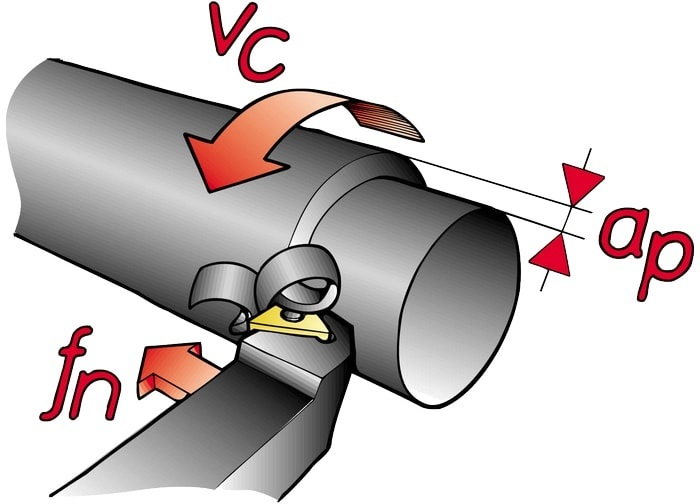
При токарной обработке с заготовки за определенное число проходов снимается лишний металл, называемый припуском. В результате получается изделие заданной формы с требуемыми размерами и классом шероховатости поверхностей.
В общем виде операция точения детали на токарном станке выглядит следующим образом: резец последовательно перемещается с заданной подачей вглубь металла вращающейся заготовки, при этом его режущая кромка за каждый оборот удаляет с заготовки заданную толщину металла.

Режимы резания при токарной обработке определяют на основании ряда технических показателей, среди которых самые значимые – это подача инструмента и частота вращения детали, закрепленной в шпинделе станка. Правильный выбор и применение режимов обработки гарантируют не только геометрическую точность и экономичность изготовления, но и сохранность детали, инструмента и оборудования, а также безопасность станочника.
Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах – это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые – это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.

Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.
Еще одним ограничением являются характеристики отдельных материалов. К примеру, титан и нержавеющая сталь для токарной обработки являются одними из наиболее сложных материалов и требуют особого подхода при определении параметров технологической операции.
При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
Глубина
Припуск – это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
t = (D-d)/2,
где t – глубина резания; D – диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки – это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке – глубина канавки.

В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
Подача
Подача при токарной обработке – это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
S=(0,05…0,25) ×t,
Производительность токарного оборудования напрямую связана с величиной подачи.
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.
Скорость
Скорость резания при токарной обработке – это суммарная траектория режущей кромки резца за единицу времени. Ее размерность – в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.

Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.
Выбор режима на практике
Расчет режимов резания при токарной обработке производится специалистами отдела главного технолога предприятия или технологического бюро цеха. Полученные результаты заносят в операционную карту, в которой приводится последовательность этапов, перечень инструмента и режимы изготовления требуемой детали на конкретном токарном станке. Заводские и цеховые технологи рассчитывают параметры технологического процесса и выбирают соответствующие инструмент и оснастку, используя конструкторские чертежи, эмпирические формулы и табличные показатели из технологических справочников. Но на практике реальные условия точения могут отличаться от нормативных по следующим причинам:
- снижение точности оборудования в результате износа;
- отклонения в геометрических размерах и физических характеристиках заготовки.
- несоответствие характеристик материала расчетным.

Поэтому для уточнения расчетных технологических режимов применяют метод пробных проходов: точение небольших участков поверхности с подбором режимов и последующим замером геометрии и качества поверхности. Главные недостатки такой отладки технологического процесса – это возрастание трудозатрат и сверхнормативное использование производственных ресурсов. Поэтому его используют только в особых случаях:
- единичное изготовление без операционной карты;
- определение точности работы токарного оборудования перед запуском партии;
- работа с неполноценными заготовками (брак и неточность размеров);
- обточка литейных и кованых заготовок, не прошедших предварительную обдирку;
- запуск в производство изделий из новых материалов.
При первом запуске в производство нового изделия, обрабатываемого на автоматизированном оборудовании, также производят пробное точение и подбирают вручную режимы резания. Токарный станок с ЧПУ выполняет все операции по программе, поэтому оператор не всегда может корректировать параметры его работы.
Кроме углеродистых сталей на токарном оборудовании обрабатывают такие металлы как легированная сталь, чугун, титан, сплавы алюминия, бронза и другие сплавы меди. Помимо этого, такую обработку используют для точения материалов с низкой температурой плавления и воспламенения, таких как пластики и дерево. При работе с пластмассами токарные станки чаще всего применяют при обработке деталей из фоторопласта, полистирола, полиуретана, оргстекла, текстолита, а также эпоксидных и карбомидовых композитов. Все перечисленные группы материалов имеют свои особенности расчета и практического применения режимов точения. Это хорошо видно на примере токарной обработки нержавейки – самого распространенного после углеродистой стали конструкционного материала.
Нержавеющая сталь характеризуется низкой теплопроводностью, вязкостью, коррозионной стойкостью, сохранением прочности и твердости при высоких температурах, а также неравномерным упрочнением. Кроме того, в состав некоторых сортов нержавеющей стали входят легирующие добавки повышенной твердости с абразивными характеристиками. Поэтому при работе с ней на практике применяют специальные режимы точения и методы охлаждения и смазки детали.

Обработка нержавейки ведется на повышенных оборотах при уменьшенной подаче. Высокая вязкость этого материала способствует созданию непрерывной вьющейся стружки.
Для решения этой проблемы применяют резцы со стружколомом. Для отвода тепла и смазки обрабатываемой поверхности в рабочую зону подается специальная СОЖ (смазочно-охлаждающей жидкости) на основе олеиновой кислоты. Это уменьшает нагрев заготовки и снижает износ резца. В последнее время все чаще применяют современные методы, которые также уменьшают износ инструмента: направление в рабочую зону ультразвуковых волн и подвод к металлу слаботочных импульсов.
Вычисление скорости резания
Время точения металла (tосн, основное время) – самая затратная составляющая в суммарном времени изготовления единичного изделия. Поэтому от скорости выполнения этой технологической операции напрямую зависит экономическая эффективность использования токарного оборудования. Правильный расчет скорости резания при токарной обработке важен не только с точки зрения стоимостных показателей производственной операции. Ошибки в расчете и применении этого параметра может привести не только к браку детали, но и к повреждению токарного оборудования, оснастки и инструмента. Далее приводится последовательность расчета этого показателя для самой распространенной операции – обточки цилиндрической поверхности.

