7,5 – 7,85 |
1260 – 1380 |
|
Вольфрам |
2,4 – 4,0 |
19,8 |
4000 |
Для ряда порошков
(железо, медь) величина показателя
прессования сохраняет постоянное
значение в довольно широком интервале
давлений, значение его для любых порошков
составляет более трех m
> 3.
В графической
форме это уравнение дает прямую линию
(рис.7.3). Тангенс угла наклона прямой к
оси абсцисс численно равен показателю
прессования m.
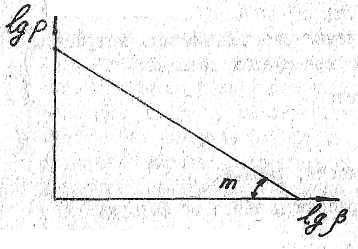
Рис. 7.3. Диаграмма
прессования в логарифмических
координатах.
На практике давление
прессования можно определить на основании
опытных данных по соответствующим
диаграммам прессования (рис. 4).
3.Усилие
прессование
( Р) определяется по формуле:
P
= p·S·n
где р – давление
прессования, Па;
S
– площадь поперечного сечения рабочей
полости матрицы, м²;
n
– количество одновременно прессуемых
деталей.
4.Усилие
пресса
составляет:
Р пресса = К·Р
где К – коэффициент
запаса мощности, равный 1,5.
5.Высота
матрицы
(Н, см) рассчитывается по формуле:
Н = ρк
/ ρнас·(h+L)
где h
– высота спрессованного изделия с учетом
допуска на размер, припуска на
дополнительную обработку, упругого
расширения и усадки по высоте, см;
L
= 1,5-2,0 см – высота заходной части матрицы
под верхний и нижний пуансоны ( lв
+ lн).
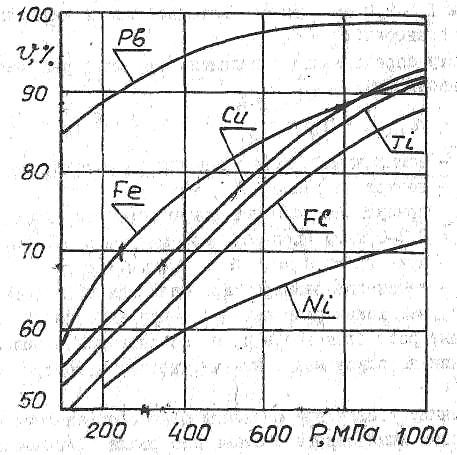
Рис.7.4. Зависимость
величины относительной плотности
спрессованных брикетов от давления
прессования.
Высоту спрессованного
изделия h
(мм) рекомендуется принимать наибольшей:
hmax
= hн
+ Ah/2+ε
+λ
– δ
где hн
– номинальный размер изделия по высоте,
мм;
Аh
– допуск на размер,h,
мм;
ε – припуск на
дополнительную обработку, мм;
ε = 0,2 – 0,5 мм (при hн
< 50 мм ε = 0,2, при hн
> 50 мм ε = 0,5)
λ -изменение
размеров при спекании по высоте
изделия;(+) -при уменьшении размера, (-) –
при увеличении размера, мм. На практике
рост брикетов в процессе спекания
происходит при использовании порошков
меди, никеля, хрома, некоторых сталей и
сплавов.
Величину усадки
при спекании обычно определяют опытным
путем с учетом химического состава
материала, физических и технологических
свойств порошка, давления прессования,
атмосферы, режима спекания и т.д. Величина
усадки при спекании обычно принимает
значения λ = +0,1-0,2
мм.
Упругое последствие
(δ, мм) – явление увеличения объема
спрессованных брикетов под действием
внутренних напряжений после снятия
давления. Увеличение размеров брикета
наблюдается как по высоте, так и в
радиальном направлении. Основная доля
упругого расширение реализуется
непосредственно после выпрессовки
брикета из матрицы, однако некоторое
увеличение размеров может происходить
в течении нескольких часов и даже дней
после выпрессовки.
