Многие детали имеют фаски
– небольшие конические или пирамидальные поверхности. Если фаска снята под углом 45º, то её размер записывают условной надписью, первая цифра которой указывает высоту фаски (высоту усеченного конуса), а вторая цифра – угол наклона образующей конуса к его основанию, например 2 × 45º (рисунок 47).

Рисунок 47 – Примеры нанесения размеров фаски
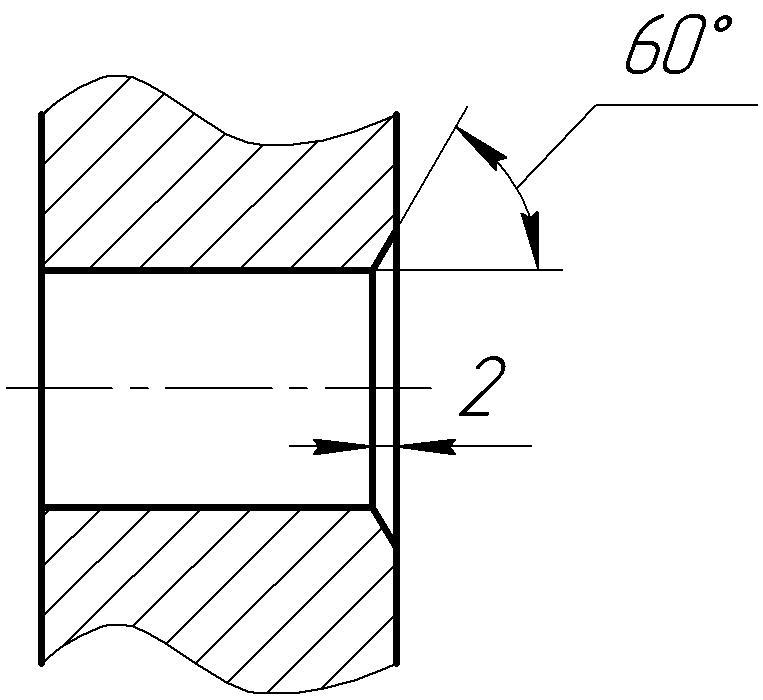
Если фаска имеет угол, отличный от 45º, то её размер указывают по общим правилам – двумя линейными размерами (рисунок 48, а
) или линейным и угловым размерами (рисунок 48
б, в
).
Рисунок 48 – Примеры нанесения размеров фаски
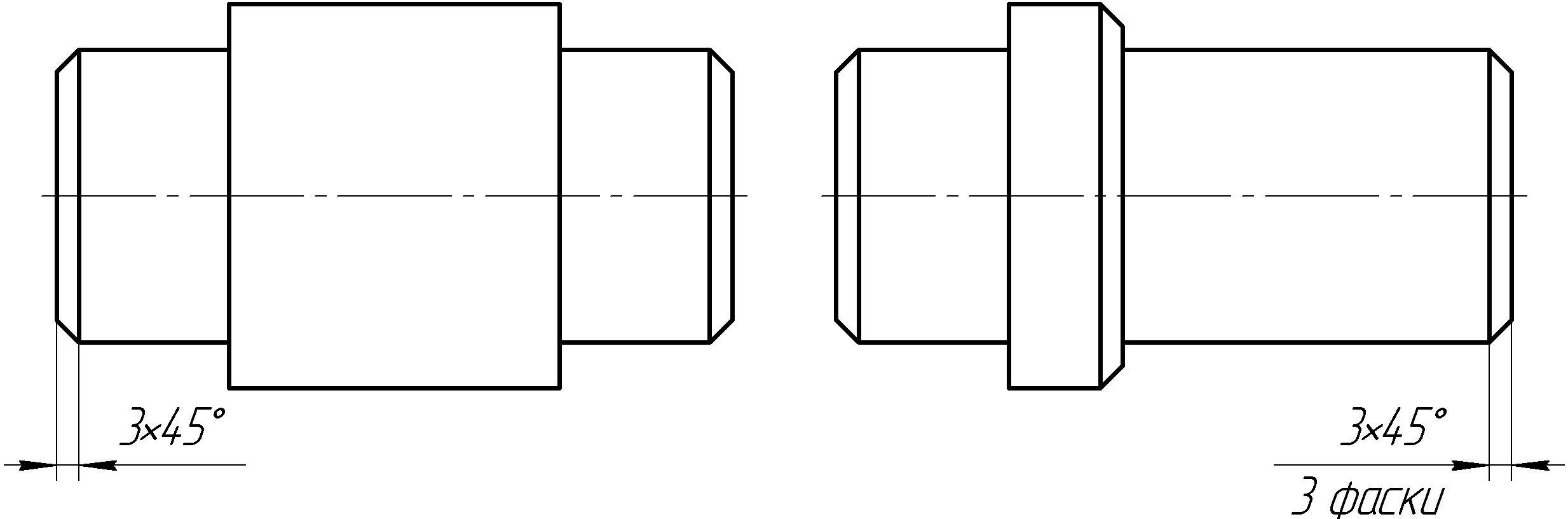
В случаях, когда деталь имеет две симметрично расположенные одинаковые фаски на одинаковых диаметрах, размер фаски наносят один раз, без указания их числа (рисунок 49а
). Если деталь имеет несколько одинаковых фасок на цилиндрической или конической поверхности разного диаметра, то наносят размер фаски только один раз, с указанием их числа (рисунок 49
б
).

Рисунок 49 – Примеры нанесения размеров фаски
Примечание: предметы или элементы, имеющие постоянное или закономерно изменяющееся поперечное сечение (валы, цепи, прутки, фасонный прокат, шатуны и т.п.), допускается изображать с разрывами (рисунок 50).
Частичные изображения и изображения с разрывами ограничивают сплошной волнистой линией, соединяющей соответствующие линии контура.
Выполнение чертежа является важной организационной частью. От точности обозначений и правильности составления зависит возможность функционирования одной детали или целого механизма. Поэтому для удобства чтения разработаны общие для всех правила, которые помогают правильно понимать проект.

На технических чертежах порой требуется отметить, что деталь имеет скошенный или закругленный край. Это необходимо либо для эстетически приятного вида, либо для более точного соединения и выполнения определенных функций. Подобное техническое решение называется фаской.
Обозначение фаски на чертеже зависит от многих тонкостей — количества скосов и их угла, масштаба изображения, наличия других цифровых значений.
Чтобы точно изготовить элемент, который сможет выполнять необходимые функции, нужно не только точно начертить детали, но и верно отметить их параметры, чтобы мастер смог правильно изготовить элемент.
Основные положения
Имеющиеся в проекте даже небольшие скосы острых граней в обязательном порядке должны быть указаны в технической документации в случае, если подобное сглаживание несет функциональное значение. Однако зачастую в этом нет необходимости, так как по ЕСКД (Единая система конструкторской документации) все острые кромки, образованные в результате изготовления и контактирующие с человеком, должны быть притуплены. В зависимости от масштаба и особенностей узла, возможно показать фаску несколькими способами.

Обычно фаска на чертеже обозначается с помощью размерных линий, использование для этого контурных или осевых запрещается стандартами ГОСТ.
Главным критерием является возможность удобного чтения, чтобы при изготовлении не возникло сомнений, к какому узлу относится параметр. При этом обязательно указывается два числовых значения: первое — ширина скоса в мм, второе — величина угла относительно главной оси всего механизма или отдельного элемента. При изображении симметричных фасок под одинаковым углом на одной детали, возможно отдельно указать первое значение, а второе изобразить величиной тупого угла, который они образуют. Часто используется обозначение фаски на чертеже двумя линейными размерами, каждый из которых указывает величину среза в разных плоскостях.
Изображение скоса, который в данном масштабе меньше 1 мм, возможно выполнять стрелкой с выносной полкой. Чаще всего при этом указывается и угловой, и линейный размер.
Обозначение фаски на чертеже согласно ГОСТ производится стандартным шрифтом и только на одном виде, дублирование на других проекциях не требуется. При этом с главной стороны наносятся размеры внешних фасок, а внутренние указываются только на разрезе.
Сечения
Если во время условного рассечения объекта оставить лишь ту его часть, которая находится в секущей плоскости, получается сечение в его чертежном понимании.
Сечения подразделяются на:
- являющиеся частью разреза;
- самостоятельные.
Среди самостоятельных различают:
- Вынесенные. Чертятся за контуром основного вида. Они рекомендованы стандартом в качестве предпочтительных.
- Наложенные. Размещаются непосредственно на чертеже соответствующего вида либо в его разрыве. Иногда затрудняют чтение конструкторского документа.

Наложенные сечения
Система расположения, обозначения и наименования сечений аналогична системе обозначений разрезов
Важно помнить, что линии, обозначающие сечения, не могут пересекаться с элементами чертежа. След секущей отображается толстой линией с разрывом
Нанесение размеров
Стандартными и чаще всего используемыми являются скругления, выполненные под углом 45 градусов. Поэтому если на чертеже отсутствует точное значение, подразумевается именно этот наклон. В противном случае, когда должен быть использован другой угол, например, 30 градусов, необходимо указать подобную особенность. Сделать это можно теми же способами — с помощью выносной линии, а также применив линейные обозначения размеров.
Наличие на чертеже 2 фасок, которые расположены симметрично и на одинаковом диаметре, требует указания их величины без дополнительных пометок. Но если диаметр нанесения различен (например, объект представляет из себя конус или цилиндры разного радиуса), необходимо указать их точное количество. При этом стоит учесть, что скосы на внутренних и внешних поверхностях суммируются отдельно, даже когда их величины одинаковы. В случае, когда деталь имеет закономерно меняющийся диаметр, возможно использовать разрывы, чтобы не усложнять чертеж. Нанесение размеров фаски при этом выполняется в обычном виде, учитывается лишь волнообразная линия, которую нельзя использовать функционально, так как она определяет пропущенное расстояние.
Наиболее сложным представляется процесс расстановки величины фасок на небольшом расстоянии друг от друга, так как в этом случае чертеж может получиться слишком перегруженным.
Возможно следующее решение: одинаковые для всех параметры указываются в описании под цифровым обозначением (1, 2, 3 и т. д.), а непосредственно на чертеж переносится лишь номер ссылки в описании. В результате отпадает необходимость ставить размер в каждом отдельном случае. Однако стоит помнить, что идентичную величину, которая встречается в других местах, нужно обозначать этой же цифрой, даже если она относится к другой странице.
Все о фаске и фаскоснимателях

Содержание:
Фаска: что это и зачем нужна?
Фаска
– это полученная специальным образом кромка на торцевой поверхности металлического листа или на стенке трубы, скошенная под определенным углом.

