Содержание
- Как рассчитать сегментный отвод
- Как сделать сварной отвод по чертежам?
- Посмотрите демонстрационный ролик
- Изготовление секторных отводов
- Изготовление тройников
- Изготовление переходов
- Изготовление труб из обечаек
- Технология изготовления
- Таблица 1.
- Секторные сварные отводы. Изготовление отводов из рыбок.
- Секторные сварные отводы. Изготовление отводов из рыбок.
- Секторные сварные отводы. Изготовление отводов из рыбок.
- Отводы сварные секторные
- Отводы сварные секторные:
- Отводы по ОСТ 36-21-77
- Отводы по ОСТ 34.10.752-97
Как рассчитать сегментный отвод
Как сделать сварной отвод по чертежам?
Изготовление шаблона и разметка по нему производятся следующим образом: на листе бумаги, картона, паронита или толи вычерчивают развертку всего элемента фасонной части или его конца с линией сопряжения. Затем развертка обрезается ножницами, образуя шаблон, который накладывается на размечаемую трубу и обводится мелом; по мелу вырезается нужный элемент или его часть.
Введите в жёлтые ячейки таблицы характеристики отвода, длину отрезков на оси X и вы мгновенно получите ординаты и абсциссы точек построения.

Перенесите эти точки на паронит или картон и плавно соедините их между собой.

Вы получили лекало крайнего полузвена отвода.

Зеркально отображаем развёртку крайнего полузвена относительно горизонтальной оси и получаем всем известную «рыбку». С её помощью размечают средние элементы отвода.

Правильно изготовленное лекало, свёрнутое кольцом и уложенное на плоскость не имеет зазоров.
При разметке звеньев необходимо иметь в виду следующее:


2. При пользовании предложенными методами разметки не должно получаться отходов или неиспользованных труб. При вырезке звеньев из листового материала в целях рационального его использования разметку звеньев следует производить так, чтобы они располагались на листе, как указано на рис. 2. В этом случае после вырезки и сварки звеньев сварные швы будут располагаться как на шейке, так и на затылке звена или стакана. В тех случаях, когда отводы изготовляются из толстого листового материала (толщиной более 2 мм), рекомендуется материал предварительно свальцевать и превратить в трубу, а затем произвести разметку, вырезку и сварку нужных элементов.
Совет 1. Никогда не верьте ГОСТовскому диаметру трубы. Перед тем, как изготавливать шаблон, определите длину шаблона. Плотно оберните выбранный материал вокруг трубы, сделайте засечку, разверните будущий шаблон и замерьте длину окружности. Меняя при вводе в таблицу значение диаметра трубы добейтесь совпадения измеренной длины с расчётной длиной шаблона. На трубе, предназначенной для изготовления отвода мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.

Во вложении имеется таблица с макросом, который умеет строить шаблон изделия с заданными Вами характеристиками в натуральную величину.

Распечатайте его и пользуйтесь.
Посмотрите демонстрационный ролик
(Рисунки, описания, формулы были взяты из книги И.Х. Бродянского «Разметка сварных фасонных частей трубопроводов», 1963 г.)
Источник
Изготовление секторных отводов
Изготовление тройников

Изготовление переходов

Изготовление труб из обечаек
Секторные отводы или сварные сегментные отводы является неотъемлемой деталью в трубопроводах любого назначения и масштаба. Изделия представляют собой трубу, изогнутую под разным углом —30, 45, 60, 90 градусов, по внешнему виду напоминающую колено. Мы изготавливает секторные отводы разного диаметра, которые устанавливаются в местах, где трубопроводная трасса имеет изгиб и меняет свое направление.
Технология изготовления
 Секторные отводы состоят из отдельных сегментов, которые свариваются между собой прочным швом. Для изготовления такой арматуры применяются:
Секторные отводы состоят из отдельных сегментов, которые свариваются между собой прочным швом. Для изготовления такой арматуры применяются:
Изготавливается трубная арматура по специальным шаблонам, которые получили название «рыбки». Чтобы упростить процесс их создания используется обычная бумага. С помощью шаблона на заготовку наносятся разметки. Подготовленная деталь разрезается на отдельные сегменты (сектора, полусектора) и после того как будет определен нужный угол поворота осуществляется сборка в единый элемент.
Справка! Сектор представляет собой деталь, в которой отсутствуют прямые углы скоса. Располагается в середине отвода. Сектор предназначен выполнять функцию соединительного элемента для полусекторов. Полусектор является частью секторного отвода, с одной стороны имеется прямой угол, с другой — угол идет на скос (15˚ или 22˚30´).
При порезке трубы под углом следует пользоваться таблицей 1, в которой указаны размеры сварных отводов, секторов и полусекторов.
Таблица 1.
Размер L отводов под углом
Размеры секторов и полусекторов
Источник
Секторные сварные отводы. Изготовление отводов из рыбок.

Секторные сварные отводы. Изготовление отводов из рыбок.
В этой статье речь пойдет о секторных отводах, о их изготовлении и разметке труб на сектора с помощью таблиц. В одной из своих статей я уже писал общую статью про отводы, в том числе про секторные. Но она скорее всего вводная и в ней не приведены конкретные цифры и таблицы про разметку секторных отводов, или как их еще называют сварные отводы, на сегменты.
Для того, чтобы изготовить такие отводы изготавливают специальные шаблоны, по которым размечают трубу, а затем и режут ее на отдельные части (сектора и полусектора). Эти шаблоны называются «рыбками» (Рис. 2,3). Для простоты разметки такого шаблона (рыбки) используют обычную бумагу.
Сначала необходимо выбрать угол поворота отвода, который нам нужен (30˚, 45˚, 60 ˚, 90 ˚). Затем из рис.1. собрать наш отвод из секторов и полусекторов.

Рис.1. Сектора и полусектора сварных отводов.
Полусектор — это часть секторного отвода, которая с одной своей стороны имеет прямой, а с другого конца скошенный угол
Сектор — это деталь без прямых углов скоса, является соединительной частью полусекторов в середине отвода.
Если есть возможность порезки трубы под углом, пользуются таблицей 1. Размеры сварных отводов, секторов и полусекторов., но она также необходима для размеров для справки, сверки порезанных частей, при сборке и расчете веса отводов.
Таблица 1.
Размеры сварных отводов, секторов и полусекторов.
| Dу | Dн | R | Размер l отводов под углом | Размеры секторов и полусекторов | ||||||||
| 90° | 60° | 45° | 30° | Деталь 1 | Деталь 2 | Деталь 3 | ||||||
| а | а1 | в | в1 | с | с1 | |||||||
| 150 | 159 | 300 | 300 | 173 | 125 | 80 | 118 | 204 | 59 | 102 | 91 | 158 |
| 200 | 219 | 400 | 400 | 231 | 165 | 107 | 156 | 274 | 78 | 137 | 120 | 211 |
| 250 | 273 | 500 | 500 | 289 | 207 | 134 | 195 | 342 | 97 | 171 | 151 | 264 |
| 300 | 325 | 600 | 600 | 346 | 249 | 160 | 234 | 410 | 117 | 205 | 181 | 316 |
| 350 | 377 | 700 | 700 | 405 | 290 | 188 | 274 | 476 | 137 | 238 | 212 | 368 |
| 400 | 426 | 800 | 800 | 462 | 332 | 215 | 315 | 544 | 158 | 272 | 243 | 420 |
Затем с помощью таблицы 2,3 размечают шаблон(рыбку) (Рис. 2,3). Отмечают общую длину L (Таблица 2,3), после делят шаблон (рыбку) на 16 равных частей L/16 и отмечают все размеры. Шаблон (рыбка) зеркальный, поэтому можно разметить 9 точек, сложить пополам и разметить остальные точки.

Рис.2. Шаблон для разметки полусекторов.

Рис.3. Шаблон для разметки секторов.
Таблица 2.
Таблица разметки полусекторов и скошенных концов труб.
| Угол скоса | Dн | L | y1 | y2 | y3 | y4 | y5 | y6 | y7 | y8 | y9 |
| 15° | 159 | 499,3 | 59,1 | 60,7 | 65,3 | 72,2 | 80,4 | 88,5 | 95,4 | 100,0 | 101,7 |
| 219 | 687,7 | 77,9 | 80,1 | 86,5 | 96,0 | 107,2 | 118,4 | 128,0 | 134,3 | 136,5 | |
| 273 | 857,2 | 97,4 | 100,2 | 108,1 | 120,0 | 134,0 | 148,0 | 159,8 | 167,7 | 170,6 | |
| 325 | 1020,5 | 117,3 | 120,6 | 130,0 | 144,1 | 160,8 | 177,4 | 191,5 | 201,0 | 204,4 | |
| 377 | 1183,8 | 137,1 | 140,9 | 151,9 | 168,3 | 187,6 | 207,0 | 223,3 | 234,3 | 238,1 | |
| 426 | 1337,6 | 157,3 | 161,7 | 174,0 | 192,5 | 214,4 | 236,2 | 254,8 | 267,1 | 271,5 | |
| 22° 30´ | 159 | 499,3 | 91,3 | 93,8 | 100,9 | 111,6 | 124,3 | 137,0 | 147,4 | 154,6 | 157,2 |
| 219 | 687,7 | 120,4 | 123,8 | 133,7 | 148,4 | 165,7 | 183,0 | 197,7 | 207,6 | 211,0 | |
| 273 | 857,2 | 150,5 | 155,0 | 167,7 | 185,5 | 207,4 | 228,7 | 247,6 | 259,2 | 263,7 | |
| 325 | 1020,5 | 181,3 | 186,4 | 201,0 | 222,7 | 248,5 | 274,2 | 296,0 | 310,7 | 316,0 | |
| 377 | 1183,8 | 212,0 | 217,8 | 260,1 | 290,0 | 290,0 | 319,8 | 345,1 | 362, 1 | 368,0 | |
| 426 | 1337,6 | 243,1 | 250,0 | 268,9 | 297,5 | 331,4 | 365,1 | 393,8 | 412,8 | 419,6 |
Таблица 3.
Таблица разметки секторов.
Dн – наружный диаметр трубы, мм;
L – общая длина шаблона (сектора, полусектора), мм.
Секторные сварные отводы. Изготовление отводов из рыбок.
Для определения веса готового секторного отвода, пользуются формулой:
L — развернутая длина отвода, мм;
q — линейная плотность трубы из которой изготавливался отвод, к г/м.
Расчет развернутой длины отвода рассчитается для каждого угла поворота по отдельности:
L = (в + в1 );
L = (с + с1);
L = (а + а1);
L = 1,5( а + а1).
Данные (а,а1,с,с1,в,в1) берутся из Таблицы 1. Размеры сварных отводов, секторов и полусекторов.
Примечание:
Возможно изготовление сварных отводов без полусекторов, трубы присоединяются к отводу под скосом в 22˚30´.
Расстояние между продольными швами в сварных отводах из электросварной трубы должно быть больше 100 мм.
Источник
Отводы сварные секторные
Отводы сварные секторные (сегментные) используются для соединения труб большого диаметра с определенным углом поворота потока, работающих в условиях невысокого давления. Угол поворота сварного отвода зависит от области применения и условий эксплуатации данной детали. Отвод сварной секторный может быть изготовлен под разными углами, но наиболее распространенные отводы секторные сварные имеют угол в 30°, 45°, 60° и 90°. На сегодняшний день, практически во всех строительствах трубопроводов или теплотрасс используются сварные секторные отводы. На рисунке, приведенном ниже, вы можете посмотреть как схематично выглядят отводы сварные секторные:
Отводы сварные секторные:

Отводы сварные секторные чаще всего изготавливаются по двум стандартам: ОСТ 36-21-77 (для нефтепроводов) и ОСТ 34 10.752-97 (для трубопроводов воды и пара). Отводы сварные секторные изготавливаются из листа стали или трубы путем изготовления конусообразных колец с дальнейшей их сваркой в отвод (колено). Такие отводы идут от диаметра 530мм и выше. Отличительной особенностью сварных отводов является цена, как правило, она в разы ниже цены на отводы крутоизогнутые цельнотянутые и отводы штампосварные больших диаметров, это обусловлено простым процессом их изготовления.
В нижеприведенных таблицах указаны все виды отводов сварных секторных по ОСТ 36-21-77 и ОСТ 34 10.752-97 поставляемые нашей компанией, а также все характеристики данных отводов:
Отводы по ОСТ 36-21-77
| Размеры, мм | Условное давление Ру МПа | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Dу | Dн | R | L отводов под углом | Н | s | неагрес-сивных | среднеаг-рессивных | |||||
| секторов | полусекторов с углом | |||||||||||
| 90° | 60° | 45° | 30° | 22°30’ | 15° | |||||||
| 500 | 530 | 750 | 750 | 432 | 310 | 201 | 260 | 200 | 130 | 7 8 10 12 |
1,6 (16) 2,5 (25) — — |
1,0 (10) — 1,6 (16) 2,5 (25) |
| 600 | 630 | 900 | 900 | 520 | 372 | 241 | 314 | 242 | 157 | 7 10 12 |
1,6 (16) 2,5 (25) — |
1,0 (10) 1,6 (16) 2,5 (25) |
| 800 | 820 | 1200 | 1200 | 694 | 496 | 322 | 424 | 327 | 212 | 8 10 12 14 |
1,6 (16) — 2,5 (25) — |
1,0 (10) 1,6 (16) — 2,5 (25) |
| 1000 | 1020 | 1500 | 1500 | 865 | 620 | 402 | 530 | 410 | 265 | 8 10 12 15 |
1,0 (10) 1,6 (16) — 2,5 (25) |
0,63 (6,3) 1,0 (10) 1,6 (16) — |
| 1200 | 1220 | 1800 | 1800 | 1040 | 745 | 483 | 638 | 493 | 319 | 9 12 15 |
1,0 (10) 1,6 (16) — |
0,63 (6,3) 1,0 (10) 1,6 (16) |
| 1400 | 1420 | 2100 | 2100 | 1210 | 870 | 564 | 744 | 576 | 372 | 10 14 |
1,0 (10) 1,6 (16) |
0,63 (6,3) 1,0 (10) |
В следующей таблице Вы можете посмотреть массу отводов изготовленных по ОСТ 36-21-77:
| Размеры, мм | Масса, кг | |||||||
|---|---|---|---|---|---|---|---|---|
| Dу | S | отводов под углом | секторов | полусекторов с углом | ||||
| 90° | 60° | 45° | 30° | 22°30’ | 15° | |||
| 500 | 7 8 10 12 |
109,1 124,4 154,7 184,7 |
72,7 83,8 102,9 122,9 |
56,0 63,8 79,3 94,6 |
36,2 41,2 51,2 61,0 |
36,0 41,0 50,9 60,7 |
27,8 31,6 39,2 46,7 |
17,9 20,3 25,2 29,9 |
| 600 | 7 10 12 |
155,9 220,9 265,2 |
103,9 147,4 176,0 |
80,1 113,6 135,6 |
51,8 73,3 87,5 |
51,6 73,0 87,1 |
39,8 56,3 67,1 |
25,6 36,2 43,0 |
| 800 | 8 10 12 14 |
309,3 385,5 461,1 535,9 |
206,0 256,7 306,9 356,5 |
159,0 198,0 236,8 275,2 |
102,8 127,9 152,8 177,5 |
102,4 127,5 152,3 177,0 |
79,0 98,4 117,4 136,3 |
50,9 63,3 75,5 87,3 |
| 1000 | 8 10 12 15 |
481,9 600,8 719,1 895,5 |
321,0 400,2 487,8 596,1 |
247,8 308,8 369,4 459,8 |
160,1 199,5 238,6 296,7 |
159,8 199,0 238,0 296,0 |
123,3 153,6 183,6 228,2 |
79,5 98,9 118,1 146,6 |
| 1200 | 9 12 15 |
778,0 1037,2 1288,7 |
518,3 690,8 858,0 |
400,2 531,6 662,1 |
258,6 343,4 427,3 |
258,1 342,7 426,6 |
199,3 264,4 329,0 |
128,5 170,3 211,6 |
| 1400 | 10 14 |
1174,2 1637,9 |
782,2 1090,8 |
603,9 841,9 |
390,3 543,7 |
389,7 542,9 |
300,8 418,8 |
194,0 269,7 |
Ниже приведен пример условного обозначения отводов по ОСТ 36-21-77:
Отводы по ОСТ 34.10.752-97

