Всего {<{ totalCount }>} / Показывать по:
Дата добавления: {<{ ::machine.created_verbose }>}
Просмотров: {<{ ::machine.views_count }>}
Дата добавления: {<{ ::machine.created_verbose }>}
Просмотров: {<{ ::machine.views_count }>}
| Поставщик | {<{ ::machine.organization.name }>} | ||
| Производитель | {<{ ::machine.vendor.name }>} | ||
| Модель | {<{ ::machine.name }>} | ||
| Страна | {<{ ::machine.made_in_verbose }>} | ||
| Цена (без НДС) | {<{ ::machine.price }>} ({<{ ::machine.currency_verbose.name }>}) | {<{ ::machine.price }>} | Не указано |
| Наличие | Станок в наличии | ||
| Под заказ | {<{ ::machine.delivery_days_from }>} — {<{ machine.delivery_days_to }>} дн.{<{ ::machine.delivery_days_from }>} дн.{<{ ::machine.delivery_days_to }>} дн.Срок поставки не указан |
| Параметры | |
| {<{ vals[0].name }>} – {<{ vals[0].value }>} | {<{ vals[1].name }>} – {<{ vals[1].value }>} |
| Параметры |
| У данного станка не указаны характеристики |
Станков с указанными параметрами нет в базе.
Укажите другие параметры или воспользуйтесь сервисом
“Разместить ТЗ”
Мы уверены, требуемое вами оборудование скоро будет на нашем сервисе.
Всего {<{ totalCount }>} / Показывать по:
Помогите опознать модель токарного станка

Отец стал обладателем токарного станка, но на нем нет таблички с моделью.
Помогите распознать кто знает или вектор поиска.
Вот данные и фото.
Габариты Д — 2м, В — 1,2м Г — 0,8м
Рабочая часть станины 1,2м
Диаметр шпинделя 36мм
Самое главное нужно найти таблицу на коробку подачи, которая отсутствует. Ну и неплохо было бы дополнительную общую информацию о станке узнать. Кроме надписи на станке БМК непонятно что за зверь
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.
В этой теме постепенно будут учтены токарные станки, побывавшие в Опознайке.
Советские токарные станки
1П611, Средневолжский станкостроительный завод

http://www.chipmaker.ru/topic/17366/
http://www.chipmaker.ru/topic/23783/
http://www.chipmaker.ru/topic/24119/
1П611, Одесский опытно-механический завод
http://www.chipmaker.ru/topic/67719/
http://www.chipmaker.ru/topic/68733/
http://www.chipmaker.ru/topic/71320/
http://www.chipmaker.ru/topic/87094/
http://www.chipmaker.ru/topic/87604/
Ссылки на документацию:
1П611, станок токарно-винторезный, Одесса
1П611, станок универсальный токарно-винторезный повышенной точности, Куйбышев
Паспорт токарного станка 1П611
Таблица резьб и подач 1П611
Разновидности токарного станка 1М61, Ереванский станкостроительный завод им. Дзержинского.
1П61 (отличительная особенность – большой глазок уровня масла на ПБ, коробка подач типа нортон).
1Л61 (та же ПБ, новая коробка с барабаном переключения подач, гидростанция системы смазки).
1Б61 (отличие от предыдущих моделей в новой коробке подач).
1Б61А (коробка подач нового образца с тремя рукоятками).
1В61 (практически не отличается от предыдущей модификации).
1М61 – крайняя модель данного ряда станков.
Ссылки на документацию:
1М61 – универсальный токарно-винторезный станок,1967 г., модификация с тремя ручками на коробке подач
1М61, станок токарно-винторезный, Ереван
1М61 Руководство по эксплуатации
Токарно-винторезный станок 1M61
1М61 электрооборудование
Изменено 13.09.2020 09:10 пользователем Саша Фишер
- Запросить техпаспорт
- Задать вопрос
- Контакты
- Поиск техпаспорта
ПРЕДВАРИТЕЛЬНАЯ ЗАЯВКА
НА ПАСПОРТ СТАНКА
Отправьте заявку, в ответе мы укажем наличие, цену и другую важную информацию.