Основное предназначение –
подготовка металлопроката к дальнейшим сварочным работам.
Почему необходимо выполнять снятие фаски?
Обработка торцов листа или стенок труб нужна для:
- Хорошего провара и надежного соединения сварочных швов
- Уменьшения времени выполнения сварочных работ
- Предотвращения травматизма сотрудников об острые углы изделия
- Упрощения предстоящего монтажа возводимой металлической конструкции
- Того, чтобы не проводить ручную шлифовку краев кромки листа или трубы
Если не выполнить снятие фаски, то в изделиях, толщина которых превышает 5 мм, со временем может разойтись сварочный шов и конструкция утратит прочность.
Угол снятия фаски
Угол снятия фаски
с кромки листа или трубы выбирается исходя из конструктивных особенностей изделия или поставленной задачи по сварке. Как правило, стандартный угол фаски для металлического листового профиля составляет 45°, для труб – 37,5°.
Виды фасок
Срезать кромку с металлического проката можно тремя способами:
- Y-образным способом;
- Х-образным;
- J-образным (другое название – «рюмочная» фаска);
- Также, в технической литературе можно встретить другое буквенное обозначение: V, K и U-образная фаска
.
Особенности разных видов фасок
- Наиболее распространенным способом снятия кромки на производстве является Y-образный метод и Х-образный.
- Для высокоточного сварочного шва (например, на изделиях сложной конструкции) используют фаску с криволинейной поверхностью.
- J-образная фаска выполняется с помощью специальных автоматических фаскоснимателей. Данный способ создает сварочную ванну большего объема, чем другие способы.
Другие виды разделки кромки
(стыковой тип соединения со сломанным краем) на производствах используют не так часто.
Особенности процесса снятия фаски
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели
, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
Процесс нарезки кромки происходит следующим образом:
- При помощи зажимов фаскосниматель крепится к кромке листа или внутренней стороне металлической трубы.
- Далее выставляется необходимый угол заточки.
- При включении машины резцовая головка подводится к изделию и происходит процесс резания фаски.
- После окончания работы резец возвращается в исходное положение.
- После проведения нарезки фаски, рабочая поверхность изделия считается подготовленной к дальнейшим сварочным работам.
При нарезке фаски образуется сварочная емкость (ванна), где собирается горячий сварочный состав. Кромка с фаской имеет определенное притупление около 3-5 мм. Когда емкость заполняется сварочным составом, участок притупления проплавляется сам. Благодаря этому, достигается нужная герметичность шва и создается дополнительная надежность.
Способы нарезки кромки
В настоящее время на производстве используют два метода снятия кромки: термический и механический.
Механическая фаска
считается самой качественной, так как данный метод выполняется на специальном оборудовании – фаскоснимательных машинах (кромкорезах), фрезерных станках, кромкоскалывателях и других приспособлениях. Преимущества данного способа состоят в следующем:
- После снятия фаски изделие сохраняет свою структуру и не теряет физико-химических свойств
- Механический способ обеспечивает высокую герметичность и надежность будущих сварочных швов
- Экономия времени.
Термический способ
– фаска воздушно-плазменная и фаска газопламенная. Воздушно-плазменная нарезка кромок позволяет получить внешний вид фаски близкий к заводской (или механической фаске). Однако он требует идеально гладкой поверхности листа или труб под определенным углом. На многих производствах этот вид нарезки фаски является основным из-за экономичности и большой скорости обработки изделий. Выполняется на специальном плазморезательном оборудовании.
Газо-плазменная нарезка фаски
не требует особых условий выполнения и характеризуется невысокой стоимостью. Но качество среза ниже, чем при механическом способе или воздушно-пламенном. Часто такая нарезка фаски требует дополнительной механической обработки. Такой способ применяют для кустарной обработки труб бывших в употреблении. Применяя термический способ нарезки фаски (газо-плазменную и воздушно-плазменную нарезку фаски), в металлическом изделии из-за перегрева появляется участок с измененными физическими и химическими свойствами (зона термовлияния). Это негативно сказывается на герметичности и надежности будущих сварочных швов и на прочности самой конструкции.
Механическое снятие фаски сохраняет свойства изделия и не влияет на качество будущих сварочных работ. Механический способ снятия фаски
является своего рода гарантом качества обработки металлических изделий перед сварочными работами. Единственным «минусом» данного метода является высокая стоимость агрегатов и трудоемкость работ.
Узнать стоимость механических фаскоснимателей можно по телефонам ☎ 8-800-555-95-28
Виды
Преимущественный метод изображения объемных изделий на плоскости — это ортогональное проецирование. Расположение изображаемого предмета предполагается между условным наблюдающим и проекционной плоскостью. Для повышения читаемости изображения разрешается применять упрощенный подход. Поэтому изображения на чертежах не являются проекционными в строгом геометрическом смысле этого слова. Их называют изображениями на плоскости. Для получения основных проекций, изображаемую деталь помещают в центре воображаемого куба. Грани его будут служить проекционными плоскостями.

Основные виды
В результате проекции образа предмета возникает схема основных видов изделия:
- спереди;
- справа;
- снизу;
- слева;
- сверху;
- сзади.
В техническом черчении вид спереди считается главным. Он должен давать максимум информации об изображаемой детали. Дополняют его виды слева и сверху (относительно главного). Эти три вида называют основными. Остальные считаются вспомогательными. Их изображения строят, если важная конструктивная информация об изделии сложной формы не видна на трех основных видах.
Кроме того, для пояснения строения части детали применяются местные виды, показывающие фрагмент изображения основного вида. Такие изображения размещают в незанятых областях, надписывая заглавными буквами кириллицы. На основном виде в зоне расположения фрагмента изображается стрелка, показывающая направление условного взгляда, в результате которого появляется местный вид. Такие рисунки ограничиваются линиями разрыва, проводимыми в направлении минимального размера элемента.
Кроме того, применяются дополнительные виды. Они строятся на плоскостях, размещенных под углом к основным граням проекционного куба. Они помогают проиллюстрировать расположение и строение тех участков объекта, которые не видны или недостаточно информативно представлены на основных видах, либо их габариты и конфигурация искажены. Обозначение дополнительных видов проводится литерами кириллического алфавита.

Дополнительные виды
Продуманный выбор местных и дополнительных видов позволяет сократить число штриховок при показе внутреннего строения детали, невидимого на основных проекциях. Улучшается также читаемость чертежа, взаимное расположение его частей, снижается вероятность ошибочного его толкования.
Выносные элементы
Если часть чертежа детали нуждается в более подробном отображении, чем позволяет выбранный масштаб основного чертежа, применяют так называемые выносные элементы.
Расположение выносного элемента на основном виде обозначают замкнутым контуром, чаще всего – круглым или овальным. От него идет тонкая стрелка к размещению подробного изображения. Если такую линию не провести, над выносной линией надписывают литерное обозначение элемента, а над подробным чертежом литеру повторяют.
Иногда выносной элемент может отличаться от типа основного изображения. Допускается отображение в виде сечений, разрезов и др.
В расположении выносного элемента обозначаются подробные линейные и угловые размеры, информация о точности, качестве и шероховатости, а также прочая необходимая информация.
/
0,01
Допуск биения конуса относительно оси отверстия А в направлении, перпендикулярном к образующей конуса, — 0,01 мм
1 У//ш>
А
16 Допуск полного радиального биения
Допуск полного радиального биения относительно общей оси поверхностей Л и Б — 0,1 мм
И
17 Допуск полного торцового биения
Допуск полного торцового биения поверхности относительно оси поверхности — 0,1 мм
18 Допуск формы заданного профиля
Г\Т0М
Допуск формы заданного профиля — 70,04 мм
Указания допусков формы и
Вид допуска
расположения условным обозначением
Пояснение
19 Допуск формы заданной поверхности
Допуск формы заданной поверхности относительно поверхностей А, Б, В — 70,1 мм
20 Суммарный допуск параллельности и плоскостности
Суммарный допуск параллельности и плоскостности поверхности относительно основания — 0,1 мм
21 Суммарный допуск перпендикулярности и плоскостности
Суммарный допуск перпендикулярности и плоскостности поверхности относительно основания — 0,02 мм
22 Суммарный допуск наклона плоскостности
и
Суммарный допуск наклона и плоскостности поверхности относительно основания — 0,05 мм
Окончание таблицы Б. 1
Примечания
1 В приведенных примерах допуски соосности, симметричности, позиционные, пересечения осей, формы заданного профиля и заданной поверхности указаны в диаметральном выражении.
Допускается указывать их в радиусном выражении, например:
В ранее выпущенной документации допуски соосности, симметричности, смещения осей от номинального расположения (позиционного допуска), обозначенные соответственно знаками i— ; ; + или текстом в тех
нических требованиях, следует понимать как допуски в радиусном выражении.
2 Указание допусков формы и расположения поверхностей в текстовых документах или в технических требованиях графического документа следует приводить по аналогии с текстом пояснений к условным обозначениям допусков формы и расположения, приведенным в настоящем приложении.
При этом поверхности, к которым относятся допуски формы и расположения или которые приняты за базу, следует обозначать буквами или приводить их конструкторские наименования.
Допускается вместо слов «зависимый допуск» указывать знак @ и вместо указаний перед числовым значением символов 0 ; R; Т; Т/2 — запись текстом, например «позиционный допуск оси 0,1 мм в диаметральном выражении» или «допуск симметричности 0,12 мм в радиусном выражении».
3 Во вновь разрабатываемой документации запись в технических требованиях о допусках овальности, кону-сообразности, бочкообразности и седлообразности должна быть, например, следующей: «Допуск овальности поверхности А 0,2 мм (полуразность диаметров)».
В технической документации, разработанной до 1 января 1980 г., предельные значения овальности, конусообразное, бочкообразности и седлообразности определяют как разность наибольшего и наименьшего диаметров.
Библиография
Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Допуски формы, ориентации, местоположения и биения
УДК 744.43:006.354 МКС 01.080 Т52 ОКСТУ 0002
Ключевые слова: конструкторская документация, допуск формы, допуск расположения
Редактор Р.Г. Говердовская Технический редактор В.Н. Прусакова Корректор М.С. Кабашова Компьютерная верстка А.Н. Золотаревой
Подписано в печать 13.02.2012. Формат 60×84%. Бумага офсетная. Гарнитура Ариал. Печать офсетная. Уел. печ. л. 3,26. Уч.-изд. л. 2,70. Тираж 600 экз. Зак. 155.
, 123995 Москва, Гранатный пер., 4.
Набрано во на ПЭВМ.
Отпечатано в филиале — тип. «Московский печатник», 105062 Москва, Лялин пер., 6.
Многие
детали имеют фаски
– небольшие конические или пирамидальные
поверхности. Если фаска снята под углом
45º, то её размер записывают условной
надписью, первая цифра которой указывает
высоту фаски (высоту усеченного конуса),
а вторая цифра – угол наклона образующей
конуса к его основанию, например 2 × 45º
(рисунок 47).


Рисунок
47 – Примеры нанесения размеров фаски
Если
фаска имеет угол, отличный от 45º, то её
размер указывают по общим правилам –
двумя линейными размерами (рисунок 48,
а)
или линейным и угловым размерами (рисунок
48 б, в).


а)
б)
в)
Рисунок
48 – Примеры нанесения размеров фаски
В
случаях, когда деталь имеет две симметрично
расположенные одинаковые фаски на
одинаковых диаметрах, размер фаски
наносят один раз, без указания их числа
(рисунок 49а).
Если деталь имеет несколько одинаковых
фасок на цилиндрической или конической
поверхности разного диаметра, то наносят
размер фаски только один раз, с указанием
их числа (рисунок 49б).
а)
б)
Рисунок
49 – Примеры нанесения размеров фаски
Примечание:
предметы или элементы, имеющие постоянное
или закономерно изменяющееся поперечное
сечение (валы, цепи, прутки, фасонный
прокат, шатуны и т.п.), допускается
изображать с разрывами (рисунок 50).
Частичные изображения
и изображения с разрывами ограничивают
сплошной волнистой линией, соединяющей
соответствующие линии контура.

