Определение размера крепежного изделия часто вызывает сложности. Без необходимых знаний и навыков потребуется много времени, чтобы выбрать подходящий метиз. На первый взгляд достаточно найти показатели толщины, длины и диаметра изделия. Но даже при выборе простых болтов и гаек возникают различные вопросы.
Главными параметрами, с помощью которых определяется вид и размер крепежного элемента, считаются длина, толщина и диаметр (в некоторых случаях высота).
Диаметр изделия обозначается буквой “D”, допускается написание как заглавной, так и маленькой (от сокращенного “diameter”). Соответственно, длина — это “lenght”, поэтому для обозначения используется буква “L”. Для толщины применяется понятие “stoutness” — “S”. Если понадобилось указать высоту, то указывается буква “H”, что означает “high”.
Перейдем к некоторым особенностям, которые встречаются при измерении основных видов метизов.
Определение размеров болта
Если болты имеют метрическую резьбу на стержне, то в прилагающейся документации используется формат MDxPxL. Обозначение расшифровывается следующим образом:
- M — указание метрической резьбы;
- D — показатель диаметра изделия;
- P — данные о шаге резьбы (виды отличаются, встречается мелкий, крупный, особо мелкий), при особо крупном значение не добавляется;
- L — показатель длины метиза.
Все перечисленные параметры указываются в миллиметрах.
Для того, чтобы узнать тип и размеры какого-либо болта, потребуется определить его вид. Рекомендуется руководствоваться отечественными стандартами ГОСТ или европейским ISO. Также допускается применение немецкого DIN. После того, как тип будет известен, можно определять размеры.
Диаметр крепежного элемента определяется с помощью различных инструментов — штангенциркуль, шаблонная линейка, а также микрометр. При этом точность измерений контролируется калибрами типа “ПР-НЕ”. Название приспособления расшифровывается как “проход-непроход”. Первая часть при накручивании на болт не требует прикладывания усилий, вторую деталь невозможно закрутить совсем.
Для измерения показателя длины также применяется линейка или штангенциркуль. Если потребовалось узнать шаг резьбы, то для крепежного элемента используется специальный инструмент шагомер. При отсутствии нужного приспособления допускается замер расстояния между парой витков с применением штангенциркуля.
Инструмент подойдет и предоставит точные показатели только в том случае, если измеряется крупный диаметр резьбы. Более правильные параметры получаются в результате проверки нескольких витков вместо двух. Полученный результат необходимо разделить на количество витков, используемых для измерения.
Если число, полученное в результате проверки, совпадает с каким-либо значением резьбового ряда, то это является справочным значением и искомый шаг присутствует. Если измерение не принесло необходимого результата, то вероятно перед вами дюймовый тип резьбы. В таком случае потребуется дополнительное уточнение для точного определения шага.
Болты имеют определенные разновидности, которые определяются геометрической формой метиза. Поэтому методы измерения для каждой группы отличается. Различают 2 варианта:
- с выступающей формой головки;
- потайной вид головки.
Для определения длины крепежных элементов с выступающей головкой не требуется задействовать саму головку.
- метизы с шестигранной головкой, соответствующие нормативам ГОСТ 7805-70, 7798-70, 15589-70, 10602-94;
- варианты с уменьшенными размерами головки и шестью гранями, изготовленные по стандартам ГОСТ 7808-70, 7796-70, 15591-70;
- крепежные элементы с высокой прочностью ГОСТ 22353-77;
- высокопрочные метизы с шестью гранями и увеличенным размером под ключ ГОСТ Р 52644-2006;
- болты, которые имеют шестигранную головку, а также дополнены направляющим подголовком ГОСТ 7811-70, 7795-70, 15590-70;
- головка метиза уменьшена, имеет 6 граней и применяется для монтажа в отверстия из-под развертки ГОСТ 7817-80;
- головка является увеличенной, также предусмотрен ус ГОСТ 7801-81;
- рым-болт, соответствующий отечественному стандарту ГОСТ 4751-73;
- варианты с полукруглой головкой увеличенных размеров, а также оснащенные квадратным подголовком ГОСТ 7802-81.
Если перед вами болт с потайной головкой, то потребуется измерять длину с учетом ее размеров:
- шинные метизы ГОСТ 7787-81;
- с потайной головкой, оснащенные усом и соответствующие нормативам ГОСТ 7785-81;
- стандартный вариант с квадратным подголовком и потайной разновидностью головки ГОСТ 7786-81.
Для определения вида болта и соответствующего ему стандарта применяется размер головки. Например, “под ключ” для головок с шестью гранями, если болт оснащен цилиндрической головкой, то используется диаметр.
Как правильно определить размер дюймового болта
Если рассматривать различную документацию для дюймовых болтов, то встречается аббревиатура для обозначения конструкции в виде D”-NQQQxL. Расшифровывается она следующим образом:
- D” — показатель диаметра резьбы, которая может быть указана как целое число, а также в формате дроби или номера, если метиз представлен с малым диаметром;
- N — обозначение, сколько витков находится на одном дюйме;
- QQQ — встречаются как 3, так и 4 буквы, которые означают дюймовую резьбу;
- L — показатель длины крепежного элемента, также измеряется в дюймах.
Если вам потребовалось узнать резьбовой диаметр для дюймового болта, то необходимо полученные показатели разделить на 25,4 мм. Значение в результате соответствует дюймовому. Затем цифры сопоставляются с подходящим в таблице UNC.
Для точного определения шага резьбы метиза нужно посчитать число витков, расположенных на дюйме крепежного элемента. Облегчить задачу можно с помощью дюймового резьбомера.
Показатели длины по методу измерения практически не отличаются от метрического варианта. Единственная разница в том, что полученный результат обязательно делится на 25,4 мм. Число также сравнивается, как резьбовой диаметр, с данными в таблице.
Как узнать размер винта
Винт с метрической резьбой, как и соответствующие болты, имеет аббревиатуру MDxPxL. Расшифровка тоже не отличается от стандартной:
- M — обозначается показатель метрической резьбы;
- D — показатель диаметра метиза;
- P — обозначение резьбы;
- L — данные о длине крепежного элемента.
Прежде чем начать измерения, определите, к какому стандарту относится винт, а также ознакомьтесь с разновидностью метиза. Диаметр резьбы конструкции получается соответственно методу, который применяется для измерения болтов.

Всего насчитывается 4 группы крепежных элементов:
- которые имеют выступающую головку;
- полупотайные;
- потайные;
- головка у винта отсутствует.
Для каждого варианта используются соответствующие отечественные стандарты:
- метизы, которые имеют головку в форме цилиндра и внутренний шестигранник, изготавливаются по ГОСТ 11738-84;
- для крепежных изделий, оснащенных полукруглой головкой, применим ГОСТ 17473-80;
- варианты с полупотайным типом головки соответствуют ГОСТ 17474-80;
- если перед вами винт, оснащенный потайной головкой, то для него используется ГОСТ 17475-80;
- установочная разновидность, которая отличается от других наличием прямого шлица, регулируется несколькими стандартами — ГОСТ 1476-93, 1477-93, 1478-93, 1479-93;
- метизы, относящиеся к категории установочных, для которых применяется шестигранник, соответствуют ГОСТ 8878-93, 11074-93, 11075-93;
- менее распространенные метизы с квадратным типом головки производят по стандартам ГОСТ 1482-84, 1485-84.
Технология измерения размеров шпилек
Шпильки, как и другие метизы, отличаются наличием метрической резьбы, поэтому имеют соответствующую аббревиатуру MDxPxL. Расшифровка тоже не отличается от предыдущих крепежных элементов:
- M — буквой обозначается метрическая резьба метиза;
- D — применяется для указания диаметра;
- P — разновидность шага, показатель в миллиметрах;
- L — данные о длине рабочей части конструкции.
Вид измерения выбирается в соответствии с подходящим нормативом ГОСТ, а также типом шпильки. Всего существует 2 больших группы для определения принадлежности метиза:
- конструкции, которые используются для монтажа в гладкие отверстия;
- крепежные элементы с концом, который завинчивается в отверстие.
В первом случае рабочая часть представлена по всей длине метиза, во втором случае используется только хвостовик, при этом конец для закручивания не учитывается.

Шпильки, как и другие метизы, производят по стандартам:
- метизы с резьбой DIN 975;
- размерный вариант, соответствующий DIN 976-1;
- конструкции, предназначенные для установки в гладкие участки, регулируются ГОСТ 22042-76, 22043-76;
- метизы для создания фланцевого прочного соединения ГОСТ 9066-75.
Также есть другие варианты, которые отличаются закручиваемым концом и показателем длины. Для них применяются прочие нормативы ГОСТ.
Как узнать размер заклепки
Полнотелые заклепки, оснащенные замыкающей головкой и устанавливающиеся с помощью молотка представлены в документах в виде аббревиатуры DxL. Расшифровка следующая:
- D — показатель диаметра тела;
- L — показатель длины.
В зависимости от используемых нормативов ГОСТ и конструкции полнотелой заклепки, возможна разница между способами определения длины метиза, поэтому предусмотрено 3 отдельных группы по видам:
- с выступающей головкой;
- крепежный элемент с потайной головкой;
- вариант с полупотайной головкой.
При изготовлении применяются разные ГОСТы:
- для метизов с головкой в форме цилиндра ГОСТ 10303-80;
- варианты с потайной головкой производятся согласно ГОСТ 10300-80;
- метизы с полукруглой формой головки ГОСТ 10299-80;
- полупотайной вариант ГОСТ 10301-80.
Также встречаются отрывные заклепки, монтаж которых производится за счет пистолета. Метизы в этом случае тоже обозначаются, как и предыдущие.
Если рассматривать стандарты производства, то можно выделить следующие:
- отрывные крепежные элементы с цилиндрической формой головки DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582;
- вариант, оснащенный потайным вариантом головки DIN 7337, ISO 15978, ISO 15980, ISO 15984.
Способы для измерения размера шплинта
Предусмотрено три варианта шплинтов, при этом для каждого применяется свой метод измерения.
У разводных шплинтов в число размеров входит условный диаметр. Значение параметра определяется показателем диаметра отверстия, предназначенного для монтажа. Примечательно, что реальный диаметр крепежного элемента имеет меньшие размеры, чем условный. Возможная разница между ними указана в ГОСТ 397-79.

Для нахождения длины разводного шплинта существует специальный способ. Метиз отличается коротким и длинным концом, поэтому требуется измерить участок от изгиба ушка крепежного элемента до окончания с короткой стороны.
Игольчатый вариант шплинтов характеризуется фиксированной длиной, регулируемой нормативом DIN 11024. Чтобы узнать размер метиза, требуется проверить показатели диаметра шплинта.
Быстросъемные метизы, оснащенные кольцом, тоже отличаются фиксированной длиной. Для конструкций применяется DIN 11024. Чтобы узнать размер крепежного элемента, воспользуйтесь полученными показателями диаметра.
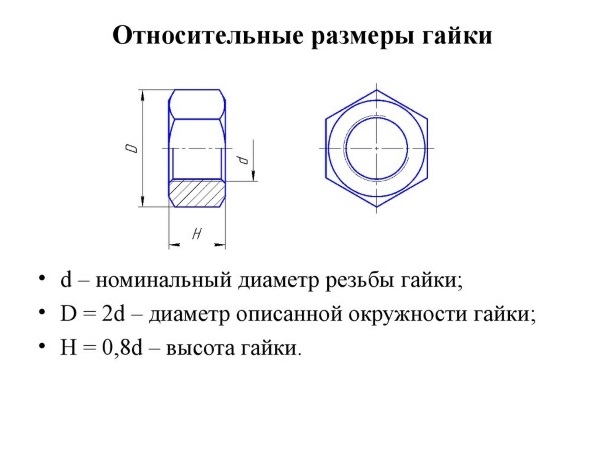
Как измерять гайку
Большинство гаек имеют метрическую резьбу. Для измерения показателя диаметра резьбы потребуется чуть больше действий, чем в остальных случаях. По возможности рекомендуется проверять размер не самой гайки, а болта или винта, используемого для нее. Так можно добиться более точного результата.
Значение, которое получилось после измерения внутренней резьбы, является показателем внутреннего диаметра dвн.
Для того, чтобы точно определить диаметр метрической резьбы метиза, потребуется узнать соответствие dвн наружному диаметру используемого болта. Это производится с помощью специальной таблицы.
Точность контролируется за счет применения определенных калибров “проход-непроход”. Одна часть должна хорошо соединяться с гайкой, вторая часть наоборот, не должна.
Гайки отличаются по своему виду, и его легко определить при детальном осмотре. Чтобы узнать стандарт крепежного элемента, может потребоваться измерение высоты метиза, поскольку встречаются высокие, низкие, особо высокие и другие варианты.
Также для классификации шестигранных гаек используются габариты “под ключ”. Это объясняется тем, что метизы также различаются своими видами.
Для точного измерения шага резьбы допускается применение способа, рассматриваемого в случае с болтом. Понадобится резьбомер или придется посчитать количество витков на необходимом промежутке.
Определение размеров дюймовых гаек
Чтобы проверить размеры резьбы дюймовой гайки, необходимо рассмотреть резьбу болта или другого метиза, используемого с ней. Если подходящего нет под рукой, но есть информация о наличии дюймовой резьбы, то воспользуйтесь соответствующим резьбомером. При этом не забывайте разделять полученное значение на 25,4 мм.
Определение размеров шайбы
Для шайб используется короткое обозначение в виде D, что расшифровывается как диаметр метрической резьбы метиза, который применяется для крепежного элемента.