Время ответа обычно занимает от 20 минут до 3 часов.
ОБРАТНАЯ СВЯЗЬ
Отправьте нам свой вопрос и мы ответим на ваш
адрес эл.почты в ближайшие часы.
Мы будем рады любому вашему вопросу.
А так же ждем от вас жалоб, поощрений и предложений.
ПОИСК ТЕХПАСПОРТА
Поиск необходимого паспорта на станок или оборудование по нашей базе данных.
Введите модель станка или оборудования на который вы ищите паспорт.
Наша база данных постоянно пополняется и содержит уже более
12 000 моделей паспортов, однако если вы не сможете найти необходимую
вам документацию, сделайте заявку и мы сами постараемся найти нужный
паспорт на станок или оборудование.
Содержание
- МЕТАЛЛОКОНСТРУКЦИИ
- ТОКАРНАЯ ФРЕЗЕРНАЯ ОБРАБОТКА МЕТАЛЛА
- Металлорежущие станки
- Классификация и нумерация металлорежущих станков
- Термин: Заводской (серийный) номер изделия
- Расшифровка станков
- Расшифровка обозначения станка на примере модели 16К20
- Обозначение станков
- Группа станка
- Тип станка
- Обозначение прочих характеристик
- Пример обозначения станка
- Обозначение станков с программным управлением
- Классификация и расшифровка токарных станков
- Классификация токарных станков
- Шифр станков токарной группы
- Классификация токарных станков по точности
Классификация и нумерация металлорежущих станков
Существует большое разнообразие типов и моделей металлорежущих станков . Они различаются по виду технологических процессов, осуществляемых на данном станке, типу применяемых инструментов, степени чистоты обрабатываемой поверхности, конструктивным особенностям, степени автоматизации, числу важнейших рабочих органов станка.
По виду обработки и виду режущего инструмента станки называются токарными , сверлильными , фрезерными , шлифовальными и т. д. В зависимости от чистоты обработанной поверхности станки делят на обдирочные, чистовые, отделочные, доводочные, а по конструктивным особенностям — на горизонтальные, вертикальные (сверлильные, фрезерные, протяжные вертикальные и горизонтальные). По степени автоматизации станки делят на автоматы, полуавтоматы, станки с программным управлением.
По числу рабочих органов станка (шпинделей, суппортов) различают сверлильные одношпиндельные, сверлильные многошпиндельные, токарные односуппортные, многосуппортные и т. п.
Все металлорежущие станки в зависимости от специализации делят на следующие три группы:
- Универсальные, применяемые для обработки различных по форме и размерам поверхностей на деталях многих наименований. Универсальные станки используются в штучном и отчасти в мелкосерийном производствах и в ремонтных цехах.
- Специализированные, применяемые для обработки различных поверхностей на деталях одного наименования или немногих наименований, сходных по конфигурации, но различных размеров, например ступенчатых валиков, колес подшипников качения, шкивов и т. п. Специализированные станки используются главным образом в серийном производстве.
- Специальные, применяемые для обработки одних деталей, как, например, обточки шеек коленчатых валов, для обточки фасонного профиля реборд вагонных колес и т. п.
Классификация станков в зависимости от веса и размеров:
- легкие станки, применяемые для обработки деталей приборов, часов, швейных машин;
- средние станки весом до 10 т, применяющиеся главным образом в среднем машиностроении;
- крупные станки весом от 10 до 30 т (за исключением внутришлифовальных, шлифовально-притирочных изубообрабатывающих, для которых предельный вес составляет 20 т);
- тяжелые станки весом от 30 до 100 т и особо тяжелые или уникальные (свыше 100 т).
Нумерация металлорежущих станков в СССР производится по системе, предложенной экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС).
