Если необходимо просверлить отверстие в деревянной или металлической заготовке (круглой, квадратной или прямоугольной формы) строго по центру, то удобнее всего делать разметку не штангенциркулем, а специальным инструментом — центроискателем. Также можно найти центр окружности, используя обычные инструменты, которые всегда есть под рукой.
Быстрый способ, как найти центр окружности
В данном обзоре автор поделится с нами довольно простым способом, как быстро найти центр окружности.
Для этого нам потребуется всего два предмета: угольник и карандаш. Первым делом необходимо провести прямую линию в любом месте окружности.

Советуем также прочитать: как изготовить своими руками антенну для усиления 4G сигнала на даче или в частном доме.
После того, как начертили линию, измеряем длину, и делим это расстояние ровно пополам.
В данном случае длина линии составляет 210 мм. Разделив ее пополам, получаем 105 мм — ставим в этом месте отметку.

С помощью угольника проводим вторую линию, которая должна быть перпендикулярна первой (то есть проходить под углом 90 градусов).

Основные этапы работ
На следующем этапе проделываем те же операции с другой стороны окружности (только не параллельно, а немного в стороне).
Чертим линию, измеряем ее длину (в данном случае — 218 мм), делим пополам (109 мм) и откладываем в этом месте точку. После этого проводим перпендикулярную линию, как и в предыдущем случае.
Пересечение двух линий, которые мы чертили под углом 90 градусов, и будет являться центром круга.

Видео
Подробно об этом способе можно посмотреть на видео ниже. Статья подготовлена на основе видео с YouTube канала «ПОГРАНЕЦ 13».
 КАК БЫСТРО НАЙТИ ЦЕНТР КРУГА
КАК БЫСТРО НАЙТИ ЦЕНТР КРУГАКак сделать универсальный центроискатель
Для токарных станков сегодня продаются уже готовые заводские индикаторные и оптические центроискатели.
Но если станка под рукой нет, а центр найти надо, то можно воспользоваться самодельным центроискателем. Для его изготовления потребуется всего две детали: обычный металлический угольник и линейка.
Делаем центроискатель за 15 секунд
Изготовить самодельный инструмент для нахождения центра заготовки очень просто. Нужно всего лишь приложить линейку к угольнику под углом 45 градусов и зафиксировать ее, чтобы она была неподвижна.
Для фиксации можно использовать маленькую струбцинку или зажим. Также можно просверлить отверстия и закрепить линейку при помощи заклепок или болтов.

Вот так просто (и самое главное — быстро) в домашних условиях можно изготовить удобный и практичный в использовании центроискатель.
Принцип работы инструмент тоже очень прост. Прикладываем приспособление к заготовке, и линейка будет проходить как раз через центр.

Достаточно прочертить сначала первую линию, затем провернуть инструмент на 90 градусов и прочертить вторую. Потом можно будет сверлить отверстие.
Если заготовка «кривая», то линий желательно прочертить больше, чтобы максимально точно определить расположение центра. Пишите в комментариях под видео, что вы думаете по поводу данного метода.
Видео
 Как сделать центроискатель за 10 секунд.
Как сделать центроискатель за 10 секунд.Центровочный инструмент для круглых заготовок
Центровка круглых заготовок из металла доставляет массу неудобств, особенно для неподготовленного человека, далекого от слесарного дела.
Есть специальные инструменты для центровки, но их нужно еще купить. А почему бы не изготовить такой инструмент самостоятельно? В данном обзоре мы расскажем, как это сделать.
Для изготовления центровочного инструмента будут необходимы следующие материалы: небольшой кусок листового металла толщиной 2-3 мм, подшипники, три болта с гайками-барашками.
Рекомендуем также прочитать статью-обзор: как изготовить инструмент для быстрого снятия изоляции со старых проводов.
Если дома, на даче или в гараже часто приходится чистить провода от изоляции, то такая самоделка сэкономит вам время.
Основные этапы работ
Для начала определимся с будущим размером инструмента и вырежем квадратную заготовку из листа металла. Теперь размечаем центр диагональными линиями и кернером намечаем его.
Далее при помощи циркуля чертим по кругу контур и ещё два на небольшом расстоянии друг от друга. Размечаем три вершины треугольника. Обрисовываем контуры для вырезания заготовки инструмента.

По центрам вырезанных лучей на пересечении линий окружностей сверлим отверстия.
Соединяем центральное отверстие с тем, что ближе к центру, и вырезаем канавки. По ним будут двигаться ролики для регулировки.


Теперь шлифуем надфилем все края и снимаем фаски. Ролики можно сделать из подшипников, которые будут крепиться болтом и гайкой в канавках нашей заготовки.

По центру инструмента сверлим отверстие. При желании можно покрасить инструмент в понравившийся цвет. Циркулем намечаем шкалу размеров на верхней части инструмента, и закрепляем ролики.

Видео
Подробное изготовление самоделки можно увидеть на видео ниже. Этот обзор создан на основе видеоролика с YouTube канала Mistry MakeTool.
 How To Make Center Finder Tool || New Design Invention
How To Make Center Finder Tool || New Design InventionКак сделать универсальный центроискатель своими руками
Центроискатель в домашней мастерской — штука полезная и нужная. При помощи этого инструмента можно быстро найти центр заготовки и провести разметочную линию.

Причем центроискатель можно сделать своими руками.
В этом обзоре автор делится своей идеей. Конструкция универсальная — позволяет найти центр на заготовках из дерева и металла (это бруски, пластины, профильные трубы) разного размера.
Для изготовления центроискателя потребуется стальной квадрат, три болта и восемь маленьких подшипников (их можно извлечь из фиджет-спиннеров).

Основные этапы работ
В первую очередь автор делает разметку, после чего сверлит в квадрате семь отверстий на одинаковом расстоянии друг от друга. Еще одно сквозное отверстие надо будет просверлить на перпендикулярной стороне заготовки.

В просверленных отверстиях (во всех, кроме центрального) надо нарезать резьбу. Затем автор затачивает два болта под конус. Далее их нужно будет закалить.

Сборка центроискателя
На последнем этапе останется только собрать приспособление. Надеваем на болты по четыре подшипника и вставляем их в просверленные в квадратной заготовке отверстия.

В центральное отверстие вставляет чертилка по металлу или карандаш, и фиксируется третьим болтом.
Видео
Подробно о том, как сделать универсальный центроискатель для домашней мастерской своими руками, смотрите в видеоролике на нашем сайте.
 DIY AMAZING TOOL / Como Hacer la Mejor Herramienta Compas y Buscador de Centro METAL/MADERA
DIY AMAZING TOOL / Como Hacer la Mejor Herramienta Compas y Buscador de Centro METAL/MADERAУниверсальный центроискатель из квадратного прутка с возможностью регулировки
В интернете можно встретить разные варианты самодельных центроискателей, однако в данном случае автор предлагает изготовить своими руками не только простой, но еще и универсальный центроискатель.

При помощи этого приспособления можно быстро найти центр как на деревянных заготовках, так и на деталях из металла. Причем самодельный центроискатель имеет регулировку по ширине, что очень удобно.
Сначала необходимо отрезать болгаркой кусок квадратного прутка 10х10 мм длиной примерно 20-25 см.
Далее нужно будет разметить и просверлить семь отверстий с шагом 2,5-3 см. Во всех отверстиях, кроме центрального, надо нарезать резьбу.

Процесс изготовления универсального центроискателя
Перпендикулярно центральному отверстию (на другой стороне квадратного прутка) необходимо просверлить еще одно отверстие и нарезать в нем резьбу под фиксирующий болт.

В качестве 2-х боковых упоров мастер использует два длинных болта, предварительно срезав у них шляпки и часть резьбы. Собственно, на этом самоделка готова, и можно испытать ее в деле.

Чтобы найти центр на металлических заготовках, можно использовать чертилку по металлу или кернер. Да и автомобильный клапан тоже подойдет.
При работе с деревянными заготовками в центральном отверстии фиксируется обычный карандаш.

