Задать свой вопрос
*более 50 000 пользователей получили ответ на «Решим всё»
Задача 6886 при охлаждении стальной детали массой…
Условие

SnezhanaBunyak
16.02.2016
при охлаждении стальной детали массой 200 г до температуры 52 выделилось 10 кДж энергии. Чему была равна температура стали до охлаждения?
физика 8-9 класс
31375
Решение
![]()
KseniyaKosobryuhova
16.02.2016
★
[b]Дано[/b]
Теплоемкость стали 500 Дж/кг*C [справочные данные]
Q = 10 кДж = 10000 Дж
m = 200 г = 0.2 кг
[b]Решение[/b]
Q = cm Δt
10 000 = 500*0.2*Δt
Δt = 100
Температура до охлаждения 100+52 = 152 ° C
Написать комментарий
Меню
- Решим всё
- Найти задачу
- Категории
- Статьи
- Тесты
- Архив задач
Присоединяйся в ВК
Содержание
- Этапы термообработки стали.
- Как найти температуру стали до охлаждения
- Как найти температуру стали до охлаждения
- Расчет времени нагрева, выдержки и охлаждения при проведении термической обработки , страница 6
Этапы термообработки стали.

Термообработкой стали называется совокупность этапов нагрева, выдержки и охлаждения твёрдых металлических сплавов. В результате в металле происходят изменения внутреннего строения и структуры, что в свою очередь приводит к получению заданных свойств стали. Твердость металла после термообработки измеряется по шкале Роквелла, подробно описанной в нашей статье «Методы определения твердости».

Процесс термической обработки стали включает в себя нагрев заготовки до требуемой температуры с определенной скоростью, выдержки при этой температуре в течении требуемого времени и охлаждение с заданной скоростью. В рамках этих процессов, можно выделить такие этапы, как: отжиг, нормализация, закалка, отпуск, обработка холодом. При изготовлении ножей из кованной стали термообработка занимает большее количество этапов: ковка, отжиг, шлифовка, повторный отжиг, правка остаточных искривлений, закалка, отпуск. В данной статье мы коснемся общих понятий процесса термообработки стали, выпущенной промышленным методом, когда заготовка клинка вырезается из уже готовой полосы металла.

Отжиг применяется для заготовок из углеродистой и легированной стали с целью снижения твердости или уменьшения внутренних напряжений. Отжиг также готовит структуру к последующей термообработке и улучшению неоднородности. Технологически отжиг представляет из себя медленное охлаждение раскаленной заготовки. Может применятся и так называемый изотермический отжиг при 760 ºС с быстрым охлаждением до 635 ºС, нахождением заготовки при этой температуре в течении 4-6 часов и дальнейшим охлаждением на воздухе.

Нормализация отличается от полного отжига способом охлаждения, которой после выдержки заготовки при температуре процесса производится на воздухе. При этом изменяется структура стали, она приобретает более высокую твердость и мелкозернистую структуру, чем при отжиге. Нормализация стали представляет собой нагрев до температур, на 50 °C выше точки завершения превращения избыточного цементита в аустенит. Нагревание ведется до полной перекристаллизации. Охлаждение производится в воздушной среде, чаще всего просто на месте термообработки. В результате сталь приобретает мелкозернистую, однородную структуру. Характеристики твердости и прочности стали после нормализации увеличиваются 10-15 %, чем после отжига. В так называемых заэвтектоидных инструментальных сталях, с содержанием углерода более 0,8% (именно такие стали в основном применяются в ножах), разрушается цементитная сетка, окружающая перлитные зерна. Это снижает хрупкость стали, подготавливает ее к закалке.

3. Закалка стали — это этап термообработки, который заключается в нагреве стали выше критической температуры с последующим резким охлаждением в жидких средах. Критической в данном случае будет температура, при которой произойдет изменение типа кристаллической решетки, то есть осуществится полиморфное превращение. Технологически закалка представляет собой форсированное охлаждение раскаленной стали. Она уменьшает структуру зерна, повышает твердость, прочность, износоустойчивость. Закалка состоит из нагрева стали до температуры выше или в интервале превращений, выдержки при этой температуре и последующего охлаждения обычно с большой скоростью (в водных растворах солей гидроксида натрия или хлорида натрия в воде, масле, в расплавленных солях, на воздухе). В процессе закалки сталь нагревается до высокой температуры порядка 750–1150 °C с последующим резким охлаждением, чтобы произошедшие фазовые превращения не успели вернуться к исходному состоянию.