Величина упругого
последействия зависит от свойств
прессуемого порошка ( размера, формы,
состояния поверхности частиц, содержание
окислов, механических свойств материала
частиц порошка), давление прессования,
наличия и вида смазок и др. факторов
(табл.7.2).
Таблица 7.2
Упругое последействие
для меди и железа
|
Материал |
Давление |
Увеличение |
|
|
по высоте |
по диаметру |
||
|
медь |
78 |
0,599 |
0,168 |
|
312 |
0,368 |
0,172 |
|
|
624 |
0,660 |
0,358 |
|
|
железо |
78 |
0,465 |
0,156 |
|
312 |
0,456 |
0,203 |
|
|
624 |
0,835 |
0,280 |
6. Размер
рабочей полости матрицы
(мм) учитывает упругое последействие,
усадку и припуск на дополнительную
обработку:
D
= Dн
+ Ad/2
– δ +λ
+ ε
где D
-внутренний диаметр или поперечный
размер полости матрицы, мм;
Dн
– номинальный наружный размер,мм;
Аd
– допуск на размер Dн,
мм;
δ -упругое
последействие по размеру Dн,
мм;
λ – изменение
диаметра Dн
при спекании: (+) – при уменьшении размера,
(-) – при увеличении размера, мм;
ε – припуск на
дополнительную обработку по размеру
Dн,
мм.
7. Диаметр
пуансона (стержня),
формующего внутреннее отверстие в
изделии dcт
(мм), определяется:
dcт
= dн
+ Ad/2
– δ
+λ
– ε
где dн
– размер отверстия в детали, мм.
8. Высота
верхнего пуансона
(мм) определяется:
hn1
= Н+h,
где Н – высота
матрицы, мм;
h
– высота части пуансона, предназначенной
для крепления его в пуансонодержателе,
мм (составляет 5 – 10 мм, если пуансон не
устанавливается в пуансонодержателе).
9. Высота
нижнего пуансона,
hn2
(мм),соответствует высоте нижней заходной
части матрицы и составляет 10-15мм.
10 Наружный
диаметр цилиндрической матрицы
(мм) определяется по формуле: D2
= D1
/ ([σ]+ρ·
ν)/
([σ] – ρ·
ν
), мм
где D1
– диаметр прессуемого изделия, мм;
[σ ] – допускаемое
напряжение на растяжение материала
матрицы, МПа;
ρ
– максимальное давление прессования,
МПа;
ν
– коэффициент Пуанссона.
На практике часто
используют эмпирическую зависимость:
D2
> 3D1
и D3
> D1
где D1
– диаметр внутренней полости матрицы,
мм;
D2
– наружный диаметр матрицы, мм;
D3
– наружный диаметр обоймы, мм
Пресс-формы,
изготовленные из указанных материалов
(табл.3) в зависимости от условий
прессования и состава порошковой шихты
позволяют прессовать 20-60 тыс. деталей.
Сопрягаемые детали пресс-форм, служащие
непосредственно для уплотнения порошка
и контактирующие с ним, изготавливаются
по 7-8-му квалитетам точности. Для
уменьшения усилия выталкивания на
рабочем участке внутренней полости
матрицы может быть задана конусность
в пределах допуска на размер (табл. 4.) В
верхней части матрицы с целью предотвращение
трещин при выпрессовки брикета делается
конусность, причем, D
– d
= 0,2 мм (рис.7.5).
Таблица 7.3
Материалы для
деталей пресс-форм
|
Наименование |
Марка стали |
Твердость после |
|
|
основная |
заменитель |
||
|
Пуансоны и |
|||
|
простой конфигурации |
У8А |
У10А |
54-58 |
|
средней сложности |
9ХС, 12Ф1 |
У8А, У10А |
54-60 |
|
высокой сложности |
Х12Ф1,ХНГ |
ШХ15, ХГ |
56-60 |
|
работающие с |
Х12Ф1,9ХС |
У10А |
60-64 |
|
Матрицы для |
3Х2В8(Азотиро- |
– |
85-93 |
|
Кольца ограничитель- |
У7А |
Сталь 45 |
40-45 |
|
Обоймы предохрани- |
Сталь 35 |
Сталь 45 |
– |
|
Направляющие |
20Х (цементи-рованная) |
10Х |
56-60 |
|
Упоры, фиксаторы |
Сталь 45 |
У8А |
40-45 |
Коэффициент
Пуансона ν=0,3.
