Средний диаметр резьбы
Средний диаметр
резьбы
оказывает определяющее
влияние на
свинчиваемость резьбовых соединений.
Поэтому в процессе изготовления резьб
измеряется именно средний диаметр
резьбы.
Средний диаметр
резьбы – d2,
(D2)
– диаметр
воображаемого соосного цилиндра,
образующая которого пересекает профиль
витков в точках, где ширина канавки
равна половике номинального шага «Р»
для однозаходной резьбы и для многозаходной
резьбы – половине полного хода – “t“,
разделенного на число заходов.
При отсутствии
погрешностей шага “Р”
и половины угла профиля – α/2,
образующая цилиндра пересекает профиль
витков таким образом, что ширина канавки
равна ширине выступа.
Приведенный
средний диаметр резьбы
– значение среднего диаметра, увеличенное
для наружной резьбы (или уменьшенное
для внутренней резьбы) на суммарную
диаметральную компенсацию отклонений
шага – «Р»
и половину угла профиля – α/2,
называется приведенным средним диаметром
резьбы. Для наружной резьбы приведенный
средний диаметр:
d2пр
= d2d
+ fp
+ fa.
где d2d
– измеренный средний диаметр болта.
Для внутренней
резьбы:
D2пр
= D2d
– fp
– fa,
где
D2d
–
измеренный средний диаметр гайки.
Задаваемый в
стандартах суммарный (полный) допуск,
на средний диаметр болта – Тd2
и гайки – ТD2
включает допуск собственно на средний
диаметр болта – Тd2.
и гайки – ТD2,
а также значения компенсаций fp
и fa,
то есть:
Тd2
(ТD2)
= Т′d2
(Т′D2)
+ fp
+ fa.
Тогда (Т′D2)
= Тd2
(ТD2)
– (fp
+ fa).
Допуск Т′d2
(Т′D2)
представляет собой ту часть суммарного
допуска Тd2
(ТD2),которая
может быть использована как собственно
допуск по среднему диаметру при наличии
погрешностей шага и углов профиля.
При раздельной
проверке шага, половины угла профиля и
среднего диаметра приведенный средний
диаметр должен быть не больше номинального
у болта и не меньше номинального у гайки.
Измеренный средний диаметр должен быть
для болта d2д
> d2min
и для гайки
D2д
< D2max.
При контроле
резьбовых изделий предельными калибрами
нет необходимости в поэлементной
проверке, так как эти элементы (Т′d2,
fp,
fa)
косвенно
контролируются проходными и непроходными
калибрами.
Для предельных
отклонений и допусков отдельных диаметров
резьбы применяют следующие условные
обозначения:
es
– верхнее отклонение диаметров наружной
резьбы;
ei
– нижнее отклонение диаметров наружной
резьбы;
ES
– верхнее отклонение диаметров внутренней
резьбы;
EI
– нижнее отклонение диаметров внутренней
резьбы;
Тd2
– допуск
среднего диаметра наружной резьбы;
ТD2
– допуск
среднего диаметра внутренней резьбы.
Степень точности
резьбы
Поля допусков на
параметры резьбы (наружный, средний и
внутренний диаметры) назначают не по
квалитетам, а по
степеням точности.
Поэтому
допуски на линейные размеры и на диаметры
резьбы не совпадают!
В условном
обозначении поля допуска на резьбовое
изделие степень точности принято
указывать слева от основного отклонения.
Пример.
Обозначение на чертеже резьбы М12
– 7Н
расшифровывается следующим образом.
Резьба внутренняя (так как основное
отклонение Н является заглавной буквой),
резьба с крупным шагом Р=1,75 мм (так как
в условном обозначении шаг резьбы не
указан), 7-ая степень точности с основным
отклонением Н.
Для аналогичного
гладкого цилиндрического отверстия с
тем же основным отклонением Н и номинальным
диаметром 12 мм условное обозначение на
чертеже будет – 12Н7
(7
здесь называется уже квалитетом, а не
степенью точности).