Скорость резания v имеет размерность м/мин и в общем виде вычисляется по формуле:
v = π×D×n/1000,
где D – диаметр заготовки в мм; n – скорость шпинделя в об/мин.
Но на токарном оборудовании невозможно количественно задать v в качестве параметра управления. При работе на токарных станках предусмотрена регулировка только оборотов шпинделя и подачи инструмента, которые зависит не только от значения v, но и от ряда других факторов: материала детали, мощности главного привода, вида точения и характеристик режущего инструмента. Поэтому при расчете режимов в первую очередь определяют расчетные обороты шпинделя:
n = 1000×v/π×D.
На основании полученного результата по таблицам справочной литературе выбирают соответствующее значение v, которое зависит глубины точения, подачи, материала, типа резца и вида операции. Для расчета теоретической глубины резания t на основании чертежа определяют размерные характеристики детали и заготовки, а затем с учетом геометрических параметров инструмента вычисляют ее по формуле:
t = (D-d)/2,
где D – диаметр заготовки; d – конечный диаметр детали.
После вычисления величины t по справочникам определяют табличное значение подачи S в мм/об. В справочных таблицах учтены: вид материала (различные стали, бронза, чугун, титан, алюминиевые сплавы), тип точения (черновое, чистовое), параметры резца и геометрия его подхода к обрабатываемой поверхности. Затем по технологическим таблицам на основании полученных величин t и S определяют vτ – табличное значение скорости резания.
Далее vτ должна быть скорректирована в соответствии с реальными условиями точения, к которым относят: период стойкости и технические параметры резца, прочностные характеристики материала, физическое состояние обрабатываемых поверхностей, геометрия резания.
Корректировка vт осуществляется с помощью группы поправочных коэффициентов:
vут = vт×К1×К2×К3×К4×К5,
где vут – уточненная скорость резания; K1 – коэффициент, зависящий от времени работы резца; K2, K4 – коэффициенты, зависящие от технических параметров резца; K3 – коэффициент, зависящий от состояния обрабатываемой поверхности; K4 – коэффициент, зависящий от материала резца; K5 – коэффициент, зависящий от геометрии обработки.
После расчета vут вычисляют уточненную скорость вращения шпинделя nут по следующей формуле:
nут = 1000×vут/π×D.
Значение nут должно лежать в диапазоне паспортных скоростей главного привода станка, которые приведены в заводской документации токарного оборудования. Если полученная в результате расчетов nут не имеет точного соответствия в таблицах станка, то необходимо применить ближайшее самое меньшее число.

На последнем этапе рассчитывают фактическую скорость резания vф:
vф = π×D×nут/1000.
Vф напрямую связана с мощностью главного двигателя станка. Поэтому она является основным параметром при выборе конкретного типа токарного станка для обработки требуемой детали.
Режимы резания при токарной обработке и точении: таблицы формул, расчет подачи и скорость
25.08.2020

Подготовимся к проведению одной из наиболее распространенных операций. Рассмотрим расчет подачи и режимов резания при токарной обработке. Его важность сложно переоценить, ведь если он проведен правильно, то помогает сделать техпроцесс эффективным, снизить себестоимость производства, повысить качество поверхностей деталей. Когда он выбран оптимально, это самым положительным образом влияет на продолжительность работы и целостность инструментов, что особенно важно в перспективе длительной эксплуатации станков с поддержанием их динамических и кинематических характеристик. И наоборот, если его неверно выбрать и взять не те исходные показатели, ни о каком высоком уровне исполнения продукции говорить не придется, возможно, вы даже столкнетесь с браком.

Режимы резания: что это такое
Это целый комплекс характеристик, задающих условия проведения токарной операции. Согласно технологическим маршрутам, обработка любого элемента (особенно сложного по форме) проводится в несколько переходов, для каждого из которых требуются свои чертежи, размеры и допуски, оборудование и оснастка. Вычислив и/или подобрав все эти параметры один раз для первой заготовки, в дальнейшем вы сможете подставлять их по умолчанию – при выпуске второй, пятой, сотой детали – и таким образом минимизируете время на подготовку станка и упростите контроль качества, то есть оптимизируете процесс производства.
В число основных показателей входит глубина, скорость, подача, в список дополнительных – масса объекта, припуски, частота, с которой вращается шпиндель, и в принципе любая характеристика, влияющая на результат обработки. И важно взять те из них, что обеспечат лучшую итоговую точность, шероховатость и экономическую целесообразность.
Есть несколько способов провести расчет режимов резания при точении:
- • аналитический;
- • программный;
- • табличный.
Первый достаточно точный и до появления мощной компьютерной техники считался самым удобным. По нему все вычисления осуществлялись на основании паспортных данных оборудования: мощность двигателя, частоту вращения шпинделя и другие показатели подставляли в уже проверенные эмпирические выражения и получали нужные характеристики.
С разработкой специализированного ПО задача калькуляции существенно упростилась – все операции выполняет машина, быстрее человека и с гораздо меньшей вероятностью совершения ошибок.
Когда под рукой нет компьютера или формул, зато есть опыт, можно определить подходящие критерии на основании нормативных и справочных данных из таблиц. Но для этого необходимо учитывать все изменения значений, даже малейшие, что не всегда удобно в условиях производства.
Особенности определения режимов резания при точении
В первую очередь нужно выбрать глубину обработки, после нее – подачу и скорость. Важно соблюсти именно такую последовательность – в порядке увеличения степени воздействия на инструмент. Сначала вычисляются те характеристики, которые могут лишь минимально изменить износ резца, в конце те, что влияют на ресурс по максимуму.
Параметры следует определять для предельных возможностей оборудования, в обязательном порядке учитывая размеры, металл исполнения, конструкцию инструмента.
Важным пунктом является нахождение подходящей шероховатости. Плюс, правильнее всего взять лезвие под конкретный материал, ведь у того же чугуна одна прочность и твердость, а у алюминия – совсем другая. Не забывайте также, что в процессе происходит нагрев детали и возрастает риск ее деформации.
Выбор режима резания при точении на токарном станке продолжается установлением типа обработки. Какой она будет, черновой или чистовой? Первая грубая, для нее подойдут инструменты, выполненные из твердых сталей и способные выдержать высокую интенсивность техпроцесса. Вторая тонкая, осуществляется на малых оборотах, со снятием минимального слоя металла.
Глубина определяется количеством проходов, за которые убирается припуск. Подача представляет собой расстояние, преодолеваемое кромкой за вращение заготовки, и может быть одного из трех типов:
- • минутная;
- • на зуб;
- • на оборот.
Скорость в значительной степени зависит от того, какая именно операция выполняется, например, при торцевании она должна быть высокой.

