Навигация по странице
- резьба метрическая
- резьба трубная
Метрическая резьба является наиболее распространенной. Находит применение при изготовлении
метизов, валов, фитингов рукавов высокого давления, деталей приборов, деталей средств измерения и др.
Профиль резьбы – это сечение витка резьбы плоскостью, проходящей через ось
цилиндра, на котором образована резьба. Профиль метрической резьбы является треугольным с углом профиля 60°.
Резьбы бывают однозаходными и многозаходными. Однозаходные резьбы характеризуются шагом,
многозаходные – шагом и ходом. Шаг резьбы – это расстояние между соседними витками.
Ход резьбы – это расстояние между витками одного захода. Ход равен расстоянию, на которое
переместится по оси болт или гайка за один оборот. Ход равен шагу, умноженному на число заходов резьбы. Ход и
шаг однозаходной резьбы равны.

Также резьбы могут быть правыми и левыми.
Резьба характеризуется еще таким параметром, как угол подъема резьбы. Этот угол определяют
по формуле:
σ = arctg(S/(π*d2))
где S – ход резьбы, мм;
d2 – средний диаметр резьбы, мм.
Метрическая резьба является наиболее распространенной. Находит применение при изготовлении
метизов, валов, фитингов рукавов высокого давления, деталей приборов, деталей средств измерения и др.
Профиль метрической резьбы является треугольным с углом профиля 60°.
С помощью калькулятора ниже вы сможете рассчитать параметры резьбы по
ГОСТ 24705-2004.
Данный ГОСТ определяет параметры резьбы метрической цилиндрической общего назначения с углом профиля α = 60°.
d 3 используется для расчетов на прочность. Так же необходимо при расчетах учитывать
верхнее отклонение среднего диаметра по ГОСТ 16093-2004.
Диаметры отверстий под резьбы можно посмотреть в ГОСТ 19257-73

Трубная цилиндрическая резьба применяется в трубопроводах, цилиндрических
резьбовых соединениях (в том числе в соединениях наружной трубной конической с внутренней трубной цилиндрической).
Профиль трубной резьбы по ГОСТ 6357-81 является треугольным с углом профиля 55°.
С помощью калькулятора ниже вы сможете рассчитать параметры резьбы по
ГОСТ 6357-81.
Данный ГОСТ определяет параметры резьбы трубной цилиндрической с углом профиля α = 55°, а также
допуски на нее.
Числовые значения наружных диаметров эмпирические.

наружный диаметр резьбы
Отделяйте целые дюймы от дробных пробелом
D=d, мм
Наружный диаметр резьбы в дюймах по ГОСТ 6357-81:
1/16, 1/8, 1/4, 3/8, 1/2, 5/8, 3/4, 7/8, 1, 1 1/8,
1 1/4, 1 3/8, 1 1/2, 1 3/4, 2, 2 1/4, 2 1/2, 2 3/4, 3, 3 1/4, 3 1/2, 3 3/4, 4, 4 1/2, 5, 5 1/2, 6. 6 дюймов это максимальная резьба по ГОСТ 6357-81″.
Основными
геометрическими параметрами цилиндрической
резьбы чкляются
(рис. 6.6):
d
— номинальный диаметр резьбы
(наружный диаметр винта);
d3
— внутренний
диаметр резьбы
винта по дну впадины;
d2
—
средний
диаметр резьбы,
т. е. диаметр воображаемого цилинд-pа,
на котором толщина витка равна ширине
впадины;
р—шаг
резьбы,
т. е. расстояние между одноименными
сторонами соседних
профилей, измеренное параллельно оси
резьбы;
рh,
—ход резьбы,
т. е. расстояние между одноименными
сторонами одного
и того же витка в осевом направлении
(см. рис. 6.5): для одно-
заходной
резьбы Рh=р;
для многозаходной
p,,
= zp,
где
z
—число заходов.