В ОСТ 34 10.752-97 есть 5 таблиц, в каждой из которых указаны все характеристики для отводов (колен) в 15°, 30°, 45°, 60° и 90°. Мы не будем описывать характеристики всех колен, а укажем характеристики наиболее популярных отводов – отводов с углом в 90°:
| Условное Давление Ру | Условные проход Dу | Разм. Присоед. Труб Dн х S |
Dн1 | S1 | R | α1 | α2 | φ | a | a1 | b | b1 | C | Масса, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2,5 (25) | 100 | 108*4 | 108 | 4 | 305 | 11° 15’ |
22° 30’ |
90° | 144 | 122 | 100 | 100 | 355 | 6,2 |
| 125 | 133*4 | 133 | 320 | 154 | 127 | 370 | 8,1 | |||||||
| 150 | 159*5 | 159 | 5 | 330 | 164 | 132 | 380 | 12,3 | ||||||
| 200 | 219*7 | 219 | 7 | 360 | 188 | 144 | 100 | 100 | 410 | 25,6 | ||||
| 250 | 273*8 | 273 | 8 | 410 | 218 | 159 | 110 | 105 | 460 | 40,9 | ||||
| 300 | 325*8 | 325 | 490 | 260 | 180 | 130 | 115 | 540 | 56,8 | |||||
| 350 | 377*9 | 377 | 9 | 570 | 300 | 200 | 150 | 125 | 620 | 84,3 | ||||
| 400 | 426*10 | 426 | 10* | 640 | 240 | 220 | 170 | 135 | 690 | 118,4 | ||||
| 500 | 530*8 | 530 | 8 | 800 | 424 | 212 | 212 | 106 | 800 | 134,0 | ||||
| 11 | 530 | 318 | 209 | 106 | 103 | 580 | 138,5 | |||||||
| 600 | 630*8 | 630 | (12) | 950 | 504 | 252 | 252 | 126 | 950 | 283,3 | ||||
| 630 | 378 | 239 | 126 | 113 | 680 | 209,4 | ||||||||
| 700 | 720*9 | 720 | 9 | 1080 | 572 | 286 | 286 | 143 | 1080 | 276,4 | ||||
| 11 | 720 | 432 | 266 | 144 | 122 | 770 | 247,6 | |||||||
| 800 | 820*11 | 820 | 1230 | 652 | 326 | 326 | 163 | 1230 | 438,8 | |||||
| 820 | 492 | 296 | 164 | 132 | 870 | 317,7 | ||||||||
| 1000 | 1020*14 | 1020 | 14 | 1350 | 812 | 406 | 406 | 203 | 1530 | 862,5 | ||||
| 1020 | 608 | 304 | 202 | 101 | 1020 | 579,0 | ||||||||
| 1200 | 1220*14 | 1220 | 1830 | 972 | 486 | 486 | 243 | 1830 | 1233,7 | |||||
| (18) | 1220 | 732 | 366 | 244 | 122 | 1220 | 1068,5 | |||||||
| 1,6 (16) | 400 | 426*6 | 426 | 10* | 640 | 340 | 220 | 170 | 135 | 690 | 118,4 | |||
| 500 | 530*8 | 530 | 8 | 530 | 318 | 209 | 106 | 103 | 580 | 100,7 | ||||
| 600 | 630*8 | 630 | (10) | 950 | 504 | 252 | 252 | 126 | 950 | 236,7 | ||||
| 630 | 378 | 239 | 126 | 113 | 680 | 174,6 | ||||||||
| 700 | 720*9 | 720 | 9 | 720 | 432 | 266 | 144 | 122 | 770 | 202,8 | ||||
| 800 | 820*9 | 820 | 1230 | 652 | 326 | 326 | 163 | 1230 | 358,5 | |||||
| 820 | 492 | 296 | 164 | 132 | 870 | 259,9 | ||||||||
| 1000 | 1020*10 | 1020 | 10 | 1530 | 812 | 406 | 406 | 203 | 1530 | 616,3 | ||||
| 1020 | 608 | 304 | 202 | 101 | 1020 | 413,0 | ||||||||
| 1200 | 1220*11 | 1220 | 11 | 1830 | 972 | 486 | 486 | 243 | 1830 | 969,4 | ||||
| 1220 | 732 | 366 | 244 | 122 | 1220 | 651,8 | ||||||||
| 1400 | 1420*14 | 1420 | (14) | 2130 | 1132 | 566 | 566 | 283 | 2130 | 1671,3 | ||||
| 1420 | 852 | 426 | 284 | 142 | 1420 | 1123,8 | ||||||||
| 1600 | 1620*14 | 1620 | (14) | 2430 | 1290 | 644 | 644 | 322 | 2206,2 | |||||
| (18) | 1620 | 966 | 483 | 322 | 161 | 1901,6 |
Ниже приведен пример условного обозначения отводов по ОСТ 34 10.752-97:
Если Вам требуется посмотреть вышеуказанные характеристики для колен 15°, 30°, 45° или 60°, то Вы сможете посмотреть их на нашем сайте нажав на ОСТ 34 10.752-97.
Все швы сварных отводов тщательно проверяются на неразрушающий контроль, а также на разрушающий контроль. Методы контроля могут быть различны, например: Радиационная дефектоскопия, ультразвуковая дефектоскопия, магнитная и электромагнитная дефектоскопия и т.д. Поэтому все сварные отводы, поставляемые ООО “ТД ”Союз ДСК”, успешно выдерживают все необходимые воздействия при правильных условиях их эксплуатации.
Сварные секторные отводы могут быть произведены из различных видов стали (углеродистой, низколегированной, высоколегированной коррозионно-стойкой, жаростойкой и жаропрочной). Они применяются в соединениях трубопроводов многих видов промышленности, позволяющих по условиям эксплуатации их использование.
Наша компания поставляет отводы сварные секционные из различных марок стали, таких как: сталь 20 и 09Г2С (отводы сварные стальные), сталь 12х18н10т (отводы сварные нержавеющие) и др. Возможно изготовление отводов сварных секторных других диаметров, из других марок стали, по другим нормативным документам (ТУ 102-488-95 и др.), а также по чертежам и эскизам заказчика.
Источник
Как рассчитать отвод своими руками
Для ремонта трубопроводов часто необходима замена отвода. Для его изготовления в условиях мастерской необходимо знать его характеристики:
- D — диаметр отвода (равен наружному диаметру соединяемых труб).
- R — радиус отвода (определяется специалистом-проектантом, исходя из местных условий).
- Y — угол отвода (определяется специалистом-проектантом, исходя из местных условий).
- N — количество элементов отвода (крайние включительно). Определяет плавность изменения направления.
Если известен только развёрнутый угол между трубами α > 90°, то Y = 180 — α.
Если эти данные Вам предоставят, делаем отвод по чертежам. Если каких-либо данных нет — делаем копию отвода.
Как сделать сварной отвод по чертежам?
Cварные отводы , состоящие из звеньев и стаканов изготавливаются из труб или из листового материала, которые предварительно размечаются, с тем чтобы определить линии сопряжений, по которым элементы обрезаются, затем стыкуются и свариваются.
Изготовление шаблона и разметка по нему производятся следующим образом: на листе бумаги, картона, паронита или толи вычерчивают развертку всего элемента фасонной части или его конца с линией сопряжения. Затем развертка обрезается ножницами, образуя шаблон, который накладывается на размечаемую трубу и обводится мелом; по мелу вырезается нужный элемент или его часть.
Предлагаемая нами таблица Excel позволяет получить размеры для построения шаблона (развёртки) для изготовления элементов отвода с любыми . характеристиками.
Введите в жёлтые ячейки таблицы характеристики отвода, длину отрезков на оси X и вы мгновенно получите ординаты и абсциссы точек построения.
Перенесите эти точки на паронит или картон и плавно соедините их между собой.
Вы получили лекало крайнего полузвена отвода.
Зеркально отображаем развёртку крайнего полузвена относительно горизонтальной оси и получаем всем известную «рыбку». С её помощью размечают средние элементы отвода.
Правильно изготовленное лекало, свёрнутое кольцом и уложенное на плоскость не имеет зазоров.
При разметке звеньев необходимо иметь в виду следующее:
1. Число звеньев n , ширина шейки b , радиус отвода R должны соответствовать техническим условиям и месту, куда устанавливается фасонная часть. Так, например, «Технические условия на производство и приемку работ по устройству газовых сетей городов, населенных пунктов и промышленных предприятий» СН 117-60, пункт 159, предусматривают, что радиусы сварных отводов должны быть не менее одного диаметра. В «Технических условиях на производство и приемку работ по устройству тепловых сетей» СН 108-60, пункт 125в, указывается, что радиусы сварных отводов должны быть не менее 1,5 диаметров. Теми же ТУ СН 108-60, пункт 126, предусмотрено, что ширина шейки b должна быть не менее 50 мм.
2. При пользовании предложенными методами разметки не должно получаться отходов или неиспользованных труб. При вырезке звеньев из листового материала в целях рационального его использования разметку звеньев следует производить так, чтобы они располагались на листе, как указано на рис. 2. В этом случае после вырезки и сварки звеньев сварные швы будут располагаться как на шейке, так и на затылке звена или стакана. В тех случаях, когда отводы изготовляются из толстого листового материала (толщиной более 2 мм), рекомендуется материал предварительно свальцевать и превратить в трубу, а затем произвести разметку, вырезку и сварку нужных элементов.
Совет 1. Никогда не верьте ГОСТовскому диаметру трубы. Перед тем, как изготавливать шаблон, определите длину шаблона. Плотно оберните выбранный материал вокруг трубы, сделайте засечку, разверните будущий шаблон и замерьте длину окружности. Меняя при вводе в таблицу значение диаметра трубы добейтесь совпадения измеренной длины с расчётной длиной шаблона. На трубе, предназначенной для изготовления отвода мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.