Согласно этой системе все станки делятся на девять групп. Каждому станку присваивается трех- или четырехзначный номер. Первая цифра номера означает группу станка: 1 — токарные, 2 — сверлильные и другие (см. табл. 11 ). Вторая цифра означает разновидность (тип) станков, например токарно-винторезные станки имеют вторую цифру 6, токарные полуавтоматы и автоматы одношпиндельные — вторую цифру 1 и т. д. Третья и четвертая цифры номера станка обозначают условно размеры обрабатываемой заготовки или размеры режущего инструмента. Для отличия новой модели станка от старой, выпускавшейся ранее, к номеру добавляют букву. Буква после первой цифры указывает на модернизацию станка (например, токарно-винторезный станок модель 1А62, 1К62), буква после всех цифр обозначает видоизменение (модификацию) основной модели станка (1Д62М — токарно-винторезный, 3153М — круглошлифовальный, 372Б — плоскошлифовальный модифицированный).
Источник
Термин: Заводской (серийный) номер изделия

Заводской номер изделия – это цифровой или буквенно-цифровой код, присваиваемый экземпляру изделия на этапе его производства в соответствии с принятой на предприятии-изготовителе системой маркировки. Заводской номер фактически является идентификационным номером, сопровождающим изделие на всём его жизненном цикле. Перечислим далее важные функции заводского номера.
- По заводскому номеру предприятие-изготовитель отслеживает изделие до его “отгрузки” потребителю, фиксируя у себя технологическую историю его производства (вплоть до фамилии–имени–отчества ответственного лица за каждую технологическую операцию и времени–даты её совершения).
- С привязкой к серийному номеру предприятие изготовитель может отслеживать во времени несущественные для потребителя, но важные для производителя, модификации изделия и изменения технологии его производства.
- Потребитель получает паспорт на изделие с указанием в паспорте заводского номера.
- Если изделие является Средством Измерения, то с привязкой к заводскому номеру производится поверка.
- По заводскому номеру производитель несёт гарантийные обязательства перед потребителем.
- При обращении потребителя в техническую поддержку заводской (серийный) номер изделия является важнейшей информацией, позволяющей восстановить полную историю данного изделия, которая крайне важна при разборе причин возникшего вопроса или проблемы.
Заводские (серийные) номера могут присваиваются не только конечному изделию, но и входящим в него конструктивным единицам (например, модулям, субмодулям). Например, в блочно-модульной конструкции Установки измерительной LTR заводской номер присвоен не только блоку, но входящим модулям LTR и субмодулям (мезонинам).
Заводские номера блоков, как правило, наносятся на этикетке (шильдике) блока. Для автоматизации учёта серийный номер изделия содержит штрих-код на его этикетке.
Серийные номера модулей на основе печатных плат наносятся на поверхности печатных плат. Например, “Л Кард” для этого использует лазерную гравировку.
Если изделие имеет штатный корпус с внутренним модулем на основе печатной платы, то в паспорт на изделие заносится серийный номер, расположенный на этикетке корпуса. Серийный номер внутреннего модуля вносится в паспорт только в том случае, если данный модуль является штатной конфигурируемой единицей. Приведём примеры:
- L-502 — изделие без штатного корпуса, серийный номер на плате заносится в паспорт, прошивается во внутреннюю энергонезависимую память модуля и программно доступен пользователю.
- E14-440 — изделие в штатном корпусе, серийный номер на корпусе заносится в паспорт, прошивается во внутреннюю энергонезависимую память модуля и программно доступен пользователю. Несовпадающий серийный номер на плате E14-440 является внутренним номером для производственного учёта в ООО “Л Кард” и не должен быть как-либо использован потребителем.
- LTR-CEU-1-4 в конфигурации с модулем LTR25 — изделие в штатном корпусе, серийный номер на корпусе и серийный номер на плате модуля LTR25 заносятся в паспорт, прошиваются во внутреннюю энергонезависимую память этих изделий и программно доступны пользователю.