Ход
равен
пути перемещения винта вдоль своей оси
при повороте на
один оборот в неподвижной гайке;
α
— угол
профиля резьбы;
γ —угол наклона
боковой
стороны профиля резьбы;
а=60°
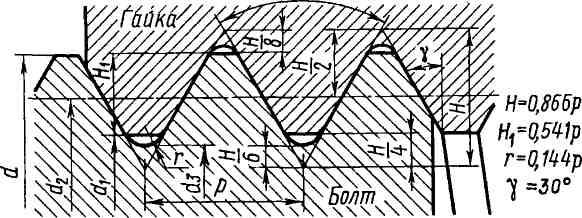
Рис. 6.6. Резьба
метрическая
Ψ-угол
подъема резьбы
(см. рис. 6.1), т. е. угол, образованный
разверткой винтовой линии по среднему
диаметру резьбы и плоскостью,
перпендикулярной
оси винта:
![]()
(6.1)
Из
формулы (6.1) следует, что угол
у
возрастает
с увеличением заходности
резьбы.
6.3. Основные типы резьб
Метрическая
резьба (рис.
6.6) — наиболее распространенная из
крепежных
резьб. Имеет профиль в виде равностороннего
треугольника: α =
60°, γ
= 30°. Вершины витков и впадин притупляются
по прямой или дуге, что
предохраняет резьбу от повреждений,
уменьшает концентрацию напряжений,
удовлетворяет нормам техники безопасности.
Радиальный и
осевой зазоры в резьбе делают ее
негерметичной. В соединениях, требующих
герметичности, резьбу выполняют без
зазора. Метрическую резьбу
изготовляют по стандарту с крупным
и
мелким
шагом (табл.
6.1). Наклон
боковой стороны профиля обеспечивает
возможность создания больших
осевых сил, а также возможность
самоторможения.
Таблица
6.1.
Резьба
метрическая (выборка) (размеры,
мм)
|
Номинальный |
Резьба с крупным |
||
|
шаг р |
средний диаметр |
внутренний |
|
|
10 12 16 20 24 |
1,50 1,75 2,00 2,50 3,00 |
9,026 10,863 14,701 18,376 |
8,160 9,853 13,546 16,933 20,319 |

Рис.
6.7. Изменение среднего диаметра
метрической резьбы в
зависимости от коэффициента измельчения
шага
В
качестве основной крепежной применяют
резьбу с крупным шагом, так
как она прочнее, менее чувствительна к
изнашиванию и неточностям
изготовления. Резьбы с мелким шагом
различаются между собой коэффициентом
измельчения, т. е. отношением крупного
шага к соответствующему мелкому шагу
(рис. 6.7). Резьбы с мелким шагом меньше

ослабляют деталь
и отличаются повышенным самоторможением,
так как при малом шаге угол подъема
винтовой линии мал [см. формулу (6.1)].
Мелкие резьбы применяют в резьбовых
соединениях, подвер-женных действию
переменных нагрузок (крепление колеса
автомобиля и др.), а также в тонкостенных
и мелких деталях, регулировочных
устройствах (точная механика, приборы).
Дюймовая резьба
имеет профиль
в виде равнобедренного
треугольника с
углом при вершине α
= 55°. Вместо
шага задают число витков на дюйм (1 дюйм
= 25,4 мм). Применяют только при ремонте
деталей импортных машин.
Трубная резьба
(рис. 6.8).
Профиль — равнобедренный
треугольник. Резьба
имеет закругленные выступы и впадины.
Отсутствие радиальных и осевых зазоров
делает резьбовое соединение герметичным.
Она явля-
ется крепежно-уплотняющей.
Применяют для соединения труб. Изго-товляют
по стандарту. Еще более высокую плотность
соединения дает трубная коническая
резьба.
Трапецеидальная
резьба (рис.
6.9). Это основная резьба в передаче винт
—гайка (см. ниже). Ее профиль — равнобочная
трапеция, угол
профиля α
= 30°, угол
наклона боковой стороны профиля у=15°.
Шаг может быть крупным, средним и мелким.
Характеризуется малыми потерями на
трение, технологичностью. КПД выше, чем
у резьб с трсугольным профилем. Применяют
для передачи реверсивного движения
под нагрузкой (ходовые винты станков,
прессов, домкратов и т. п.).