Закалка делится на несколько видов:
1) Ступенчатая закалка
В некоторых случаях, для небольших заготовок, применяют закалку ступенчатым методом. Изделия нагревают, а затем помещают в щелочной расплав (от 3500 до 4000 С). Заготовку выдерживают определённый период времени, достаточный для выравнивания температуры внутри изделия. Легированные стали охлаждают в масле, нелегированные в воде. Данный способ обеспечивает необходимую твердость, а вероятность появления трещин и напряжений будет резко сокращаться.
2) Изотермическая закалка
Изотермическая закалка проходит в режиме ступенчатой, но при этом металл выдерживается в щелочи до тех пор, пока полностью не освободится от напряжений. После изометрической закалки не требуется проводить отпуск. Метод пригоден для обработки сложных деталей, подверженных деформациям и трещинам.
3) Закалка в одном охладителе
Закалка в одном охладителе применяется при работе с заготовками из углеродистых и легированных сталей. Обычно это достаточно «простые» ножевые стали, не требующие сложной обрабоки.
4) Прерывистая закалка в двух средах
Прерывистая закалка в двух средах применяется для обработки высокоуглеродистых сталей, при котором первоначально происходит быстрое охлаждение в воде, а затем медленное охлаждение в масле.
5) Струйчатая закалка
Струйчатая закалка– метод применяется при частичной (зонной) закалке изделия, реализуется в установках ТВЧ (установка нагрева токами высокой частоты) и индукторах обрызгиванием детали мощной струей воды.

Закалка является критически важным этапом термообработки. При нарушении технологии закалки могут возникнуть следующие дефекты:
1) Недостаточная твердость закаленной детали, в следствии низкой температуры нагрева, малой выдержки при рабочей температуре или недостаточной скорости охлаждения.
2) Перегрев, связаный с нагревом изделия до температуры, значительно превышающей необходимую температуру нагрева под закалку. Перегрев сопровождается образованием крупнозернистой структуры, в результате чего повышается хрупкость стали.
3) Пережог возникает при нагреве стали до весьма высоких температур, близких к температуре плавления (1200—1300° С) в окислительной атмосфере. Кислород проникает внутрь стали, и по границам зерен образуются окислы. После этого сталь приобретает высокую хрупкость и становится не пригодной к использованию под большими нагрузками, в первую очередь поперечными.
4) Окисление и обезуглероживание стали характеризуются образованием окалины (окислов) на поверхности деталей и выгоранием углерода в поверхностных слоях. Такая сталь может стать полностью непригодной к эксплуатации на клинке ножа.
5) На поверхности заготовки могут образовываться коробления и трещины, что бывает связано с возникновением внутренних напряжений. Во время нагрева и охлаждения стали происходят объемные изменения, зависящие от температуры и структурных превращений. Естественно, такие изменения приводят к полной непригодности заготовки.
Таким образом именно нарушения технологии на этапе закалки могут приводить к излишней хрупкости клинка, обычно называемой «перекалом», или же наоборот недостаточная твердость — «недокал». А также к скрытым внутренним напряжениям, из-за которых клинки ломаются под нагрузкой. Для улучшения рабочих качеств стали после закалки применяется так называемый «отпуск».

Отпуском стали называется процесс термообработки предварительно закаленной стали, способствующий повышению равновесия ее структуры. Отпуск применяется после закалки стальных заготовок, при этом повышаются вязкие свойства, уменьшается хрупкость и внутреннее напряжение.
Отпуск производится немедленно после закалки, путем нагрева стали до температуры 150–550 °C (в зависимости от марки стали) и охлаждения в воздушной среде, либо в воде или масле. Высокоуглеродистые стали отпускают в воде, при этом происходит достаточно быстрое охлаждение. Если оно будет замедленным, это может привести к «недокалу», сталь не приобретет необходимых прочностных свойств. Легированные нержавеющие стали отпускают в масле, в котором процесс охлаждения происходит медленней. К таким сталям, в частности, относятся современные порошки S30V, S35VN, Elmax, и т.п. Чаще всего отпуск таких сталей происходит при температурах от 175 до 220 градусов. Использование масла в данном случае обязательно, так как при увеличении скорости охлаждения, легированная сталь может растрескаться и станет не пригодной к использованию. Также большую роль в охлаждении играет и разновидность масла, в частности степень его плотности и текучести. Для некоторых марок высоколегированных сталей вместо масла применяется охлаждение воздушной струей после предварительного нагрева до 1050–1100 °C.
Очень важным фактором качественного отпуска является траектория движения и угол погружения клинка в охлаждающую среду. Нарушение технологии может привести к искривлению клинка. Важную роль здесь играет качественный отжиг, который и необходим для снятия внутренних напряжений, приводящих к искривлениям клинка.

Чаще всего для ножевых изделий используется низкотемпературный отпуск (до 2500 С). Он позволяет добиться повышения прочности и вязкости при сохранении твердости сплава (HRC остается в пределах от 58 до 63).
Для определения температуры при отпуске изделия, используется визуальное наблюдение цветов побежалости. В частности, ослепительно бело-голубой цвет заготовки, соответствует температуре порядка 1600 °С, желто-белый – 1200 °С, ярко-красный – 500 °С и т.п. Цвета побежалости одинаково проявляются и на сырой, и на закаленной стали.

Достаточно часто последним этапом термообработки клинков ножей становится криогенная обработка. Криообработка — это процесс обработки металлических заготовок при сверхнизких температурах (ниже −153°С (-243,4 °F)). Она производится в целях снятия остаточных напряжений и повышения износостойкости деталей. Она также способствует увеличению твёрдости, износостойкости, прочности и пластичности металлов. В среднем улучшение этих характеристик происходит в пределах 20 %, но такие показатели относятся в основном к хорошим легированным сталям, в том числе и порошковым быстрорезам. Среди них может быть качественная американская D2, а также ELMAX, VANADIS 10, K340. Специальное оборудование для проведения криогенной обработки называется «криогенный процессор». Он представляет собой низкотемпературную камеру, оснащенную системой управления процессом криогенной обработки. Общий цикл обработки в современных криопроцессорах происходит в течение трех суток: 24 часа происходит промораживание до минимальной температуры, 24 часа идёт выдержка заготовки при этой температуре и 24 часа происходит нагрев до изначальной температуры. В некоторых криопроцессорах существует технологическая возможность для нагнетания температуры до 200 градусов по Цельсию и это дает возможность производить отпуск металла.