Стандартом
установлены
следующие
степени
точности,
определяющие значения допусков диаметров
наружной и внутренней резьбы:
Диаметр болта
наружный d
. . . . . . . . . . . . 4; 6; 8
средний
d2
. . . . . . . . . …….3; 4; 5; 6; 7; 8; 9; 10
гайки
внутренний D1.
. . . . . . . . . .4; 5: 6; 7; 8
средний D2.
. . . . . . . . . . . . .4; 5; 6: 7; 8; 9
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Навигация по странице
- резьба метрическая
- резьба трубная
Метрическая резьба является наиболее распространенной. Находит применение при изготовлении
метизов, валов, фитингов рукавов высокого давления, деталей приборов, деталей средств измерения и др.
Профиль резьбы – это сечение витка резьбы плоскостью, проходящей через ось
цилиндра, на котором образована резьба. Профиль метрической резьбы является треугольным с углом профиля 60°.
Резьбы бывают однозаходными и многозаходными. Однозаходные резьбы характеризуются шагом,
многозаходные – шагом и ходом. Шаг резьбы – это расстояние между соседними витками.
Ход резьбы – это расстояние между витками одного захода. Ход равен расстоянию, на которое
переместится по оси болт или гайка за один оборот. Ход равен шагу, умноженному на число заходов резьбы. Ход и
шаг однозаходной резьбы равны.

Также резьбы могут быть правыми и левыми.
Резьба характеризуется еще таким параметром, как угол подъема резьбы. Этот угол определяют
по формуле:
σ = arctg(S/(π*d2))
где S – ход резьбы, мм;
d2 – средний диаметр резьбы, мм.
Метрическая резьба является наиболее распространенной. Находит применение при изготовлении
метизов, валов, фитингов рукавов высокого давления, деталей приборов, деталей средств измерения и др.
Профиль метрической резьбы является треугольным с углом профиля 60°.
С помощью калькулятора ниже вы сможете рассчитать параметры резьбы по
ГОСТ 24705-2004.
Данный ГОСТ определяет параметры резьбы метрической цилиндрической общего назначения с углом профиля α = 60°.
d 3 используется для расчетов на прочность. Так же необходимо при расчетах учитывать
верхнее отклонение среднего диаметра по ГОСТ 16093-2004.
Диаметры отверстий под резьбы можно посмотреть в ГОСТ 19257-73

Трубная цилиндрическая резьба применяется в трубопроводах, цилиндрических
резьбовых соединениях (в том числе в соединениях наружной трубной конической с внутренней трубной цилиндрической).
Профиль трубной резьбы по ГОСТ 6357-81 является треугольным с углом профиля 55°.
С помощью калькулятора ниже вы сможете рассчитать параметры резьбы по
ГОСТ 6357-81.
Данный ГОСТ определяет параметры резьбы трубной цилиндрической с углом профиля α = 55°, а также
допуски на нее.
Числовые значения наружных диаметров эмпирические.

наружный диаметр резьбы
Отделяйте целые дюймы от дробных пробелом
D=d, мм
Наружный диаметр резьбы в дюймах по ГОСТ 6357-81:
1/16, 1/8, 1/4, 3/8, 1/2, 5/8, 3/4, 7/8, 1, 1 1/8,
1 1/4, 1 3/8, 1 1/2, 1 3/4, 2, 2 1/4, 2 1/2, 2 3/4, 3, 3 1/4, 3 1/2, 3 3/4, 4, 4 1/2, 5, 5 1/2, 6. 6 дюймов это максимальная резьба по ГОСТ 6357-81″.
Примеры решения задач по метрологии
Расчет резьбового соединения
Решение:
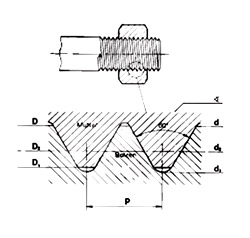
Параметры резьбы определяем в соответствии с ГОСТ 16093-81 (см. рис. 1).

