Метрические крепежные детали задаются с шагом резьбы вместо количества витков нитей. Шаг резьбы — это расстояние между ними. Резьба выражается в миллиметрах (измеряется по длине застежки). Например, шаг резьбы 1.5 означает, что расстояние между одной нитью и следующей составляет 1,5 мм. Более мелкие крепежные детали имеют тонкую резьбу, поэтому у них меньший шаг резьбы.
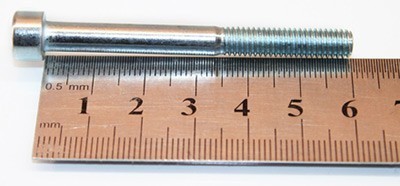
Измерение шага резьбы осуществляют следующим образом: линейкой или штангенциркулем отмеряют на стержне участок нужной величины. Затем подсчитывают на отмеренном участке количество витков. Рекомендуемая длина участка для получения точного замера – 20 мм.
Измерение резьбомером
Точная идентификация резьбы на крепежной детали имеет решающее значение перед выбором и установкой правильных фитингов.
Как измерить резьбу:
- Использовать комбинированный штангенциркуль для измерения диаметра резьбы. Стоит взять во внимание, что резьба использованного фитинга может изнашиваться и искажаться, поэтому расчеты могут быть неточными.
- Применить резьбомер, чтобы определить количество резьб на дюйм. Для метрических соединений вычисляется расстояние между нитями. Для этого нужно поместить прибор на резьбу, пока он не будет плотно прилегать, а далее сопоставить свои измерения с диаграммой резьбы.
- Если порт расположен под углом, определить угол наклона с помощью угломера на уплотнительной поверхности. Осевая линия фитинга и калибра должна быть параллельной.
Используя комбинацию из трех инструментов, идентифицировать соединители легко. Применение штангенциркуля, резьбомера и угломера позволяет производить точные измерения большинства соединений.
Чтобы рассчитать шаг резьбы – расстояние между витками нитей, необходимо измерить линейкой или штангенциркулем резьбовый элемент, и подсчитать количество витков на данном участке. Деление длины на количество витков даёт значение шага резьбы. Значение показателя выражается в миллиметрах.

Расстояние между витками нитей можно измерить штангенциркулем, резьбомером. Менее точные результаты с помощью замера участка стержня линейкой, подсчёта числа витков, и делением показателя длины на количество нитей. Показатель исчисляется в миллиметрах. Шаг резьбы указан в технической документации и в маркировке детали.
Штангенциркуль используется для измерения диаметра наружной внутренней резьбы. При сопоставлении калибровочных измерений с диаграммами резьбы следует иметь в виду, что резьба на соединениях, которые были в эксплуатации, может быть изношена и искажена от использования. Это приводит к неточному сравнению с таблицами резьбы.
Это более точный способ замера шага резьбы. Штангенциркулем измеряют участок определённой длины. Затем подсчитывают количество витков на нём. Значение шага резьбы получают путём деления длины участка на количество витков, и вычитания из полученного результата одного витка.
Для английских, британских и других европейских резьб измеритель шага обладает дюймовой шкалой. Однако для метрических деталей прибор будет определять расстояние между резьбами в миллиметрах.
Угломер используется путем его размещения на уплотнительной поверхности. Осевая линия фитингового конца и калибра должна быть параллельной. На английском языке система размеров резьбы и шаг (количество резьб на дюйм) задаются вместе с типом резьбы.
При использовании резьбомера его нужно выровнять по резьбе и убедиться, что он плотно прилегает к ней. Сопоставить измерение с резьбой, затем вычислить диаметр с помощью штангенциркуля.
Внутренние соединения измеряются путем вставки идентификационной части прибора в разъем на уплотнительной поверхности. Необходимо убедиться, что осевые линии соединения и угломера параллельны. Это позволит определить правильный угол.
Необходимо измерить определённую длину участка стержня штангенциркулем, или приложив к поверхности линейку. Подсчитать количество витков на данном участке. Рекомендуется подсчёт проводить на отрезке длиной 20 мм или 10 мм. Шаг резьбы получают путём деления дины на число витков.
С помощью указанных выше способов можно измерить шаг резьбы любого крепежа. Это можеть быть как гайка с фланцем и контрящим пластиковым вкладышем, так и шайба с внутренним конусом.