Совет 2. Очень важно. Резка труб должна производиться так, чтобы пламя резака (струя кислорода) двигалось в плоскости предполагаемого сечения. Представьте, что вы режете колбасу ножом. Такова должна быть плоскость реза. А на практике резак всегда держат перпендикулярно трубе и на шейках вырезанных звеньев получаются огрехи: на малой шейке — подрез металла, а на большой — «шишка». При стыковке секторов с этими «шишками» в середине появляется пустота, зависящая от толщины стенки трубы. Если сварщик примет решение оставить «шишки» и заварить пустоты, то накладывая «шишку» на «шишку» Вы неизбежно измените длину большой шейки и, как следствие, угол отвода. Изделие будет испорчено. «Сдуйте» шишки или сточите, сделайте доводку, сверяясь по шаблону и после этого разделывайте кромки под сварку. Поставьте элемент на плоскость — зазоры должны быть минимальными.
Стыковку звеньев производить согласно рис. 3, так, чтобы звенья, обозначенные цифрами, стыковались в одну группу, а буквами — в другую группу; затем одним разворотом и сваркой соединяются обе группы. Этим достигается лучшее сопряжение звеньев, особенно в тех случаях, когда трубы имеют в поперечном сечения некоторые, хотя и допустимые отклонения от правильной окружности.
Во вложении имеется таблица с макросом, который умеет строить шаблон изделия с заданными Вами характеристиками в натуральную величину.
Распечатайте его и пользуйтесь.
Посмотрите демонстрационный ролик
(Рисунки, описания, формулы были взяты из книги И.Х. Бродянского «Разметка сварных фасонных частей трубопроводов», 1963 г.)
Источник
Секторные сварные отводы. Изготовление отводов из рыбок.
Секторные сварные отводы. Изготовление отводов из рыбок.
В этой статье речь пойдет о секторных отводах, о их изготовлении и разметке труб на сектора с помощью таблиц. В одной из своих статей я уже писал общую статью про отводы, в том числе про секторные. Но она скорее всего вводная и в ней не приведены конкретные цифры и таблицы про разметку секторных отводов, или как их еще называют сварные отводы, на сегменты.
Для того, чтобы изготовить такие отводы изготавливают специальные шаблоны, по которым размечают трубу, а затем и режут ее на отдельные части (сектора и полусектора). Эти шаблоны называются «рыбками» (Рис. 2,3). Для простоты разметки такого шаблона (рыбки) используют обычную бумагу.
Сначала необходимо выбрать угол поворота отвода, который нам нужен (30˚, 45˚, 60 ˚, 90 ˚). Затем из рис.1. собрать наш отвод из секторов и полусекторов.
Рис.1. Сектора и полусектора сварных отводов.
Полусектор — это часть секторного отвода, которая с одной своей стороны имеет прямой, а с другого конца скошенный угол
Сектор — это деталь без прямых углов скоса, является соединительной частью полусекторов в середине отвода.
Если есть возможность порезки трубы под углом, пользуются таблицей 1. Размеры сварных отводов, секторов и полусекторов., но она также необходима для размеров для справки, сверки порезанных частей, при сборке и расчете веса отводов.
Таблица 1.
Размеры сварных отводов, секторов и полусекторов.
| Dу | Dн | R | Размер l отводов под углом | Размеры секторов и полусекторов | ||||||||
| 90° | 60° | 45° | 30° | Деталь 1 | Деталь 2 | Деталь 3 | ||||||
| а | а1 | в | в1 | с | с1 | |||||||
| 150 | 159 | 300 | 300 | 173 | 125 | 80 | 118 | 204 | 59 | 102 | 91 | 158 |
| 200 | 219 | 400 | 400 | 231 | 165 | 107 | 156 | 274 | 78 | 137 | 120 | 211 |
| 250 | 273 | 500 | 500 | 289 | 207 | 134 | 195 | 342 | 97 | 171 | 151 | 264 |
| 300 | 325 | 600 | 600 | 346 | 249 | 160 | 234 | 410 | 117 | 205 | 181 | 316 |
| 350 | 377 | 700 | 700 | 405 | 290 | 188 | 274 | 476 | 137 | 238 | 212 | 368 |
| 400 | 426 | 800 | 800 | 462 | 332 | 215 | 315 | 544 | 158 | 272 | 243 | 420 |
Затем с помощью таблицы 2,3 размечают шаблон(рыбку) (Рис. 2,3). Отмечают общую длину L (Таблица 2,3), после делят шаблон (рыбку) на 16 равных частей L/16 и отмечают все размеры. Шаблон (рыбка) зеркальный, поэтому можно разметить 9 точек, сложить пополам и разметить остальные точки.
Рис.2. Шаблон для разметки полусекторов.
Рис.3. Шаблон для разметки секторов.
Таблица 2.
Таблица разметки полусекторов и скошенных концов труб.
| Угол скоса | Dн | L | y1 | y2 | y3 | y4 | y5 | y6 | y7 | y8 | y9 |
| 15° | 159 | 499,3 | 59,1 | 60,7 | 65,3 | 72,2 | 80,4 | 88,5 | 95,4 | 100,0 | 101,7 |
| 219 | 687,7 | 77,9 | 80,1 | 86,5 | 96,0 | 107,2 | 118,4 | 128,0 | 134,3 | 136,5 | |
| 273 | 857,2 | 97,4 | 100,2 | 108,1 | 120,0 | 134,0 | 148,0 | 159,8 | 167,7 | 170,6 | |
| 325 | 1020,5 | 117,3 | 120,6 | 130,0 | 144,1 | 160,8 | 177,4 | 191,5 | 201,0 | 204,4 | |
| 377 | 1183,8 | 137,1 | 140,9 | 151,9 | 168,3 | 187,6 | 207,0 | 223,3 | 234,3 | 238,1 | |
| 426 | 1337,6 | 157,3 | 161,7 | 174,0 | 192,5 | 214,4 | 236,2 | 254,8 | 267,1 | 271,5 | |
| 22° 30´ | 159 | 499,3 | 91,3 | 93,8 | 100,9 | 111,6 | 124,3 | 137,0 | 147,4 | 154,6 | 157,2 |
| 219 | 687,7 | 120,4 | 123,8 | 133,7 | 148,4 | 165,7 | 183,0 | 197,7 | 207,6 | 211,0 | |
| 273 | 857,2 | 150,5 | 155,0 | 167,7 | 185,5 | 207,4 | 228,7 | 247,6 | 259,2 | 263,7 | |
| 325 | 1020,5 | 181,3 | 186,4 | 201,0 | 222,7 | 248,5 | 274,2 | 296,0 | 310,7 | 316,0 | |
| 377 | 1183,8 | 212,0 | 217,8 | 260,1 | 290,0 | 290,0 | 319,8 | 345,1 | 362, 1 | 368,0 | |
| 426 | 1337,6 | 243,1 | 250,0 | 268,9 | 297,5 | 331,4 | 365,1 | 393,8 | 412,8 | 419,6 |
Таблица 3.
Таблица разметки секторов.
| Dн | L | y1 | y2 | y3 | y4 | y5 | y6 | y7 | y8 | y9 |
| 159 | 499,3 | 118,2 | 121,4 | 130,6 | 144,4 | 160,8 | 177,0 | 190,8 | 200,0 | 203,4 |
| 219 | 687,7 | 155,8 | 160,2 | 173,0 | 192,0 | 214,4 | 236,8 | 255,8 | 268,6 | 273,0 |
| 273 | 857,2 | 194,8 | 200,4 | 216,2 | 240,0 | 268,0 | 296,0 | 319,6 | 335,4 | 341,2 |
| 325 | 1020,5 | 234,6 | 241 ,2 | 260,0 | 288,2 | 321,6 | 354,8 | 383,0 | 402,0 | 408,8 |
| 377 | 1183,8 | 274 ,2 | 281,8 | 303,8 | 336,6 | 375,2 | 413,8 | 446,6 | 468,6 | 476,2 |
| 426 | 1337,6 | 314,6 | 323,4 | 348,0 | 385,0 | 428,8 | 472,4 | 509,6 | 534,2 | 543,0 |
Dн – наружный диаметр трубы, мм;
L – общая длина шаблона (сектора, полусектора), мм.
Секторные сварные отводы. Изготовление отводов из рыбок.
Для определения веса готового секторного отвода, пользуются формулой:
М = 0,001⋅ Lq ,
L — развернутая длина отвода, мм;
q — линейная плотность трубы из которой изготавливался отвод, к г/м.
Расчет развернутой длины отвода рассчитается для каждого угла поворота по отдельности:
L = (в + в1 );
L = (с + с1);
L = (а + а1);
L = 1,5( а + а1).
Данные (а,а1,с,с1,в,в1) берутся из Таблицы 1. Размеры сварных отводов, секторов и полусекторов.
Примечание:
Возможно изготовление сварных отводов без полусекторов, трубы присоединяются к отводу под скосом в 22˚30´.
Расстояние между продольными швами в сварных отводах из электросварной трубы должно быть больше 100 мм.
Источник
Отводы – вид фитингов, предназначенных для изменения направления трубопровода. Стальные отводы различаются своими конструктивными особенностями, способом изготовления и материалами. Особенности сортамента регламентируются соответствующими стандартами, в каждом из которых основным разделом является таблица отводов стальных труб конкретного типа.
Конструкция и размеры стальных отводов регламентируются в таблицах основных стандартов ГОСТ:
- ГОСТ 17375-2001 – отводы типа 3D с R (радиусом изгиба), равным 1.5DN (условного прохода трубы)
- ГОСТ 30753-2001 – отводы типа 2D (R = DN)
Отличия характеристик по ГОСТ 17375 и ГОСТ 30753
Компания APEX METAL поставляет бесшовные отводы для трубопроводов широкого назначения с рабочим давлением до 16 МПа и температурой эксплуатации от -700С до +4500С. Технические требования регулируются ГОСТ 17380-2001.
Различия в размерах отводов:
- по ГОСТ 17375-2001 – условный проход DN от 15 до 1000 мм, толщина стенки 2 – 36 мм
- по ГОСТ 30753-2001 – условный проход DN 50 до 800 мм, толщина стенки 4 – 36 мм
Таблица размеров отводов по ГОСТ 17375-2001 и ГОСТ 30753-2001 включает в себя основные характеристики:
- диаметр торцов (внешний и условный проход)
- толщину стенки на торцах и внеторцевой зоне
- радиус изгиба отвода.
Таблица стальных отводов так же содержит такой параметр, как вес, причем:
- в ГОСТ 17375-2001 указаны массы для углов поворота 45, 90 и 180 градусов
- в ГОСТ 30753-2001 – только для угла 90 градусов. Масса для других углов вычисляется по пропорции.
Например, отвод с размером 530х10 мм и углом поворота 900 весит 102 кг, 450
– 102/2 = 51 кг, 1800 – 102х2 = 204 кг.
Таблица размеров отводов