Рисунок
50
Цапфа

Таблица
8 – Данные к заданию «Цапфа»
|
вариант |
L |
l |
D |
b |
a |
n |
c |
º |
|
1 |
120 |
35 |
25 |
20 |
14 |
3 |
2.0 |
45 |
|
2 |
130 |
40 |
25 |
20 |
14 |
3 |
2.0 |
60 |
|
3 |
140 |
40 |
26 |
20 |
16 |
3 |
2.0 |
30 |
|
4 |
140 |
40 |
28 |
22 |
16 |
5 |
2.5 |
45 |
|
5 |
150 |
40 |
28 |
22 |
18 |
5 |
2.5 |
60 |
|
6 |
150 |
40 |
28 |
22 |
22 |
5 |
2.5 |
30 |
|
7 |
160 |
42 |
30 |
24 |
18 |
5 |
2.5 |
45 |
|
8 |
160 |
42 |
30 |
24 |
20 |
5 |
2.5 |
60 |
|
9 |
160 |
45 |
30 |
24 |
20 |
5 |
3.0 |
30 |
|
10 |
170 |
45 |
32 |
26 |
20 |
5 |
3.0 |
45 |
|
11 |
170 |
45 |
32 |
26 |
21 |
7 |
3.0 |
60 |
|
12 |
170 |
48 |
34 |
28 |
25 |
7 |
3.0 |
30 |
|
13 |
180 |
48 |
34 |
30 |
26 |
7 |
3.0 |
45 |
|
14 |
180 |
50 |
36 |
32 |
25 |
7 |
3.0 |
60 |
|
15 |
180 |
50 |
40 |
32 |
30 |
7 |
4.0 |
30 |
|
16 |
190 |
70 |
42 |
40 |
32 |
7 |
4.0 |
45 |
|
17 |
190 |
75 |
45 |
40 |
30 |
7 |
4.0 |
60 |
|
18 |
190 |
75 |
40 |
40 |
34 |
8 |
4.0 |
30 |
|
19 |
200 |
75 |
48 |
40 |
34 |
8 |
4.0 |
45 |
|
20 |
200 |
80 |
48 |
42 |
34 |
8 |
4.0 |
60 |
|
21 |
200 |
80 |
48 |
42 |
36 |
8 |
5.0 |
30 |
|
22 |
210 |
80 |
50 |
42 |
40 |
8 |
5.0 |
45 |
|
23 |
210 |
80 |
50 |
45 |
32 |
8 |
5.0 |
60 |
|
24 |
210 |
80 |
60 |
45 |
42 |
8 |
5.0 |
30 |
|
25 |
210 |
85 |
60 |
45 |
42 |
8 |
5.0 |
45 |
|
26 |
140 |
40 |
26 |
20 |
12 |
3 |
2.0 |
45 |
|
27 |
200 |
50 |
30 |
18 |
12 |
8 |
3.0 |
30 |
|
28 |
140 |
50 |
40 |
15 |
15 |
5 |
3 |
45 |
Вопросы
для самоконтроля
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Часто в процессе изготовления деталей возникает необходимость провести дополнительную обработку внутренних и внешних краёв. Она проводится под заданным углом. Поверхность, которая получается в результате такой обработки, называется фаска.

Снятие фаски используется для решения следующих задач:
- технологических (обеспечение наилучшего соединения двух деталей);
- технических (придание изделию требуемой формы);
- эргономических (обеспечение наиболее удобного и безопасного использования изделия);
- улучшение декоративных и эстетических свойств готового изделия.
Такая обработка применяется во многих областях: машиностроении, при подготовке к сварочным работам, при изготовлении мебели и декоративных изделий интерьера. Выбор методов зависит от поставленных задач и всегда соответствует конструкторской документации.
Почему необходимо выполнять снятие фаски
Финишная обработка торцов деталей, края отверстий, внешней стороны втулок, болтов необходимо для решения задач определяемых в отдельных видах обработки индивидуально. При изготовлении изделий из металла:
- устраняются с помощью фаски сбеги недорезы;
- уменьшение времени на монтаж конструкции;
- увеличение надёжности элементов крепления (объясняется необходимость снятия фаски болтового соединения);
- снижает травмоопасность при проведении сборочных работ;
- повышается скорость и точность сборки отдельных элементов конструкции узлов и механизмов.
Перед проведением сварочных работ:
- получения надёжного сварного соединения (происходит лучший прогрев швов и прилегания припоя);
- соблюдение правил техники безопасности и снижение травматизма;
- снижается время на проведение сварочной операции.

Снятие фаски в мебельном производстве позволяет:
- устранить последствия распила элементов мебельных изделий при проведении деревообработки;
- придать необходимый эстетический внешний вид каждому элементу мебели (изделию из дерева);
- подготовить поверхность и края детали для декоративной обработки;
- создать отверстия для потайного крепления отдельных мебельных элементов с последующим применением декоративных заглушек и вставок.
Для выбора необходимых параметров разработана специальная таблица, которая позволяет производить необходимую обработку.
Угол снятия фаски
Этот параметр определяется особенностями конструкции изготавливаемой детали, узла или агрегата в целом. Угол снятия фаски определяется принятыми стандартами и техническими условиями. Значения этого показателя зависит от выбранного материала и назначения конкретного элемента конструкции. Для изделий из металла государственным стандартом установлены следующие значения:
- металлических листов – 45°;
- труб и цилиндрических изделий 37,5°.
В соответствии с требованиями ГОСТ определяется возможное значение размера катета фаски. Величина того параметра изменяется от 0,1 мм до 250 мм в зависимости от формы и размеров детали. 
Для конструкций из дерева или синтетических материалов значения угла определяется требованиями, предъявляемыми к конкретному изделию. Они прописаны в конструкторской документации, где устанавливается минимальное и максимальное значение угла и размер катета.
Виды фасок
Под видом такой обработки понимают получаемую форму поверхности. Её срезают несколькими способами. Эти способы обозначаются латинскими буквами «Y», « X» и «J». В некоторой литературе и справочниках по металлообработке можно встретить другое обозначение «V», «K», и «U». Эти обозначения указывают на метод получения необходимого среза.
Наиболее распространённым является первые два метода. Такие виды фасок получают с помощью стандартного металлорежущего инструмента на различных обрабатывающих станках: токарных, фрезерных, комбинированных, станках с ЧПУ.
Так же получают фаски под резьбу по ГОСТ. В настоящее время разработанные методы и оборудование позволяют получать стандартные размеры фасок.

В большинстве случаев порядок и правила получения фасок, геометрические размеры, правила нанесения на чертежах определяется установленным ГОСТ 10549-80.
Скачать ГОСТ 10549-80
Он устанавливает допустимые значения следующих параметров:
- параметры сбега резьбы;
- допустимые размеры недореза;
- величину разрешённых проточек на выходе применяемого инструмента для нарезания резьбы;
- размеры фасок в зависимости от диаметра и вида наносимой резьбы (метрической или дюймовой, трубной, конической, трапециевидной);
- для наружной резьбы установлены величины размеров сбега и недореза.
Для получения более сложного вида фаски «J» применяются специальные фаскосниматели. Этот вид чаще используется при подготовительных работах перед проведением сварки. Благодаря такой форме получается сварочная ванна большего объёма, что способствует получению более крепкого и качественного шва.

В некоторых случаях применяются другие индивидуальные формы разделки кромок. В этом случае порядок их выполнения приводится в других стандартах или технических условиях. Например, в стандарте №5264 от 1980 года приведены правила для изготовления стыка со сломанным скосом кромки.
Способы изготовления
Методы, применяемые для изготовления кромок, зависят от следующих условий:
- назначения подготавливаемой фаски;
- материала, из которого изготовлен элемент конструкции;
- применяемого оборудования.
По применяемому методу различают следующие виды подготовки кромок:
- механическая нарезка;
- газокислородная;
- воздушно-плазменная.
Для нарезания скоса на металлических изделиях применяют различное металлообрабатывающее оборудование, оснащённое специальным инструментом. С его помощью можно получить требуемый размер фаски под резьбу. Применение специальных резцов, фрезерного инструмента позволяет провести снятие фасок в отверстиях.
Особое внимание уделяется подготовке кромок перехода от одного диаметра вала к другому. Этот переход называется галтелем. Он достаточно распространён в машиностроении. Оформление галтелей валами производится различными способами с соблюдением установленных стандартов.

Как уже отмечалось, для более точного снятия кромки применяются специальные фаскосниматели. Они позволяют получить заданный угол и длину катета.
Обозначение на чертежах
Графическое изображение будущей конструкции, узла или агрегата изображается на чертежах в соответствие с Единой Системой Конструкторской Документации. Она определяет порядок и правила нанесения графических изображений, символов и обозначений для каждого элемента. Именно грамотный чертёж позволяет изготовителю понять, как и каким инструментом должна производиться обработка.
Для фасок на чертеже обозначают:
- ширину скоса;
- значение угла скоса (его величина измеряется относительно главной оси детали или всего агрегата)
Обозначение этих параметров производится в метрической системе измерений. Все линейные размеры обозначаются в миллиметрах, а угловые значения в градусах. В соответствии с требованиями ЕСКД нанесение размеров наносится в определённых местах с указанием, к какому элементу детали или механизма он относится.
Если для указания параметров внутренней фаски не достаточно места внутри детали, значения выносятся вне изделия, с отметкой, к какой поверхности относится размер. Такая отметка выполняется стрелкой, направленной на требуемую сторону детали.
На полке, которая графически соединена со стрелкой обозначается значение угла снимаемой фаски (например, 45°). 
При изображении симметричной выборки (под одинаковым углом или одинаковым катетом) допускается указание одного значения. Часто на чертежах указываются два линейных размера, которые характеризуют параметры снимаемой фаски.
Многие детали имеют фаски
– небольшие конические или пирамидальные поверхности. Если фаска снята под углом 45º, то её размер записывают условной надписью, первая цифра которой указывает высоту фаски (высоту усеченного конуса), а вторая цифра – угол наклона образующей конуса к его основанию, например 2 × 45º (рисунок 47).

Рисунок 47 – Примеры нанесения размеров фаски
Если фаска имеет угол, отличный от 45º, то её размер указывают по общим правилам – двумя линейными размерами (рисунок 48, а
) или линейным и угловым размерами (рисунок 48
б, в
).
Рисунок 48 – Примеры нанесения размеров фаски
В случаях, когда деталь имеет две симметрично расположенные одинаковые фаски на одинаковых диаметрах, размер фаски наносят один раз, без указания их числа (рисунок 49а
). Если деталь имеет несколько одинаковых фасок на цилиндрической или конической поверхности разного диаметра, то наносят размер фаски только один раз, с указанием их числа (рисунок 49
б
).

Рисунок 49 – Примеры нанесения размеров фаски
Примечание: предметы или элементы, имеющие постоянное или закономерно изменяющееся поперечное сечение (валы, цепи, прутки, фасонный прокат, шатуны и т.п.), допускается изображать с разрывами (рисунок 50).
Частичные изображения и изображения с разрывами ограничивают сплошной волнистой линией, соединяющей соответствующие линии контура.
Выполнение чертежа является важной организационной частью. От точности обозначений и правильности составления зависит возможность функционирования одной детали или целого механизма. Поэтому для удобства чтения разработаны общие для всех правила, которые помогают правильно понимать проект.

