Варианты расчетов радиуса изгиба труб
26.10.2017
Гибка трубопровода на специализированных станках – технологический процесс изменения направленности трубы в пространстве под углом. Во время данной процедуры во внутренней точке гиба появляется сжимающее напряжение, а во внешней части – растягивающее напряжение. Чтобы определить правильный радиус сгибания трубы с учетом всех параметров, при котором исключается появление различных деформаций, используют специальные расчеты.
Расчет радиуса гибки трубы с помощью линейки
Для проведения расчетов необходимо взять две жесткие линейки длиною 30 и 50 см. Первоначально измеряется радиус гиба уже изогнутой трубы, который нужно повторить на заготовке. Линейку нужно приложить к исходной трубе и замерить расстояние между линейкой и серединой трубы (рис. 1).

Рис. 1 Измерение ширины в исходной трубе.

Рис. 2. Радиус гибки трубы.
Используя полученные данные замеров линеек, необходимо подобрать подходящие параметры радиуса и диаметра дуги из таблиц 1 и 2.
- А – интервал (ширина) трубы, мм
- D – диаметр дуги, мм
- R – радиус гибки, мм
Таблица 1. Использование линейки 30 см
|
Интервал |
5 |
7,5 |
10 |
12,5 |
15 |
17,5 |
20 |
25 |
|
Диаметр |
4505 |
3008 |
2260 |
1813 |
1515 |
1303 |
1145 |
925 |
|
Радиус |
2253 |
1504 |
1130 |
907 |
758 |
652 |
573 |
463 |
|
Интервал |
30 |
40 |
50 |
60 |
70 |
90 |
100 |
|
Диаметр |
780 |
603 |
500 |
435 |
391 |
340 |
325 |
|
Радиус |
390 |
302 |
250 |
218 |
196 |
170 |
163 |
Таблица 2. Использование линейки 50 см
|
Интервал |
5 |
7,5 |
10 |
12,5 |
15 |
17,5 |
20 |
25 |
30 |
40 |
50 |
|
Диаметр |
12500 |
8341 |
6260 |
5013 |
4182 |
3589 |
3145 |
2525 |
2113 |
1603 |
1300 |
|
Радиус |
6250 |
4172 |
3130 |
2507 |
2091 |
1795 |
1573 |
1263 |
1057 |
802 |
650 |
|
Интервал |
60 |
70 |
80 |
90 |
100 |
110 |
130 |
160 |
200 |
|
Диаметр |
1102 |
963 |
861 |
785 |
725 |
678 |
611 |
550 |
513 |
|
радиус |
551 |
482 |
432 |
393 |
363 |
339 |
306 |
275 |
257 |
Вычисления внутреннего и внешнего угла изгиба трубы с учетом значений пружинения
Радиус изгиба трубной заготовки рассчитывается так:
λ= λ +∆λ
при этом:
λ – угол изгиба
∆λ – значение угла пружинения
Расчеты параметра ∆λ:

при этом:
Ro (мм) – осевой радиус изгиба
П = 3,14
n и m – компоненты исчисляются так:


где:
S – толщина стенки детали, мм
Rн – внешний радиус изгиба заготовки, мм
Rо – средний осевой радиус изгиба трубы, мм
Rв – внутренний радиус изгиба трубы, мм
π = 3,14
П – модуль упрочнения материала трубы, кг/мм²
Е – модуль упругости материала трубы, кг/мм²
σо – экстрополированный предел текучести материала трубы, кг/мм²
Внешний и внутренний радиусы изгиба заготовки исчисляется следующим образом:

dн – значение внешнего сечения заготовки (мм)
Таблица 3. Механические характеристики материалов, использующихся для производства труб
|
Наименование |
П – модуль упрочнения |
E – модуль упругости |
σо – экстрополированный предел текучести |
|
Сталь 10 |
130 |
21000 |
30 |
|
Сталь марки Х18Н10Т |
194 |
17600 |
|
|
Сталь марки ВМг6М |
45 |
7000 |
14,6 |
Если у вас остались вопросы по теме, задайте их нашему менеджеру:
- По телефону 8-800-555-95-28 (звонок бесплатный по России);
- Отправив заявку на электронную почту zakaz@remontenergo.ru;
- Заполнив заявку внизу страницы.
Вернуться к списку
Полезно знать математический способ, позволяющий рассчитать радиус дуги. Он особенно удобен, когда требуется точно разметить плавную дугу с помощью большого импровизированного циркуля, а не гибкого лекала, после того как вам стали известны три опорные точки или два главных размера.
 Как видно на рисунке справа, требуется знать лишь высоту и длину дуги. Подставьте эти размеры в простую формулу и вычислите радиус. Получив результат, настройте циркуль на этот размер и начертите идеальную дугу требуемого радиуса.
Как видно на рисунке справа, требуется знать лишь высоту и длину дуги. Подставьте эти размеры в простую формулу и вычислите радиус. Получив результат, настройте циркуль на этот размер и начертите идеальную дугу требуемого радиуса.
Например, если нужно построить дугу длиной 240 и высотой 30 мм, следует действовать так:
Сначала подставьте эти размеры в формулу. В нашем случае L=120, Н=30, поэтому (1202+302): (2×30) = (14400+900): 60= 153000:60 = 255.
Теперь сделайте для этого радиуса циркуль, как показано на фото внизу. Выровняйте один конец с серединой дуги на заготовке. Проведите из этой точки под прямым углом по линейке прямую линию и поставьте на нее второй конец циркуля. Теперь вы можете начертить идеальную дугу, которая соединит все три опорные точки.