Чтобы точно измерять показатели, подойдет линейка или штангенциркуль. В результате получается значение, которое немного превышает показатель в обозначении. Это объясняется тем, что при монтаже требуется свободный ход, для чего выполняется небольшой зазор.
Человеку, который ничего не знает о метизном ряде, будет сложно разобраться в определении их разновидностей. Особенно если нет должного опыта в замере правильных размеров крепежных элементов. Если начать с простого, то для базового понимания необходимы замеры толщины, длины и диаметра. Однако сталкиваясь с обычными на первый взгляд болтами и гайками многие не знают, как правильно определить размер.
Параметры, по которым можно узнать базовую информацию об изделии – это длина, толщина, диаметр, а также может быть высота.
Чертежными обозначениями принято писать первую букву названия отдельного параметра. Она может быть, как большим шрифтом, так и малым. Получаем следующее:
- «D» от слова «diameter» и соответствует диаметру;
- «L» от слова «lenght» что означает длину;
- «S» от слова «stoutness» определяет толщину;
- «H» от слова «high» по возможности измеряется высота.
Во время измерения того или иного метиза существуют тонкости, которых следует придерживаться, чтоб определить правильный размер.
Правильное измерение болта
Если измеряемый болт с метрическим видом резьбы, тогда в информации о нем делают обозначение MDxPxL.
Данная аббревиатура обозначает следующее:
- M — изделие с метрической резьбой;
- D — значение диаметра метиза;
- P — информация касательно шага резьбы. Может встречаться мелкий, крупный и особо мелкий. Если шаг крупный, то значение не пишут;
- L — длинна изделия.
Показания, которые были замерены, записываются в миллиметрах.
Чтоб безошибочно определить размер болтов и их тип, необходимо разобраться с их разновидностями. Для этого существуют жесткие нормы ГОСТ из советского времени, а по европейским меркам ISO. Могут быть немецкие стандарты с пометкой DIN. Только когда известен тип можно приступать к замерам.
Для проведения замеров необходимы специальные инструменты. Ими могут быть штангенциркуль, микрометр или шаблонная линейка. Для контроля резьбы измерений необходимо пользоваться калибрами «ПР-НЕ». Дословная расшифровка читается как «проходная-непроходная». Где ПР навинчивается без усилий, тогда как НЕ не навинчивается вообще.
Длину измерять лучше линейкой или более точным инструментом — штангенциркулем. Каждый резьбовой метиз имеет свой определённый шаг резьбы. А чтоб его узнать есть инструмент, называемый шагомером. Если такого инструмента нет под рукой, то можно произвести межвитковой замер штангенциркулем.
Такой метод измерения точнее определит шаг, если метиз будет крупного размера. Увы на мелких элементах возможны погрешности в правильности измерений. Чтоб этого не было следует делать замер нескольких витков. К примеру, если отмерять 10 витков и результат поделить на 10 получится необходимый шаг.
Когда метиз перемерен, то соответствующее значение можно отследить в специальной таблице. В случае, когда такого значения нет, возможно вы держите метиз с дюймовым шагом. Данному ряду также соответствует своя таблица. И для правильного определения размера следует прибегнуть к ней.
Болт сам по себе не так прост, как может показаться. Сфера применения болтов необычайно широка, что говорит о разнообразии геометрических форм и размеров для различных задач. Головка болта может быть следующих разновидностей:
- Головка выступает над поверхностью;
- Головка спрятана в материал заподлицо.
Когда производится замер длины метиза с выступающей головкой, она в расчет не берется. Следующие нормы ГОСТ помогут определить вид метиза по его головке:
- Метиз с выступающей головкой шестигранного вида — ГОСТ 7805-70, 7798-70, 15589-70, 10602-94;
- Для некоторых случаев крепление предусматривает уменьшенные шестигранные головки по стандартам ГОСТ 7808-70, 7796-70, 15591-70;
- Если на деталь будет воздействовать нагрузка любого типа, то необходимо применять метизы с высокой прочностью по ГОСТ 22353-77;
- Для скрепления крупных деталей применяют метизы с шестью гранями увеличенного размера ГОСТ Р 52644-2006;
- Болт с шестигранной головкой, который имеет винтовое направление ГОСТ 7811-70, 7795-70, 15590-70;
- Если необходима точность, то применяется уменьшенная головка болта для крепления в отверстиях после прохода развертки ГОСТ 7817-80;
- Для болтов с увеличенной головкой существует ГОСТ 7801-81;
- Для подъемаили крепления деталей в подвешенном состоянии используют рым-болт с петлей отечественного стандарта ГОСТ 4751-73;
- Применяются также головки в виде полукруга больших размеров с квадратным подголовком ГОСТ 7802-81.
Болт для крепежа под потайной заход измеряется вместе с резьбовой частью по следующим стандартам:
- Метизы для шин ГОСТ 7787-81;
- Головка под потайной заход с усом по стандарту ГОСТ 7785-81;
- Подголовок квадратный, а внутренняя часть под потайной заход может быть разной по ГОСТ 7786-81.
Чтоб узнать, какого стандарта болт, необходимо знать, какие могут быть разновидности головок. В случае если головка имеет шесть граней, можно воспользоваться ключом. Бывают виды, когда головка цилиндрической формы для потайных мест, тогда градация определяется по диаметру.
Определение болта с дюймовой градацией
В ходе ознакомления с документами и стандартами может попадаться сокращенное обозначение D”-NQQQxL, которое имеет следующие значения:
- D” – обозначает диаметр и может быть представлено в виде целого числа. В случае различных размеров могут применяться дроби и номера в случае с небольшим размером;
- N — обозначение количества витков в одном дюйме;
- QQQ — это прямое обозначение дюймовой резьбы, также может встречаться и с четырьмя буквами;
- L — определяет длину, измеряемую в дюймах.
Когда возникла необходимость узнать диаметр резьбы на дюймовом болте, тогда полученные измерения необходимо разделить на 25,4 мм. В итоге получится дюймовое значение, которое необходимо будет найти в подходящей таблице UNC.
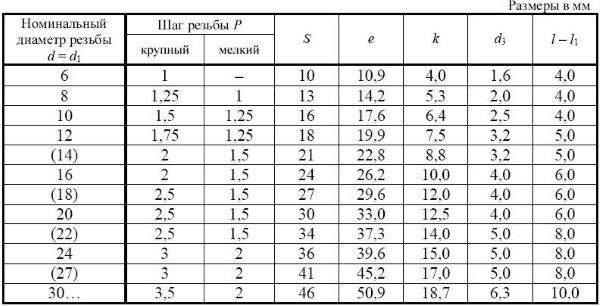
| Номинальный диаметр резьбы d=d1 | Шаг резьбы P | S | e | k | d3 | l-l1 | |
| крупный | мелкий | ||||||
| 6 | 1 | 10 | 10,9 | 4,0 | 1,6 | 4,0 | |
| 8 | 1,25 | 1 | 13 | 14,2 | 5,3 | 2,0 | 4,0 |
| 10 | 1,5 | 1,25 | 16 | 17,6 | 6,4 | 2,5 | 4,0 |
| 12 | 1,75 | 1,25 | 18 | 19,9 | 7,5 | 3,2 | 5,0 |
| (14) | 2 | 1,5 | 21 | 22,8 | 8,8 | 3,2 | 5,0 |
| 16 | 2 | 1,5 | 24 | 26,2 | 10,0 | 4,0 | 6,0 |
| (18) | 2,5 | 1,5 | 27 | 29,6 | 12,0 | 4,0 | 6,0 |
| 20 | 2,5 | 1,5 | 30 | 33,0 | 12,5 | 4,0 | 6,0 |
| (22) | 2,5 | 1,5 | 34 | 37,3 | 14,0 | 5,0 | 8,0 |
| 24 | 3 | 2 | 36 | 39,6 | 15,0 | 5,0 | 8,0 |
| (27) | 3 | 2 | 41 | 45,2 | 17,0 | 5,0 | 8,0 |
| 30… | 3,5 | 2 | 46 | 50,9 | 18,7 | 6,3 | 10,0 |
Шаг резьбы измеряется тем же образом, как и метрические болты. Но в данном случае измеряются витки на дюймовом расстоянии. Упростить задачу можно при наличии резьбомера с дюймовыми значениями.
Длинна изделия та же, но исчисляется в другой форме. Главное не забывать, что для правильного вычисления размера замер необходимо делить на 25,4 мм. Ориентируясь по таблице можно с легкостью найти подходящее значение.
Винт и все о его размерах
Подобно болтам винт имеет метрическую резьбу и обозначается следующей аббревиатурой MDxPxL. Разъяснение похожее, как и для стандартной резьбы:
- M — означает что резьба метрическая;
- D — показывает диаметр изделия;
- P — тип резьбы;
- L — общая длинна метиза.
Замеры следует производить только после выяснения точного ГОСТ, к которому принадлежит изделие. Учтите, что могут быть несколько разновидностей изделия. Для определения диаметра резьбы стоит воспользоваться штангенциркулем, чтоб получить точное значение.
Все крепежные винты имеют 4 разные группы:
- С выступающей верхней головкой;
- С наполовину углубленной головкой;
- Головка углублена целиком;
- Головка на винте отсутствует.
Согласно уже имеющимся советским стандартам определяется подходящий вариант крепежа:
- Крепежный элемент с цилиндрической верхней головкой под внутренний шестигранный ключ соответствует ГОСТ 11738-84;
- Если изделия выполнены в виде полукруглого элемента, к ним применяется ГОСТ 17473-80;
- Когда головка скрывается наполовину в материале — это ГОСТ 17474-80;
- В случае, когда крепёжная головка скрывается полностью — это ГОСТ 17475-80;
- Если метиз оборудован прямым шлицом, ему соответствуют несколько стандартов ГОСТ 1476-93, 1477-93, 1478-93, 1479-93;
- Если в метизе присутствует шестигранник, то крепеж соответствует ГОСТ 8878-93, 11074-93, 11075-93;
- Редко пользующиеся спросом крепежи с квадратной головкой делают по следующим стандартам ГОСТ 1482-84, 1485-84.
Как правильно определить размер шпильки
Основная резьба, применяемая на шпильках, это метрическая. Ей соответствует следующее обозначение в виде MDxPxL. Нового здесь ничего нет, замеры такие же, как и в предыдущих вариантах:
M — метиз с метрической резьбой;
D — диаметр изделия;
P — шаг, измеряемый в миллиметрах;
L — длинна части которая будет задействована в работе.
Беря за ориентир соответствующий стандарт ГОСТ, производятся измерения согласно типу шпильки. Чтоб разобраться, с какой целью будет использоваться метиз, их делят на 2 группы:
- Конструкция метиза, который будет ввинчиваться в гладкие отверстия;
- Конец с элементом для крепежа для вкручивания в отверстие.
Первый тип использует для крепления всю резьбу по длине. Тогда как на втором варианте резьба нарезана только в конце.
Производство шпилек соответствует следующим стандартам:
- Резьбовые шпильки DIN 975;
- Размерный вариант DIN 976-1;
- Используются при ввинчивании на гладких участках ГОСТ 22042-76, 22043-76;
- Если необходимо скрепить фланцы, тогда стоит использовать метизы следующего стандарта — ГОСТ 9066-75.
Могут попадаться и прочие разновидности, на которые распространяются отдельные нормативы стандартов ГОСТ.
Определение размера заклепки
Заклепка представляет собой полнотелый метиз, с головкой который монтируется на изделие при помощи молотка. По документальной составляющей имеет следующее обозначение DxL. Обозначение говорит о следующем:
D — диаметр заклепочного тела;
L — общая длинна заклепки.
Когда осуществляется замер, можно ошибиться, так как нормативы ГОСТ используют несколько групп из-за различий в длине:
- Головка, выступающая над плоскостью;
- Метиз с потайным креплением;
- Возможность неполного потайного крепления.
Во время производства производители придерживаются следующих стандартов:
- Если головка метиза цилиндрической формы — ГОСТ 10303-80;
- Производство крепежа с потайной головкой по ГОСТ 10300-80;
- Вариант, когда головка полукруглого сечения — ГОСТ 10299-80;
- Когда головка метиза скрывается не полностью — ГОСТ 10301-80.
Можно использовать заклепки отрывного типа. Их принцип заключается в вытаскивании стержня, который уплотняет заклепку между двумя материалами.
У данных метизов отдельные стандарты производства:
- Заклепки отрывные с цилиндрической головкой по стандарту DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582;
- Заклепка с выпуклостью и потайным креплением соответствует DIN 7337, ISO 15978, ISO 15980, ISO 15984.
Размерные разновидности шплинтов
Шплинтов существует три варианта, и измеряются все они по-разному.
Разводные шплинты характеризуются дополнительным значением размера условного диаметра. Этот относительный диаметр касается отверстия под монтаж шплинта. Условный диаметр всегда будет больше, чем реальный. Разница в диаметрах отображена в ГОСТ 397-79.
Чтоб определится какой длины шплинт, следует сделать следующее. Все разводные шплинты оканчиваются длинным и коротким концом. Так вот правильная длинна метиза — от изгиба головки до конца короткого края.
В случае с игольчатым шплинтом здесь размер фиксирован и контролируется по нормативу DIN 11024. Размер метиза определяется по его диаметру.
Шплинты быстросъёмны, имеют кольцо, и длинна у них всегда фиксированная. В большинстве случаев применяются изделия по нормативу DIN 11024. Размер шплинта определяется по значению его диаметра.
Произведение замеров гайки
Основная часть гаек с метрической резьбой. Чтоб понять с каким диаметром предстоит иметь дело, необходимо будет произвести дополнительные замеры. Правильное значение всегда дает винт или болт от гайки. Такие измерения будут считаться наиболее точными.
Когда выполнен замер резьбы внутри гайки, мы получаем внутренний диаметр d вн.
Для более точного определения результата метрической резьбы необходимо знать соответствие d вн диаметру такого же болта. Для простоты подсчетов используйте таблицу.
Если применять калибры, можно точно определить необходимую резьбу. Методика калибра «проходная-непроходная» основана на свободном соединении одного края и отсутствию соединения другого края.
Вид гаек так же отличается, даже невооруженным взглядом можно заметить разницу. Для определения стандарта метиза необходимо измерять высоту. Так как есть несколько разновидностей высоких, низких, сверх высоких и прочих гаек метизного ряда.
Гайка так же, как и болт использует габариты «под ключ». В данном случае есть различие между метизами.
Точный размер шага резьбы можно замерять, воспользовавшись методом замера шага резьбы на болте. Для замеров необходим будет инструмент резьбомер или если его нет, то необходимо сосчитать количество витков на промежутке метиза.
Замер гайки с дюймовым размером
Для определения правильности резьбы на гайке с дюймовой резьбой, сперва необходимо взять соответствующий болт. Бывают случаи, когда под рукой нет болта, но есть только гайка, тогда поможет резьбомер. Полученный результат благодаря резьбомеру будет правильным, если не забывать его делить на 25,4 мм.
Шайба и ее размеры
Шайба имеет свое собственное обозначение, которое записывается как буква D. В прилагаемой документации такая расшифровка гласит, что это диаметр с метрической резьбой метизного изделия, применимого вместе с крепёжным элементом.
Для точности измерения шайб следует воспользоваться штангенциркулем. Полученный результат всегда будет немного больше, чем в обозначении. Такое свойство метиза обуславливается в связи со свободным ходом шайбы при монтаже ее на изделие. Таким образом такой зазор помогает без проблем надеть шайбу.
Как узнать размер шпильки?
Производители метизов сопровождают продукцию паспортом, в котором шпильки с метрической резьбой имеют маркировку вида МDxPxL, где:
- M – отображение метрического типа резьбы;
- D – выраженный в миллиметрах диаметр изделия;
- L – длина рабочей части крепежного элемента;
- P – выраженный в миллиметрах шаг резьбы.
Если паспорт на такую продукцию утерян или его не было вовсе, то значения этих параметров можно установить при измерении шпильки. Определение диаметра резьбы – самая простая задача, так как установить это значение для шпильки любого типа можно при помощи микрометра или штангенциркуля. Установить длину несколько сложнее, так как технология измерения будет зависеть от конфигурации изделия и стандарта, по которому оно выполнено.
Дело в том, что такие изделия бывают двух типов: для гладких отверстий и с ввинчивающимся концом. В первом случае рабочей частью является вся длина метиза, на обоих концах резьба имеет всегда одинаковую длину. У изделий второго типа рабочей частью является хвостовик без учета ввинчиваемого конца.
Чтобы правильно измерить длину шпильки, потребуется определить наличие или отсутствие у нее ввинчиваемого хвоста, который, согласно нормам государственного стандарта, имеет определенные значения, кратные диаметру изделия. Эти значения могут равняться 1d; 1,25d; 1,6d; 2d; 2,5d.
Что касается способа измерений, то это задачу можно решить при помощи уже известных линейки или штангенциркуля. Оба измерительных инструмента обеспечивают достаточно высокую точность. Навыки по измерению шпилек могут пригодиться как инженерам, так и монтажникам. Приобрести навыки по определению размеров этих крепежных соединений не составляет труда, поэтому паспорт к шпилькам вам больше не потребуется.
Особенности измерения шпилек разных типов