Характеристики режимов резания
Прежде чем подробно рассмотреть все основные параметры, скажем еще несколько слов о методах вычислений. Точнее, о том, как от графики перешли к аналитике и компьютеризации.
По мере совершенствования производства даже самые подробные таблицы оказывались все менее удобными: столбцы, колонки, соотношения – на изучение этого и поиск нужного значения уходило огромное количество времени. И это при том, что основные показатели связаны между собой, и уменьшение/увеличение одного из них провоцировало менять остальные.
Установив столь очевидную зависимость, инженеры стали пользоваться аналитическим способом, то есть продумали эмпирические формулы, и начали подставлять в них частоту вращения шпинделя, мощность силового агрегата и подачу и находить нужные характеристики. Ну а развитие компьютеров и появление вычислительного ПО серьезно упростило задачу и защитило итоговые результаты от ошибок человеческого фактора.
Схема расчетов режима резания на токарном станке
Порядок действий следующий:
- • Выбираете, каким инструментом будете пользоваться в данной ситуации; для хрупких материалов подойдет лезвие со сравнительно небольшими показателями прочности, но для твердых – с максимальными.
- • Определяете толщину снимаемого слоя и число проходов, исходя из актуального метода обработки. Здесь важно обеспечить оптимальную точность, чтобы изготовить изделие с минимальными погрешностями геометрических габаритов и поверхностей.
Теперь переходим к рассмотрению конкретных характеристик, играющих важную роль, и к способам их практического нахождения или изменения.
Глубина резания при токарной обработке на станке
Ключевой показатель для обеспечения качества исполнения детали, показывающий, сколько материала нужно убрать за один проход. Общее количество последних вычисляется с учетом следующего соотношения припусков:
- • 60% – черновая;
- • от 20 до 30% – смешанная;
- • от 10 до 20% – чистовая.
Также свою роль играет то, какая форма у заготовки и что за операция выполняется. Например, при торцевании рассматриваемый параметр приравнивается к двойному радиусу предмета, а для цилиндрических деталей он находится так:
k = (D-d)/2, где:
- D и d – диаметры, начальный и итоговый соответственно;
- k – глубина снятия.
Если же изделие плоское, используются обычные линейные значения длины – 2, 1-2 и до 1 мм соответственно. Здесь же есть зависимость от поддерживаемого класса точности: чем он меньше, тем больше нужно совершить подходов для получения результата.

Как определить подачу при точении
Фактически она представляет собой то расстояние, на которое резец передвигается за один оборот, совершаемый заготовкой. Наиболее высока она при черновой обработке, наименее – при чистовой, когда действовать следует аккуратно, и в дело также вступает квалитет шероховатости. В общем случае ее делают максимально возможной (для операции) с учетом ограничивающих факторов, в числе которых:
- • мощность станка;
- • жесткость системы;
- • стойкость и ресурс лезвия.
При фрезеровании отдают предпочтение варианту «на зуб», при зачистке отверстий – рекомендованному для текущего инструмента, в учебных целях – самую распространенную, то есть 0,05-0,5 об/мин.
Формула расчета подачи при точении, связывающая между собой все ее виды, выглядит так:
SM = S*n = SZ*Z*n, где:
n – частота вращения резца,
Z – число зубцов.
Для упрощения вычислений можно брать данные отсюда:
|
Диаметр, заготовки, мм |
Размер инструмента, мм |
Подача, мм/об, с выбранной глубиной резания, мм |
||||
|
до 3 |
3-5 |
5-8 |
8-12 |
от 12 |
||
|
Для стали |
||||||
|
до 20 |
16х25-25х25 |
0,3-0,4 |
– |
|||
|
20-40 |
0,4-0,5 |
0,3-0,4 |
– |
|||
|
40-60 |
16х25-25х40 |
0,5-0,9 |
0,4-0,8 |
0,3-0,7 |
– |
|
|
60-100 |
0,6-1,2 |
0,5-1,1 |
0,5-0,9 |
0,4-0,8 |
– |
|
|
100-400 |
0,8-1,3 |
0,7-1,2 |
0,6-1 |
0,5-0,9 |
– |
|
|
400-500 |
20х30-40х60 |
1,1-1,4 |
1-1,4 |
0,7-1,2 |
0,6-1,2 |
0,4-1,1 |
|
500-600 |
20х30 |
1,2-1,5 |
1-1,4 |
0,8-1,3 |
0,6-1,3 |
0,4-3,2 |
|
Для чугуна |
||||||
|
до 20 |
16х25-25х25 |
– |
||||
|
20-40 |
0,4-0,5 |
– |
||||
|
40-60 |
16х25-25х40 |
0,6-0,9 |
0,5-0,8 |
0,4-0,7 |
– |
|
|
60-100 |
0,8-1,4 |
0,7-1,2 |
0,6-1 |
0,5-0,9 |
– |
|
|
100-400 |
1-1,3 |
0,9-1,4 |
0,8-1,1 |
0,6-0,9 |
||
|
400-500 |
20х30-40х60 |
1,3-1,6 |
1,2-1,5 |
1,1-1,3 |
0,8-1 |
0,7-0,9 |
|
500-600 |
20х30 |
1,5-1,8 |
1,2-1,6 |
1-1,4 |
0,9-1,2 |
0,8-1 |
Если операции осуществляются под серьезными ударными нагрузками, выбранное значение необходимо помножить на 0,85. Если металлом детали является жаропрочная конструкционная сталь, следует ограничиться 1 мм/об.
Расчет скорости резания при токарной обработке
Это показатель с сильнейшим влиянием, зависящий от следующих факторов:
- • тип работы;
- • вид используемого инструмента;
- • материал исполнения заготовки.
Так, торцы отрезаются так быстро, как только возможно, в то время как сверление выполняется уже гораздо медленнее. Для решения стандартных задач параметр можно без труда вычислить, умножив диаметр будущего изделия на число оборотов в минуту и на тт, а затем разделив на поправочный коэффициент в 1000. Для упрощения можно воспользоваться специальным программным обеспечением.
Но если под рукой нет компьютера с установленным ПО или даже калькулятора, есть альтернативный вариант – уже подсчитанная скорость резания при точении из таблицы (ее мы отдельно приведем ниже). Также представим вашему вниманию две формулы – чтобы вы могли воспользоваться любой из них на основе уже имеющихся значений, а после обратили свое внимание на нормированные показатели.