Видео
Подробнее о том, как сделать удобный и простой в использовании универсальный центроискатель с возможностью регулировки по ширине, смотрите в видеоролике на нашем сайте.
 Make A Center Finder Tool || DIY Centerline Tool
Make A Center Finder Tool || DIY Centerline ToolМебельный кернер-центроискатель для разметки отверстий под шканты
В данном обзоре расскажем, как своими руками изготовить комплект из двух мебельных центроискателей.
При помощи этих приспособлений (их еще называют наколками) удобно делать разметку для сверления отверстий под деревянные шканты.
Для изготовления самодельных мебельных центроискателей потребуются болты с гайками и круглый пруток (желательно, чтобы он был хорошего качества).
Этой полезной идеей с нами поделился автор YouTube канала DIYFixMan.
Кстати, своими руками можно изготовить также барашковые болты с гайками.
В магазинах не всегда можно найти требуемый размер. А так вы можете без проблем сделать себе болты и гайки-барашки любого диаметра.
Основные этапы работ
На болт накручиваем гайку.
Зажимаем болт с гайкой в тисках, и болгаркой срезаем часть шляпки. Обрабатываем место среза абразивным бруском.



После этого зажимаем болт с гайкой снова в слесарных тисках, и отрезаем шпильку болта заподлицо с гайкой.

Находим центр в шляпке болта, и с помощью дрели (а лучше — на сверлильном станке) сверлим глухое отверстие.

Далее нам потребуется стальной круглый пруток. Затачиваем один из его концов. Обрезаем до нужной длины.

В просверленное отверстие капаем каплю суперклея, и потом вставляем отрезок прутка с заостренным кончиком.


Как пользоваться «наколками»
В одной из заготовок сверлим два отверстия. Устанавливаем в них самодельные кернеры-центроискатели.

Прикладываем эту заготовку ко второй детали, и ударяем по ней молотком. Кернеры оставят углубления, в которых затем сверлим отверстия.

Когда все готово, останется только установить подготовленные деревянные шканты, и соединить вместе обе заготовки.

Видео
Подробно о том, как изготовить кернер-центроискатель для разметки отверстий под шканты, можно посмотреть ниже — в авторском видеоролике.
 How to make Dowel Centers and also how to use them
How to make Dowel Centers and also how to use themЦентроискатель для круглых и цилиндрических деталей
Чтобы быстро и точно разметить круглые или цилиндрические заготовки, советуем использовать специальное приспособление — центроискатель. Рассказываем, как изготовить его своими руками.
Данное приспособление не является предметом первой необходимости в домашней мастерской. Однако с ним работа по разметке заготовок занимает меньше времени.
Своим личным опытом изготовления самодельного центроискателя поделился с нами автор YouTube канала AX Creates.
Для изготовления самоделки понадобятся отрезки металлической полосы. Соединяться заготовки будут с помощью болтов с гайками.
Основные этапы работ
Первым делом отрезаем от металлической полосы заготовки требуемой длины. Высверливаем в них отверстия по краям и закругляем острые углы. Всего же потребуется изготовить четыре таких детали.


После этого необходимо будет изготовить направляющую.
Отрезаем четыре кусочка металлической полосы и свариваем их вместе, как показано ниже. С одной из сторон высверливаем отверстия, углы закругляем.


На следующем этапе останется только собрать все детали воедино. Для соединения деталей мы будем использовать болты с гайками.
Также потребуется одна барашковая гайка для быстрой фиксации подвижной части приспособления.


Как работать с инструментом
Самодельный центроискатель можно использовать для разметки круглых труб или круглых заготовок из дерева.
Варианты использования приспособления показаны на фото ниже.



Видео
Пошаговый процесс изготовления и сборки центроискателя для разметки деталей показан в авторском видеоролике ниже. Спасибо за внимание.
 DO NOT THINK TO BUY, BUILD IT YOURSELF!!! NEW DIY TOOL IDEA!!
DO NOT THINK TO BUY, BUILD IT YOURSELF!!! NEW DIY TOOL IDEA!!Как сделать центроискатель для разметки заготовок из фанеры
В данном обзоре мы поделимся с вами интересной идеей для домашней мастерской, а именно — расскажем, как своими руками изготовить удобный центроискатель. Это простое приспособление существенно облегчает разметку заготовок.
Для изготовления самоделки будем использовать обрезки фанеры и круглую деревянную палочку.
В качестве «чертилки» можно использовать обычную ручку, карандаш или маркер. В общем, любой предмет, который может рисовать.
Основные этапы работ
Первым делом отпиливаем кусок фанеры и делаем разметку — находим центр. После этого обрезаем все лишнее, придав заготовке форму ромба.

После этого высверливаем сквозное отверстие по центру заготовки. Затем с одной из сторон необходимо высверлить посадочное место под круглую деревянную палочку.

Обратите внимание: диаметр палочки должен быть больше диаметра ручки, карандаша или маркера (что вы будете использовать для разметки).
На следующем этапе отпиливаем круглую палочку подходящей длины и вклеиваем ее в посадочное место.

Далее в круглой палочке нужно будет просверлить отверстие для установки ручки (в данном случае будем использовать именно ручку).

По краям деревянной заготовки сверлим отверстия под шурупы. Затем к нижней части прикручиваем две пластиковых втулки, как показано на фото ниже. Самодельное приспособление готово.

Видео
Пошаговый процесс изготовления центроискателя для разметки заготовок можно посмотреть в авторском видеоролике. Идеей поделился автор YouTube канала Carpintero Del Desierto.
 MARCADOR de CENTROS Casero Herramienta de Carpinteria
MARCADOR de CENTROS Casero Herramienta de CarpinteriaСамодельный центроискатель для электрической дрели
Если нужно просверлить отверстие в деревянной планке или бруске точно по центру, то можно использовать центроискатель для электродрели. Его несложно изготовить своими руками.

Приспособление можно сделать из фанеры или дерева, и на это потребуется минимум времени.
Первым делом необходимо подготовить два металлических стержня и четыре пружинки.

Далее отпиливаем два деревянных бруска нужного размера и сверлим в них сквозные продольные отверстия.

С одной из сторон диаметр отверстия должен быть больше, чтобы можно было установить пружинки.

Основные этапы работ
На металлических стержнях с помощью ножовки по металлу нужно сделать пропилы.
Из проволоки делаем колечки и надеваем их на стержни — они будут служить упорами для пружинок.

Из куска доски автор вырезает крепление для дрели. Затем к нему нужно приклеить два бруска с отверстиями. В них надо вставить стержни с пружинками.

На последнем этапе надеваем насадку-центроискатель на дрель, и можно сверлить отверстия в заготовках. Полезная получилась самоделка.
Видео
Подробно о том, как своими руками сделать центроискатель для электродрели, вы можете посмотреть в видеоролике на нашем сайте.
 TRUCO PARA TU TALADRO FÁCIL — CENTRAR PERFORACIÓN SIN MARCAR
TRUCO PARA TU TALADRO FÁCIL — CENTRAR PERFORACIÓN SIN MARCAR
Задать вопрос
Уверен, у каждого домашнего мастера был случай, когда ему нужно было сделать разметку какой-нибудь круглой заготовки и найти центр ее основания. Казалось бы, это очень просто сделать, но некоторые мастера долго не могут найти выход в данной ситуации. Сегодня я покажу вам два простых решения, с помощью которых можно быстро и точной найти центр любой окружности.
1. Первый способ подойдет для разметки небольших заготовок. В качестве примера я возьму заглушку от пластиковой трубы диаметром 50 мм.

Для того, чтобы найти центр окружности заглушки, не нужны будут какие-то математические вычисления и сложные манипуляции. Нам понадобятся всего лишь строительный угольник и обычная линейка (или второй угольник), которые есть в любой мастерской.
Складываем вместе угольник и линейку, так чтобы образовался угол в 45 градусов.
Затем, придерживая одной рукой угольник и линейку, прикладываем их к круглой заготовке (заглушке) так, чтобы она вплотную соприкасалась с двумя сторонами угольника.
Теперь берем карандаш и чертим на заглушке первую линию, потом немного ее поворачиваем и делаем вторую метку (достаточно провести две линии, но для уверенности можно поставить три метки).
Все задача решена! Точка пересечения этих двух линий и будет центром данной окружности. Данный способ один из самых быстрых и простых.
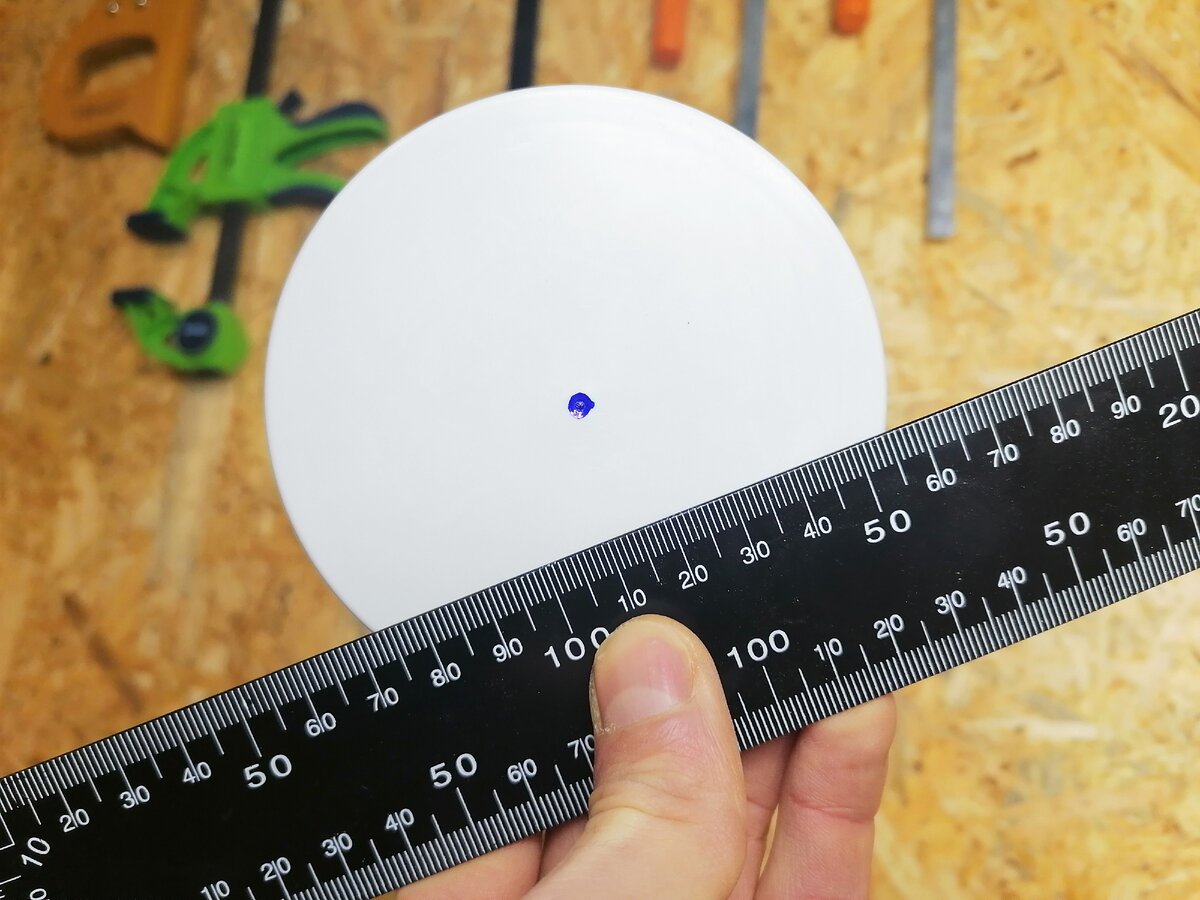
2. Второй способ подойдет, если окружность имеет большой диаметр или она расположена на плоскости. Для примера я обвел карандашом крышку от кастрюли. В этом случае тоже все очень просто. Для начала выбираем любую точку на окружности.
Потом от этой точки чертим две линии до пересечения с окружностью так, чтобы у нас получился прямой угол (90 градусов). Для построения данных линий проще всего воспользоваться угольником (если окружность очень большая, линии можно продлить с помощью линейки).
А теперь все очень просто, соединяем точки, в которых пересекаются линии с окружностью и измеряем длину получившегося отрезка. Его середина и будет центром окружности. Уверен, многие помнят это из уроков по геометрии. Середина гипотенузы прямого треугольника вписанного в окружность, является центром этой окружности.
Как найти Как найти центр окружности?
Как найти центр отверстия?
Через точки пересечения дуг проводят две прямые по направлению к центру до их пересечения в точке О. Точка пересечения этих прямых, и будет искомым центром отверстия.
Как найти центр окружности из уравнения?
Уравнение окружности ω (A; R) имеет вид (x – a) 2 + (y – b) 2 = R 2 , где a и b – координаты центра A окружности ω (A; R) .
Чем размечают отверстия?
Размечать центровые отверстия в деталях диаметром до 40 мм лучше при помощи специального приспособления, называемого колоколом. Оно состоит из корпуса, конического раструба и кернера, перемещаемого в корпусе.
Как найти центр окружности на плоской заготовки?
Есть и совсем простой способ нахождения центра плоской заготовки круглой формы. Всего-то нужно обвести её по периметру, положив на лист бумаги, затем вырезать по начерченной линии круг, согнуть его вчетверо и центр будет найден. Он находится точно на линии пересечения сгибов.
Как правильно разметить отверстия?
Разметка отверстий для сверления.
- Определить расположение отверстия по рабочему чертежу. Аккуратно отмерить расстояние отверстия от обоих краев доски. .
- Наколите центр отверстия шилом. .
- Если должны совпасть отверстия, просверленные в двух досках, зажмите обе доски в тисках.
Разметка окружностей, центров и отверстий. Деление окружности на равные части и построение многоугольников
При разметке все построения производятся с помощью двух линий — прямой и окружности (на рис. 3.42 с целью повторения представлены элементы окружности).
Рис. 3.42. Окружность и ее элементы
Нахождение центра окружности. На плоских деталях, где уже имеются готовые отверстия, центр которых неизвестен, его находят геометрическим способом. На торцах цилиндрических деталей нахождение центра производят при помощи циркуля, рейсмуса, угольника-цетроискателя и колокола.
Разметка центра по угольнику-центроискателю. Разметку выполняют в следующей последовательности.
- 1. Деталь устанавливают на разметочную плиту так, чтобы размечаемый торец был сверху.
- 2. На торец цилиндрической детали накладывают угольник-центроиска- тель так, чтобы две его стороны (планки) касались цилиндрической поверхности детали, рис. 3.43.
Рис. 3.43. Нахождение центра окружности с помощью угольника-центроискателя
- 3. Левой рукой плотно прижимают линейку угольника к поверхности торца, а правой проводят чертилкой первую диаметральную риску.
- 4. Угольник-центроискатель поворачивают по цилиндрической поверхности детали примерно на 90° и проводят вторую риску. Точка пересечения двух рисок будет центром размечаемой окружности.
Разметку центра детали с грубо обработанной цилиндрической поверхностью производят в такой же последовательности. В этом случае для более точного нахождения центра окружности необходимо нанести пять-семь рисок. Центром будет точка, в которой пересекается наибольшее число рисок.
Точность разметки центра окружности проверяют разметочным циркулем, рис. 3.44. Острие одной ножки циркуля устанавливают в размеченный центр, а другую ножку перемещают так, чтобы ее острие слегка касалось цилиндрической части детали. Если острие ножки циркуля касается по всей длине окружности, то центр размечен правильно.
Рис. 3.44. Способ проверки точности разметки центра окружности разметочным циркулем
Разметка центра рейсмусом (рис. 3.45). Деталь кладут на призмы или параллельные подкладки, уложенные на разметочную плиту. Устанавливают острый конец иглы рейсмуса несколько выше или ниже центра размечаемой
Рис. 3.45. Разметка центра рейсмусом
детали и, придерживая деталь левой рукой, правой рукой движением рейсмуса по плите прочерчивают его иглой на торце детали короткую рису. После этого поворачивают деталь на 1/4 окружности и таким же способом проводят вторую риску. То же повторяют через каждую четверть оборота для проведения третьей и четвертой рисок. Внутри рисок (на пересечении диагоналей) и будет находиться центр. Его набивают кернером.
Геометрический способ нахождения центра заключается в следующем. Пусть дана плоская металлическая плита с готовым отверстием, центр которого неизвестен. Перед тем как начать разметку, вставляют в отверстие широкий деревянный брусок и на него набивают пластинку из белой жести или из оцинкованного кровельного железа.
Затем на краю отверстия слегка намечают произвольно три точки Л, В и С и из каждой пары этих точек ЛВ и ВС описывают по обе стороны их пересекающиеся между собой дуги-засечки 1—2 и 3—4, рис. 3.46. Через точки пересечения дуг проводят две прямые по направлению к центру до их пересечения в точке О. Точка пересечения этих прямых, и будет искомым центром отверстия.
Рис. 3.46. Нахождение центра геометрическим способом
Разметка центра циркулем (кронциркулем). Зажав деталь в тиски, растворяют ножки циркуля на величину, немного большую или немного меньшую радиуса размечаемой детали. После этого, приложив к боковой поверхности детали одну ножку циркуля и придерживая ее большим пальцем, другой ножкой циркуля очерчивают дугу. Далее переместив циркуль на 1/4 окружности (на глаз), таким же образом очерчиваю вторую дугу. Затем через каждую четверть окружности очерчивают третью и четвертую дуги. Затем соединить противоположные засечки диагоналями, рис. 3.47я. Центр окружности будет находиться внутри очерченных дуг на пересечении диагоналей.
Рис. 3.47. Разметка центра циркулем (кронциркулем)
Можно разметить центр и способом, показанным на рис. 3.476. Методика разметки аналогична разметке рейсмусом.
Разметка центра колоколом. Приспособление колокол устанавливается на торец цилиндрической детали. Придерживая колокол левой рукой в вертикальном положении, правой рукой наносят удар молотком по кернеру, находящемуся в колоколе, рис. 3.48. Кернер сделает углубление в центре торца.
Рис. 3.48. Разметка центра колоколом
Деление окружности на равные части. При разметке окружностей часто приходится их делить на несколько равных частей — 3, 4, 5, 6, и больше. Ниже приведены примеры деления окружности на равные части геометрическим способом и с помощью таблиц.
Деление окружности на три равные части с построением вписанного треугольника (рис. 3.49).
Рис. 3.49. Деление окружности на три части с построением вписанного треугольника
- 1. В центре размечаемой плоскости с помощью циркуля проводим окружность требуемого радиуса, например R = 26 мм.
- 2. Через центр окружности по линейке проводим прямую риску с пересечением окружности в точках А и В.
- 3. Опорную ножку циркуля устанавливаем в точку А и при растворе циркуля, равном радиусу проведенной окружности, делаем на окружности две метки-засечки (точки С и D), где длина дуги между ними будет равна одной трети длины окружности.
- 4. Соединив точки прямыми рисками СД СВ и BD, получим вписанный равносторонний треугольник.
- 5. Правильность построения проверяем циркулем, устанавливая раствор циркуля равным одной из сторон треугольника и этим же размером определяя равенство остальных сторон треугольника.
Деление окружности на четыре равные части с построением вписанного квадрата, рис. 3.50.
Рис. 3.50. Деление окружности на четыре части с построением вписанного квадрата (а) и прием разметки квадрата (6)
- 1. В центре размечаемой плоскости циркулем проводим окружность требуемого радиуса, например R= 28 мм.
- 2. Через центр окружности по линейке проводим прямую риску что бы она пересекала окружности в двух точках А и В и разделяла ее на две равные части.
- 3. Опорную ножку циркуля устанавливаем в точку А и, раздвинув циркуль на расстояние несколько большее, чем половина отрезка АВ, проводим дугу в.
- 4. Опорную ножку циркуля переносим в точку В и, не изменяя раствора циркуля, проводим дугу б так, чтобы она пересекла первую выполненную дугу в точках 7 и 2.
- 5. Через точки 7 и 2 проводим риску, которая образует на окружности точки С и D.
- 6. Соединив точки AD, DB, ВС и СА прямыми рисками, получим квадрат, вписанный в окружность.
Деление окружности на пять равных частей (рис. 3.51). На данной окружности проводим два взаимно перпендикулярных диаметра, пересекающие окружность в точках А и В, С и D. Радиус ОА делим пополам и из полученной точки Е описываем дугу радиусом ЕС до пересечения в точке F на радиусе О В. После этого соединяем прямой точки D и F. Откладывая длину прямой DF по окружности, разделим ее на пять равных частей.
Деление окружности на шесть равных частей с построением вписанного шестиугольника, рис. 3.52.
Рис. 3.51. Деление окружности на пять равных частей
Рис. 3.52. Деление окружности на шесть частей с построением вписанного шестиугольника
- 1. В центре разметочной плоскости циркулем проводим окружность требуемого радиуса, например 7? = 27 мм.
- 2. Через центр окружности по линейке проводим прямую риску с пересечением окружности в точках А и В.
- 3. Из точки А, как из центра, наносим дугу радиусом, равным радиусу проведенной окружности, и получаем точки 7 и 2
Аналогичное построение делаем из точки В, нанося точки 3 и 4. Полученные точки пересечения и концевые точки диаметра будут искомыми точками деления окружности на шесть частей.
4. Соединив точки прямыми рисками А — 1,2 — 4, 4 — В, В — 3, 3 — 1 и 1 — А, получим вписанный шестиугольник.
При разметке граней шестиугольника под размер h зева гаечного ключа (рис. 3.53) радиус описываемой окружности определяется по формуле R = 0,577/г.
Рис. 3.53. Пример разметки шестиугольника под размер зева гаечного ключа
Деление окружности на равные части с помощью таблицы. Эта таблица (табл. 3.5) имеет две графы: «Число делений окружности» и «Число, умножаемое на радиус окружности». Числа первой графы показывают, на сколько равных частей следует делить данную окружность. Во второй графе даны числа, на которые умножают радиус данной окружности. В результате умножения числа, взятого из второй графы, на радиус размечаемой окружности получаем величину хорды, т. е. расстояние по прямой между делениями окружности.
Таблица 3.5. Деление окружности на равные части
Разметка отверстий. Разметка по образцу. Разметка по шаблону. Брак при разметке. Разметка пространственная.
Разметка окружностей, центров и отверстий в слесарном деле
Разметка окружностей, центров и отверстий в слесарном деле
Далее: Разметка углов и уклонов в слесарном деле
При разметке все геометрические построения производятся с помощью двух линий — прямой и окружности (на рис. 38 с целыо повторения показаны элементы окружности).
Прямая изображается в виде черты, проведенной с помощью линейки. Линия, проведенная по линейке, будет прямой только в том случае, если сама линейка верна, т. е. если ее ребро представляет прямую линию. Для проверки правильности линейки берут произвольно две точки и, приложив к ним ребро, проводят линию; затем перекладывают линейку по другую сторону этих точек и по тому же ребру снова проводят линию. Если линейка верна, то обе линии совпадут, если не верна, линии не совпадут.
Рис. 1. Окружность и ее элементы
Окружность. Нахождение центра окружности. На плоских деталях, где уже имеются готовые отверстия, центр которых неизвестен, центр находят геометрическим способом. На , торцах цилиндрических деталей центр находят при помощи циркуля, рейсмуса, угольника, центроискателя, колокола (рис. 2).
Геометрический способ нахождения центра заключается в следующем (рис. 2, а). Пусть дана плоская металлическая плита с готовым отверстием, центр которого неизвестен. Перед тем как начать разметку, в отверстие вставляют широкий деревянный брусок и на него набивают металлическую пластинку из белой жести. Затем на краю отверстия слегка намечают произвольно три точки Л, Б и С и из каждой пары этих точек АВ и ВС описывают дуги до пересечения в точках 1, 2, 3,4; проводят две прямые по направлению к центру до их пересечения в точке О. Точка пересечения этих прямых и будет искомым центром отверстия.
Рис. 2. Нахождение центра окружности: а — геометрическим способом, б — разметка центра циркулем, в — разметка центра рейсмусом, г — разметка центров по угольнику, д — накернивание с помощью колокола
Разметка центра циркулем (рис. 2,б). Зажав деталь в тиски, разводят ножки циркуля немного больше или меньше радиуса размечаемой детали. После этого, приложив к боковой поверхности детали одну ножку циркуля и придерживая ее большим пальцем, другой ножкой циркуля очерчивают дугу. Далее перемещают циркуль на окружности (на глаз) и таким же способом очерчивают вторую дугу; затем через каждую четверть окружности очерчивают третью и четвертую дуги., Центр окружности будет находиться внутри очерченных дуг; его и набивают кернером (на глаз). Такой способ применяют, когда большой точности не требуется.
Разметка центра рейсмусом. Деталь кладут на призмы или параллельные подкладки, уложенные на разметочную плиту. Устанавливают острый конец иглы рейсмуса несколько выше или ниже центра размечаемой детали и, придерживая деталь левой рукой, правой рукой двигают рейсмус по плите, прочерчивая его иглой на торце детали короткую риску. После этого поворачивают деталь на !Д окружности и таким же способом проводят вторую риску. То же повторяют через каждую четверть оборота для проведения третьей и четвертой рисок. Внутри рисок и будет находиться центр; его набивают посередине кернером (на глаз).
Разметка центра по угольнику. На торец цилиндрической детали накладывают угольник-центро-искатель. Прижимая его левой рукой к детали, правой рукой прочерчивают по линейке центроискателя при помощи чертилки риску. После этого деталь повертывают приблизительно на ‘/« окружности и проводят чертилкой вторую риску. Точкой пересечения рисок и будет центр торца, который набивают кернером.
Рис. 3. Деление окружности на части
Разметка центра колоколом (рис. 2, д). Колокол устанавливают на торец цилиндрической детали. Придерживая колокол левой рукой в вертикальном положении, правой рукой наносят удар молотком по кернеру, находящемуся в колоколе. Кернер сделает углубление в центре торца.
Деление окружности на равные части. При разметке окружностей часто приходится их делить на несколько равных частей—3, 4, 5, 6 я больше. Ниже приводятся примеры Деления окружности на равные части геометрическим способом и с помощью таблицы.
Деление окружности на три равные части. Сначала проводят диаметр АВ. Из точки А описывают радиусом данного круга дуги, засекающие на окружности точки С и D. Полученные из этого построения точки В, С и D будут точками, делящими окружность на три равные части.
Деление окружности на четыре равные части. Для такого деления проводят через центр Окружности два взаимно-перпендикулярных диаметра.
Деление окружности на пять равных частей. На данной окружности проводят два взаимно-перпендикулярных диаметра, пересекающие окружность в точках А и В, С и D. Радиус OA делят пополам, и из полученной точки В описывают дугу радиусом ВС до пересечения в точке F на радиусе ОВ. После этого соединяют прямой точки D и F. Откладывая длину прямой DF по окружности, разделяют ее на пять равных частей.
Деление окружности на шесть равных частей. Проводят диаметр, пересекающий окружность в точках А и В. Радиусом данной окружности описывают из точек А и В четыре дуги до пересечения их с окружностью. Получаемые таким построением точки А, С, D, В, Е, F делят окружность на шесть равных частей.
Деление окружности на равные части с помощью таблицы. Таблица имеет две графы. Числа первой графы показывают, на сколько равных частей следует делить данную окружность. Во второй графе даны числа, на которые умножают радиус данной окружности. В результате умножения числа, взятого из второй графы, на радиус размечаемой окружности получают величину хорды, т. е. расстояние по прямой между делениями окружности.
Откладывая циркулем полученное расстояние на размечаемой окружности, разделим ее на 13 равных частей.
Разметка отверстий на деталях. Разметка отверстий под болты и шпильки в плоских деталях, кольцах и фланцах для труб и цилиндров машин требует особого внимания. Центры отверстий болтов и шпилек должны быть точно расположены (размечены) по окружности так, чтобы при наложении двух сопрягаемых деталей соответствующие отверстия приходились строго одно под другим.
После того как размеченная окружность разделена на части и в надлежащих местах по этой окружности накернены центры отверстий, приступают к разметке отверстий. При кернении центров сначала накернивают углубление лишь слегка и затем проверяют циркулем равенство расстояния между центрами. Только убедившись в правильности разметки, накернивают центры окончательно.
Отверстия размечают двумя окружностями из одного центра. Первую окружность проводят радиусом по размеру отверстия, а вторую, как контрольную, — радиусом на 1,5—2 мм больше первого. Это необходимо для того, чтобы при сверлении можно было видеть, не сместился ли центр и правильно ли идет сверление. Первую окружность накернивают: для малых отверстий делают 4 керна, для больших 6—8 и больше.
Рис. 5. Разметка отверстий: 1 — размечаемое кольцо, 2 — деревянная планка, забитая в отверстие, 3 — проведение окружности, 4 — разметка отверстий, 5 — размеченные отверстия, 6 — окружность центров отверстий, 7 — контрольная окружность, 8 — керны
Рис. 6. Транспортир и измерение им углов
Нюансы:
- Вообще то, можно обойтись без помощи угольника. То есть, можно разметить точку на детали при помощи одной рулетки или линейки. Но угольник очень удобен и с ним вы гораздо быстрее разметите необходимые отверстия.
- Если с одной и с другой стороны детали к нужной точке слишком большое расстояние, приходится использовать рулетку или линейку. Но в таком случае, чем больше расстояние до места разметки, тем больше вы можете сместиться вправо или влево. Угольник всегда прилегает к детали под углом в 90 градусов, поэтому часть угольника со шкалой всегда будет располагаться ровно на детали. Поэтому размечая отверстия на больших расстояниях при помощи рулетки или линейки, через каждые 10-15 сантиметров ставьте метки карандашом, и с противоположной стороны детали сверяйтесь, не сместились ли вы вправо или влево.
Короткий путь https://bibt.ru
Пример.
Требуется разделить на 13 равных частей окружность, радиус которой равен 200 мм.
По таблице число, соответствующее 13 делениям, составляет 0,4786. Умножая 0,4786 на 200 мм, получаем: 0,4786X200 = 95,72 мм.
Откладывая циркулем полученное расстояние на размечаемой окружности, разделим ее на 13 равных частей.
Таблица 22 Деление окружности на равные части
Разметка по чертежу.
Разметку гаечного ключа (рис. 80) требуется выполнять в такой последовательности:
1. Изучить чертеж.
2. Проверить заготовку.
Рис. 80. Примеры разметки (плоскостной) гаечного ключа
3. Закрасить места разметки купоросом или мелом, разведенным до густоты молока.
4. Забить в зев ключа планку,
5. Провести осевую линию вдоль ключа.
6. По чертежу нанести окружность и разделить ее на шесть частей.
7. Повторить эти же операции на второй головке ключа.
8. Нанести все размеры согласно чертежу.
Самый простой способ разметки центровых отверстий осуществляется при помощи циркуля, одна из ножек которого отогнута внутрь. Раздвинув ножки циркуля так, чтобы расстояние между ними было приблизительно равно радиусу размечаемой заготовки, и взяв циркуль правой рукой, прижимают большим пальцем левой руки конец отогнутой ножки к боковой поверхности детали (рис. 43, а), закрепленной в тисках. После этого острой ножкой циркуля наносят на торце детали четыре риски (рис. 43, б, в)
Если расстояние между ножками циркуля было установлено больше радиуса детали, эти риски будут иметь вид, показанный на рис. 43, б; если оно было меньше радиуса детали, риски будут иметь вид, изображенный на рис. 43, в. Центр детали в том и другом случае лежит внутри этих рисок и без труда может быть намечен на глаз.
Рис. 43. Разметка центрового отверстия циркулем (а) и положения получаемых рисок (б, в)
Разметку заготовок из точного проката, в особенности, если припуск на обработку невелик, а также обработанных деталей, в которых центровых отверстий почему-либо нет, следует производить при помощи разметочного угольника (рис. 44, а). Штифты 1 и 2 запрессованы в короткой полке этого угольника на одинаковых расстояниях от его кромки АА. Наложив такой угольник на торец детали (рис. 44, б), проводят на последнем риску. Затем поворачивают угольник на произвольный угол и проводят вторую риску (рис. 44, в). Пересечение рисок определит центр заготовки или детали.
Рис. 44. Разметочный угольник (а) и разметка (б, в) центровых отверстий с помощью угольника
Накернивание центровых отверстий
. После разметки центровых отверстий производится накернивание их (рис. 45, а). Ошибка, допущенная при этом, может быть устранена смещением размеченного центра в требуемом направлении, как показано на рис. 45, б.
Рис. 45. Накернивание центрового отверстия
Центровочные инструменты. Засверливание центровых отверстий производится спиральным сверлом (рис. 46, а), диаметр которого равен диаметру цилиндрической части центрового отверстия. Конусная часть центрового отверстия, засверленного сверлом диаметром до 1,5 мм, образуется зенковкой (рис. 46, б). При диаметре цилиндрической части отверстия до 6 мм для обработки конуса используется зенковка, изображенная на рис. 46, в. Зенковкой, показанной на рис. 46, г, пользуются для получения центрового отверстия с предохранительным конусом.
Рис. 46. Центровочные инструменты
Центровое отверстие без предохранительного конуса может быть засверлено значительно быстрее при использовании комбинированного центровочного сверла, показанного на рис. 46, д, а отверстие с предохранительным конусом — сверлом, изображенным на рис. 46, е.
Засверливание центровых отверстий
. Засверливание центровых отверстий в небольших заготовках из прокатного материала или ранее обточенного производится без разметки. Заготовка закрепляется в самоцентрирующем патроне (рис. 47, а). В пиноль задней бабки вставляется сверлильный патрон с центровочным инструментом. Засверлив центровое отверстие в одном торце заготовки, перевертывают заготовку и засверливают второе отверстие.
Рис. 47. Засверливание центровых отверстий
Размеченные и закерненные заготовки центрируются так. Вместо переднего центра в шпиндель станка вставляется патрон с центровочным инструментом. Установив заготовку, как показано на рис. 47, б, придерживают ее левой рукой за боковую поверхность (а еще лучше за хомутик, закрепленный посередине детали). Пустив станок в ход и вращая маховичок задней бабки правой рукой, подают заготовку на вращающийся центровочный инструмент. Таким же образом засверливается и второе центровое отверстие.
На многих заводах центрование заготовок производится в заготовительных мастерских (при складах) на специальных центровочных станках.
При разметке пустотелых деталей (рис. 81) в них забивают так называемую центровую планку из дерева, а затем на нее набивают металлическую планку из латуни или свинца для опоры ножки циркуля. Если планка из дерева твердой породы, то можно металлическую планку не набивать. Разметку дальше ведут обычным способом.
Рис. 81. Приемы разметки отверстий на заготовках
Для разметки даже малых партий сложных изделий, требующей значительных затрат времени, целесообразно пользоваться шаблонами (рис. 82). Шаблон накладывают на размечаемую заготовку (деталь) и очерчивают чертилкой.
Рис. 82. Разметка по шаблону
Выгода такого способа состоит в том, что разметочная работа, на которую может потребоваться много времени, выполняется только один раз при изготовлении шаблона. Все последующие операции разметки представляют собой только копирование очертания шаблона, их можно выполнять точно и без труда. Разметочные шаблоны могут также использоваться и для контроля после обработки.
Разметка по образцу.
Применяется в случаях износа или поломки детали и при отсутствии чертежа для изготовления новой. В таких случаях образцом является поломанная деталь. Если деталь плоская, то после тщательной очистки она накладывается на заготовку и по ней обводятся разметочные линии.
В тех случаях, когда наложить образец на заготовку нельзя, его устанавливают рядом и переносят все размеры с него на заготовку рейсмусом. При снятии размеров с образца следует учитывать износ старой детали, а также проверить, не повреждена ли она, не покоробилась ли, не отломаны ли выступы и т. п.
Разметка по месту.
Производится в тех случаях, когда по характеру соединений требуется собирать детали на месте. Для этого одна из деталей размечается, в ней сверлятся отверстия; во второй детали отверстия сверлятся после наложения на нее первой, которая является как бы шаблоном по отношению ко второй.
Разметка нескольких поверхностей детали, расположенных в различных плоскостях и под разными углами, производимая от одной базы (поверхности или линии) на обрабатываемой детали, называется пространственной разметкой.
Рис. 83. Приемы разметки (пространственной) шпоночной канавки
Например, пространственную разметку шпоночной канавки на валике необходимо выполнять в таком порядке (рис. 83):
1. Изучить чертеж.
2. Проверить заготовку.
3. Зачистить размечаемые места на валике.
4. Окрасить купоросом торец валика и часть боковой поверхности, на которой будут проводиться риски.
5. Найти центр на торце с помощью центроискателя.
6. Установить валик на призму и проверить его горизонтальность.
7. Нанести на торце валика рейсмусом горизонтальную линию, проходящую через центр.
8. Повернуть валик на 90° и выверить вертикальность прочерченной линии по угольнику.
9. Нанести на торце валика рейсмусом горизонтальную линию.
10. Прочертить рейсмусом линию на боковой поверхности валика.
11. Прочертить две линии на боковой поверхности, отвечающие ширине шпоночной канавки, а на торце приблизительно на глубину канавки.
12. Повернуть валик шпоночными рисками вверх и прочертить на торце линию глубины шпоночной канавки.
13. Накернить контуры шпоночной канавки.
Брак при разметке.
Наиболее частыми видами брака при разметке являются:
1) несоответствие размеров размеченной заготовки данным чертежа, что происходит из-за невнимательности разметчика или неточности разметочного инструмента;
2) неточность установки размеров. Причиной такого брака является невнимательность или неопытность разметчика;
3) небрежная установка детали на плите в результате неточной выверки плиты при установке детали. Смещение детали во время разметки, что дает перекосы.
Главное условие качественной разметки — внимательное отношение к работе, а также применение исправных инструментов.
При разметке необходимо надежно устанавливать плиту, после работы на чертилки рейсмусов надевать защитные пробки, пользоваться исправными приспособлениями (домкратами, разметочными ящиками, угольниками и т. д.).
Основным крепежным элементом в сборке мебели является конфирмат. Ввинчивается он с предварительным сверлением отверстия. Именно сверление сборочных отверстий в ДСП под конфирматы мы и рассмотрим в данной статье.
Для сборки деталей ДСП нам понадобится:
- Шуруповерт
- Бита под конфирматы
- Линейка или рулетка
- Карандаш и шило
Разметка торца фланца с отсчетом размеров от осевой (центровой) линии.
(Разметку проводят на той же пластине, что и разметку плоского угольника).
Рис. 18. Разметка фланца
Согласно чертежу (рис. 18) за базу разметки принимают осевые линии.
На расстоянии 30 мм от границ разметки контура угольника проводят две перпенди-кулярные риски, пересекающиеся в точке О.
Из точки О проводят окружности R = 10, 17, 25 мм (рис. 19). Точки 1—4 пересечения окружности R 17 мм с осевыми линиями будут центрами окружностей R = 3 мм.
Рис. 19. Прием разметки детали от осевой линии
Построением окружностей R= 3 мм завершают разметку детали по чертежу. 18
Разметка контуров заготовок по шаблону.
В серийном производстве для повышения производительности труда при выполнении разметочных работ применяют разметочные шаблоны.
Последовательность разметки гаечного ключа по шаблону состоит в следующем
Рис. 20. Шаблон гаечного ключа
На заготовку накладывают разметочный шаблон (рис. 20) таким образом, чтобы он плотно прилегал к плоскости заготовки по всему контуру. Для предотвращения смещения шаблона его укрепляют двумя струбцинами (рис. 21).
Рис. 21. Прием разметки гаечного ключа по шаблону
Заготовку кладут на разметочную плиту и острием чертилки обводят по ребру шаблона весь размечаемый контур.
Особое внимание следует обращать на правильное положение чертилки относительно боковой грани шаблона. Для обеспечения точности разметки острие чертилки должно находиться в вершине угла, образованного гранью шаблона и плоскостью заготовки.
Построение разверток тел формы куба, цилиндра и конуса.
Иногда слесарю приходится изготавливать изделия в форме куба, цилиндра и конуса из листового металла. При изготовлении изделий подобной формы первой операцией будет построение разверток поверхностей по основным заданным размерам фигур. Это упраж-нение состоит из трех заданий.
Построение развертки кубического сосуда на листовой стали.
Рис. 22. Развертка кубического сосуда
Развертку поверхности кубического сосуда можно получить, если боковые грани 1—4 из вертикального положения развернуть в горизонтальное (рис. 22).
Последовательность выполнения задания заключается в следующем.
На металлический лист наносят взаимно перпендикулярные осевые линии АВ и СD (рис. 23).
Начиная от базовых линий строят квадрат 5 со стороной 100 мм.
Рис. 23. Пример построения развертки кубического сосуда
Строят квадраты 1—4. Для соединения плоскостей у двух сторон квадратов 3 и 4 размечают припуск для заклепочного шва шириной 10 мм.
Глубина и ширина отверстия
При обычно используют конфирмат размером 6,4*50. Т.к. диаметр резьбы 6,4 мм, а диаметр тела конфирмата 4,4 мм, то для качественного крепления деталей диаметр отверстия должен быть в пределах 4,5-5 мм и глубиной не менее 50 мм.
Если толщина отверстия будет больше указанной – конфирмат будет плохо держать детали, если меньше – он своей толщиной может разорвать ДСП.
Для сверления используют конфирматное сверло, диаметром 4,5 мм, которое оснащено дополнительной головкой для сверления увеличенного отверстия под шейку конфирмата, которая так же делает зенковку под его шляпку.
Конечно, можно использовать и обычное сверло диаметром 5 мм, но для качественного крепления в отверстии дополнительно нужно будет делать место под шейку конфирмата и его шляпку.
Чтобы идеально скрепить две детали, необходимо максимально точно разметить места их креплений.
На детали, которая будет накладываться на торец (та, на которой будет сквозное отверстие), нужно сделать два замера – по длине (обычно 5-10 см) и от края – ровно 8 мм (это если толщина плиты 16 мм).
На детали, которая ложится перпендикулярно, точку сверления отмечаем на торце. Здесь нужно выдержать такое же расстояние по длине (5-10 см от начала), а по ширине – строго по центру (8 мм от края).
Разметку делать нужно максимально точно, особенно по длине, т.к. при неправильной разметке ваши детали при стыковании могут иметь лишние зазоры или выступы.
Лучше сделать сквозное отверстие в первой детали, приложить ее ко второй — и сразу же сверлом наметить место сверления в торце второй детали. А далее, отдельно уже, спокойно досверлить отверстие.
Делаем отверстие на расстоянии в 8 мм от края.
Дрель ВСЕГДА нужно держать строго перпендикулярно к поверхности
Перед тем, как сделать сквозное отверстие, подложите под деталь кусок ненужного ДСП. Так вы предотвратите появления сколов на обратной стороне.
Когда сквозное отверстие будет сделано, для сверления отверстий под шейку и шляпку конфирмата деталь можно будет сверлить на весу.
Главное правило – при сверлении в торце сверло должно находится строго перпендикулярно по отношению к торцу детали. Если вы не удержите дрель ровно, сверло может уйти в сторону и выйти наружу, тем самым испортив деталь.
При сверлении нужно несколько раз вытягивать сверло, чтобы в отверстии не забивалась стружка.
Такой вариант считается самым точным и, к тому же, самым быстрым. Но для того, чтобы сделать отверстие в двух деталях одновременно, перед сверлением вам нужно будет их зафиксировать. Для этого могут понадобиться специальные зажимы, струбцины и другие приспособления.
Приспособления для сверления отверстий
Чтобы каждый раз не размечать 8 мм от края как в пласт, так и по торцу, можно использовать специальное приспособление, которое, кстати, легко сделать самому.
Оно представляет собой некий деревянный шаблон с металлической втулкой для сверла внутри.
Выглядит вот так, смотрите фото:
А это уже более профессиональная штука:
Смотрите короткое видео по точному сверлению отверстий в ДСП под конфирматы и сборке мебельных деталей:
Приспособление для разметки центров болтовых отверстий на фланцах труб
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ, ВЫДАННОМУ НАРОДНЫМ КОМИССАРИАТОМ ТЯЖЕЛОЙ ПРОМЫШЛЕННОСТИ
Зарегистрировано в Государственном бюро посгедующей регистрации изобретений при Госплане ССИ>
Т. Я. Ищук и В. С. Няньчук, Приспособление для разметки центров болтовых отверстий на флаицах труб
Заявлено 1 ноября 1935 года за № 179411.
Опубликовано 31 марта 1937 года.
Существующий метод разметки центров болтовых отверстий на фланцах труб занимает много времени, так как он содержит большое количество операций. В трубу вставляют пробку (заглушку), отыскивают центр окружности фланца, циркулем проводят окружность, делят эту окружность на нужное количество частей и керном наносят центр каждого отверстия в отдельности.
Настоящее изобретение имеет целью создать условия для развития стахановских методов работы при массовой разметке фланцев труб, ускоряющие разметку и повышающие производительность труда разметчика. Достигается это применением приспособления, дающего возможность одновременно нанести несколько центров.
Приспособление это имеет два диска, из которых первый снабжен радиальными прорезами для перестановки вдол ь них и р уж и нных ке рнер о в, а второй расположен над первым и служит для одновременного нажимания всех кернеров. Приспособление снабжено обычным делительным кольцом для установки диска с кернерами и самоцентрирующим механизмом для правильной установки на фланце.
На чертеже фиг. 1 изображает предлагаемое приспособление в виде сверху; фиг. 2 — вертикальный разрез фиг, 1; фиг. 3 — вид приспособления сбоку.
Диск 1, имеющий ряд радиальных прорезов, является крышкой кольцевой коробки, образуемой кольцами 2 и 3; он входит в выточку кольца 3 и закрепляется делительным кольцом 4.
В полости, образуемой внутренними выточками кольца 2 и 3, помещена шестерня 5, которая по окружности сцеплена с тремя шестернями б, центровые отверстия которых снабжены резьбой. Шестерня 5 приводится в движение шестерней /, сидящей на оси 8, снабженно» стопорно» гайкой 9 и вращаемой рукояткой 10. В резьбу шестерен б ввинчены винты 11, и редохраняемые от вращения шпонкой 12.
В центре диска 1 вставлена ось 13, на которую надета втулка 14 с зубцами на торце. На ту же ось надет нажимный диск 76, в центре которого имеется втулка 15 с храповыми зубцами на торце, обращенными к зубцам втулки 14. Нажим на диск 16 осуществляется пружиной 17. Диск 1б снабжен рукояткой 78. В прорезах диска 7 могут перемещаться держаК авторскому свидетельству Г. 2. ващука и В. С. Няньчтка, е 5068» фиг 1 фиг2 т
Тнн. „Печатный Труд». Зак, 3613—700
Сверление под шканты
Отверстие под шканты делается сверлом 8 мм. Также, чтобы не просверлить деталь насквозь, его желательно оснастить ограничителем глубины.
В торце сверлим тем же сверлом на глубину до 20 мм. Не забываем, что при любых работах дрель должна быть строго перпендикулярна плоскости детали.
Конечно, если вы впервые в жизни взяли дрель в руки, у вас получится не очень. Но данному занятию довольно быстро можно научиться.
[spoiler title=”источники:”]
http://studref.com/560649/tehnika/razmetka_okruzhnostey_tsentrov_otverstiy_delenie_okruzhnosti_ravnye_chasti_postroenie_mnogougolnikov
http://separett.su/pro-metally/razmetka-otverstij.html
[/spoiler]
Разметка окружностей, центров и отверстий
РАЗМЕТКА ОКРУЖНОСТЕЙ, ЦЕНТРОВ И ОТВЕРСТИЙ [c.50]
Разметка центров круглых тел, окружностей и дуг. Центр на торцах цилиндрических деталей находят при помощи циркуля, угольника, центроискателя и других видов разметочных инструментов и приспособлений. Если в заготовках имеются отверстия, то для разметки их центров в отверстие плотно забивают деревянную или алюминиевую пластинку (рис. 38, а). После этого от центра вставки произвольно (штангенциркулем) засекают три точки А, В, С, затем от этих точек этим же штангенциркулем делают [c.39]
Размеры на чертеже плоской детали используют в опытном производстве для индивидуальной разметки по контуру, а в серийном и массовом производствах — для изготовления приспособления штампа или шаблона (копира). При разметке сначала проводят две взаимно перпендикулярные линии — размерные базы, от которых откладывают размеры для заданных элементов контура центров дуг окружностей, центров отверстий проводят вспомогательные размерные базы и т. д. Затем выполняют геометрические построения для нахождения незаданных центров, решают различные задачи на сопряжения проводят дуги, касательные, выполняют сопряжения прямых с дугами окружностей и т. д. [c.91]
Отклонения в размерах при разметке по окружности центров отверстий и расстояний (по хорде) между соседними отверстиями не должно превышать 0,3 мм. Суммарное отклонение расстояний между двумя отверстиями, измеренными последовательно по хордам, не должно превышать 1 мм для Dy<500 мм и 1,5 мм для Dy>600 мм. Допускаемое отклонение по высоте соединительного выступа не более 0,5 мм.

