Эффективность
применения системы ППР находится в
прямой зависимости от совершенства
нормативной базы, соответствия нормативов
условиям эксплуатации оборудования.
От точности нормативов в большой степени
зависят расходы предприятия на техническое
обслуживание и ремонт оборудования, а
также уровень потерь в производстве,
связанных с неисправностью оборудования.
Нормативы дифференцируются по группам
оборудования и характеризуют
последовательность проведения ремонтов
и осмотров, объемы ремонтных работ, их
трудоемкость и материалоемкость.
К важнейшим нормативам системы ППР
относятся:
-
продолжительность
межремонтного цикла; -
структура
межремонтного цикла; -
продолжительность
межремонтного и межосмотрового периодов; -
категория сложности
ремонта; -
нормативы
трудоемкости; -
нормативы
материалоемкости; -
нормы запаса
деталей и оборотных узлов и агрегатов.
Продолжительность
межремонтного цикла — это
период работы
оборудования от момента ввода его в
эксплуатацию до первого капитального
ремонта или время между двумя
последовательно выполняемыми капитальными
ремонтами. Для легких и средних
металлорежущих станков продолжительность
межремонтного
цикла (Тм..ц,
ч).
Под
структурой межремонтного цикла
понимают перечень и последовательность
выполнения ремонтных работ и работ по
техническому обслуживанию в период
межремонтного цикла. Например,
для средних и легких металлорежущих
станков структура
межремонтного цикла имеет следующий
вид:
К1
– О1 – Т1 – О2 – Т2
– О3 – С, – О4 – Т3 – О5
– Т4 – О6 – К2,
где К1
и К2
– капитальные ремонты оборудования;
С1 — средний
ремонт оборудования;
О1,
О2, О3, О4, О5, О6
— осмотры (техническое обслуживание);
Т1,
Т2, Т3, Т4 — текущие
малые ремонты оборудования.
Из
структуры межремонтного цикла видно,
сколько ремонтов и
осмотров проводится и в какой
последовательности.
Межремонтный
период — время
работы единицы оборудования
между двумя очередными плановыми
ремонтами. Например, период между К1
и Т1
или Т1
и Т2,
или Т2
и С1.
Межосмотровый
период — время
работы оборудования между двумя
очередными осмотрами и плановыми
ремонтами.
Категория
сложности ремонта характеризует
степень сложности ремонта оборудования
и его особенности. Чем сложнее оборудование,
чем больше его размер и тем выше точность
обработки на нем, тем сложнее ремонт, а
следовательно, и выше категория
сложности.
Категория
сложности ремонта обозначается буквой
Р и числовым коэффициентом перед ней.
В качестве эталона для определенной
группы металлорежущих станков принят
токарно-винторезный станок 1К62 с высотой
центров 200 мм и расстоянием между центрами
1000 мм. Для этого станка установлена
категория сложности по технической
части 11Р, а по электрической — 8,5Р.
Категорию сложности любого станка
данной группы оборудования
устанавливают путем сопоставления его
с эталоном.
Трудоемкость
того или иного вида ремонтных работ
определяется исходя
из количества единиц ремонтной сложности
и норм времени, установленных на
одну ремонтную единицу. Количество
единиц ремонтной сложности по механической
части оборудования
совпадает с категорией сложности.
Следовательно, станок
1К62 по механической (мех.) части имеет
11 ремонтных единиц, а по электрической
(эл.) — 8,5 ремонтных единиц.
Нормы
времени устанавливаются на одну ремонтную
единицу по видам ремонтных работ
отдельно на слесарные, станочные и
прочие работы.
При
определении длительности ремонтного
цикла, межремонтного и межосмотрового
периодов следует основываться на
структуре ремонтного цикла для каждого
вида технологического оборудования.
Длительность
ремонтного цикла определяется по формуле
Тр.ц.