Измерение шага резьбы без резьбомера
Для метрических крепежных деталей шаг резьбы используется вместо дюймового показателя TPI. Расстояние также измеряется в миллиметрах.
Расстояние между вершинами резьбового профиля гайки называют шагом резьбы. Для получения точных результатов используют штангенциркуль или резьбомер. Грубый расчёт можно произвести с помощью линейки – измерив длину заданного участка, и подсчитав число витков без учёта первого. Длину отрезка разделите на число витков, и получите шаг резьбы гайки.
Чтобы определить шаг резьбы, применяется штангенциркуль, с помощью которого вычисляется расстояние от вершины одной резьбы до следующей. Для этого используется формула М2 х 4 х 5 мм, где М2 относится к диаметру болта (в миллиметрах), т. е. 4 является шагом резьбы в миллиметрах, что означает, что он равняется 4 мм между каждым пиком резьбы, а 5М — это длина болта.
Шаг резьбы используется для измерения резьбы болта или гайки, чтобы убедиться в возможности их соединения. Если резьба болта и гайки отличается, они либо не захватывают, либо стирают резьбу, что приводит к непригодному соединению.
Мелкие резьбовые крепления имеют более плотную спиральную структуру и обычно менее выражены. Грубое резьбовое соединение имеет более крупные и глубокие резьбы. Это означает, что если резьба слегка повреждена, она все еще может работать. Большинство стандартных метрических крепежных деталей имеют тонкую и грубую резьбу. Идентифицировать каждый из них можно с помощью или шага резьбы.
Для точного определения шага резьбы по диаметру используют штангенциркуль. Результат измерения получают в миллиметрах. Точность замеров до десятых долей миллиметра. Сравнивают с показателями стандартизированной таблицы диаметров, где указано соответствие шага резьбы каждому диаметру.
В США и Великобритании крепежные детали обычно имеют резьбу с показателями от ¼ до 20 дюймов и ¼ до 28 дюймов. Чтобы определить, какая из этих нитей грубая, а какая — тонкая, просто нужно взять число TPI (20 и 28) и сравнить их.
Не стоит забывать, что грубая нить означает, что резьба больше, поэтому меньше будет в состоянии поместиться в пределах дюйма. Поэтому 20 означает, что это грубая нить, а 28 — тонкая нить. TPI и шаг резьбы будут меняться в зависимости от диаметра крепежной детали, поэтому не всегда значение будет равно 20 и 28.
Для метрических крепежных деталей аналогичные параметры будут представлены в виде M8 x 1.25 или M8 x 1. Для шага резьбы расстояние между двумя точками — это второе число, означающее, что чем больше число, тем меньше нитей. Отсюда следует, что M8 x 1.25 — это грубая резьба, а M8 x 1 — тонкая.
Наиболее точный и быстрый способ определения шага резьбы – это с помощью штангенциркуля. Данным инструментом измеряют длину нужного участка, и считают число витков, расположенных на нём. Далее полученный показатель длины делят на количество нитей, и вычитают из результата один виток.