Соответствие размеров в дюймах, диаметра условного прохода и наружного диаметра:
| Наружный диаметр, мм | Диаметр условного прохода Дн (Ду), мм | Радиус отвода R, мм | Размер в дюймах |
|---|---|---|---|
| Размеры отводов по ГОСТ 17375-200 / открыть цены | |||
| 21,3 | 15 | 28 | 1/2″ |
| 26,9 | 20 | 29 | 3/4″ |
| 32 (исп 2) / 33,7 (исп 1) | 25 | 38 / 38 | 1″ |
| 38 (исп 2) / 42,4 (исп 1) | 32 | 48 / 48 | 1 1/4″ |
| 45 (исп 2) / 48,3 (исп 1) | 40 | 60 / 57 | 1 1/2″ |
| 57 (исп 2) / 60,3 (исп 1) | 50 | 75 / 76 | 2″ |
| 76 | 65 | 100 | 2 1/2″ |
| 89 | 80 | 120 | 3″ |
| 102, 108, 114 | 100 | 150 | 4″ |
| 133 | 125 | 190 | 5″ |
| 159, 168 | 150 | 225 | 6″ |
| 219 | 200 | 300 | 8″ |
| 273 | 250 | 375 | 10″ |
| 325 | 300 | 450 | 12″ |
| 377 | 350 | 525 | 14″ |
| 426 | 400 | 600 | 16″ |
| Размеры отводов по ГОСТ 30753-2001/ открыть цены | |||
| 530 | 500 | 500 | 20″ |
| 630 | 600 | 600 | 24″ |
| 720 | 700 | 700 | 28″ |
| 820 | 800 | 800 | 32″ |
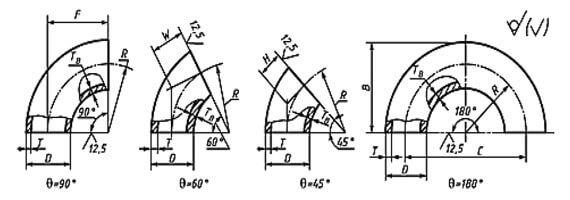
DN — условный проход;
D – наружный диаметр по торцам отвода;
T — толщина стенки отвода по торцам наружного диаметра;
Tв – толщина стенки отводов в не торцевых сечениях;
С — размер между центрами торцов отводов с углом 180°;
В — размер между плоскостью торцов и наиболее удаленной от нее точкой наружной поверхности отводов с углом 180°;
F — размер между плоскостью одного торца и центром другого торца отводов с углом 90°;
Н — размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с углом 45°;
R — радиус кривизны осевой линии (радиус изгиба) отводов;
W — размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с углом 60°.
Купить отводы, направить заявку – tks@tekkos.ru или посмотреть фото отводов по ГОСТ 17375 в Каталоге.
Для расчета транспортных расходов по перевозке отводов:
Вес отвода 30° = вес отвода 90° умножить на коэффициент 0,4.
Вес отвода 45° = вес отвода 90° умножить на коэффициент 0,5.
Вес отвода 60° = вес отвода 90° умножить на коэффициент 0,7.
Вес отвода 180° = вес отвода 90° умножить на коэффициент 2.
| DN | D | T (стенка) | F = R | H | С | В | Масса, кг, 1 отвода 90° | ||
|---|---|---|---|---|---|---|---|---|---|
| 15 | 21,3 | 2/3,2/4 | 28 | 14 | 56 | 38 | 0,04 | 0,06 | 0,07 |
| 20 | 26,9 | 2/3,2/4 | 29 | 14 | 58 | 43 | 0,06 | 0,08 | 0,10 |
| 25 | 33,7 | 2,3/3,2/4,5 | 38 | 18 | 76 | 56 | 0,11 | 0,16 | 0,19 |
| 32 | 42,4 | 2,6/3,6/5 | 48 | 23 | 96 | 69 | 0,19 | 0,26 | 0,35 |
| 40 | 48,3 | 2,6/3,6/5 | 57 | 29 | 114 | 82 | 0,26 | 0,36 | 0,47 |
| 50 | 60,3 | 2,9/4/5,6 | 76 | 35 | 152 | 106 | 0,50 | 0,67 | 0,89 |
| 65 | 76,1 | 2,9/5/7,1 | 95 | 44 | 190 | 133 | 0,79 | 1,50 | 1,80 |
| 80 | 88,9 | 3,2/5,6/8 | 114 | 51 | 228 | 159 | 1,20 | 2,10 | 2,80 |
| 100 | 114,3 | 3,6/6,3/8,8 | 152 | 64 | 304 | 210 | 2,40 | 4 | 5,40 |
| 125 | 139,7 | 4,0/6,3/10 | 190 | 79 | 380 | 260 | 4,00 | 6,20 | 9,60 |
| 150 | 168,3 | 4,5/7,1/11 | 229 | 95 | 457 | 313 | 6,50 | 10 | 15 |
| 200 | 219,1 | 6,3/8/12,5 | 305 | 127 | 610 | 414 | 16 | 20 | 31 |
| 250 | 273,0 | 6,3/10 | 381 | 159 | 762 | 518 | 25 | 39 | |
| 300 | 323,9 | 7,1/10 | 457 | 190 | 914 | 619 | 40 | 56 | |
| 350 | 355,6 | 8/11 | 533 | 222 | 1066 | 711 | 57,00 | 78 | |
| 400 | 406,4 | 8,8/12,5 | 610 | 254 | 1220 | 813 | 82,00 | 117 | |
| 450 | 457,0 | 10,0 | 686 | 286 | 1372 | 914 | 119,00 | ||
| 500 | 508,0 | 11,0 | 762 | 318 | 1524 | 1016 | 162,00 | ||
| 600 | 610,0 | 12,5 | 914 | 381 | 1828 | 1219 | 266,00 | ||
| 700 | 711,0 | – | 1067 | 444 | 2134 | 1422 | – | ||
| 800 | 813,0 | – | 1219 | 507 | 2238 | – | – | ||
| 900 | 914,0 | – | 1372 | 570 | 2744 | – | – | ||
| 1000 | 1016,0 | – | 1524 | 634 | 3048 | – | – |
| DN | D | Т (стенка) | F = R | W | Н | С | В | Масса отвода 90°, кг |
|---|---|---|---|---|---|---|---|---|
| 25 | 32 | 2 | 38 | 22 | 18 | 76 | 56 | 0,1 |
| 2,5 | 0,2 | |||||||
| 3 | 0,2 | |||||||
| 3,5 | 0,2 | |||||||
| 32 | 38 | 2 | 48 | 28 | 23 | 96 | 69 | 0,2 |
| 2,5 | 0,2 | |||||||
| 3 | 0,2 | |||||||
| 3,5 | 0,3 | |||||||
| 4 | 0,3 | |||||||
| 40 | 45 | 2,5 | 60 | 35 | 25 | 120 | 83 | 0,3 |
| 3 | 0,3 | |||||||
| 3,5 | 0,4 | |||||||
| 4 | 0,4 | |||||||
| 5 | 0,5 | |||||||
| 50 | 57 | 2,5 | 75 | 43 | 80 | 150 | 104 | 0,4 |
| 3 | 0,5 | |||||||
| 3,5 | 0,6 | |||||||
| 4 | 0,7 | |||||||
| 4,5 | 0,7 | |||||||
| 5 | 0,8 | |||||||
| 5,5 | 0,9 | |||||||
| 6 | 1 | |||||||
| 65 | 76 | 3 | 100 | 57 | 41 | 200 | 138 | 0,8 |
| 3,5 | 1 | |||||||
| 4 | 1,1 | |||||||
| 4,5 | 1,3 | |||||||
| 5 | 1,4 | |||||||
| 5,5 | 1,6 | |||||||
| 6 | 1,7 | |||||||
| 7 | 2 | |||||||
| 8 | 2,2 | |||||||
| 80 | 89 | 3 | 120 | 69 | 50 | 240 | 165 | 1,2 |
| 3,5 | 1,4 | |||||||
| 4 | 1,5 | |||||||
| 4,5 | 1,7 | |||||||
| 5 | 1,9 | |||||||
| 5,5 | 2,1 | |||||||
| 6 | 2,3 | |||||||
| 7 | 2,7 | |||||||
| 8 | 3 | |||||||
| 100 | 102 | 3,5 | 150 | 87 | 62 | 300 | 201 | 2,1 |
| 4 | 2,4 | |||||||
| 4,5 | 2,6 | |||||||
| 5 | 2,9 | |||||||
| 6 | 3,4 | |||||||
| 7 | 3,9 | |||||||
| 8 | 4,5 | |||||||
| 9 | 5 | |||||||
| 10 | 5,5 | |||||||
| 108 | 3,5 | 204 | 2,2 | |||||
| 4 | 2,5 | |||||||
| 4,5 | 2,8 | |||||||
| 50 | 3,1 | |||||||
| 6 | 3,6 | |||||||
| 7 | 4,1 | |||||||
| 8 | 4,7 | |||||||
| 9 | 5,3 | |||||||
| 10 | 5,8 | |||||||
| 114 | 3,5 | 207 | 2,2 | |||||
| 4 | 2,6 | |||||||
| 4,5 | 2,9 | |||||||
| 5 | 3,3 | |||||||
| 6 | 3,8 | |||||||
| 7 | 4,4 | |||||||
| 8 | 5 | |||||||
| 9 | 5,7 | |||||||
| 10 | 6,1 | |||||||
| 125 | 133 | 3,5 | 190 | 110 | 79 | 380 | 257 | 3,3 |
| 4 | 3,8 | |||||||
| 4,5 | 4,3 | |||||||
| 5 | 4,8 | |||||||
| 6 | 5,7 | |||||||
| 7 | 6,5 | |||||||
| 8 | 7,4 | |||||||
| 9 | 8,2 | |||||||
| 10 | 9,1 | |||||||
| 11 | 10 | |||||||
| 12 | 11 | |||||||
| 150 | 159 | 4 | 225 | 130 | 93 | 450 | 305 | 5,4 |
| 4,5 | 6,1 | |||||||
| 5 | 6,7 | |||||||
| 6 | 8,1 | |||||||
| 7 | 9,4 | |||||||
| 8 | 11 | |||||||
| 9 | 12 | |||||||
| 10 | 13 | |||||||
| 11 | 14 | |||||||
| 12 | 16 | |||||||
| 13 | 17 | |||||||
| 14 | 18 | |||||||
| 168 | 4 | 5,6 | ||||||
| 4,5 | 6,4 | |||||||
| 5 | 7,1 | |||||||
| 6 | 8,5 | |||||||
| 7 | 9,8 | |||||||
| 8 | 11,2 | |||||||
| 9 | 12,5 | |||||||
| 10 | 14 | |||||||
| 11 | 15 | |||||||
| 12 | 16 | |||||||
| 13 | 17,5 | |||||||
| 14 | 19 | |||||||
| 200 | 219 | 5 | 300 | 173 | 124 | 600 | 410 | 13 |
| 6 | 15 | |||||||
| 7 | 17 | |||||||
| 8 | 20 | |||||||
| 9 | 22 | |||||||
| 10 | 25 | |||||||
| 11 | 27 | |||||||
| 12 | 29 | |||||||
| 13 | 32 | |||||||
| 14 | 34 | |||||||
| 15 | 37 | |||||||
| 16 | 39 | |||||||
| 17 | 42 | |||||||
| 18 | 44 | |||||||
| 250 | 273 | 6 | 375 | 217 | 155 | 750 | 512 | 23 |
| 7 | 27 | |||||||
| 8 | 31 | |||||||
| 9 | 35 | |||||||
| 10 | 39 | |||||||
| 11 | 43 | |||||||
| 12 | 46 | |||||||
| 13 | 50 | |||||||
| 14 | 54 | |||||||
| 15 | 58 | |||||||
| 16 | 61 | |||||||
| 17 | 66 | |||||||
| 18 | 70 | |||||||
| 20 | 78 | |||||||
| 22 | 85 | |||||||
| 300 | 325 | 7 | 450 | 260 | 186 | 900 | 613 | 39 |
| 8 | 45 | |||||||
| 9 | 50 | |||||||
| 10 | 56 | |||||||
| 11 | 61 | |||||||
| 12 | 66 | |||||||
| 13 | 72 | |||||||
| 14 | 77 | |||||||
| 15 | 82 | |||||||
| 16 | 87 | |||||||
| 17 | 92 | |||||||
| 18 | 96 | |||||||
| 20 | 107 | |||||||
| 22 | 118 | |||||||
| 24 | 130 | |||||||
| 26 | 141 | |||||||
| 28 | 150 | |||||||
| 350 | 377 | 9 | 525 | 303 | 217 | 1050 | 714 | 68 |
| 10 | 75 | |||||||
| 11 | 83 | |||||||
| 12 | 90 | |||||||
| 13 | 97 | |||||||
| 14 | 104 | |||||||
| 15 | 112 | |||||||
| 16 | 119 | |||||||
| 18 | 133 | |||||||
| 20 | 147 | |||||||
| 22 | 161 | |||||||
| 24 | 175 | |||||||
| 26 | 188 | |||||||
| 28 | 201 | |||||||
| 30 | 214 | |||||||
| 32 | 228 | |||||||
| 400 | 426 | 8 | 600 | 346 | 248 | 1200 | 813 | 78 |
| 9 | 87 | |||||||
| 10 | 97 | |||||||
| 11 | 107 | |||||||
| 12 | 117 | |||||||
| 13 | 126 | |||||||
| 14 | 135 | |||||||
| 15 | 145 | |||||||
| 16 | 154 | |||||||
| 17 | 164 | |||||||
| 18 | 173 | |||||||
| 20 | 192 | |||||||
| 22 | 210 | |||||||
| 24 | 230 | |||||||
| 26 | 249 | |||||||
| 28 | 268 | |||||||
| 30 | 286 | |||||||
| 32 | 306 | |||||||
| 34 | 324 | |||||||
| 500 | 530 | 9 | 750 | 433 | 310 | 1500 | 1015 | 138 |
| 10 | 153 | |||||||
| 11 | 168 | |||||||
| 12 | 183 | |||||||
| 13 | 198 | |||||||
| 14 | 212 | |||||||
| 15 | 227 | |||||||
| 16 | 242 | |||||||
| 17 | 256 | |||||||
| 18 | 270 | |||||||
| 20 | 298 | |||||||
| 22 | 327 | |||||||
| 24 | 356 | |||||||
| 26 | 385 | |||||||
| 28 | 413 | |||||||