Стандартные размеры
резьбы, мм приведены в табл. 6.2.
Упорная резьба
(рис. 6.10).
Профиль — неравнобочная
трапеция. Рабо-чая
сторона профиля имеет угол наклона
γ=3°, что обеспечивает возможность
изготовления резьбы фрезерованием. КПД
выше, чем у Трапецеидальной резьбы.
Закругление впадин повышает сопротивление
устаалости винта. Применяют в передаче
винт —гайка при больших односторонних
осевых нагрузках (грузовые винты прессов,
домкратов,
Таблица
6.2. Резьба
трапецеидальная (выборка)
|
Номинальный (наружный) диаметр резьбы d |
Шаг резьбы р |
Средний диаметр |
Внутренний |
|
40 |
3 6* 7** 10 |
38,5 37,0 36,5 35,0 |
36,5 33,0 32,0 29,0 |
|
52 |
3 8** 12 |
50,5 48,0 46,0 |
48,5 43,0 39,0 |
*
Шаги не следует применять при разработке
новых конструкций. ;
**
Шаги, предпочтительные при разработке
новых конструкций.
толкателей
и т. п.). Изготовляют по стандарту, шаг
может быть крупным,
средним и мелким.
Прямоугольная
резьба (рис.
6.11). Профиль резьбы — квадрат,
γ
= 0°. Обеспечивает
наивысший КПД, но неудобна в изготовлении
(невозможно
нарезать объемным инструментом —
фрезой). Впадины без закруглений
понижают сопротивление усталости винта.
При изнашивании
появляются осевые зазоры, которые трудно
устранить. Не стандартизована.
Применяют ограниченно в малонагруженных
передачах винт — гайка.
Круглая
резьба (рис.
6.12). Профиль резьбы состоит из дуг,
сопряженных
короткими отрезками прямых линий. Угол
профиля α
=
30°. Винты с
круглой резьбой характеризуются высоким
сопротивлением усталости.
Изготовляют по стандарту. Применяют
ограниченно при тяжелых условиях
эксплуатации в загрязненной среде, а
также при частых за-

Рис. 6.11. Резьба
прямоугольная

вичиваниях и отвинчиваниях.
Техноло-гична при изготовлении
отливкой, на-каткой и
выдавливанием на тонкостенных
изделиях.
Рис. 6.12. Резьба
круглая
Конические резьбы
(см. рис. 6.3)
обеспечивают непроницаемость без
специальных уплотнений, позволяют
затяжкой компенсировать износ,
обеспечивают более
равномерное распределение нагрузки
по виткам. Стандартизованы резьбы с
конусностью 1:16 (угол наклона образующей
конуса к оси резьбы — 10
17’24”). Применяют для соединения труб,
установки пробок, масленик,
штуцеров и т. п.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Характеристики резьбы
1. Профиль резьбы является основным признаком, характеризующим резьбу. Профилем резьбы называется сечение ее витка плоскостью, проходящей через ось цилиндра (т. е. диаметральной плоскостью), на котором образована резьба.
Элементы профиля резьбы — это его боковые стороны, угол, вершина и впадина. Углом профиля называется угол между боковыми сторонами витка, измеренный в диаметральной плоскости.
Вершиной профиля называется линия, соединяющая боковые стороны его по верху витка (Е) — рис.1, а, б.
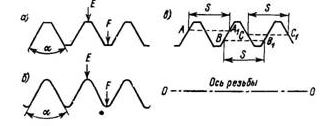 Рис.1. Вершины и впадины профиля.
Рис.1. Вершины и впадины профиля.
Впадиной профиля называется линия, образующая дно винтовой канавки (F) — рис.1, а, б. Очертания вершины и впадины могут быть плоскосрезанными (рис.1, а) или закругленными (рис.1, б).