На технических чертежах порой требуется отметить, что деталь имеет скошенный или закругленный край. Это необходимо либо для эстетически приятного вида, либо для более точного соединения и выполнения определенных функций. Подобное техническое решение называется фаской.
Обозначение фаски на чертеже зависит от многих тонкостей — количества скосов и их угла, масштаба изображения, наличия других цифровых значений.
Чтобы точно изготовить элемент, который сможет выполнять необходимые функции, нужно не только точно начертить детали, но и верно отметить их параметры, чтобы мастер смог правильно изготовить элемент.
Основные положения
Имеющиеся в проекте даже небольшие скосы острых граней в обязательном порядке должны быть указаны в технической документации в случае, если подобное сглаживание несет функциональное значение. Однако зачастую в этом нет необходимости, так как по ЕСКД (Единая система конструкторской документации) все острые кромки, образованные в результате изготовления и контактирующие с человеком, должны быть притуплены. В зависимости от масштаба и особенностей узла, возможно показать фаску несколькими способами.

Обычно фаска на чертеже обозначается с помощью размерных линий, использование для этого контурных или осевых запрещается стандартами ГОСТ.
Главным критерием является возможность удобного чтения, чтобы при изготовлении не возникло сомнений, к какому узлу относится параметр. При этом обязательно указывается два числовых значения: первое — ширина скоса в мм, второе — величина угла относительно главной оси всего механизма или отдельного элемента. При изображении симметричных фасок под одинаковым углом на одной детали, возможно отдельно указать первое значение, а второе изобразить величиной тупого угла, который они образуют. Часто используется обозначение фаски на чертеже двумя линейными размерами, каждый из которых указывает величину среза в разных плоскостях.
Изображение скоса, который в данном масштабе меньше 1 мм, возможно выполнять стрелкой с выносной полкой. Чаще всего при этом указывается и угловой, и линейный размер.
Обозначение фаски на чертеже согласно ГОСТ производится стандартным шрифтом и только на одном виде, дублирование на других проекциях не требуется. При этом с главной стороны наносятся размеры внешних фасок, а внутренние указываются только на разрезе.
Фаски — это что такое: определение и виды фасок – это что такое
фаска — и, ж. face f., facette f. Скошенная часть острого ребра или кромки на металлических или деревянных изделиях. БАС 1. Постепенно от только профильного изображения перешли к игрушке с различной плотностью дощечек, с отдельными срезами фасками, что… … Исторический словарь галлицизмов русского языка
фаска — грань, срез; сторона, край Словарь русских синонимов. фаска сущ., кол во синонимов: 2 • край (84) • сторона … Словарь синонимов
ФАСКА — ФАСКА, фаски, жен. (см. фас) (спец.). Отточенная сторона лезвия. Обыкновенный плотничий топор, двухсторонний, имеет две фаски (лезвие его заточено с двух сторон). Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ФАСКА — ФАСКА, и, жен. (спец.) Отточенная сторона лезвия, скошенный край картона, стекла. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
ФАСКА — ? пск. миска, чашка. Толковый словарь Даля. В.И. Даль. 1863 1866 … Толковый словарь Даля
фаска — лыска — [https://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы лыска EN flat … Справочник технического переводчика
Фаска — скошенный под углом примерно 45° край картонной сторонки из толстого (толщиной более 2 мм) картона. Спуск Ф. применяется при выпуске изданий большого объема в улучшенном оформлении, т. к. Ф. повышает качество переплета … Издательский словарь-справочник
Фаска — – плоскость, образуемая срезом острого ребра кромки под углом 45°, реже 30° (снять фаску). Предназначается для предохранения ребра от сбивания и придания изделию более красивого вида. [Шепелев А. М. Столярные работы в сельском доме.… … Энциклопедия терминов, определений и пояснений строительных материалов
ФАСКА — скошенная часть поверхности детали у торца или в местах перехода; «снять фаску» означает сострогать угол у бруса, плиты и т. п … Большая политехническая энциклопедия
фаска — (фр. facette) скошенная часть острого ребра или кромки на металлических, деревянных, картонных и т. п. изделиях. Новый словарь иностранных слов. by EdwART, , 2009. фаска [ Словарь иностранных слов русского языка
Нанесение размеров
Стандартными и чаще всего используемыми являются скругления, выполненные под углом 45 градусов. Поэтому если на чертеже отсутствует точное значение, подразумевается именно этот наклон. В противном случае, когда должен быть использован другой угол, например, 30 градусов, необходимо указать подобную особенность. Сделать это можно теми же способами — с помощью выносной линии, а также применив линейные обозначения размеров.
Наличие на чертеже 2 фасок, которые расположены симметрично и на одинаковом диаметре, требует указания их величины без дополнительных пометок. Но если диаметр нанесения различен (например, объект представляет из себя конус или цилиндры разного радиуса), необходимо указать их точное количество. При этом стоит учесть, что скосы на внутренних и внешних поверхностях суммируются отдельно, даже когда их величины одинаковы. В случае, когда деталь имеет закономерно меняющийся диаметр, возможно использовать разрывы, чтобы не усложнять чертеж. Нанесение размеров фаски при этом выполняется в обычном виде, учитывается лишь волнообразная линия, которую нельзя использовать функционально, так как она определяет пропущенное расстояние.
Наиболее сложным представляется процесс расстановки величины фасок на небольшом расстоянии друг от друга, так как в этом случае чертеж может получиться слишком перегруженным.
Возможно следующее решение: одинаковые для всех параметры указываются в описании под цифровым обозначением (1, 2, 3 и т. д.), а непосредственно на чертеж переносится лишь номер ссылки в описании. В результате отпадает необходимость ставить размер в каждом отдельном случае. Однако стоит помнить, что идентичную величину, которая встречается в других местах, нужно обозначать этой же цифрой, даже если она относится к другой странице.
Значение слова «фаска»
ФА́СКА
, -и,
род. мн.
–сок,
дат.
–скам,
ж. Спец.
Скошенная часть ребра или кромки на каком-л. изделии.
[От франц. facette]
Источник (печатная версия):
Словарь русского языка: В 4-х т. / РАН, Ин-т лингвистич. исследований; Под ред. А. П. Евгеньевой. — 4-е изд., стер. — М.: Рус. яз.; Полиграфресурсы, 1999;
(электронная версия):
Фундаментальная электронная библиотека
- Фа́ска — поверхность, образованная скосом торцевой кромки материала. Используется в технологических, технических, а также в декоративных и эргономических целях.
ФА’СКА
, и,
ж.
[см. фас] (спец.). Отточенная сторона лезвия.
Обыкновенный плотничий топор, двухсторонний, имеет две фаски (лезвие его заточено с двух сторон).
Источник:
«Толковый словарь русского языка» под редакцией Д. Н. Ушакова (1935-1940);
(электронная версия):
Фундаментальная электронная библиотека
фаска I
1. техн. скошенная часть ребра или кромки на металлических, деревянных, картонных и т. п. изделиях
фаска II
1. рег. (ru) кадка объёмом 1 — 3 пуда
Делаем Карту слов лучше вместе
Привет! Меня зовут Лампобот, я компьютерная программа, которая помогает делать Карту слов. Я отлично умею считать, но пока плохо понимаю, как устроен ваш мир. Помоги мне разобраться!
Спасибо!
Когда-нибудь я тоже научусь различать смыслы слов.
В каком смысле употребляется прилагательное знакомый
в отрывке:
Автомобиль остановился, и из открытой двери показались знакомые очертания.
Синонимы к слову «фаска»
Предложения со словом «фаска»
- Помимо выделенных показателей, также рассчитываются и исследуются коэффициенты повторяемости и унификации по конструктивным компонентам: термообработке, габаритам, радиусам, диаметрам, мощности, резьбе, фаске
, материалам, напылению, окраске и другие составляющие. - Затем у одного и другого донца снимают фаски
и вставляют их в остов. - Ножи с односторонней фаской
можно сделать из кусков старой ножовки. - (все предложения)
Понятия со словом «фаска»
Отправить комментарий
Дополнительно
Предложения со словом «фаска»:
Помимо выделенных показателей, также рассчитываются и исследуются коэффициенты повторяемости и унификации по конструктивным компонентам: термообработке, габаритам, радиусам, диаметрам, мощности, резьбе, фаске
, материалам, напылению, окраске и другие составляющие.
Затем у одного и другого донца снимают фаски
и вставляют их в остов.
Ножи с односторонней фаской
можно сделать из кусков старой ножовки.
Опция Метод (способы построения фасок)
Опция Метод — позволяет явным образом переключаться в программе между методами задания фасок в Автокаде Угол и Длина.
На первый взгляд эта опция может показаться лишней, однако опция «Метод» инструмента Фаска в Автокаде может ускорить выполнение чертежей. На чертежах бывает по несколько фасок различных размеров. Самые распространенные их размеры 2×45º и 1,5×45°. При помощи опций «Длина» и «Угол» вы можете задать фаски AutoCAD двух размеров, затем во время построения фасок выбирать нужный размер с помощью опции «Метод».
Параметры команды AutoCAD «Фаска»
После активации команды «Фаска» появляется большое количество параметров. Они меняются при выборе той или иной субопции. Рассматривать каждый параметр нецелесообразно — вся информация о них есть в справке Autodesk. Чтобы получить к ней доступ, достаточно навести курсор мыши на команду и нажать клавишу F1.
Рассмотрим несколько алгоритмов выполнения команды AutoCAD «Фаска».
Так, «срезание» угла можно выполнить путем указания расстояний 1-го и 2-го отрезков, удаление которых приведет к нужному результату, как это показано на Рис. 1 (см. Пример №1). Последовательность действий следующая:
1. Выберите команду «Фаска».
2. Обратитесь к параметру «Длина».
3. Укажите числовое значение длины 1-го отрезка. Enter.
4. Укажите числовое значение длины 2-го отрезка. Enter.
5. Выберите 1-й отрезок. Enter.
6. Выберите 2-й отрезок. Enter.
ПРИМЕЧАНИЕ: Будьте внимательны! При выполнении команды «Фаска» важное значение имеет порядок выбора самих объектов.
Т.е. результат будет зависеть от того, какой отрезок вы укажете в качестве 1-го, а какой – в качестве 2-го (см. рис. 3).

