Навигация по странице
- резьба метрическая
- резьба трубная
Метрическая резьба является наиболее распространенной. Находит применение при изготовлении
метизов, валов, фитингов рукавов высокого давления, деталей приборов, деталей средств измерения и др.
Профиль резьбы – это сечение витка резьбы плоскостью, проходящей через ось
цилиндра, на котором образована резьба. Профиль метрической резьбы является треугольным с углом профиля 60°.
Резьбы бывают однозаходными и многозаходными. Однозаходные резьбы характеризуются шагом,
многозаходные – шагом и ходом. Шаг резьбы – это расстояние между соседними витками.
Ход резьбы – это расстояние между витками одного захода. Ход равен расстоянию, на которое
переместится по оси болт или гайка за один оборот. Ход равен шагу, умноженному на число заходов резьбы. Ход и
шаг однозаходной резьбы равны.

Также резьбы могут быть правыми и левыми.
Резьба характеризуется еще таким параметром, как угол подъема резьбы. Этот угол определяют
по формуле:
σ = arctg(S/(π*d2))
где S – ход резьбы, мм;
d2 – средний диаметр резьбы, мм.
Метрическая резьба является наиболее распространенной. Находит применение при изготовлении
метизов, валов, фитингов рукавов высокого давления, деталей приборов, деталей средств измерения и др.
Профиль метрической резьбы является треугольным с углом профиля 60°.
С помощью калькулятора ниже вы сможете рассчитать параметры резьбы по
ГОСТ 24705-2004.
Данный ГОСТ определяет параметры резьбы метрической цилиндрической общего назначения с углом профиля α = 60°.
d 3 используется для расчетов на прочность. Так же необходимо при расчетах учитывать
верхнее отклонение среднего диаметра по ГОСТ 16093-2004.
Диаметры отверстий под резьбы можно посмотреть в ГОСТ 19257-73

Трубная цилиндрическая резьба применяется в трубопроводах, цилиндрических
резьбовых соединениях (в том числе в соединениях наружной трубной конической с внутренней трубной цилиндрической).
Профиль трубной резьбы по ГОСТ 6357-81 является треугольным с углом профиля 55°.
С помощью калькулятора ниже вы сможете рассчитать параметры резьбы по
ГОСТ 6357-81.
Данный ГОСТ определяет параметры резьбы трубной цилиндрической с углом профиля α = 55°, а также
допуски на нее.
Числовые значения наружных диаметров эмпирические.

наружный диаметр резьбы
Отделяйте целые дюймы от дробных пробелом
D=d, мм
Наружный диаметр резьбы в дюймах по ГОСТ 6357-81:
1/16, 1/8, 1/4, 3/8, 1/2, 5/8, 3/4, 7/8, 1, 1 1/8,
1 1/4, 1 3/8, 1 1/2, 1 3/4, 2, 2 1/4, 2 1/2, 2 3/4, 3, 3 1/4, 3 1/2, 3 3/4, 4, 4 1/2, 5, 5 1/2, 6. 6 дюймов это максимальная резьба по ГОСТ 6357-81″.
Формула для угла 60°, а вы рисовали 55°. Кроме того, я вообще этот скан привел просто как пример спецификации профиля резьбы, который надо найти для резьбы вашего типа, и считать по нему – ведь фактические высоты профиля разных стандартов резьб являют собой разные доли теоретических профилей. Поскольку думаю что найти это нереально, посчитал для двух более-менее вероятных случаев, и разница в сотку кстати обычно несущественна на практике. Советую сделать болт(гайку) со ср.Ф 34,18 и посмотреть как вкрутится (накрутится).
Вот, нарисовал почетче часть:

Вам надо найти Х, а вы знаете только Н из того что нужно. Был бы образец, можно было бы измерить косвенно роликами по углу, или еще как, а точно рассчитать без данных о резьбе не выйдет.
Изменено 08.02.2013 11:57 пользователем Payalnik
Метрическая резьба является наиболее распространенной. Находит применение при изготовлении
метизов, валов, фитингов рукавов высокого давления, деталей приборов, деталей средств измерения и др.
Профиль резьбы – это сечение витка резьбы плоскостью, проходящей через ось
цилиндра, на котором образована резьба. Профиль метрической резьбы является треугольным с углом профиля 60°.
Резьбы бывают однозаходными и многозаходными. Однозаходные резьбы характеризуются шагом,
многозаходные – шагом и ходом. Шаг резьбы – это расстояние между соседними витками.