Условные обозначения параметров резьбового соединения в соответствии с ГОСТ 16093-81:
d – наружный диаметр наружной резьбы (болта);
d1 – внутренний диаметр наружной резьбы;
d2 – средний диаметр наружной резьбы;
D – наружный диаметр внутренней резьбы (гайки);
D1 – внутренний диаметр внутренней резьбы;
D2 – средний диаметр внутренней резьбы;
P – шаг резьбы;
Td; Td2; TD1; ТD2 – допуски диаметров d, d2, D1, D2;
es – верхнее отклонение диаметров наружной резьбы;
ES – верхнее отклонение диаметров внутренней резьбы;
ei – нижнее отклонение диаметров наружной резьбы;
EI – нижнее отклонение диаметров внутренней резьбы.
Исходя из условного обозначения заданной резьбы М12×1,25-Н6/6g можно определить ее номинальный диаметр, который указан после обозначения типа резьбы «М» – резьба метрическая: D = d = 12 мм.
Шаг резьбы Р указывается после обозначения номинального диаметра (если резьба мелкая) через знак умножения «×», и для заданной резьбы равен Р = 1,25 мм.
В соответствии с ГОСТ 24705-81 номинальные значения наружного, среднего и внутреннего диаметров резьбы М12×1,25 должны соответствовать следующим значениям:
- Р = 1,25 мм;
- d = D = 12,000 мм;
- d2 = D2 = 11,188 мм;
- d1 = D1 = 10,647 мм.
При изготовлении, как болт, так и гайка имеют какие-то погрешности шага резьбы и угла профиля, поэтому резьбовая пара свинчиваться не будет, если средний диаметр болта выполнен по наибольшему предельному размеру, а гайки по наименьшему, т.е. эти диаметры равны.

Чтобы не допустить подъема профиля резьбы болта выше номинального профиля гайки ниже номинального, необходимо произвести для болта некоторое искусственное занижение его, а для гайки – завышение. Эти занижение и завышение, так называемые диаметральные компенсации, призваны скомпенсировать отклонения половины угла профиля и шага.
Поэтому принято различать два понятия: собственно средний диаметр, т.е. диаметр без рассмотренных погрешностей, и приведенный средний диаметр, учитывающий отклонения (см. рисунки 2,а и 2,б).
Диаметральные компенсации получают, используя допуски на изготовление резьбы, которые рассчитываются по предельным отклонениям диаметров, устанавливаемым ГОСТ 16093-81.
Поле допуска для болта (наружная резьба) М12×1,25-6g определим по таблице 1 указанного ГОСТа.
Для номинальных диаметров свыше 11,2 до 22,4 мм предельные отклонения диаметров будут равны (см. таблицу):
|
d мкм |
d2 мкм |
d1 мкм |
|||
|
es |
ei |
es |
ei |
es |
ei |
|
1,25 |
-28 |
-240 |
-28 |
-160 |
-28 |
Поле допуска для гайки (внутренняя резьба) М12×1,25-6H определим по таблице 2 ГОСТ 16093-81.
Для номинальных диаметров свыше 11,2 до 22,4 мм предельные отклонения диаметров будут равны (см. таблицу):
|
D мкм |
D2 мкм |
D1 мкм |
|||
|
ES |
EI |
ES |
EI |
ES |
EI |
|
+180 |
0 |
+265 |
0 |
+28 |
+252 |
В соответствии с размерами диаметров резьбового соединения и с учетом нормируемых стандартом допусков выполним расчет предельных диаметров резьбы болта и гайки, а также величины зазоров и натягов в соединении.