Рис. 3. Фаска AutoCAD. Параметр «Длина»
Данную команду можно выполнить, задав нужный угол и расстояние (см. рис. 1 – Пример №2). Для этого нужно сделать следующие шаги:
1. Выбрать команду «Фаска».
2. Обратиться к параметру «Угол». Enter.
3. Указать первую длину фаски. Enter.
4. Задать значение угла. Enter.
5. Выбрать 1-й отрезок, затем 2-ой отрезок — использовать графический способ. Enter.
Параметр «оБрезка» отвечает за то, что угол будет срезан. Если установить значение «Без обрезки», то на чертеже просто добавится отрезок, указывающий на фаску.
Создание фасок с автоматическим скосом всех углов полилинии
Опция Полилиния команды Chamfer — устанавливает режим, который позволяет за один прием сделать фаску в Автокад на всей двухмерной полилинии.
Внимание
- Если параметру «Обрезка» не присвоено значение «Без обрезки», фаска в AutoCAD становится новым прямолинейным сегментом полилинии.
- Сегменты полилинии, которые являются слишком короткими для построения фасок, игнорируются (фаска в Автокаде не строится).
- В AutoCAD фаска строится только между прямолинейными сегментами полилинии.
Произведем в Автокад скос углов прямоугольника.
Вызываем инструмент Сhamfer в AutoCAD, затем выбираем опцию «Полилиния». Программа отобразит запрос:
Выберите 2D-полилинию или [Расстояние/Угол/Метод]:
Выбираем прямоугольник (представляет собой замкнутую полилинию). При наведении прицела-курсора на 2D-полилинию (прямоугольник), программа отобразит предварительный вид прямоугольника со срезанными углами в Автокад.
Как только вы выберите прямоугольник, система добавит в AutoCAD фаски ко всем вершинам 2D-полилинии (сделает скос всех углов полилинии между прямолинейными сегментами), а команда Фаска завершит свое выполнение.

Совет
Чтобы построить прямоугольник со срезанными углами, достаточно во время его построения воспользоваться опцией в Автокад Фаска команды Прямоугольник.
Способы построения фаски в Автокад
Существует два способа ее построения:
- «Длина» — построение фасок по двум расстояниям (доступен по умолчанию). Расстояния (длины) фаски отмеряются от точки пересечения двух объектов.
- «Угол» — создание фасок по длине и углу.

Рассмотрим методы построения фасок в программе более детально.
Многие детали имеют фаски
– небольшие конические или пирамидальные поверхности. Если фаска снята под углом 45º, то её размер записывают условной надписью, первая цифра которой указывает высоту фаски (высоту усеченного конуса), а вторая цифра – угол наклона образующей конуса к его основанию, например 2 × 45º (рисунок 47).

Рисунок 47 – Примеры нанесения размеров фаски
Если фаска имеет угол, отличный от 45º, то её размер указывают по общим правилам – двумя линейными размерами (рисунок 48, а
) или линейным и угловым размерами (рисунок 48
б, в
).
Рисунок 48 – Примеры нанесения размеров фаски
В случаях, когда деталь имеет две симметрично расположенные одинаковые фаски на одинаковых диаметрах, размер фаски наносят один раз, без указания их числа (рисунок 49а
). Если деталь имеет несколько одинаковых фасок на цилиндрической или конической поверхности разного диаметра, то наносят размер фаски только один раз, с указанием их числа (рисунок 49
б
).

Рисунок 49 – Примеры нанесения размеров фаски
Примечание: предметы или элементы, имеющие постоянное или закономерно изменяющееся поперечное сечение (валы, цепи, прутки, фасонный прокат, шатуны и т.п.), допускается изображать с разрывами (рисунок 50).
Частичные изображения и изображения с разрывами ограничивают сплошной волнистой линией, соединяющей соответствующие линии контура.
Выполнение чертежа является важной организационной частью. От точности обозначений и правильности составления зависит возможность функционирования одной детали или целого механизма. Поэтому для удобства чтения разработаны общие для всех правила, которые помогают правильно понимать проект.

На технических чертежах порой требуется отметить, что деталь имеет скошенный или закругленный край. Это необходимо либо для эстетически приятного вида, либо для более точного соединения и выполнения определенных функций. Подобное техническое решение называется фаской.
Обозначение фаски на чертеже зависит от многих тонкостей — количества скосов и их угла, масштаба изображения, наличия других цифровых значений.
Чтобы точно изготовить элемент, который сможет выполнять необходимые функции, нужно не только точно начертить детали, но и верно отметить их параметры, чтобы мастер смог правильно изготовить элемент.
Основные положения
Имеющиеся в проекте даже небольшие скосы острых граней в обязательном порядке должны быть указаны в технической документации в случае, если подобное сглаживание несет функциональное значение. Однако зачастую в этом нет необходимости, так как по ЕСКД (Единая система конструкторской документации) все острые кромки, образованные в результате изготовления и контактирующие с человеком, должны быть притуплены. В зависимости от масштаба и особенностей узла, возможно показать фаску несколькими способами.

Обычно фаска на чертеже обозначается с помощью размерных линий, использование для этого контурных или осевых запрещается стандартами ГОСТ.
Главным критерием является возможность удобного чтения, чтобы при изготовлении не возникло сомнений, к какому узлу относится параметр. При этом обязательно указывается два числовых значения: первое — ширина скоса в мм, второе — величина угла относительно главной оси всего механизма или отдельного элемента. При изображении симметричных фасок под одинаковым углом на одной детали, возможно отдельно указать первое значение, а второе изобразить величиной тупого угла, который они образуют. Часто используется обозначение фаски на чертеже двумя линейными размерами, каждый из которых указывает величину среза в разных плоскостях.
Изображение скоса, который в данном масштабе меньше 1 мм, возможно выполнять стрелкой с выносной полкой. Чаще всего при этом указывается и угловой, и линейный размер.
Обозначение фаски на чертеже согласно ГОСТ производится стандартным шрифтом и только на одном виде, дублирование на других проекциях не требуется. При этом с главной стороны наносятся размеры внешних фасок, а внутренние указываются только на разрезе.
Допуски формы
Этот вид разрешённых отклонений вызван неточностями обработки, которые происходят из-за реальных возможностей обрабатывающего оборудования.
К ним относятся:
- прямолинейности;
- плоскости;
- не совпадения формы окружности (к ним относятся: круглости; допуск овальности);
- изменение формы цилиндра — допуск цилиндричности.
К первой категории относятся следующие отклонения:
- формы обработанной поверхности (нарушается плоскостная картина, изменяется величина радиуса выточенного вала, нарушается геометрия фигур имеющих плоские грани);
- нарушается параллельность и перпендикулярное расположение поверхностей между собой или соседними деталями;
- проявляется разная шероховатость по длине, поперечному сечению, окружности.
Оценка величины параметров производится сравнением номинальной поверхности (обозначенной на чертеже) и реальной (полученной на станках заданного класса точности). Полученные отклонения и позволяют рассчитать величину требуемого допуска.
Изменение величины радиуса готового изделия по отношению к заданному на чертеже, называется нарушение круглости. Для предотвращения возможных негативных последствий при эксплуатации вводят допуск круглости. При рассмотрении детали в одной из плоскостей определяют необходимый допуск профиля продольного сечения.
Характер взаимного искривления расположения плоскостей подразделяется на следующие виды:
- общей параллельности (сравнивается с линией направленной вдоль поверхности);
- перпендикулярности и пересечения осей (проверяется сохранение прямого угла на всём протяжении поверхностей);
- наклона;
- симметрии (по отношению к выбранной оси).
Допуск плоскостности определяет величину разрешённого отклонения от обозначенного уровня. Основной характеристикой служит так называемое поле допуска. Его обозначают в выбранной области, которая расположена между плоскостями, для которых необходимо соблюдать строгие параметры параллельности. Расстояние до поверхности определяется существующими стандартами. Контроль отклонения этих параметров от заданных на чертеже обозначается на профилограмме.
Нанесение размеров
Стандартными и чаще всего используемыми являются скругления, выполненные под углом 45 градусов. Поэтому если на чертеже отсутствует точное значение, подразумевается именно этот наклон. В противном случае, когда должен быть использован другой угол, например, 30 градусов, необходимо указать подобную особенность. Сделать это можно теми же способами — с помощью выносной линии, а также применив линейные обозначения размеров.
Наличие на чертеже 2 фасок, которые расположены симметрично и на одинаковом диаметре, требует указания их величины без дополнительных пометок. Но если диаметр нанесения различен (например, объект представляет из себя конус или цилиндры разного радиуса), необходимо указать их точное количество. При этом стоит учесть, что скосы на внутренних и внешних поверхностях суммируются отдельно, даже когда их величины одинаковы. В случае, когда деталь имеет закономерно меняющийся диаметр, возможно использовать разрывы, чтобы не усложнять чертеж. Нанесение размеров фаски при этом выполняется в обычном виде, учитывается лишь волнообразная линия, которую нельзя использовать функционально, так как она определяет пропущенное расстояние.
Наиболее сложным представляется процесс расстановки величины фасок на небольшом расстоянии друг от друга, так как в этом случае чертеж может получиться слишком перегруженным.
Возможно следующее решение: одинаковые для всех параметры указываются в описании под цифровым обозначением (1, 2, 3 и т. д.), а непосредственно на чертеж переносится лишь номер ссылки в описании. В результате отпадает необходимость ставить размер в каждом отдельном случае. Однако стоит помнить, что идентичную величину, которая встречается в других местах, нужно обозначать этой же цифрой, даже если она относится к другой странице.
ГОСТ 2.307-68 ЕСКД. Нанесение размеров и предельных отклонений
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Единая система конструкторской документации
НАНЕСЕНИЕ РАЗМЕРОВ И ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ
ГОСТ 2.307-68 (СТ СЭВ 1976-79, СТ СЭВ 2180-80)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| Единая система конструкторской документации
НАНЕСЕНИЕ РАЗМЕРОВ И ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ Unified system for design documentation. Drawing of dimensions and limit deviations |
ГОСТ 2.307-68
(СТ СЭВ 1976-79, СТ СЭВ 2180-80 |
Дата введения 01.01.71
Настоящий стандарт устанавливает правила нанесения размеров и предельных отклонений на чертежах и других технических документах на изделия всех отраслей промышленности и строительства.
(Измененная редакция, Изм. № 3).
1.1. Основанием для определения величины изображенного изделия и его элементов служат размерные числа, нанесенные на чертеже.
Исключение составляют случаи, предусмотренные в ГОСТ 2.414-75; ГОСТ 2.417-78; ГОСТ 2.419-68, когда величину изделия или его элементов определяют по изображениям, выполненным с достаточной степенью точности.
Основанием для определения требуемой точности изделия при изготовлении являются указанные на чертеже предельные отклонения размеров, а также предельные отклонения формы и расположения поверхностей.
1.2. Общее количество размеров на чертеже должно быть минимальным, но достаточным для изготовления и контроля изделия.
1.3. Размеры, не подлежащие выполнению по данному чертежу и указываемые для большего удобства пользования чертежом, называются справочными.
1.4. Справочные размеры на чертеже о, а в технических требованиях записывают: «* Размеры для справок». Если все размеры па чертеже справочные, их знаком «*» не отмечают, а в технических требованиях записывают: «Размеры для справок».
На строительных чертежах справочные размеры отмечают и оговаривают только в случаях, предусмотренных в соответствующих документах, утвержденных в установленном порядке.
1.5. К справочным относят следующие размеры:
а) один из размеров замкнутой размерной цепи. Предельные отклонения таких размеров на чертеже не указывают (черт. 1);
___________
* Размеры для справок.
Черт. 1
б) размеры, перенесенные с чертежей изделий-заготовок (черт. 2);
___________
* Размеры для справок.
Черт. 2
в) размеры, определяющие положение элементов детали, подлежащих обработке по другой детали (черт. 3);
___________
1* Размеры для справок.
2** Обработать по сопрягаемой детали (или по дет…).
Черт. 3
г) размеры на сборочном чертеже, по которым определяют предельные положения отдельных элементов конструкции, например, ход поршня, ход штока клапана двигателя внутреннего сгорания и т. п.;
д) размеры на сборочном чертеже, перенесенные с чертежей деталей и используемые в качестве установочных и присоединительных;
е) габаритные размеры на сборочном чертеже, перенесенные с чертежей деталей или являющиеся суммой размеров нескольких деталей:
ж) размеры деталей (элементов) из сортового, фасонного, листового и другого проката, если они полностью определяются обозначением материала, приведенным в графе 3 основной надписи.
Примечания:
1. Справочные размеры, указанные в подпунктах б, в, г, е, ж настоящего пункта, допускается наносить как с предельными отклонениями, так н без них
2. Установочными и присоединительными называются размеры, определяющие величины элементов, по которым данное изделие устанавливают на месте монтажа или присоединяют к другому изделию.
3. Габаритными называются размеры, определяющие предельные внешние (или внутренние) очертания изделия.
1.6. На чертежах изделий у размеров, контроль которых технически затруднен; наносят знак «*», а в технических требованиях помещают надпись «Размеры обеспеч. инстр.».
Примечание. Указанная надпись означает, что выполнение заданного чертежом размера с предельным отклонением должно гарантироваться размером инструмента или соответствующим технологическим процессом.
При этом размеры инструмента или технологический процесс проверяются периодически в процессе изготовления изделий.
Периодичность контроля инструмента или технологического процесса устанавливается предприятием-изготовителем совместно с представителем заказчика.
1.7. Не допускается повторять размеры одного н того же элемента на разных изображениях, в технических требованиях, основной надписи и спецификации. Исключение составляют справочные размеры, приведенные в п. 1.5 б и ж.
Если в технических требованиях необходимо дать ссылку на размер, нанесенный на изображение, то этот размер или соответствующий элемент обозначают буквой, а в технических требованиях помещают запись, аналогичную приведенной на черт. 4.
___________
1. Допуск параллельности осей отв. А
и
Б
0,05 мм.
2. Разность размеров В
с обеих сторон не более 0,1 мм.
Черт. 4
На строительных чертежах размеры допускается повторять.
1.5-1.7. (Измененная редакция, Изм. № 2).
1.8. Линейные размеры и их предельные отклонения на чертежах и в спецификациях называют в миллиметрах, без обозначения единицы измерения.
Для размеров и предельных отклонений, приводимых в технических требованиях и пояснительных надписях на поле чертежа, обязательно указывают единицы измерения.
(Измененная редакция, Изм. № 3).
1.9. Если на чертеже размеры необходимо указать не в миллиметрах, а в других единицах измерения (сантиметрах, метрах и т.д.) то соответствующие размерные числа записывают с обозначением единицы измерения (см, м) или указывают их в технических требованиях.
На строительных чертежах единицы измерения в этих случаях допускается не указывать, если они оговорены в соответствующих документах, утвержденных в установленном порядке
1.10. Угловые размеры и предельные отклонения угловых размеров указывают в градусах, минутах и секундах с обозначением единицы измерения, например — 4°; 4°30‘
; 12°45
‘
30
«
; 0°30
‘
40
«
; 0 ° 18
‘
; 0 ° 5
‘
25
«
; 0°0
‘
30
«
; 30° ± l °; 30°±10
‘
.