Ход резьбы – это расстояние между витками одного захода. Ход равен расстоянию, на которое
переместится по оси болт или гайка за один оборот. Ход равен шагу, умноженному на число заходов резьбы. Ход и
шаг однозаходной резьбы равны.

Также резьбы могут быть правыми и левыми.
Резьба характеризуется еще таким параметром, как угол подъема резьбы. Этот угол определяют
по формуле:
С помощью калькулятора на сайте вы сможете рассчитать параметры резьбы по ГОСТ 24705-2004.
Данный ГОСТ определяет параметры резьбы метрической цилиндрической общего назначения с углом профиля α = 60°

При расчете используются следующие буквенные обозначения:
- D – номинальный диаметр внутренней резьбы;
- d – номинальный диаметр наружной резьбы;
- D 2 – средний диаметр внутренней резьбы;
- d 2 – средний диаметр наружной резьбы;
- D 1 – внутренний диаметр внутренней резьбы;
- d 1 – внутренний диаметр наружной резьбы;
- d 3 – внутренний диаметр наружной резьбы по впадине;
- S – ход резьбы;
- P – шаг резьбы.
d 3 используется для расчетов на прочность. Так же необходимо при расчетах учитывать
верхнее отклонение среднего диаметра по ГОСТ 16093-2004.
| Резьба(шаги) | Резьба(шаги) | Резьба(шаги) | Резьба(шаги) | Резьба(шаги) |
| 0.25(0.075) | 0.3(0.08) | 0.35(0.09) | 0.4(0.1) | 0.45(0.1) |
| 0.5(0.125) | 0.55(0.125) | 0.6(0.15) | 0.7(0.175) | 0.8(0.2) |
| 1(0.25, 0.2) | 1.1(0.25, 0.2) | 1.2(0.25, 0.2) | 1.4(0.3, 0.2) | 1.6(0.35, 0.2) |
| 1.8(0.35, 0.2) | 2(0.4, 0.25) | 2.2(0.45, 0.25) | 2.5(0.45, 0.35) | 3(0.5, 0.35) |
| 3.5(0.6, 0.35) | 4(0.7, 0.5) | 4.5(0.75, 0.5) | 5(0.8, 0.5) | 5.5( – , 0.5) |
| 6(1, 0.75, 0.5) | 7(1, 0.75, 0.5) | 8(1.25, 1, 0.75, 0.5) | 9(1.25, 1, 0.75, 0.5) | 10(1.5, 1.25, 1, 0.75, 0.5) |
| 11(1.5, 1, 0.75, 0.5) | 12(1.75, 1.5, 1.25, 1, 0.75, 0.5) | 14(2, 1.5, 1.25, 1, 0.75, 0.5) | 15(1.5, 1) | 16(2, 1.5, 1, 0.75, 0.5) |
| 17(1.5, 1) | 18(2.5, 2, 1.5, 1, 0.75, 0.5) | 20(2.5, 2, 1.5, 1, 0.75, 0.5) | 22(2.5, 2, 1.5, 1, 0.75, 0.5) | 24(3, 2, 1.5, 1, 0.75) |
| 25(2, 1.5, 1) | 26(1.5) | 27(3, 2, 1.5, 1, 0.75) | 28(2, 1.5, 1) | 30(3.5, 3, 2, 1.5, 1, 0.75) |
| 32(2, 1.5) | 33(3.5, 3, 2, 1.5, 1, 0.75) | 35(1.5) | 36(4, 3, 2, 1.5, 1) | 38(1.5) |
| 39(4, 3, 2, 1.5, 1) | 40(3, 2, 1.5) | 42(4.5, 4, 3, 2, 1.5, 1) | 45(4.5, 4, 3, 2, 1.5, 1) | 48(5, 4, 3, 2, 1.5, 1) |
| 50(3, 2, 1.5) | 52(5, 4, 3, 2, 1.5, 1) | 55(4, 3, 2, 1.5) | 56(5.5, 4, 3, 2, 1.5, 1) | 58(4, 3, 2, 1.5) |
| 60(5.5, 4, 3, 2, 1.5, 1) | 62(4, 3, 2, 1.5) | 64(6, 4, 3, 2, 1.5, 1) | 65(4, 3, 2, 1.5) | 68(6, 4, 3, 2, 1.5, 1) |
| 70(6, 4, 3, 2, 1.5) | 72(6, 4, 3, 2, 1.5, 1) | 75(4, 3, 2, 1.5) | 76(6, 4, 3, 2, 1.5, 1) | 78(2) |