| 30 | 440 | |||||||
| 32 | 467 | |||||||
| 34 | 494 | |||||||
| 36 | 520 | |||||||
| 600 | 630 | 9 | 900 | 519 | 373 | 1800 | 1215 | 198 |
| 10 | 219 | |||||||
| 11 | 245 | |||||||
| 12 | 261 | |||||||
| 13 | 282 | |||||||
| 14 | 302 | |||||||
| 15 | 324 | |||||||
| 16 | 345 | |||||||
| 17 | 366 | |||||||
| 18 | 387 | |||||||
| 20 | 429 | |||||||
| 22 | 471 | |||||||
| 24 | 513 | |||||||
| 26 | 554 | |||||||
| 28 | 595 | |||||||
| 30 | 636 | |||||||
| 32 | 678 | |||||||
| 700 | 720 | 9 | 1000 | 577 | 404 | 2000 | 1360 | 248 |
| 10 | 275 | |||||||
| 11 | 302 | |||||||
| 12 | 329 | |||||||
| 13 | 356 | |||||||
| 14 | 383 | |||||||
| 15 | 410 | |||||||
| 16 | 436 | |||||||
| 17 | 462 | |||||||
| 18 | 489 | |||||||
| 20 | 542 | |||||||
| 22 | 595 | |||||||
| 24 | 647 | |||||||
| 26 | 698 | |||||||
| 28 | 750 | |||||||
| 30 | 801 | |||||||
| 32 | 852 | |||||||
| 800 | 820 | 9 | 1200 | 693 | 485 | 2400 | 1610 | 339 |
| 10 | 376 | |||||||
| 11 | 413 | |||||||
| 12 | 450 | |||||||
| 13 | 487 | |||||||
| 14 | 524 | |||||||
| 15 | 561 | |||||||
| 16 | 598 | |||||||
| 17 | 636 | |||||||
| 18 | 670 | |||||||
| 20 | 743 | |||||||
| 22 | 815 | |||||||
| 24 | 887 | |||||||
| 26 | 959 | |||||||
| 28 | 1030 | |||||||
| 30 | 1101 | |||||||
| 32 | 1171 |
Примеры условных обозначений отводов по ГОСТ 17375-2001:
Отвод 90°, исполнения 2, диаметром 219 мм, толщиной стенки 8 мм из стали марки 09Г2С:
Отвод 90-2-219х8-09Г2С ГОСТ 17375-2001
Отвод 45°, исполнения 1, диаметром 60,3 мм, толщиной стенки 2,9 мм из стали марки 20:
Отвод 45-1-60,3х2,9-20 ГОСТ 17375-2001
| DN | D | T (стенка) | F | С | В | Масса, кг, 1 отвод 90° |
|---|---|---|---|---|---|---|
| 50 | 60,3 | 4,0 | 51 | 102 | 81 | 0,44 |
| 65 | 76,1 | 5,0 | 63 | 127 | 102 | 0,87 |
| 80 | 88,9 | 5,6 | 76 | 152 | 121 | 1,40 |
| 100 | 114,3 | 6,3 | 102 | 203 | 159 | 2,60 |
| 125 | 139,7 | 6,3 | 127 | 254 | 197 | 4,10 |
| 150 | 168,3 | 7,1 | 152 | 305 | 237 | 6,70 |
| 200 | 219,1 | 8,0 | 203 | 406 | 313 | 13,00 |
| 250 | 273,0 | 10,0 | 254 | 508 | 391 | 26,00 |
| 300 | 323,9 | 10,0 | 305 | 610 | 467 | 37,00 |
| 350 | 355,6 | 11,0 | 356 | 711 | 533 | 52,00 |
| 400 | 406,4 | 12,5 | 406 | 813 | 610 | 77,00 |
| 450 | 457,0 | – | 457 | 914 | 686 | – |
| 500 | 508,0 | – | 508 | 1016 | 762 | – |
| 600 | 610,0 | – | 610 | 1220 | 914 | – |
| DN |
D |
Т |
F = R |
W |
H |
С |
B |
Масса отвода θ = 90°, кг |
|---|---|---|---|---|---|---|---|---|
|
50 |
57 |
4 |
50 |
29 |
21 |
100 |
79 |
0,4 |
|
5 |
0,5 |
|||||||
|
6 |
0,6 |
|||||||
|
65 |
76 |
5 |
65 |
37 |
27 |
130 |
103 |
0,9 |
|
6 |
1,1 |
|||||||
|
7 |
1,2 |
|||||||
|
80 |
89 |
5 |
80 |
46 |
33 |
160 |
125 |
1,3 |
|
6 |
1,6 |
|||||||
|
7 |
1,8 |
|||||||
|
8 |
2,1 |
|||||||
|
100 |
102 |
5 |
100 |
58 |
41 |
200 |
151 |
1,9 |
|
6 |
2,3 |
|||||||
|
8 |
3,0 |
|||||||
|
10 |
3,7 |
|||||||
|
108 |
5 |
154 |
2,1 |
|||||
|
6 |
2,4 |
|||||||
|
8 |
3,1 |
|||||||
|
10 |
3,9 |
|||||||
|
114 |
5 |
203 |
159 |
2,2 |
||||
|
6 |
2,5 |
|||||||
|
8 |
3,3 |
|||||||
|
10 |
4,1 |
|||||||
|
125 |
133 |
5 |
125 |
72 |
52 |
250 |
192 |
3,0 |
|
6 |
3,6 |
|||||||
|
8 |
4,9 |
|||||||
|
10 |
6,1 |
|||||||
|
12 |
7,3 |
|||||||
|
150 |
159 |
5 |
150 |
87 |
62 |
300 |
230 |
4,5 |
|
6 |
5,4 |
|||||||
|
8 |
7,1 |
|||||||
|
10 |
8,7 |
|||||||
|
12 |
11,0 |
|||||||
|
14 |
12,0 |
|||||||
|
168 |
5 |
234 |
4,7 |
|||||
|
6 |
5,6 |
|||||||
|
8 |
7,5 |
|||||||
|
10 |
9,4 |
|||||||
|
12 |
11,0 |
|||||||
|
14 |
13,0 |
|||||||
|
200 |
219 |
7 |
200 |
115 |
83 |
400 |
310 |
12,0 |
|
8 |
13,0 |
|||||||
|
10 |
16,0 |
|||||||
|
12 |
19,0 |
|||||||
|
16 |
25,0 |
|||||||
|
18 |
29,0 |
|||||||
|
250 |
273 |
9 |
250 |
158 |
103 |
500 |
387 |
24,0 |
|
10 |
26,0 |
|||||||
|
12 |
31,0 |
|||||||
|
16 |
42,0 |
|||||||
|
18 |
47,0 |
|||||||
|
20 |
52,0 |
|||||||
|
22 |
57,0 |
|||||||
|
24 |
60,0 |
|||||||
|
300 |
325 |
9 |
300 |
173 |
124 |
600 |
463 |
34,0 |
|
10 |
37,0 |
|||||||
|
12 |
45,0 |
|||||||
|
14 |
52,0 |
|||||||
|
16 |
59,0 |
|||||||
|
18 |
67,0 |
|||||||
|
20 |
74,0 |
|||||||
|
22 |
81,0 |
|||||||
|
24 |
89,0 |
|||||||
|
26 |
96,0 |
|||||||
|
28 |
102,0 |
|||||||
|
350 |
377 |
10 |
350 |
202 |
145 |
700 |
539 |
47,0 |
|
12 |
57,0 |
|||||||
|
16 |
76,0 |
|||||||
|
18 |
85,0 |
|||||||
|
20 |
94,0 |
|||||||
|
24 |
113,0 |
|||||||
|
26 |
122,0 |
|||||||
|
30 |
141,0 |
|||||||
|
400 |
426 |
10 |
400 |
231 |
166 |
800 |
613 |
64,0 |
|
12 |
77,0 |
|||||||
|
16 |
103,0 |
|||||||
|
18 |
116,0 |
|||||||
|
22 |
142,0 |
|||||||
|
24 |
155,0 |
|||||||
|
26 |
167,0 |
|||||||
|
28 |
180,0 |
|||||||
|
32 |
206,0 |
|||||||
|
34 |
219,0 |
|||||||
|
36 |
130,0 |
|||||||
|
500 |
530 |
9 |
500 |
289 |
207 |
1000 |
765 |
92,0 |
|
10 |
102,0 |
|||||||
|
12 |
122,0 |
|||||||
|
14 |
143,0 |
|||||||
|
16 |
161,0 |
|||||||
|
18 |
184,0 |
|||||||
|
20 |
204,0 |
|||||||
|
22 |
223,0 |
|||||||
|
24 |
243,0 |
|||||||
|
26 |
262,0 |
|||||||
|
28 |
282,0 |
|||||||
|
30 |
300,0 |
|||||||
|
32 |
320,0 |
|||||||
|
34 |
340,0 |
|||||||
|
36 |
365,0 |
|||||||
|
600 |
630 |
9 |
600 |
346 |
248 |
1200 |
915 |
131,0 |
|
10 |
146,0 |
|||||||
|
12 |
174,0 |
|||||||
|
14 |
200,0 |
|||||||
|
16 |
230,0 |
|||||||
|
18 |
261,0 |
|||||||
|
20 |
290,0 |
|||||||
|
22 |
319,0 |
|||||||
|
24 |
346,0 |
|||||||
|
26 |
371,0 |
|||||||
|
28 |
400,0 |
|||||||
|
30 |
428,0 |
|||||||
|
32 |
460,0 |
|||||||
|
34 |
489,0 |
|||||||
|
36 |
518,0 |
|||||||
|
700 |
720 |
9 |
700 |
405 |
283 |
1400 |
1060 |
174,0 |
|
10 |
193,0 |
|||||||
|
12 |
230,0 |
|||||||
|
14 |
268,0 |
|||||||
|
16 |
306,0 |
|||||||
|
18 |
343,0 |
|||||||
|
20 |
380,0 |
|||||||
|
22 |
416,0 |
|||||||
|
24 |
453,0 |
|||||||
|
26 |
489,0 |
|||||||
|
28 |
525,0 |
|||||||
|
30 |
561,0 |
|||||||
|
32 |
596,0 |
|||||||
|
34 |
632,0 |
|||||||
|
36 |
667,0 |
|||||||
|
800 |
820 |
9 |
800 |
462 |
324 |
1600 |
1220 |
226,0 |
|
10 |
251,0 |
|||||||
|
12 |
301,0 |
|||||||
|
14 |
350,0 |
|||||||
|
16 |
399,0 |
|||||||
|
18 |
447,0 |
|||||||
|
20 |
496,0 |
|||||||
|
22 |
544,0 |
|||||||
|
24 |
592,0 |
|||||||
|
26 |
640,0 |
|||||||
|
28 |
687,0 |
|||||||
|
30 |
734,0 |
|||||||
|
32 |
781,0 |
|||||||
|
34 |
828,0 |
|||||||
|
36 |
874,0 |
|||||||
|
Примечания 1 Масса приведена для справок. 2 Масса отводов с θ = 60° и θ = 45° соответственно в 1,5 и 2 раза меньше, а отводов с θ = 180° в 2 раза больше указанной. |
Содержание
- Строительная длина отвода
- Что такое строительная длина отвода
- 1 Область применения
- 2 Нормативные ссылки
- 3 Определения, обозначения и сокращения
- 4 Конструкция и размеры
- Отвод крутоизогнутый стальной 90°, ГОСТ 17375-2001
- Применение отводов ст. 20
- Типоразмеры отводов стальных
- Таблицы характеристик отводов по ГОСТ 17375-2001 и ГОСТ 30753-2001
- Сталь 20 для отводов ГОСТ 17375-2001
- Цены на отводы крутоизогнутые стальные по ГОСТ 17375-2001 приварные
- Таблица данных прямоугольных отводов (45°)
Строительная длина отвода
Строительная длина – понятие часто используется в строительстве. Однако расшифровки данного понятия в официальных документах (ГОСТ, СНИП и т.п.) отсутствует. В таком случае принимается понятие применяемые в жизни.
Например, по Ефремову Т. Ф. «Толковый словарь русского языка» длина это:
а) Протяжение линии, плоскости, тела и т.п. в том направлении, в котором две крайние его точки наиболее удалены друг от друга.
б) Протяженность, расстояние между концами чего-либо.
По Википедии [1] длина — физическая величина, числовая характеристика протяжённости линий. В узком смысле под длиной понимают линейный размер предмета в продольном направлении.
Другие понятия «Длины» можно посмотреть в [2, 3].
В строительстве термин «длина» обычно используется как синоним «расстояния».
Часто используются следующие понятия «строительная длина»:
* Длина (применительно к теплоизоляционным материалам): наибольший линейный размер лицевой грани измеряемого образца [4].
* Строительная длина (применительно к трубопроводной арматуре): линейный размер арматуры между наружными торцевыми плоскостями ее присоединительных частей [5].
* Строительная длина (применительно к кабельному изделию): нормированная длина кабельного изделия в одном отрезке [6].
Рассмотрим понятие длина, строительной длины применительно к трубопроводным изделиям. Из [5] следует, что это линейный размер между наружными торцевыми плоскостями ее присоединительных частей* (см. рис. 1).