2. Шаг резьбы — это расстояние между двумя одноименными (т. е. правыми или левыми) точками двух соседних витков, измеренное параллельно оси резьбы. Почти у всех резьб, принятых в машиностроении, шаг измеряется в миллиметрах. Существуют, однако, также резьбы, у которых шаг выражается числом витков резьбы на один дюйм ее длины.
Кроме винтов, на токарном станке нарезаются червяки, имеющие модульный, или питчевый шаг.
3. Диаметры резьбы. Различают три диаметра резьбы: наружный, внутренний и средний.
Наружным диаметром резьбы называется диаметр цилиндра, описанного около резьбовой поверхности. Внутренним диаметром резьбы называется диаметр цилиндра, вписанного в резьбовую поверхность. Средним диаметром резьбы называется диаметр цилиндра, соосного с резьбой, образующие которого делятся боковыми сторонами профиля на равные отрезки.
4. Угол подъема резьбы — это угол, образованный направлением резьбового выступа резьбы с плоскостью, перпендикулярной к его оси.
5. Правая и левая резьбы. По направлению витка различают правые (рис.2, б) и левые (рис.2, а) резьбы.
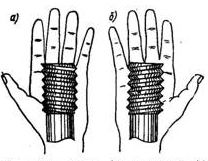 Рис.2. Правые и левые резьбы.
Рис.2. Правые и левые резьбы.
Если подъем резьбы винта, положенного на ладонь правой руки, совпадает с направлением отогнутого большого пальца, эта резьба правая. Совпадение подъема резьбы с направлением отогнутого большого пальца левой руки указывает, что данная резьба левая.
На винт с правой резьбой гайка навертывается при вращении вправо (по часовой стрелке), на винт с левой резьбой при вращении влево (против часовой стрелки).
6. Системы резьб. В машиностроении приняты следующие системы резьб, различающиеся прежде всего по профилю: треугольные (метрическая, дюймовая и трубная), трапецеидальные, прямоугольные, упорные и круглые.
Наиболее распространенными являются метрические резьбы с крупным (крепежная) и мелким шагом. У всех метрических резьб угол профиля равен 60°. Шаг метрических резьб измеряется в миллиметрах. Между впадиной профиля резьбы болта и вершиной профиля резьбы гайки всегда имеется зазор. Имеется зазор и между вершиной профиля резьбы болта и впадиной профиля резьбы гайки. Метрической резьбой снабжаются детали (болты, гайки, винты, шпильки и т. д.), предназначенные для соединения частей машин. Этой резьбой пользуются также, как способом непосредственного соединения частей машин (посадка на резьбе различных рукояток, масленок и т. д.).
Угол профиля дюймовой резьбы равен 55°. Шаг дюймовой резьбы выражается числом витков на один дюйм. Дюймовая резьба имеет зазоры по вершинам и впадинам. Дюймовую резьбу имеют детали некоторых импортных машин, станков и т. д., поэтому детали с такой резьбой изготовляются главным образом при ремонте.
Трубная резьба имеет угол профиля 55°, причем вершина и впадина профиля закруглены. Трубная резьба не имеет зазоров по вершинам и впадинам и обеспечивает водонепроницаемость. Этой резьбой снабжаются главным образом водо- и газопроводные трубы и различные детали (муфты, угольники и т. д.), применяемые для соединения этих труб.
Профиль трапецеидальной резьбы — это трапеция с углом, равным 30°. Профиль резьбы образован прямыми линиями, с небольшими закруглениями углов у впадин и вершин. Шаг трапецеидальных резьб измеряется в миллиметрах. Трапецеидальные резьбы имеют зазоры. Существуют крупная, нормальная и мелкая трапецеидальные резьбы. Трапецеидальную резьбу применяют на винтах, используемых для преобразования вращательного движения одной детали (например, ходового винта токарного станка) в поступательное движение другой (суппорта).
Профиль прямоугольной резьбы — это в большинстве случаев квадрат со сторонами, равными половине шага; эта резьба не имеет зазоров. Прямоугольная резьба применяется так же, как трапецеидальная, на различных винтах, передающих движение. Она не стандартизована и встречается редко, так как почти полностью вытеснена трапецеидальной.