Для болта:
- dmax = d + es = 12,000 + 0,00125 = 12,00125 мм;
- dmin = d + ei = 12,000 + (-0,028) = 11,972 мм;
- d2max = d2 + es2 = 11,188 + (-0,240) = 10,948 мм;
- d2min = d2 + ei2 = 11,188 + (-0,028) = 11,160 мм;
- d1max = d1 + es1 = 10,647 + (-0,160) = 10,487 мм;
- d1min = d1 + ei1 = 10,647 + (-0,028) = 10,619 мм;
Для гайки:
- Dmax = D + ES = 12,000 + 0,180 = 12,180 мм;
- Dmin = D + EI = 12,000 + 0 = 12,000 мм;
- D2max = D2 + ES2 = 11,188 + 0,265 = 11,453 мм;
- D2min = D2 + EI2 = 11,188 + 0 = 11,188 мм;
- D1max = D1 + ES1 = 10,647 + 0,028 = 10,675 мм;
- D1min = D1 + EI1 = 10,647 + 0,252 = 10,899 мм.
Зазоры в резьбовом соединении определим исходя из величины предельных диаметров:
- Smax = Dmax – dmin = 12,180 – 11,972 = 0,208 мм;
- Smin = Dmin – dmax = 12,000 – 12,00125 = -0,00125 мм (натяг);
- S2max = D2max – d2min = 11,453 – 11,160 = 0,293 мм;
- S2min = D2min – d2max = 11,188 – 10,948 = 0,240 мм;
- S1max = D1max – d1min = 10,675 – 10,619 = 0,056 мм;
- S1min = D1min – d1max = 10,899 – 10,487 = 0,412 мм.
По результатам расчета резьбового соединения строим графическое изображение полей допусков (см. рисунок 3) в масштабе 1:2000, и указываем на полях допусков значения предельных зазоров в соединении.

***
Пример расчета допусков и посадок гладких цилиндрических соединений
Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
- возможно ли выполнение поверхностной обработки болта;
- возможно ли свободное соединение;
- сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
 |
D… Номинальный наружный диаметр внутренней резьбы (гайка) d… Номинальный наружный диаметр наружной резьбы (болт) _____________________________________________________ D/d Номинальный диаметр резьбы D2/d2 Номинальный средний диаметр резьбы D1/d3 Номинальный внутренний диаметр резьбы P Шаг резьбы |
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) – 0,6495P
D1 (d1) = D(d) – 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
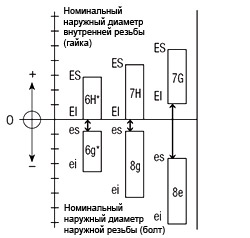 |
0 – нулевая отметка (h/H) – Номинальный диаметр +/- – положительные/отрицательные зоны расположения допусков e/g/G – положение допуска относительно 0 (h/H) 6/7/8 – степень точности допуска * – стандартный размер допуска болта/гайки Es/ei – максимальный размер границы поля допуска Ei/es – минимальный размер границы поля допуска ↨ – допуск зазора для антикоррозийного покрытия |
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
|
Класс точности: |
Средний |
Грубый |
||
|
Резьба |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
|