Допускаемое
напряжение [σ]=350 МПа.
Длину конусного
участка L
можно приближенно определить по формуле:
L
= ( h3
– h
) / 2, мм
где h
– высота прессуемой детали,мм;
hз
– высота засыпки порошка, мм.
Таблица 4
|
Длина конусной |
Угол конуса α |
Допуск на угол |
|
|
свыше |
до |
||
|
3 |
5 |
1º |
6΄ |
|
5 |
10 |
0º 35΄ |
6΄ |
|
10 |
16 |
0º 25΄ |
5΄ |
|
16 |
25 |
0º 15΄ |
4΄ |
|
25 |
40 |
0º 10΄ |
3΄ |
|
40 |
63 |
0º 05΄ |
2΄30˝ |
|
63 |
100 |
0º 04΄ |
2΄ |
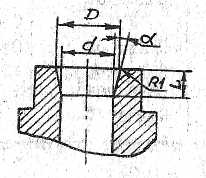
Рис.7.5. Схема
конусной части матрицы
Высота засыпки
порошка hз
определяется из следующих соотношений:
а)навеска порошка
m
= V·
ρk·υ·
k1·
k2
,
где m
– масса навески порошка, г;
V
– объем готового изделия, см³;
ρk
– плотность компактного материала,
г/см³;
υ
– относительная
плотность детали;
k1
– коэффициент, учитывающий потери порошка
при прессовании в зависимости от точности
изготовления деталей пресс-форм,
составляет 1,005-1,01;
k2
– коэффициент, учитывающий потери массы
детали при спекании в результате
выгорания примесей и восстановления
окислов, составляет 1,01-1,03;
б) Vн
(см³) = m/
ρн , где ρн
– из табл.1;
в) hз
(высота засыпки) = Vн/
S
, где S
– площадь поперечного сечения детали.

Рис. 7.6. Схемы
конструирования: а) матрицы; б) стержня.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Уж сколько раз твердили миру, что дешево – это лишь видимость. На самом деле под каждым «дешево» скрывается куча подводных камней. Вопрос с заказом пресс-формы не исключение. Большинство российских предприятий не имеют возможности изготовить пресс-форму у себя на производстве в силу различных причин. Поэтому даже при заказе изделия «под ключ» нельзя быть уверенным в том, что компания не будет заказывать пресс-форму в Китае или у других подрядчиков. В силу этого многие приходят к выводу, что проще самим заказать пресс-форму в Китае, а потом найти компанию, которая отольет нужное количество изделий из пластика.

И вот здесь начинаются различные вопросы и ситуации. Например, где и как найти в Китае тех, кто производит пресс-формы. Предположим, вам повезло, и компания нашлась быстро. На видео и фото показывают крупное производство, а по факту… На самом деле многие китайские компании представляют собой производство из нескольких человек, которые и изготавливают те самые дешевые пресс-формы в небольшом цехе ( в лучшем случае) или гараже возле дома. О каком качестве и точности может идти речь?
Следующий момент. При заказе пресс-формы из Китая у вас отсутствует возможность проконтролировать все этапы изготовления оснастки. Вы вряд ли поедете в Китай, чтобы просто узнать на каком этапе находится процесс и увидеть своими глазами, что это именно так. Этим и пользуются представители поднебесной.

Еще один нюанс. После того как пресс-форма готова, чтобы ее отправить и доставить к вам требуются дополнительные расходы на таможенные расходы и оформление документов. Это достаточно не маленькая сумма.
Таким образом, заказывая пресс-форму в Китае:
1. Нельзя быть уверенным, что вы получите изделие высокого качества.
2. Доработки если и будут сделаны, то это займет дополнительное время.
3. Нужно понимать, что существуют языковые, менталитарные и другие преграды, когда, кажется, что ваши требования не принимают.