В упорной резьбе соприкосновение винта и гайки в упорной резьбе происходит между сторонами, воспринимающими нагрузку, а также между вершинами витков винта и впадин гайки. По остальным участкам профиля имеется зазор. Упорная резьба делается на муфтах трубопроводов, соединяющих компрессоры с резервуарами со сжатым под сильным давлением воздухом, а также на винтах гидравлических прессов, домкратов и т. д.
Настройка станка для нарезания резьбы
Для нарезания резьбы на токарном станке необходимо, чтобы в то время, когда нарезаемая деталь делает полный оборот, резец перемещался на величину шага (хода) однозаходной и хода многозаходной нарезаемой резьбы.
После нескольких проходов резца, углубляемого перед каждым проходом в металл детали, на поверхности последней получаются винтовая канавка и винтовой выступ, образующие резьбу.
Основными параметрами резьбы (рис. 5.2) являются:
1) диаметры (винта и гайки) наружный (d, D); средний (d2, D2); внутренний (d1, D1);
2) профиль;
3) угол профиля (α);
4) шаг (p);
5) угол подъема (ψ).
Диаметры винта, как охватываемой детали, обозначаются малыми буквами (d), диаметры гайки, как охватывающей детали – большими (D). Номинальные значения одноименных диаметров равны; отличие – в допустимых отклонениях. На поверхности воображаемого цилиндра диаметром d2 ширины витков и впадин резьбы одинаковы.
Профиль резьбы – это профиль выступа и канавки резьбы в плоскости ее осевого сечения.
Угол профиля (α) – угол между смежными боковыми сторонами резьбы осевого сечения.
Профиль резьбы характеризуется также следующими параметрами:
· высотой исходного треугольника резьбы (H), т. е. треугольника, вершины которого образуются точками пересечения продолженных боковых сторон профиля резьбы;
· рабочей высотой профиля резьбы (H1), равной длине проекций участка взаимного перекрытия профилей сопрягаемых наружной и внутренней резьб на перпендикуляр к оси резьбы.
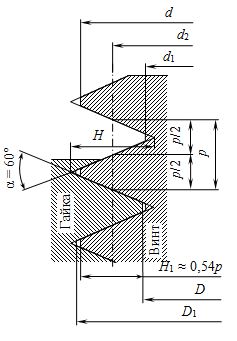
Рис. 5.2. Параметры резьбы
Шаг резьбы (p) – расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы.
Для многозаходных резьб вводят дополнительный термин – «ход винта» (![]() , где
, где ![]() – число заходов) – это поступательное осевое перемещение винта за один оборот в неподвижной гайке или относительное осевое перемещение гайки за один оборот. Для однозаходных резьб:
– число заходов) – это поступательное осевое перемещение винта за один оборот в неподвижной гайке или относительное осевое перемещение гайки за один оборот. Для однозаходных резьб:
![]() .
.
Угол подъема резьбы (ψ) – угол подъема развертки винтовой линии по среднему диаметру (рис. 5.3):
![]() . (5.1)
. (5.1)
Все геометрические параметры резьб и допуски на их размеры стандартизированы.
По назначению резьбы разделяют на следующие группы:
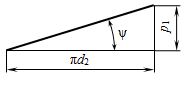
Рис. 5.3. Развертка винтовой линии по среднему диаметру
1) крепежные резьбы, предназначенные для скрепления деталей. Их выполняют, как правило, треугольного профиля. Это вызвано повышенным трением, обеспечивающим меньшую опасность ослабления затянутой резьбы; повышенной прочностью резьбы; удобством изготовления;
2) крепежно-уплотняющие резьбы, служащие, как для скрепления деталей, так и для предохранения от вытекания жидкости (в соединениях трубопроводов и в арматуре). Эти резьбы по указанным причинам выполняют также треугольного профиля, но без радиальных зазоров и с плавными закруглениями;
3) резьбы для передачи движения, используемые в ходовых и грузовых винтах. Для уменьшения трения эти резьбы выполняют трапецеидальными с симметричным профилем и с несимметричным профилем (упорные), а иногда с прямоугольным профилем. Упорные резьбы предназначены для восприятия больших осевых сил, действующих в одном направлении.