Без покрытия |
6g |
6H |
8g |
7H |
|
Тонкое гальваническое покрытие |
||||
|
Крупные размеры (без покрытия) |
6e |
6G |
8e |
7G |
|
Толстое гальваническое покрытие |
||||
|
Класс точности продукции: |
A, B |
C |
||
|
ГОСТ |
7798-70, 7805-70 |
5915-70, 5927-70 |
15589-70 |
|
|
DIN |
931, 933 |
934 |
558, 601 |
555 |
|
ISO |
4014, 4017 |
4032 |
4018, 4016 |
4034 |
Длина свинчивания резьбы
Длины свинчивания резьбы подразделяются на 3 группы: «короткие» S, «нормальные» N, «длинные» L. Длина свинчивания традиционных соединений (группа N) зависит от шага резьбы согласно ISO 965/DIN 13-14
Длина свинчивания N max для мелкой и крупной резьбы:
|
Диаметр резьбы |
M5 |
M6 |
M8 |
M10 |
M12 |
M14-M16 |
M18-M22 |
M24-M27 |
M30-M33 |
M36-M39 |
M42-M45 |
|
|
Шаг резьбы |
Крупная резьба |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
|
Мелкая резьба |
0,5 |
0,75 |
1 |
1,25 |
1,5 |
1,5 |
2 |
2 |
2 |
3 |
3 |
|
|
Длина свинчивания N max |
Крупная резьба |
7,5 |
9 |
12 |
15 |
18 |
24 |
30 |
36 |
45 |
53 |
63 |
|
Мелкая резьба |
4,5 |
7,1 |
9 |
12 |
13 |
16 |
16 |
25 |
25 |
36 |
36 |
Размеры метрической резьбы (согласно ISO 965-2 / DIN 13-20, 21, 22, 27):
|
Номи- нальный диаметр резьбы d/D |
Шаг резьбы P |
Средний диаметр нулевой линии h/H |
Наружная резьба (болт, винт) |
Внутренняя резьба (гайка) |
||||||||||||
|
Поле допус- ка / поло- жение |
Номиналь- ный диаметр резьбы d |
Номиналь- ный средний диаметр резьбы d2 |
Номиналь- ный внутренний диаметр резьбы d3 |
Поле допус- ка / поло- жение |
Номи- нальный диаметр резьбы D мин. |
Номи- нальный средний диаметр резьбы D2 |
Номи- нальный внутренний диаметр резьбы D3 |
|||||||||
|
Круп- ный |
Мел- кий |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
|||
|
M3 |
0,5 |
2,675 |
6g |
2,980 |
2,874 |
2,655 |
2,580 |
2,367 |
2,273 |
6H |
3,000 |
2,675 |
2,775 |
2,459 |
2,599 |
|
|
6e |
2,950 |
2,844 |
2,625 |
2,550 |
2,337 |
2,243 |
6G |
3,020 |
2,695 |
2,795 |
2,479 |
2,619 |
||||
|
M4 |
0,7 |
3,545 |
6g |
3,978 |
3,838 |
3,523 |
3,433 |
3,119 |
3,002 |
6H |
4,000 |
3,545 |
3,663 |
3,242 |
3,422 |
|
|
6e |
3,944 |
3,804 |
3,489 |
3,399 |
3,085 |
2,968 |
6G |
4,022 |
3,567 |
3,685 |
3,264 |
3,444 |
||||
|
M5 |
0,8 |
4,48 |
6g |
4,976 |
4,826 |
4,456 |
4,361 |
3,995 |
3,869 |
6H |
5,000 |
4,480 |
4,605 |
4,134 |
4,334 |
|
|
6e |
4,940 |
4,790 |
4,420 |
4,325 |
3,959 |
3,833 |
6G |
5,024 |
4,504 |
4,629 |
4,158 |
4,358 |
||||
|
M6 |
1 |
5,35 |
6g |
5,974 |
5,794 |
5,324 |
5,212 |
4,747 |
4,596 |
6H |
6,000 |
5,350 |
5,500 |
4,917 |
5,153 |
|