Термообработка стали на клинке является одним из важнейших факторов, отвечающих за рабочие качества ножа и его эффективность в работе. Только при максимальной точности технологических процессов возможно получить максимальное качество закаленной стали. В свою очередь качество термической обработки сильно влияет на заточку ножа. Любые проблемы, возникавшие в этом процессе, обязательно проявят себя при заточке и не позволят качественно заточить нож. Только на ножах с отличной «термичкой» мы можем достичь максимального уровня остроты.
Источник
Как найти температуру стали до охлаждения
Как найти температуру стали до охлаждения
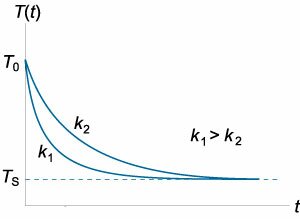
В конце (17) века британский ученый Исаак Ньютон изучал охлаждение тел. Эксперименты показали, что скорость охлаждения примерно пропорциональна разнице температур между нагретым телом и окружающей средой. Этот факт можно записать в виде дифференциального уравнения: [frac > > = alpha Aleft( — T> right),] где (Q) − количество теплоты, (A) − площадь поверхности тела, через которую передается тепло, (T) − температура тела, ( >) − температура окружающей среды, (alpha) − коэффициент теплопередачи , зависящий от геометрии тела, состояния поверхности, режима теплопередачи и других факторов.
Поскольку (Q = CT,) где (C) − теплоемкость тела, то дифференциальное уравнение можно записать как [frac > > = frac > left( — T> right) = kleft( — T> right).] Решение данного уравнение имеет вид: [Tleft( t right) = + left( — > right) >,] где ( ) обозначает начальную температуру тела.
Таким образом, температура тела уменьшается экспоненциально по мере охлаждения, приближаясь к температуре окружающей среды. Скорость охлаждения зависит от параметра (k = largefrac > normalsize) ( коэффициента теплопроводности ). С увеличением коэффициента (k) (например, вследствие увеличения площади поверхности), тело будет охлаждаться быстрее (рисунок (1).)
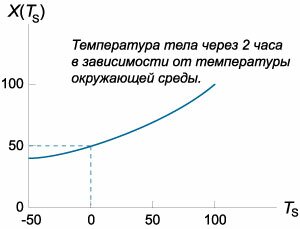
Мы решим задачу сначала для случая произвольной температуры окружающей среды, а затем вычислим конечную температуру тела при температуре среды (0^circ.)
Прежде всего, отметим разницу со случаем когда тело охлаждается в среде, температура которой постоянна. В этом случае температура тела формально будет бесконечно долго приближаться к температуре окружающей среды. В нашей же задаче температура среды линейно возрастает. Поэтому, рано или поздно температура тела станет равной температуре среды, то есть задача имеет решение. Будем считать также, что соблюдается квазистационарный режим, т.е. все переходные процессы в системе быстро затухают.
Расчет времени нагрева, выдержки и охлаждения при проведении термической обработки , страница 6
Примечание. Общее время нагрева штанги tобщ с учетом времени выдержки составит 36 мин + 12 мин = 48 мин, а с учетом выбранной схемы укладки (например по схеме 3 таблица 9 приложения):
tобщ = 36 × 2 + 12 = 84 мин = 1 ч 42 мин.
4 Расчет времени охлаждения
4.1 Расчет времени охлаждения в среде с постоянной температурой
Пример 4. Определить продолжительность охлаждения центра вала из стали 40Х, диаметром 600 мм, длиной 3 м с температурой 850ºС до температуры 200ºС в различных охлаждающих средах (вода, масло, воздух).
По таблице 3 приложения принимаем коэффициент теплоотдачи.
Средний коэффициент теплопроводности lср(от температуры нагрева до температуры охлаждения) будет равен » 37,75 Вт/м 2 °С (по таблице 5 приложения). Зная l и R находим критерий Био по формуле (13):
при охлаждении на воздухе:
Определяем температурный критерий q(для случая охлаждения):
Для случая охлаждения в воде или на воздухе:

Для случая охлаждения в масле:
Тогда критерий Фурье, определенный по рисунку А.1, б (приложение):
при охлаждении в воде Fo= 0,4 (Bi = 9,03; θ = 0,21);
при охлаждении в масле Fo = 0,68 (Bi = 2,77; θ = 0,19); при охлаждении на воздухе Fo = 1,4 (Bi = 0,79; θ = 0,21).
Коэффициент теплопроводности взят для аустенитного состояния при 800ºС, λ = 26,7 Вт/мºС (таблица 5, приложение), теплоемкость С = 687 Дж/кгºС (таблица 6, приложение) и γ = 7830 кг/м 3 .
Определим коэффициент температуропроводности по формуле (21):