Проверка принятых характеристик
Оборудование необходимо эксплуатировать подходящим образом – это нужно не только для производительности, но и с точки зрения эксплуатации.
Допустим, что вы остановились на каких-то значениях, что предпринять дальше? Прежде чем настраивать по ним станок, необходимо убедиться, что они правильные, так сказать, подтвердить правильность выбора режимов резания при токарной обработке.
Для этого нужно лишь заглянуть в паспорт оборудования и свериться с рекомендованными параметрами. Нормированные показатели должны быть выше тех, что взяли вы. Если это условие не выполняется, следует скорректировать величины, иначе техника вполне может выйти из строя в процессе изготовления деталей.
Какой инструмент использовать
Такой, что обеспечит:
- • необходимую форму и геометрические параметры заготовки;
- • достаточное качество готовой поверхности;
- • технологичность и безопасность процесса выпуска;
- • минимальные энергетические затраты при хорошей производительности;
- • экономичный расход дорогих и/или редких материалов;
- • ремонтопригодность изделия.
Выше мы уже писали, что длина обработки (резания) и подача на оборот при точении зависят лезвия, поэтому его тоже нужно рассмотреть подробнее. Сделаем это прямо сейчас, сгруппировав все разнообразие вариантов по главным признакам и выделив их особенности.
Классификация инструментов
Разделить их можно по трем показателям, каждый из которых оказывает достаточно сильное влияние на результаты проведения операций. Если установить неподходящий, это обернется недостаточной продуктивностью труда, ухудшением точности, повышением износа функциональных узлов или даже нарушением техники безопасности. Поэтому так важно правильно определиться и использовать то, что подходит для станка.
По способу обработки
Чтобы вам было проще выбирать рекомендуемые режимы резания при точении, таблицы составлены для таких разновидностей лезвий:
- • проходные;
- • резьбовые;
- • галтельные;
- • расточные;
- • фасонные;
- • резьбовые;
- • прорезные;
- • подрезные;
- • отрезные.
Между собой они различаются формой, размерами и исполнением кромок.

По материалу рабочей части
Они бывают:
- инструментальные;
- быстрорежущие;
- минералокерамические;
- твердосплавные – одно-, двух- и трехкарбидные (вольфрамовые, титановольфрамовые и титанотанталовольфрамовые соответственно).
Конкретный вариант подбирается, исходя из твердости поверхности детали – понятно, что он должен быть еще прочнее, чтобы не разрушаться при механическом контакте, а снимать стружку.
По исполнению
Есть один момент, о котором стоит помнить, выбирая любой параметр, например, обороты токарного станка по металлу: таблица составлена сразу для всех видов инструмента. При этом конструкция у него может быть:
- сборная;
- цельная;
- комбинированная.
У каждого типа свои преимущества. Первый отличается наибольшей ремонтопригодностью, ведь можно заменить лишь один деформированный элемент, а не весь резец. Зато второй гораздо лучше выдерживает повышенные нагрузки, так как равномерно воспринимает все силовые воздействия. Третий же сочетает в себе преимущества двух предыдущих, но стоит дороже всего.
Определяться вам, в зависимости от характера и твердости поверхности, точности снятия слоя, тех геометрических параметров, которые нужно получить в результате.
Формула подачи и режимов резания при токарной обработке
Для вычислений воспользуйтесь следующим выражением:
Vt = n x f (мм/мин), где:
- n – частота вращения;
- f – величина подачи на 1 оборот.
Также есть другие полезные соотношения, например, для нахождения эффективной мощности:
N (э) = (PZ x V)/(1020 x 60), причем:
P (z) – это максимальная нагрузка (тангенциальная сила), и она в свою очередь представлена в виде:
P (z) = 10Ср x t1 x S2 x V3 x Kp
Зная все эти величины, можно определить необходимую производительность станка:
N (п) = N(э)/η,
где η представляет собой заложенный заводом-изготовителем КПД (коэффициент полезного действия) оборудования.
Для выяснения оптимальной скорости резания при токарной обработке таблица необязательна – нужный показатель не составляет труда найти по следующей формуле:
VC = (DC x π x n)/1000 м/мин, где:
- DC – двойной радиус детали;
- n – частота вращения.
Или в качестве альтернативы можно воспользоваться таким соотношением:
- • V = CV/((T1 x t2 x S3) x KV, в котором:
- • T – стойкость инструмента;
- • CV – коэффициент, применяемый как к заготовке, так и к лезвию;
- • 1, 2, 3 – параметры степеней;
- • KV – поправочное значение, зависящее от материала кромки, качества (точности) и особенностей поверхностного слоя.
Опять же, все полученные данные нужно сверить со стандартным рядом, актуальным для имеющегося станка, и убедиться, что они разница между ними не больше 5% и что они не превышают нормированные значения.