|
6e |
5,940 |
5,760 |
5,290 |
5,178 |
4,713 |
4,562 |
6G |
6,026 |
5,376 |
5,526 |
4,943 |
5,179 |
||||
|
M8 |
1,25 |
7,188 |
6g |
7,972 |
7,760 |
7,160 |
7,042 |
6,438 |
6,272 |
6H |
8,000 |
7,188 |
7,348 |
6,647 |
6,912 |
|
|
8e |
7,937 |
7,602 |
7,125 |
6,935 |
6,403 |
6,165 |
6G |
8,028 |
7,216 |
7,376 |
6,675 |
6,940 |
||||
|
1 |
7,35 |
6g |
7,974 |
7,794 |
7,324 |
7,212 |
6,747 |
6,596 |
6H |
8,000 |
7,350 |
7,500 |
6,917 |
7,153 |
||
|
M10 |
1,5 |
9,026 |
6g |
9,965 |
9,732 |
8,994 |
8,862 |
8,128 |
7,938 |
6H |
10,000 |
9,026 |
9,206 |
8,376 |
8,676 |
|
|
8e |
9,933 |
9,558 |
8,959 |
8,747 |
8,093 |
7,823 |
6G |
10,032 |
9,058 |
9,238 |
8,408 |
8,708 |
||||
|
1,25 |
9,188 |
6g |
9,972 |
9,760 |
9,160 |
9,042 |
8,438 |
8,272 |
6H |
10,000 |
9,188 |
9,348 |
8,647 |
8,912 |
||
|
M12 |
1,75 |
10,863 |
6g |
11,966 |
11,701 |
10,829 |
10,679 |
9,819 |
9,602 |
6H |
12,000 |
10,863 |
11,063 |
10,106 |
10,441 |
|
|
8e |
11,929 |
11,504 |
10,792 |
10,556 |
9,782 |
9,479 |
6G |
12,034 |
10,897 |
11,097 |
10,140 |
10,475 |
||||
|
1,5 |
11,026 |
6g |
11,968 |
11,732 |
10,994 |
10,854 |
10,128 |
9,930 |
6H |
12,000 |
11,026 |
11,216 |
10,376 |
10,676 |
||
|
M14 |
2 |
12,701 |
6g |
13,962 |
13,682 |
12,663 |
12,503 |
11,508 |
11,271 |
6H |
14,000 |
12,701 |
12,913 |
11,835 |
12,210 |
|
|
8e |
13,929 |
13,479 |
12,630 |
12,380 |
11,475 |
11,148 |
6G |
14,038 |
12,739 |
12,951 |
11,873 |
12,248 |
||||
|
1,5 |
13,026 |
6g |
13,968 |
13,732 |
12,994 |
12,854 |
12,128 |
11,930 |
6H |
14,000 |
13,026 |
13,216 |
12,376 |
12,676 |
||
|
M16 |
2 |
14,701 |
6g |
15,962 |
15,682 |
14,663 |
14,503 |
13,508 |
13,271 |
6H |
16,000 |
14,701 |
14,913 |
13,835 |
14,210 |
|
|
8e |
15,929 |
15,479 |
14,630 |
14,380 |
13,475 |
13,148 |
6G |
16,038 |
14,739 |
14,951 |
13,873 |
14,248 |
||||
|
1,5 |
15,026 |
6g |
15,968 |
15,732 |
14,994 |
14,854 |
14,128 |
13,930 |
6H |
16,000 |
15,026 |
15,216 |
14,376 |
14,676 |
||
|
M18 |
2,5 |
16,376 |
6g |
17,958 |
17,623 |
16,334 |
16,164 |
14,891 |
14,625 |
6H |
18,000 |
16,376 |
16,600 |
15,294 |
15,744 |
|
|
8e |
17,920 |
17,390 |
16,296 |
16,031 |
14,853 |
14,492 |
6G |
18,042 |
16,418 |
16,642 |
15,336 |
15,786 |
||||
|
2 |
16,701 |
6g |
17,962 |
17,682 |
16,663 |
16,503 |
15,508 |
15,271 |
6H |
18,000 |
16,701 |
16,913 |
15,835 |
16,210 |
||
|
M20 |
2,5 |
18,376 |
6g |
19,958 |
19,623 |
18,334 |
18,164 |
16,891 |
16,625 |
6H |
20,000 |
18,376 |
18,600 |
17,294 |
17,744 |
|
|
8e |
19,920 |
19,390 |
18,296 |
18,031 |
16,853 |
16,492 |
6G |
20,042 |
18,418 |