Критерий Фурье по формуле (20):

Подставляя значения Foдля различных сред охлаждения, находим: при охлаждении в воде:
при охлаждения на воздухе:
4.2 Расчет времени охлаждения в среде о переменной
4.2.1 Расчет времени охлаждения в масле
Пример 5. Определить время охлаждения центра вала диаметром 200 мм, длиной 3 м, весом 700 кг с температурой 800ºС до 200ºС в баке о маслом объемом 4 м 3 при начальной температуре масла 30ºС.
«Водяное число» масла при удельном весе γж = 0,9 кг/л с теплоемкостью Сж = 2,06 кДж/кгºС определим по формуле:

где Vж – объем жидкости (масла);
γж – удельный вес жидкости (масла);
Сж – теплоемкость жидкости (масла).

«Водяное число» вала весом Gм = 700 кг и с теплоемкостью См = 0,687 кДж/кгºС (таблица 6, приложение) определим по формуле:


Подставляя значения, «водяных чисел» в уравнение (23) получим:

Следовательно, температура масла повысится с 30º до 78ºС, т.е. на 48ºС, а температура охлаждаемого металла снизится с 800º до 800 – 78 = 722ºС.
Принимая a =581,5 Вт/м 2 ºС (см. пункт 1.4), l =34,9 Вт/м 2 ºС (таблица 5, приложение).

Подставляя наеденные значения (для встречного потока) в уравнение (26) получим:

Значение температурного коэффициента θ находим по формуле (19):
По значениям Biусл=1,61 и θ=0,17 по рисунку А.1, б (приложение) находим Fo=0,8, что соответствует расчетным данным по формуле (20), которая была преобразована в формулу (22), определяем время охлаждения:

Поскольку охлаждение ведется в баке с маслом, без принудительного охлаждения его происходит постепенное повышение его температуры за счет вносимого металлом тепла. Для того, чтобы при закалке не происходило резкого повышения температуры масла, рекомендуется принимать отношение веса жидкости к весу закаливаемого металла равным:

4.2.2 Расчет времени охлаждения изделий при душевой закалке
Пример 6: Определить время охлаждения сложных профилей при душевой закалке: швеллера №20 (200×55×3,2 мм), уголка №9 (90×90×6 мм), балки №20 (200×65×3,2 мм) с температуры конца прокатки (1000ºС) до температуры начала самоотпуска 450ºС при закалке изделий обрызгиванием (душевая закалка) для малоуглеродистой и низколегированной сталей.




По таблице 6 приложения определяем, с=0,682 кДж/кгºС.
По таблице 3 приложения определяем λ450:

Определим поверхности закаливаемых изделий:



Определим время охлаждения до температуры 450ºС по формуле:
Источник
Вы отправили работу на проверку эксперту. Укажите номер телефона на него придет СМС
Отправить
Незнайка → ОГЭ → Физика → Вариант 4 → Задание 10
Задание № 9922
При охлаждении стальной детали массой 200 г до температуры 52 °С выделилось 10 кДж энергии. Чему была равна температура стали до охлаждения?
Ответ: _____ °С
Показать ответ
Комментарий:
Теплоемкость стали 500Дж/(кг*С)
[math]mathrm Q=mathrm{cm}trianglemathrm t[/math]
[math]10000=500times0.2trianglemathrm t[/math]
[math]trianglemathrm t=100[/math]
[math]100+52=152[/math]
Ответ: 152
Нашли ошибку в задании? Выделите фрагмент и нажмите Ctrl + Enter.
2 297 018
Уже готовятся к ЕГЭ, ОГЭ и ВПР.
Присоединяйся!
Мы ничего не публикуем от вашего имени
- сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
6. Неполный отжиг
При неполном отжиге пластинчатый или грубый перлит преобразуется в ферритно-цементитную зернистую структуру, что необходимо для швов, полученных электродуговой сваркой, а также инструментальные стали и стальные детали, подвергшиеся таким методам обработки, температура которых не провоцирует рост зерна внутренней структуры.
- нагревание до температуры – выше точки или , выше 700°С на 40°С — 50°С;
- выдерживание – порядка 20 часов;
- охлаждение — медленное.
Закалка
Закалку сталей применяют для:
- Повышения:
- твердости;
- прочности;
- износоустойчивости;
- предела упругости;
- Снижения:
- пластичности;
- модуля сдвига;
- предела на сжатие.
Суть закалки – это максимально быстрое охлаждение прогретой насквозь детали в различных средах. Каление производится с полиморфными изменениями и без них. Полиморфные изменения возможны только в тех сталях, в которых присутствуют элементы способные к преобразованию.

Такой сплав подвергается нагреву до той температуры, при которой кристаллическая решетка полиморфного элемента терпит изменения, за счет чего увеличивается растворяемость легирующих материалов. При снижении температуры решетка изменяет структуру из-за избытка легирующего элемента и принимает игольчатую структуру.
Невозможность полиморфных изменений при калении обусловлено ограниченной растворимостью одного компонента в другом при быстрой скорости охлаждения. Для диффузии мало времени. В итоге получается раствор с избытком нерастворенного компонента (метастабильтный).
Для увеличения скорости охлаждения стали используются такие среды как:
- вода;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
Сравнивая скоростной режим охлаждения стальных изделий на воздухе, то охлаждение в воде с 600°С происходит в шесть раз быстрее, а с 200°С в масле в 28 раз. Растворенные соли повышают закаливающую способность. Недостатком использования воды считается появление трещин в местах образования мартенсита. Техническое масло используется для закалки легирующих сплавов, но оно пригорает к поверхности.
Металлы, использующиеся при изготовлении изделий медицинской направленности не должны иметь пленки из оксидов, поэтому охлаждение происходит в среде разряженного воздуха.
Чтобы полностью избавиться от аустенита, из-за которого у стали наблюдается высокая хрупкость, изделия подвергаются дополнительному охлаждению при температурах от — 40°С и до -100°С в специальной камере. Также можно использовать углекислую кислоту в смеси с ацетоном. Такая обработка повышает точность деталей, их твердость, магнитные свойства.
Если деталям не требуется объемная термообработка, проводится каление только поверхностного слоя на установках ТВЧ (токами высокой частоты). При этом глубина термообработки составляет от 1 мм до 10 мм, а охлаждение происходит на воздухе. В итоге поверхностный слой становится износоустойчивым, а середина вязкая.
Процесс закалки предполагает прогревание и выдержку стальных изделий при температуре, достигающей порядка 900°С. При такой температуре стали с содержанием углерода до 0,7% имеют структуру мартенсита, который при последующей термообработке перейдет в требуемую структуру с появлением нужных качеств.
Нормализация
Нормализация формирует структуру с мелким зерном. Для низкоуглеродистых сталей — это структура феррит-перлит, для легированных – сорбитоподобная. Получаемая твердость не превышает 300 НВ. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается:
- сопротивление излому;
- производительность обработки;
- прочность;
- вязкость.

Процесс нормализации стали
- происходит нагрев до температуры – на 30°С-50°С выше точки ;
- выдерживание в данном температурном коридоре;
- охлаждение – на открытом воздухе.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе.
Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
В любительской практике для определения температуры нагретой детали без измерительных приборов можно использовать несколько методов.
Первый метод “по цвету накала”
Сталь при нагреве выше 530°С излучает световые лучи различного цвета в зависимости от температуры нагрева.
| Цвет каления стали | Температура нагрева, °С | |
| Темно коричный (заметен в темноте) | 530-580 |  |
| Коричнево-красный | 580-650 |  |
| Темно-красный | 650-730 |  |
| Темно-вишнево-красный | 730-770 |  |
| Вишнево-красный | 770-800 |  |
| Светло-вишнево-красный | 800-830 |  |
| Светло-красный | 830-900 |  |
| Оранжевый | 900-1050 |  |
| Темно-желтый | 1050-1150 |  |
| Светло-желтый | 1150-1250 |  |
| Ослепительно-белый | 1250-1350 |  |
В таблице приведены цвета каления стали, соответствующие условиям обычного дневного освещения, и температуры нагрева, соответствующие этим цветам.
При определении температуры нагрева на глаз следует иметь в виду, что окружающие световые условия (дневной яркий свет, слабое искусственное или естественное освещение) в значительной степени искажают действительную температуру нагрева металла. Кроме этого, подобный метод не может быть точным в связи с индивидуальными особенностями глаз наблюдателя. При достаточном опыте ошибка не выходит за пределы 25-30 градусов
Второй метод “по цветам отпуска (побежалости)”
| Цвет отпуска | Температура нагрева, °С | |
| Светло-желтый | 220 |  |
| Соломенно-желтый | 240 |  |
| Коричнево-желтый | 255 |  |
| Красно-коричневый | 265 |  |
| Пурпурно-красный | 275 |  |
| Фиолетовый | 285 |  |
| Васильково-синий | 295 |  |
| Светло-синий | 315 |  |
| Серый | 330 |  |
Метод cпички
Спички – самое легкое и доступное средство получить огонь. Однако при помощи обычной спички можно определять температуры предварительного и сопутствующего подогрева при сварке.
Чаще всего спички делают из осины, липы, тополя или американской сосны. Надо отметить, что большинство российских предприятий делают спички из осины. Головка спички состоит из бертолетовой соли и калиевого хромпика, которые отдают кислород при высокой температуре. А для того чтобы температура не повышалась слишком сильно, в состав включают катализатор – пиролюзит. Также спичечная головка состоит из серы, клея и сульфида фосфора, которые заставляют спичку гореть. А чтобы скоростью горения можно было управлять, в массу добавляют молотое стекло, цинковые белила и железный сурик.

Для воспламенения серной головки спички необходима температура, которая превышает более, чем 180 градусов по Цельсию. Если прикоснуться головкой спички к металлу, разогретому до такой температуры, то она загорится.
Метод слюны
На самый ранних уроках по физике в школе ученики получают знания, что вода кипит при температуре 100 градусов по Цельсию. Поэтому капнув водой на разогретый металл (в крайнем случае плюнув на трубу) можно определить нагрета ли труба до температуры выше 100 градусов или нет.