Простая формула для определения радиуса дуги, 2.5 out of 5 based on 22 ratings
Для проведения расчетов необходимо взять две жесткие линейки длиною 30 и 50 см. Первоначально измеряется радиус гиба уже изогнутой трубы, который нужно повторить на заготовке. Линейку нужно приложить к исходной трубе и замерить расстояние между линейкой и серединой трубы (рис. 1).
Для приблизительных расчетов радиуса изгиба потребуются две жесткие линейки 30 и 50-сантиметровой длины (их выбор зависит от величины изгиба). Порядок действий выглядит так:
Сначала замеряется радиус сгиба уже сформованной трубы, который нужно скопировать на исходную заготовку
При измерении сильного загиба берется линейка на 30 см и прикладывается к концам изогнутой трубы, после чего замеряется расстояние между ней и серединой заготовки
При малом изгибе (большей длине трубы) эти же операции проделываются с линейкой на 50 см, как это показано на приведенном ниже фото
Каким радиусом гнуть трубы?
Минимальный радиус зависит от диаметра загибаемой круглой трубы: чем больше ее диаметр, тем больше и радиус загиба. Ориентировочно до 20 мм он составит 3, а для труб большего размера – 4 наружных диаметра. Горячие способы позволяют почти вдвое уменьшить радиус гибки.
Минимальные радиусы гибки труб R должны быть:
для труб с наружным диаметром до 20 мм, не менее…2,5D
для труб с наружным диаметром свыше 20 мм, не менее…3,5D (где D – наружный диаметр трубы)
Что такое радиус гиба?
радиус изгиба — Радиус цилиндрической поверхности оправки, которая входит в контакт с внутренней поверхностью изделия при гибке.
Радиус изгиба, который измеряется с учетом внутренней кривизны, – это минимальный радиус, который можно согнуть трубу, трубу, лист, кабель или шланг, не перегибая их, не повреждая и не сокращая срок службы.
Как рассчитать гибку трубы?
Расчет развертки трубы при гибке. Длина развертки. Формула расчета развертки трубы.
- L общее = l + s,
- l — сумма длин прямых участков трубы;
- s — сумма длин согнутых по радиусу участков трубы.
- l = l1 + l2 + l3.
- R1 = r1 + d/2;
- R2 = r2 + d/2;
- R3 = r3 + d/2;
- R4 = r4 + d/2;
Радиус изгиба трубной заготовки рассчитывается так: λ= λ +∆λ при этом: λ – угол изгиба ∆λ – значение угла пружинения. Расчеты параметра ∆λ: при этом: Ro (мм) – осевой радиус изгиба. П = 3,14 n и m – компоненты исчисляются так: где: S – толщина стенки детали, мм. Rн – внешний радиус изгиба заготовки, мм. Rо – средний осевой радиус изгиба трубы, мм. Rв – внутренний радиус изгиба трубы, мм π = 3,14. П – модуль упрочнения материала трубы, кг/мм².
Как определить радиус трубы?
С радиусами (обозначаются буквой R) еще проще — это половина от диаметра: R = 1/2 D. Например, найдем радиус трубы диаметром 32 мм. Просто 32 делим на два, получаем 16 мм.
Для расчета нам нужно взять внутренний радиус трубы (1/2 внутреннего диаметра) и возвести в квадрат. Помножив полученное число на 3,14 (число «Пи»), получим искомое значение.
Для квадратного или прямоугольного сечения провести расчеты также не составит труда. Нужно умножить ширину трубы на высоту, отняв предварительно от обоих значений двойное значение толщины стенки.
Как рассчитать длину трубы при изгибе?
Вариант расчета длины трубы когда 1 отвод — 1 труба
Дугу рассчитываем по формуле: 2*Пи*(радиус гиба)*(угол гиба)/360. Прямые участки, независимо от того есть они в чертеже или нет, должны быть один — 1 м., другой считаем по формуле: 3*(диаметр трубы), он должен быть не менее 200 мм.
Для корректного расчёта прочности трубы на изгиб необходимо узнать длину детали. Делается это по следующей формуле: Д= 0,0175×Р×У+р1, где. Д — длина заготовки; Р – радиус изгиба трубы (мм); У — требуемый угол изгиба; р1 – расстояние для удержания заготовки, необходимое при применении специального оборудования.
Как согнуть трубу без Трубогиба в домашних условиях?
Горячий способ гибки
- В первую очередь, заполните внутренность арматуры песком, закрепите ее в тисках.
- Нагрейте место, где планируется сделать изгиб, до 1500 градусов.
- К данному месту поднесите лист бумаги.
- Как только участок гиба покраснел, считается, что он достиг состояние окалины и можно начать деформацию.
Существуют способы согнуть профильную трубу без трубогиба и без токарного станка. Использование болгарки. На профильной трубе размечают место изгиба, от него по обе стороны делают несколько засечек на равном друг от друга расстоянии (по 1–2 см). Далее болгаркой осуществляют распилы одной стенки профильной трубы – той, что будет являться внутренним радиусом при изгибе.
Как рассчитать длину трубы?
m = Pi * ro * S * (D – S) * L
- Pi = 3.1415926,
- ro – плотность материала трубы,
- S – стенка,
- D – наружный диаметр,
- L – длина трубы.
На помощь придет данная формула: S=п*D*H, в котором: S — знак площади; П — знак постоянного числа ПИ (3,1415); D — знак диаметра; H — знак длины. Пример — труба диаметром 36 сантиметров, а длина 6 метров. Как обычно, сначала нужно уравнять данные единицы измерения. 36 сантиметров становятся 0,36 метрами. Осталось подставить в формулу данные, которые есть, и всё вычислить: S=п*D*H = 3,141*0,35*6=6,7кв.м.
Как рассчитать длину заготовки при гибке?
Рассчитывают длину заготовки для гибки по следующей схеме: (Y2 – BD1/2) + (X2 – (BD1/2 + BD2/2)) + (M2 – (BD2/2 + BD3/2)) +… и т. д. Важно правильно рассчитать размер вычета (BD) при последовательном расчете длины заготовки при гибке металла.
Размер длины заготовки определяется по формуле: L = Y 1+. X 1+< (π×φ)/180 × (r + KS)>, где. Y 1 и X 1– длина прямых участков листового профиля; φ – внешний угол; r – радиус гиба; K – коэффициент положения нейтральной линии (определяется по техническим таблицам) S – толщина металла. Для определения длины заготовки с несколькими углами перегиба в приведенную формулу добавляются суммы в скобках <…> для каждого дополнительного угла.
Как рассчитать длину трубы зная диаметр?
L=πD, где:
- L — длина окружности круга;
- π — постоянное число «пи», равное примерно 3,14;
- D — диаметр окружности круга.
Для расчета нам нужно взять внутренний радиус трубы (1/2 внутреннего диаметра) и возвести в квадрат. Помножив полученное число на 3,14 (число «Пи»), получим искомое значение.
Для квадратного или прямоугольного сечения провести расчеты также не составит труда. Нужно умножить ширину трубы на высоту, отняв предварительно от обоих значений двойное значение толщины стенки.
Как рассчитать вес 1 метра трубы?
m = ρ × t × π × (D – t)
- m – масса металла, кг
- ρ – плотность металла, кг/м3;
- D – диаметр, мм;
- t – толщина стенки, мм;
- π – число Пи
Для того, чтобы рассчитать вес одного погонного метра круглой металлической трубы, используйте следующее выражение: m = ρ × t × π × (D – t) m – масса металла, кг ρ – плотность металла, кг/м 3; D – диаметр, мм; t – толщина стенки, мм; π – число Пи. Для производства труб из стали, в основном, используется металл марки Ст3сп.
Как найти 1 погонный метр трубы?
Расчет ведется по формуле: M = Pi * Ro * S * (D – S) * L, где m – вес трубы, Ro – плотность материала (углеродистая сталь – 7850 кг/м³), Pi = 3.14.
Погонный метр равен по длине одному простому метру (100 см, 10 дм). Но просто в метрах измеряется расстояние (длина, ширина, высота, глубина), а термин погонный метр применяется в строительстве, торговле при расчёте материалов, имеющих большую длину.
Как рассчитать длину трубы по весу?
Также можно рассчитать вес трубы из других металлов, и задать длину трубы в метрах. Расчет ведется по формуле m = ro / 7850 * 0.0157 * S * (2 * a – 2.86 * S) * L, где m – вес трубы, ro – плотность материала (углеродистая сталь – 7850 кг/м³).
Длина труб, м =. Труба – это длинное пустотелое промышленное изделие на основе полого профиля постоянного сечения. Формула расчета длины трубы по весу: L = M / M1, где. L – длина труб, м; M – общая суммарная масса (вес) труб, кг; M1 – масса погонного метра трубы, кг.
Сколько метров в 1 тонне трубы?
Вес стальных электросварные труб (ГОСТ 10704-91)
| Наружный диаметр, мм | Толщина стенки, мм | Метров в тонне |
|---|---|---|
| Труба стальная 12 | 1,0 | 3686,3 |
| Труба стальная 12 | 1,2 | 3128,8 |
| Труба стальная 12 | 1,4 | 2732,4 |
| Труба стальная 12 | (1,5) | 2002,4 |
а
4,09 м
Количество (длина) круглой трубы из стали диаметром 1000 мм в 1 тонне – 4,09 м. Установить калькулятор на свой сайт.
Как рассчитать стоимость погонного метра трубы?
для трубы Sтр = (Dтр – Стр) х Стр х π/1000, где π = 3,14, ;Dтр – наружный диаметр трубы, мм, Стр – толщина стенки, мм
Итак, цена метра стальной трубы равна ее стоимости за тонну, деленную на 1000 и умноженную на вес одного метра в килограммах.
Сколько весит 1 метр трубы диаметром 100 мм?
Вес трубы Ø 100
Теоретический вес 1 погонного метра стальной электросварной трубы Ø 100х4 – 9,49 кг. Количество (длина) круглой трубы из стали диаметром 100 мм в 1 тонне – 105,32 м.
Труба электросварная 100х4 – вес 1 метра равен 9.47 кг.
Сколько весит 1 метр трубы диаметром 89 мм?
Вес трубы Ø 89
Теоретический вес 1 погонного метра стальной электросварной трубы Ø 89х4 – 8,41 кг. Количество (длина) круглой трубы из стали диаметром 89 мм в 1 тонне – 118,95 м.
Труба электросварная прямошовная ду 89х3 мм вес метра
ГОСТ: 10704-91
Вес метра трубы электросварной 89×3: 6,363 кг
Количество метров в 1 тонне: 157,2 м
Марка стали: Ст3
Сколько весит труба 32?
Вес трубы Ø 32
Теоретический вес 1 погонного метра стальной электросварной трубы Ø 32х2 – 1,49 кг. Количество (длина) круглой трубы из стали диаметром 32 мм в 1 тонне – 674,02 м.
Параметры продукции помогут вам определиться с выбором:
полный размер трубы в метрах — 10,5 м
вес погонного метра — 3,09 кг
диаметр — 32х3,2 мм
каждая тонна продукции содержит 323,625 м трубы
Какие и как гнут трубы в холодном состоянии?
Холодное гнутье путем укладки труб на двух опорах и приложения изгибающего усилия в середине применяют в основном для труб с условным проходом до 100 мм, реже свыше 100 мм. Опоры должны быть выполнены таким образом, чтобы они могли поворачиваться вокруг своих осей по мере изгибания трубы.
Медные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают в воде. Наполнитель при гибке медных труб в холодном состоянии — канифоль, а в нагретом — песок. Латунные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб. Дюралюминиевые трубы перед гибкой отжигают при 350—400 °С и охлаждают на воздухе.
Как согнуть трубу большого диаметра?
Способы гибки труб большого и малого диаметров
- Внутреннее пространство заполняется водой или песком.
- Торцы трубы закрываются пробками.
- Тело трубы гнется с помощью «калибра» — дуги с нужным радиусом, или частокола штырей, в котором можно зафиксировать один торец трубы.
Гнуть её можно при помощи любого круглого цилиндра, допустим бревна или трубы, подходящего по диаметру. Гнётся просто – надо надавить трубу по центру изгиба с двух сторон через цилиндр. Для того, чтобы изгиб получился как можно лучше и трубу не приплюснуло, её надо хорошо набить мелким песком без камней, т.е. просеянным.
Какие способы гибки труб применяют на практике?
Осуществляя поиск трубогибочного станка, для производства трубных деталей, целесообразно сосредоточить внимание на четырех основных способах холодной гибки труб, таких как:
- Наматывание;
- Обкатка;
- Вальцовка;
- Гибка труб на двух опорах.
Распространенные способы гибки труб вручную: прокаткой, намоткой, на двух опорах, гибкой с волочением. Последний метод применяется для бесшовных тонкостенных трубчатых материалов. Таким образом трубы небольшой длины изгибаются под небольшим углом. Для работы с большими диаметрами требуется профессиональное оборудование. Существуют трубогибочные станки с оправкой. Этот элемент конструкции представляет собой обыкновенный металлический брус.
Что такое радиус изгиба?
радиус изгиба — Радиус цилиндрической поверхности оправки, которая входит в контакт с внутренней поверхностью изделия при гибке.
Радиус изгиба, который измеряется внутренней кривизной, – это минимальный радиус, который можно согнуть трубу, трубу, лист, кабель или шланг, не перегибая их, не повреждая и не сокращая срок их службы.
Как определить радиус изгиба трубы?
Получить поправку радиуса гиба трубы с учетом пружинения после того, как нагрузка была снята, можно по формуле: Rср =0,5 *Ку*Dm, где Dm — диаметр гибочной оправки, Ку – справочное значение коэффициента упругой деформации для данного металла.
Радиус изгиба трубной заготовки рассчитывается так: λ= λ +∆λ при этом: λ – угол изгиба ∆λ – значение угла пружинения. Расчеты параметра ∆λ: при этом: Ro (мм) – осевой радиус изгиба. П = 3,14 n и m – компоненты исчисляются так: где: S – толщина стенки детали, мм. Rн – внешний радиус изгиба заготовки, мм. Rо – средний осевой радиус изгиба трубы, мм. Rв – внутренний радиус изгиба трубы, мм π = 3,14. П – модуль упрочнения материала трубы, кг/мм².
Чем можно измерить радиус изгиба?
Для проведения расчетов необходимо взять две жесткие линейки длиною 30 и 50 см. Первоначально измеряется радиус гиба уже изогнутой трубы, который нужно повторить на заготовке. Линейку нужно приложить к исходной трубе и замерить расстояние между линейкой и серединой трубы (рис.
Как рассчитать радиус на Трубогибе?
Каким радиусом гнуть трубопрокат
Радиус, при котором могут начаться деформации, считается по формуле: R=20*S. (Где S – толщина трубного изделия в миллиметрах). Обязательно нужно учитывать формулу Кт=S/Dn. (Кт – коэффициент тонкостенности, D – наружный диаметр).
Радиус изгиба трубной заготовки рассчитывается так: λ= λ +∆λ при этом: λ – угол изгиба ∆λ – значение угла пружинения. Расчеты параметра ∆λ: при этом: Ro (мм) – осевой радиус изгиба. П = 3,14 n и m – компоненты исчисляются так: где: S – толщина стенки детали, мм. Rн – внешний радиус изгиба заготовки, мм. Rо – средний осевой радиус изгиба трубы, мм. Rв – внутренний радиус изгиба трубы, мм π = 3,14. П – модуль упрочнения материала трубы, кг/мм².
Какие допускаются радиусы изгиба кабелей?
для кабелей с бумажной изоляцией напряжением 1-10 кВ в алюминиевой оболочке — не менее 25 диаметров кабеля, в свинцовой — не менее 15; для кабелей с пластмассовой изоляцией напряжением до 1 кВ бронированных без оболочки — не менее 10 диаметров кабеля, небронированных в пластмассовой оболочке — не менее 6 диаметров.
Радиус изгиба кабелей допускается равным: 15-кратному наружному диаметру кабелей в свинцовой и полихлорвинилсвой оболочке; 10-кратному наружному диаметру кабелей в резиновой оболочке. Радиусы изгиба кабелей при прокладке и монтаже должны быть не менее: 10 диаметров кабеля для небронированных в свинцовой оболочке; 12 диаметров кабеля для бронированных в свинцовой оболочке; 7 диаметров кабеля для остальных.
Что такое минимальный радиус изгиба кабеля?
Чтобы определить, насколько сильно коаксиальный кабель может быть согнут без повреждений, радиус кривой внутреннего края любого изгиба должен быть не менее, чем в 10 раз больше диаметра кабеля.
Кабели гибкие (ми нимально допустимый радиус изгиба — 8d ка беля и более). 2 -5. Кабели повышенной гибкости и особо гиб кие (минимально допус. тимый радиус изгиба — м ен ее 8г/ кабеля).
Какой минимальный радиус изгиба для 4 парного кабеля на основе неэкранированной витой пары проводников UTP в состоянии эксплуатации?
Рекомендуется поддерживать радиус изгиба коммутационных и аппаратных кабелей (шнуров) в процессе эксплуатации не менее: — 4 внешних диаметров кабеля — для 4-парных шнуров на основе неэкранированной и экранированной витой пары проводников; — 25 мм — для волоконно-оптических шнуров.
Минимальный радиус изгиба для кабеля — четыре диаметра кабеля (или 1 дюйм=2,54 см), но существуют рекомендации размещать кабель таким образом, чтобы обеспечивать изгиб радиусом 2 дюйма (5 см). Минимальное расстояние между сетевым кабелем и параллельно ему проложенным силовым кабелем, напряжением менее 2 КВольт — 12,5 сантиметров (5 дюймов). Все элементы сети должны быть одной категории.
Каким должен быть радиус внутренней кривой изгиба кабеля?
ГОСТ 16442-80 нормируется минимальный радиус изгиба при прокладке для кабеля в целом, и для указного кабеля он должен быть не менее 7,5 Dн (или ориентировочно 7,5*43,5=326,3 мм), где Dн – наружный диаметр кабеля.
Допустимый радиус изгиба должен быть 60X25=1500 мм, т. е. R=1500 мм. Если R будет меньше допустимого, на алюминиевой оболочке образуются гофры, и бумажная изоляция начнет рваться. Кратность радиуса внутренней кривой изгиба жилы по отношению к диаметру жилы для кабелей напряжением 1—10 кВ с бумажной и пластмассовой изоляцией должен быть не менее 10 диаметров жилы.
Каков должен быть минимальный радиус кабеля при его протяжке?
Для 2-и 4-волоконного оптического кабеля минимально допустимый радиус изгиба составляет 50 мм при протяжке и 25 мм в отсутствие тянущего усилия.
4.1.5. Радиус изгиба кабеля при прокладке должен быть не менее 15 D, где D–наружный диаметр кабеля. При монтаже с использованием специального шаблона допускается минимальный радиус изгиба кабеля 7,5 D.
Какой допускается радиус изгиба кабеля в алюминиевой оболочке с бумажной пропитанной изоляцией?
25D – для одножильных в алюминиевой или свинцовой оболочке и многожильных в алюминиевой оболочке кабелей с пропитанной бумажной изоляцией на напряжение до 35 кВ. В ТУ производителя указан минимальный радиус изгиба кабеля 10кВ при использовании шаблона: 7,5D.
Допустимый радиус изгиба должен быть 60X25=1500 мм, т. е. R=1500 мм. Если R будет меньше допустимого, на алюминиевой оболочке образуются гофры, и бумажная изоляция начнет рваться.
Кратность радиуса внутренней кривой изгиба жилы по отношению к диаметру жилы для кабелей напряжением 1—10 кВ с бумажной и пластмассовой изоляцией должен быть не менее 10 диаметров жилы.
Какую информацию необходимо указывать на бирке при маркировке кабеля?
Открыто проложенные кабели, а также все кабельные муфты должны быть снабжены бирками; на бирках кабелей в начале и конце линии должны быть указаны марка, напряжение, сечение, номер или наименование линии; на бирках соединительных муфт – номер муфты, дата монтажа.
На бирке указывается: у силовых кабелей — напряжение, сечение, номер или наименование линии, у контрольных кабелей — то же, дополнительно количество жил, у муфт и заделок — номер муфты, дата монтажа, фамилия и инициалы монтёров производивших монтаж.
На бирке концевой муфты обязательно должны быть указаны номера или обозначения пунктов, откуда и куда проложен кабель.
Какие способы крепления используют при открытой проводке кабеля?
В канал заводят кабель или группу проводов и закрепляют их разными способами:
- металлическими скобами с одиночным или двойным креплением;
- алебастром (быстросхватывающимся гипсом);
- дюбель-хомутами.
Методы крепления кабеля:
саморезы в мягкие материалы (древесина, ДСП, МДФ)
гвозди в мягкие материалы
саморезы и дюбели в твердые материалы (камень, бетон, металл, пластик)
приклейка площадок с клипсами, стяжками к панелям, допускающим подобный монтаж
кабель-каналы, гофрированные пластиковыми трубками
Как выполняется гибка труб без нагрева?
Метод холодной гибки труб – это процесс изменения радиуса трубы без нагрева в месте сгиба. Холодным способом выполняется сгибание профиля и трубных заготовок из: Меди. Алюминия.
Чем крепить телевизионный кабель?
Дюбель хомут
Для уверенного фиксирования провода нам необходимо просверлить в стене перфоратором отверстие сверлом на 6 мм, далее разворачиваем хомут, кладем туда кабель и уже закрытый хомут втискиваем в просверленное отверстие. Все провод закреплен.
Закрепить кабель дюбель хомутом очень просто. Для этого нам как раз понадобится перфоратор и сверло по бетону диаметром 6 мм. Сначала в бетоне сверлится отверстие на необходимую глубину (зависит от длины самого дюбеля), затем хомут раскрывают и в него закладывают кабель, после чего хомут заталкивают в отверстие. С боковых сторон хомута под углом выполнены насечки, что препятствует выпадению его из стены.
Как называется держатель для кабеля?
Дюбель-хомут или дюбель колье как элемент крепления – комбинация дюбеля с монтажной площадкой.
Этот вид крепления иногда называют дюбель-клипса или дюбель-скоба. Дюбель-клипса. Более незаметной при монтаже является дюбель-клипса. Это изогнутая полоса пластика с характерными ответвлениями на концах, которые за счет силы упругости будут держать крепеж в материале стены или потолка. Форма этих изделий есть для круглых и плоских кабелей разного размера.
Чем приклеить провод к обоям?
Крепление к обоям и потолку
…
Кабель-каналы
- для крепления к деревянному основанию подходят саморезы;
- в кирпичной или бетонной стене сверлят отверстия;
- на гипсокартон или ПВХ-панели крепления производят «бабочкой»;
- если поверхность нельзя сверлить, используют клей.
The calculations and science that go into the specifications for the safe bending of pipe can be complicated. The thickness of pipe, flexibility of the material, angle of bend needed and other factors are all considered. Fortunately, for those needing to measure the radius of a pipe that has already been bent, the process is much simpler.

••• Dana Dowling/Demand Media
Measure the circumference of the pipe bend with a tape measure. Do this by pressing the tape against the inner surface of the pipe. Then run the tape from the point where the bend begins on one straight end of the pipe, to the point where the bend ends on the other side of the bend. (See line in blue on graphic)

••• Dana Dowling/Demand Media
Multiply the circumference measurement from Step 1 above by 2. This is for a 180-degree pipe bend as shown in the graphic. For a 90-degree pipe turn, multiply by four at this point.

••• Dana Dowling/Demand Media
Take the result of the calculation in Step 2 and call this value “C.”

••• Dana Dowling/Demand Media
Use the following equation to calculate the pipe bend radius (R): R = C/2(pi) where pi = 3.14
For example, if you measurement from Step 1 was 100 cm, and the pipe was bent at 180 degrees as shown: C = 2*100 = 200 cm R = 200/2(3.14) = 31.85 cm
Содержание
- Радиусы гибки листового и фасонного проката
- SOLIDWORKS: Листовой металл. Допуск на изгиб, уменьшение изгиба и коэффициент «К»
- Коэффициент «К»
- Допуск на изгиб (ВА)
- Вычисление изгиба
- Гибка листового металла — методы и советы по проектированию [часть 2]
- Формула коэффициента K:
- Формулы припусков на изгиб:
- Расчет допуска на изгиб:
- Советы по гибке листового металла:
- Минимальная длина фланца:
- Боковые стороны с фаской:
- Расстояние от отверстия до изгиба:
- Симметрия:
- Заклепочные гайки:
- Маленькие фланцы для больших деталей:
- Сгибы рядом друг с другом:
- Разместите изгибы на одной линии:
- Линия изгиба параллельна стороне:
- Рельеф изгиба:
- Сгибание коробки:
- Проверьте плоский шаблон:
- Эмпирическое правило для минимального радиуса изгиба:
- Направление изгиба:
- Загиб кромок:
- Оцените материал:
Радиусы гибки
листового и фасонного проката
МИНИМАЛЬНЫЙ РАДИУС ГИБА
ЛИСТОВОГО ПРОКАТА, мм
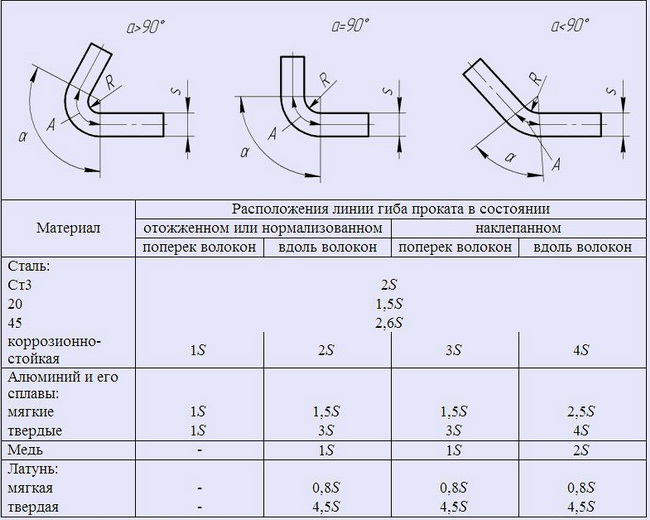
Развернутая длина изогнутого участка детали из листового материала при гибе на угол α определяется по формуле
где,
А — длина нейтральной линии;
R — внутренний радиус гиба;
К — коэффициент, определяющий положение нейтрального слоя при гибе (см. таблицу);
S — толщина листового материала, мм.
Примечание: Минимальные радиусы холодной гибки заготовок устанавливаются по предельно допустимым деформациям крайних волокон. Их применяют только в случае конструктивной необходимости, во всех остальных случаях — увеличенные радиусы гиба.
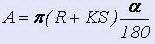
Значение коэффициента К
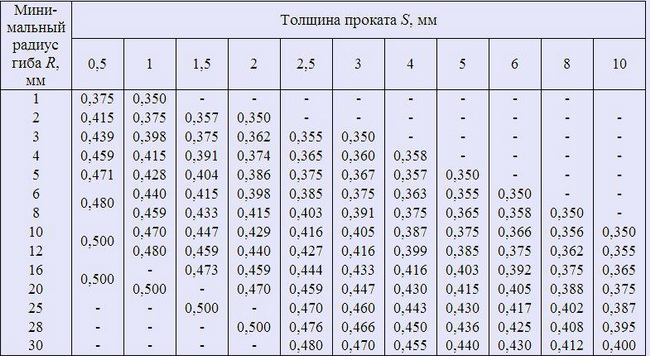
МИНИМАЛЬНЫЙ РАДИУС ГИБА
МЕТАЛЛОВ КРУГЛОГО И КВАДРАТНОГО СЕЧЕНИЙ, мм
МИНИМАЛЬНЫЙ РАДИУС ГИБА
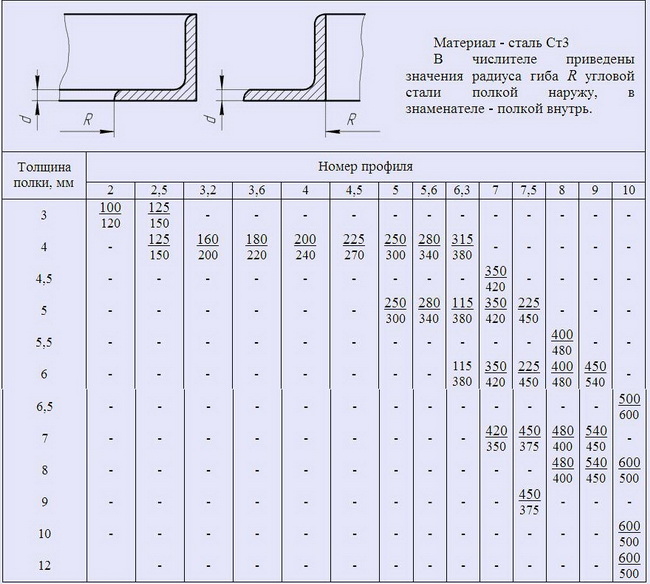
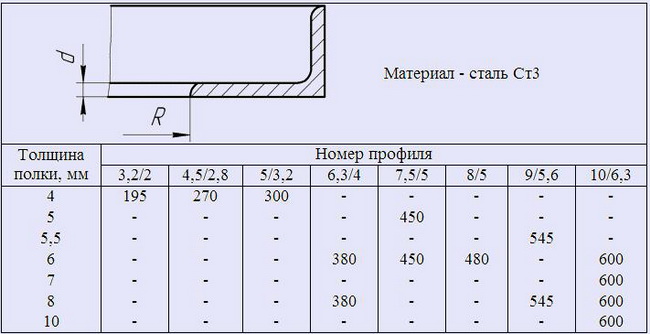
УГЛОВОЙ РАВНОПОЛОЧНОЙ СТАЛИ, мм
МИНИМАЛЬНЫЙ РАДИУС ГИБА
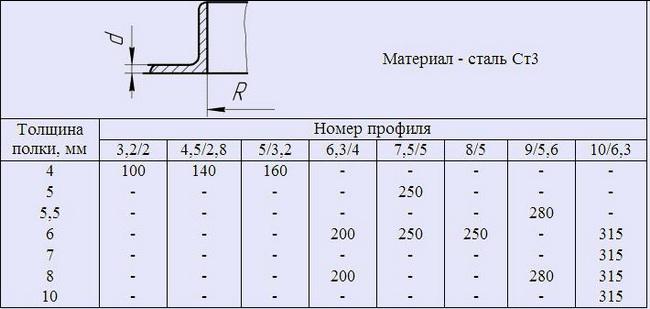
УГЛОВОЙ НЕРАВНОПОЛОЧНОЙ СТАЛИ МЕНЬШЕЙ ПОЛКОЙ НАРУЖУ, мм
МИНИМАЛЬНЫЙ РАДИУС ГИБА
УГЛОВОЙ РАВНОПОЛОЧНОЙ СТАЛИ БОЛЬШЕЙ ПОЛКОЙ НАРУЖУ, мм
МИНИМАЛЬНЫЙ РАДИУС ГИБА
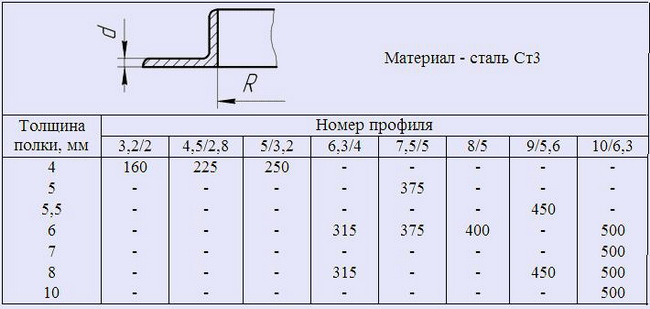
УГЛОВОЙ НЕРАВНОПОЛОЧНОЙ СТАЛИ МЕНЬШЕЙ ПОЛКОЙ ВНУТРЬ, мм
МИНИМАЛЬНЫЙ РАДИУС ГИБА
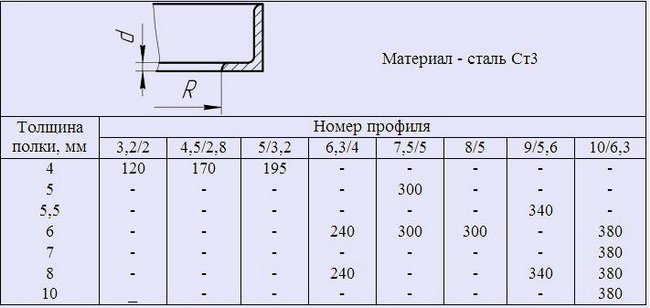
УГЛОВОЙ НЕРАВНОПОЛОЧНОЙ СТАЛИ БОЛЬШЕЙ ПОЛКОЙ ВНУТРЬ, мм
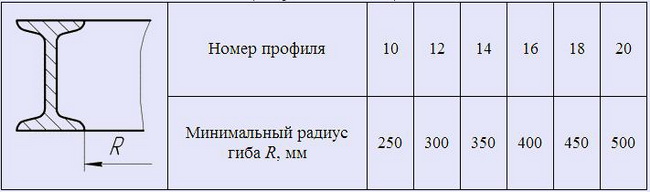
МИНИМАЛЬНЫЙ РАДИУС ГИБА
ДВУТАВРОВОЙ БАЛКИ, мм
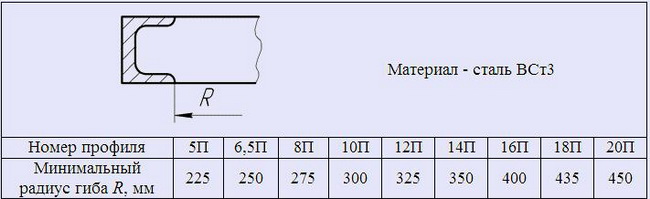
МИНИМАЛЬНЫЙ РАДИУС ГИБА
ШВЕЛЛЕРА, мм
РАЗДЕЛКА УГЛОВОЙ СТАЛИ ПРИ ГИБКЕ, мм
Источник
Сегодня поговорим о процессе гибки ЛИСТОВОГО МЕТАЛЛА в SOLIDWORKS.
В процессе гибки листового металла, материал по внутреннему радиусу изгиба подвергается сжатию, а по внешнему радиусу изгиба будет растягиваться. Линия перехода от сжатия к растяжению называется нейтральной осью. На нейтральной оси материал не растягивается и не сжимается. Следовательно, длина нейтральной оси остается неизменной до и после операции гибки. Расположение нейтральной оси зависит от физических свойств материала и его толщины. Важно знать расположение нейтральной оси для конкретного листа, поскольку все расчеты разверток производятся на основе нейтральной оси. Расположение нейтральной оси для конкретного листа определяется коэффициентом, называемым «К».
Коэффициент «К»
Коэффициент «К» это соотношение, которое представляет положение нейтральной оси по отношению к толщине детали из листового металла и зависит от материала, толщины и радиуса изгиба. Коэффициент «К» можно определить следующим образом:
 Формула расчета коэффициента «К»
Формула расчета коэффициента «К»
Где t — расстояние от внутренней поверхности до нейтральной оси, а T — толщина листа (рисунок 1). На практике коэффициент «К» применяется, когда не известно, какой процесс или машина будут использованы для сгибания листа.
 Рисунок 1: Нейтральная ось согнутого листа
Рисунок 1: Нейтральная ось согнутого листа
Допуск на изгиб (ВА)
Допуск на изгиб (ВА) — длина дуги изгиба, измеренная вдоль нейтральной оси материала. Понимание допуска на изгиб и, следовательно, уменьшения изгиба детали — важный первый шаг к пониманию того, как изготавливаются детали из листового металла.
Когда листовой металл подвергается процессу изгиба, металл вокруг изгиба деформируется и растягивается. По мере того, как это происходит, получается небольшая общая длина части листа. Допуск на изгиб определяется как материал, который нужно будет добавить к начальной длине плоского листа, чтобы получить длину формованной детали. Как уже упоминалось ранее, длина нейтральной оси после изгиба не меняется. Таким образом, следующее уравнение действительно всегда:
Начальная длина = длина первого участка + допуск на изгиб + длина второго участка.
 Рисунок 2: Допуск на изгиб
Рисунок 2: Допуск на изгиб
Вычисление изгиба
Важно учесть, что при разработке развертки, необходимо сделать вычет из желаемого размера детали, чтобы получить правильный размер развертки. Уменьшение изгиба определяется как материал, который придется удалить из общей длины сгибов, чтобы получить развертку. Чтобы произвести расчет нужно переписать предыдущее уравнение как:
Начальная длина = длина первого участка + допуск на изгиб + длина второго участка.
Начальная длина = (длина сгиба 1 – внешний отступ) + допуск на изгиб + (длина сгиба 2 — внешний отступ)
Начальная длина = длина фланца 1 + длина фланца 2 — (2 * внешний отступ — допуск на изгиб)
Вычет изгиба (BD) – представляет собой разницу между допуском изгиба и удвоенным внешним отступом.
Вычет изгиба (BD) = 2* внешний отступ- допуск на изгиб.
 Изгиб
Изгиб
Допуск на изгиб и уменьшение изгиба можно рассчитать с использованием коэффициента К следующим образом:
Источник

Если вы сами создаете чертежи, вам нужно знать следующее. Процесс гибки удлиняет материал. Это означает, что нейтральная линия или ось, о которой мы говорили в предыдущей статье, на самом деле находится не посередине материала. Но плоская деталь должна быть сформирована в соответствии с нейтральной линией. И для нахождения ее положения требуется коэффициент k.
Коэффициент K — это эмпирическая константа, то есть его значение было определено в результате испытаний. Он варьируется в зависимости от материала, его толщины, радиуса изгиба и метода гибки. По сути, коэффициент k смещает нейтральную линию, чтобы обеспечить плоский рисунок, отражающий реальность. Используя его, вы получаете допуск на изгиб, который, по сути, является длиной изогнутой нейтральной оси.
Первую часть данной статьи вы можете найти в нашем блоге по ссылке. Примечание: данная статья является переводом.
Формула коэффициента K:

Формулы припусков на изгиб:

Для изгибов от 90 до 165 градусов формула имеет вид:

Для изгибов более 165° нет необходимости рассчитывать припуски на изгиб, так как нейтральная ось остается практически посередине детали.

Для расчета плоской детали необходимо использовать длину дуги нейтральной оси
Расчет допуска на изгиб:
Допустим, у вас есть деталь, похожая на ту, что на изображении выше — у нее прямая ножка 20 мм и другая 70 мм. Угол изгиба составляет 90°, толщина листа — 5 мм, а внутренний радиус — 6 мм. Мы хотим узнать конечную длину детали. Во-первых, мы должны начать с коэффициента k:

Другой способ определения коэффициента k — следовать «правилу большого пальца». Просто выберите коэффициент k в соответствии с вашим материалом из приведенной ниже таблицы. Это дает достаточно точные результаты для большинства случаев.

Теперь мы можем перейти к припускам на изгиб:

Для получения окончательной длины мы просто прибавляем две длины ног к припуску на подгибку:

Итак, я поговорил с нашим опытным менеджером по продажам, который знает толк в гибке листового металла. Он загорелся и решил воспользоваться возможностью и поделиться своими знаниями о гибке листового металла. Таким образом, он привел список распространенных ошибок и решений, как их избежать.
Минимальная длина фланца:
Существует минимальная длина фланца, как уже говорилось ранее. Для ориентировки смотрите таблицу изгибающих усилий. В зависимости от толщины выбирается ширина штампа. Если вы разработаете слишком короткий фланец, он будет неловко «проваливаться» в щель, и вы не получите желаемого результата.
Боковые стороны с фаской:

Фаска должна заканчиваться перед основанием детали
Если вы хотите сделать фланец с фаской на одном или двух концах, предыдущее правило о минимальной длине фланца остается в силе. Фаски должны оставлять достаточно места для выполнения правильных изгибов, иначе фланец будет выглядеть деформированным, и никто не будет удовлетворен.
Расстояние от отверстия до изгиба:

Близко расположенные отверстия могут деформироваться
Если отверстия расположены слишком близко к изгибу, они могут деформироваться. Круглые отверстия не так проблематичны, как другие типы, но болты все равно могут не пройти. Опять же, смотрите диаграмму изгибающего усилия для минимальных размеров фланца и размещайте отверстия дальше, чем минимальные.
Симметрия:
Чтобы избежать путаницы, прямоугольное отверстие может быть с обеих сторон
Существует большая опасность при изготовлении деталей, которые почти симметричны. Если возможно, делайте их симметричными. Если деталь почти симметрична, оператор гибочного пресса может запутаться. Результат? Ваша деталь будет согнута в неправильном направлении.
Заклепочные гайки:

Заклепочная гайка на пути гибочного инструмента
Если вы используете заклепочные гайки вблизи линии изгиба, известно, что их установка перед изгибом хороша для обеспечения его применимости. После изгиба отверстия могут деформироваться. Тем не менее, убедитесь, что гайки не будут мешать инструментам при гибке.
Маленькие фланцы для больших деталей:

Небольшой изгиб в конце большой детали может привести к трудностям
Лучше отказаться от маленьких фланцев на больших и тяжелых деталях. Это очень усложняет производство, и может потребоваться ручная обработка, которая обойдется дороже, чем простая механическая. В результате, если есть возможность, лучше выбрать альтернативное решение.
Сгибы рядом друг с другом:

Проверьте таблицу изгибающих усилий для минимальной длины фланца
Если вы хотите включить последовательные изгибы, проверьте, выполнимо ли это. Проблема возникает, когда вы не можете установить уже согнутую деталь на штамп. Если изгибы направлены в одну сторону — U-образный изгиб, — то общее правило заключается в том, что промежуточная часть должна быть длиннее фланцев.
Разместите изгибы на одной линии:

Эта часть нуждается в многочисленных корректировках.
Лучше всего проектировать изгибы на одной линии, если у вас есть несколько фланцев подряд. Имея это в виду, вы можете свести количество операций к минимуму. В противном случае оператору необходимо вносить корректировки для каждого отдельного изгиба, а это означает потерю времени и денег.
Линия изгиба параллельна стороне:

Такой вид линий сгиба приводит к неточным результатам
Как говорится в заголовке. Для целей позиционирования должна быть параллельная сторона вашей линии изгиба. Если её нет, выравнивание детали станет настоящей головной болью, и в итоге вы можете получить неудовлетворительный результат.
Рельеф изгиба:

Рельеф изгиба необходим
Для достижения наилучшего результата рекомендуется сделать не просто небольшой разрез лазером, а настоящий вырез по бокам будущего фланца — который должен быть рельефом изгиба. Ширина такого надреза должна превышать толщину материала. Это гарантирует отсутствие разрывов и деформаций при окончательном изгибе. Другой хорошей практикой здесь является включение небольших радиусов в рельефы изгиба, поскольку они также снимают напряжение материала.
Сгибание коробки:

Небольшие зазоры гарантируют выполнение работы
При сгибании коробки необходимо оставлять небольшие зазоры между фланцами. В противном случае последний сгиб может врезаться в существующие, ломая всю конструкцию.
Проверьте плоский шаблон:
Следует помнить о том, что время от времени нужно переключать вид CAD на плоский шаблон. В этом есть много плюсов. Во-первых, если вы увлечетесь фланцами, в итоге может получиться что-то, что не может существовать в плоской схеме. А то, что не может существовать в плоской схеме, не может существовать и в любой другой.
Измерьте макет. Возможно, вы сможете скорректировать конструкцию для оптимальной посадки. Старайтесь не брать лист большего размера, если меньший размер находится в пределах досягаемости. Может быть, вы сможете уместить 2 детали на одном листе, если просто убавите несколько миллиметров? Это отразится на окончательной цене проекта.
Эмпирическое правило для минимального радиуса изгиба:
Будьте проще. Что может быть проще, чем выбрать внутренний радиус (ir), равный толщине материала. Это позволяет избежать последующих проблем, излишних раздумий и глупых ошибок. Уменьшение радиуса ниже этого значения может привести к проблемам. Больший радиус только усложнит некоторые другие расчеты.
Направление изгиба:

Изгиб перпендикулярно прокатке
Не следует проектировать изгибы в том же направлении, в котором производилась прокатка материала. Это особенно важно для алюминия. Конечно, все мы знаем алюминиевые корпуса с 4 сторонами, которые подразумевают гибочные операции, противоположные тем, что мы предлагаем. Тем не менее, лучше избегать этого, если возможно. Результатом могут стать неровные поверхности или даже трещины.
Хотя инженеры-производители заботятся о том, чтобы замечать такие вещи, полезно замечать их самостоятельно. Это помогает учесть расход материала.
Загиб кромок:

Оставляйте внутренний радиус, если это возможно
Если вы хотите укрепить края металлического листа, то загиб кромок — отличный вариант. Тем не менее, здесь применимы некоторые советы. Лучше оставить небольшой радиус внутри загиба. Для полного разрушения радиуса требуется большая мощность и тоннаж. Кроме того, это подвергает материал опасности растрескивания. Оставление радиуса, напротив, снимает эту опасность.
Оцените материал:
Обычные тонкие листы конструкционной стали толщиной 1. 3 мм могут выдержать практически все. После этого необходимо провести исследование. Некоторые материалы гораздо более капризны в обращении с ними. Получение хорошего результата зависит от ваших знаний и от помощи, которую может оказать ваш инженер-технолог.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Источник