На рисунке показаны варианты измерения длины шпилек:
- резьбовых, размерных, для гладких отверстий;
- для гладких отверстий, для фланцевых соединений;
- с ввинчиваемым концом.
Дата публикации: 04.02.2020
Измерение крепежа. Размер болтов, гаек, винтов, шпилек, шплинтов
Основными параметрами, определяющими тип и размер крепежа являются: диаметр, длина и толщина (или высота).
В большинстве сегодняшних русскоязычных справочников, на чертежах и в конструкторской документации используются обозначения, заимствованные из английского языка и алфавита.
Так диаметр крепёжного изделия принято обозначать большой или малой латинской буквой “D” или “d” (сокращение от англ. Diameter), длину крепежного изделия принято обозначать большой или малой латинской буквой “L” или “l” (сокращение от англ. Length), толщина обозначается большой или малой латинской буквой “S” или “s” (сокращение от англ. Stoutness), высота обозначается большой или малой латинской буквой “Н” или “h” (сокращение от англ. High).
Разберём особенности измерения основных типов крепёжных изделий.
Измерение болтов
Болты с метрической резьбой обозначаются в документации в формате МDxPxL, где:
- М – значок метрической резьбы;
- D – диаметр резьбы болта в миллиметрах;
- P – шаг резьбы в миллиметрах (бывают крупный, мелкий и особо мелкий шаг; если шаг крупный для данного диаметра резьбы – то он не обозначается);
- L – длина болта в миллиметрах.
Чтобы определиться с видом и размером конкретного болта необходимо визуально установить его тип, сопоставив конструкцию болта с одним из стандартов (ГОСТ, DIN, ISO) Затем, выяснив тип болта, последовательно определить все перечисленные размеры.
Для измерения диаметра болта можно воспользоваться штангенциркулем, микрометром или шаблонной линейкой.



Контроль точности определённого диаметра наружной резьбы производится с помощью комплекта калибров “ПР-НЕ” (проход-непроход), один из которых должен легко навинчиваться на болт, а другой не должен навинчиваться совсем.

Длину болта можно измерить с помощью тех же штангенциркуля или линейки.
Для определения шага резьбы на резьбовом крепеже обычно используется такой инструмент, как шагомер.

Также можно измерить шаг резьбы путём замера расстояния между двумя витками резьбы с помощью штангенциркуля.

Однако точность такого способа удовлетворительно подойдёт только для крупных диаметров резьб. Надёжнее измерить штангенциркулем (в крайнем случае, линейкой) длину нескольких витков резьбы (например, 10-ти) и, затем, разделить результат измерения на число измеренных витков (в примере – на 10).
 Полученное число должно совпадать точно (или почти точно) с одним из значений резьбового ряда шагов резьбы для данного диаметра резьбы – это справочное значение и есть искомый шаг резьбы. Если это не так, то, скорее всего, Вы имеете дело с дюймовой резьбой – определение шага резьбы требует дальнейшего уточнения.
Полученное число должно совпадать точно (или почти точно) с одним из значений резьбового ряда шагов резьбы для данного диаметра резьбы – это справочное значение и есть искомый шаг резьбы. Если это не так, то, скорее всего, Вы имеете дело с дюймовой резьбой – определение шага резьбы требует дальнейшего уточнения.
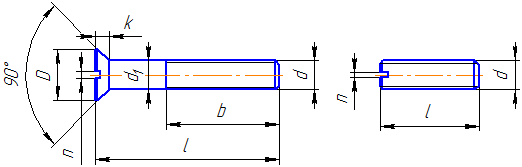
В зависимости от геометрической конфигурации болта способ измерения его длины может отличаться, и условно все болты можно разделить на 2 группы:
- болты с выступающей головкой
- болты с потайной головкой
Длина болтов с выступающей головкой измеряется без учета самой головки:

• Болты с шестигранной головкой ГОСТ 7805-70, 7798-70, 15589-70, 10602-94;
• Болты с шестигранной уменьшенной головкой ГОСТ 7808-70, 7796-70, 15591-70;
• Болты высокопрочные ГОСТ 22353-77;
• Болты высокопрочные шестигранные с увеличенным размером под ключ ГОСТ Р 52644-2006.
• Болты с шестигранной головкой и направляющим подголовком ГОСТ 7811-70, 7795-70, 15590-70.
• Болты с шестигранной уменьшенной головкой для отверстий из-под развертки ГОСТ 7817-80.
• Болты с увеличенной полукруглой головкой и усом ГОСТ 7801-81.
• Болты с увеличенной полукруглой головкой и квадратным подголовком ГОСТ 7802-81.
• Рым-болты ГОСТ 4751-73.
Длина болтов с потайной головкой измеряется вместе с головкой:

Существенным параметром для определения типа болта и его стандарта ГОСТ (DIN или ISO) является размер головки: размер “под ключ”, в случае шестигранной головки, или диаметр, в случае цилиндрической головки; так как бывают болты с уменьшенной головкой, с нормальной и с увеличенной головкой.
Измерение дюймовых болтов
Болты с дюймовой резьбой обозначаются в документации в формате D”-NQQQxL, где:
- D” – диаметр резьбы болта в дюймах – изображается в виде целого числа или дроби со значком “, а также в виде номера № для малых диаметров резьбы;
- N – количество витков резьбы в одном дюйме;
- QQQ – тип дюймовой резьбы – аббревиатура из трёх или четырёх латинских букв;
- L – длина болта в дюймах – изображается в виде целого числа или дроби со значком “.
В случае, если Вам необходимо определить диаметр резьбы дюймового болта, нужно результат замера диаметра болта разделить на 25,4 мм, что равняется 1 дюйму. Полученное число необходимо сопоставить с ближайшим дробным размером в дюймах (можно из таблицы для дюймовой резьбы с крупным шагом UNC):

Шаг резьбы дюймового болта определяется подсчётом количества витков в одном дюйме (25,4мм) резьбы. Можно также воспользоваться дюймовым резьбомером, если Вы заранее знаете, что резьба дюймовая.
Длину дюймового болта необходимо измерять также, как и метрического, а результат разделить на 25,4 мм, что равняется 1 дюйму. Полученное число необходимо сопоставить с ближайшим размером в дюймах, разделяя целую и дробную часть.
Измерение винтов
Винты с метрической резьбой обозначаются в документации аналогично болтам в формате МDxPxL, где:
- М – значок метрической резьбы;
- D – диаметр резьбы винта в миллиметрах;
- P – шаг резьбы в миллиметрах (бывают крупный, мелкий и особо мелкий шаг; если шаг крупный для данного диаметра резьбы – то он не обозначается);
- L – длина винта в миллиметрах;
Сначала осмотром устанавливаем разновидность измеряемого винта, определяем его стандарт, чтобы определиться с особенностями измерения.
Диаметр резьбы винтов определяем аналогично измерению болтов.
В зависимости от геометрической конфигурации винта способ измерения его длины может отличаться, и все винты можно условно разделить на 4 группы:
- винты с выступающей головкой
- винты с потайной головкой
- винты с полупотайной
- винты без головки