Несмотря на обилие методов безинструментального контроля для их применения необходимо обладать большим опытом. Но и в любом случае все эти методы имеют достаточно высокую погрешность. Поэтому при возможности рекомендуется использовать высокоточные поверенные регистраторы температуры, термопары или пирометры.
Термическая обработка сталей — одна из самых важных операций в машиностроении, от правильного проведения которой зависит качество выпускаемой продукции. Закалка и отпуск сталей являются одними из разнообразных видов термообработки металлов.
Тепловое воздействие на металл меняет его свойства и структуру. Это позволяет повысить механические свойства материала, долговечность и надежность изделий, а также уменьшить размеры и массу механизмов и машин. Кроме того, благодаря термообработке, для изготовления различных деталей можно применять более дешевые сплавы.

Как закалялась сталь
Термообработка стали заключается в тепловом воздействии на металл по определенным режимам ля изменения его структуры и свойств.
К операциям термообработки относятся:
- отжиг;
- нормализация;
- старение;
- закалка стали и отпуск стали (и пр.).
Термообработка стали: закалка отпуск — зависит от следующих факторов:
- температуры нагрева;
- времени (скорости) нагрева;
- продолжительности выдержки при заданной температуре;
- скорости охлаждения.
Закалка
Закалка стали — это процесс термообработки, суть которого заключается в нагреве стали до температуры выше критической с последующим быстрым охлаждением. В результате этой операции повышаются твердость и прочность стали, а пластичность снижается.
При нагреве и охлаждении сталей происходит перестройка атомной решетки. Критические значения температур у разных марок сталей неодинаковы: они зависят от содержания углерода и легирующих примесей, а также от скорости нагрева и охлаждения.
После закалки сталь становится хрупкой и твердой. Поверхностный слой изделий при нагреве в термических печах покрывается окалиной и обезуглероживается тем более, чем выше температура нагрева и время выдержки в печи. Если детали имеют малый припуск для дальнейшей обработки, то брак этот является неисправимым. Режимы закалки закалки стали зависят от ее состава и технических требований к изделию.
Охлаждать детали при закалке следует быстро, чтобы аустенит не успел превратиться в структуры промежуточные (сорбит или троостит). Необходимая скорость охлаждения обеспечивается посредством выбора охлаждающей среды. При этом чрезмерно быстрое охлаждение приводит к появлению трещин или короблению изделия. Чтобы этого избежать, в интервале температур от 300 до 200 градусов скорость охлаждения надо замедлять, применяя для этого комбинированные методы закалки. Большое значение для уменьшения коробления изделия имеет способ погружения детали в охлаждающую среду.
Нагрев металла
Все способы закалки стали состоят из:
- нагрева стали;
- последующей выдержки для достижения сквозного прогрева изделия и завершения структурных превращений;
- охлаждения с определенной скоростью.
Изделия из углеродистой стали нагревают в камерных печах. Предварительный подогрев в этом случае не требуется, так как эти марки сталей не подвергаются растрескиванию или короблению.
Сложные изделия (например, инструмент, имеющий выступающие тонкие грани или резкие переходы) предварительно подогревают:
- в соляных ваннах путем двух-или трехкратного погружения на 2 – 4 секунды;
- в отдельных печах до температуры 400 – 500 градусов по Цельсию.
Нагрев всех частей изделия должен протекать равномерно. Если это невозможно обеспечить за один прием (крупные поковки), то делаются две выдержки для сквозного прогрева.
Если в печь помещается только одна деталь, то время нагрева сокращается. Так, например, одна дисковая фреза толщиной 24 мм нагревается в течение 13 минут, а десять таких изделий – в течение 18 минут.
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Степень раскисления соляных ванн проверяется очень просто: обычное лезвие, нагретое в ванне в течение 5 – 7 минут в качественно раскисленной ванне и закаленное в воде, будет ломаться, а не гнуться.
Охлаждающие жидкости
Основной охлаждающей жидкостью для стали является вода. Если в воду добавить небольшое количество солей или мыла, то скорость охлаждения изменится. Поэтому ни в коем случае нельзя использовать закалочный бак для посторонних целей (например, для мытья рук). Для достижения одинаковой твердости на закаленной поверхности необходимо поддерживать температуру охлаждающей жидкости 20 – 30 градусов. Не следует часто менять воду в баке. Совершенно недопустимо охлаждать изделие в проточной воде.
Недостатком водяной закалки является образование трещин и коробления. Поэтому таким методом закаливают изделия только несложной формы или цементированные.
- При закалке изделий сложной конфигурации из конструкционной стали применяется пятидесятипроцентный раствор соды каустической (холодный или подогретый до 50 – 60 градусов). Детали, нагретые в соляной ванне и закаленные в этом растворе, получаются светлыми. Нельзя допускать, чтобы температура раствора превышала 60 градусов.
Пары, образующиеся при закалке в растворе каустика, вредны для человека, поэтому закалочную ванну обязательно оборудуют вытяжной вентиляцией.
- Закалку легированной стали производят в минеральных маслах. Кстати, тонкие изделия из углеродистой стали также проводят в масле. Главное преимущество масляных ванн заключается в том, что скорость охлаждения не зависит от температуры масла: при температуре 20 градусов и 150 градусов изделие будет охлаждаться с одинаковой скоростью.
Следует остерегаться попадания воды в масляную ванну, так как это может привести к растрескиванию изделия. Что интересно: в масле, разогретом до температуры выше 100 градусов, попадание воды не приводит к появлению трещин в металле.
Недостатком масляной ванны является:
- выделение вредных газов при закалке;
- образование налета на изделии;
- склонность масла к воспламеняемости;
- постепенное ухудшение закаливающей способности.
- Стали с устойчивым аустенитом (например, Х12М) можно охлаждать воздухом, который подают компрессором или вентилятором. При этом важно не допускать попадания в воздухопровод воды: это может привести к образованию трещин на изделии.
- Ступенчатая закалка выполняется в горячем масле, расплавленных щелочах, солях легкоплавких.
- Прерывистая закалка сталей в двух охлаждающих средах применяется для обработки сложных деталей, изготовленных из углеродистых сталей. Сначала их охлаждают в воде до температуры 250 – 200 градусов, а затем в масле. Изделие выдерживается в воде не более 1 – 2 секунд на каждые 5 – 6 мм толщины. Если время выдержки в воде увеличить, то на изделии неизбежно появятся трещины. Перенос детали из воды в масло следует выполнять очень быстро.
Вам нужно быстро и качественно нарезать металл? Воспользуйтесь плазменной резкой! Как правильно ее выполнять, читайте в этой статье.
Процесс отпуска
Отпуску подвергаются все закаленные детали. Это делается для снятия внутренних напряжений. В результате отпуска несколько снижается твердость и повышается пластичность стали.
В зависимости от требуемой температуры отпуск производится :
- в масляных ваннах;
- в селитровых ваннах;
- в печах с принудительной воздушной циркуляцией;
- в ваннах с расплавленной щелочью.
Температура отпуска зависит от марки стали и требуемой твердости изделия, например, инструмент, для которого необходима твердость HRC 59 – 60, следует отпускать при температуре 150 – 200 градусов. В этом случае внутренние напряжения уменьшаются, а твердость снижается незначительно.
Быстрорежущая сталь отпускается при температуре 540 – 580 градусов. Такой отпуск называют вторичным отвердением, так как в результате твердость изделия повышается.
Изделия можно отпускать на цвет побежалости, нагревая их на электроплитах, в печах, даже в горячем песке. Окисная пленка, которая появляется в результате нагрева, приобретает различные цвета побежалости, зависящие от температуры. Прежде чем приступать к отпуску на один из цветов побежалости, надо очистить поверхность изделия от окалины, нагара масла и т. д.
Обычно после отпуска металл охлаждают на воздухе. Но хромоникелевые стали следует охлаждать в воде или масле, так как медленное охлаждение этих марок приводит к отпускной хрупкости.