| 80(6, 4, 3, 2, 1.5) | 82(2) | 85(6, 4, 3, 2, 1.5) | 90(6, 4, 3, 2, 1.5) | 95(6, 4, 3, 2, 1.5) |
| 100(6, 4, 3, 2, 1.5) | 105(6, 4, 3, 2, 1.5) | 110(6, 4, 3, 2, 1.5) | 115(6, 4, 3, 2, 1.5) | 120(6, 4, 3, 2, 1.5) |
| 125(8, 6, 4, 3, 2, 1.5) | 130(8, 6, 4, 3, 2, 1.5) | 135(8, 6, 4, 3, 2, 1.5) | 140(8, 6, 4, 3, 2, 1.5) | 145(6, 4, 3, 2, 1.5) |
| 150(8, 6, 4, 3, 2, 1.5) | 155(6, 4, 3, 2) | 160(8, 6, 4, 3, 2) | 165(6, 4, 3, 2) | 170(8, 6, 4, 3, 2) |
| 175(6, 4, 3, 2) | 180(8, 6, 4, 3, 2) | 185(6, 4, 3, 2) | 190(8, 6, 4, 3, 2) | 195(6, 4, 3, 2) |
| 200(8, 6, 4, 3, 2) | 205(6, 4, 3) | 210(8, 6, 4, 3) | 215(6, 4, 3) | 220(8, 6, 4, 3) |
| 225(6, 4, 3) | 230(8, 6, 4, 3) | 235(6, 4, 3) | 240(8, 6, 4, 3) | 245(6, 4, 3) |
| 250(8, 6, 4, 3) | 255(6, 4, 3) | 260(8, 6, 4, 3) | 265(6, 4, 3) | 270(8, 6, 4, 3) |
| 275(6, 4, 3) | 280(8, 6, 4, 3) | 285(6, 4, 3) | 290(8, 6, 4, 3) | 295(6, 4, 3) |
| 300(8, 6, 4, 3) | 310(6, 4) | 320(8, 6, 4) | 330(6, 4) | 340(8, 6, 4) |
| 350(6, 4) | 360(8, 6, 4) | 370(6, 4) | 380(8, 6, 4) | 390(6, 4) |
| 400(8, 6, 4) | 410(6) | 420(8, 6) | 430(6) | 440(8, 6) |
| 450(6) | 460(8, 6) | 470(6) | 480(8, 6) | 490(6) |
| 500(8, 6) | 510(6) | 520(8, 6) | 530(6) | 540(8, 6) |
| 550(6) | 560(8, 6) | 570(6) | 580(8, 6) | 590(6) |
| 600(8, 6) |
Диаметры отверстий под резьбы можно посмотреть в ГОСТ 19257-73
На данной странице вы сможете расчитать также трубную резьбу и углы подъема резьбы, как метрической, так и трубной.
Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
- возможно ли выполнение поверхностной обработки болта;
- возможно ли свободное соединение;
- сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
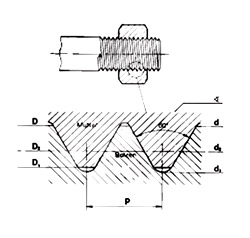 |
D… Номинальный наружный диаметр внутренней резьбы (гайка) d… Номинальный наружный диаметр наружной резьбы (болт) _____________________________________________________ D/d Номинальный диаметр резьбы D2/d2 Номинальный средний диаметр резьбы D1/d3 Номинальный внутренний диаметр резьбы P Шаг резьбы |
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) – 0,6495P
D1 (d1) = D(d) – 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
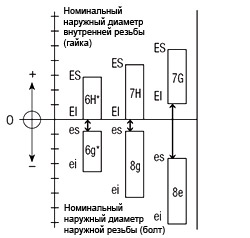 |
0 – нулевая отметка (h/H) – Номинальный диаметр +/- – положительные/отрицательные зоны расположения допусков e/g/G – положение допуска относительно 0 (h/H) 6/7/8 – степень точности допуска * – стандартный размер допуска болта/гайки Es/ei – максимальный размер границы поля допуска Ei/es – минимальный размер границы поля допуска ↨ – допуск зазора для антикоррозийного покрытия |
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