Программно доступные («только для чтения») из внутренней энергонезависимой памяти изделий серийные номера, с одной стороны, облегчают учёт изделий, в том числе, дистанционный. С другой стороны, заводской номер в некоторых случаях выполняет функции адреса изделия. Например, для модулей с интерфейсами USB или PCI — PCI Express самым простым способом программной идентификации (например, при системной интеграции) является его программно доступный заводской номер.
Источник
Расшифровка станков

Для обозначения (маркировки) моделей станков используется цифробуквенная система. В данной статье содержится основная информация о том, как обозначаются металлорежущие станки. Получив эту информацию расшифровать маркировку того или иного станка станет гораздо проще.
Все станки по характеру выполняемых на них работ классифицированы на девять групп, каждая из которых подразделяется на девять типов, которые объединены общими технологическими признаками и конструктивными особенностями (приведены в таблице 1). Станки, выпускаемые серийно, в соответствии с этой таблицей получают индекс модели, состоящий из трех или четырех цифр с добавлением в некоторых случаях букв.
Первая цифра в наименовании модели означает номер группы, вторая – номер типа, а третья – (может быть и четвертая) характеризует один из важных параметров станка или заготовки (высота центров, диаметр прутка, размеры стола и т.п.).
Расшифровка обозначения станка на примере модели 16К20
Итак, что же означает данная маркировка:
1 — группа токарных станков;
6 — тип станка токарно-винторезный;
К — модификация станка (в конструкцию станка внесены некоторые изменения);
20 — высота центров над станиной 200 мм.
В наименовании модели 16К20П буква «П» на конце означает, что класс точности станка — повышенный, в случаях когда буквы на конце обозначения нет — станок нормальной точности.
Буква, стоящая в середине обозначения говорит о том, что металлорежущий станок модифицирован, в него внесены некоторые изменения.
В моделях станков с числовым программным управлением (ЧПУ) в конце шифра вводят букву Ф с цифрой, которые обозначают:
Ф1 – ручной набор координат перемещения на клавиатуре и цифровая индикация положения рабочих органов на дисплее;
Ф2 – позиционная системауправления;
Ф3 – с контурное криволинейное программное управление;
Ф4 – станок обрабатывающий центр (ОЦ), с комбинированной системой управления для позиционной и контурной обработки.
Например, зубофрезерный полуавтомат с комбинированной системой ЧПУ обозначают 53А20Ф4, вертикально-фрезерный станок с крестовым столом и устройством цифровой индикации – 6560Ф1.
Наличие в станке инструментального магазина отображается в обозначении модели буквой М (например, 2350ПМФ2 – сверлильный станок с позиционной системой управления, повышенной точности, с магазином инструментов.
Источник
Обозначение станков
Каждый металлорежущий станок имеет условное обозначение — номер, по которому можно определить тип и краткую характеристику станка.
Группа станка
Первая цифра означает группу станка. Условились все токарные станки обозначать цифрой 1, группу сверлильных станков — цифрой 2, шлифовальные станки — цифрой 3, специальные станки — цифрой 4, зуборезные и резьбонарезные — цифрой 5, фрезерные — цифрой 6, строгальные, долбежные и протяжные — цифрой 7, разрезные — цифрой 8 и все остальные — цифрой 9.
Тип станка
Вторая цифра обозначает тип станка. Вертикально-фрезерные консольные станки имеют цифру 1, фрезерные непрерывного действия — цифру 2, копировальные, гравировальные — цифру 4, вертикальные бескоисольные — цифру 5, продольно-фрезерные — цифру 6, специальные консольно-фрезерные — цифру 7, горизонтально-фрезерные консольные — цифру 8, другие фрезерные — цифру 9.
Обозначение прочих характеристик
Третья цифра, а для крупных станков и четвертая цифра условно определяют основные размеры станка. Так, например, третья цифра 2 означает, что размер стола фрезерного станка равен 320×1250 мм. Станок 6662 (продольно-фрезерный) имеет стол размером 1800 x 6000 мм, у этого станка размеры стола обозначены двумя цифрами. Кроме цифр, в номер станка часто включают также различные буквы. Если буква стоит между первой и второй цифрами, это означает, что конструкция станка усовершенствована по сравнению с прежней моделью. Так, например, модель станка 682 совершенствовалась в течение многих лет, хотя основные размеры станка оставались почти одинаковыми. Эти более совершенные модели обозначали буквами Н, М, Р и др.