Термообработкой стали называется совокупность этапов нагрева, выдержки и охлаждения твёрдых металлических сплавов. В результате в металле происходят изменения внутреннего строения и структуры, что в свою очередь приводит к получению заданных свойств стали. Твердость металла после термообработки измеряется по шкале Роквелла, подробно описанной в нашей статье “Методы определения твердости”.

Процесс термической обработки стали включает в себя нагрев заготовки до требуемой температуры с определенной скоростью, выдержки при этой температуре в течении требуемого времени и охлаждение с заданной скоростью. В рамках этих процессов, можно выделить такие этапы, как: отжиг, нормализация, закалка, отпуск, обработка холодом. При изготовлении ножей из кованной стали термообработка занимает большее количество этапов: ковка, отжиг, шлифовка, повторный отжиг, правка остаточных искривлений, закалка, отпуск. В данной статье мы коснемся общих понятий процесса термообработки стали, выпущенной промышленным методом, когда заготовка клинка вырезается из уже готовой полосы металла.

Отжиг применяется для заготовок из углеродистой и легированной стали с целью снижения твердости или уменьшения внутренних напряжений. Отжиг также готовит структуру к последующей термообработке и улучшению неоднородности. Технологически отжиг представляет из себя медленное охлаждение раскаленной заготовки. Может применятся и так называемый изотермический отжиг при 760 ºС с быстрым охлаждением до 635 ºС, нахождением заготовки при этой температуре в течении 4-6 часов и дальнейшим охлаждением на воздухе.

2. Нормализация
Нормализация отличается от полного отжига способом охлаждения, которой после выдержки заготовки при температуре процесса производится на воздухе. При этом изменяется структура стали, она приобретает более высокую твердость и мелкозернистую структуру, чем при отжиге. Нормализация стали представляет собой нагрев до температур, на 50 °C выше точки завершения превращения избыточного цементита в аустенит. Нагревание ведется до полной перекристаллизации. Охлаждение производится в воздушной среде, чаще всего просто на месте термообработки. В результате сталь приобретает мелкозернистую, однородную структуру. Характеристики твердости и прочности стали после нормализации увеличиваются 10-15 %, чем после отжига. В так называемых заэвтектоидных инструментальных сталях, с содержанием углерода более 0,8% (именно такие стали в основном применяются в ножах), разрушается цементитная сетка, окружающая перлитные зерна. Это снижает хрупкость стали, подготавливает ее к закалке.