Таблица режимов резания при токарной обработке на станке
|
Материал |
Операция |
Показатели степени |
СР |
|||
|
Детали |
Лезвия |
n |
x |
y |
||
|
Сталь конструкционная |
Твердая |
Наружное растачивание |
-0,15 |
1 |
0,75 |
300 |
|
Прорезание и отрезание |
0 |
0,72 |
0,8 |
408 |
||
|
Быстрорежущая |
Наружное растачивание |
0 |
1 |
0,75 |
200 |
|
|
Прорезание и отрезание |
0 |
1 |
1 |
247 |
||
|
Чугун серый |
Твердый сплав |
Наружное растачивание |
0 |
1 |
0,75 |
92 |
|
Быстрорежущая сталь |
Прорезание и отрезание |
– |
1 |
1 |
158 |
|
|
Чугун кованый |
Твердый сплав |
Наружное растачивание |
0 |
1 |
0,75 |
81 |
|
Прорезание и отрезание |
– |
1 |
1 |
139 |
Теперь вы понимаете, насколько важно верно определить параметры эксплуатации оборудования. Хорошо, что это не будет проблемой теперь, когда вы знаете, как рассчитать режимы резания при токарной обработке. А станок, который эффективно решит любые ваши производственные задачи, вы всегда можете заказать у ижевского производителя – завода «Сармат».
Одним из основных факторов технологического процесса металлообработки является режим резания, который устанавливается во время обработки готовых деталей и заготовок. При выборе и назначении режимов резки определяют:
- скорость подачи заготовки;
- глубина резки;
- скорость резки.
Глубина
Данное значение определяется припуском на обработку. Припуск лучше убирать за один этап. Глубина может оказывать сильное влияние на силу резки, по этой причине припуск могут разделять на три прохода: 55-60% слоя – черновой проход, 25-35 – получистовой, 15-20% – чистовой.
Скорость подачи
Она ограничена силами, которые действуют во время резки. Эти силы могут привести к некоторым неисправностям:
- надлом или изменение формы режущего элемента;
- деформации или поломке обрабатываемого материала;
- выход из строя станка.
Лучше всего работать при наибольшем значении подачи. Чаще всего эту величину берут из специальных таблиц, пособий. Они составляются благодаря многочисленным исследованиям и опытам, которые проводятся на машиностроительных заводах. Уже 47 лет лучшее пособие – это книга Ю.В. Барановского «Режимы резания металлов» 1972 г. За годы им пользовались инженеры на заводах, преподаватели, учащиеся в институтах. В пособии учтены результаты экспериментальных исследований механообрабатывающего, металлообрабатывающего производства Волжского автозавода.
При выборе скорости подачи из справочного материала, данное значение изменяют по кинематическим показателям оборудования, на котором производится металлообработка. Т.е. нужно взять ближайшее наименьшее значение подачи. Для чернового прохода берут скорость от 0,4 до 1,5 мм за оборот, для чистового от 0,11 до 0,4 мм за оборот.
Если уменьшать скорость подачи, а увеличивать глубину, то нагрузка на оборудование увеличивается. Если сделать наоборот, то нагрузка уменьшится. Из этого получается, что глубина оказывает наибольшее влияние на оборудование.
Скорость резания
Это скорость движения режущей стороны резца или металла по направлению основного движения резки. Обозначается латинской буквой V, измеряется в м/мин. и определяется следующим образом:
V= π*d*n/1000 (1)
V – это скорость резки,
d – диаметр обрабатываемого материала, измеряется в миллиметрах,
n – число оборотов шпинделя в минуту.
Зная значение V можно получить необходимое число оборотов шпинделя. Получив данную величину, нужное число оборотов шпинделя берется по паспорту станка, которое является ближайшим к величине определенной расчетным методом. Если паспорт отсутствует, то берут теоретическое число, т.е. то, которое получили из вычислений. В данном случае обязательно нужно учесть знаменатель прогрессии, и не менять количество оборотов при несущественном различии в диаметрах.
Скорость резания можно получить по формулам, которые определены для всех видов металлообработки из показателей стойкости резца.
Если необходимо выполнить продольные или поперечные точения, то значение V будет:
V= Cv*Kv/T*t*S (2)
T – период стойкости резца,
t – глубина резки металла,
S – скорость подачи.
Cv в данном случае является коэффициентом, полученным при наблюдении во время опытов. Данное значение необходимо брать из таблицы специального пособия. Выбирается вариант для «стандартных» условий металлообработки. Под словом «стандартные» условия имеется в виду использование давления в 750 МПа использование твердосплавного резца.
В реальных условиях показатели резки и обработки довольно часто не совпадают со «стандартными условиями». По этой причине для получения оптимальной величины вводится поправочный коэффициент – Кv. Он учитывает все отличия.
Рассчитать его можно следующим путем:
Kv=Kмv*Kпv*Kиv (3)
- Кмv – коэффициент учитывает влияние металла заготовки;
- Kпv – значение, которое учитывает состояние поверхности обрабатываемого металла;
- Kиv – коэффициент учитывает влияние материала, из которого изготовлен резец.
Все показатели берутся из справочников.
При резке пазов или фасонном точении берется формула (2) в измененном виде. В ней не учитывается значение t. Т.е. формула примет вид:
V= Cv*Kv/T*S (4)
Скорость, которую высчитали по формулам (2) и (4) является расчетной и полученное значение имеет лишь рекомендательный характер.
Изменение скорости резания
Скорость резки при металлообработке зависит от:
- Материала, формы, свойства режущего инструмента.
- Рода оборудования. Токарные, фрезерные станки т.д.
- Характеристики заготовки. Например, сталь, какое у нее сопротивление к разрыву.
- Глубины резки.
- Вида обработки. Токарные работы, нарезка резьбы.
- Надежности, жесткости крепления заготовки.
- Мощности и свойства оборудования.
- Характера металлообработки.
На скорость резки, которая допускается режущим элементом, влияют различные нюансы: стойкость резца, физические свойства заготовки, количество и качество СОЖ, разрешенный и допустимый износ резца.
Чем выше быстрота перемещения при резке, тем быстрее падает стойкость резцов. Подходящая величина для резцовых инструментов от 25 до 55 м/мин. Если на резцах установлены пластины твердых сплавов, то данный показатель можно увеличить до 75-145 м/мин. В таком случае их стойкость составит от получаса до часа.
Выбор режимов резки
Чтобы подобрать режим резания, необходимо правильно выбрать основные его элементы, то есть, определять и учитывать наиболее выгодные показатели величин этих режимов:
- Получение технологически разрешенной скорости подачи. Это нужно для использования всех мощностей станка.
- Получение экономичной скорости резания. Помогает рационально использовать режущие элементы.
После просчетов необходимо проводить проверки по формулам или таблицам. Они дают понять, насколько выбранные элементы соответствуют мощностям станка, на котором будет выполняться резка металла, а также определяется мощность его привода. В особенности проверки нужны, если необходимо выполнить грубые обтирочные работы.
Расчет режима резания
Исходные данные:
1. Заготовка – сталь 20
2. Предел прочности стали 20 – σ = 412 МПа,
твердость по Бринеллю НВ = 163 МПа
3. Диаметр заготовки D=
80мм
4. Диаметр детали (после обработки) d= 75 мм
5. Длина обрабатываемой поверхности l =
150 мм
6. Требуемая шероховатость Ra=1мкм
7. Квалитет – 7
8.Станок-1К62
При расчете режима резания необходимо:
1) выбрать тип, размеры и геометрические
параметры резца;
2) выбрать станок;
3) рассчитать элементы режима резания;
4) провести проверку выбранного режима
резания по:
а) по мощности привода шпинделя станка,
б) по прочности механизма подач,
в) по прочности державки резца и
г) по прочности пластинки твердого
сплава.
5) произвести расчет времени,
необходимого для выполнения операции;
6) произвести расчет необходимого