4. Дополнительные расходы кроме стоимости пресс-формы делают данное изделие далеко не дешевым.
Подводя итог, лучше всего сделать выбор в пользу отечественных производителей пресс-форм, которым и является компания «ЛидерПолимер».
Expro International Business LTD
Tianhe North road 615, office 1208
Guanzou, China
$$$
+86 13178888875
![]()
4.5
10
В данной статье мы рассмотрим, где и как заказать пресс-формы, какие существуют условия закупки и поставки, как отстоять свое право собственности в спорных ситуациях. Несмотря на то, что в статье сделан упор на литьевые пресс-формы, описанное ниже применимо и по отношению к литьевым, экструзионным, выдувным и другим формам.

Для чего нужны литьевые пресс-формы?
Если вы собираетесь выпускать на рынок новый продукт из пластика с собственным дизайном, первое что вам потребуются это пресс-форма для его производства.
Существует несколько типов пресс-форм для производства изделий из различных материалов (стекла, керамики, нержавеющей стали, алюминия и различных сплавов), но в современное время – “век пластика”, большое распространение получили пресс-формы для литья пластмассы.
Литьевые пресс-формы используются для создания практически любых изделий из пластика – от кнопок на клавиатуре до корпусов кондиционеров.
На каком этапе производства нужно покупать пресс-форму?
Для того чтобы сделать образцы продукции, вам или производителю нужна готовая пресс-форма. Поэтому позаботится о покупке пресс-формы из Китая следует заранее, учитывая то, что ее производство достаточно долгое время, в среднем, от 20 до 90 дней.
После того как пресс форма будет готова, обязательно необходимо провести её испытания, чтобы убедится, что произведенный образец соответствует чертежам, а затем только запускать серийное производство продукции.
Большинство пресс-форм рассчитано на несколько сотен тысяч смыканий, а более качественные способны производить более миллиона экземпляров продукции. Таким образом, пресс-форма может оставаться в рабочем состоянии даже после того, как ваш товар будет снят с производства. При заказе пресс-формы нужно заранее решить, на какой ресурс она будет расчитана, ведь это напрямую влияет на ее стоимость: чем больше требуется смыканий, тем более качественный металл необходим для ее производства. На этом нюансе мы остановимся ниже.
Оплатит ли поставщик стоимость пресс-формы, если заказывать продукцию OEM, производимую на китайской фабрике?
Нет. Импорт из Азии сравним с перелётами бюджетными авиакомпаниями. Все дополнительные расходы не входят в расчёт, будь-то лабораторное тестирование или разработка пресс-форм.
Поэтому, начиная работать с Китаем, вы должны будете сами оплатить изготовление пресс-форм (и любых других устройств) перед началом полноценного серийного производства.
Сколько стоит производство пресс формы в Китае?

Это целиком зависит от её габаритов, конструкции и материала. К примеру, пресс-форма для простых компонентов, вроде корпуса часов, будет стоить несколько тысяч долларов.
Однако, в случае с более сложной в производстве продукции (например, корпуса бытовой техники) стоимость пресс-формы может достигать десятки тысяч долларов.
В среднем, стоимость литьевой пресс-формы в Китае, для производства небольшой по размерам продукции находится в промежутке от 3000 до 20000 долларов.
Что влияет на цену пресс-формы
На цену пресс формы влияет количество “смыканий” (за одно смыкание оборудование, на которое установлена ПФ производит от одного до десятка изделий).
Обычно на китайском рынке имеется 2 вида пресс-форм: на не менее чем 300 000 смыканий и до 1 000 000 смыканий. Такое количество достигается использованием более дорогих сплавов в производстве, что напрямую влияет на конечную стоимость пресс-формы.
Также значительное влияние на цену оказывает использование “горячего канала” в конструкции пресс-формы, который позволяет производить более крупные и качественные изделия и избавиться от “литника”. Стоимость таких ПФ может увеличится вдвое по сравнению с холодно-кальными пресс-формами.