Черт. 5
Черт. 6
1.11. Для размерных чисел применять простые дроби не допускается, за исключением размеров в дюймах.
1.12. Размеры, определяющие расположение сопрягаемых поверхностей, проставляют, как правило, от конструктивных баз с учетом возможностей выполнения и контроля этих размеров.
1.13. При расположении элементов предмета (отверстий, пазов, зубьев и т. п.) на одной оси или на одной окружности размеры, определяющие их взаимное расположение, наносят следующими способами:
от общей базы (поверхности, оси) — по черт. 5а и б;
заданием размеров нескольких групп элементов от нескольких общих баз — по черт. 5в;
заданием размеров между смежными элементами (цепочкой) — по черт. 6.
1.14. Размеры на чертежах не допускается наносить в виде замкнутой цепи, за исключением случаев, когда один из размеров указан как справочный (см. черт. 1).
На строительных чертежах размеры наносят в виде замкнутой цепи, кроме случаев, предусмотренных в соответствующих документах, утвержденных в установленном порядке.
Размеры, определяющие положение симметрично расположенных поверхностей у симметричных изделий, наносят, как показано на черт. 7 и 8.
Черт. 7
___________
* Размеры для справок.
Черт. 8
(Измененная редакция, Изм. № 2).
1.15. Для всех размеров, нанесенных на рабочих чертежах, указывают предельные отклонения.
Допускается не указывать предельные отклонения:
а) для размеров, определяющих зоны различной шероховатости одной и той же поверхности, зоны термообработки, покрытия, отделки, накатки, насечки, а также диаметры накатанных и насеченных поверхностей. В этих случаях непосредственно у таких размеров наносят знак »;
б) для размеров деталей изделий единичного производства задаваемых с припуском на пригонку.
На таких чертежах в непосредственной близости от указанных размеров наносят знак «*», а в технических требованиях указывают:
«* Размеры с припуском на пригонку до дет. . . . . »,
«* Размеры с припуском на пригонку по черт. . . . . »,
«* Размеры с припуском на пригонку, по сопрягаемой детали».
На строительных чертежах предельные отклонения размеров указывают только в случаях, предусмотренных в соответствующих документах, утвержденных в установленном порядке.
1.16. При выполнении рабочих чертежей деталей, изготовляемых отливкой, штамповкой, ковкой или прокаткой с последующей механической обработкой части поверхности детали, указывают не более одного размера по каждому координатному направлению, связывающего механически обрабатываемые поверхности с поверхностями, не подвергаемыми механической обработке (черт. 9 и 10).
Черт. 9
Черт. 10
(Измененная редакция, Изм. № 2).
1.17. Если элемент изображен с отступлением от масштаба изображения, то размерное число следует подчеркнуть (черт. 10а).
Черт. 10а
(Введен дополнительно, Изм. № 2).
2.1. Размеры на чертежах указывают размерными числами и размерными линиями.
2.2. При нанесении размера прямолинейного отрезка размерную линию проводят параллельно этому отрезку, а выносные линии — перпендикулярно размерным (черт. 11).
Черт. 11
2.3. При нанесении размера угла размерную линию проводят в виде дуги с центром в его вершине, а выносные линии — радиально (черт. 12).
Черт. 12
2.4. При нанесении размера дуги окружности размерную линию проводят концентрично дуге, а выносные линии — параллельно биссектрисе угла, и над размерным числом наносят знак « Ç » (черт. 13).
Черт. 13
Допускается располагать выносные линии размера дуги радиально, и, если имеются еще концентричные дуги, необходимо указывать, к какой дуге относится размер (черт. 14).
Черт. 14
2.4а. При нанесении размеров деталей, подобных изображенной на черт. 14а, размерные линии следует проводить в радиусном направлении, а выносные — по дугам окружностей (черт. 14а).
Черт. 14а
(Введен дополнительно, Изм. № 2).
2.5. Размерную линию с обоих концов ограничивают стрелками, упирающимися в соответствующие линии, кроме случаев, приведенных в пп. 2.16, 2.17, 2.20 и 2.21, и при нанесении линии радиуса, ограниченной стрелкой со стороны определяемой дуги или скругления.
На строительных чертежах взамен стрелок допускается применять засечки на пересечении размерных и выносных линий, при этом размерные линии должны выступать за крайние выносные линии на 1 . . . 3 мм.
2.6. В случаях, показанных на черт. 15, размерную и выносные линии проводят так, чтобы они вместе с измеряемым отрезком образовали параллелограмм.
Черт. 15
2.7. Допускается проводить размерные линии непосредственно к линиям видимого контура, осевым, центровым и другим линиям (черт. 16 и 17).
Черт. 16
Черт. 17
2.8. Размерные линии предпочтительно наносить вне контура изображения.
2.9. Выносные линии должны выходить за концы стрелок размерной линии на 1 . . 5 мм.
2.10. Минимальные расстояния между параллельными размерными линиями должны быть 7 мм, а между размерной и линией контура — 10 мм и выбраны в зависимости от размеров изображения и насыщенности чертежа.
(Измененная редакция, Изм. № 2).
2.11. Необходимо избегать пересечения размерных и выносных линий (см. черт. 16).
2.12. Не допускается использовать линии контура, осевые, центровые и выносные линии в качестве размерных.
2.13. Выносные линии проводят от линий видимого контура, за исключением случаев, указанных в пп. 2.14 и 2.15, и случаев, когда при нанесении размеров на невидимом контуре отпадает необходимость в вычерчивании дополнительного изображения.
2.14. Размеры контура криволинейного профиля наносят, как показано на черт. 16 и 17 .
2.15. Если надо показать координаты вершины скругляемого угла или центра дуги скругления, то выносные линии проводят от точки пересечения сторон скругляемого угла или центра дуги скругления (черт. 18 ).
Черт. 18
2.16. Если вид или разрез симметричного предмета или отдельных симметрично расположенных элементов изображают только до оси симметрии или с обрывом, то размерные линии, относящиеся к этим элементам, проводят с обрывом, и обрыв размерной линии делают дальше оси или линии обрыва предмета (черт. 19 ).
Черт. 19
На строительных чертежах в подобных случаях все размеры допускается указывать только до оси симметрии, а размерные линии на пересечении с осью симметрии ограничивать крестиком из засечек.
2.17. Размерные линии допускается проводить с обрывом в следующих случаях:
а) при указании размера диаметра окружности независимо от того, изображена ли окружность полностью или частично, при этом обрыв размерной линии делают дальше центра окружности (черт. 20);
Черт. 20
б) при нанесении размеров от базы, не изображенной на данном чертеже (черт. 21).
Черт. 21
2.18. При изображении изделия с разрывом размерную линию не прерывают (черт. 22).
Черт. 22
2.19. Величины элементов стрелок размерных линий выбирают в зависимости от толщины линий видимого контура и вычерчивают их приблизительно одинаковыми на всем чертеже. Форма стрелки и примерное соотношение ее элементов показаны на черт. 23.
Черт. 23
(Измененная редакция, Изм. № 2).
2.20. Если длина размерной линии недостаточна для размещения на ней стрелок, то размерную линию продолжают за выносные линии (или соответственно за контурные, осевые, центровые и т. д.) и стрелки наносят, как показано на черт. 24 .
Черт. 24
2.21. При недостатке места для стрелок на размерных линиях, расположенных цепочкой, стрелки допускается заменять засечками, наносимыми под углом 45° к размерным линиям (черт. 25 ), или четко наносимыми точками (черт. 26 ).
Черт. 25
Черт. 26
2.22. При недостатке места для стрелки из-за близко расположенной контурной или выносной линии последние допускается прерывать (черт. 24 и 27).
Черт. 27
2.23. Размерные числа наносят над размерной линией возможно ближе к ее середине (черт. 28).
Черт. 28
2.24. При нанесении размера диаметра внутри окружности размерные числа смещают относительно середины размерных линий.
2.25. При нанесении нескольких параллельных или концентричных размерных линий на небольшом расстоянии друг от друга размерные числа над ними рекомендуется располагать в шахматном порядке (черт. 29).
Черт. 29
2.26. Размерные числа линейных размеров при различных наклонах размерных линий располагают, как показано на черт 30.
Черт. 30
Если необходимо нанести размер в заштрихованной зоне, соответствующее размерное число наносят на полке линии-выноски (черт. 31).
Черт. 31
2.27. Угловые размеры наносят так, как показано на черт. 32. В зоне, расположенной выше горизонтальной осевой линии, размерные числа помещают над размерными линиями со стороны их выпуклости; в зоне, расположенной ниже горизонтальной осевой линии — со стороны вогнутости размерных линий. В заштрихованной зоне наносить размерные числа не рекомендуется. В этом случае размерные числа указывают на горизонтально нанесенных полках.