|
Класс точности: |
Средний |
Грубый |
||
|
Резьба |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
Номинальный наружный диаметр наружной резьбы (винт, болт) |
Номинальный наружный диаметр внутренней резьбы(гайка) |
|
Без покрытия |
6g |
6H |
8g |
7H |
|
Тонкое гальваническое покрытие |
||||
|
Крупные размеры (без покрытия) |
6e |
6G |
8e |
7G |
|
Толстое гальваническое покрытие |
||||
|
Класс точности продукции: |
A, B |
C |
||
|
ГОСТ |
7798-70, 7805-70 |
5915-70, 5927-70 |
15589-70 |
|
|
DIN |
931, 933 |
934 |
558, 601 |
555 |
|
ISO |
4014, 4017 |
4032 |
4018, 4016 |
4034 |
Длина свинчивания резьбы
Длины свинчивания резьбы подразделяются на 3 группы: «короткие» S, «нормальные» N, «длинные» L. Длина свинчивания традиционных соединений (группа N) зависит от шага резьбы согласно ISO 965/DIN 13-14
Длина свинчивания N max для мелкой и крупной резьбы:
|
Диаметр резьбы |
M5 |
M6 |
M8 |
M10 |
M12 |
M14-M16 |
M18-M22 |
M24-M27 |
M30-M33 |
M36-M39 |
M42-M45 |
|
|
Шаг резьбы |
Крупная резьба |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
|
Мелкая резьба |
0,5 |
0,75 |
1 |
1,25 |
1,5 |
1,5 |
2 |
2 |
2 |
3 |
3 |
|
|
Длина свинчивания N max |
Крупная резьба |
7,5 |
9 |
12 |
15 |
18 |
24 |
30 |
36 |
45 |
53 |
63 |
|
Мелкая резьба |
4,5 |
7,1 |
9 |
12 |
13 |
16 |
16 |
25 |
25 |
36 |
36 |
Размеры метрической резьбы (согласно ISO 965-2 / DIN 13-20, 21, 22, 27):
|
Номи- нальный диаметр резьбы d/D |
Шаг резьбы P |
Средний диаметр нулевой линии h/H |
Наружная резьба (болт, винт) |
Внутренняя резьба (гайка) |
||||||||||||
|
Поле допус- ка / поло- жение |
Номиналь- ный диаметр резьбы d |
Номиналь- ный средний диаметр резьбы d2 |
Номиналь- ный внутренний диаметр резьбы d3 |
Поле допус- ка / поло- жение |
Номи- нальный диаметр резьбы D мин. |
Номи- нальный средний диаметр резьбы D2 |
Номи- нальный внутренний диаметр резьбы D3 |
|||||||||
|
Круп- ный |
Мел- кий |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
|||
|
M3 |
0,5 |
2,675 |
6g |
2,980 |
2,874 |
2,655 |
2,580 |
2,367 |
2,273 |
6H |
3,000 |
2,675 |
2,775 |
2,459 |
2,599 |
|
|
6e |
2,950 |
2,844 |
2,625 |
2,550 |
2,337 |
2,243 |
6G |
3,020 |
2,695 |
2,795 |
2,479 |
2,619 |
||||
|
M4 |
0,7 |
3,545 |
6g |
3,978 |
3,838 |
3,523 |
3,433 |
3,119 |
3,002 |
6H |
4,000 |
3,545 |
3,663 |
3,242 |
3,422 |
|
|
6e |
3,944 |
3,804 |
3,489 |
3,399 |
3,085 |
2,968 |
6G |
4,022 |
3,567 |
3,685 |
3,264 |
3,444 |
||||
|
M5 |
0,8 |
4,48 |
6g |
4,976 |
4,826 |
4,456 |
4,361 |
3,995 |
3,869 |
6H |
5,000 |
4,480 |
4,605 |
4,134 |
4,334 |
|
|
6e |
4,940 |
4,790 |
4,420 |
4,325 |
3,959 |
3,833 |
6G |
5,024 |