Какой материал используется для изготовления пресс форм в Китае
Металл из которого изготавливаются ПФ напрямую влияет на качество производимой продукции, время цикла и разумеется на цену самой формы.
| Металл | Твердость (HRC) | Описание | Количество смыканий |
| P20 | 30-42 | Полутвердая инструментальная сталь | 200000 |
| NAK80 | 38-42 | Полутвердая инструментальная сталь | 300000 |
| S136 | 48-54 | Нержавеющая сталь | До 1 000 000 |
Каковы стандартные условия покупки пресс-форм в Китае?
Условия закупки зависят от стоимости самой пресс-формы и образца.
Если стоимость превышает 10000 долларов, то после утверждения чертежей покупатель вносит предоплату в размере 50%, после чего завод запускает производственный процесс. После этого проводится испытание и производство опытного образца, который отправляется на утверждение заказчику. После утверждения образца, клиент оплачивает оставшиеся 50%.
Дальнейший алгоритм действий зависит от ваших потребностей: если изделия планируется производить в вашей стране, пресс-формы упаковываются для экспортной доставки. Если же вы планируете производить товар в Китае, а экспортировать уже готовые изделия, то ПФ отправляется на фабрику, где будет организовано производство продукции.
Как заказать пресс-формы в Китае:
02 Обратная связь
Мы свяжемся с вами
и уточним детали.
03 Просчет
Мы сделаем
расчет стоимости
изготовления пресс-формы.
04 Производство
Мы сделаем 3D
модели
и запустим в производство.
05 Доставка
Испытание и доставка
в любой город
России и СНГ.
Где найти производителей пресс-форм в Китае?
Производство пресс-форм – это одна из составляющих китайской промышленности. Компании, специализирующиеся в этом направлении, в основном расположены в провинциях Чжэцзян, Цзянсу и Гуандун.
Вы также можете найти производителей пресс-форм в Тайване, даже несмотря на то, что многие уже перенесли производство на материк.
Зачастую при заказе пресс-формы у неизвестного поставщика покупатели сталкиваются с проблемами качества, так как многие производители пресс-форм изготавливают их в кустарных условиях.
Мы рекомендуем обращаться к профессионалам, для поиска производителя пресс форм, контроля их производства и организации тестирования. Наша компания, имеет проверенную базу надежных производителей. Если же ваш товар имеет специфические характеристики, мы поможем найти производителя пресс-форм, который специализируется именно на вашем типе продукции.
Также мы поможем вам организовать доставку пресс-форм в Россию и другие страны в самые кратчайшие сроки.
Оставить заявку на изготовление и доставку пресс форм вы можете по следующей ссылке: Заказать пресс формы в Китае
Как защитить своё право собственности на пресс-форму для уникального изделия?
Даже несмотря на то, что вы полностью оплачиваете покупку пресс-формы для литья, практически невозможно доказать, что ее уникальная разработка принадлежит вам. И нет никакой гарантии что производитель не будет изготавливать эту пресс форму для других клиентов. Так же, если вы заказываете форму для производства продукции на китайском предприятии, последний может использовать ее для производства своей собственной продукции или продукции для своих клиентов.
Для того чтобы избежать подобных последствий, и защитить свое право собственности, необходимо указывать в договоре купли-продажи, что пресс-форма является собственностью вашей компании и может использоваться исключительно вами.
Сколько времени занимает производство пресс-форм в Китае?
Это зависит от сложности и габаритов пресс-формы: на производство и настройку небольшой пресс-формы, как правило, уходит от 20 до 40 дней.
Настройка и регулировка пресс-формы является самой трудоёмкой частью работы и может затянуться на значительный срок.
В большинстве случаев пресс-форме требуется дополнительная настройка даже по истечении 40 дней.
Учитывайте, что настройка пресс-формы, насколько бы она не затянулась, также входит в стоимость устройства, и лучше заранее обговорить этот момент с поставщиком.
По окончанию производства, перед внесением финальной части оплаты, рекомендуется приехать на приемку продукции или заказать услуги по контролю качества и проведению тестирования в компании, находящейся в Китае.
聯繫我們
Интересует
покупка
пресс-форм
в Китае?
Наша компания имеет большой опыт в закупке пресс форм из Китая, мы поможем вам закупить необходимое оборудование и доставить его в любой город России.