Как определить шаг резьбы по диаметру
Чтобы определить шаг резьбы, можно использовать стандартизированные таблицы. Предварительно требуется вычислить диаметр с помощью штангенциркуля. Полученный результат сравнивается с показателями в таблице, чтобы выявить соответствующий резьбовой шаг.
Таблица шага метрической резьбы:
|
Диаметр в миллиметрах |
Шаг в миллиметрах |
|
|
Крупная резьба |
Мелкая резьба |
|
|
3 |
0.50 |
0.35 |
|
4 |
0.70 |
0.50 |
|
5 |
0.80 |
0.50 |
|
6 |
1.00 |
0.75 |
|
8 |
1.25 |
1.00 |
|
10 |
1.50 |
1.25 |
|
12 |
1.75 |
1.25 |
|
14 |
2.00 |
1.50 |
|
16 |
2.00 |
1.50 |
|
18 |
2.50 |
1.50 |
|
20 |
2.50 |
1.50 |
|
22 |
2.50 |
1.50 |
|
24 |
3.00 |
2.00 |
|
27 |
3.00 |
2.00 |
|
30 |
3.50 |
2.00 |
|
33 |
3.50 |
2.00 |
|
36 |
4.00 |
3.00 |
|
39 |
4.00 |
3.00 |
|
42 |
4.50 |
3.00 |
|
48 |
5.00 |
3.00 |
Измерение резьбы штангенциркулем
Точные измерения шага резьбы можно выполнить с помощью штангенциркуля, резьбомера, угломера. Можно этот показатель определить по диаметру болта, измерив его штангенциркулем, и сопоставив результаты с показателями специальной таблицы шага метрической резьбы.
В первую очередь нужно определить, сужаются ли резьбы. Для этого следует поместить точки штангенциркуля по обе стороны от предмета, который необходимо измерить. Выровнять его снаружи нитей на нижнем конце, вдали от головки. Так определяется ширина.
Шаг резьбы детали крепежа определяют путём деления длины стержня на количество выступающих элементов. Длину измеряют линейкой или штангенциркулем, если хотят получить точный результат. Линейку накладывают к верхним частям резьбовых элементов. Рекомендуемый отрезок для подсчёта витков – 20 мм.
Далее требуется сдвинуть острие так, чтобы оно касалось нитей. Измерение должно появиться на экране, если прибор оснащен дисплеем. В противном случае нужно будет руководствоваться номерами на скользящей части. Затем следует сделать то же самое на резьбовой области рядом с головкой крепежной детали. Если число больше у изголовья, то это коническая нить.
С помощью штангенциркуля также можно измерить диаметр. Если резьба коническая, измеряют на 4-м или 5-м витке вниз от головки, т. е. в середине резьбовой области. Если она не сужается, то можно измерять в любом месте вдоль резьбы. При использовании штангенциркуля можно заметить, что есть несколько мест, где рычаги не сходятся вплотную друг к другу, иногда вдоль края линейки. Не нужно помещать то, что необходимо измерить, в эти промежутки.
Поместить числа следует в стандартное измерение. Как только значение шага получено, можно измерить длину болта или винта из-под головки и поместить все цифры в стандартное измерение. В нем будет диаметр, затем шаг резьбы и длина. Если метрический винт имеет диаметр 4 миллиметра, шаг резьбы 0,4 мм и длину 8 мм, то расчет будет M4 х 0.4 х 8M. Для американского винта это может быть 1/4 дюйма в диаметре, 20 TPI и 1 дюйм длина. Формула будет следующей: 1/4 дюйма х 20 х 1 дюйм.
Шаг резьбы можно определить с помощью линейки. Это не самый достоверный, но доступный способ. Линейкой отмеряют длину нужного участка с резьбой. Затем на этом расстоянии подсчитывают число нитей. Значение шага резьбы вычисляют делением длины участка на количество витков.

Измерение заклепок
Заклепки — это своеобразные крепежные детали, состоящие из двух частей: шляпки и оправки. Шляпка — это короткая сторона, которую нужно измерить для ее длины и диаметра. Оправка — это длинный тонкий конец, который отрывается от заклепки во время процесса установки.
Прежде всего, нужно поместить шляпку в круглые отверстия на специальном калибре заклепки. Отверстия имеют различные диаметры, в которые входят заклепки. Когда они вставлены в отверстие, шляпка должна плотно прилегать.
Если остается зазор, то размер слишком большой для данной заклепки. В обратной ситуации оно слишком мало. Методом подбора нужно определить, какой размер наиболее точно отображает параметры крепежного элемента.
Далее требуется измерить длину заклепки. Для этого нужно приложить шляпку в открытые верхние области. Следует убедиться, что шайба или фланец заклепки хорошо прижаты.