Черт. 32
Для углов малых размеров при недостатке места размерные числа помещают на полках линий-выносок в любой зоне (черт. 33).
Черт. 33
2.28. На строительных чертежах допускается линейные и угловые размерные числа и надписи наносить без полок линий выносок.
2.29. Если для написания размерного числа недостаточно места над размерной линией, то размеры наносят, как показано на черт. 34; если недостаточно места для нанесения стрелок, то их наносят, как показано на черт. 35.
Черт. 34
Черт. 36
Способ нанесения размерного числа при различных положениях размерных линий (стрелок) на чертеже определяется наибольшим удобством чтения.
2.30. Размерные числа и предельные отклонения не допускается разделять или пересекать какими бы то ни было линиями чертежа. Не допускается разрывать линию контура для нанесения размерного числа и наносить размерные числа в местах пересечения размерных, осевых или центровых линий. В месте нанесения размерного числа осевые, центровые линии и линии штриховки прерывают (черт. 36 и 37).
Черт. 36
Черт. 37
2.29, 2.30. (Измененная редакция, Изм. № 2).
2.31. Размеры, относящиеся к одному и тому же конструкционному элементу (пазу, выступу, отверстию и т. п.), рекомендуется группировать в одном месте, располагая их на том изображении, на котором геометрическая форма данного элемента показана наиболее полно (черт. 38).
Черт. 38
2.32. При нанесении размера радиуса перед размерным числом помещают прописную букву R
.
2.33. Если при нанесении размера радиуса дуги окружности необходимо указать размер, определяющий положение ее центра, то последний изображают в виде пересечения центровых или выносных линий.
При большой величине радиуса центр допускается приближать к дуге, в этом случае размерную линию радиуса показывают с изломом под углом 90 ° (черт. 39).
Черт. 39
2.34. Если не требуется указывать размеры, определяющие положение центра дуги окружности, то размерную линию радиуса допускается не доводить до центра и смещать ее относительно центра (черт. 40).
Черт. 40
2.35. При проведении нескольких радиусов из одного центра размерные линии любых двух радиусов не располагают на одной прямой (черт. 41).
ч ерт. 41
При совпадении центров нескольких радиусов их размерные линии допускается не доводить до центра, кроме крайних (черт. 41а).
Черт. 41 a
2.36. Размеры радиусов наружных округлении наносят, как показано на черт. 42, внутренних скруглений — на черт. 43.
Черт. 42
Черт. 43
Радиусы скругления, размер которых в масштабе чертежа 1 мм и менее, на чертеже не изображают и размеры их наносят, как показано на черт. 43а.
Черт. 43а
Способ нанесения размерных чисел при различных положениях размерных линий (стрелок) на чертеже определяется наибольшим удобством чтения. Размеры одинаковых радиусов допускается указывать на общей полке, как показано на черт. 43б:
Черт. 43б
Если радиусы скруглений, сгибов и т. п. на всем чертеже одинаковы или какой-либо радиус является преобладающим, то вместо нанесения размеров этих радиусов непосредственно на изображении рекомендуется в технических требованиях делать запись типа: «Радиусы скруглений 4 мм»; «Внутренние радиусы сгибов 10 мм»; «Неуказанные радиусы 8 мм» и т. п.
2.35, 2.36. (Измененная редакция, Изм. № 2).
2.37. При указании размера диаметра (во всех случаях) перед размерным числом наносят знак « Æ ».
2.38. Перед размерным числом диаметра (радиуса) сферы также наносят знак Æ ( R
) без надписи «Сфера» (черт. 44). Если на чертеже трудно отличить сферу от других поверхностей, то перед размерным числом диаметра (радиуса) допускается наносить слово «Сфера» или знак О, например, «Сфера Æ 18, ОR12».
Диаметр знака сферы равен размеру размерных чисел на чертеже.
Черт. 44
2.39. Размеры квадрата наносят, как показано на черт. 45, 46 и 46а.
Черт. 45
Черт. 46
Черт. 46а
Высота знака □ должна быть равна высоте размерных чисел на чертеже.
2.38, 2.39 (Измененная редакция, Изм. № 2).
2.40. Перед размерным числом, характеризующим конусность, наносят знак « < », острый угол которого должен быть направлен в сторону вершины конуса (черт. 47).
Черт. 47
Знак конуса и конусность в виде соотношения следует наносить над осевой линией или на полке линии-выноски.
2.41. Уклон поверхности следует указывать непосредственно у изображения поверхности уклона или на полке линии-выноски в виде соотношения (черт. 48а), в процентах (черт. 48б) или в промиллях (черт. 48в). Перед размерным числом, определяющим уклон, наносят знак « < », острый угол которого должен быть направлен в сторону уклона.
Черт. 48
2.42. Отметки уровней (высоты, глубины) конструкции или ее элемента от какого-либо отсчетного уровня, принимаемого за «нулевой» на виде и разрезе, помещают на выносных линиях (или на линиях контура) и обозначают знаком « ¯ », выполненным сплошными тонкими линиями, длина штрихов 2 — 4 мм под углом 45° к выносной линии или линии контура (черт. 49а), на виде сверху их следует наносить в рамке непосредственно на изображении или на линии-выноске (черт. 49б), или как показано на черт. 49а.
Черт. 49
Отметки уровней указывают в метрах с точностью до третьего десятичного знака без обозначения единицы измерения.
2.43. Размеры фасок под углом 45° наносят, как показано на черт. 50.
Черт. 50
Допускается указывать размеры не изображенной на чертеже фаски под углом 45°, размер которой в масштабе чертежа 1 мм и менее, на полке линии-выноски, проведенной от грани (черт. 50а).
Черт. 50а
Размеры фасок под другими углами указывают по общим правилам — линейным и угловым размерами (черт. 51а и б) или двумя линейными размерами (черт. 51в).
Черт. 51
2.40-2.43. (Измененная редакция, Изм. № 2).
2.44. Размеры нескольких одинаковых элементов изделия, как правило, наносят один раз с указанием на полке линии-выноски количества этих элементов (черт. 52а).
Допускается указывать количество элементов, как показано на черт. 52б.