• Винты с цилиндрической головкой и внутренним шестигранником ГОСТ 11738-84;
• Винты с цилиндрической головкой ГОСТ 1491-80.
• Винты с полукруглой головкой ГОСТ 17473-80.
• Винты с полупотайной головкой ГОСТ 17474-80.
• Винты с потайной головкой ГОСТ 17475-80.
• Винты установочные с прямым шлицем ГОСТ 1476-93, 1477-93, 1478-93, 1479-93;
• Винты установочные с шестигранным углублением под ключ ГОСТ 8878-93, 11074-93, 11075-93.
• Винты установочные с квадратной головкой ГОСТ 1482-84, 1485-84.
Измерение шпилек
Шпильки с метрической резьбой обозначаются в документации в формате МDxPxL, где:
- М – значок метрической резьбы;
- D – диаметр резьбы шпильки в миллиметрах;
- P – шаг резьбы в миллиметрах (бывают крупный, мелкий и особо мелкий шаг; если шаг крупный для данного диаметра резьбы – то он не обозначается);
- L – длина рабочей части шпильки в миллиметрах.
Определение диаметра резьбы шпилек идентично измерению резьбы болтов.
В зависимости от стандарта ГОСТ и конфигурации шпильки способ измерения её длины может отличаться, и все шпильки можно условно разделить на 2 группы:
- шпильки для гладких отверстий – рабочей частью является вся длина шпильки – имеют всегда одинаковой длины резьбу на обоих концах (на рис. 1, 2);
- шпильки с ввинчиваемым концом – рабочей частью является хвостовик без учёта ввинчиваемого конца (на рис. 3).
Для правильного измерения размера шпильки необходимо сначала определить: имеет ли данная шпилька ввинчиваемый конец или нет? После чего станет понятно, как измерять длину рабочей части шпильки. Ввинчиваемый конец имеет, в зависимости от стандарта ГОСТ, несколько фиксированных значений, измеряемых кратно диаметру шпильки: 1d, 1,25d, 1,6d, 2d, 2,5d. Остальная часть шпильки с ввинчиваемым концом и есть её размер в длину.
Измерение заклёпок
Заклёпки с замыкающей головкой – полнотелые (под молоток) обозначаются в документации в формате DxL, где:
- D – диаметр тела заклёпки в миллиметрах;
- L – длина заклёпки в миллиметрах;
В зависимости от стандарта ГОСТ и конфигурации полнотелой заклёпки способ измерения её длины может отличаться, и все заклёпки можно условно разделить на 3 группы:
- заклёпки с выступающей головкой (на рис. 1, 3);
- заклёпки с потайной головкой (на рис. 2);
- заклёпки с полупотайной (на рис. 4);

• Заклёпки с плоской (цилиндрической) головкой ГОСТ 10303-80;
• Заклёпки с потайной головкой ГОСТ 10300-80;
• Заклёпки с полукруглой головкой ГОСТ 10299-80;
• Заклёпки с полупотайной головкой ГОСТ 10301-80;
Заклёпки вытяжные, устанавливаемые с помощью специального пистолета, обозначаются в формате DxL, где:
- D – наружный диаметр тела самой заклёпки в миллиметрах;
- L – длина тела заклёпки в миллиметрах без учёта отрывных элементов.

• Заклёпки отрывные с плоской (цилиндрической) головкой DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582;
• Заклёпки отрывные с потайной головкой DIN 7337, ISO 15978, ISO 15980, ISO 15984;
Измерение шплинтов
Мы рассмотрим измерение шплинтов трех типов:

• Шплинты ГОСТ 397-79 – разводные. Размер такого шплинта обозначается в формате DxL, где:
- D – условный диаметр шплинта в миллиметрах;
- L – длина шплинта в миллиметрах.
Условный диаметр шплинта – это диаметр отверстия в которое будет вставлен данный разводной шплинт. Соответственно, реальный диаметр самого шплинта при измерении, например штангенциркулем, будет меньше, чем условный диаметр на несколько десятых долей миллиметра – стандарт ГОСТ 397-79 задаёт допускаемые диапазоны для каждого условного диаметра шплинта.
| Условный диаметр шплинта, d0 | 0.6 | 0.8 | 1 | 1.2 | 1.6 | 2 | 2.5 | 3.2 | 4 | 5 | 6.3 | 8 | 10 | 13 | 16 | 20 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| d | наиб. | 0.5 | 0.7 | 0.9 | 1 | 1.4 | 1.8 | 2.3 | 2.9 | 3.7 | 4.6 | 5.9 | 7.5 | 9.5 | 12.4 | 15.4 | 19.3 |
| наим. | 0.4 | 0.6 | 0.8 | 0.9 | 1.3 | 1.7 | 2.1 | 2.7 | 3.5 | 4.4 | 5.7 | 7.3 | 9.3 | 12.1 | 15.1 | 19 |
Длина разводного шплинта измеряется тоже особенно: шплинт имеет два конца – короткий и длинный, и необходимо измерить расстояние от изгиба ушка шплинта до окончания короткого конца шплинта.
• Шплинты DIN 11024 – игольчатые. Такие шплинты имеют фиксированную длину согласно стандарта DIN 11024, поэтому для определения размера данного типа шплинта необходимо измерить только диаметр шплинта. Контроль размера длины шплинта необходимо проводить от начала прямого конца и до линии центра кольца, образованного в загибе
• Шплинты DIN 11023 – быстросъемные шплинты с кольцом. Аналогично шплинтам по DIN 11024 такие шплинты имеют тоже фиксированную длину согласно стандарта DIN 11023, поэтому для определения размера данного типа шплинта необходимо измерить только диаметр шплинта.
Измерение гаек
Гайки с метрической резьбой обозначаются в документации в формате МDхP, где:
- М – значок метрической резьбы;
- D – диаметр резьбы гайки в миллиметрах;
- P – шаг резьбы в миллиметрах (бывают крупный, мелкий и особо мелкий шаг; если шаг крупный для данного диаметра резьбы – то он не обозначается);
Измерить диаметр резьбы гайки не так просто, как кажется на первый взгляд. Дело в том, что обозначенный размер гайки, например М14 – это наружный диаметр болта, который ввинчивается в данную гайку. Если же измерить внутреннее резьбовое отверстие в самой гайке, то оно окажется меньше 14 мм (как на фото).

Полученный результат замера не даёт возможности сразу однозначно определить диаметр резьбы (учитывая то, что каждый диаметр резьбы может иметь несколько значений шага резьбы, можно легко ошибиться в определении диаметра резьбы гайки, если использовать один лишь замер внутреннего резьбового отверстия гайки). Если есть возможность измерить ответный болт, винт, штуцер – лучше измерить его, и так сразу определить резьбу гайки.

Полученное значение измерения внутреннего резьбового отверстия в гайке – это внутренний диаметр dвн профиля резьбы в сопряжении с соответствующим данной гайке болтом (на который она навинчивается).

М ― наружный диаметр резьбы болта (гайки) ― обозначение размера резьбы
Н ― высота профиля метрической резьбы резьбы, Н=0,866025404×Р
Р ― шаг резьбы (расстояние между вершинами профиля резьбы)
dСР – средний диаметр резьбы
dВН – внутренний диаметр резьбы гайки
dВ – внутренний диаметр резьбы болта
Для однозначного определения диаметра метрической резьбы гайки необходимо знать соответствие внутреннего диаметра dвн с наружным диаметром резьбы М у сопрягаемого болта (а это и есть искомый размер резьбы гайки). Для этого понадобится справочная таблица:

Контроль точности определённого диаметра резьбы производится с помощью комплекта калибров “ПР-НЕ” (проход-непроход), один из которых должен легко ввинчиваться в гайку, а другой не должен ввинчиваться.

Существует значительное разнообразие типов гаек. Первично тип гайки можно определить визуально. Для уточнения стандарта, зачастую, необходимо измерить высоту гайки, так как при одной геометрической конфигурации они могут быть низкие, нормальные, высокие и особо высокие.
Другой параметр, на который необходимо обратить внимание при классификации шестигранной гайки – это размер “под ключ”, так как бывают гайки с уменьшенным размером “под ключ”, с нормальным и увеличенным размером.

Измерение шага резьбы гайки производится аналогично болту – с помощью резьбомера или подсчётом витков на замеряемом отрезке. Но измерение шага резьбы гаек затруднено в связи с тем, что сложно определить плотность прилегания гребёнки резьбомера к профилю резьбы, и всегда есть вероятность ошибки в случае, когда Вы заранее не знаете: метрическая резьба или дюймовая? Ошибиться можно из-за того, что некоторые размеры метрической резьбы почти совпадают с дюймовой и метрические болты могут свинчиваться с дюймовыми гайками. Характерный признак такой скрутки – излишний люфт – гайка болтается на болте, как будто резьба провалена. Лучший способ избежать ошибок при определении резьбы гайки – все замеры снимать с болта (винта, штуцера), ответного для данной гайки.
Измерение дюймовых гаек
Гайки с дюймовой резьбой обозначаются в документации в формате D”-NQQQ, где:
- D” – диаметр резьбы гайки в дюймах – изображается в виде целого числа или дроби со значком “ , а также в виде номера № для малых диаметров резьбы;
- N – количество витков резьбы в одном дюйме;
- QQQ – тип дюймовой резьбы – аббревиатура из трёх или четырёх латинских букв;
 Наилучший способ измерения резьбы дюймовой гайки – это также измерение резьбы соответствующего ей ответного болта (винта, штуцера). Если такового нет, но известно заранее, что резьба дюймовая, то необходимо использовать резьбомер для дюймовой резьбы данной разновидности или, если неизвестно какая именно из дюймовых резьб в гайке,- проделать процедуру аналогичную определению метрической резьбы гайки, при этом результаты измерений разделяя на 1 дюйм (25,4 мм) и сопоставляя их с рядом дробных значений дюймовых резьб, приведенном в таблице.
Наилучший способ измерения резьбы дюймовой гайки – это также измерение резьбы соответствующего ей ответного болта (винта, штуцера). Если такового нет, но известно заранее, что резьба дюймовая, то необходимо использовать резьбомер для дюймовой резьбы данной разновидности или, если неизвестно какая именно из дюймовых резьб в гайке,- проделать процедуру аналогичную определению метрической резьбы гайки, при этом результаты измерений разделяя на 1 дюйм (25,4 мм) и сопоставляя их с рядом дробных значений дюймовых резьб, приведенном в таблице.
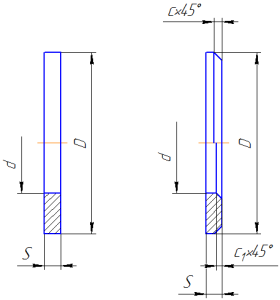
Измерение шайб
Шайбы обозначаются в документации чаще всего в формате D, где:
- D – диаметр в миллиметрах метрической резьбы болта, ответного данной шайбе.

Измерив внутренний диаметр шайбы штангенциркулем или линейкой вы получите размер больший, чем в её обозначении. Это вполне естественно: ведь необходимо свободно вставить болт или винт в шайбу, – а для этого между ними должен быть зазор.
Например: при измерении плоской шайбы размера 16 (под резьбу болта М16) штангенциркуль покажет диаметр отверстия 17 мм.
В самом общем случае величина этого зазора определяется точностью исполнения шайбы. Таким образом, если размер шайбы заранее неизвестен, то, после измерения диаметра отверстия, необходимо выбрать из таблицы стандарта на данную шайбу (ГОСТ, ОСТ, ТУ, DIN, ISO) ближайший фиксированный стандартный размер – это и есть размер шайбы.
![]()
Новый онлайн видеокурс «SolidWorks. С нуля до профессионала» всего за 11 000!!!
Разъемные соединения (продолжение)
По вопросам репетиторства по инженерной графике (черчению), вы можете связаться любым удобным для вас способом в разделе Контакты. Возможно очное и дистанционное обучение по Skype: 1250 р./ак.ч.
5.2 Крепежные изделия
5.2.1 Общие положения
Для разъемных соединений деталей машин, приборов и т.п. широко применяются крепежные изделия — болты, винты, шпильки, гайки. Они весьма разнообразны по форме, точности изготовления, материалу, покрытию и прочим условиям их изготовления.
Болты, винты, шпильки, гайки общего назначения изготовляют из углеродистых, легированных, коррозионно-стойких и других сталей и из цветных металлов.
В зависимости от условий эксплуатации крепежные детали выпускают с тем или иным покрытием.
Таким образом, число стандартов, определяющих форму, размеры, материал, покрытие и другие характеристики крепежных деталей, весьма велико, причем, каждый из них содержит соответствующие условные обозначения, ссылки на которые, помещаемые в конструкторской документации, должны быть точными.
Структура условного обозначения стандартного крепежного изделия:
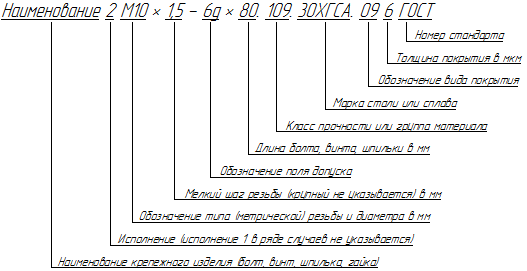
Рисунок 5.16 — Структура условного обозначения крепежных стандартных изделий
5.2.2 Болты
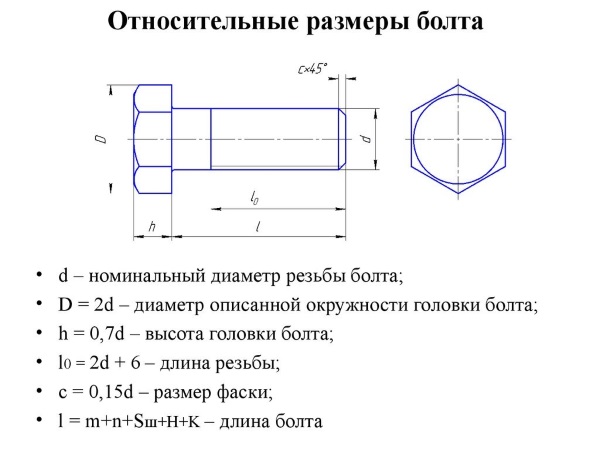
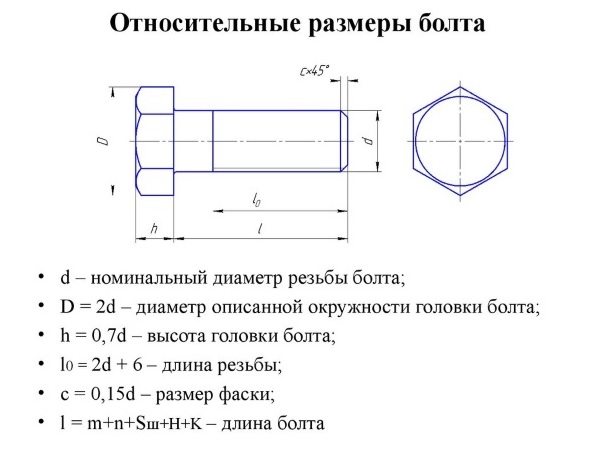
Болт представляет собой резьбовой стержень с головкой различной формы, чаще всего, в форме шестигранной призмы (Рисунок 5.17). Размеры и форма головки позволяют использовать ее для завинчивания болта при помощи стандартного гаечного ключа. На головке болта выполняется коническая фаска, сглаживающая острые края головки. Существует значительное количество типов болтов. Наиболее распространены болты с шестигранной головкой нормальной точности, размеры которых определяет ГОСТ 7798-80, предусматривающий изготовление болтов в четырех исполнениях.
На Рисунке 5.17 дано изображение болта 1 исполнения.
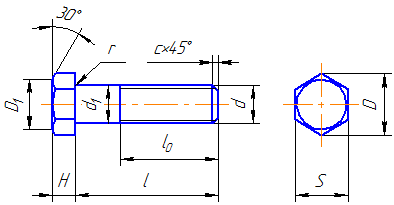

Рисунок 5.17 — Изображение болта
Обозначение: Болт М12х1,25 – 6gх60.58 ГОСТ 7798-80 — болт исполнения 1 (исполнение 1 не указывают) с наружным диаметром резьбы 12 мм, с шагом 1,25 мм, длиной 60 мм, классом прочности 5.8, без покрытия.
| Диаметр резьбы d | Шаг резьбы P | Диаметр стержня d1 | Размер «под ключ» S | Высота H | Диаметр описанной окружности D, не менее | Радиус под головкой r | Длина резьбы l0 | ||
|---|---|---|---|---|---|---|---|---|---|
| крупный | мелкий | не менее | не более | ||||||
| 10 | 1.5 | 1.25 | 10 | 17 | 7.0 | 18.7 | 0.4 | 1.1 | 26 |
| 12 | 1.75 | 1.25 | 12 | 19 | 8.0 | 20.9 | 0.6 | 1.6 | 30 |
| (14) | 2 | 1.5 | 14 | 22 | 9.0 | 24.3 | 0.6 | 1.6 | 34 |
| 16 | 2 | 1.5 | 16 | 24 | 10.0 | 26.5 | 0.6 | 1.6 | 38 |
| (18) | 2.5 | 1.5 | 18 | 27 | 12.0 | 29.9 | 0.6 | 1.6 | 42 |
| 20 | 2.5 | 1.5 | 20 | 30 | 13.0 | 33.3 | 0.8 | 2.2 | 46 |
| (22) | 2.5 | 1.5 | 22 | 32 | 14.0 | 35.0 | 0.8 | 2.2 | 50 |
| 24 | 3 | 2 | 24 | 36 | 15.0 | 39.6 | 0.8 | 2.2 | 54 |
| 27 | 3 | 2 | 27 | 41 | 17.0 | 45.2 | 0.8 | 2.7 | 60 |
- Стандартную длину l болта выбирают из ряда, мм: (28), 30, (32), 35, (38), 40, 45, 50, 55, 60, 65, 70, 75, 80, (85), 90, (95), 100, (105), 110 и т. д.
- Длины болтов, заключенных в скобки, применять не рекомендуется.
5.2.3 Винты, шурупы
Винт для металла представляет собой резьбовой стержень с головкой под отвертку или ключ.
Винты подразделяются на крепежные и установочные (нажимные, регулировочные и др.).
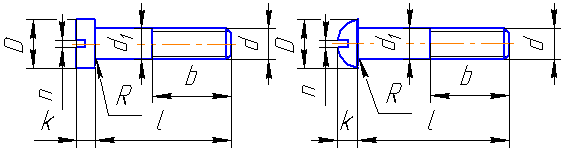
Наиболее широко применяют винты крепежные общего назначения с цилиндрической головкой по ГОСТ 1491-80* (Рисунок 5.18, а); с полукруглой — по ГОСТ 17473-80*(Рисунок 5.18, б); с потайной — по ГОСТ 17475-80* (Рисунок 5.18, в), установочный — по ГОСТ 1477-93 (Рисунок 5.18, г).
 |
|
| а | б |

 |
|
| в | г |

Рисунок 5.18 — Изображение винтов: а — с цилиндрической головкой, б — с полукруглой головкой, в — с потайной головкой, г — установочный
Обозначение: Винт А.М8 – 6gх50.48 ГОСТ 1491-80*; Винт В2.М8х1–8gх50.48 ГОСТ 17475-80* — А и В — классы точности; 2 — исполнение. Дальнейшие части обозначений пояснений не требуют (см. выше).
| Номинальный диаметр резьбы d, мм | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Шаг резьбы P | крупный | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 |
| мелкий | 1 | 1.25 | 1.25 | 1.5 | 1.5 | 1.5 | 1.5 | ||||
| Диаметр головки D | 7.0 | 8.5 | 10.0 | 13.0 | 16.0 | 18.0 | 21.0 | 24.0 | 27.0 | 30.0 | |
| Высота головки K | 2.6 | 3.3 | 3.9 | 5.0 | 6.0 | 7.0 | 8.0 | 9.0 | 10.0 | 11.0 | |
| Ширина шлица n | не менее | 1.06 | 1.26 | 1.66 | 2.06 | 2.56 | 3.06 | 3.06 | 4.07 | 4.07 | 5.07 |
| не более | 1.2 | 1.51 | 1.91 | 2.31 | 2.81 | 3.31 | 3.31 | 4.37 | 4.37 | 5.37 | |
| Глубина шлица t | не менее | 1.2 | 1.5 | 1.8 | 2.3 | 2.7 | 3.2 | 3.6 | 4.0 | 4.5 | 5.0 |
| не более | 1.6 | 2.0 | 2.3 | 2.8 | 3.2 | 3.8 | 4.2 | 4.6 | 5.1 | 5.6 | |
| Радиус под головкой R | 0.35 | 0.5 | 0.6 | 1.1 | 1.1 | 1.6 | 1.6 | 1.6 | 1.6 | 2.2 |
Примечания:
- Диаметр стержня d1= d
- Длины l и b см. в таблице 5.9
| Номинальный диаметр резьбы d, мм | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Шаг резьбы P | крупный | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 |
| мелкий | 1 | 1.25 | 1.25 | 1.5 | 1.5 | 1.5 | 1.5 | ||||
| Диаметр головки D | 7.0 | 8.5 | 10.0 | 13.0 | 16.0 | 18.0 | 21.0 | 24.0 | 27.0 | 30.0 | |
| Высота головки K | 2.8 | 3.5 | 4.2 | 5.6 | 7.0 | 8.0 | 9.5 | 11.0 | 12.0 | 14.0 | |
| Радиус сферы R1 | 3.6 | 4.4 | 5.1 | 6.6 | 8.1 | 9.1 | 10.6 | 12.1 | 13.6 | 15.1 | |
| Ширина шлица n | не менее | 1.06 | 1.26 | 1.66 | 2.06 | 2.56 | 3.06 | 3.06 | 4.07 | 4.07 | 5.07 |
| не более | 1.2 | 1.51 | 1.91 | 2.31 | 2.81 | 3.31 | 3.31 | 4.37 | 4.37 | 5.37 | |
| Глубина шлица t | не менее | 1.6 | 2.1 | 2.3 | 3.26 | 3.76 | 3.96 | 4.26 | 4.76 | 5.26 | 5.76 |
| не более | 2.0 | 2.5 | 2.7 | 3.74 | 4.24 | 4.44 | 4.74 | 5.24 | 5.74 | 6.24 | |
| Радиус под головкой R | 0.35 | 0.5 | 0.6 | 1.1 | 1.1 | 1.6 | 1.6 | 1.6 | 1.6 | 2.2 |
Примечания:
- Диаметр стержня d1= d.
- Длины l и b см. в таблице 5.9
| Номинальный диаметр резьбы d, мм | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Шаг резьбы P | крупный | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 |
| мелкий | 1 | 1.25 | 1.25 | 1.5 | 1.5 | 1.5 | 1.5 | ||||
| Диаметр головки D | 7.4 | 9.2 | 11.0 | 14.5 | 18.0 | 21.5 | 25.0 | 28.5 | 32.5 | 36.0 | |
| Высота головки K | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | 8.0 | 9.0 | 10.0 | |
| Ширина шлица n | не менее | 1.06 | 1.26 | 1.66 | 2.06 | 2.56 | 3.06 | 3.06 | 4.07 | 4.07 | 5.07 |
| не более | 1.2 | 1.51 | 1.91 | 2.31 | 2.81 | 3.31 | 3.31 | 4.37 | 4.37 | 5.37 | |
| Глубина шлица t | не менее | 0.8 | 1.0 | 1.2 | 1.6 | 2.0 | 2.4 | 2.8 | 3.2 | 3.6 | 4.0 |
| не более | 1.1 | 1.35 | 1.6 | 2.1 | 2.6 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | |
| Радиус под головкой R | 0.35 | 0.5 | 0.6 | 1.1 | 1.1 | 1.6 | 1.6 | 1.6 | 1.6 | 2.2 |
Примечания:
- Диаметр стержня d1= d.
- Длины l и b см. в таблице 5.9
| Номинальный диаметр резьбы d | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 |
|---|---|---|---|---|---|---|---|---|---|---|
| Длина винта l | Длина резьбы b (нормальная) | |||||||||
| 10 | 10 | 10 | 10 | |||||||
| 12 | 12 | 12 | 12 | 12 | ||||||
| 14 | 14 | 14 | 14 | 14 | ||||||
| 16 | 16 | 16 | 16 | 16 | ||||||
| 20 | 14 | 16 | 20 | 20 | 20 | |||||
| 25 | 14 | 16 | 18 | 22 | 25 | 25 | 25 | 25 | ||
| 30 | 14 | 16 | 18 | 22 | 26 | 30 | 30 | 30 | 30 | |
| 35 | 14 | 16 | 18 | 22 | 26 | 30 | 35 | 35 | 35 | |
| 40 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 40 | 40 | |
| 45 | — | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 45 | 45 |
| 50 | — | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
| 55 | — | — | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
| 60 | — | — | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
| 65 | — | — | — | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
| 70 | — | — | — | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
| 75 | — | — | — | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
- Стандартную длину l винта выбирают из ряда, мм: 2; (2,5) 3; (3,5); 4; 5; 6; (7); 8; 9; 10; 11; 12; (13); 14; 16; (18); 20; (22); 25; (28); 30; (32); 35; (38); 40; (42); 45; (48); 50; 55; 60; 65; 70; 75; 80; (85); 90; (95); 100; 110; 120.
- Если длина резьбы b больше длины винта l, то резьба нарезана по всей длине стержня.
- Размеры шлица выбирают по ГОСТ 24669-81
- Радиусы под головкой винта выбирают по ГОСТ 24670-81
- Размеры фасок выбирают по ГОСТ 10549-80
- Стандарт устанавливает размеры винтов с диаметром резьбы d= 1…20 мм.
- Длины винтов, заключенных в скобки, применять не рекомендуется.
Шурупы — винты с заостренным концом для скрепления деревянных и пластмассовых деталей.
Наибольшее распространение получили шурупы с потайной (конической) головкой (Рисунок 5.19, а) и с полукруглой (сферической) головкой (Рисунок 5.19, б).
Обозначение: Шуруп 1 — 3х20 ГОСТ 1145-80, где 1 — исполнение, 3 — диаметр, 20 — длина шурупа с потайной головкой.
 |
|
| а | б |

Рисунок 5.19 — Изображение шурупа
5.2.4 Шпильки
Шпилька — цилиндрический стержень, с обеих сторон которого нарезана резьба (Рисунок 5.20).
Резьбовой конец шпильки lвв называется ввинчиваемым или посадочным резьбовым концом. Он предназначен для завинчивания в резьбовое отверстие одной из соединяемых деталей. Длина lвв определяется материалом детали:
lвв = (0,8…1)d — для стальных и латунных деталей;
lвв = (1,2…1,6)d — для чугунных;
lвв = (2…2,5)d — для легких сплавов (алюминий…).
lвв = 2,5d — для деталей из полимерных материалов.
Резьбовой конец шпильки l2 предназначен для навинчивания на него гайки при соединении скрепляемых деталей. Под длиной шпильки L понимается длина стержня без ввинчиваемого резьбового конца. Длина гаечного конца l2 может иметь различные значения, определяемые диаметром резьбы d и высотой гайки.
Номер стандарта определяет длину ввинчиваемого конца.
Обозначение: Шпилька 2М10х1,25-6gх200.58 ГОСТ 22040-76, где 2 — исполнение, 10 — наружный диаметр метрической резьбы, 1,25 — шаг мелкий в мм, 6g — поле допуска, 200 — длина в мм, 5.8 — класс прочности, шпилька с ввинчиваемым концом длиной 2,5d.
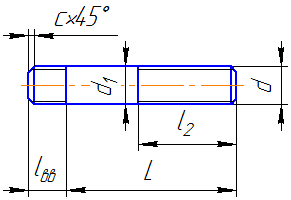

Рисунок 5.20 — Изображение шпильки
|
Длина ввинчиваемого конца lвв |
ГОСТ |
Материал, в который ввинчиваются шпильки |
|
|---|---|---|---|
|
Шпильки нормальной точности В |
Шпильки повышенной точности А |
||
| d | 22032-76 | 22033-76 |
Сталь, бронза, латунь и т.п. |
| 1,25d | 22034-76 | 22035-76 |
Ковкий и серый чугун (допускается сталь, бронза) |
| 1,6d | 22036-76 | 22037-76 |
Ковкий и серый чугун (допускается сталь, бронза) |
| 2d | 22038-76 | 22039-76 |
Легкие сплавы (допускается сталь) |
| 2,5d | 22040-76 | 22041-76 |
Легкие сплавы (допускается сталь) |
| lвв= l2 | 22042-76 | 22043-76 |
Без ограничения |
| d | Шаг Р | lвв=d(ГОСТ 22032-76) | lвв=1,25d (ГОСТ 22034-76) | lвв=1,6d (ГОСТ 22036-76) | lвв=2d (ГОСТ 22038-76) | lвв=2,5d (ГОСТ 22040-76) | l2 | |
|---|---|---|---|---|---|---|---|---|
| Крупный | Мелкий | |||||||
| 10 | 1,5 | 1,25 | 10 | 12 | 16 | 20 | 25 | 26 |
| 12 | 1,75 | 1,25 | 12 | 15 | 20 | 24 | 30 | 30 |
| 16 | 2 | 1,5 | 16 | 20 | 25 | 32 | 40 | 38 |
| 20 | 2,5 | 1,5 | 20 | 25 | 32 | 40 | 50 | 46 |
| 24 | 3 | 2 | 24 | 30 | 38 | 48 | 60 | 54 |
| 30 | 3,5 | 2 | 30 | 38 | 48 | 60 | 75 | 66 |
| 36 | 4 | 3 | 36 | 45 | 56 | 72 | 88 | 78 |
5.2.5 Гайки
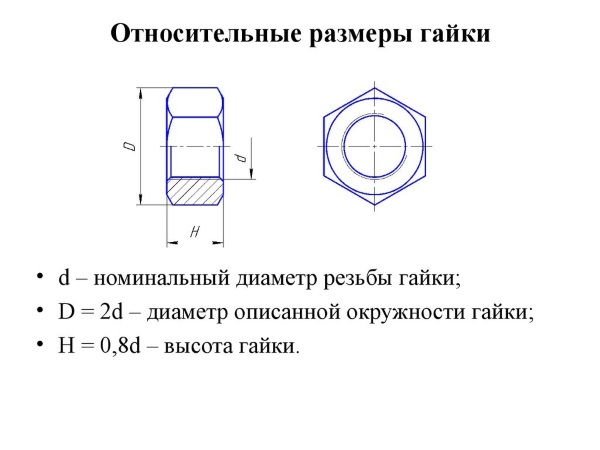
Гайки в зависимости от назначения и условий эксплуатации бывают шестигранные, шестигранные прорезные, корончатые, гайки-барашки, круглые шлицевые, колпачковые и другие.
Наиболее широко применяют гайки шестигранные, выпускаемые в одном, двух и трех исполнениях нормальной, повышенной и грубой точности (классов А, В, С соответственно), нормальной высоты, низкие, высокие, особо высокие (Рисунок 5.21 и таблица 5.12).
Обозначение: Гайка 2М12х1,25 — 6Н.12.40Х.016 ГОСТ 5915 — 70*, где 2 — исполнение, 12 — наружный диаметр метрической резьбы, 1,25 — мелкий шаг в мм, 6Н — поле допуска, 12 — класс прочности, 40Х — марка стали, 016 — вид и толщина покрытия.
Класс точности, высоту гайки, размер «под ключ» определяет стандарт.
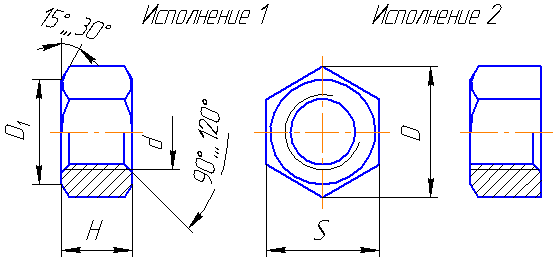

Рисунок 5.21 — Изображение гайки
|
Номинальный диаметр резьбы d |
Шаг резьбы P | Размер «под ключ» S | Диаметр описанной окружности D, не менее |
Высота Н |
|
|---|---|---|---|---|---|
| крупный | мелкий | ||||
| 4 | 0.7 | — | 7 | 7.5 | 3.2 |
| 5 | 0.8 | — | 8 | 8.6 | 4.0 |
| 6 | 1.0 | — | 10 | 10.9 | 5 |
| 8 | 1.25 | 1 | 13 | 14.2 | 6.5 |
| 10 | 1.5 | 1.25 | 17 | 18.7 | 8 |
| 12 | 1.75 | 1.25 | 19 | 20.9 | 10 |
| (14) | 2 | 1.5 | 22 | 23.9 | 11 |
| 16 | 2 | 1.5 | 24 | 26.2 | 13 |
| (18) | 2.5 | 1.5 | 27 | 29.6 | 15 |
| 20 | 2.5 | 1.5 | 30 | 33.0 | 16 |
| (22) | 2.5 | 1.5 | 32 | 35.0 | 18 |
| 24 | 3 | 2 | 36 | 39.6 | 19 |
| 30 | 3.5 | 2 | 46 | 50.9 | 24 |
5.2.6 Шайбы, шплинты
Шайбы применяют для предохранения поверхности детали от повреждения гайкой при затяжке последней и увеличения опорной площади гайки, головки болта или винта, для устранения возможности самоотвинчивания гаек при испытываемых ими вибрациях, изменения температуры и в других случаях.
Различают шайбы круглые, квадратные, пружинные (Рисунок 5.22, а, б), стопорные, быстросъемные и другие.
Изготавливают шайбы вырубкой из листового материала (металла, кожи, резины, пластмассы) или точением из пруткового металла.
Обозначение: Шайба А.12.01.08кп ГОСТ 11371-78, где А — класс точности, 12 — диаметр резьбы крепежа в мм, 08кп — марка стали (группа 01).

а
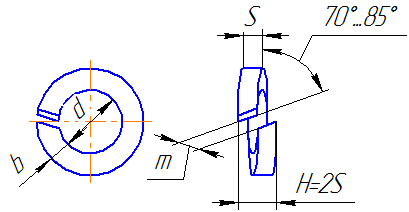

б
Рисунок 5.22 — Изображение шайбы (а — обычная шайба ГОСТ 11371-78, б — пружинная ГОСТ 6402-70)
| Диаметр резьбы крепежной детали | Наружный диаметр шайбы D | Внутренний диаметр шайбы d | Толщина шайбы S | Фаска наружная c | Фаска c1 | |
|---|---|---|---|---|---|---|
| не менее | не более | не менее | ||||
| 6 | 12.5 | 6.4 | 1.6 | 0.4 | 0.8 | 0.8 |
| 8 | 17 | 8.4 | 1.6 | 0.4 | 0.8 | 0.8 |
| 10 | 21 | 10.5 | 2.0 | 0.5 | 1.0 | 1.0 |
| 12 | 24 | 13.0 | 2.5 | 0.6 | 1.25 | 1.25 |
| 14 | 28 | 15.0 | 2.5 | 0.6 | 1.25 | 1.25 |
| 16 | 30 | 17.0 | 3.0 | 0.75 | 1.5 | 1.5 |
| 18 | 34 | 19.0 | 3.0 | 0.75 | 1.5 | 1.5 |
| 20 | 37 | 21.0 | 3.0 | 0.75 | 1.5 | 1.5 |
| 22 | 39 | 23.0 | 3.0 | 0.75 | 1.5 | 1.5 |
| 24 | 44 | 25.0 | 4.0 | 1.0 | 2.0 | 1.5 |
| 27 | 50 | 28.0 | 4.0 | 1.0 | 2.0 | 1.5 |
| 30 | 56 | 31.0 | 4.0 | 1.0 | 2.0 | 2.0 |
Шплинты применяют для предупреждения самоотвинчивания прорезных и корончатых гаек при вибрации изделия, а также для контровки (Рисунок 5.23).
Шплинт имеет кольцевую петлю и два конца. Длина шплинта выбирается так, чтобы его концы можно было развести для фиксации его в прорези гайки.
Обозначение: Шплинт 5х45.3.036 ГОСТ 397-79, где 5 — диаметр отверстия в крепежной детали, 45 — длина в мм, 3 — условное обозначение материала, 036 — никелевое покрытие.
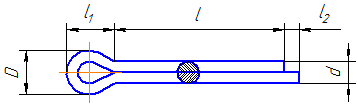

Рисунок 5.23 — Шплинт
| Условный диаметр шплинта d*0 | d | l2 | l1 | D | Рекомендуемые диаметры соединяемых деталей | l | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Наиб. | Наим. | Наиб. | Наим. | Наиб. | Наим. | Болт | Штифт, ось | |||||
| св. | до | св. | до | |||||||||
| 0,6 | 0,5 | 0,4 | 1,6 | 0,8 | 2,0 | 1,0 | 0,9 | — | 2,5 | — | 2,0 | от 4 до 8 |
| 0,8 | 0,7 | 0,6 | 1,6 | 0,8 | 2,4 | 1,4 | 1,2 | 2,5 | 3,5 | 2,0 | 3,0 | >> 5 >> 16 |
| 1,0 | 0,9 | 0,8 | 1,6 | 0,8 | 3,0 | 1,8 | 1,6 | 3,5 | 4,5 | 3,0 | 4,0 | >> 6 >> 20 |
| 1,2 | 1,0 | 0,9 | 2,5 | 1,3 | 3,0 | 2,0 | 1,7 | 4,5 | 5,5 | 4,0 | 5,0 | >> 8 >> 25 |
| 1,6 | 1,4 | 1,3 | 2,5 | 1,3 | 3,2 | 2,8 | 2,4 | 5,5 | 7,0 | 5,0 | 6,0 | >> 8 >> 32 |
| 2,0 | 1,8 | 1,7 | 2,5 | 1,3 | 4,0 | 3,6 | 3,2 | 7,0 | 9,0 | 6,0 | 8,0 | >> 10 >> 40 |
| 2,5 | 2,3 | 2,1 | 2,5 | 1,3 | 5,0 | 4,6 | 4,0 | 9,0 | 11,0 | 8,0 | 9,0 | >> 12 >> 51 |
| 3,2 | 2,9 | 2,7 | 3,2 | 1,6 | 6,4 | 5,8 | 5,1 | 11,0 | 14,0 | 9,0 | 12,0 | >> 14 >> 63 |
| 4,0 | 3,7 | 3,5 | 4,0 | 2,0 | 8,0 | 7,4 | 6,5 | 14,0 | 20,0 | 12,0 | 17,0 | >> 18 >> 80 |
| 5,0 | 4,6 | 4,4 | 4,0 | 2,0 | 10,0 | 9,2 | 8,0 | 20,0 | 27,0 | 17,0 | 23,0 | >> 22 >> 100 |
| 6,3 | 5,9 | 5,7 | 4,0 | 2,0 | 12,6 | 11,8 | 10,3 | 27,0 | 39,0 | 23,0 | 29,0 | >> 32 >> 125 |
| 8,0 | 7,5 | 7,3 | 4,0 | 2,0 | 16,0 | 15,0 | 13,1 | 39,0 | 56,0 | 29,0 | 44,0 | >> 40 >> 160 |
| 10,0 | 9,5 | 9,3 | 6,3 | 3,2 | 20,0 | 19,0 | 16,6 | 56,0 | 80,0 | 44,0 | 69,0 | >> 45 >> 200 |
| 13,0 | 12,4 | 12,1 | 6,3 | 3,2 | 26,0 | 24,0 | 21,7 | 80,0 | 120,0 | 69,0 | 110,0 | >> 71 >> 250 |
| 16,0 | 15,4 | 15,1 | 6,3 | 3,2 | 32,0 | 30,8 | 27,0 | 120,0 | 170,0 | 110,0 | 160,0 | >>112 >>280 |
| 20,0 | 19,3 | 19,0 | 6,3 | 3,2 | 40,0 | 38,6 | 33,8 | 170,0 | — | 160,0 | — | >>160 >>280 |
5.3 Резьбовые соединения
Детали машин и приборов соединяют крепежными деталями. Кроме того, применяются резьбовые соединения деталей, на одной из которых нарезана наружная, а на другой — внутренняя резьба.
Чертежи резьбовых соединений выполняют с применением рекомендуемых стандартами упрощений и условностей.
На продольных разрезах показана только та часть внутренней резьбы, которая не закрыта ввернутой в нее деталью. На поперечных вырезах, если секущая плоскость рассекает обе соединяемые детали, штриховка ввернутой детали выполняется до наружной окружности резьбы (Рисунок 5.10).
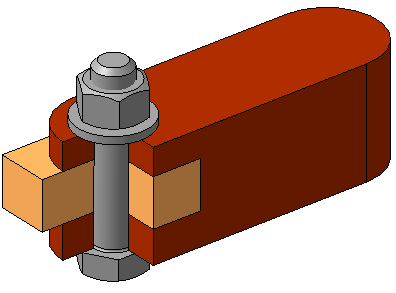
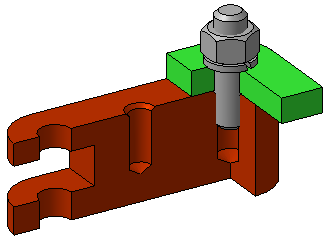
5.3.1 Соединение болтом
Болтовое соединение применяют для скрепления двух и более деталей. В болтовое соединение входят соединяемые детали, стандартные изделия — болт, гайка, шайба, (Рисунок 5.24).
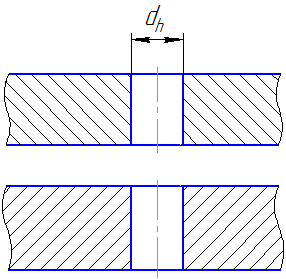
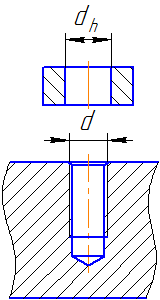
В соединяемых деталях выполняют гладкие сквозные отверстия, диаметр которых больше диаметра резьбы стандартного изделия — болта (dh), (Рисунок 5.24,а; 5.25). Величину (dh выбирают в зависимости от требуемой точности сборки по ГОСТ 11284-75* (см. Таблицу 5.15). Если зазор на чертеже (при его изображении) получается меньшим 1 мм, то его можно увеличить.
Последовательность сборки: располагают отверстия под крепеж в деталях соосно, вставляют стержень болта, одевают шайбу и накручивают гайку.
 |
| а |
 |
|
| б | в |
 |
| г |
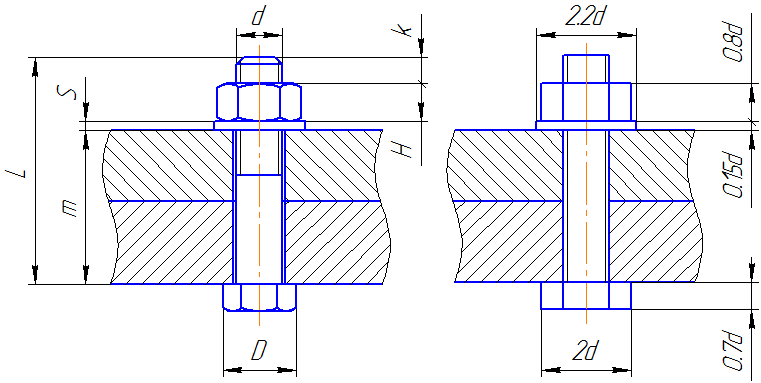
Рисунок 5.24 Болтовое соединение: а — отверстия в соединяемых деталях, б — конструктивное изображение, в — упрощенное изображение, г — модель
Основными размерами болтового соединения являются номинальный диаметр резьбы и длина болта (Таблица 5.5). Все размеры крепежных деталей берутся из соответствующих стандартов.
| Диаметры стержней крепежных деталей d | Диаметры сквозных отверстий dh | Диаметры стержней крепежных деталей d | Диаметры сквозных отверстии dh | ||||
|---|---|---|---|---|---|---|---|
| 1-й ряд | 2-й ряд | 3-й ряд | 1-й ряд | 2-й ряд | 3-й ряд | ||
| 2,5 | 2,7 | 2,9 | 3,1 | 16,0 | 17,0 | 18,0 | 19,0 |
| 3,0 | 3,2 | 3,4 | 3,6 | 18,0 | 19,0 | 20,0 | 21,0 |
| 4,0 | 4,3 | 4,5 | 4,8 | 20,0 | 21,0 | 22,0 | 24,0 |
| 5,0 | 5,3 | 5,5 | 5,8 | 22,0 | 23,0 | 24,0 | 26,0 |
| 6,0 | 6,4 | 6,6 | 7,0 | 24,0 | 25,0 | 26,0 | 28,0 |
| 7,0 | 7,4 | 7,6 | 8,0 | 27,0 | 28,0 | 30,0 | 32,0 |
| 8,0 | 8,4 | 9,0 | 10,0 | 30,0 | 31,0 | 33,0 | 35,0 |
| 10,0 | 10,5 | 11,0 | 12,0 | 33,0 | 34,0 | 36,0 | 38,0 |
| 12,0 | 13,0 | 14,0 | 15,0 | 36.0 | 37,0 | 39,0 | 42,0 |
| 14,0 | 15,0 | 16,0 | 17,0 | 39,0 | 40,0 | 42,0 | 45,0 |
На упрощенном изображении болтового соединения не показывают фаски, зазоры между стержнем болта и отверстием, резьба наносится на всей длине стержня.
Все размеры стандартных изделий рассчитываются по условно-упрощенным размерам, выраженным через отношение к диаметру резьбы — d (Рисунок 5.24, в).
Длина болта определяется по формуле:
L= m+S+H+k,
где L — длина болта; m — толщина соединяемых деталей; S — толщина шайбы; Н — высота гайки; k = (0,25 … 0,5)d — запас резьбы болта (Рисунок 5.24, б)
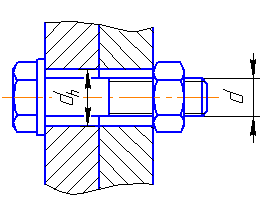
Рисунок 5.25 Конструктивный зазор между стержнем болта и отверстием в деталях
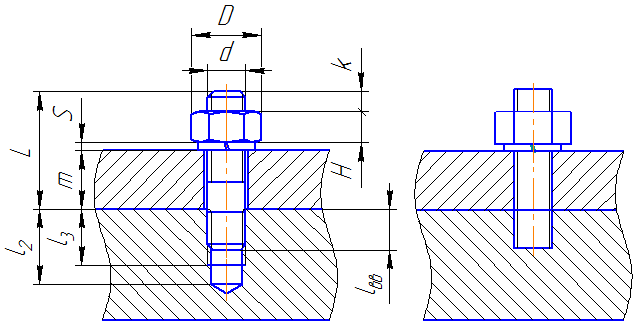
5.3.2 Соединение шпилькой
Шпилечное соединение применяют для скрепления двух и более деталей, когда по конструктивным соображениям применение болтового соединения невозможно. В шпилечное соединение входят присоединяемые детали и корпус, стандартные изделия — шпилька, гайка, шайба (Рисунок 5.26, а, б).
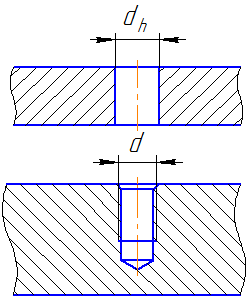
В присоединяемой детали выполняют сквозное гладкое отверстие, диаметром dh (см. Таблицу 5.15), как и в случае болтового соединения.
Гнездо под шпильку в корпусной детали сначала высверливают (диаметр сверления зависит от номинального диаметра резьбы, ее шага и требуемой точности изготовления, Таблица 5.2), затем делают фаску, после чего нарезают резьбу (Рисунок 5.4). Глубина сверления зависит от глубины ввинчивания шпильки (lвв), запаса резьбы полного профиля в гнезде и недореза, зависящего от шага: l2 = lвв + 4Р. Глубина нарезания резьбы l3 = lвв + 2Р , где Р – шаг резьбы. Размеры глубины сверления и нарезания резьбы указывают на чертеже корпусной детали.
Под длиной шпильки понимают длину ее стержня без ввинчиваемого конца — L.
Глубина ввинчивания зависит от материала корпусной детали — чем мягче материал, тем больше глубина ввинчивания (Таблица 5.10).
Последовательность сборки: ввинчивают шпильку ввинчиваемым концом в корпус до заклинивания (по сбег резьбы), одевают на стержень шпильки присоединяемую деталь, одевают шайбу, накручивают гайку.
 |
| а |
 |
|
| б | в |
 |
| г |
Рисунок 5.26 — Шпилечное соединение: а — отверстия в соединяемых деталях; б — конструктивное изображение; в — упрощенное изображение; г — модель
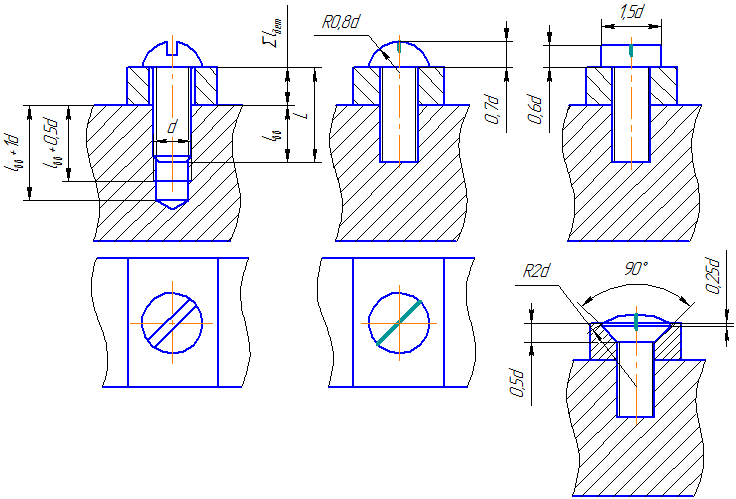
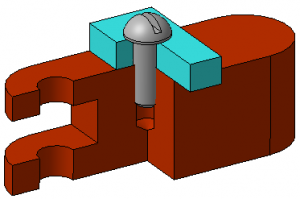
5.3.3 Соединение винтом
В винтовое соединение входят присоединяемые детали и корпус, стандартные изделия — винт, иногда шайба (Рисунок 5.27, б, в, г).
В присоединяемой детали выполняют гладкое сквозное отверстие, Таблица 5.15.
Гнездо под винт в корпусной детали сначала высверливают (диаметр сверления зависит от номинального диаметра резьбы, ее шага и требуемой точности изготовления, Таблица 5.2), затем делают фаску, после чего нарезают резьбу (Рисунок 5.4). Глубина сверления зависит от глубины ввинчивания винта (lвв), запаса резьбы полного профиля в гнезде и недореза, зависящего от шага: l2 = lвв + 4Р (или lвв + 1d). Глубина нарезания резьбы l3 = lвв + 2,7Р , где Р – шаг резьбы (или lвв + 0,5d).
Последовательность сборки: располагают отверстия под крепеж в деталях соосно, вставляют стержень винта через отверстие присоединяемой детали, ввинчивают винт в корпусную деталь.
 |
| а |
 |
||
| б | в | г |
 |
| д |
Рисунок 5.27 — Винтовое соединение: а — отверстия в соединяемых деталях; б — конструктивное изображение; в — упрощенное изображение винта с полукруглой головкой; г — упрощенное изображение винта с цилиндрической и полупотайной головкой; д — модель
Как создать в программе КОМПАС-3D изображения резьбовых крепежных соединений, рассказано в соответствующей данной теме Лабораторной работе!
5.4 Прочие разъемные соединения
5.4.1 Соединение шпонкой, штифтом
Шпоночное соединение применяют для фиксации деталей при передаче крутящих моментов (Рисунок 5.28). Крутящий момент от вала через шпонку передается на втулку. Конструкция и размеры шпонок регламентируются стандартами.
На валу выполняют (фрезеруют) паз, повторяющий профиль шпонки на глубину, определяемую Таблицей 5.16.
В детали, одеваемой на вал, выполняют сквозной паз шириной, равной ширине шпонки, глубиной, определяемой Таблицей 5.16.
Параметры шпонки и пазов в соединяемых деталях зависят от диаметра вала в месте шпоночного соединения (Таблица 5.16).
Шпонки общего назначения подразделяют на призматические, клиновидные, сегментные.
Наиболее широко используются призматические шпонки (Рисунок 5.28). Боковые грани у этих шпонок — рабочие, под верхней имеется зазор. Сечение шпонки зависит от диаметра вала (Таблица 5.16), длина — от передаваемого крутящего момента и конструктивных особенностей соединения.
Обозначение: Шпонка 2-18х11х100 ГОСТ 23360-78, где 2 — исполнение 18х11 — сечение (18 — ширина), 100 — длина.
Последовательность сборки: шпонка закладывается в паз вала, деталь одевается на вал и шпонку смещением ее вдоль оси вращения вала.
Шпонка закрепляет втулку только от проворачивания. Требуется крепление втулки от возможного осевого смещения!

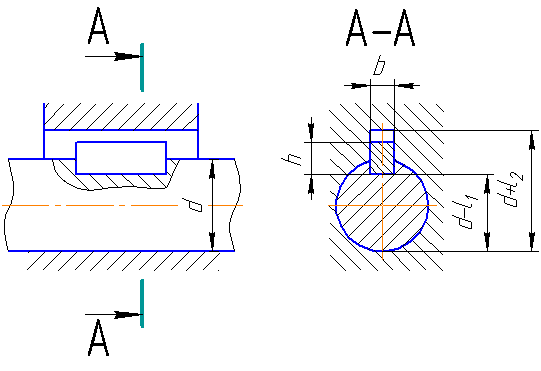
Рисунок 5.28 Шпоночное соединение
| Диаметр вала, d | Размеры сечения шпонки | Глубина вала | Радиус закругления паза, r или фаска, s1x45° | Длина шпонки, l | Фаска для шпонки, s | |||
|---|---|---|---|---|---|---|---|---|
| b | h | вал, t1 | втулка, t2 | наим. | наиб. | |||
| от 6 до 8 | 2 | 2 | 1.2 | 1.0 | 0.08 | 0.16 | от 6 до 20 | 0,15 – 0,25 |
| св. 8 >> 10 | 3 | 3 | 1,8 | 1,4 | 6 – 36 | |||
| >> 10 >> 12 | 4 | 4 | 2,5 | 1,8 | 8 –45 | |||
| св. 12 >> 17 | 5 | 5 | 3 | 2,3 | 0,16 | 0,25 | 10 – 56 | 0,25 – 0,40 |
| >> 17 >> 22 | 6 | 6 | 3,5 | 2,8 | 14 – 70 | |||
| >> 22 >> 30 | 8 | 7 | 4 | 3,3 | 18 – 90 | |||
| св. 30 >> 38 | 10 | 8 | 5 | 3,3 | 0,25 | 0,4 | 22 – 110 | 0,40 – 0,60 |
| >> 28 >> 44 | 12 | 8 | 5 | 3,3 | 28 – 140 | |||
| >> 44 >> 50 | 14 | 9 | 5,5 | 3,8 | 32 – 160 | |||
| >> 50 >> 58 | 16 | 10 | 6 | 4,3 | 45 – 180 | |||
| >> 58 >> 65 | 18 | 11 | 7 | 4,4 | 50 – 200 | |||
| св. 65 >> 75 | 20 | 12 | 7,5 | 4,9 | 0,4 | 0,6 | 56 – 220 | 0,60 – 0,80 |
| >> 75 >> 85 | 22 | 14 | 9 | 5,4 | 63 – 250 | |||
| >> 85 >> 95 | 25 | 14 | 9 | 5,4 | 70 – 280 | |||
| св. 95 >> 110 | 28 | 16 | 10 | 6.4 | 0.4 | 0.6 | 80 – 320 | 0,60 – 0,80 |
| >> 110 >> 130 | 32 | 18 | 11 | 7.4 | 90 – 360 |
Штифты применяют для точного фиксирования деталей. Они позволяют при необходимости разъединения деталей повторную сборку с сохранением точности их расположения. Штифты применяются для установки деталей (установочные штифты), а также в качестве соединительных и предохранительных деталей.
Последовательность сборки: устанавливают деталь на валу в нужном положении, совместно, в двух деталях, просверливают отверстие, вбивают штифт.
Так как при соединении деталей штифтом отверстие под штифт просверливается в процессе сборки, то на сборочном чертеже указываются установочные (размер 5 мм) и исполнительные размеры (Рисунок 5.30).
Штифты подразделяют на цилиндрические и конические (Рисунок 5.29).
Обозначение: Штифт 10х60 ГОСТ 3128-70, 10 — диаметр в мм, 60 — длина в мм.
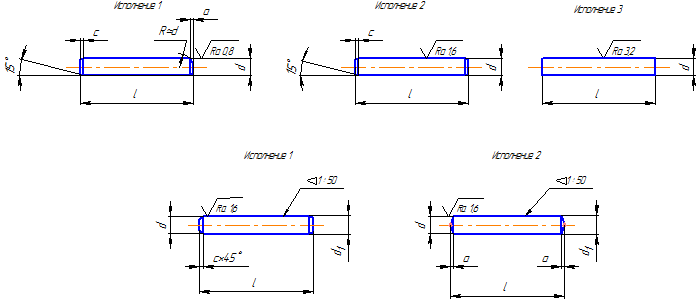
Размер d1 для конического штифта рассчитывается по формуле: d1=d+(l-2c)/50

Рисунок 5.29 — Изображение цилиндрического штифта
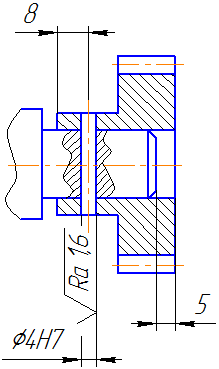
Рисунок 5.30 — Штифтовое соединение
| d | c | длина штифта, l | |
|---|---|---|---|
| цилиндрического | конического | ||
| 1 | 0,2 | от 2,5 до 18 | от 5 до 18 |
| 1,2 | 0,2 | >> 2.5 >> 25 | >> 6 >> 22 |
| 1,6 | 0,3 | >> 3 >> (32) | >> 6 >> 28 |
| 2 | 0,3 | >> 4 >> 40 | >> 8 >> 36 |
| 2,5 | 0,5 | >> 5 >> 50 | >> 10 >> 45 |
| 3 | 0,5 | >> 6 >> 60 | >> 12 >> 55 |
| 4 | 0,6 | >> 8 >> 80 | >> 16 >> 70 |
| 5 | 0,8 | >> 10 >> 100 | >> 16 >> 90 |
| 6 | 1,0 | >> 12 >> 120 | >> 20 >> 110 |
| 8 | 1,2 | >> 16 >> 160 | >> 25 >> 140 |
| 10 | 1,6 | >> 20 >> 160 | >> 28 >> 180 |
| 12 | 1,6 | >> 25 >> 160 | >> 32 >> 220 |
| 16 | 2,0 | >> 30 >> 280 | >> 40 >> 280 |
| 20 | 2,5 | >> 40 >> 280 | >> 50 >> 280 |
| 25 | 3,0 | >> 50 >> 280 | >> 60 >> 280 |
| 32 | 4,0 | >> 60 >> 280 | >> 80 >> 280 |
| 40 | 5,0 | >> 80 >> 280 | >> 100 >> 280 |
| 50 | 6,3 | >> 100 >> 280 | >> 120 >> 280 |
Длина штифтов до 36 мм выбирается из ряда: 4; 5; 6; 8; 10; 12; 14; 16; (18); 20; (22); 25; (28); 30; (32); 36, длина штифтов от 40 до 50 мм выбирается с окончанием на 0 или 5; от 60 мм и выше – с окончанием на 0.
5.4.2 Шлицевое соединение
Эти соединения называют многошпоночными, в нем шпонки выполнены как одно целое с валом, что позволяет передавать большие крутящие моменты по сравнению со шпоночным соединением. Кроме того, шлицевое соединение хорошо обеспечивает взаимное центрирование втулки (колеса) и вала, что очень важно для валов с большим числом оборотов.
Вал (Рисунок 5.32) имеет равномерно расположенные впадины (шлицы), между которыми находятся зубья. Зубья входят во впадины втулки, образуя шлицевое соединение. Профили зубьев и впадин бывают прямобочные, эвольвентные и треугольные (Рисунок 5.31). Наиболее широко применяют прямобочное соединение. Размеры шлицевых соединений установлены стандартами.
Основные параметры: число зубьев z, внутренний диаметр d, наружный диаметр D, ширина зуба b.
Шлицевое соединение изображают согласно ГОСТ 2.409-74* упрощенно (Рисунок 5.33).
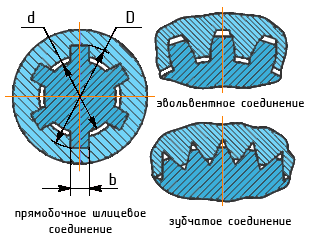
Рисунок 5.31 — Профили шлицев
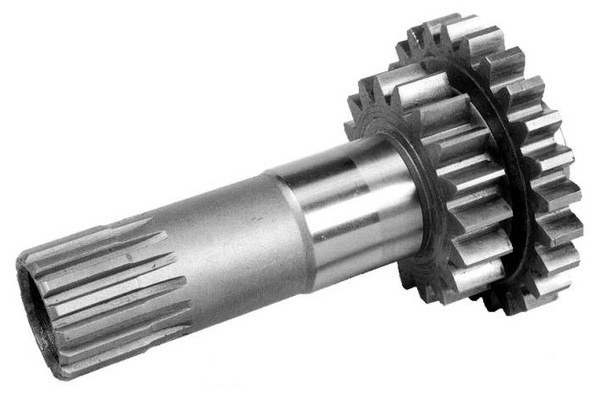
Рисунок 5.32 — Вал со шлицами
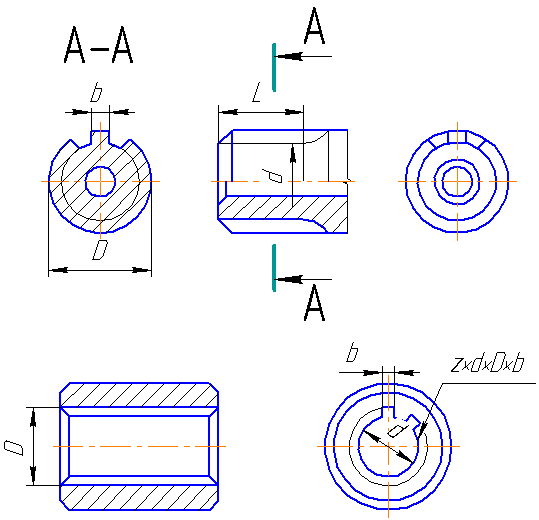
Рисунок 5.33 — Пример детали со шлицевым хвостовиком и фрагменты чертежей деталей
| Легкая серия | Средняя серия | Тяжелая серия | |||
|---|---|---|---|---|---|
| Номинальный размер «z» x «d» x «D« |
b | Номинальный размер «z» x «d» x «D« |
b | Номинальный размер «z» x «d» x «D« |
b |
| 6x23x26 | 6 | 6x11x14 | 3 | 10x16x20 | 2,5 |
| 6x26x30 | 6 | 6x13x16 | 3,5 | 10x18x23 | 3 |
| 6x28x32 | 7 | 6x16x20 | 4 | 10x21x26 | 3 |
| 8x32x36 | 6 | 6x18x22 | 5 | 10x23x29 | 4 |
| 8x36x40 | 6 | 6x21x25 | 5 | 10x26x32 | 4 |
| 8x42x46 | 8 | 6x23x28 | 6 | 10x28x35 | 4 |
| 8x46x50 | 9 | 6x26x32 | 6 | 10x32x40 | 5 |
| 8x52x58 | 10 | 6x28x34 | 7 | 10x36x45 | 5 |
| 8x56x62 | 10 | 8x32x38 | 6 | 10x42x52 | 6 |
| 8x62x68 | 12 | 8x36x42 | 7 | 10x46x56 | 7 |
| 10x72x78 | 12 | 8x42x48 | 8 | 16x52x60 | 5 |
| 10x82x88 | 12 | 8x46x54 | 9 | 16x56x65 | 5 |
| 10x92x98 | 14 | 8x52x60 | 10 | 16x62x72 | 6 |
| 10x102x108 | 16 | 8x56x65 | 10 | 16x72x82 | 7 |
| 10x112x120 | 18 | 8x62x72 | 12 | 20x82x92 | 6 |
| 10x72x82 | 12 | 20x92x102 | 7 | ||
| 10x82x92 | 12 | 20x102x115 | 8 | ||
| 10x92x102 | 14 | 20x112x125 | 9 | ||
| 10x102x112 | 16 | ||||
| 10x112x125 | 18 | ||||
| «z» — число шлицев, «d» — внутренний диаметр, «D» — наружный диаметр, «b» — ширина шлица |
По вопросам репетиторства по инженерной графике (черчению), вы можете связаться любым удобным для вас способом в разделе Контакты. Возможно очное и дистанционное обучение по Skype: 1250 р./ак.ч.
Ваша заявка отправленна
В скором времени мы с вами свяжемся