18,642 |
17,336 |
17,786 |
||||
|
2 |
18,701 |
6g |
19,962 |
19,682 |
18,663 |
18,503 |
17,508 |
17,271 |
6H |
20,000 |
18,701 |
18,913 |
17,835 |
18,210 |
||
|
M22 |
2,5 |
20,376 |
6g |
21,958 |
21,623 |
20,334 |
20,164 |
18,891 |
18,625 |
6H |
22,000 |
20,376 |
20,600 |
19,294 |
19,744 |
|
|
8e |
21,920 |
21,390 |
20,296 |
20,031 |
18,853 |
18,492 |
6G |
22,042 |
20,418 |
20,642 |
19,336 |
19,786 |
||||
|
2 |
20,701 |
6g |
21,962 |
21,682 |
20,663 |
20,503 |
19,508 |
19,271 |
6H |
22,000 |
20,701 |
20,913 |
19,835 |
20,210 |
||
|
M24 |
3 |
22,051 |
6g |
23,952 |
23,577 |
22,003 |
21,803 |
20,271 |
19,955 |
6H |
24,000 |
22,051 |
22,316 |
20,752 |
21,252 |
|
|
8e |
23,915 |
23,315 |
21,966 |
21,651 |
20,234 |
19,803 |
6G |
24,048 |
22,099 |
22,364 |
20,800 |
21,300 |
||||
|
2 |
22,701 |
6g |
23,962 |
23,682 |
22,663 |
22,493 |
21,508 |
21,261 |
6H |
24,000 |
22,701 |
22,925 |
21,835 |
22,210 |
||
|
M27 |
3 |
25,051 |
6g |
26,952 |
26,577 |
25,003 |
24,803 |
23,271 |
22,955 |
6H |
27,000 |
25,051 |
25,316 |
23,752 |
24,252 |
|
|
8e |
26,915 |
26,315 |
24,966 |
24,651 |
23,234 |
22,803 |
6G |
27,048 |
25,099 |
25,364 |
23,800 |
24,300 |
||||
|
2 |
25,701 |
6g |
26,962 |
26,682 |
25,663 |
25,493 |
24,508 |
24,261 |
6H |
27,000 |
25,701 |
25,925 |
24,835 |
25,210 |
||
|
M30 |
3,5 |
27,727 |
6g |
29,947 |
29,522 |
27,674 |
27,462 |
25,653 |
25,306 |
6H |
30,000 |
27,727 |
28,007 |
26,211 |
26,771 |
|
|
8e |
29,910 |
29,240 |
27,637 |
27,302 |
25,616 |
25,146 |
6G |
30,053 |
27,780 |
28,060 |
26,264 |
26,824 |
||||
|
2 |
28,701 |
6g |
29,952 |
29,577 |
28,003 |
27,803 |
26,271 |
25,955 |
6H |
30,000 |
28,051 |
28,316 |
26,752 |
27,252 |
||
|
M33 |
3,5 |
30,727 |
6g |
32,947 |
32,522 |
30,674 |
30,462 |
28,653 |
28,306 |
6H |
33,000 |
30,727 |
31,007 |
29,211 |
29,771 |
|
|
8e |
32,910 |
32,240 |
30,637 |
30,302 |
28,616 |
28,146 |
6G |
33,053 |
30,780 |
31,060 |
29,264 |
29,824 |
||||
|
2 |
31,701 |
6g |
32,962 |
32,682 |
31,663 |
31,493 |
30,508 |
30,261 |
6H |
33,000 |
31,701 |
31,925 |
30,835 |
31,210 |
||
|
M36 |
4 |
33,402 |
6g |
35,940 |
35,465 |
33,342 |
33,118 |
31,033 |
30,655 |
6H |
36,000 |
33,402 |
33,702 |
31,670 |
32,270 |
|
|
8e |
35,905 |
35,155 |
33,307 |
32,952 |
30,998 |
30,489 |
6G |
36,060 |
33,462 |
33,762 |
31,730 |
32,330 |
||||
|
3 |
34,051 |
6g |
35,952 |
35,577 |
34,003 |
33,803 |
32,271 |
31,955 |
6H |
36,000 |
34,051 |
34,316 |
32,752 |
33,252 |
Требования к метрической резьбе изделий, производимых в РФ, представлены в стандарте ГОСТ 16093-2004.


Приведенный средний диаметр резьбы
- Если разница в среднем диаметре резьбы болта и гайки не меньше суммы компенсации диаметра шага и половины угла профиля обеих частей, затягивание можно считать надежным. Чтобы упростить расчет винта и допуск, винт в среднем 22 (D2), , и a. Среднее значение диаметра резьбы увеличивается для наружных резьб и уменьшается для наружных резьб, чтобы компенсировать отклонения шага и наклона профиля по бокам профиля. Это называется уменьшенным средним диаметром. В случае винта с симметричным профилем угол наклона стороны профиля равен P = y = a 2.
В общем машиностроении существует небольшой допуск на изготовление деталей в этих операциях, и из-за высокой стоимости деталей, он в основном используется для шлифования и других целей.
Людмила Фирмаль
Уменьшение среднего диаметра наружной резьбы 4пр = ^ iEM + + ; (12,5) Для внутренней резьбы ApP = O Iem- ^ + ) — (12,6) Здесь i2Ism и O2ISM являются измеренными значениями (фактическими значениями) среднего диаметра наружной и наружной резьбы (здесь и далее индекс ism опускается). При точном определении величины уменьшения необходимо учитывать отклонения формы стороны и другие ошибки резьбы. Заданный средний диаметр может быть выражен как средний диаметр теоретической резьбы без шага, угла профиля или отклонения формы, и ввинчивается в фактическую резьбу без зазоров или помех.
- Завинчивание болта с помощью гайки требует как положительного, так и отрицательного шага и коррекции диаметра с погрешностью, равной половине угла профиля болта и гайки. Поэтому в формуле (12.5) и a всегда вводите знак плюс, а в формуле (12.6) знак минус. Если есть ошибка шага и половина угла профиля резьбы обеих частей, зазор, полученный в соединении, определяется разницей в фактическом значении уменьшенного среднего диаметра внутренней и наружной резьбы.
Для любого из крайних отклонений, размер которого равен нулю, его допуск равен абсолютному значению второго отклонения, средняя координата зоны полуотвержения равна этому допуску, второй допуск равен абсолютному значению второго допуска.
Людмила Фирмаль
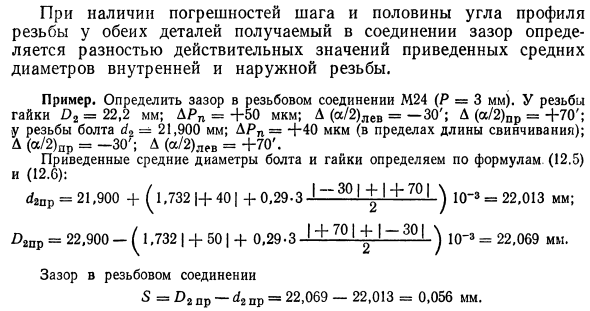
Пример. Определить зазор винтового соединения M24 (P = 3 мм). Гайка с резьбой O8 = 22,2 мм; DRP = + 50 мкм; D (a 2) Lion = -30 ; D ( x 2) pr = +70 ; Болт с винтом 4 = 21,900 мм; Д п = +40 мкм (в пределах длины макияжа); D (o 2) ar = 30, D (o 2) lev = +70 . Заданный средний диаметр болта и гайки определяется по формулам (12.5) и ( 2 6). -30 Bpr = 21,900 + (1,7321 + 40 + 0,29-3-1— + 1 + 701) сс-22,013 мм; O2pr = 22,900- (1,7321 + 501 + 0,29-3-1 — ^ — до 301) 10 = 22,069 мм.
Смотрите также:
Решение задач по метрологии