4,504 |
4,629 |
4,158 |
4,358 |
||||
|
M6 |
1 |
5,35 |
6g |
5,974 |
5,794 |
5,324 |
5,212 |
4,747 |
4,596 |
6H |
6,000 |
5,350 |
5,500 |
4,917 |
5,153 |
|
|
6e |
5,940 |
5,760 |
5,290 |
5,178 |
4,713 |
4,562 |
6G |
6,026 |
5,376 |
5,526 |
4,943 |
5,179 |
||||
|
M8 |
1,25 |
7,188 |
6g |
7,972 |
7,760 |
7,160 |
7,042 |
6,438 |
6,272 |
6H |
8,000 |
7,188 |
7,348 |
6,647 |
6,912 |
|
|
8e |
7,937 |
7,602 |
7,125 |
6,935 |
6,403 |
6,165 |
6G |
8,028 |
7,216 |
7,376 |
6,675 |
6,940 |
||||
|
1 |
7,35 |
6g |
7,974 |
7,794 |
7,324 |
7,212 |
6,747 |
6,596 |
6H |
8,000 |
7,350 |
7,500 |
6,917 |
7,153 |
||
|
M10 |
1,5 |
9,026 |
6g |
9,965 |
9,732 |
8,994 |
8,862 |
8,128 |
7,938 |
6H |
10,000 |
9,026 |
9,206 |
8,376 |
8,676 |
|
|
8e |
9,933 |
9,558 |
8,959 |
8,747 |
8,093 |
7,823 |
6G |
10,032 |
9,058 |
9,238 |
8,408 |
8,708 |
||||
|
1,25 |
9,188 |
6g |
9,972 |
9,760 |
9,160 |
9,042 |
8,438 |
8,272 |
6H |
10,000 |
9,188 |
9,348 |
8,647 |
8,912 |
||
|
M12 |
1,75 |
10,863 |
6g |
11,966 |
11,701 |
10,829 |
10,679 |
9,819 |
9,602 |
6H |
12,000 |
10,863 |
11,063 |
10,106 |
10,441 |
|
|
8e |
11,929 |
11,504 |
10,792 |
10,556 |
9,782 |
9,479 |
6G |
12,034 |
10,897 |
11,097 |
10,140 |
10,475 |
||||
|
1,5 |
11,026 |
6g |
11,968 |
11,732 |
10,994 |
10,854 |
10,128 |
9,930 |
6H |
12,000 |
11,026 |
11,216 |
10,376 |
10,676 |
||
|
M14 |
2 |
12,701 |
6g |
13,962 |
13,682 |
12,663 |
12,503 |
11,508 |
11,271 |
6H |
14,000 |
12,701 |
12,913 |
11,835 |
12,210 |
|
|
8e |
13,929 |
13,479 |
12,630 |
12,380 |
11,475 |
11,148 |
6G |
14,038 |
12,739 |
12,951 |
11,873 |
12,248 |
||||
|
1,5 |
13,026 |
6g |
13,968 |
13,732 |
12,994 |
12,854 |
12,128 |
11,930 |
6H |
14,000 |
13,026 |
13,216 |
12,376 |
12,676 |
||
|
M16 |
2 |
14,701 |
6g |
15,962 |
15,682 |
14,663 |
14,503 |
13,508 |
13,271 |
6H |
16,000 |
14,701 |
14,913 |
13,835 |
14,210 |
|
|
8e |
15,929 |
15,479 |
14,630 |
14,380 |
13,475 |
13,148 |
6G |
16,038 |
14,739 |
14,951 |
13,873 |
14,248 |
||||
|
1,5 |
15,026 |
6g |
15,968 |
15,732 |
14,994 |
14,854 |
14,128 |
13,930 |
6H |
16,000 |
15,026 |
15,216 |
14,376 |
14,676 |
||
|
M18 |
2,5 |
16,376 |
6g |
17,958 |
17,623 |
16,334 |
16,164 |
14,891 |
14,625 |
6H |
18,000 |
16,376 |
16,600 |
15,294 |
15,744 |
|
|
8e |
17,920 |
17,390 |
16,296 |
16,031 |
14,853 |
14,492 |
6G |
18,042 |
16,418 |
16,642 |
15,336 |
15,786 |
||||
|
2 |
16,701 |
6g |
17,962 |
17,682 |
16,663 |
16,503 |
15,508 |
15,271 |
6H |
18,000 |
16,701 |
16,913 |
15,835 |
16,210 |
||
|
M20 |
2,5 |
18,376 |
6g |
19,958 |
19,623 |
18,334 |
18,164 |
16,891 |
16,625 |
6H |
20,000 |
18,376 |
18,600 |
17,294 |
17,744 |
|
|