количества станков;
7) провести проверку эффективности
выбранного режима резания и выбранного
оборудования.
Содержание
1. Выбор токарного резца………………………………………………………….Стр. 3
1.1. Выбор материала режущей части
резца…………………………………..стр. 3
1.2. Назначение размеров
резца…………………………………………………стр.
3
1.3. Назначение геометрических параметров
режущей части резца……….стр. 3
2. Назначение глубины
резания……………………………………………………стр.
3
3. Назначение величины
подачи…………………………………………………..стр.
3
4. Определение скорости
резания…………………………………………………стр.
4
4.1. Определение скорости резания
…………………………………………….стр. 4
4.2. Определение частоты вращения
шпинделя по расчетной
скорости резания………………………………………………………………….стр.
5
4.3. Уточнение частоты вращения шпинделя
по паспорту станка…………стр. 5
4.4. Определение фактической скорость
резания ……………………………стр. 5
5. Проверка выбранного режима
резания………………………………………стр. 5
5.1. Проверка по мощности привода
шпинделя станка………………………стр. 5
5.2 Проверка по прочности механизма
продольной подачи станка………..стр. 6
5.3 Проверка по прочности державки
резца……………………………………стр. 7
5.4. Проверка по прочности пластинки
твердого сплава резца……………..стр. 7
6. Расчет времени выполнения
операции…………………………………………стр.
7
6.1. Расчет основного
времени……………………………………………………стр.
7
6.2. Расчет штучного времени……………………………………………………стр.
8
7. Расчет потребности в
оборудовании……………………………………………стр.
8
8. Технико-экономическая
эффективность………………………………………стр.
8
8.1. Коэффициент основного
времени…………………………………………..стр.
8
-
Коэффициент использования станка
по мощности………………………стр. 8
9. Факторы, влияющие на режимы
резания……………………………..………стр. 9
9.1. Смазочно-охлаждающие жидкости
(СОЖ)………………………………..стр. 10
9.2. Вид токарной обработки………………………………………………………стр.
11
9.3. Подача и глубина
резания……………………………………………………стр.12
9.4. Сечение державки
резца………………………………………………………стр.
13
9.5. Допустимая величина износа
резца…………………………………………стр. 14
9.6. Состояние поверхности обрабатываемого
материала и
химический состав…………………………………………………………………стр.
14
9.7. Скорость резания и
стойкость……………………………………………….стр.
14
Список литературы………………………………………………………………….стр.
16
ПРИЛОЖЕНИЯ………………………………………………………………………стр.
17
1. Выбор токарного резца
1.1 Выбор материала режущей части резца
Исходя из общего припуска на обработку
и требований к шероховатости поверхности
обработку проводим в три прохода
(черновое – 1 и чистовое точение – 2). По
табл.2П выбираю материал пластинки из
твердого сплава:
для чернового точения – Т5К10,
для чистового точения – Т15К6.
1.2. Назначение размеров резца
Для станка 1К62 с высотой центров 200 мм
размеры сечения державки резца принимаю:
НхВ = 25х16 мм.
Для обработки выбираю проходной прямой
отогнутый резец с пластинкой из твердого
сплава, размеры которого приведены в
табл.3П: резец 2102 – 0055 ГОСТ 18877-73.
1.3. Назначение геометрических параметров
режущей части резца
В зависимости от материала режущей
части резца и условий обработки выбираю
одинаковую форму передней поверхности
резцов (для чернового и чистового
точения) по табл. ЗП: номер ІІ б – плоская,
с отрицательной фаской. Согласно ГОСТ
на токарные резцы по таблицам 5П – 7П
выбираю геометрические параметры
резцов:
![]() ,
,![]() ,
,![]() ,
,![]() ,
,![]() ,
,![]() ,
,![]()
-
Назначение глубины резания
Глубину резания tследует
брать, равной припуску на обработку на
данной операции.
![]() ,
,
где D– диаметр заготовки,
мм;
d– диаметр после обработки,
мм.
При черновом точении:
![]()
При чистовом точении:
![]() ;
;
![]()
-
Назначение величины подачи
При черновой обработке подачу выбираю
по таблице 10П в зависимости от
обрабатываемого материала, диаметра
заготовки и глубины резания в пределах
0,6-1,2 мм/об. Принимаю
![]() = 0,8 мм/об.
= 0,8 мм/об.
При чистовой обработке подачу выбираю
по таблице 9П в зависимости от шероховатости
поверхности и радиуса при вершине резца,
который принимаю равным 1,2 мм,
![]() ,
,
![]()
Выбранные подачи уточняю по паспортным
данным станка. 1К62 по приложению. Назначаю
следующие подачи
![]() = 0,78 мм/об,
= 0,78 мм/об,![]() =
=
0,11 мм/об.,![]() =
=
0,07 мм/об.
4. Определение скорости резания
4.1. Определяю скорость резания v,
м/мин. по формуле:
![]()
где
![]() – коэффициент, зависящий от условий
– коэффициент, зависящий от условий
обработки (по табл.11П для черновой
обработки![]() = 340; для чистовой –
= 340; для чистовой –![]() =
=
420);
Т – стойкость резца, мин (принимаем
![]() =
=
30 мин);
х, у, m – показатели степени (табл. 11П);
![]() –
–
общий поправочный коэффициент,
представляющий собой произведение
отдельных коэффициентов, каждый из
которых отражает влияние определенного
фактора на скорость резания.
Для резцов с пластиной из твердого
сплава
![]() равно:
равно:
![]()
где
![]() –
–
общий поправочный коэффициент, учитывающий
влияние физико-механических свойств
обрабатываемого материала табл. 12П,![]() иnнаходим по табл. 1ЗП:
иnнаходим по табл. 1ЗП:
![]()
![]()
![]() –
–
поправочный коэффициент, учитывающий
состояние поверхности заготовки, по
табл.14П — при черновой обработке![]() =
=
0,8, при чистовой обработке –![]() =
=
1,0;
![]() – поправочный, коэффициент, учитывающий
– поправочный, коэффициент, учитывающий
материал режущей части, по табл. 15П –![]() =
=
0,65;![]() =
=
1,0;
![]() –
–
поправочный коэффициент, учитывающий
главный угол в плане резца, по табл. 16П
– для φ = 45°![]() =
=
1,0;
![]() –
–
только для резцов из быстрорежущей
стали;
![]() – поправочный коэффициент, учитывающий
– поправочный коэффициент, учитывающий
вид обработки, по табл.17П![]() = 1,0.
= 1,0.
Общий поправочный коэффициент для
резцов (чернового и чистового) равен:
![]()
![]()
Показатели степени х, у и mпо табл.11П
для черновой обработки –
![]() (приSсв. 0,7 мм/об),
(приSсв. 0,7 мм/об),
для чистовой обработки –
![]() (приSдо 0,3 мм/об).
(приSдо 0,3 мм/об).
Скорость резания, м/мин, равна:
![]()
![]()
![]()
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Режимы резания: описание и основные параметры. Правила расчета и корректировки скорости, подачи, глубины и силы резания. Необходимые формулы. Зависимость от характеристик оборудования и инструмента.
Режимы резания в механообработке — это совокупность рабочих параметров, определяющих, с какой скоростью, силой и на какую глубину происходит погружение резца в деталь в процессе удаления с ее поверхности слоя металла.
Их базовые значения определяются расчетным путем на основании геометрии режущей кромки инструмента и обрабатываемого изделия, а также скорости их сближения. На реальные процессы обработки металла оказывает влияние множество факторов, связанных с особенностями применяемого инструмента, станочного оборудования и обрабатываемого материала.
Поэтому для расчета технологических режимов резания применяются эмпирические формулы. А базовые значения входят в их состав вместе с такими справочными величинами, как группы поправочных коэффициентов, величина стойкости, параметры условий обработки и пр.
Режимы резания влияют не только на заданную точность и класс обработки изделия. От них зависит сила, с которой кромка инструмента воздействует на металл, что напрямую влияет на потребляемую мощность, уровень выделения тепла и скорость износа инструмента.
Поэтому расчет их параметров является одной из основных задач технологических служб предприятий. Несмотря на множество разновидностей металлорежущего оборудования и инструмента, в основе всей механообработки лежат единые закономерности.
Поэтому методики вычисления режимов резания унифицированы и систематизированы в три основные группы: для токарных работ, для сверления и для фрезерования. Все остальные виды расчетов являются производными.