= 16800 Ком Кми Кто Кв
Кд Ккм ,
где
16800 – нормативный коэффициент,
характеризующий длительность ремонтного
цикла для металлорежущего оборудования,
ч;
Ком
– коэффициент, учитывающий обрабатываемый
материал (для конструкционной стали –
1,0; для высокопрочной стали – 0,7; для
чугуна, бронзы – 0,8);
Кми
– коэффициент, учитывающий материал
применяемого инструмента (металл (сталь)
– 1,0; абразив – 0,8);
Кто
– коэффициент, учитывающий класс
точности оборудования (нормальной
точности – 1,0; повышенной точности –
1,5; особо точное оборудование – 2,0);
Кв
– коэффициент, учитывающий возраст
оборудования (до 10 лет – 1,0, далее чем
больше возраст, тем ниже значение
коэффициента);
Кд
– коэффициент долговечности;
Ккм
– коэффициент, учитывающий категорию
массы оборудования (вес станка до 10 т –
1,0; вес станка до 100 т – 1,35; вес станка
свыше 100 т – 1,7).
Длительность
межремонтного и межосмотрового периодов
определяется по формулам
Тмр
=
, То
=
,
где
Тмр – длительность межремонтного
периода;
То
– длительность межосмотрового
периода;
nc
– количество средних ремонтов;
nт
– количество текущих (малых) ремонтов;
nо
– количество осмотров или периодичность
осмотров.
Среднегодовую
трудоемкость ремонтных работ можно
определить по следующей формуле

,
где
Тк, Тс, Тм,
То – суммарная трудоемкость
(слесарных, станочных и прочих работ)
соответственно капитального, среднего,
малого ремонтов и осмотров на одну
единицу ремонтной сложности;
Ri
– количество единиц ремонтной сложности
i-й единицы оборудования;
Сi
– число единиц оборудования i-го
наименования.
Планирование
ремонтных работ заключается в составлении
общих годовых, уточненных квартальных
и месячных планов ремонтов по цехам и
заводу в целом. Планы ремонтов составляются
бюро ППР в виде календарных планов-графиков,
включающих перечень всех инвентарных
единиц оборудования, виды ремонтов и
осмотров, которые должны быть осуществлены
в плановом году с
указанием календарного срока их
выполнения.
Для
равномерности загрузки ремонтного
персонала в течение года
график ремонта корректируется таким
образом, чтобы объем работ в
нормо-часах по месяцам был примерно
одинаковым. Для этого часть ремонтных
работ из месяца со значительным
превышением объема
в нормо-часах переносится на месяцы с
недогрузкой рабочих против
располагаемого месячного фонда времени.
Время, затрачиваемое
на осмотры, не включается в общую
сумму простоев оборудования, так как
осмотры проводятся в нерабочее время.
На основе годового
плана-графика составляются месячные
планы ремонтных работ, по которым
разрабатывают календарные планы ремонта
оборудования каждого вида и организации
труда рабочих ремонтных бригад. Месячный
план ремонта должен быть согласован с
планом выпуска основной продукции на
данный месяц.
На
основе годового план-графика ремонта
оборудования планово-производственное
бюро отдела главного механика устанавливает
для РМЦ квартальный план с разбивкой
по месяцам. План составляется в
ремонтных единицах и в единицах
трудоемкости по
следующим видам ремонтных работ: ремонт
оборудования (с разбивкой на
капитальный, средний и текущий), осмотры,
проверки на точность и промывки,
изготовление запасных деталей, регенерация
масел, работы по технике безопасности,
хозяйственные и прочие работы. Кроме
того, предусматривается резерв на
внеплановые (аварийные) работы в размере
до 15% общей трудоемкости
работ.