8e |
19,920 |
19,390 |
18,296 |
18,031 |
16,853 |
16,492 |
6G |
20,042 |
18,418 |
18,642 |
17,336 |
17,786 |
||||
|
2 |
18,701 |
6g |
19,962 |
19,682 |
18,663 |
18,503 |
17,508 |
17,271 |
6H |
20,000 |
18,701 |
18,913 |
17,835 |
18,210 |
||
|
M22 |
2,5 |
20,376 |
6g |
21,958 |
21,623 |
20,334 |
20,164 |
18,891 |
18,625 |
6H |
22,000 |
20,376 |
20,600 |
19,294 |
19,744 |
|
|
8e |
21,920 |
21,390 |
20,296 |
20,031 |
18,853 |
18,492 |
6G |
22,042 |
20,418 |
20,642 |
19,336 |
19,786 |
||||
|
2 |
20,701 |
6g |
21,962 |
21,682 |
20,663 |
20,503 |
19,508 |
19,271 |
6H |
22,000 |
20,701 |
20,913 |
19,835 |
20,210 |
||
|
M24 |
3 |
22,051 |
6g |
23,952 |
23,577 |
22,003 |
21,803 |
20,271 |
19,955 |
6H |
24,000 |
22,051 |
22,316 |
20,752 |
21,252 |
|
|
8e |
23,915 |
23,315 |
21,966 |
21,651 |
20,234 |
19,803 |
6G |
24,048 |
22,099 |
22,364 |
20,800 |
21,300 |
||||
|
2 |
22,701 |
6g |
23,962 |
23,682 |
22,663 |
22,493 |
21,508 |
21,261 |
6H |
24,000 |
22,701 |
22,925 |
21,835 |
22,210 |
||
|
M27 |
3 |
25,051 |
6g |
26,952 |
26,577 |
25,003 |
24,803 |
23,271 |
22,955 |
6H |
27,000 |
25,051 |
25,316 |
23,752 |
24,252 |
|
|
8e |
26,915 |
26,315 |
24,966 |
24,651 |
23,234 |
22,803 |
6G |
27,048 |
25,099 |
25,364 |
23,800 |
24,300 |
||||
|
2 |
25,701 |
6g |
26,962 |
26,682 |
25,663 |
25,493 |
24,508 |
24,261 |
6H |
27,000 |
25,701 |
25,925 |
24,835 |
25,210 |
||
|
M30 |
3,5 |
27,727 |
6g |
29,947 |
29,522 |
27,674 |
27,462 |
25,653 |
25,306 |
6H |
30,000 |
27,727 |
28,007 |
26,211 |
26,771 |
|
|
8e |
29,910 |
29,240 |
27,637 |
27,302 |
25,616 |
25,146 |
6G |
30,053 |
27,780 |
28,060 |
26,264 |
26,824 |
||||
|
2 |
28,701 |
6g |
29,952 |
29,577 |
28,003 |
27,803 |
26,271 |
25,955 |
6H |
30,000 |
28,051 |
28,316 |
26,752 |
27,252 |
||
|
M33 |
3,5 |
30,727 |
6g |
32,947 |
32,522 |
30,674 |
30,462 |
28,653 |
28,306 |
6H |
33,000 |
30,727 |
31,007 |
29,211 |
29,771 |
|
|
8e |
32,910 |
32,240 |
30,637 |
30,302 |
28,616 |
28,146 |
6G |
33,053 |
30,780 |
31,060 |
29,264 |
29,824 |
||||
|
2 |
31,701 |
6g |
32,962 |
32,682 |
31,663 |
31,493 |
30,508 |
30,261 |
6H |
33,000 |
31,701 |
31,925 |
30,835 |
31,210 |
||
|
M36 |
4 |
33,402 |
6g |
35,940 |
35,465 |
33,342 |
33,118 |
31,033 |
30,655 |
6H |
36,000 |
33,402 |
33,702 |
31,670 |
32,270 |
|
|
8e |
35,905 |
35,155 |
33,307 |
32,952 |
30,998 |
30,489 |
6G |
36,060 |
33,462 |
33,762 |
31,730 |
32,330 |
||||
|
3 |
34,051 |
6g |
35,952 |
35,577 |
34,003 |
33,803 |
32,271 |
31,955 |
6H |
36,000 |
34,051 |
34,316 |
32,752 |
33,252 |
Требования к метрической резьбе изделий, производимых в РФ, представлены в стандарте ГОСТ 16093-2004.