Измерение шплинтов
Разъемные шплинты — это тип механического крепежа, предназначенного для соединения двух компонентов вместе. Они сформированы из полукруглой проволоки, согнутой, чтобы создать петлевую головку, с двумя зубцами, которые можно раздвинуть, чтобы создать фиксирующий механизм и надежно удерживать штифт на месте.
Шплинты предназначены для легкой вставки в предварительно просверленные компоненты и благодаря своей совместимости с клеверными штифтами часто используются в строительстве, морской и сельскохозяйственной промышленности. Штифты очень просты в установке и снятии и предназначены только для одноразового использования. Они предлагают надежное крепежное решение для легких применений, где постоянные крепежные элементы могут быть неприемлемым выбором.
Номинальный диаметр штифта больше, чем фактический. Например, штифт с номинальным диаметром 5 мм будет иметь фактический диаметр 4,4-4,6 мм. Номинальный диаметр совпадает с рекомендуемым размером отверстия.
Пошаговое руководство по измерению шплинта:
- Измерить диаметр отверстия, в которое будет вставлен штифт.
- Определить диаметр двух зубьев шплинта в закрытом положении.
- Выбрать шплинт с диаметром, который близок к отверстию.
- Замерить длину отверстия.
- Найти шплинт с достаточной длиной, чтобы вставить в отверстие, и позволить зубцам быть растопыренными, чтобы держать штифт в безопасности. Номинальная длина шплинта — это длина более короткой ножки, не считая головки.
Если вам нужно приобрести крепеж оптом или крепеж нержавеющий в Москве, то лучший выбор — это магазин «Первый крепеж». У нас вы найдете огромный выбор продукции: от гаек и болтов до полноценных монтажных систем, так же в наличии есть саморезы с прессшайбой со сверлом оптом, цены вас приятно удивят. Для уточнения деталей звоните по телефону 8-800-201-81-96.
Дата публикации: 27.09.2020 08:32
Очень часто на практике возникает необходимость замены старых болтов на новые, для этого необходимо определить размер старого болта. Мы постараемся рассказать, как самостоятельно определить тип и размер резьбы на шпильке. Рассмотрим пример – метрическая резьба М12.

Для определения резьбы Вам нужно найти два значения:
– диаметр резьбы (определяется с помощью штангенциркуля),
– шаг резьбы (определяется с помощью шаблона резьбы).
Для определения резьбы нам понадобятся:
– сама деталь, на которой нам нужно определить резьбу,
– штангенциркуль (аналоговый или цифровой),
– резьбовой шаблон,
– таблицы для определения резьбы.

1. Шаг – необходимо измерить диаметр резьбы.
Измеряем диаметр резьбовой части при помощи штангенциркуля. Измеряем диаметр резьбы, как показано на рисунке ниже. Выполните измерение один раз в верхней части и один раз в нижней части резьбы.


Если диаметр одинаковый в обоих местах, то это цилиндрическая резьба. С другой стороны, если есть большие отклонения, это коническая резьба. Они чаще всего используются при резьбовых трубных соединениях.
В данном случае мы имеем резьбу диаметром от 11,5 мм и 11,6 мм. При таком минимальном отклонении- это цилиндрическая резьба, а не коническая резьба. Эти небольшие отклонения могут возникать из-за износа или загрязнения. Таким образом, мы можем исключить коническую резьбу.
2. Шаг: определение шага резьбы.
Пожалуйста, используйте комбинированный шаблон резьбы для определения шага резьбы, скажем, шаблон резьбы с метрическим и дюймовым трафаретом. В этом примере был именно такой, решающий критерий правильного определения резьбы.

Применение резьбового шаблона:
Сначала мы прикладывали шаблоны дюймовые (угол фланца: 55 градусов), они соответствовали 20 размерам. Но отношение к диаметру не было зафиксировано ни в одной технической таблице. Эти измерения исключили дюймовую резьбу заготовки и заставили нас повторить серию измерений. И действительно, произошла ошибка измерения.
Правильный шаблон резьбы, который подходит гораздо более точно, соответствует метрическому шаблону – шаг резьбы – 1,25 мм (угол фланца: 60 градусов).


3 шаг: поиск значений в таблице сравнения размеров резьб.
После того, как мы собрали все значения резьбы, нам просто нужно их сопоставить.
Имеем следующие значения:
– диаметр резьбы 11,5 мм и 11,6 мм
– шаг резьбы 1,25 мм

Результат определения резьбы:
MF 12 x 1,25
Это метрическая мелкая резьба ISO с номинальным размером 12 и шагом резьбы 1,25 мм.
Затем мы проверяем наши измерения, навинчивая на заготовку набор ручных метчиков, а также плашку MF 12 x 1,25. Кстати, наборы ручных метчиков для метрической мелкой резьбы состоят только из предварительного метчика и чистового.