Приведенное деление резьб не является строгим. Например, резьбы треугольного профиля иногда используют для особо точных ходовых винтов с малым шагом, а упорные резьбы – в качестве крепежных.
Резьбы из-за зазоров, как правило, не могут быть использованы в качестве центрирующих элементов.
Выбор профиля резьбы определяется многими факторами, важнейшими из которых являются прочность, технологичность и силы трения в резьбе. Например, резьбы винтовых механизмов должны быть с малыми силами трения для повышения коэффициента полезного действия (КПД) и уменьшения износа. Прочность во многих случаях не является для них основным критерием, определяющим размеры винтовой пары.
В отличие от них крепежная резьба должна обладать высокой прочностью и относительно большими силами трения.
В зависимости от профиля различают следующие резьбы:
1) метрические;
2) трубные;
3) круглые;
4) трапецеидальные;
5) упорные;
6) конические.
Метрическая резьба с треугольным профилем (см. рис. 5.2) является основной крепежной резьбой. Метрические резьбы разделяют на резьбы с крупными и мелкими шагами. За основную принята резьба с крупным шагом, статическая несущая способность которой выше по сравнению с резьбой с мелким шагом, влияние на прочность погрешностей изготовления и износа меньше.
Метрические резьбы с мелким шагом используются в следующих случаях:
1) для динамически нагруженных деталей и деталей, диаметры которых в основном определяются напряжения изгиба и кручения (валы);
2) для полых тонкостенных деталей;
3) детали, у которых резьба применяется для регулировки;
4) когда применение мелких резьб облегчает стопорение, позволяет уменьшить перепады диаметров валов и пр.
Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим диаметр резьбы в миллиметрах, например, М20. Для метрической резьбы с мелким шагом дополнительно указывают шаг в миллиметрах, например, М20×1,5.
Трубная резьба имеет также треугольный профиль, но в отличие от метрической резьбы вершины и впадины ее скруглены. Резьбы данных типов применяют для герметичного соединения труб и арматуры трубопроводов в диапазоне условных размеров от 1/16″ до 6″. Трубная резьба выполняется с мелким шагом и без зазоров по выступам и впадинам для лучшего уплотнения. За основной размер, характеризующий резьбу и указываемый в обозначении резьбы, принят условный внутренний диаметр трубы.
Круглая резьба изготавливается с углом профиля α = 60°. Профиль данной резьбы состоит из дуг, связанных короткими участками прямой. Большие радиусы закруглений исключают значительную концентрацию напряжений. Попадающие в резьбу загрязняющие частицы выжимаются в зазоры. Резьбы данных типов в основном применяют для винтов, подверженных большим динамическим напряжениям, а также часто завинчиваемых и отвинчиваемых в загрязненной среде (в пожарной арматуре, вагонных стяжках).
Трапецеидальная резьба является основной резьбой для передач винт-гайка. Она имеет меньшие потери на трение по сравнению с треугольной резьбой, удобна в изготовлении и более прочна по сравнению с прямоугольной резьбой. При необходимости она допускает выборку зазоров радиальным сближением при выполнении гайки разъемной по диаметральной плоскости.
Трапецеидальная резьба имеет угол профиля 30°, рабочую высоту профиля H1 = 0,5p, средний диаметр d2 = d – 0,5p, зазор от 0,15 до 1 мм в зависимости от диаметра резьбы.
Трапецеидальная резьба стандартизирована в диапазоне диаметров от 8 до 640 мм, предусмотрена возможность применения резьб с мелкими, средними и крупными шагами.
Упорную резьбу используют для винтов с большой односторонней осевой нагрузкой в прессах, нажимных устройствах прокатных станов, в грузовых крюках и т. д. Профиль витков несимметричный трапецеидальный. Угол наклона рабочей стороны профиля для повышения КПД выбран равным 3° (резьба с углом наклона профиля 0° неудобна в изготовлении), угол наклона нерабочей стороны профиля – 30°, предусмотрен значительный радиус закругления впадины для снижения концентрации напряжения. Рабочая высота профиля H1 = 0,75p.