Средний диаметр резьбы
Средний диаметр
резьбы
оказывает определяющее
влияние на
свинчиваемость резьбовых соединений.
Поэтому в процессе изготовления резьб
измеряется именно средний диаметр
резьбы.
Средний диаметр
резьбы – d2,
(D2)
– диаметр
воображаемого соосного цилиндра,
образующая которого пересекает профиль
витков в точках, где ширина канавки
равна половике номинального шага «Р»
для однозаходной резьбы и для многозаходной
резьбы – половине полного хода – “t“,
разделенного на число заходов.
При отсутствии
погрешностей шага “Р”
и половины угла профиля – α/2,
образующая цилиндра пересекает профиль
витков таким образом, что ширина канавки
равна ширине выступа.
Приведенный
средний диаметр резьбы
– значение среднего диаметра, увеличенное
для наружной резьбы (или уменьшенное
для внутренней резьбы) на суммарную
диаметральную компенсацию отклонений
шага – «Р»
и половину угла профиля – α/2,
называется приведенным средним диаметром
резьбы. Для наружной резьбы приведенный
средний диаметр:
d2пр
= d2d
+ fp
+ fa.
где d2d
– измеренный средний диаметр болта.
Для внутренней
резьбы:
D2пр
= D2d
– fp
– fa,
где
D2d
–
измеренный средний диаметр гайки.
Задаваемый в
стандартах суммарный (полный) допуск,
на средний диаметр болта – Тd2
и гайки – ТD2
включает допуск собственно на средний
диаметр болта – Тd2.
и гайки – ТD2,
а также значения компенсаций fp
и fa,
то есть:
Тd2
(ТD2)
= Т′d2
(Т′D2)
+ fp
+ fa.
Тогда (Т′D2)
= Тd2
(ТD2)
– (fp
+ fa).
Допуск Т′d2
(Т′D2)
представляет собой ту часть суммарного
допуска Тd2
(ТD2),которая
может быть использована как собственно
допуск по среднему диаметру при наличии
погрешностей шага и углов профиля.
При раздельной
проверке шага, половины угла профиля и
среднего диаметра приведенный средний
диаметр должен быть не больше номинального
у болта и не меньше номинального у гайки.
Измеренный средний диаметр должен быть
для болта d2д
> d2min
и для гайки
D2д
< D2max.
При контроле
резьбовых изделий предельными калибрами
нет необходимости в поэлементной
проверке, так как эти элементы (Т′d2,
fp,
fa)
косвенно
контролируются проходными и непроходными
калибрами.
Для предельных
отклонений и допусков отдельных диаметров
резьбы применяют следующие условные
обозначения:
es
– верхнее отклонение диаметров наружной
резьбы;
ei
– нижнее отклонение диаметров наружной
резьбы;
ES
– верхнее отклонение диаметров внутренней
резьбы;
EI
– нижнее отклонение диаметров внутренней
резьбы;
Тd2
– допуск
среднего диаметра наружной резьбы;
ТD2
– допуск
среднего диаметра внутренней резьбы.
Степень точности
резьбы
Поля допусков на
параметры резьбы (наружный, средний и
внутренний диаметры) назначают не по
квалитетам, а по
степеням точности.
Поэтому
допуски на линейные размеры и на диаметры
резьбы не совпадают!
В условном
обозначении поля допуска на резьбовое
изделие степень точности принято
указывать слева от основного отклонения.
Пример.
Обозначение на чертеже резьбы М12
– 7Н
расшифровывается следующим образом.
Резьба внутренняя (так как основное
отклонение Н является заглавной буквой),
резьба с крупным шагом Р=1,75 мм (так как
в условном обозначении шаг резьбы не
указан), 7-ая степень точности с основным
отклонением Н.
Для аналогичного
гладкого цилиндрического отверстия с
тем же основным отклонением Н и номинальным
диаметром 12 мм условное обозначение на
чертеже будет – 12Н7
(7
здесь называется уже квалитетом, а не
степенью точности).
Стандартом
установлены
следующие
степени
точности,
определяющие значения допусков диаметров
наружной и внутренней резьбы:
Диаметр болта
наружный d
. . . . . . . . . . . . 4; 6; 8
средний
d2
. . . . . . . . . …….3; 4; 5; 6; 7; 8; 9; 10
гайки
внутренний D1.
. . . . . . . . . .4; 5: 6; 7; 8
средний D2.
. . . . . . . . . . . . .4; 5; 6: 7; 8; 9
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