Объем
работ по изготовлению запасных и сменных
деталей определяется исходя из
продолжительности производственного
цикла изготовления деталей и срока
ремонта оборудования, в котором будут
использованы эти детали. Кроме того, по
отдельным видам деталей устанавливается
задание для пополнения текущего
запаса.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
РАСЧЕТ РЕМОНТНОГО ЦИКЛА
РАСЧЕТ РЕМОНТНОГО ЦИКЛА
Периодичность остановок оборудования на текущие и капитальные ремонты определяется техническим состоянием оборудования, сроком службы изнашивающихся узлов и деталей, а продолжительность остановок – временем, необходимым для выполнения наиболее трудоемкой работы. При непрерывной трехсменной работе максимальная наработка (Н) оборудования в месяц составляет 720 ч (НМ), в год – 8640 ч. (НГ), В условиях односменной работы к нормам периодичности применяется коэффициент 0,6, а для двухсменной работы – 0,8.
Для расчета ремонта цикла ……. нормативы периодичности, продолжительности и трудоемкости технического обслуживания и ремонта численные значения ремонтных нормативов.
Исходные данные для оборудования (по заданию)
Периодичность ремонтов (Т):
ТТО = 4320 ч.
ТТР = 8640 ч.
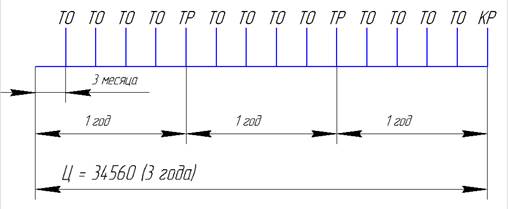
ТКР = 34560 ч.
Продолжительность простоя (П)
ПТО = 4 ч.
ПТР = 48 ч.
ПКР = 96 ч.
Трудоемкость
ТО- 8 чел.-ч.
ТР- 8 чел.-ч.
КР- 48 чел.-ч.
Периодичность ремонтов (Т):
ТТО=1440 ч.
ТТР = 8640 ч.
ТКР = 43200 ч.
Продолжительность простоя (П)
ПТО = 3 ч.
ПТР = 35 ч.
ПКР = 229 ч.
Трудоемкость
ТО-6 чел.-ч.
ТР-24 чел.-ч.
КР-210 чел.-ч.
Определение цикла ремонтов и технических обслуживаний (Ц)
Определяем ЦКР – цикличность капитальных ремонтов.
Ц = ЦКР= ТКР / НГ, где (6)
ТКР – периодичность капитальных ремонтов оборудования
НГ – максимальная наработка оборудования в год, ч.
Ц = ЦКР= 34560 /
Определяем ЦТР – цикличность текущих ремонтов.
ЦТР = ТТР/ Нм, где (7)
ТТР – периодичность текущего ремонта, ч.
НМ – максимальная наработка в месяц
ЦТР = 8640 /
Определяем ЦТО – цикличности технических обслуживаний.
ЦТО = ТТО/ Нм, где (8)
ТТО – периодичность технического обслуживания, ч;
НМ – максимальная наработка в месяц;
ЦТО = 4320/
Определение числа ремонтов и технических обслуживаний
Определяем число капитальных ремонтов (НКР).
НКР = ТКР / ТКР (9)
НКР = 34560 / 34560 = 1
Определяем число текущих ремонтов (НТР).
НТР = ТКР / ТТР – НКР (10)
НТР = 34560 / 8640 – 1 = 3
Определяем число технических обслуживаний (НТО).
НТО = ТКР / ТТО – НКР – НТР (11)
НТО = 34560 / 4320 – 1 – 3 = 4
По данным выполненных расчетов строим структуру ремонтного цикла (рисунок 5) для смесителя VRIECO – NAUTA. ТО – ТО – ТО – ТО – ТР – ТО – ТО – ТО – ТО – ТР – ТО – ТО – ТО – ТО – ТР – КР
Организация ремонтного обслуживания производства. Основы расчетов
Ремонтное обслуживание производства изделия осуществляется на основе разрабатываемого ежегодно графика планово-предупредительного ремонта оборудования по стандартной форме.
Для составления годового графика ремонтов необходимо произвести расчеты основных параметров по каждой модели оборудования:
1. Длительность ремонтного цикла:
 , лет;
, лет;
где А – нормативная длительность ремонтного цикла, ч.; установлена для легких и средних металлорежущих станков (до 10 т) – 24000 ч., для крупных и тяжелых станков (10 – 100 т) – 23000 ч.;
bп – коэффициент, учитывающий характер (тип) производства: для массового, крупносерийного типа – 1; для серийного – 1,3; для мелкосерийного и единичного – 1,5;
Определим тип производства. Т.к. Nг = 320 * 12 = 3840 (мес), следовательно в нашем случае рассматривается крупносерийное производство, т.о., bп = 1.
bм – коэффициент, учитывающий вид обрабатываемого материала, мы обрабатываем сталь, поэтому bм = 1;
bу – коэффициент, учитывающий условия эксплуатации оборудования;
bm – коэффициент, учитывающий массу оборудования: для легких и средних станков – 1; для крупных и тяжелых – 1,35; для особо тяжелых и уникальных – 1,7;
Фоб – годовой фонд времени работы оборудования, ч.
2. Межремонтный период:
 , мес.,
, мес.,
где пс(т) – число средних (текущих) ремонтов оборудования в ремонтном цикле.
3. Межосмотровый период:
 , мес.,
, мес.,
где по – число осмотров (технического обслуживания) в ремонтном цикле.
При определении длительности межремонтного и межосмотрового периодов следует основываться на структуре ремонтного цикла для каждого вида технологического оборудования (приложение 8).
Расчеты Тц.р, Тм.р, Тм.о по оборудованию сводятся в таблицу (табл. 11).
Таблица 11. Расчет ремонтного цикла
|
Модель станка |
Коли-чест-во стан-ков |
Массат. |
Нормати-вная длитель-ность ремонт-ного цикла,ч. |
Годовой фонд времени работы станка,ч. |
Коэффициенты |
Ремонт- ный цикл, |
Межре-монтный период, мес. |
Межосмотровый период мес. |
|||
|
bп |
bм |
bу |
bm |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
1512Ф2 1740РФ3 3л741ВФ10 2н55Ф2 |
2 2 7 2 |
16,2 15 10,8 7 |
23000 23000 23000 24000 |
4055 4055 4055 4055 |
1 1 1 1 |
1 1 1 1 |
1,1 1,1 1 1,1 |
1,35 1,35 1,35 1 |
9 9 8 9 |
12 12 11 18 |
3 3 3 9 |
Пояснения к таблице 11:
1. 1512Ф2:
m = 16,2 т.; А = 23000 ч.; bп = 1; bм = 1; bу = 1,1; bm = 1,35.
Фоб = 4055 ч; пс = 2; пт = 6; по = 27.
 = 9 (лет);
= 9 (лет);
 (мес.);
(мес.);
 (мес.).
(мес.).
2. 1740РФ3:
m = 15 т.; А = 23000 ч.; bп = 1; bм = 1; bу = 1,1; bm = 1,35.
Фоб = 4055 ч; пс = 2; пт = 6; по = 27.
 = 9 (лет);
= 9 (лет);
 (мес.);
(мес.);
 (мес.).
(мес.).
3. 3л711ВФ10:
m = 10,8 т.; А = 23000 ч.; bп = 1; bм = 1; bу = 1; bm = 1,35.
Фоб = 4055 ч; пс = 2; пт = 6; по = 27.
 = 8 (лет);
= 8 (лет);
 = 11 (мес.);
= 11 (мес.);
 = 3 (мес.).
= 3 (мес.).
4. 2н55Ф2:
m = 7 т.; А = 24000 ч.; bп = 1; bм = 1; bу = 1,1; bm = 1.
Фоб = 4055 ч; пс = 1; пт = 4; по = 6.
 = 9 (лет);
= 9 (лет);
 = 18 (мес.);
= 18 (мес.);
 (мес.).
(мес.).
Даты установки технологического оборудования для производства нового изделия распределяются по всему циклу комплексной подготовки производства с учетом периодичности приобретения оборудования не более 2 единиц и выполнения монтажных работ не более одного станка в месяц.
На основе годового графика ремонтов оборудования составляется плановая смета затрат на ремонтные работы. Расчет отдельных статей затрат сметы производится на основе ремонтной сложности и количества ремонтируемого оборудования, трудовых и стоимостных нормативов.
1. Основная заработная плата ремонтных рабочих:
Сз(осн) = Тр * aср * кнед, р.,
где Тр – суммарная трудоемкость ремонтных работ , чел.-ч.;
aср – часовая тарифная ставка среднего разряда ремонтных работ, р./ч.;
кнед – для ремонтных рабочих принимается 1,4 – 1,6.
Суммарная трудоемкость ремонтных работ вычисляется в зависимости от категории ремонтной сложности оборудования раздельно для механической и электрической его части по формуле:
 , ч.
, ч.
где dр.слi – категория сложности ремонта i-го оборудования, р. ед.;
 – нормы трудоемкости капитального, среднего, текущего ремонтов и технического обслуживания на одну ремонтную единицу, нормо-ч.
– нормы трудоемкости капитального, среднего, текущего ремонтов и технического обслуживания на одну ремонтную единицу, нормо-ч.
 – число капитальных, средних, текущих ремонтов и технических обслуживаний в плановом году (по графику – Приложение 2).
– число капитальных, средних, текущих ремонтов и технических обслуживаний в плановом году (по графику – Приложение 2).
Итак, рассчитаем суммарную трудоемкость ремонтных работ раздельно для механической и электрической части оборудования и на полученных данных заполним таблицу 13 (приложение 4).
Расчет основной заработной платы работников отражен в таблице 14 (приложение 5).
Итак мы получили, что Сз(осн) = 200142,20 р. (приложение 5).
2. Дополнительная заработная плата ремонтных рабочих:
Сз(доп) = Сз(осн) * 0,12 = 200142,20*0,12 = 24017,06 (р.)
Т.к. дополнительная заработная плата для ремонтных рабочих принимается 12 – 14 % к основной заработной плате, мы приняли 12 %.
3. Материальные затраты включают стоимость основных материалов для ремонта и технического обслуживания оборудования и стоимость запасных деталей.
Стоимость основных материалов для ремонта оборудования определяется в % к основной заработной плате ремонтных рабочих.
Т.о. стоимость основных материалов для ремонта оборудования металлорежущего оборудования = 2083,46*0,35 + 2083,46*0,35 + 13619,19 * 0,4 + 13619,19*0,4 + 13619,19*0,4 + 13619,19*0,4 + 13619,19 * 0,4 + 3535,19*0,35 + 13619,19*0,4 + 3535,19*0,35 + 14143,01*0,4 + 14143,01 * 0,4 + 6285,78*0,4+1631,67*0,35 = 51018,92 (р.) (см. приложение 6)
Стоимость основных материалов для технического обслуживания металлорежущего оборудования – 12 % к основной заработной плате
рабочих по его обслуживанию = 0,12* (290,42+1477,83+1477,83 + 1970,44 + 1477,83 + 1477,83 + 1477,83 + 1477,83 + 1534,67 + 1534,67+682,07+682,07)=15561,32*0,12 = 1867,36 (р.)
Т.о. стоимость основных материалов для металлорежущего оборудования = 51018,92+1867,36 = 52886,28 (р.)
Стоимость основных материалов для электротехнического оборудования = =438,48 * 0,25 + 438,48 * 0,25 + 6241,2 * 0,75 + 6241,2 * 0,75 + 6241,2 * 0,75 + 6241,2 * 0,75 + 6241,2 * 0,75 + 1069,92 * 0,25 + 6241,2 * 0,75 + 1069,92 * 0,25 + 3276,63 * 0,75 + 3276,63 * 0,75 + 7177,38 * 0,75 + 1230,41 * 0,25 = 39445,18 (р.) (см. приложение 6)
Т.о. общая стоимость основных материалов = 52886,28 + 39445,18 =92331,46 (р.)
Расчет материальных затрат отражен в таблице 15 (приложение 6).
Стоимость запасных деталей для ремонта определяется в % к стоимости основных материалов:
– металлорежущее оборудование – 50 – 60 %;
– электротехническое оборудование 30 – 40 %.
Т.о. стоимость запасных деталей для ремонта металлорежущего оборудования = 51018,92 * 0,5 + 1867,36 * 0,5 = 25509,46 + 933,68 = 26443,14 (р.)
Стоимость запасных деталей для ремонта электротехнического оборудования = 39445,18 * 0,3 = 11833,55 (р.)
Следовательно, общая стоимость запасных деталей = 26443,14 + 11833,55 = 38276,69 (р.)
4. Цеховые, общезаводские расходы и расходы по содержанию и эксплуатации оборудования определяются в % к основной заработной плате рабочих по ремонту и обслуживанию оборудования. Для ремонтных цехов эти расходы принимаются: цеховые – 120 – 130 %, расходы по содержанию и эксплуатации оборудования – 160 – 180 %.
Итак, цеховые расходы = 1,20*200142,20 = 240170,64 (р.);
РСЭО = 1,7 *200142,20 = 340241,74 (р.)
Итак, на основе полученных данных, составим смету затрат на ремонтные работы.
Таблица 12. Смета затрат на ремонтные работы.
|
№ п/п |
Статьи затрат |
Сумма, р. |
Удельный вес затрат в общей сумме, % |
|
1. |
Основная заработная плата рабочих |
200142,20 |
5,50 |
|
2. |
Дополнительная заработная плата рабочих |
24017,06 |
0,66 |
|
3. |
Отчисления на социальные нужды |
79800,70 |
2,19 |
|
4. |
Материальные затраты |
92331,46 |
2,54 |
|
5. |
Цеховые расходы |
900639,90 |
24,75 |
|
6. |
Расходы по содержанию и эксплуатации оборудования |
1260895,86 |
34,65 |
|
7. |
Общезаводские расходы |
1080767,88 |
29,71 |
|
Итого: |
3638595,06 |
100 |
Из таблицы видно, что расходы по содержанию и эксплуатации оборудования занимают значительный удельный вес в общей сумме комплексных расходов. В их состав включаются расходы, связанные с работой оборудования, т.е. затраты на содержание, амортизацию, текущий ремонт производственного и подъемно-транспортного оборудования, цехового транспорта, обслуживание рабочих мест, а также на амортизацию и возмещение износа инструментов и приспособлений и др. Они распределяются между отдельными видами изделий пропорционально сметным (нормативным) ставкам и возрастают при перевыполнении плана по объему производства. Однако этот рост непропорционален увеличению объема производства, и темпы его зависят от тех факторов, которые обусловили сверхплановый прирост производства. Для сокращения расходов по содержанию и эксплуатации оборудования можно рекомендовать применять новейшие технологии, направленные на автоматизацию процессов обслуживания рабочих мест и, как следствие этого, минимизацию издержек.
Пояснения к таблице 12:
1. Отчисления на социальные нужды = (основная заработная плата рабочих + дополнительная заработная плата рабочих) * 0,356 = (200142,20+24017,06)*0,356 = 79800,70 (р.)
2. Цеховые расходы = 4,5 * основная заработная плата рабочих =4,5*200142,20=900639,90 (р.)
3. РСЭО = 6,3 * основная заработная плата рабочих = 6,3*200142,20 = 1260895,86 (р.)
4. Общезаводские расходы = 5,4 * основная заработная плата рабочих = 5,4 * 200142,20 = 1080767,88 (р.)