Оглавление
- 1 Параметры при расчете режима резания
- 1.1 Скорость
- 1.2 Подача
- 1.3 Глубина
- 1.4 Сила
- 2 Как правильно рассчитать режим резания при сверлении
Параметры при расчете режима резания
Основной расчет режимов механообработки ведется на основании трех параметров: скорости резания (V), подачи (S) и глубины резания (t). Для получения практических значений этих параметров, которые можно будет использовать в производстве, на первом этапе определяют их расчетные величины.
После чего по ним с помощью эмпирических формул, справочных таблиц и данных из паспортов оборудования выполняют подбор технологических режимов резания, которые будут наилучшим образом соответствовать виду обрабатываемого материала, возможностям станка, а также типу и характеристикам инструмента.
От правильного расчета и выбора данных параметров зависит не только качество обработки, но и такие показатели, как производительность, себестоимость продукции и эксплуатационные расходы. Кроме того, сила воздействия на инструмент в процессе обработки влияет не только на скорость его износа, но и на состояние оснастки и приспособлений.
Следствием работы на слишком больших скоростях и подачах является недопустимая вибрация и повышенная нагрузка на узлы и механизмы оборудования. А это может привести не только к потере точности, но и к выходу станка из строя.
Как правило, режимы резания проверяют и корректируют при пробной обработке детали. Поэтому их выбор зависит не только от правильности расчетов, но и от опыта технолога и станочника.
Скорость
Временно́й цикл обработки детали состоит из трех базовых компонентов: подготовительно-заключительного, вспомогательного и основного времени. Последнее включает в себя все операции резания металла на заданных режимах. В силу особенностей механообработки основное время — это самая затратная составляющая цикла обработки детали.
При этом его величина, а следовательно, и себестоимость изделия напрямую зависят от скорости резания. Поэтому правильный подбор данного параметра важен не только с технологической, но и с экономической точки зрения.
В общем виде формула расчетной скорости резания выглядит так:

В указанной формуле значение параметра D зависит от вида обработки. Для токарной обработки это диаметр детали, для прочих видов — диаметр режущего инструмента (сверла, фрезы). Параметр n — это скорость вращения шпинделя в оборотах за минуту.
Таким образом происходит определение теоретической величины скорости резания, которая является исходной для последующих вычислений. В частности, она используется для расчета теоретической глубины резания, которая обозначается t. По причине того что реальная скорость резания зависит от множества факторов, ее вычисление осуществляется по эмпирической формуле, в которой единственной расчетной величиной является t:

Здесь Cv — это безразмерная константа, зависящая от различных аспектов обработки; T — нормативное время стойкости инструмента; t — глубина резания; Sо — подача; Кv — сводный коэффициент, являющийся произведением восьми поправочных коэффициентов.
Подача
Подача (обозначается S) — это путь, который проходит режущая кромка за условную единицу. В зависимости от вида механообработки подача может иметь разную размерность. Длина пройденного пути всегда измеряется в миллиметрах, но соотноситься она может либо с одним оборотом (в токарной обработке), либо с одной минутой (при сверлении и фрезеровании).
Таким образом, при сверлении — это величина перемещения кончика сверла в глубь поверхности за одну минуту (мм/мин.), а при токарных операциях — продольное или поперечное перемещение резца за один оборот детали (мм/об.).
В силу специфики отдельных чистовых операций для них используется такой параметр, как «подача на зуб», которая измеряется в мм/зуб. Ее применяют при работе с инструментом, имеющим несколько лезвий, а ее значение показывает, какой путь кромка (зуб) одного лезвия прошла за один оборот шпинделя.
Величину этого параметра также можно вычислить, разделив подачу инструмента за один оборот на количество режущих лезвий.
Поскольку подача напрямую зависит от паспортных параметров конкретного оборудования, ее значение, как правило, не рассчитывают, а выбирают из таблиц в соответствующих технологических справочниках.
Производительность металлорежущего оборудования напрямую зависит от величины подачи. Кроме того, она является базовым параметром для расчета основного времени обработки. Теоретически при мехобработке необходимо задавать предельно возможное значение подачи.
Но в этом случае вступают в силу ограничения по возможностям станочного оборудования и требования к классу чистоты.
Максимальные значения подачи применяют при обдирке и черновой обработке, а минимальные — при выполнении чистовых операций.
Глубина
Глубина резания — это толщина металла, снимаемого на единичный рабочий ход режущей кромки. Его величина зависит от конструкции режущей части инструмента и его прочностных параметров (в том числе предельной тангенциальной силы), а также мощности станка, твердости обрабатываемого материала и требований к чистоте поверхности.
Этот параметр является определяющим при расчете количества рабочих ходов лезвия для полного удаления припуска. Глубина резания обозначается латинской буквой t и измеряется в миллиметрах.
При обточке она равна разности радиусов детали до и после рабочего хода, а при сверлении — половине диаметра режущей части инструмента.
Сила
Процесс обработки детали режущим инструментом сопровождается возникновением пары сил. С первой силой, которая обозначается R, инструмент воздействует на поверхность детали, а вторая сила возникает в результате встречного сопротивления обрабатываемого материала.
Сила R является векторной суммой трех сил: осевой, тангенциальной и радиальной. Их векторы являются проекциями вектора силы R на оси X, Y, Z. На рисунке ниже представлено изображение векторов сил, возникающих при токарном точении.

При технологических расчетах используют не саму силу R, а ее составляющие. Из них самая значимая и большая по величине — эта тангенциальная сила Rz.
На практике она носит название сила резания, т. к. именно от нее зависит расход мощности и крутящий момент шпинделя. Силу резания вычисляют по эмпирическим формулам, данные для которых берут из справочных технологических таблиц.
Расчет для токарной обработки производится по следующей формуле:

Кроме константы Ср, степенных показателей подачи, глубины и скорости резания, в формулу расчета силы резания входит корректирующий коэффициент Кр. Он представляет собой произведение пяти поправочных коэффициентов, учитывающих особенности обработки различных материалов.
Для измерения сил резания в режиме реального времени применяют емкостные, индуктивные и тензометрические датчики. Последние являются самыми компактными и наиболее точными.
При их использовании на станках с ЧПУ сила резания может адаптивно увеличиваться или уменьшаться путем автоматической корректировки величины подачи и числа оборотов.
Это позволяет вести непрерывную обработку без вмешательства оператора, а также предотвращает поломку инструмента и уменьшает его износ.
Как правильно рассчитать режим резания при сверлении
При работе сверла на него воздействует та же совокупность сил, что и на токарный резец. Поэтому для расчета режимов резания при сверлении используется аналогичная методика, но со своей геометрией и соответствующими значениями параметров.
Силы Рz направлены в противоход главному движению и находятся в прямой зависимости от скорости резания (см. рис. ниже). Силы Рх, Рn и Рл воздействуют на конструктивные элементы сверла и определяют значение осевой силы (Ро), соответствующей силе привода станка.

Главные технологические параметры сверла — осевая сила и крутящий момент. Их определяют расчетным путем с помощью эмпирических формул:

Здесь Ср и См — это константы, значение которых зависит от вида сверления, а также свойств материалов и обрабатываемой детали; D — диаметр сверла и S — подача.
Корректирующий коэффициент Кр в данной формуле связан только с характеристиками материала детали.
Условия резания при сверлении гораздо сложнее, чем при токарной обработке, т. к. в этом случае значительно затруднен отвод стружки и тепла. Применение СОЖ дает намного меньший эффект в связи со сложностью подвода жидкости к зоне резания.
К тому же все факторы, которые оказывают влияние на процесс сверления, при подборе режимов по таблицам и формулам учесть невозможно.
Поэтому для проверки и корректировки технологических режимов, как правило, используют пробную обработку детали.
Правильный расчет режимов резания при сверлении производится по сложным формулам с использованием таблиц из технологических справочников.
А есть ли какой-нибудь упрощенный способ, основанный на количестве оборотов и виде материала сверла, который можно применять в повседневной практике? Если кто-нибудь может посоветовать такой расчет, поделитесь, пожалуйста, информацией в комментариях к данной статье.