Или свяжитесь с нами самостоятельно:
Пресс-форма для литья под давлением это инструмент, применяемый в условиях с циклического перепада температуры на несколько сотен градусов. В этих рабочих условиях для получения нужного качества отливки пресс форму изготавливают с точностью до 0,05 мм . Для выполнения этого условия конструкторами и технологами по пресс-формам выработано множество конструкторских решений для упрощения и ускорения процесса их производства.

Виды пресс-форм
Пресс-форма – это инструмент предназначенный для литья под давлением объёмных деталей из различных материалов.

Пуансон пресс формы– подвижная часть пресс-формы, предназначенная для передачи давление на материал. У пуансона есть выступы предназначенные для оформления внутренней поверхность получаемой детали. Из-за того, что получаемая деталь при охлаждении усаживается обжимая эти выступы, съём готовой продукции после открытия пресс формы производится с помощью пуансона.
Матрица пресс формы-это неподвижная деталь пресс-формы, у которой есть впадины.
Литниковая втулка – это канал, через который осуществляется подача материала в полость формы.
Линия разъема пресс формы – это поверхность на которой сходятся пуансон и матрицы.
Формующая полость пресс формы– это полость повторяющая собой форму будущей детали и находящаяся между пуансоном и матрицей.
Двухплитные пресс-формы
Самой простой и распространенной пресс-формой является холодноканальная пресс форма с двумя плитами.

Холодноканальная пресс форма с двумя плитами и центральным литниковым каналом обеспечивающим свободное прохождения расплавленного материала. Далее из разводящего литника расплавленный металл попадает сразу в формующую полость. Изделия, получаемые с помощью такой пресс-формы видно по крупному круглому срезу расположенному в самом центре полученной детали.
Извлечь полученное изделие и отделить литники можно с помощью толкающей системы пресс-формы, которая состоит из хвостовика, плиты толкателей и нескольких толкателей. Толкатели в пресс формах бывают разной формы. Если толкатели цилиндрической формы, то это видно по круглым следам на внутренней поверхности полученной детали.
Особенно важный элемент пресс формы это теплообменник. Теплообменник — состоит из множества круглых отверстий сложной формы, которые насквозь ее пронизывают. С помощью воды по теплообменнику осуществляется равномерное и быстрое охлаждение детали.
Трёхплитные пресс-формы
У трехплитной пресс формы две линии разъёма, одна линия нужна для освобождения детали, вторая линия предназначена для извлечения остывшего литника. Эта конструкция позволяет сделать разводящий литник и осуществить впрыск не только по периметру, но также в любою точку формующей плоскости. При этом точка впрыска диаметром уменьшается до пары миллиметров, и разводящий литник отделяющийся автоматически при открытии пресс формы.

В трёхплитной пресс-форме цикл съёма, как правило начинается при открытии формы по первой линии разъёма, проходящей между матрицей и плитой пуансона, а разводящий литник отходит от детали. Когда деталь полностью освобождена, начинается раскрытие второй линии разъёма с извлечением литника.
В показанной выше пресс-форме, снятие отливки с пуансона производится плитой съёма. Этот метод применяется, в случае когда наличие на детали следов толкателей не допускается, или если нужно обеспечивать при отливки равномерное распределение усилие при сталкивании.
Горячеканальные пресс формы
В горячеканальных пресс формах литниковая система снабжена электронагревателем, который поддерживает материал в расплавленном состоянии. В этом случае не нужно извлекать литник, что значительно сокращает время охлаждения пресс формы, а также сокращает объем отходов.

Литниковая система горячеканальной пресс формы состоит из двух ключевых элементов – разводящих коллекторов и системы сопел. Коллектор системы, который расположенен в плите матрицы, доставляет расплавленный материал заготовки от сопла литьевой машины к соплам. Сопла подают материал прямо в формующую полость пресс формы.
Вид коллектора и сопел весьма разнообразен, но так как они часто выходят из строя изготовители пресс-форм стараются использовать стандартные, взаимозаменяемые конструкции.