Рисунок 1. Отводы: 90°, 60°, 45° и 180°
Однако для расчёта объёма теплоизоляционных материалов и площади покрытия применяются другие расчёты, учитывающие фактические размеры деталей и объём (площадь) изоляции.
Для расчёта длины отвода – использована формула развёрнутой длины отвода L:
 Ф. 2
Ф. 2
где R – радиус кривизны осевой линии (радиус изгиба) отводов. Радиус R указан в ГОСТ, ТУ и обычно приблизительно равен 1D или 1.5D;
θ – угол (в градусах) между плоскостями торцов (угол изгиба) отводов.
По ссылке можно скачать файл с расчётными длинами отводов — строительная и развёрнутая длина отводов Строительная длины отвода — 18.05.2020 г. Длина отводов используется:
* при расчёте длины трубопровода, когда к длине трубы добавляется строительная длина отвода;
* при расчёте объёма теплоизоляции и площади покрытия, развёрнутую длину отвода подставляют в калькулятор Труба одиночная для расчёта участка трубопровода с отводом.
Расчёт объёма теплоизоляции и площади покрытия отвода так же можно сделать в калькуляторе Отводы. В данном калькуляторе для расчёта применяет усреднённые значения отводов.
«Сметный консалтинг»
10.01.2018,
19.03.2018,
25.03.2018
18.04.2018
15.05.2020
Источник
Что такое строительная длина отвода
Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали
ОТВОДЫ КРУТОИЗОГНУТЫЕ ТИПА 3 ( )
)
Carbon and low-alloy steel butt-welding fittings. Sharply curved bends type 3 ( ). Design
). Design
Дата введения 2003-01-01
1 РАЗРАБОТАН ОАО «Корпорация МОНТАЖСПЕЦСТРОЙ»
ВНЕСЕН Государственным комитетом Российской Федерации по стандартизации и метрологии
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 20 от 1 ноября 2001 г.)
За принятие проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
Изменение N 1 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 29 от 24 июня 2006 г.)
За принятие изменения проголосовали национальные органы по стандартизации следующих государств: AM, KZ, KG, MD, RU, TJ, UZ, UA [коды альфа-2 по МК (ИСО 3166) 004]
3 Стандарт соответствует ИСО 3419-81 «Фитинги из легированной и нелегированной стали приварные встык» в части конструкции отводов
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 27 мая 2002 г. N 205-ст межгосударственный стандарт ГОСТ 17375-2001 (ИСО 3419-81) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2003 г.
6 ИЗДАНИЕ (ноябрь 2009 г.) с Изменением N 1, принятым в апреле 2007 г. (ИУС 7-2007)
Изменение N 2 внесено изготовителем базы данных по тексту ИУС N 8, 2021
1 Область применения
Настоящий стандарт распространяется на бесшовные приварные отводы из углеродистой и низколегированной стали типа 3 с  и 45°, 60°, 90° и 180°, изготавливаемые из труб методами штамповки или протяжки по рогообразному сердечнику.
и 45°, 60°, 90° и 180°, изготавливаемые из труб методами штамповки или протяжки по рогообразному сердечнику.
2 Нормативные ссылки
В настоящем стандарте использована ссылка на ГОСТ 17380-2001 (ИСО 3419-81) Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Общие технические условия
3 Определения, обозначения и сокращения
4 Конструкция и размеры
4.1 Конструкция и размеры отводов должны соответствовать указанным на рисунке 1 и в таблицах 1 и 2.
Источник
Отвод крутоизогнутый стальной 90°, ГОСТ 17375-2001
Применение отводов ст. 20
Несложная конструкция отводов ГОСТ 17375-2001 проверена временем и миллионами часов эксплуатации и обеспечивает минимальное динамическое гидравлическое сопротивление потока.
Отводы стальные применяются на трубопроводах всех отраслей промышленности. Универсальность отводов из стали 20 позволяет применять их на большом количестве объектов энергетики, водоснабжения, нефтепереработки и множества других отраслей. Исключение составляет эксплуатация отводов ст. 20 при экстремально низких и высоких температурах.
Отводы крутоизогнутые ОСТ 34.10.699-97

Отводы крутоизогнутые ОСТ 34.10.699-97
Тип изготовления: крутоизогнутый (бесшовный)
Ссылка на нормативно-технический документ ОСТ 34.10-699-97
Пример условного обозначения (УО) отвода крутоизогнутого для трубопроводов группы В, на которые распространяются «Правила АЭУ»:
| Обозначение | Условный проход | Диаметр наружный | Толщина стенки | Строительная длина отводов L | Масса отвода (угол 90º) | |||
| Dy, мм | Dн, мм | S, мм | 90º (L=R) | 60º | 45º | 30º | кг | |
| Отвод В90º (В60º, В45º, В30º) 45×2,5 ОСТ 34.10.699-97 | 40 | 45 | 2,5 | 60 | 35 | 25 | 16 | 0,3 |
| Отвод В90º (В60º, В45º, В30º) 57×3 ОСТ 34 10.699-97 | 50 | 57 | 3 | 75 | 43 | 30 | 20 | 0,5 |
| Отвод В90º (В60º, В45º, В30º) 76×3,5 ОСТ 34 10.699-97 | 65 | 76 | 3,5 | 100 | 57 | 41 | 27 | 1 |
| Отвод В90º (В60º, В45º, В30º) 89×3,5 ОСТ 34.10.699-97 | 80 | 89 | 3,5 | 120 | 69 | 50 | 32 | 1,4 |
| Отвод В90º (В60º, В45º, В30º) 108×4 ОСТ 34 10.699-97 | 100 | 108 | 4 | 150 | 87 | 62 | 40 | 2,5 |
| Отвод В90º (В60º, В45º, В30º) 133×4 ОСТ 34 10.699-97 | 125 | 133 | 4 | 190 | 110 | 79 | 51 | 3,8 |
| Отвод В90º (В60º, В45º, В30º) 159×6 ОСТ 34 10.699-97 | 150 | 159 | 6 | 225 | 130 | 93 | 60 | 8,4 |
| Отвод В90º (В60º, В45º, В30º) 219×8 ОСТ 34 10.699-97 | 200 | 219 | 8 | 300 | 173 | 124 | 80 | 19,9 |
| Отвод В90º (В60º, В45º, В30º) 273×10 ОСТ 34 10.699-97 | 250 | 273 | 10 | 375 | 217 | 155 | 100 | 39,4 |
| Отвод В90º (В60º, В45º, В30º) 325×10 ОСТ 34 10.699-97 | 300 | 325 | 10 | 450 | 260 | 186 | 120 | 54,9 |
| Отвод В90º (В60º, В45º, В30º) 377×10 ОСТ 34 10.699-97 | 350 | 377 | 10 | 525 | 303 | 217 | 140 | 74,6 |
| Отвод В90º (В60º, В45º, В30º) 426×10 ОСТ 34 10.699-97 | 400 | 426 | 10 | 600 | 346 | 248 | 161 | 121 |
| Отвод В90º (В60º, В45º, В30º) 530×10 ОСТ 34 10.699-97 | 500 | 530 | 10 | 500 | 289 | 207 | 134 | 120 |
| Отвод В90º (В60º, В45º, В30º) 530×12 ОСТ 34 10.699-97 | 12 | 130 | ||||||
| Отвод В90º (В60º, В45º, В30º) 630×12 ОСТ 34 10.699-97 | 600 | 630 | 12 | 600 | 345 | 248 | 161 | 195,5 |
Пример условного обозначения (УО) отвода крутоизогнутого для трубопроводов группы С, на которые распространяются «Правила АЭУ»:
| Обозначение | Условный проход | Диаметр наружный | Толщина стенки | Строительная длина отводов L | Масса отвода (угол 90º), | |||
| Dy, мм | Dн, мм | S, мм | 90º (L=R) | 60º | 45º | 30º | кг | |
| Отвод С90º (С60º, С45º, С30º) 45×2,5 ОСТ 34.10.699-97 | 40 | 45 | 2,5 | 60 | 35 | 25 | 16 | 0,3 |
| Отвод С90º (С60º, С45º, С30º) 57×3 ОСТ 34.10.699-97 | 50 | 57 | 3 | 75 | 43 | 30 | 20 | 0,5 |
| Отвод С90º (С60º, С45º, С30º) 76×3,5 ОСТ 34.10.699-97 | 65 | 76 | 3,5 | 100 | 57 | 41 | 27 | 1 |
| Отвод С90º (С60º, С45º, С30º) 89×3,5 ОСТ 34.10.699-97 | 80 | 89 | 3,5 | 120 | 69 | 50 | 32 | 1,4 |
| Отвод С90º (С60º, С45º, С30º) 108×4 ОСТ 34.10.699-97 | 100 | 108 | 4 | 150 | 87 | 62 | 40 | 2,5 |
| Отвод С90º (С60º, С45º, С30º) 133×4 ОСТ 34.10.699-97 | 125 | 133 | 4 | 190 | 110 | 79 | 51 | 3,8 |
| Отвод С90º (С60º, С45º, С30º) 159×6 ОСТ 34.10.699-97 | 150 | 159 | 6 | 225 | 130 | 93 | 60 | 8,4 |
| Отвод С90º (С60º, С45º, С30º) 219×8 ОСТ 34.10.699-97 | 200 | 219 | 8 | 300 | 173 | 124 | 80 | 19,9 |
| Отвод С90º (С60º, С45º, С30º) 273×10 ОСТ 34.10.699-97 | 250 | 273 | 10 | 375 | 217 | 155 | 100 | 39,4 |
| Отвод С90º (С60º, С45º, С30º) 325×10 ОСТ 34.10.699-97 | 300 | 325 | 10 | 450 | 260 | 186 | 120 | 54,9 |
| Отвод С90º (С60º, С45º, С30º) 377×10 ОСТ 34.10.699-97 | 350 | 377 | 10 | 525 | 303 | 217 | 140 | 74,6 |
| Отвод С90º (С60º, С45º, С30º) 426×10 ОСТ 34.10.699-97 | 400 | 426 | 10 | 600 | 346 | 248 | 161 | 121 |
| Отвод С90º (С60º, С45º, С30º) 530×10 ОСТ 34.10.699-97 | 500 | 530 | 10 | 500 | 289 | 207 | 134 | 120 |
| Отвод С90º (С60º, С45º, С30º) 530×12 ОСТ 34.10.699-97 | 12 | 130 | ||||||
| Отвод С90º (С60º, С45º, С30º) 630×12 ОСТ 34.10.699-97 | 600 | 630 | 12 | 600 | 345 | 248 | 161 | 195,5 |
Пример условного обозначения крутоизогнутого отвода для трубопроводов, на которые распространяются «Правила пара и горячей воды»:
| Обозначение | Условный проход | Диаметр наружный | Толщина стенки | Строительная длина отводов L | Масса отвода (угол 90º), | |||
| Dy, мм | Dн, мм | S, мм | 90º (L=R) | 60º | 45º | 30º | кг | |
| Отвод П90º (П60º, П45º, П30º) 45×2,5 ОСТ 34 10.699-97 | 40 | 45 | 2,5 | 60 | 35 | 25 | 16 | 0,3 |
| Отвод П90º (П60º, П45º, П30º) 57×3 ОСТ 34 10.699-97 | 50 | 57 | 3 | 75 | 43 | 30 | 20 | 0,5 |
| Отвод П90º (П60º, П45º, П30º) 76×3,5 ОСТ 34 10.699-97 | 65 | 76 | 3,5 | 100 | 57 | 41 | 27 | 1 |
| Отвод П90º (П60º, П45º, П30º) 89×3,5 ОСТ 34 10.699-97 | 80 | 89 | 3,5 | 120 | 69 | 50 | 32 | 1,4 |
| Отвод П90º (П60º, П45º, П30º) 108×4 ОСТ 34 10.699-97 | 100 | 108 | 4 | 150 | 87 | 62 | 40 | 2,5 |
| Отвод П90º (П60º, П45º, П30º) 133×4 ОСТ 34 10.699-97 | 125 | 133 | 4 | 190 | 110 | 79 | 51 | 3,8 |
| Отвод П90º (П60º, П45º, П30º) 159×6 ОСТ 34 10.699-97 | 150 | 159 | 6 | 225 | 130 | 93 | 60 | 8,4 |
| Отвод П90º (П60º, П45º, П30º) 219×8 ОСТ 34 10.699-97 | 200 | 219 | 8 | 300 | 173 | 124 | 80 | 19,9 |
| Отвод П90º (П60º, П45º, П30º) 273×10 ОСТ 34 10.699-97 | 250 | 273 | 10 | 375 | 217 | 155 | 100 | 39,4 |
| Отвод П90º (П60º, П45º, П30º) 325×10 ОСТ 34 10.699-97 | 300 | 325 | 10 | 450 | 260 | 186 | 120 | 54,9 |
| Отвод П90º (П60º, П45º, П30º) 377×10 ОСТ 34 10.699-97 | 350 | 377 | 10 | 525 | 303 | 217 | 140 | 74,6 |
| Отвод П90º (П60º, П45º, П30º) 426×10 ОСТ 34 10.699-97 | 400 | 426 | 10 | 600 | 346 | 248 | 161 | 121 |
| Отвод П90º (П60º, П45º, П30º) 530×10 ОСТ 34 10.699-97 | 500 | 530 | 10 | 500 | 289 | 207 | 134 | 120 |
| Отвод П90º (П60º, П45º, П30º) 530×12 ОСТ 34 10.699-97 | 12 | 130 | ||||||
| Отвод П90º (П60º, П45º, П30º) 630×12 ОСТ 34 10.699-97 | 600 | 630 | 12 | 600 | 345 | 248 | 161 | 195,5 |
Пример условного обозначения (УО) отвода крутоизогнутого для трубопроводов, на которые распространяются СНиП 3.05.05-84:
| Условный проход | Диаметр наружный | Толщина стенки | Строительная длина отводов L | Масса отвода (угол 90º), | ||||
| Dy, мм | Dн, мм | S, мм | 90º (L=R) | 60º | 45º | 30º | кг | |
| Отвод 90º (60º, 45º, 30º) 45×2,5 ОСТ 34 10.699-97 | 40 | 45 | 2,5 | 60 | 35 | 25 | 16 | 0,3 |
| Отвод 90º (60º, 45º, 30º) 57×3 ОСТ 34 10.699-97 | 50 | 57 | 3 | 75 | 43 | 30 | 20 | 0,5 |
| Отвод 90º (60º, 45º, 30º) 76×3,5 ОСТ 34 10.699-97 | 65 | 76 | 3,5 | 100 | 57 | 41 | 27 | 1 |
| Отвод 90º (60º, 45º, 30º) 89×3,5 ОСТ 34 10.699-97 | 80 | 89 | 3,5 | 120 | 69 | 50 | 32 | 1,4 |
| Отвод 90º (60º, 45º, 30º) 108×4 ОСТ 34 10.699-97 | 100 | 108 | 4 | 150 | 87 | 62 | 40 | 2,5 |
| Отвод 90º (60º, 45º, 30º) 133×4 ОСТ 34 10.699-97 | 125 | 133 | 4 | 190 | 110 | 79 | 51 | 3,8 |
| Отвод 90º (60º, 45º, 30º) 159×6 ОСТ 34 10.699-97 | 150 | 159 | 6 | 225 | 130 | 93 | 60 | 8,4 |
| Отвод 90º (60º, 45º, 30º) 219×8 ОСТ 34 10.699-97 | 200 | 219 | 8 | 300 | 173 | 124 | 80 | 19,9 |
| Отвод 90º (60º, 45º, 30º) 273×10 ОСТ 34 10.699-97 | 250 | 273 | 10 | 375 | 217 | 155 | 100 | 39,4 |
| Отвод 90º (60º, 45º, 30º) 325×10 ОСТ 34 10.699-97 | 300 | 325 | 10 | 450 | 260 | 186 | 120 | 54,9 |
| Отвод 90º (60º, 45º, 30º) 377×10 ОСТ 34 10.699-97 | 350 | 377 | 10 | 525 | 303 | 217 | 140 | 74,6 |
| Отвод 90º (60º, 45º, 30º) 426×10 ОСТ 34 10.699-97 | 400 | 426 | 10 | 600 | 346 | 248 | 161 | 121 |
| Отвод 90º (60º, 45º, 30º) 530×10 ОСТ 34 10.699-97 | 500 | 530 | 10 | 500 | 289 | 207 | 134 | 120 |
| Отвод 90º (60º, 45º, 30º) 530×12 ОСТ 34 10.699-97 | 12 | 130 | ||||||
| Отвод 90º (60º, 45º, 30º) 630×12 ОСТ 34 10.699-97 | 600 | 630 | 12 | 600 | 345 | 248 | 161 | 195,5 |
Пример условного обозначения (УО) крутоизогнутого отвода для трубопроводов, на которые распространяются СНиП 3.05.05-84 из стали 09Г2С:
| Обозначение | Условный проход | Диаметр наружный | Толщина стенки | Строительная длина отводов L | Масса отвода (угол 90º), | |||
| Dy, мм | Dн, мм | S, мм | 90º (L=R) | 60º | 45º | 30º | кг | |
| Отвод 90º (60º, 45º, 30º) 45×2,5-09Г2С ОСТ 34.10.699-97 | 40 | 45 | 2,5 | 60 | 35 | 25 | 16 | 0,3 |
| Отвод 90º (60º, 45º, 30º) 57×3-09Г2С ОСТ 34.10.699-97 | 50 | 57 | 3 | 75 | 43 | 30 | 20 | 0,5 |
| Отвод 90º (60º, 45º, 30º) 76×3,5-09Г2С ОСТ 34.10.699-97 | 65 | 76 | 3,5 | 100 | 57 | 41 | 27 | 1 |
| Отвод 90º (60º, 45º, 30º) 89×3,5-09Г2С ОСТ 34.10.699-97 | 80 | 89 | 3,5 | 120 | 69 | 50 | 32 | 1,4 |
| Отвод 90º (60º, 45º, 30º) 108×4-09Г2С ОСТ 34.10.699-97 | 100 | 108 | 4 | 150 | 87 | 62 | 40 | 2,5 |
| Отвод 90º (60º, 45º, 30º) 133×4-09Г2С ОСТ 34.10.699-97 | 125 | 133 | 4 | 190 | 110 | 79 | 51 | 3,8 |
| Отвод 90º (60º, 45º, 30º) 159×6-09Г2С ОСТ 34.10.699-97 | 150 | 159 | 6 | 225 | 130 | 93 | 60 | 8,4 |
| Отвод 90º (60º, 45º, 30º) 219×8-09Г2С ОСТ 34 10.699-97 | 200 | 219 | 8 | 300 | 173 | 124 | 80 | 19,9 |
| Отвод 90º (60º, 45º, 30º) 273×10-09Г2С ОСТ 34.10.699-97 | 250 | 273 | 10 | 375 | 217 | 155 | 100 | 39,4 |
| Отвод 90º (60º, 45º, 30º) 325×10-09Г2С ОСТ 34.10.699-97 | 300 | 325 | 10 | 450 | 260 | 186 | 120 | 54,9 |
| Отвод 90º (60º, 45º, 30º) 377×10-09Г2С ОСТ 34.10.699-97 | 350 | 377 | 10 | 525 | 303 | 217 | 140 | 74,6 |
| Отвод 90º (60º, 45º, 30º) 426×10-09Г2С ОСТ 34.10.699-97 | 400 | 426 | 10 | 600 | 346 | 248 | 161 | 121 |
| Отвод 90º (60º, 45º, 30º) 530×10-09Г2С ОСТ 34.10.699-97 | 500 | 530 | 10 | 500 | 289 | 207 | 134 | 120 |
| Отвод 90º (60º, 45º, 30º) 530×12-09Г2С ОСТ 34.10.699-97 | 12 | 130 | ||||||
| Отвод 90º (60º, 45º, 30º) 630×12-09Г2С ОСТ 34.10.699-97 | 600 | 630 | 12 | 600 | 345 | 248 | 161 | 195,5 |
Типоразмеры отводов стальных
Свойства отводов ст. 20, поставляемых «Компанией Энергостандарт», соответствуют всем требованиям государственных стандартов. Необходимые испытания производятся на заводе-изготовителе. К обязательным требованиям относится тщательное соблюдение геометрических размеров, включая предельные отклонения диаметра, стенок, углов, кривизны изгиба отвода, пространственное расположение приварных поверхностей.
Конструкция, размеры, DN (Ду) и PN (Ру) стальных отводов из стали 20 соответствует ГОСТ 17375-2001.
Таблицы характеристик отводов по ГОСТ 17375-2001 и ГОСТ 30753-2001
Различия в размерах отводов:
Таблица размеров отводов по ГОСТ 17375-2001 и ГОСТ 30753-2001 включает в себя основные характеристики:
Таблица стальных отводов так же содержит такой параметр, как вес, причем:
Например, отвод с размером 530х10 мм и углом поворота 900 весит 102 кг, 450 – 102/2 = 51 кг, 1800 – 102х2 = 204 кг.
Учитывая ответственное назначение отводов, требования к их геометрическим размерам включают ряд обязательных параметров для контроля точности изгиба.
Измеряемое расстояние зависит от угла поворота отвода, например:
Сталь 20 для отводов ГОСТ 17375-2001
Механические свойства материала отводов (сталь 20) должны соответствовать приведённым в таблице значениям.
| Временное сопротивление разрыву σВ, МПа | Предел текучести σ0,2, МПа | Относительное удлинение δ, % | Относительное сужение ψ, % | дарная вязкость KCU, Дж/см² |
| 410 | 245 | 21 | 50 | 49 при T=+20°C 29 при T=‑40°C |
Если при производстве отводов технологические операции оканчиваются при температуре ниже 700°C или выше 900°C, они проходят обязательную термообработку для оптимальной структуры металла.
Цены на отводы крутоизогнутые стальные по ГОСТ 17375-2001 приварные
| Наименование | Цена с НДС |
| 1 исполнение | |
| 15(21,3)×2,0 | 15 руб. |
| 15(21,3)×3,2 | 15 руб. |
| 20(26,9)×2,0 | 27 руб. |
| 20(26,9)×2,3 | 18 руб. |
| 20(26,9)×3,2 | 34 руб. |
| 25(33,7)×2,0 | 26 руб. |
| 25(33,7)×2,3 | 26 руб. |
| 25(33,7)×2,5 | 26 руб. |
| 25(33,7)×3,2 | 35 руб. |
| 32(42,4)×2,0 | 28 руб. |
| 32(42,4)×3,0 | 28 руб. |
| 32(42,4)×3,2 | 32 руб. |
| 40(48,3)×2,6 | 43 руб. |
| 40(48,3)×3 | 43 руб. |
| 40(48,3)×3,6 | 50 руб. |
| 50(60,3)×2,9 | 74 руб. |
| 2 исполнение | |
| 100(108)×3,5 | 186 руб. |
| 100(108)×4 | 188 руб. |
| 100(108)×6 | 333 руб. |
| 100(114)×4 | 205 руб. |
| 100(114)×6 | 207 руб. |
| 125(133)×3,5 | 287 руб. |
| 125(133)×4 | 298 руб. |
| 125(133)×6 | 552 руб. |
| 150(159)×4,5 | 480 руб. |
| 150(159)×6 | 882 руб. |
| 150(159)×8 | 1 166 руб. |
| 200(219)×6 | 1 179 руб. |
| 200(219)×8 | 1 758 руб. |
| 200(219)×10 | 2 868 руб. |
| 25(32)×3 | 29 руб. |
| 250(273)×7 | 2 469 руб. |
| 250(273)×10 | 4 646 руб. |
| 300(325)×8 | 4 242 руб. |
| 300(325)×10 | 7 354 руб. |
| 32(38)×2 | 42 руб. |
| 32(38)×3 | 44 руб. |
| 350(377)×8 | 6 262 руб. |
| 350(377)×10 | 8 383 руб. |
| 40(45)×3 | 39 руб. |
| 400(426)×8 | 7 777 руб. |
| 400(426)×10 | 11 615 руб. |
| 50(57)×3 | 45 руб. |
| 50(57)×3,5 | 47 руб. |
| 50(57)×5 | 92 руб. |
| 50(57)×6 | 131 руб. |
| 500(530)×10 | 16 059 руб. |
| 600(630)×10 | 22 998 руб. |
| 60,3×2,9 | 60 руб. |
| 65(76)×3,5 | 81 руб. |
| 65(76)×6 | 192 руб. |
| 80(89)×3,5 | 115 руб. |
| 80(89)×4,0 | 139 руб. |
| 80(89)×6,0 | 228 руб. |
Таблица данных прямоугольных отводов (45°)
| Размер сечения | Монтажная длина L, мм | Площадь поверхности, м2 | Масса без фланцев, кг | |
| Боковая сторона А, мм | Ширина В, мм | |||
| 100 | 150 | 130 | 0,13 | 0,8 |
| 150 | 100 | 140 | 0,14 | 0,86 |
| 150 | 150 | 140 | 0,17 | 0,99 |
| 150 | 250 | 140 | 0,22 | 1,24 |
| 150 | 300 | 140 | 0,25 | 1,41 |
| 250 | 150 | 160 | 0,25 | 1,41 |
| 250 | 250 | 160 | 0,32 | 1,7 |
| 250 | 300 | 160 | 0,35 | 2,35 |
| 250 | 400 | 160 | 0,41 | 2,75 |
| 250 | 500 | 160 | 0,47 | 3,09 |
| 300 | 150 | 170 | 0,3 | 2,1 |
| 300 | 250 | 170 | 0,37 | 2,49 |
| 400 | 250 | 190 | 0,49 | 3,21 |
| 400 | 400 | 190 | 0,6 | 3,86 |
| 400 | 500 | 190 | 0,67 | 4,29 |
| 400 | 600 | 190 | 0,75 | 4,72 |
| 400 | 800 | 190 | 0,9 | 5,59 |
| 500 | 250 | 220 | 0,62 | 4,19 |
| 500 | 400 | 220 | 0,75 | 4,94 |
| 500 | 500 | 220 | 0,83 | 5,44 |
| 500 | 600 | 220 | 0,91 | 5,94 |
| 500 | 800 | 220 | 1,08 | 6,94 |
| 500 | 1000 | 220 | 1,24 | 7,94 |
| 600 | 400 | 240 | 0,91 | 5,92 |
| 600 | 500 | 240 | 1 | 6,47 |
| 600 | 600 | 240 | 1,09 | 7,01 |
| 600 | 800 | 240 | 1,27 | 8,1 |
| 600 | 1000 | 240 | 1,45 | 9,18 |
| 800 | 400 | 280 | 1,28 | 8,18 |
| 800 | 500 | 280 | 1,38 | 8,78 |
| 800 | 600 | 280 | 1,49 | 9,41 |
| 800 | 800 | 280 | 1,7 | 10,67 |
| 800 | 1000 | 280 | 1,92 | 11,93 |
| 1000 | 500 | 320 | 1,83 | 11,37 |
| 1000 | 600 | 320 | 1,95 | 12,08 |
| 1000 | 800 | 320 | 2,2 | 13,5 |
| 1000 | 1000 | 320 | 2,44 | 14,9 |
Для получения консультации и по всем вопросам относительно заказа вентиляционного оборудования и воздуховодов (информации про стоимость воздуховодов) обращайтесь по телефону +7 или отправляйте заявку на e-mail
Источник