Рекомендуемые сообщения
-
#1
Нужно изготовить деталь.
Стакан из латуни внеш. диаметр 23мм внутр. 16мм глубина 12мм
Ну это просто на токарном… сделал.
Дальше нужно вырезать стенку в стакане до дна на ширину 16 мм.
Тут в общем тоже не сложно…
Но вот затем нужно просверлить отверстие 5 мм со смещением от центра 1,2 мм в сторону выреза в стенке… (вырез и отверстие на одной оси).
А как нащупать центр стакана?
Спец приспособлений никаких нет. 🙁
Поделиться сообщением
Ссылка на сообщение
-
#2
Самое простое- прижать деталь конусом установленным в шпиндель.
Кстати, какой фрезер?
Поделиться сообщением
Ссылка на сообщение
-
#3
Mc Duck, расточная головка и индикатор есть?
Поделиться сообщением
Ссылка на сообщение
-
#4
Перевернуть стакан,и хоть чем.
Поделиться сообщением
Ссылка на сообщение
-
#5
Поделиться сообщением
Ссылка на сообщение
-
#6
, Есть неподвижный центр с конусом морзе 4?
Поделиться сообщением
Ссылка на сообщение
-
#7
Типа резец а на конце шарик и обкатываем.
Поделиться сообщением
Ссылка на сообщение
-
#8
Mc Duck, расточная головка и индикатор есть?
Расточная есть… но на КМ2… хотя наверно есть и переходник КМ2- КМ4.
Индикаторная стойка есть с магнитным основанием.
Центр только на КМ3… но были какие то переходники вроде… нужно поискать.
Поделиться сообщением
Ссылка на сообщение
-
#9
Центр только на КМ3… но были какие то переходники вроде… нужно поискать.
Ну тогда можно воткнуть центр в шпиндель(через переходник ест.), далее зажимаем деталь в патрон(можно снять с токарника, если нет другого) , потом прижимаем деталь центром и в таком состоянии затягиваем патрон к столу фрезера, обнуляем лимбы и вперед!
Поделиться сообщением
Ссылка на сообщение
-
#10
Расточную в переходник и в шпиндель, со стойки опору для индикатора в центральное отверстие головки и обкатать опору с регулировкой расточной головки так, чтобы опора без биений вращалась вокруг оси шпинделя. Потом закрепить на опоре индикатор и обкатывать стакан. Мне тут недавно рычажный советовали, но если нет, то и ИЧ постараться можно. Это если суперточность нужна.
Или по совету dansystems, даже подвижным токарным центром с КМ4 можно прижать деталь. Точность ИМХО чуть ниже, все зависит от состояния центра.
Поделиться сообщением
Ссылка на сообщение
-
#11
. Точность ИМХО чуть ниже, все зависит от состояния центра.
МОжно крутить шпиндель от руки, если с центр изношен.
Этот способ- выход из положения-конечно же 🙂
Поделиться сообщением
Ссылка на сообщение
-
#12
А как нащупать центр стакана?
Штангенциркулем
Поделиться сообщением
Ссылка на сообщение
-
#13
Кстати, умничал тут, а ведь можно опору индикатора в цанговом патроне зажать.
Поделиться сообщением
Ссылка на сообщение
-
#14
Индикатор на магнитной стойке к шпинделю,обкатываем стакан снаружи или изнутри идикатором”на шарике”…..вообщем как на расточном!
Поделиться сообщением
Ссылка на сообщение
-
#15
Можно методом бумажек. Приклеиваем к детали кусочек тоненькой бумаги (клеем мажем не всю бумагу, а только края, чтоб держалось, можно скотчем прихватить) и медленно подаем вращающуюся фрезу на деталь. Сначала фреза будет шелестеть по бумаге, а потом в какой-то момент порвет. Вот это и есть точка касания фрезы с краем детали. Зная радиус фрезы можно вычислить требуемое перемещение шпинделя.
А вообще используют для таких целей центро/краеискатели.
Изменено 06.07.2012 18:54 пользователем TDuke
Поделиться сообщением
Ссылка на сообщение
-
#16
Ну тогда можно воткнуть центр в шпиндель(через переходник ест.), далее зажимаем деталь в патрон(можно снять с токарника, если нет другого) , потом прижимаем деталь центром и в таком состоянии затягиваем патрон к столу фрезера, обнуляем лимбы и вперед!
Да пожалуй самый хороший вариант…. буду пробовать, спасибо.
Поделиться сообщением
Ссылка на сообщение
-
#17
Я делаю по другому, но времени больше уходит. В моем станке голова с КМ4. На токарном, за один проход вытачиваю, с одной стороны укороченный КМ4, что бы в конус шпинделя встал, а с другой стороны нужный мне диаметр для центровки. Таких центрово со временем поднакопилось. Иногда даже точить не приходится, т.к. есть готовая. Нормальный центроискатель дорогой. Пока так обхожусь.
Поделиться сообщением
Ссылка на сообщение
-
#18
Бродяга, а если выточить бобышку диаметром нужным для центровки… и ее вставить в цангу… конус точить как то уж больно долго.
Поделиться сообщением
Ссылка на сообщение
-
#19
Поделиться сообщением
Ссылка на сообщение
-
#20
конус точить как то уж больно долго
Да не очень и долго укороченный точить. Зато точнее. В вашем варианте, конус цангового патрона, цанга, оправка + вылет бОльший получается . В моем случае, все в одном флаконе. Ну если точность не особо важна, то конечно можно.
Поделиться сообщением
Ссылка на сообщение
-
#21
Поделиться сообщением
Ссылка на сообщение
Для публикации сообщений создайте учётную запись или авторизуйтесь
Вы должны быть пользователем, чтобы оставить комментарий
Войти
Уже есть аккаунт? Войти в систему.
Войти
-
Последние посетители
0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