Черт. 52
2.45. При нанесении размеров элементов, равномерно расположенных по окружности изделия (например, отверстий), вместо угловых размеров, определяющих взаимное расположение элементов, указывают только их количество (черт. 53- 55).
Черт. 53
Черт. 54
Черт. 55
2.46. Размеры двух симметрично расположенных элементов изделия (кроме отверстий) наносят один раз без указания их количества, группируя, как правило, в одном месте все размеры (черт. 56 и 57).
Черт. 56
___________
* Размеры для справок.
Черт. 57
Количество одинаковых отверстий всегда указывают полностью, а их размеры — только один раз.
(Измененная редакция, Изм. № 2).
2.47. При нанесении размеров, определяющих расстояние между равномерно расположенными одинаковыми элементами изделия (например, отверстиями), рекомендуется вместо размерных цепей наносить размер между соседними элементами и размер между крайними элементами в виде произведения количества промежутков между элементами на размер промежутка (черт. 58).
Черт. 58
2.47а. Допускается не наносить на чертеже размеры радиуса дуги окружности сопрягающихся параллельных линий (черт. 58а).
Черт. 58 a
(Введен дополнительно, Изм. № 2).
2.48. При большом количестве размеров, нанесенных от общей базы, допускается наносить линейные и угловые размеры, как показано на черт. 59 и 60, при этом проводят общую размерную линию от о и размерные числа наносят в направлении выносных линий у их концов.
Черт. 59
Черт. 60
2.48а. Размеры диаметров цилиндрического изделия сложной конфигурации допускается наносить, как показано на черт. 60а.
Черт. 60а
(Введен дополнительно, Изм. № 2).
2.49. При большом количестве однотипных элементов изделия, неравномерно расположенных на поверхности, допускается указывать их размеры в сводной таблице, при этом применяется координатный способ нанесения отверстий с обозначением их арабскими цифрами (черт. 61), или обозначение однотипных элементов прописными буквами (черт. 61а).
Черт. 61
Черт. 61 a
| Обозначение отверстий | Кол. | Размер, мм |
| А | 2 | 3 |
| Б | 4 | 6,5 |
2.50. Одинаковые элементы, расположенные в разных частях изделия (например, отверстия), рассматривают как один элемент, если между ними нет промежутка (черт. 62а) или если эти элементы соединены тонкими сплошными линиями (черт. 62б).
При отсутствии этих условий указывают полное количество элементов (черт. 62в).
Черт. 62
2.51. Если одинаковые элементы изделия (например, отверстия) расположены на разных поверхностях и показаны на разных изображениях, то количество этих элементов записывают отдельно для каждой поверхности (черт. 63).
Черт. 63
Допускается повторять размеры одинаковых элементов изделия или их групп (в том числе отверстии), лежащих на одной поверхности, только в том случае, когда они значительно удалены друг от друга и не увязаны между собой размерами (черт. 64 и 65).
Черт. 64
Черт. 65
2.49-2.51. (Измененная редакция, Изм. № 2).
2.52. Если на чертеже показано несколько групп близких по размерам отверстий, то рекомендуется отмечать одинаковые отверстия одним из условных знаков, приведенных на черт. 66. Допускается применять и другие условные знаки.
Черт. 66
Отверстия обозначают условными знаками на том изображении, на котором указаны размеры, определяющие положение этих отверстий.
На строительных чертежах допускается одинаковые группы отверстий обводить сплошной тонкой линией с поясняющей надписью.
2.53 При обозначении одинаковых отверстий условными знаками количество отверстий и их размеры допускается указывать в таблице (черт. 67).
Черт. 67
(Измененная редакция, Изм. № 2).
2.54. При изображении детали в одной проекции размер ее толщины или длины наносят, как показано на черт. 68.
Черт. 68
2.55. Размеры детали или отверстия прямоугольного сечения могут быть указаны на полке линии-выноски размерами сторон через знак умножения. При этом на первом месте должен быть указан размер той стороны прямоугольника, от которой проводится линия-выноска (черт. 68а).
Черт. 68а
(Измененная редакция, Изм. № 2).
3.1. Предельные отклонения размеров следует указывать непосредственно после номинальных размеров. Предельные отклонения линейных н угловых размеров относительно низкой точности допускается не указывать непосредственно после номинальных размеров, а оговаривать общей записью в технических требованиях чертежа при условии, что эта запись однозначно определяет значения и знаки предельных отклонений.
Общая запись о предельных отклонениях размеров с неуказанными допусками должна содержать условные обозначения предельных отклонений линейных размеров в соответствии с ГОСТ 25346-89 (для отклонений по квалитетам) или по ГОСТ 25670-83 (для отклонений, по классам точности). Симметричные предельные отклонения, назначаемые по квалитетам, следует обозначать с указанием номера квалитета.
Обозначения односторонних предельных отклонений по квалитетам, назначаемых только для круглых отверстий и валов (вариант 4 по ГОСТ 25670-83) дополняются знаком диаметра ( Æ ).
Примеры общих записей, соответствующие вариантам по ГОСТ 25670-83 для 14 квалитета и (или) класса точности «средний», приведены в табл. 1:
Таблица 1
| Номер варианта | Пример записи условными обозначениями |
| 1. | Н
14, |
| 2. | + t2, — t2 , |
| 3. | или |
| 4. | ÆН
14, Æ |
Примечания:
1. Допускается записи о неуказанных предельных отклонениях размеров дополнять поясняющими словами, например, «Неуказанные предельные отклонения размеров: Н
14,
h
14, ».
2. Если технические требования па чертеже состоят из одного пункта, содержащего запись о неуказанных предельных отклонениях размеров, или эта запись приводится в текстовых документах, то она должна обязательно сопровождаться поясняющими словами, например, «Неуказанные предельные отклонения размеров ».
(Измененная редакция, Изм. № 2).
3. la . Неуказанные предельные отклонения радиусов закруглении, фасок и углов не оговариваются отдельно, а должны соответствовать приведенным в ГОСТ 25670-83 в соответствии с квалитетом или классом точности неуказанных предельных отклонений линейных размеров.
Если все предельные отклонения линейных размеров указаны непосредственно после номинальных размеров (общая запись отсутствует), то неуказанные предельные отклонения радиусов закруглений, фасок и углов должны соответствовать приведенным в ГОСТ 25670-83 для квалитетов от 12 до 16 и на чертеже не оговариваются.
(Введен дополнительно, Изм. № 2).
3.2. Предельные отклонения линейных размеров указывают на чертежах условными обозначениями полей допусков в соответствии с ГОСТ 25346-89 , например: 18Н
7, 12
е
8 или числовыми значениями, например: 18+0,018, , или условными обозначениями полей допусков с указанием справа в скобках их числовых значений, например: 18
Н
7(+0,018), 12
e
8 .
Допускается числовые значения предельных отклонений указывать в таблице (табл. 2), расположенной на свободном поле чертежа.
Таблица 2
мм
| Размер | Пред. откл. |
| 18Н
7 |
+0,018 |
| 12 e
8 |
-0,032
-0,059 |
При указании номинальных размеров буквенными обозначениями поля допусков должны быть указаны после тире, например, D
-H
11.
3.3. При указании предельных отклонений условными обозначениями обязательно и указание их числовых значений в следующих случаях:
а) при назначении предельных отклонений (установленных стандартами на допуски и посадки) размеров, не включенных в ряды нормальных линейных размеров по ГОСТ 6636-69 например: 41,5 18Н
7(+0,025),
б) при назначении предельных отклонений, условные обозначения которых не предусмотрены в ГОСТ 25347-82, например, для пластмассовой детали с предельными отклонениями по ГОСТ 25349-88 (черт. 69);
Черт. 69
в) при назначении предельных отклонений размеров уступов с несимметричным полем допуска (черт. 70, 71);
Черт. 70
Черт. 71
г) (Исключен, Изм. № 2).
3.4. Предельные отклонения угловых размеров указывают только числовыми значениями (черт. 72).
Черт. 72
3.5. При записи предельных отклонений числовыми значениями верхние отклонения помещают над нижними. Предельные отклонения, равные нулю, не указывают, например: ; ; 60+0,19; 60-0,19.
При симметричном расположении поля допуска абсолютную величину отклонений указывают один раз со знаком ±,
при этом высота цифр, определяющих отклонения, должна быть равна высоте шрифта номинального размера, например: 60±0,23.
3.6. Предельные отклонения, указываемые числовыми значениями, выраженными десятичной дробью, записывают до последней значащей цифры включительно, выравнивая количество знаков в верхнем и нижнем отклонении добавлением нулей, например: ;
3.7. Предельные отклонения размеров деталей, изображенных на чертеже в сборе, указывают одним из следующих способов:
а) в виде дроби, в числителе которой указывают условное обозначение поля допуска отверстия, а в знаменателе – условное обозначение поля допуска вала, например: 50 или 50Н
11/
h
11 (черт
.
73а);
б) в виде дроби, в числителе которой указывают числовые значения предельных отклонений отверстия, а в знаменателе — числовые значения предельных отклонений вала (черт. 73б);
Черт. 73
б1) в виде дроби, в числителе которой указывают условное обозначение поля допуска отверстия с указанием справа в скобках его числового значения, а в знаменателе — условное обозначение поля допуска вала с указанием справа в скобках его числового значения (черт. 73в);
в) в виде записи, в которой указывают предельные отклонения только одной из сопрягаемых деталей. В этом случае необходимо пояснить, к какой детали относятся эти отклонения (черт. 74).
_____________
* Размеры для справок.
ч ерт. 74
3.8. Когда для участков поверхности с одним номинальным размером назначают разные предельные отклонения, границу между ними наносят сплошной тонкой линией, а номинальный размер указывают с соответствующими предельными отклонениями для каждого участка отдельно (черт. 75).
ч ерт. 75
Через заштрихованную часть изображения линию границы между участками проводить не следует (черт. 75а).
Черт. 75а
3.2-3.8. (Измененная редакция, Изм. № 2).
3.9. Если необходимо ограничить колебания размера одинаковых элементов одной детали в пределах части поля допуска (черт. 76а) или необходимо ограничить величину накопленной погрешности расстояния между повторяющимися элементами (черт. 76б), то эти данные указывают в технических требованиях.
______________ Предельные отклонения расстояния
* Разность размеров 0,1 мм . между любыми несмежными зубьями
±0,1 мм.
Черт. 76
3.10. Когда необходимо указать только один предельный размер (второй ограничен в сторону увеличения или уменьшения каким-либо условием), после размерного числа указывают соответственно max или min (черт. 77).
Указывать предельные размеры допускается также на сборочных чертежах для зазоров, натягов, мертвых ходов и т.п., например: «Осевое смещение кулачка выдержать в пределах 0,6-1,4 мм».
Черт. 77
3.11. Предельные отклонения расположения осей отверстий можно указывать двумя способами:
а) позиционными допусками осей отверстий в соответствии с требованиями ГОСТ 2.308-79;
б) предельными отклонениями размеров, координирующих оси (черт. 78 — 80).
Черт. 78
1. Предельные отклонения размеров между осями двух любых отв. ±0,35 мм.
2. Смещение осей от плоскости А
не более 0,18 мм
Черт. 79
Предельные отклонения размеров по диагонали между осями двух любых отв. ±0,5 мм.
Черт 80
Если допуски расположения осей зависимые, то после предельных отклонений размеров, координирующих оси, следует указывать знак зависимого допуска М
(Измененная редакция, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР
ИСПОЛНИТЕЛИ
В. Р. Верченко, Ю. И. Степанов, Я. Г. Старожилец, Б. Я. Кабаков, Л. В. Матвеев, П. Н. Колкин, В. Н. Взоров, М. Г. Арановский, Е. М. Колисеева.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР в декабре 1967 г.
3. Стандарт полностью соответствует СТ СЭВ 1976-79 и СТ СЭВ 2180-80.
4. ВЗАМЕН ГОСТ 3458-59, ГОСТ 9171-59, ГОСТ 5292-60 в части разд.
III
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта, перечисления |
| ГОСТ 2.308-79 | 3.11, перечисление a |
| ГОСТ 2.414-75 | 1.1 |
| ГОСТ 2.417-78 | 1.1 |
| ГОСТ 2.419-68 | 1.1 |
| ГОСТ 6636-69 | 3.3, перечисление a |
| ГОСТ 25346-89 | 3.1, 3.2 |
| ГОСТ 25347-82 | 3.3, перечисление б |
| ГОСТ 25349-88 | 3.3, перечисление б |
| ГОСТ 25670-83 | 3.1, 3.1 a |
6. ПЕРЕИЗДАНИЕ (декабрь 1990 г.) с Изменениями 2, 3, утвержденными в июне 1983г.; Пост. 2650 от 22.06.83, сентябре 1987 г. (ИУС 9-83, 12-87).
СОДЕРЖАНИЕ
2. Нанесение размеров . 6
3. Нанесение предельных отклонений размеров . 22
Общие положения
4.1. Допуски формы и расположения поверхностей в графических документах указывают с использованием условных обозначений (графических символов) или текстом в технических требованиях в случае отсутствия таких символов.
4.2. Графические символы (знаки) для указания допуска формы и расположения поверхностей приведены в таблице .
Формы и размеры знаков приведены в приложении .
Примеры указания допусков формы и расположения поверхностей приведены в приложении и ИСО 1101 [].
Таблица 1
| Вид допуска | Знак |
| Допуск формы | Допуск прямолинейности |
| Допуск плоскостности | |
| Допуск круглости | |
| Допуск цилиндричности | |
| Допуск профиля продольного сечения | |
| Допуск расположения | Допуск параллельности |
| Допуск перпендикулярности | |
| Допуск наклона | |
| Допуск соосности | |
| Допуск симметричности | |
| Позиционный допуск | |
| Допуск пересечения осей | |
| Суммарные допуски формы и расположения | Допуск радиального биения
Допуск торцового биения Допуск биения в заданном направлении |
| Допуск полного радиального биения Допуск полного торцового биения | |
| Допуск формы заданного профиля | |
| Допуск формы заданной поверхности | |
| Примечание- Суммарные допуски формы и расположения поверхностей, для которых не установлены отдельные графические знаки, обозначают знаками составных допусков в следующей последовательности: знак допуска расположения, знак допуска формы.
Например: – знак суммарного допуска параллельности и плоскостности; -знак суммарногодопуска перпендикулярности и плоскостности; – знак суммарного допуска наклона и плоскостности. |
4.3. Допуски формы и расположения поверхностей и их значения в электронных моделях изделий указывают в плоскостях обозначений и указаний в соответствии с ГОСТ 2.052.
4.4. Числовые значения допусков формы и расположения поверхностей – по ГОСТ 24643.
4.5. Допуски формы и расположения поверхностей допускается указывать текстом в технических требованиях, как правило, в том случае, если отсутствует знак вида допуска.
4.6. При указании допуска формы и расположения поверхностей в технических требованиях текст должен содержать:
– вид допуска;
– указание поверхности или другого элемента, для которого задается допуск (для этого используют буквенное обозначение или конструктивное наименование, определяющее поверхность);
– числовое значение допуска в миллиметрах;
– указание баз, относительно которых задается допуск (для допусков расположения и суммарных допусков формы и расположения);
– указание о зависимых допусках формы или расположения (в соответствующих случаях).
4.7. При необходимости нормирования допусков формы и расположения, не указанных в графическом документе числовыми значениями и не ограничиваемых другими указанными в графическом документе допусками формы и расположения, в технических требованиях должна быть приведена общая запись о неуказанных допусках формы и расположения со ссылкой на ГОСТ 30893.2.
Например:
«Общие допуски формы и расположения – по ГОСТ 30893.2 – К» или «ГОСТ 30893.2 – К» (К – класс точности общих допусков формы и расположения по ГОСТ 30893.2).