3. Закалка стали — это этап термообработки, который заключается в нагреве стали выше критической температуры с последующим резким охлаждением в жидких средах. Критической в данном случае будет температура, при которой произойдет изменение типа кристаллической решетки, то есть осуществится полиморфное превращение. Технологически закалка представляет собой форсированное охлаждение раскаленной стали. Она уменьшает структуру зерна, повышает твердость, прочность, износоустойчивость. Закалка состоит из нагрева стали до температуры выше или в интервале превращений, выдержки при этой температуре и последующего охлаждения обычно с большой скоростью (в водных растворах солей гидроксида натрия или хлорида натрия в воде, масле, в расплавленных солях, на воздухе). В процессе закалки сталь нагревается до высокой температуры порядка 750–1150 °C с последующим резким охлаждением, чтобы произошедшие фазовые превращения не успели вернуться к исходному состоянию.

Закалка делится на несколько видов:
1) Ступенчатая закалка
В некоторых случаях, для небольших заготовок, применяют закалку ступенчатым методом. Изделия нагревают, а затем помещают в щелочной расплав (от 3500 до 4000 С). Заготовку выдерживают определённый период времени, достаточный для выравнивания температуры внутри изделия. Легированные стали охлаждают в масле, нелегированные в воде. Данный способ обеспечивает необходимую твердость, а вероятность появления трещин и напряжений будет резко сокращаться.
2) Изотермическая закалка
Изотермическая закалка проходит в режиме ступенчатой, но при этом металл выдерживается в щелочи до тех пор, пока полностью не освободится от напряжений. После изометрической закалки не требуется проводить отпуск. Метод пригоден для обработки сложных деталей, подверженных деформациям и трещинам.
3) Закалка в одном охладителе
4) Прерывистая закалка в двух средах
Прерывистая закалка в двух средах применяется для обработки высокоуглеродистых сталей, при котором первоначально происходит быстрое охлаждение в воде, а затем медленное охлаждение в масле.
5) Струйчатая закалка
Струйчатая закалка– метод применяется при частичной (зонной) закалке изделия, реализуется в установках ТВЧ (установка нагрева токами высокой частоты) и индукторах обрызгиванием детали мощной струей воды.

Закалка является критически важным этапом термообработки. При нарушении технологии закалки могут возникнуть следующие дефекты:
1) Недостаточная твердость закаленной детали, в следствии низкой температуры нагрева, малой выдержки при рабочей температуре или недостаточной скорости охлаждения.
2) Перегрев, связаный с нагревом изделия до температуры, значительно превышающей необходимую температуру нагрева под закалку. Перегрев сопровождается образованием крупнозернистой структуры, в результате чего повышается хрупкость стали.
3) Пережог возникает при нагреве стали до весьма высоких температур, близких к температуре плавления (1200—1300° С) в окислительной атмосфере. Кислород проникает внутрь стали, и по границам зерен образуются окислы. После этого сталь приобретает высокую хрупкость и становится не пригодной к использованию под большими нагрузками, в первую очередь поперечными.
4) Окисление и обезуглероживание стали характеризуются образованием окалины (окислов) на поверхности деталей и выгоранием углерода в поверхностных слоях. Такая сталь может стать полностью непригодной к эксплуатации на клинке ножа.
5) На поверхности заготовки могут образовываться коробления и трещины, что бывает связано с возникновением внутренних напряжений. Во время нагрева и охлаждения стали происходят объемные изменения, зависящие от температуры и структурных превращений. Естественно, такие изменения приводят к полной непригодности заготовки.

Отпуском стали называется процесс термообработки предварительно закаленной стали, способствующий повышению равновесия ее структуры. Отпуск применяется после закалки стальных заготовок, при этом повышаются вязкие свойства, уменьшается хрупкость и внутреннее напряжение.
Очень важным фактором качественного отпуска является траектория движения и угол погружения клинка в охлаждающую среду. Нарушение технологии может привести к искривлению клинка. Важную роль здесь играет качественный отжиг, который и необходим для снятия внутренних напряжений, приводящих к искривлениям клинка.

Чаще всего для ножевых изделий используется низкотемпературный отпуск (до 2500 С). Он позволяет добиться повышения прочности и вязкости при сохранении твердости сплава (HRC остается в пределах от 58 до 63).
Для определения температуры при отпуске изделия, используется визуальное наблюдение цветов побежалости. В частности, ослепительно бело-голубой цвет заготовки, соответствует температуре порядка 1600 °С, желто-белый – 1200 °С, ярко-красный – 500 °С и т.п. Цвета побежалости одинаково проявляются и на сырой, и на закаленной стали.

5) Криообработка

Читайте также:
- Что такое санкюлоты в истории 8 класс кратко
- Как защитить информацию в интернете кратко
- Орджоникидзе кто это такой кратко
- Школьный проект письмо деду морозу
- Что изображено на 2000 рублевой купюре россии кратко
Ученик
(203),
закрыт
3 года назад
Зуфар Ахметвалиев
Гуру
(3704)
7 лет назад
если принять теплоемкость стали 500 Дж/кг*град (табличные значения разных сталей немного отличаются) значит при охлаждении 200 гр стали на 1 град выделилось тепло 100 Дж отсюда количество градусов 10000/100=100 т. е. до охлаждения было 152 градуса