Дополнительная информация о мелкой резьбе ISO.
Мелкая резьба ISO представляет собой метрическую резьбу с шагом, чем основная резьба ISO. Угол фланца у метрической мелкой резьбе составляет 60 градусов. Так же, как и у метрической резьбы. Наиболее распространенная аббревиатура-M или MF. Чаще всего мелкая резьба обнаруживается только на шаге резьбы.
Из-за меньшего шага резьба выдерживает более высокую нагрузку. Метрическая мелкая резьба используется широко в машиностроении, особенно в автомобильной промышленности, где предъявляются высокие требования к нагрузке резьбы.
Для определения неизвестной резьбы необходимы две характеристики: шаг и внешний диаметр резьбы болта или внутренний диаметр резьбы гайки.
Шаг резьбы — это расстояние между двумя одноименными (т. е. правыми или левыми) точками двух соседних витков, измеренное параллельно оси резьбы. Для дюймовой резьбы размер определяется количеством витков на дюйм. При обозначении параметров болта шаг резьбы не указывается.
Сначала измерьте диаметр резьбы штангенциркулем. Используя приведенную ниже таблицу преобразования, вы можете определить размер в дюймах как размер в метрической системе и преобразовать его. По определению один дюйм равен 25,4 мм. Таким образом, диаметр говорит вам, является ли резьба метрической или дюймовой.
Затем используется шаблон. Пожалуйста, проверяйте отдельные шаблоны резьбы, пока один из шаблонов не будет точно подогнан к резьбе. Затем считайте желаемый шаг, напечатанный на шаблоне резьбы.
Теперь используйте прилагаемый штангенциркуль, который содержит всю информацию об отдельных типах резьбы. Если нет информации для получения достаточно надежного результата, рекомендуем сначала повторить серию измерений, так как может быть погрешность измерения.
Для определения резьбы нужен диаметр и шаг. Определяем диаметр с помощью штангенциркуля. Шаг определяем с помощью шаблона.
Для определения резьбы нужно:
- Заготовка
- Штангенциркуль (аналоговый или цифровой)
- Один шаблон резьбы (метрическая и дюймовая)
- Техническая таблица

Пример №1
1. Шаг: Определяем диаметр резьбы
Диаметр можно определить с помощью цифрового или аналогового штангенциркуля. В нашем практическом примере мы используем цифровой штангенциркуль. Расположите штангенциркуль, как показано на рисунке. Используйте не кончики штангенциркуля, а более широкую часть наконечников штангенциркуля. Цифровой штангенциркуль показывает диаметр на дисплее.

Исходя из нашего опыта, мы измерили диаметр в двух точках. В верхней, а также в нижней части.
Почему в двух местах?
Диаметр должен быть одинаковым на всей резьбе. Если это не так, это коническая резьба. Коническая резьба в основном используется для трубной резьбы.


В нашем примере это именно так. Записываем оба значения. 12,75 мм и 13,34 мм. Подробнее об этом позже.
2. Шаг: Определяем шаг резьбы
Шаг определяем с помощью шаблона. Имеются шаблоны для метрической и дюймовой резьбы. В нашем примере мы используем комбинированный шаблон. Поскольку трубная резьба всегда дюймовая, мы пробуем только ее, пока не получим правильный шаблон.



3. Шаг: Найдите значения в таблице сравнения резьб.
После того, как мы собрали все значения, нам нужно только найти их.
Диаметр был: 12,75 мм и 13,34 мм.
Градиент был: 19 G
В этом случае определение резьбы показало BSPT (британский стандартный конус трубы).
- Номинальный диаметр BSPT (R) ¼”.
- 19 ниток/дюйм
- Диаметр резьбы 13,157 мм
- Номинальный диаметр трубы 8 мм
- Диаметр основного отверстия 11,445 мм

Пример №2
Шаг 1: Определите диаметр резьбы
Как описано в первой части примера №1, измерьте диаметр штангенциркулем. Поместите штангенциркуль на резьбу, как показано на рисунке ниже. Проведите измерение один раз на верхней части и один раз на нижней части заготовки.

Если диаметр одинаков в обеих точках, это параллельная резьба. Если есть большие отклонения, это конусная резьба.
В этом случае у нас есть диаметр резьбы между 11,5 мм и 11,6 мм . Тем не менее, это минимальное отклонение представляет собой параллельную, а не коническую резьбу. Эти небольшие отклонения могут быть вызваны износом или загрязнением. Поэтому мы можем исключить коническую резьбу.
Шаг 2: Определите шаг резьбы
Для определения шага используйте комбинированный шаблон, т. е. шаблон резьбы с метрической и дюймовой резьбой. В данном примере именно это было решающим критерием для правильного определения резьбы.

Отступление:
При опробовании трафаретов был установлен дюймовый трафарет (угол наклона: 55 градусов) с 20 нитками. Но отношение к диаметру не было указано ни в одной технической таблице. Это вызвало у нас подозрения и заставило повторить серию измерений. И действительно, была ошибка измерения.
Правильным шаблоном, который подходит гораздо точнее, является метрический 1,25 мм (угол по бокам: 60 градусов).
Шаг 3: Найдите значения в таблице резьб
На третьем и последнем шаге мы снова собираем все значения и определяем нашу резьбу.
Доступны следующие измеренные значения:
- Диаметр: 11,5 мм – 11,6 мм
- Шаг: 1,25 мм
В первом примере этой серии статей мы ссылались на сравнительную таблицу резьб. В этом случае нам не нужно обращаться к этой таблице, так как это не дюймовая резьба. Вместо этого мы рассмотрим таблицу технических резьб.
Результат определения резбы:
- M12 x 1.25
Это метрическая мелкая резьба ISO с номинальным диаметром 12 и шагом 1,25 мм.
Результат может сначала сбить с толку, но существуют классы допусков с минимальными и максимальными размерами. Эти размеры приведены в некоторых таблицах с точностью до третьего знака после запятой и зависят от классов точности.
Затем мы проверяем наши измеренные значения, навинчивая набор ручных метчиков и плашек MF 12 x 1,25 на заготовку. Кстати: наборы ручных метчиков для метрической мелкой резьбы состоят только из конического метчика и чистового метчика.



Дополнительная информация о тонкой резьбе ISO
Мелкая резьба ISO представляет собой метрическую резьбу с меньшим шагом, чем стандартная резьба ISO. Диаметр шага метрической тонкой резьбы составляет 60 градусов . То же, что и стандартная резьба. Наиболее распространенная аббревиатура — М или ФF . В большинстве случаев тонкую резьбу можно распознать только по ее шагу.
Из-за меньшего шага мелкая резьба имеет более высокую нагрузочную способность. Метрическая мелкая резьба используется, прежде всего, в автомобильной промышленности, где к несущей способности резьбы предъявляются высокие требования. Кроме того, тонкая нить также стала стандартом для резьбы для электронных устройств.
Пошаговая инструкция по определению резьбы:
| Ø | Дюйм Десятичный | BSW | UNC | UNF | UNEF | BSF | сердечник-Ø | конус-Ø | резьба-Ø |
| резьба про 1″ | резьба про 1″ | резьба про 1″ | резьба про 1″ | резьба про 1″ | |||||
| номер 0 | 0,0598 | 80 | 1,2 | 1,49 | 1,52 | ||||
| номер 1 | 0,0728 | 64 | 72 | 1,5 | 1,79 | 1,85 | |||
| номер 2 | 0,0858 | 56 | 64 | 1,8 | 2,1 | 2,18 | |||
| номер 3 | 0,0992 | 48 | 56 | 2,1 | 2,41 | 2,52 | |||
| номер 4 | 0,1122 | 40 | 48 | 2,4 | 2,77 | 2,85 | |||
| номер 5 | 0,1248 | 40 | 44 | 2,6 | 3,09 | 3,17 | |||
| номер 6 | 0,1378 | 32 | 40 | 2,9 | 3,41 | 3,5 | |||
| номер 8 | 0,1638 | 32 | 36 | 3,5 | 4,02 | 4,16 | |||
| номер 10 | 0,1902 | 24 | 32 | 4 | 4,71 | 4,83 | |||
| номер 12 | 0,2161 | 24 | 28 | 32 | 4,6 | 5,37 | 5,49 | ||
| 1/16″ | 0,0625 | 60 | 1,2 | 1,55 | 1587 | ||||
| 3/32″ | 0,0937 | 48 | 1,9 | 2,3 | 2381 | ||||
| 1/8″ | 0,125 | 40 | 2,6 | 3,09 | 3175 | ||||
| 5/32″ | 0,1563 | 32 | 3,2 | 3,88 | 3969 | ||||
| 3/16″ | 0,1875 | 24 | 32 | 3,8 | 4,61 | 4762 | |||
| 7/32″ | 0,2187 | 24 | 28 | 4,6 | 5,43 | 5556 | |||
| 1/4″ | 0,25 | 20 | 20 | 28 | 32 | 26 | 5,1 | 6,17 | 6,35 |
| 5/16″ | 0,3125 | 18 | 18 | 24 | 32 | 22 | 6,5 | 7,76 | 7938 |
| 3/8″ | 0,375 | 16 | 16 | 24 | 32 | 20 | 7,9 | 9,3 | 9 525 |
| 7/16″ | 0,4375 | 14 | 14 | 20 | 28 | 18 | 9,3 | 10,9 | 11 113 |
| 1/2″ | 0,5 | 12 | 13 | 20 | 28 | 16 | 10,5 | 12,44 | 12,7 |
| 9/16″ | 0,5625 | 12 | 18 | 24 | 16 | 12,3 | 13,9 | 14 288 | |
| 5/8″ | 0,625 | 11 | 11 | 18 | 24 | 14 | 13,5 | 14,82 | 15 876 |
| 11/16″ | 0,6875 | 24 | 14 | 16,5 | 17,05 | 17 463 | |||
| 3/4″ | 0,75 | 10 | 10 | 16 | 20 | 12 | 16,5 | 18,76 | 19 051 |
| 13/16″ | 0,8125 | 20 | 12 | 19,5 | 20,33 | 20 638 | |||
| 7/8″ | 0,875 | 9 | 9 | 14 | 20 | 11 | 19,5 | 21,9 | 22 226 |
| 15/16″ | 0,9375 | 20 | 11 | 22,5 | 23,49 | 23 813 | |||
| 1″ | 1 | 8 | 8 | 12 | 20 | 10 | 22 | 25,08 | 25,4 |
| 1 1/16″ | 1,0625 | 18 | 25,5 | 26,63 | 26 988 | ||||
| 1 1/8″ | 1125 | 7 | 7 | 12 | 18 | 9 | 25 | 28,11 | 28 576 |
| 1 3/16″ | 1,1875 | 18 | 28,7 | 29,75 | 30 163 | ||||
| 1 1/4″ | 1,25 | 7 | 7 | 12 | 18 | 9 | 28 | 31,35 | 31 751 |
| 1 5/16″ | 1,3125 | 18 | 32 | 32,9 | 33 338 | ||||
| 1 3/8″ | 1375 | 6 | 6 | 12 | 18 | 8 | 30,5 | 34,49 | 34 926 |
| 1 7/16″ | 1,4375 | 18 | 35 | 36,2 | 36 512 | ||||
| 1 1/2″ | 1,5 | 6 | 6 | 12 | 18 | 8 | 33,5 | 37,67 | 38 101 |
| 1 5/8″ | 1625 | 5 | 5 | 18 | 8 | 35,5 | 41 | 41 277 | |
| 1 3/4″ | 1,75 | 5 | 5 | 18 | 7 | 39 | 44 | 44 452 | |
| 1 7/8″ | 1875 | 4,5 | 4,5 | 18 | 41,5 | 47,22 | 47 627 | ||
| 2 „ | 2 | 4,5 | 4,5 | 18 | 7 | 44,5 | 50,3 | 50,8 | |
| 2 1/4″ | 2,25 | 4 | 4,5 | 50,8 | 56,75 | 57 152 | |||
| 2 1/2″ | 2,5 | 4 | 4 | 57,15 | 63,05 | 63 502 | |||
| 2 3/4″ | 2,75 | 3,5 | 4 | 62 | 69,25 | 69 853 | |||
| 3″ | 3 | 3,5 | 4 | 68,95 | 75,75 | 76 203 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Copyright © 2000-2023 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



 Соединительная арматура для труб и шлангов
Соединительная арматура для труб и шлангов Комплектующие для гидросистем
Комплектующие для гидросистем Пневматика и пневмосистемы
Пневматика и пневмосистемы Резьбовое молочное соединение DIN11851
Резьбовое молочное соединение DIN11851
 Как измерить наружную резьбу фитинга
Как измерить наружную резьбу фитинга


 Фитинги BSP нормы ISO 228-1 ISO 8434-6 BS 5200
Фитинги BSP нормы ISO 228-1 ISO 8434-6 BS 5200
 Фитинги DKOL DKOS DIN 20066/3865 метрические
Фитинги DKOL DKOS DIN 20066/3865 метрические Фитинги DK метрические стандарты РФ СССР СНГ
Фитинги DK метрические стандарты РФ СССР СНГ 
 JIC Фитинги с дюймовой резьбой UNF и конусом уплотнения 74 градуса
JIC Фитинги с дюймовой резьбой UNF и конусом уплотнения 74 градуса
 Фитинги ORFS с дюймовые уплотнение по торцу
Фитинги ORFS с дюймовые уплотнение по торцу
 Фитинг для РВД NPTF(Ш) штуцер с наружной NPTF резьбой
Фитинг для РВД NPTF(Ш) штуцер с наружной NPTF резьбой
Итак, у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
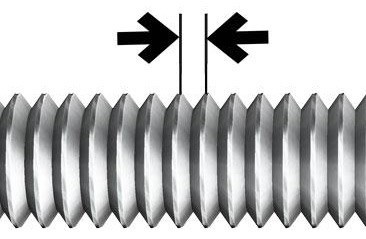
Шаг резьбы – расстояние между витками
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Определения шага резьбы болта:
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
| Количество витков на 2 см | Шаг резьбы, мм |
| 9 | 2,5 |
| 11 | 2,0 |
| 12 | 1,75 |
| 14 | 1,5 |
| 17 | 1,25 |
| 21 | 1,0 |
| 26 | 0,8 |
| 29 | 0,7 |
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
Например:
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента.
Шаг резьбы находится в тесной связи с диаметром болтового соединения. Данные о соответствии этих двух параметров сведены в таблицу. Измеряем наружный диаметр болта, в нашем примере получаем 10 мм. Из таблицы видим, что болт М10 может иметь шаг резьбы: 1.5 (основной), 1.25 (мелкий), 1.0 (мелкий) или 0.75 (супермелкий). Полученное расчетным путем число должно точно (или почти точно) совпадать со справочным значением. В нашем случае – метрическая резьба второго ряда с мелким шагом 1.25 мм. Условное обозначение болта: М10х1.25.
Определение шага резьбы гайки:

Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2.0 мм (основной). Условное обозначение гайки: М14х2.0.
Кроме метрических болтовых соединений в современном техническом мире широко распространен дюймовый крепеж. О том, как определить шаг дюймового болта читайте в следующей статье.
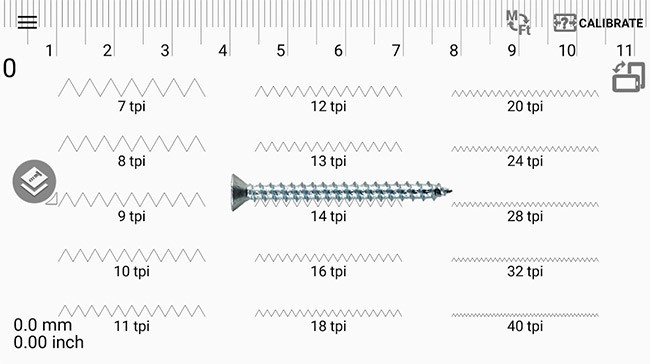
Экранный резьбомер для Android
Даже обычный смартфон сможет в быту заменить резьбомер. Для этого необходимо скачать Android приложение «Измеритель шага резьбы. Резьбомер» от разработчиков инструментария Smart Tools. Просто прикладываете к экрану винт, ищете точное совпадение витков и узнаете шаг. В мобильном приложении доступны различные виды резьбы: метрического, дюймового и трубного стандартов.
Экранный резьбомер для Android
Обновлено: 10.05.2023 10:16:19
Поставить оценку
Нажмите, чтобы поставить
оценку