Для обозначения быстроходного вертикально-фрезерного станка добавили букву Б (6Н12Б, 6М12Б, 6М12Р и т. н.). Буква в конце номера означает изменение основной или, как часто говорят, базовой модели. Если в номере станка есть буква Г, это означает, что станок горизонтально-фрезерный. В отличие от универсального станка, стол этого станка не поворачивается. Кроме станков, изготовляемых серийно, станкостроительные в а воды выпускают много специальных станков. Эти станки, как правило, обозначают условными заводскими номерами. Номер копировально-фрезерного станка обычно заканчивается буквой К. Например, вертикально-фрезерный станок серии М с электрокопировальной следящей системой имеет обозначение 6М13К. В обозначения фрезерных станков, оснащенных системой циклового программного управления, включали букву П (например, станок 6А12П).
Пример обозначения станка
1К62 первая цифра 1 — станок токарной группы, далее буква К — поколение станка, третья цифра 6 — означает что станок токарно — винторезный, четвертая цифра 2 — высота центров 220мм.
Обозначение станков с программным управлением
Для всех станков с программным управлением в обозначение (номер) станка вводят букву Ф, которая обозначает, что станок оснащен системой программного управления и цифра рядом с ней — дополнительный признак. Обозначение Ф1 применяют для станков, оборудованных устройствами цифровой индикации и предварительного набора координат. Устройство цифровой индикации имеет световое табло, на котором светящимися цифрами указывают значение координаты (длину перемещения исполнительного органа станка). По мере перемещения исполнительного органа происходит смена цифр на табло, и, таким образом, оператор или наладчик могут проверить в любой момент времени, какое перемещение, на какую длину выполнено.
Иногда система цифровой индикации сообщает, на каком режиме (с какой подачей, частотой вращения шпинделя) работает в данный момент станок, и выдает другую информацию. Обозначение Ф2 относится к станкам, оснащенным позиционными системами ЧПУ (независимо от того, движение по скольким координатам обеспечивает данная система управления). Обозначение ФЗ применяют для станков, оснащенных контурными системами ЧПУ, обеспечивающими автоматические перемещения исполнительного органа по двум или трем координатам (например, станок 6Р13ФЗ). Обозначение Ф4 используют для станков с контурными или позиционными системами ЧПУ, которые имеют устройства для автоматической смены режущих инструментов.
Источник
Классификация и расшифровка токарных станков

Классификация токарных станков
По классификатору станков, принятому в СССР, предусмотрено разделение всех металлорежущих станков на следующие группы: 1 — токарные; 2 — сверлильные и расточные; 3 —шлифовальные, полировальные, доводочные; 4 — комбинированные; 5 — зубообрабатывающие; 6 — фрезерные; 7 — строгальные, долбежные и протяжные; 8— разрезные; 9 — разные. Группы делят на типы, а типы разделяют по размерам станков или размерам обрабатываемых заготовок.
Группа 1. Токарные
1 — Автоматы и полуавтоматы одношпиндельные
2 — Автоматы и полуавтоматы многошпиндельные
Шифр станков токарной группы
При обозначении шифра станков токарной группы, первая цифра 1 указывает группу станков. Вторая цифра указывает тип токарного станка. Последующие цифры, как правило, показывают технологический параметр станка, а именно: максимальный диаметр обрабатываемой детали, высоту центров и др. Буква после первой или второй шифры может символизировать поколение станка, завод-изготовитель или модификацию. Буква, поставленная в конце цифрового шифра, может указывать на усовершенствование базовой модели или на класс точности станка.
Приведем несколько примеров обозначения моделей токарных станков.
1К62 — цифра 1 — группа токарных станков; 6 — токарно-виноторезный; 2 — высота центров, дм; буква К — поколение.
1A616 — цифра — группа токарных станков; 6 — токарно-винторезный станок; 16 — высота центров, см; А — поколение.
1Б811— цифра 1 — группа токарных станков; 8 — токарно-затыловочный; 1 — технологический параметр, определяющий размеры обрабатываемых заготовок; Б — поколение.
16К20П — цифра 1 — группа токарных станков; 6 — токарно-винторезный; 20 — высота центров, см; К — поколение; П — класс точности — повышенный.
Следует отметить, что в шестой тип станков входят токарно-винторезные, в восьмой— токарно-затыловочные станки. В станкостроении больщинство изготовляемых металлорежущих станков, в том числе и токарных, выпускается по государственным стандартам; в которых главные параметры отвечают нормальным или размерным рядам. Под размерным или нормальным рядом понимают группу однотипных станков, состоящих в основном из унифицированных узлов и деталей, каждый из которых предназначен для обработки деталей определенных размеров,
Размерные ряды (типоразмеры) универсальных токарно-винторезных станков и двухстоечных токарно-карусельных станков приведены в табл. 1.
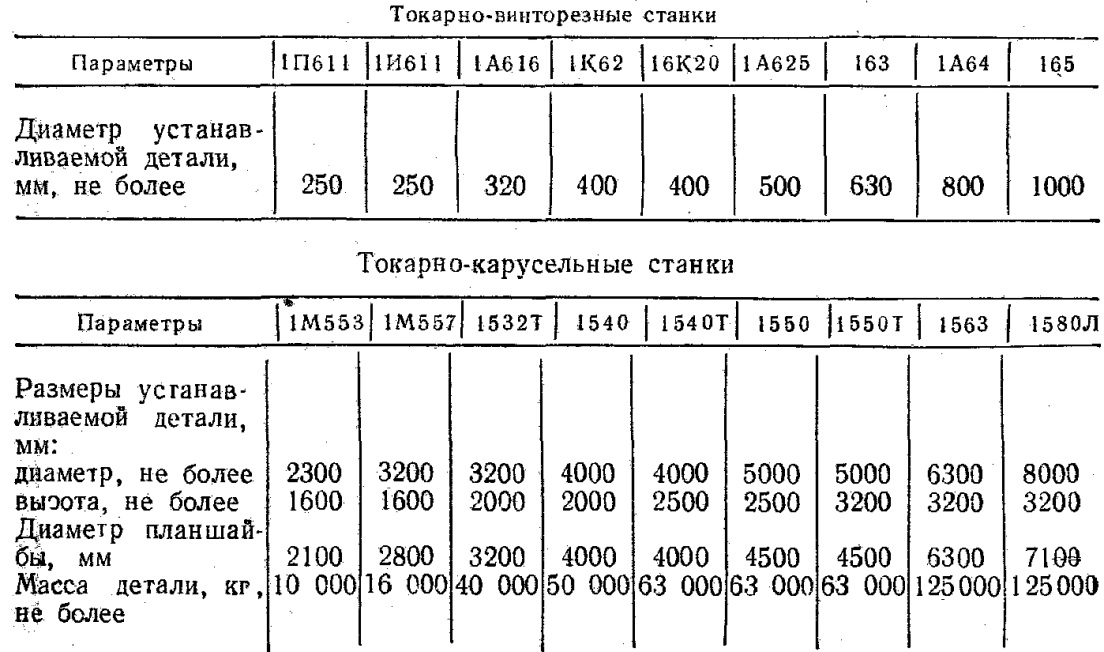
Из таблицы видно, что основным параметром, определяющим типоразмеры станков, приняты размеры устанавливаемой детали. При этом каждый последующий типоразмер станка дает возможность обрабатывать деталь, имеющую диаметр в 1,26 раза больше, чем у предыдущей детали. Таким образом, у универсальных токарно-винторезных и карусельных станков установлен знаменатель размерного ряда — 1,26. Другими словами, ряд чисел 250; 320; 400; 500; 630; 800; 1000 (2300; 3200; 4000; 5000; 6300; 8000) образуют геометрическую прогрессию со знаменателем 1,26.
Наибольшая высота устанавливаемой детали у карусельных станков изменяется также по закону геометрической прогрессии со знаменателем равным — 1,26: 2000, 2500, 3200. Наличие двух закономерно изменяющихся основных параметров: наибольшего диаметра устанавливаемой детали и ее высот дает возможность также закономерно изменять и другие технические характеристики станка: мощность главного привода, масса устанавливаемой детали и др..
По степени специализации все станки подразделяют на универсальные, специализированные и специальные.
Универсальные — это станки, на которых возможно выполнение различных операций на деталях широкой номенклатуры.
Специализированные — это станки, на которых возможно выполнение ограниченного числа операций на деталях одного наименования.
Специальные это станки, предназначенные для выполнения ограниченного числа операций на детали, одного типоразмера.
Классификация токарных станков по точности
От точности станка в конечном результате зависит точность изготовления деталей. Под точностью станка следует понимать соответствие разработанным нормам взаиморасположения рабочих органов станка, перемещения и соотношения их движений как без нагрузки, так и при резании.
Точность токарного станка зависит от точности изготовления ответственных деталей станка (шпинделя, его опор, направляющих, корпусных деталей и т. д.), качества сборки и регулировки, жесткости и виброустойчивости несущих нагрузку деталей и узлов. Особое значение для точности станка имеют прямолинейность направляющих станин и биение шпинделей (планшайб).
На прямолинейность направляющих станин влияют следующие факторы: жесткость и коробление станин, тумб и плит; шероховатость направляющих; неплоскостность, выпучивание станины в местах крепления к ней других корпусных деталей; ударное действие во время обработки и монтажа; установка станка на фундамент.
Биение шпинделя (радиальное и осевое) зависит от точности изготовления отверстий в корпусе под опоры, качества изготовления подшипников и их регулировки, качества сборки шпиндельного узла, от материала шпинделя. Для повышения долговечности станков, более длительного сохранения точности, увеличения гарантийных сроков службы на заводах проводится ужесточение сдаточных норм по сравнению с нормами ГОСТов от 20 до 40%.
Отечественная станкостроительная промышленность выпускает металлорежущие станки пяти классов точности.
Класс Н. Станки нормальной точности. К ним относят большинство универсальных станков, например токарно-винторезные станки мод. 1К62, 16К20 и т. д..
Класс П. Станки повышенной точности, изготовляемые на базе станков нормальной точности, но при повышенных требованиях к точности изготовления ответственных деталей станка и качеству сборки и регулировки. К ним относятся, например, токарно-винторезные станки моделей 16К20П, 1И611П, 16Б11П (прим. СМ — а также ГС526У, 1В625МП, 16Р25П и др.).
Класс В. Станки высокой точности, полученной за счет специальной конструкции отдельных узлов, высоких требований к точности изготовления деталей, к качеству сборки и регулировки узлов и станка в целом, например токарно-винторезный станок модели 1B616 (прим. СМ — а также 250ИТВМ).
Класс А. Станки особо высокой точности. При их изготовлении предъявляются еще более высокие требования, чем к станкам класса В (прим. СМ — токарно-винторезный станок SAMAT 400S/S).
Класс С. Станки особо точные или мастер-станки, изготовляемые с максимально возможной степенью точности детали и с повышенными требованиями к сборке и регулировке узлов.
Станки классов В и А устанавливаются в помещениях с автоматически регулируемой температурой и влажностью.
По массе станки разделяют на легкие (до 1 т), средние (до 10 т); тяжелые (свыше 10 т). Тяжелые в свою очередь делят на крупные (до 10 — 30 т), собственно тяжелые (30 — 100 т) и особо тяжёлые (уникальные) массой более 100 т.
Источник