Усиленные упорные резьбы имеют угол наклона нерабочей стороны профиля 45°, что обеспечивает значительное снижение концентрации напряжения за счет повышения напряжений смятия. Сопротивление усталости у них повышено в 1,5 раза.
Конические резьбы обеспечивают непроницаемость без специальных уплотнений. Их применяют для соединения труб, установки пробок, масленок и т. п. Непроницаемость достигается плотным прилеганием профилей по вершинам. Затяжкой конической резьбы можно компенсировать износ и создать требуемый натяг, эти резьбы обеспечивают быстрое завинчивание и отвинчивание.
Угол спирали является важной характеристикой спирального сверла, которое обычно используется для сверления материалов. Выбор угла спирали имеет большое значение при работе с различными материалами. В этой статье я расскажу, что такое угол подъема спирали, о выборе угла спирали сверла, расчет угла спирали и разницу между углом подъема и углом спирали.
Что такое угол спирали?
Форма, образованная резьбой винта, называется спиралью. Винты, косозубые шестерни и червячные передачи являются обычными механическими узлами, в которых вы можете найти винтовую резьбу. Если взять один виток спирали и размотать его в прямую линию, то длину прямой линии можно рассчитать как длину окружности, а угол спирали определить как угол между этой развернутой окружной линией и шагом спирали. Как правило, угол винтовой линии является геометрическим дополнением угла опережения.
Что такое угол подъема в сверле?
Угол наклона спирали сверла определяется как угол между винтовой спиралью спирали и любой линией, перпендикулярной оси или шагу винта. Различные углы наклона спирали на сверлах подходят для различных областей применения, например, сверло с большим углом наклона спирали более эффективно для резки мягких и дающих длинную стружку материалов, так как большой угол наклона спирали повышает эффективность проникновения и увеличивает усилие, толкающее материал из просверливаемого отверстия, также уменьшают площадь поперечного сечения спирали и ослабляют корпус сверла. Наоборот, сверло с меньшим углом подъема подходит для сверления твердых материалов с короткой стружкой.
Как рассчитать угол спирали?
Формула Угол винтовой линии = arctan (шаг винта/длина окружности винта) или α= atan(L/C) используется для расчета угла винтовой линии, который обозначается символом α.
Примечание. Функция arctan или арктангенса предназначена для вычисления значения (в радианах) угла, тангенс которого равен заданному числу (обратное значение функции Tan).
Ход винта: линейное перемещение гайки за один оборот винта.
Окружность винта: рассчитывается путем измерения диаметра винта и умножения на число Пи.
Угол спирали и угол подъема – разница между углом подъема и углом подъема
Угол наклона винтовой линии – это в основном концепция, применяемая к косозубым и коническим зубчатым колесам. Острый угол между касательной цилиндрической спирали и прямой образующей цилиндрической поверхности, проходящей через точку касания проходящей через точку касания, называется углом винтовой линии. Вообще говоря, угол спирали на самом деле является углом спирали на делительном круге. Угол подъема обычно описывается для резьбы и червяка. Его также называют «угол подъема резьбы». Термины «угол опережения» и «угол подъема» часто используются взаимозаменяемо. а угол винтовой линии – это угол между спиральной резьбой и линией, параллельной оси вращения. Спираль и угол опережения дополняют друг друга; их сумма должна равняться 90 градусам.
1. Характеристика/определение:
Угол подъема относится к оси цилиндра, в отличие от угла опережения, который относится к линии, перпендикулярной оси. Угол винтовой линии – это угол, противоположный углу опережения.
2. Использование
Угол спирали: косозубая и червячная передача и т. д. Как правило, угол спирали используется для обозначения степени наклона зубьев шестерни.
Угол подъема: используется для обозначения геометрии винта.
3. Расчет
Формула угла спирали:

Формула угла опережения:

