Углы резания токарного резца:
α
– задний угол. β – угол заострения. δ –
угол резания. γ – передний угол. Важными
характеристиками токарного резца
являются углы его заточки, от них во
многом зависит производительность
труда и качество обработки. Главный
задний угол (α альфа) – угол между главной
задней поверхностью резца и плоскостью
резания. Чем больше задний угол, тем
меньше сила трения между резцом и
заготовкой. Однако резкое увеличение
заднего угла приводит к ослаблению
рабочей части инструмента. Передний
угол (γ гамма) оказывает влияние на
процесс резания, на легкость схода
стружки, качество обработанной
поверхности. Увеличение этого угла
приводит к ослаблению рабочей части
резца. Угол заострения (β бета) – угол
между передней и главной задней
поверхностями. Величина угла заострения
определяет прочность и стойкость главной
режущей кромки инструмента. При заточке
резца этот угол обычно делают как можно
больше. Угол резания (δ дельта) (δ=α+β) –
угол между передней поверхностью резца
и плоскостью резания; он равен сумме
углов заострения и главного заднего.
15. Расточной резец (конструкции, схема резания).
Резец
— это режущий инструмент, предназначенный
для обработки деталей различных размеров,
форм, точности и материалов. Является
основным инструментом, применяемым при
токарных, строгальных и долбёжных
работах.
Рабочая часть резца
представляет собой клин, который под
действием приложенного усилия деформирует
слой металла, после чего сжатый элемент
металла скалывается и сдвигается
передней поверхностью резца. При
дальнейшем продвижении резца процесс
скалывания повторяется и из отдельных
элементов образуется стружка.
Схема
резания. Обрабатываемая поверхность —
отверстие диаметром d. Обработанная
поверхность — отверстие, имеющее диаметр
D.
С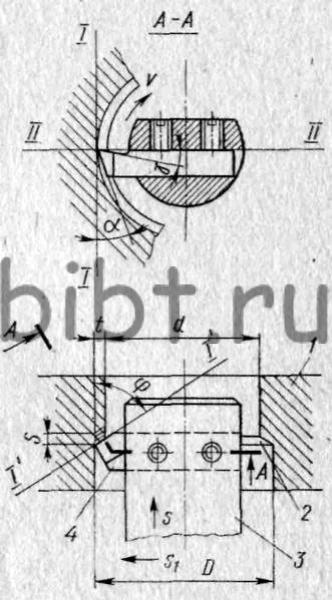
хема
резания при растачивании:
1 — обрабатываемая деталь, 2 — поверхность
резания, 3 — расточная оправка, 4 —
расточный резец, s — продольная подача,
s1
— поперечная подача, v — направление
вращения оправки
Глубина
резания
t определяется полуразностью диаметров:
t= (D — d )/2.
Расточный
резец получает три движения: при установке
на глубину резания подачу в поперечном
направлении s1
вращательное движение (движение резания
со скоростью v)
и продольную подачу s
вдоль оси отверстия.
Основная
плоскость II—II в данном случае изображена
касательной к режущей кромке.
Плоскости
резания I—I и I’—I’ перпендикулярны к
основной и являются касательными к
поверхности резания по линий контакта
с режущей кромкой.
О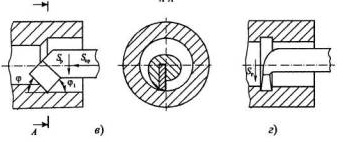
тносительно
плоскости резания в основной плоскости,
перпендикулярной к главной режущей
кромке, измеряются главные углы: передний
γ и задний α.
в
– расточной для сквозных отверстий; г
– расточной канавочный;
Углы резания токарного резца:
α
– задний угол. β – угол заострения. δ –
угол резания. γ – передний угол. Важными
характеристиками токарного резца
являются углы его заточки, от них во
многом зависит производительность
труда и качество обработки. Главный
задний угол (α альфа) – угол между главной
задней поверхностью резца и плоскостью
резания. Чем больше задний угол, тем
меньше сила трения между резцом и
заготовкой. Однако резкое увеличение
заднего угла приводит к ослаблению
рабочей части инструмента. Передний
угол (γ гамма) оказывает влияние на
процесс резания, на легкость схода
стружки, качество обработанной
поверхности. Увеличение этого угла
приводит к ослаблению рабочей части
резца. Угол заострения (β бета) – угол
между передней и главной задней
поверхностями. Величина угла заострения
определяет прочность и стойкость главной
режущей кромки инструмента. При заточке
резца этот угол обычно делают как можно
больше. Угол резания (δ дельта) (δ=α+β) –
угол между передней поверхностью резца
и плоскостью резания; он равен сумме
углов заострения и главного заднего.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Геометрия токарного резца.
Обработка деталей на токарных станках ведется резцами, которые в зависимости от вида выполняемой операции могут иметь различное конструктивное исполнение.

- Резец состоит из двух частей:
- — рабочая часть (головка)
- — крепежная часть (державка)
- Основные элементы режущей части рис. (а):
- 1- Передняя поверхность 4. Главная режущая кромка
2- Главная задняя поверхность 5. Вспомогательная реж. кромка
- 3- Вспомогательная задняя поверхность 6. Вершина
-

- Основные углы токарного резца
- Для определения углов приняты четыре координатные плоскости:
- Рv – основная плоскость – плоскость, проходящая через точку реж. кромки перпендикулярно направлению вектора скорости
Рn – плоскость резания – касательная к реж. кромке и перпендикулярная основной плоскости.
Положительный (+λ ) упрочняет режущую кромку т.к. сила приходится не на вершину, а на более прочное место режущей кромки. (При чистовой обработки λ принимают отрицательным (до -5°) чтобы стружка не царапала обработанную поверхность.
При черновой обработки – наоборот (до +5°)
Влияние углов токарного резца на процесс резания
Углы режущей части инструмента оказывают большее влияние на процесс резания. Правильно назначив углы можно значительно уменьшить его износ, силы резания, мощность, затрачиваемую на процесс резания. От углов также зависит качество обработанной поверхности и производительность обработки.
|
а при обр. хрупких и твердых< γ -уменьшают. При обр. закаленных сталей твердосплавными резцами и при прерывистом резании |
Источник: https://vunivere.ru/work98108
Части и углы резца
Резец состоит из двух, обычно неразъёмных частей, одна из которых рабочая именуемая головкой, а другая это тело самого инструмента или как его ещё называют «стержень», за который он непосредственно фиксируется на станке.
Всем геометрическим элементам, которые имеются на головке резца, для облегчения понимания и восприятия присвоены собственные названия.
Передняя грань – поверхность головки инструмента, по которой в процессе резания сходит стружка.
Задняя грань – поверхность головки инструмента, которая обращена к предмету, подлежащему обработке.
Режущая кромка – с точки зрения геометрии это линия, лежащая на пересечении передней и задних плоскостей граней. Она может быть главной и вспомогательной, при этом главная будет выполнять основную часть технологического процесса связанного с разделением металла.
Главная задняя грань – это задняя грань головки, которая примыкает к главной режущей кромке.
Вспомогательная задняя грань – это соответственно задняя грань, примыкающая к вспомогательной кромке.
Вершиной резца является то место, в котором сводятся воедино главная режущая кромка и вспомогательная. Вершина резца, если рассматривать его в плане, может быть закруглена или выполнена в виде прямой линии.

Части резца и элементы его головки
Задняя грань, примыкающая к главной режущей кромке, называется главной задней гранью; примыкающая к вспомогательной кромке – вспомогательной задней гранью.
Вершиной резца является место сопряжения главной режущей кромки со вспомогательной. Вершина резца может быть в плане острой, закругленной или в виде прямой линии, называемой переходной кромкой.
Геометрическая форма резца характеризуется его углами, которые могут быть, как главными, так и вспомогательными, а так же углами наклона главной режущей кромки и углами в плане.

Главные углы резца
- Передний угол γ – угол, который образуется между плоскостью, которая будет находиться перпендикулярно плоскости резания и передней гранью резца.
- Главный задний угол α – угол, который образуется между плоскостью резания и главной задней гранью резца.
- Угол резания δ – угол, который образуется между плоскостью резания и передней гранью резца.
- Угол заострения β – угол, который образуется между главной задней и передней гранями.

Углы резца в плане
Главный угол в плане φ – называется угол, образованный между проекцией линии режущей кромки на основную плоскость и вектором направления подачи.
Вспомогательный угол в плане φ 1 – называется угол, образованный между проекцией линии вспомогательной кромки на основную плоскость и вектором направления подачи.
Углом наклона главной режущей кромки λ – называется угол, который формируется между режущей кромкой и условной линией, проходящей параллельно основной плоскости через вершину резца.

Наклон режущей кромки
Угол наклона может считаться положительным, если вершина резца будет максимально низкой точкой режущей кромки. Он будет отрицательным, если угол наклона будет самой высокой точкой кромки. И будет равным нулю, если главная режущая кромка будет проводиться параллельно основной плоскости.
Источник: http://www.axispanel.ru/technology/turning-metal/turning-tool-structure.php
Элементы и геометрия токарных резцов
Наиболее распространенным режущим инструментом является резец, рабочая часть которого представляет собой клин, проникающий в тело заготовки в процессе ее обработки.
Основными элементами резца являются: головка — режущая часть (рис. 4) и тело (стержень) для закрепления резца в резцедержателе станка.

- 1 — фасонный; 2 — прямой проходной; 3- 5 — отогнутые проходные; б — чистовой; 7 — отрезной оттянутый; 8 — резьбовой; 9 — подрезной; 10 — расточной
- Рисунок 3 –Типы токарных резцов (а)
- и многогранных неперетачиваемых пластинок (б)
Головка резца включает переднюю поверхность — поверхность, по которой сходит стружка, и задние поверхности (главную и вспомогательную), обращенные к обрабатываемой поверхности заготовки.
При заточке этих трех поверхностей образуются режущие кромки.
Пересечением передней и главной задней поверхностей образуется главная режущая кромка, выполняющая основную работу резания, а пересечением передней и вспомогательной задней поверхностей – вспомогательная режущая кромка.
Вершина резца — точка сопряжения главной и вспомогательной режущих кромок — в плане имеет радиус закругления и может быть прямолинейной (отрезные резцы).
При точении заготовки различают следующие поверхности и плоскости (рис. 5):


- 1- главная задняя поверхность; 2 — 1 – плоскость резания; 2 – обраба-
- главная режущая кромка; 3 — вершина; тываемая поверхность; 3 – поверх-
- 4 — передняя поверхность; 5 — тело; ность резания; 4 – обработанная
- 6 — головка: 7 — вспомогательная поверхность; 5 – основная плоскость
- режущая кромка; 8 — вспомогательная Рисунок 5–Поверхности
- задняя поверхность и плоскости при точении
- Рисунок 4 – Основные
- элементы резца
- — обрабатываемую поверхность, с которой снимается стружка;
- — обработанную поверхность, с которой срезан слой металла;
- — поверхность резания — переходную поверхность между обрабатываемой и обработанной поверхностями, образуемую непосредственно главной режущей кромкой резца;
- — основную плоскость — плоскость, параллельную направлениям продольной и поперечной подач;
- — плоскость резания — плоскость, касательную к поверхности резания и проходящую через главную режущую кромку резца;
- — главную секущую плоскость — плоскость, перпендикулярную к проекции главной режущей кромки на основную плоскость;
- — вспомогательную секущую плоскость — плоскость, перпендикулярную к проекции вспомогательной режущей кромки на основную плоскость.
Углы резца (рис. 6) делят на главные, вспомогательные и углы в плане. Главные углы измеряют в главной секущей плоскости: это главный задний угол α, передний угол γ, угол заострения β и угол резания δ.
- Углы в плане — это главный угол в плане , вспомогательный угол в плане и угол при вершине в плане ε.
- Главным задним углом α называется угол между главной задней поверхностью и плоскостью резания; служит для уменьшения трения между поверхностью резания и главной задней поверхностью резца и выбирается в пределах от 6 до 12°, при этом большее значение угла берется для мягких и вязких материалов, меньшее — для твердых и хрупких.
- Передним углом γ называется угол между передней поверхностью резца и плоскостью, проведенной через главную режущую кромку перпендикулярно к плоскости резания; служит для облегчения схода стружки, уменьшения работы деформации и расхода мощности на резание и выбирается в пределах от -10 до +30°, при этом отрицательные значения назначают для твердосплавных резцов при обработке закаленных сталей, а положительные — при обработке мягких и вязких материалов.
- Углом заострения β называется угол между передней и задней поверхностями резца; он определяется по формуле
- β = 90° — (α+γ).
- Углом резания δ называется угол между передней поверхностью и плоскостью резания; он равен сумме углов α + β.
- Главным углом в плане φ называется угол между проекцией главной режущей кромки на основную плоскость и направлением подачи; определяется конструктивными особенностями детали, жесткостью системы станок -приспособление — инструмент — деталь (СПИД) и выбирается в пределах от 30 до 90°. С уменьшением угла φ улучшается качество обрабатываемой поверхности, повышается стойкость резца, однако при недостаточной жесткости системы СПИД уменьшение угла φ вызывает

Рисунок 6 –Углы резца
вибрацию заготовки и резца, что приводит к ухудшению шероховатости поверхности. В этом случае применяют резцы с главным углом в плане, равным 60, 75 или 90°.
- Вспомогательный угол в плане — угол между проекцией вспомогательной режущей кромки и направлением подачи — для резцов различных типов выбирается от 5 до 45°.
- Угол при вершине резца в плане ε — угол между проекциями главной и вспомогательной режущих кромок на основную плоскость — определяется по формуле
- ε = 180 – (φ+φ1).
- Угол наклона главной режущей кромки λ — угол между главной режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости, определяет направление схода стружки и обеспечивает необходимую прочность вершины резца, может быть положительным (если вершина резца является низшей точкой главной режущей кромки), отрицательным (если вершина резца является наивысшей точкой главной режущей кромки) и равным нулю (если главная режущая кромка параллельна основной плоскости); при черновой обработке выбирается в пределах от 4 до 20°, при чистовой — от 0 до -5°.
Ручную заточку резцов выполняют на заточном станке ЭЗС-2 или на точильно-шлифовальном станке модели 3Б633, при этом для заточки быстрорежущих резцов рекомендуется установить шлифовальный круг из электрокорунда белого зернистостью 16 — 25 и твердостью СМ1 — СМ2, а для резцов, оснащенных пластинками из твердых сплавов, — круг из карбида кремния зеленого зернистостью 16 и твердостью Μ или СМ. Качественную заточку твердосплавных резцов выполняют алмазными кругами. При заточке не следует слишком сильно прижимать резец к шлифовальному кругу. Для охлаждения резца используют ванночку с водой.
Источник: https://megaobuchalka.ru/3/29534.html
1.2. Координатные плоскости, поверхности и углы режущего лезвия
Рабочая часть любого режущего инструмента состоит из одного или многих режущих лезвий. На лезвии (рис. 1.
4) затачиваются передняя поверхность1, контактирующая в процессе резания со срезаемым слоем и стружкой; главная задняя поверх ность3, контактирующая с поверхностью резания; вспомогательная задняя поверхность5, обращенная к обработанной поверхности.
При пересечении передней и главной задней поверхностей образуется главная режущая кромка2, а при пересечении передней и вспомогательной задней – вспомогательная режущая кромка6.
Главной режущей кромкой формируется большая сторона сечения срезаемого слоя, а вспомогательной – меньшая. Вспомогательных кромок может быть две. Режущие кромки никогда не бывают абсолютно острыми; образующие их поверхности сопрягаются по радиусу округления.

Место сопряжения главной и вспомогательной режущих кромок называется вершиной режущего лезвия 4.
Расположение режущих кромок в пространстве определяет особенности режущего лезвия и оценивается относительно так называемых координатных плоскостей. Рассмотрим их на примере токарного резца.
Для определения положения режущих кромок резца (рис. 1.5) принимают следующие координатные плоскости: 1 – основная; 2 – резания; 3 – рабочая; 4 – главная секущая, а также вспомогательная секущая плоскость (на рисунке не показана). Координатные плоскости рассматривают в различных системах координат:

- · статическая система имеет начало в рассматриваемой точке режущей кромки и ориентирована относительно направления скорости главного движения резания;
- · кинематическая – ориентирована относительно направления скорости результирующего движения резания;
- · инструментальная – ориентирована относительно элементов режущего инструмента, принятых за базу.
Основной плоскостью (рис. 1.5) (в статической системе координат) называется плоскость, проведенная перпендикулярно направлению скорости главного движения. У токарных резцов эта плоскость совпадает с их нижней опорной поверхностью.
Плоскостью резания называется плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная к основной плоскости. При установке токарного резца по линии центров станка и отсутствии подачи плоскость резания расположена перпендикулярно к нижней опорной поверхности резца.
Рабочая плоскость – это плоскость, в которой расположены направления скоростей главного движения и движения подачи.
Так как углы резца двугранные, определяются они в секущих плоскостях. Эти плоскости должны быть перпендикулярны к ребру угла, которым является режущая кромка.
Главной секущей плоскостью называется координатная плоскость, перпендикулярная к линии пересечения основной плоскости 1 и плоскости резания 2 (см. рис. 1.5). В связи с тем, что плоскость резания касательная к главной режущей кромке в рассматриваемой точке, главная секущая плоскость всегда нормальна к ее проекции на основную плоскость.
Вспомогательной секущей плоскостью называется плоскость, перпендикулярная (в рассматриваемой точке) к проекции вспомогательной режущей кромки на основную плоскость.
По расположению режущих кромок относительно координатных плоскостей определяют геометрию режущего лезвия (углы его заточки).

Углы в главной секущей плоскости называются главными (они определяют режущий клин, отделяющий от припуска слой металла, превращаемый в стружку), во вспомогательной секущей плоскости – вспомогательными.В главной секущей плоскости N – N (рис. 1.6) рассматривают главные задний и передний углы, углы заострения и резания.
Главным передним углом (g) называется угол между передней поверхностью резца (или касательной к ней) и основной плоскостью в рассматриваемой точке главной режущей кромки.
Он имеет положительное значение, если передняя поверхность направлена вниз от режущей кромки; отрицательное – если передняя поверхность направлена вверх от нее; равен нулю – если передняя поверхность параллельна основной плоскости.
- Вспомогательный передний угол g1 – это угол между передней поверхностью и плоскостью, параллельной основной плоскости, проходящей через вспомогательную режущую кромку.
- Главным задним углом (a) называется угол между главной задней поверхностью резца (или касательной к ней) и плоскостью резания.
- Вспомогательный задний угол (a1) – это угол между касательной к вспомогательной задней поверхности резца и плоскостью, проведенной через точку вспомогательной режущей кромки перпендикулярно к основной плоскости.
- Углом заострения (b) называется угол между главной задней и передней поверхностями резца (или касательными к ним).
- Углом, резания (d) называется угол между плоскостью резания и передней поверхностью резца (или касательной к ней).
- При положительном значении угла g между углами существуют следующие зависимости:
- a + b + g = 90о; a + b = d;
- d + g = 90о; d = 90о — g
- При отрицательном значении угла g угол d > 90о.
- В основной плоскости измеряются углы в плане.
Главным углом в плане (j)называется угол между плоскостью резания и рабочей плоскостью. Для резца он определяется проекцией главной режущей кромки на основную плоскость и направлением подачи.
- Вспомогательным углом в плане (j1) называется угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
- Углом в плане при вершине (e) называется угол между проекциями главной и вспомогательной режущих кромок на основную плоскость. Между этими углами существует соотношение:
- j + j1 + e = 180о
- Задний угол и углы в плане всегда положительны.
В плоскости резания (рис. 1.7) измеряется угол наклона главной режущей кромки (l). Это угол между главной режущей кромкой и основной плоскостью. Если вершина резца – низшая точка кромки, то угол l – положительный, если высшая, то l – отрицательный
Все определения углов резца даны для случая, если вершина резца установлена на уровне оси вращения обрабатываемой детали и геометрическая ось стержня резца расположена перпендикулярно к оси вращения обрабатываемой детали. Нарушение этих условий приводит к изменению углов.

Углы токарных резцов и других видов режущих инструментов измеряются в одних и тех же координатных плоскостях. Исключение составляет угол a. Для сверл, зенкеров, разверток и фрез задний угол рассматривают в плоскости, параллельной подаче.
Геометрические параметры резца a, g, a1, g1, измеряются в сечениях, перпендикулярных к проекциям режущих кромок на основную плоскость.
Однако обеспечить на заточных станках положение затачиваемого инструмента относительно шлифовального круга, при котором получают требуемые геометрические параметры в таких сечениях, в большинстве случаев невозможно.
Заточные станки позволяют воспроизвести геометрию резания только в продольном и поперечном сечениях резца, перпендикулярных к основной плоскости.
Источник: http://libraryno.ru/1-2-koordinatnye-ploskosti-poverhnosti-i-ugly-rezhuschego-lezviya-rezmatnew/
Геометрические параметры и заточка режущей части инструментов
Главная » Статьи » Профессионально о металлообработке » Резание металлов
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Токарные резцы (рис. 2.3) являются наиболее распространенным режущим инструментом.
Они, как и металлорежущие инструменты всех других видов, имеют присоединительную часть (участок l2) в виде державки или корпуса, а также режущую часть (участок 1, с помощью которой осуществляется процесс срезания стружки.
Режущая часть состоит из одного или нескольких конструктивно обособленных режущих элементов (зубьев), которые работают одновременно или последовательно, непрерывно или с перерывами, вступая в работу один за другим.

Каждый режущий элемент имеет переднюю поверхность лезвия Аγ (по которой сходит стружка), контактирующую в процессе резания со срезаемым слоем, и одну или несколько задних поверхностей лезвия Аα. Одна из поверхностей резания называется главной, а остальные — вспомогательными задними поверхностями лезвия. Задние поверхности лезвия обращены к обрабатываемой заготовке.
Главная режущая кромка К, выполняющая основную работу резания, образуется в месте пересечения передней и задней поверхностей лезвия инструмента. Вершиной лезвия является участок режущей кромки в месте пересечения двух задних поверхностей (главной и вспомогательной). Радиус кривизны вершины лезвия rв называется радиусом вершины.
Режущие кромки и примыкающие к ним передняя и задняя поверхности лезвия в совокупности образуют главное и вспомогательное лезвия.
Преодолевая сопротивление обрабатываемого материала, лезвия врезаются в заготовку и снимают с нее стружку.
Лезвия всех инструментов в поперечном сечении имеют форму клина, который с одной стороны ограничен передней, а с другой — задней поверхностью (см. рис. 2.1).
Для определения углов лезвия резца или режущего элемента других инструментов установлены понятия: плоскость резания и основная плоскость (ГОСТ 25762—83). Плоскостью резания называют плоскость, касательную к режущей кромке в рассматриваемой точке и перпендикулярную основной плоскости (рис. 2.4).

Основной называют плоскость, проведенную через точку режущей кромки перпендикулярно направлению скорости главного или результирующего движения резания в этой точке.
Различают главные и вспомогательные углы лезвия (рис. 2.5). Главные углы измеряют в главной секущей плоскости, т. е. плоскости, перпендикулярной к проекции главной режущей кромки на основную плоскость.

Главным задним углом резания α называется угол, находящийся в секущей плоскости между задней поверхностью лезвия и плоскостью резания.
Углом заострения лезвия β называется угол в секущей плоскости между передней и задней поверхностями лезвия.
Главным передним углом лезвия γ называется угол, расположенный в секущей плоскости между передней поверхностью лезвия и основной плоскостью. Сумма углов α + β + γ = 90°.
- Главный угол в плане φ — это угол в основной плоскости, находящийся между плоскостью резания и рабочей плоскостью, в которой расположены направления скоростей главного движения резания и движения подачи.
- Углом наклона главной режущей кромки λ называется угол в плоскости резания между режущей кромкой и основной плоскостью.
- Придание режущей части инструмента заданных геометрических параметров и восстановление режущих свойств инструмента, утраченных в результате его износа и затупления, осуществляется заточкой и доводкой.
- Качественная и своевременная заточка и доводка инструмента позволяет не только восстановить его геометрические параметры, но и способствует улучшению качества обрабатываемых деталей, повышению производительности труда рабочих-станочников основного производства, позволяет сократить расход инструмента, способствует ритмичной и бесперебойной работе металлорежущих станков.
Например, если осуществить доводку основных элементов режущей части резца из быстрорежущей стали, то при том же периоде его стойкости можно увеличить скорость резания на 10 …15%.
Если скорость резания оставить в прежних пределах, то стойкость доведенного быстрорежущего резца возрастет почти в два раза, что уменьшит расходы на инструмент и снизит вспомогательное время, связанное со сменой инструмента и переналадкой станка.
Следовательно, процесс заточки и доводки режущего инструмента имеет следующее основное назначение:
- изготовление режущей части инструмента с оптимальными заданными геометрическими параметрами, способствующими повышению стойкости инструмента, точности и производительности обработки;
- обеспечение заданной шероховатости заточенных или доведенных поверхностей инструмента, гарантирующей качество обработанной поверхности и уменьшение износа инструмента;
- сохранение режущих свойств, присущих инструментальному материалу, благодаря минимально допустимым изменениям в поверхностных слоях инструмента, связанным со структурными превращениями, появлением внутренних напряжений и трещин; повышение стойкости инструмента;
- удовлетворение условий экономичной эксплуатации инструмента.
Заточка инструмента осуществляется на машиностроительных предприятиях, как правило, централизованно. Вместе с тем, имея определенную квалификацию, рабочий-станочник периодически выполняет эту операцию сам. Например, вручную можно затачивать резцы, сверла. Для заточки более сложного инструмента необходимо специальное оборудование.
Источник: https://www.autowelding.ru/publ/1/rezanie_metallov/geometricheskie_parametry_i_zatochka_rezhushhej_chasti_instrumentov/23-1-0-118
Геометрия токарного резца
Геометрия токарного резца Знание геометрии токарного резца и умение затачивать его должен знать каждый токарь. От геометрии и заточки резца зависит очень много, например качество изготовляемой продукции, долговечность резца с момента заточки и до следующей переточки, стружкообразование и многое другое.
Резец состоит из:

- Головки — (пластинка твердосплавная или быстрорежущая рабочая (режущая) часть резца).
- Тело или стержень — (часто применяют обычную сталь), предназначено для крепления резца.
- Опорная поверхность – служит для крепления резца в резце держателе и горизонтального положения.
Передняя поверхность – служит для схода стружки. Передняя поверхность может быть отрицательной (вершинка резца смотрит вверх) и положительной (вершинка резца смотрит вниз, то есть вершинка ниже главной режущей кромки резца) в зависимости от вида обработки.
- Главная режущая кромка – служит для резания материала.
- Вспомогательная режущая кромка – с пересечением главной режущей кромкой образуют вершину резца.
- Вершина лезвия – это точка соприкосновения обрабатываемого материала и режущего инструмента.
Главная задняя поверхность – служит для поддержки пластины (головки резца). От угла главной задней поверхности зависит износостойкость резца.
Вспомогательная задняя поверхность – предназначена для свободного передвижения режущего инструмента по обрабатываемой поверхности.
Геометрия резца

И так, разобравшись, из чего состоит резец, переходим непосредственно к геометрии резца.
- По передней поверхности лезвия Аγ сходит стружка.
- Главная задняя поверхность лезвия Аα обращена к обрабатываемой поверхности заготовки.
- Главная и вспомогательная режущие кромки образованы пересечением передней поверхности с задней.
- Основная плоскость Рυ это координатная плоскость, проведенная через рассматриваемую точку режущей кромки перпендикулярно
- Плоскость резания Рn координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости.
- Главная секущая плоскость Рτ координатная плоскость, перпендикулярная линии пересечения основной плоскости и плоскости резания.
направлению скорости главного движения резания в этой точке.
Передний угол резания γ это угол в секущей плоскости между передней поверхностью лезвия и основной плоскостью. Главным передним углом γ будет угол в главной секущей плоскости. От величины переднего угла зависит сход стружки.
Задний угол α это угол в секущей плоскости между задней поверхностью лезвия и плоскостью резания, а в главной секущей плоскости этот угол называется главным задним углом. Увеличение заднего угла приводит к уменьшению угла заострения β, и следовательно к ослаблению режущей кромки, выкрашиванию и преждевременному выходу инструмента из строя.
Источник: http://www.tokar-work.ru/publ/osnovy_rezanija/osnovy_rezanija/geometrija_tokarnogo_rezca/21-1-0-28
Резец токарный: что это такое, виды, геометрия, заточка, установка
Точение различных изделий на токарном оборудовании выполняют посредством инструмента, который носит обобщающее название резец токарный. Резцовый инструмент классифицируется главным образом по функциональному назначению, от которого напрямую зависят конструктивные особенности отдельных видов, конструкция и конфигурация их лезвий.
Другие классифицирующие признаки относятся к его ориентации во время рабочего процесса, виду режущей части, а также материала, из которого он изготовлен.
Кроме токарных станков для металлообработки, существует аналогичное оборудование для точения изделий из дерева, резцы которого имеют отличную конструкцию и пригодны только для работы с древесиной и пластиками.
Чтобы различать их с резцовым инструментом для токарной обработки металлов, в названии последнего часто употребляют словосочетание «резец по металлу». Типоразмеры и конструктивные характеристики токарных резцов регламентируются государственными и международными стандартами и в виде специального кода указываются на их маркировке.
Конструктивные элементы токарного резца
Основная часть токарного резцового инструмента имеет примерно одинаковую компоновку и конфигурацию основных частей. В основном они отличаются геометрией режущей части, что связано с функциональным назначением конкретного типа резцового инструмента.
Кроме того, существует несколько технологий сочленения державки и режущей части, от которых зависит базовая конструкция токарных резцов. Тем не менее все модели имеют примерно одинаковый набор рабочих плоскостей и граней головки резца, участвующих в процессе резания.
Кроме основных, непосредственно реализующих процесс снятия припуска, к ним также относятся элементы, ответственные за направленный отвод слоя удаленного металла, формирование и ломку стружки и пр.
На рисунке ниже представлены классические элементы резца и их расположение на режущей части.
Одной из особенностей токарной обработки является то, что горизонтальное продольное движение резцового инструмента может осуществляться в двух направлениях: от шпинделя (вправо) и по направлению к нему (влево).
Смена направления движения требует изменения ориентации режущих поверхностей, поэтому инструментальная промышленность производит токарный инструмент в обоих вариантах. Чтобы определить, правый это или левый резец, нужно поместить на него правую ладонь пальцами в сторону лезвия.
Если большой палец будет справа от вершины, то это правый, а если нет — левый.
Плоскости резания
Угловые параметры резцового токарного инструмента рассчитываются с помощью системы координатных плоскостей, среди которых базовыми являются основная, резания и главная секущая.
Их взаимный наклон формирует углы заточки режущей части, обеспечивающие токарную обработку на расчетных режимах.
Таким образом определяются следующие углы: главный передний (γ), главный задний (α), угол заострения (β), а также ряд других углов (см. правый рис. ниже).
Можно ли самостоятельно провести сварку алюминия аргоном?
Углы резца
Работа токарного инструмента в процессе резания определяется угловыми параметрами передней и задней поверхностей. Поэтому основные углы резца — это главный передний (γ) и главный задний (α).
При увеличении первого снижаются затраты мощности на выполнение резания, улучшается стружкоотвод и снижается шероховатость.
С другой стороны, при увеличении переднего угла снижается толщина лезвия, что приводит к ухудшению его прочностных характеристик, усилению выкрашивания и уменьшению скорости отвода тепла.
Основное назначение заднего угла — это снижение трения между поверхностью резания и главной задней. Кроме главных по функциональности углов α и γ при расчете определяется еще несколько углов, чьи величины влияют на класс чистоты токарной обработки, процесс формирования стружки и другие технические характеристики.
Рабочие режимы
Работы с подрезными резцами осуществляются в различных режимах в зависимости от типа обработки поверхности. Далее рассмотрены особенности применения данных инструментов на примере модели ВК8. Для предметов цилиндрической конфигурации и подрезания торцов и уступов применяют как поперечную, так и продольную передачи.
Черновую обработку осуществляют на глубину 2-5 мм с применением поперечной подачи на 0,3-0,7 мм за оборот. Названные характеристики для чистовых работ равны 1 мм и 0,1-0,3 соответственно.
Источник: https://instanko.ru/osnastka/ugly-rezca.html
Токарные резцы
- Работа 1
- Токарные резцы
-
1. Части и элементы
резца
При
обработке резанием применяют режущие
инструменты разнообразных форм и
конструкций.
Простейшей формой режущего
инструмента является токарный резец
(рис. 1).
Резец имеет рабочую часть –
головку Б, на которой расположены режущие
элементы, и державку А, предназначенную
для установки и закрепления резца на
станке (в резцедержателе).
Р
ис.
1. Элементы режущих
инструментов
Заточкой
создаются клинообразная форма головки
резца для лучшего внедрения в обрабатываемый
материал. На
головке резца расположены ее рабочие
элементы (см. рис. 1): 1–передняя
поверхность; 3–главная
и 4–вспомогательная
задние поверхности 2–главная
и 6–вспомогательная
режущие кромки; 5–вершина
резца.
2. Поверхности
на обрабатываемой детали, координатные
и секущие плоскости
На
обрабатываемой детали (заготовке)
различают следующие поверхности (рис.
2, а):
1–обрабатываемая,
2–обработанная
и 3–поверхность
резания. Для определения углов резца
рассматривают следующие координатные
плоскости:
Основная
плоскость
(ОП) – плоскость, проходящая через
основание державки резца (рис. 2, а).
Плоскость
резания(ПР) – проходит
через главное режущее лезвие резца,
касательно к поверхности резания
заготовки.
Главная
секущая плоскость
(N
– N)
– плоскость, перпендикулярная к проекции
главного режущего лезвия на основную
плоскость (рис. 2, б).
а б
Рис.
2. Координатные
и секущие плоскости
Вспомогательная
секущая плоскость(N1
– N1)
– плоскость, перпендикулярная к проекции
вспомогательного режущего лезвия на
основную плоскость. На рис. 2, б
показаны следы плоскости N– N и N1
– N1.
3. Углы токарного
резца
Углы
резца определяют положение в пространстве
элементов его рабочей части. Эти углы
называют углами
резца в статике
и показаны на рис. 3. Совокупность углов
резца составляет его геометрию.
Рис.
3. Углы резца
в статике
В главной секущей плоскости измеряют
главный передний угол γ, главный задний
угол α, угол заострения β и угол
резания δ (рис. 3).
Главный передний
угол — угол, заключенный между передней
поверхностью резца
и плоскостью перпендикулярной к плоскости
резания, проведенной через главную
режущую кромку. На рис.
3 он положительный,
но может быть равным нулю или иметь
отрицательное значение.
Главный задний угол α — это угол,
заключенный между главной задней
поверхностью резца и плоскостью резания.
Углом заострения β называют
угол, заключенный между передней и
главной задней
поверхностями.
Углыγ, α и βназывают
главными
углами, так
как они определяют геометрию режущего клина. Сумма этих углов составляет
90˚, т.е.γ
+ α + β = 90˚.
-
Величины
углов γи
α находятся в пределах: γ= –10…+15˚; α= 6–12˚. -
Положение
вспомогательной задней поверхности
определяется вспомогательным задним
углом α1(в сечении N1
– N1). -
Углы в плане
измеряются в основной плоскости. - Главный
угол в плане φ
– угол между
проекцией главной режущей кромки на
основную плоскость и направлением
подачи. -
Вспомогательный
угол в плане φ1–угол
между проекцией вспомогательной режущей
кромки на основную плоскость и направлением
подачи.
Угол
при вершине ε– угол между
проекциями режущих кромок на основную
плоскость. Сумма углов φ+
φ1+
ε= 180˚. Для
проходных резцов φ= 30–90˚; φ1= 10–45˚.
Положение
главной режущей кромки относительно
основной плоскости определяется углом
λ – углом
наклона главной режущей кромки.
Это угол, заключенный между главной
режущей кромкой и линией, проведенной
через вершину резца параллельно основой
плоскости. Угол λизмеряется
в плоскости, проходящей через главную
режущую кромку перпендикулярно к
основной плоскости.
а б в
Рис.
4. Углы наклона
главной режущей кромки
Угол
λможет
быть отрицательным (рис. 4, а),
равным 0 (рис. 4, б)
и положительным (рис. 4, в).
Для токарных резцов λ= –5…+15˚.
Угол λ влияет на
направление схода стружки и прочность
режущей кромки.
4. Классификация токарных резцов
На токарных станках выполняют много
видов обработки, что привело к созданию
большого количества резцов по назначению
и конструкции. Типы токарных резцов в
основном подразделяют по следующим
признакам: виду обработки, характеру
обработки, форме головки, направлению
подачи, способу изготовления и роду
материала режущей части.
Рис. 5. Основные типы токарных резцов
На рис. 5 приведены типы резцов по виду
обработки. Проходные резцы
1,2 и 3 служат для обтачивания гладких
цилиндрических и конических поверхностей.
Подрезной резец 4 работает с поперечной
подачей при обточке плоских торцовых
поверхностей. Широкий проходной резец
5 служит для чистового продольного
точения.
Расточный резец 6 применяется
при растачивании сквозных отверстий,
а расточной упорный резец 7 — для
растачивания глухих отверстий. Отрезной
резец 8 применяется для разрезания
заготовки и для протачивания кольцевых
канавок.
Для нарезания резьбы применяют
резьбовой резец 9, а для обточки фасонных
поверхностей — резец 10.
По характеру обработки резцы подразделяют
на черновые (обдирочные) 2, чистовые
5 и для тонкого точения. По форме головки:
прямые 1,3, отогнутые 2, оттянутые 8 и
изогнутые.
По направлению подачи их подразделяют
на правые и левые. Правые работают с
подачей справа налево, а левые — слева
направо.
По способу изготовления
резцы бывают целые, с приваренной встык
головкой, с припаянной пластинкой, с
механическим креплением режущей
пластинки.
По применяемому материалу
резцы бывают из быстрорежущей стали, с
пластинками из твердого сплава или
минералокерамики, с кристаллами алмазов.
5. ИЗМЕРЕНИЕ УГЛОВ РЕЗЦА И
ОФОРМЛЕНИЕ ОТЧЕТА
Углы γ, α, α1,
φ, φ1,
λизмеряют с помощью угломера,
а углы β, δ и ε определяют вычислением
по формулам: β = 900 – (α + γ); δ = α + β и ε = 1800 – (φ + φ1).
В отчете необходимо описать основные
типы токарных резцов, привести рисунок
токарного проходного резца c
обозначением частей и элементов резца.
Измерить и вычислить углы проходного,
подрезного и отрезного резцов и данные
занести в табл. 1.
Таблица 1.
| № резца | Наименование резца | Углы резца, град. | ||||
| главные | λ | в плане | α1 | |||
| γ | α | β | δ | φ | φ1 | ε |
| 1 | ||||||
| 2 | ||||||
| 3 |
Сделать чертеж токарного проходного
резца с необходимыми сечениями и
проставить все угловые обозначения.
КОНТРОЛЬНЫЕ ВОПРОСЫ
-
Какие движения различают при обработке резанием?
-
Что называют главным движением и движением подачи?
-
Назовите части и элементы токарного проходного резца.
-
Какую плоскость называют основной и какую плоскостью резания?
-
Какая плоскость называется главной секущей и какие углы измеряют в этой плоскости?
-
Назовите углы в плане.
-
Как измерить углы в плане?
-
Какой угол называют углом наклона главной режущей кромки, и на что он оказывает влияние?
-
Назовите типы токарных резцов и их назначение.
10. Как определить углы заострения резания
и при вершине?
Источник: https://studfile.net/preview/6162374/
Заточка токарных резцов по металлу
Заточка резца необходима для придания требуемой формы и угла рабочей поверхности. Производится она при превышении допустимых параметров износа резца, или перед началом работы новым инструментом. Данная операция позволяет значительно продлить срок эксплуатации оснастки, но требует строго соблюдения технологии работ.
Когда необходима заточка резца
В процессе точения происходит трение стружки о переднюю поверхность инструмента и обрабатываемой детали о заднюю в зоне реза. При одновременном значительном повышении температуры происходит постепенный износ детали.
При превышении максимально допустимой величины износа резец не может быть использован для дальнейшего проведения работ и требует заточки и доводки по передней и задней поверхности.
Допустимая величина износа указана в таблице ниже
Инструмент для заточки
Для абразивной заточки резца может быть использован заточной или токарный станок. Для твердосплавного инструмента используется зеленый карборунд средней твердости. Для первичной обработки абразив круга должен составлять 36-46, при завершении процесса – 60-80. Для высокого качества заточки необходим целый круг, без дефектов и нарушения геометрии.
Для заточки токарных резцов широко применяются и алмазные круги, что обеспечивает высокую чистоту режущих поверхностей. В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ.
Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм.
При большем значении рекомендует предварительная заточка карборундовым кругом.
Порядок и особенности
В зависимости от характера износа и конструкции оснастки производится заточка по передней, задней или обеим поверхностям. На рисунке ниже указаны все поверхности токарного резца
Для стандартных резцов, как правило, применяется заточка по всем режущим поверхностям. При незначительном износе восстанавливается геометрия только задней поверхности. Оснастка для многорезцовых станков восстанавливается только по задней поверхности, фасонная – только по передней.
Стандартный порядок заточки:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления конца.
Параметры заточки задней поверхности указаны на рисунке ниже
На рисунке (а) указана задняя поверхность с одной плоскостью заточки, на рисунке (б) – с несколькими. При напайке твердосплавных пластин задняя поверхность имеет три плоскости:
- по фаске высотой не меньше чем 1,5 мм под углом а;
- по оставшейся высоте под углом а+3°;
- по державке под углом а+5°.
Заточка передней поверхности твердосплавных резцов имеет гораздо большее количество разновидностей (см. рис. ниже).
Основные формы:
- Плоская с положительным передним углом (а).
- Плоская с отрицательным углом (б).
- Криволинейная с отрицательным углом (в).
- Плоская с отрицательным углом для черновой обработки (г).
- Криволинейные с отрицательным углом для нержавеющих сталей (д), и других материалов (е)
В процессе заточки необходимо чтобы режущая кромка обрабатываемого инструмента располагалась на линии центра заточного станка или ниже не более чем на 3-5 мм.
Направление вращения круга должно обеспечить прижим пластинки к державке, т. е. идти на пластинку. В процессе работы желательна непрерывная подача охлаждающей жидкости.
При периодическом охлаждении возможно перенапряжение структуры материала и появление микротрещин.
При заточке необходим легкий нажим и постоянное перемещение вдоль поверхности круга для формирования ровной поверхности. После завершения заточки геометрия инструмента проверяется с помощью шаблонов или специальных приборов.
Доводка инструмента
После заточки необходима последовательная притирка рабочих поверхностей в том же порядка, как производилась заточка. При доводке необходимо удалить все шероховатости и отполировать поверхность до зеркального блеска. Чем чище поверхность, тем ниже трение при точении и выше стойкость инструмента.
Доводка осуществляется с помощью абразивных паст карбида бора на вращающемся чугунном диске (не более 2 м/с). Может использоваться паста ГОИ или другие специальные материалы для полировки. Для полировки паста наносится на диск.
Далее, при вращении диска, резец прижимается и зерна абразивной пасты сглаживают имеющиеся шероховатости.
Таким образом, полностью восстанавливается геометрия и первоначальная чистота рабочей поверхности резца, обеспечивается его пригодность к дальнейшей эксплуатации.
Источник: https://mekkain.ru/stati/zatochka-tokarnyix-rezczov-po-metallu.html
Части и углы резца
Резец состоит из двух, обычно неразъёмных частей, одна из которых рабочая именуемая головкой, а другая это тело самого инструмента или как его ещё называют «стержень», за который он непосредственно фиксируется на станке.
Всем геометрическим элементам, которые имеются на головке резца, для облегчения понимания и восприятия присвоены собственные названия.
Передняя грань – поверхность головки инструмента, по которой в процессе резания сходит стружка.
Задняя грань – поверхность головки инструмента, которая обращена к предмету, подлежащему обработке.
Режущая кромка – с точки зрения геометрии это линия, лежащая на пересечении передней и задних плоскостей граней. Она может быть главной и вспомогательной, при этом главная будет выполнять основную часть технологического процесса связанного с разделением металла.
Главная задняя грань – это задняя грань головки, которая примыкает к главной режущей кромке.
Вспомогательная задняя грань – это соответственно задняя грань, примыкающая к вспомогательной кромке.
Вершиной резца является то место, в котором сводятся воедино главная режущая кромка и вспомогательная. Вершина резца, если рассматривать его в плане, может быть закруглена или выполнена в виде прямой линии.

Части резца и элементы его головки
Задняя грань, примыкающая к главной режущей кромке, называется главной задней гранью; примыкающая к вспомогательной кромке – вспомогательной задней гранью.
Вершиной резца является место сопряжения главной режущей кромки со вспомогательной. Вершина резца может быть в плане острой, закругленной или в виде прямой линии, называемой переходной кромкой.
Углы резца
Геометрическая форма резца характеризуется его углами, которые могут быть, как главными, так и вспомогательными, а так же углами наклона главной режущей кромки и углами в плане.

Главные углы резца
Передний угол γ – угол, который образуется между плоскостью, которая будет находиться перпендикулярно плоскости резания и передней гранью резца.
Главный задний угол α – угол, который образуется между плоскостью резания и главной задней гранью резца.
Угол резания δ – угол, который образуется между плоскостью резания и передней гранью резца.
Угол заострения β – угол, который образуется между главной задней и передней гранями.

Углы резца в плане
Главный угол в плане φ – называется угол, образованный между проекцией линии режущей кромки на основную плоскость и вектором направления подачи.
Вспомогательный угол в плане φ 1 – называется угол, образованный между проекцией линии вспомогательной кромки на основную плоскость и вектором направления подачи.
Угол наклона главной режущей кромки
Углом наклона главной режущей кромки λ – называется угол, который формируется между режущей кромкой и условной линией, проходящей параллельно основной плоскости через вершину резца.

Наклон режущей кромки
Угол наклона может считаться положительным, если вершина резца будет максимально низкой точкой режущей кромки. Он будет отрицательным, если угол наклона будет самой высокой точкой кромки. И будет равным нулю, если главная режущая кромка будет проводиться параллельно основной плоскости.
Понятие о припуске на обработку. Детали машин, обрабатываемые на металлорежущих станках, изготавливаются из отливок, поковок, кусков прокатанного металла и других заготовок. Деталь получает требуемые форму и размеры после того, как с заготовки будут срезаны все излишки материала или, как говорят припуски, получившиеся при ее изготовлении.
Припуском (общим) называется слой металла, который необходимо удалить с заготовки для получения детали с окончательно отработанном виде.
Некоторые детали обрабатываются последовательно на нескольких станках, на каждом из которых снимается только часть общего припуска. Так, например, детали, диаметральные размеры которых должны быть очень точными, а поверхности иметь весьма малую шероховатость, обрабатывают предварительно на токарных, а окончательно на шлифовальных станках.
Слой металла, снимаемый на токарном станке, называется припуском на токарную обработку. При обработке цилиндрических деталей различают – припуск на сторону и припуск на диаметр. Припуск на диаметр равен удвоенной величине припуска на сторону. Он может определяться как разность диаметров в одном и том же сечении до и после обработки.
Часть металла, снятая (срезанная) с заготовки в процессе ее обработки, называется стружкой.
Клин как основа любого режущего инструмента. Режущие инструменты, применяемые при обработке деталей на станках, в частности токарных, очень разнообразны, но сущность работы их одинакова. Каждый из этих инструментов является клином, устройство и работа которого общеизвестны.
Нож посредством которого мы затачиваем карандаш, в поперечном сечении имеет форму клина. Столярная стамеска также представляет собой клин с острым углом между его боковыми сторонами.
Наиболее употребительный инструмент при обработки детали на токарном станке – это резец. Сечение рабочей части резца также имеет форму клина.

Рис. №1 Клин как основа любого режущего инструмента
Движения резания при точении. На рис.2 схематически показано обтачивание детали 1 резцом 2. Деталь при этом вращается по стрелке υ , а резец перемещается по стрелке s и снимает с детали стружку. Первое из этих движений является главным. Оно характеризуется скоростью резания. Второе движение – движение подачи.

Рис. №2 Движения и элементы резания при точении
Скорость резания. Каждая точка обрабатываемой по поверхности детали (рис.2), например точка А, проходит в единицу времени, например в одну минуту, некоторый путь. Длина этого пути может быть больше или меньше в зависимости от числа оборотов в минуту детали и от ее диаметра и определяет собой скорость резания.
Скорость резания называется длина пути, который проходит в одну минуту точка обрабатываемой поверхности детали относительно режущей кромки резца. Скорость резания измеряется в метрах в минуту и обозначается буквой υ . Для краткости вместо слов “метров в минуту” принять писать м / мин.
Скорость резания при точении находится по формуле
υ = πDn / 1000
где υ – искомая скорость резания в м / мин; π – отношение длины окружности к ее диаметру, равное 3,14; D – диаметр обрабатываемой поверхности детали в мм.; n – число оборотов детали в минуту. Произведение πDn в формуле должно быть разделено на1000, чтобы найденная скорость резания была выражена в метрах. Формула эта читается так: скорость резания равна произведению длины окружности обрабатываемой детали на число оборотов ее в минуту, разделенному на1000.
Подача. Перемещение резца при резании в зависимости от условий работы может происходить быстрее или медленнее и характеризуется, как это отмечено выше, подачей.
Подачей называется величина перемещения резца за один оборот обрабатываемой детали. Подача измеряется в миллиметрах на один оборот детали и обозначается буквой s (мм/об).
Подача называется продольной, если перемещение резца происходит параллельно оси обрабатываемой детали, и поперечной, когда резец перемещается перпендикулярно к этой оси.
Глубина резания. При перемещении резец снимает с детали слой материала, толщина которого характеризуется глубиной резания.
Глубиной резания называется толщина снимаемого слоя материала, измеренная по перпендикуляру к обработанной поверхности детали. Глубина резания измеряется с миллиметрах и обозначается буквой t .
Глубиной резания при наружном обтачивании является половина разности диаметров обрабатываемой детали до и после прохода резца. Таким образом, если диаметр детали до обтачивания был 100мм., а после одного прохода резца стал равен 90мм., то это значит что глубина резания была 5мм.
Срез, его толщина, ширина и площадь. В следствии остаточной деформации стружки, происходящей в процессе ее образования, ширена и особенно толщина ее получаются больше размеров b и a на рис. 2. Длина стружки оказывается меньше соответственного размера обрабатываемого участка поверхности детали. Поэтому площадь ƒ, заштрихованная на рис. 2 и называемая срезом, не отражает поперечного сечения стружки, снимаемой в этом случае.
Срезом называется поперечное сечение слоя металла, снимаемого при данной глубине резания и подаче. Размеры среза характеризуются его толщиной и шириной.
Толщиной среза называется расстояние между крайними точками работающей части режущей кромки резца. Ширина среза измеряется в миллиметрах (мм) и обозначается буквой b. Четырехугольник, заштрихованный на рис. 2, изображает площадь среза.
Площадь среза равна произведению подачи на глубину резания. Площадь среза измеряется в мм², обозначается буквой ƒ и определяется по формуле ƒ = s t, где ƒ – глубина резания в мм.
Поверхности и плоскости в процессе резания. На обрабатываемой детали при снятии с нее стружки резцом различают поверхности: обрабатываемую, обработанную и поверхность резания (рис. 3).

Рис. 3. Поверхность и плоскость в процессе резания
Обрабатываемой поверхностью называется та поверхность, с которой снимается стружка.
Обработанной поверхностью называется поверхность детали, полученная после снятия стружки.
Поверхностью резания называется поверхность, образуемая на обрабатываемой детали непосредственно режущей кромкой резца.
Для определения углов резца установлены понятия: плоскость резания и основная плоскость.
Плоскость резания называется плоскость, касательная к поверхности резания и проходящая через режущую кромку резца.
Основной поверхностью называется плоскость, параллельная продольной и поперечной подачам. Она совпадает с опорной поверхностью резца.
Части резца и элементы его головки. Резец (рис. 4) состоит из головки, т.е. рабочей части, и тела, служащего для закрепления резца.

Рис. 4. Части резца и элементы его головки.
Поверхностям и другим элементам головки резца присвоены следующие названия.
Передней поверхностью резца называется та поверхность, по которой сходит стружка.
Задними поверхностями резца называются поверхности, обращенные к обрабатываемой детали, причем одна из них называется главной, а другая вспомогательной.
Режущими кромками резца называются линии, образованные пересечением передней и задних поверхностей его. Режущая кромка, выполняющая основную работу резания, называется главной. Другая режущая кромка резца называется вспомогательной.
Из рис. 4 видно, что главной задней поверхностью резца является поверхность, примыкающая к его главной режущей кромке, а вспомогательной – примыкающая к вспомогательной режущей кромке.
Вершиной резца называется место сопряжения главной и вспомогательной кромкой. Вершина резца может быть острой, плоскосрезанной или закругленной.
Углы резца. Главными углами резца являются главный задний угол, передний угол, угол заострения и угол резания. Эти углы измеряются в главной секущей плоскости (рис. 5).
Главная секущая плоскость есть плоскость, перпендикулярная к главной режущей кромке и основной плоскости.
Главным задним углом называется угол между главной задней поверхностью резца и плоскостью резания. Этот угол обозначается греческой буквой α (альфа). Угол заострения называется угол между передней и главной задней поверхностями резца. Этот угол обозначатся греческой буквой β (бета).
Передним углом называется угол между передней поверхностью резца и плоскостью, проведенной через главную режущую кромку перпендикулярно к плоскости резания. Этот угол обозначается буквой γ (гамма).
Угол резания называется между передней поверхностью резца и плоскостью резания. Этот угол обозначается греческой буквой δ(дельта)>
.
Рис. 5. Углы токарного резца.
Кроме перечисленных, различают следующие углы резца: вспомогательный задний угол, главный угол в плане, вспомогательный угол в плане, угол при вершине резца и угол наклона главной режущей кромки.
Вспомогательным задним углом называется угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно к основной плоскости. Этот угол измеряется во вспомогательной секущей плоскости, перпендикулярной к вспомогательной режущей кромке, и основной плоскости и обозначается α¹.
Главным углом в плане называется угол между главной режущей кромкой и направлением подачи. Этот угол обозначается буквой φ (фи).
Вспомогательным углом в плане называется угол между вспомогательной режущей кромкой и направлением подачи. Этот угол обозначается φ¹.
Углом при вершине называется угол, образованный пересечением главной и вспомогательной режущих кромок. Этот угол обозначается греческой буквой ε (ипсилон).
Упрощенное изображение углов резца, принятое на практике, указано на рис. 6, а и б (линия АА – плоскость резания). На рис. 6, в показаны углы резца в плане.
Главная режущая кромка резца может составлять различные углы наклона с линией, проведенной через вершину резца параллельно основной плоскости (рис. 7).

Рис. 6. Упрощенное изображение углов токарного резца.
Угол наклона измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости, и обозначается греческой буквой λ (лямбда). Угол этот считается положительным (рис. 7, а), когда вершина резца является самой низкой точкой режущей кромки; равным нулю (рис. 7, б) – при главной режущей кромке, параллельной основной плоскости, и отрицательным (рис. 7, в) – когда вершина резца является наивысшей точкой режущей кромки.
, равный нулю (б) и отрицательный (в)")
Рис. 7. Углы наклона главной режущей кромки: положительный (а), равный нулю (б) и отрицательный (в)
Значение углов резца и общие соображения при их выборе. Все перечисленные углы имеют важное значение для процесса резания и к выбору величины их следует подходить очень осторожно.
Чем больше передний угол γ резца, тем легче происходит снятие стружки. Но с увеличением этого угла (рис. 6, а) уменьшается угол заострения резца, а поэтому и прочность его.
Передний угол резца может быть вследствие этого сравнительно большим при обработке мягких материалов и , наоборот, должен быть уменьшен, если обрабатываемый материал тверд. Передний угол может быть и отрицательным (рис. 6, б), что способствует повышению прочности резца.
Из рис. 6, а ясно, что с уменьшением переднего угла резца увеличивается угол резания. Сопоставляя это со сказанным выше о зависимости переднего угла от твердости обрабатываемого материала, можно сказать, что чем тверже обрабатываемый материал, тем больше должен быть угол резания, и наоборот.
Чтобы определить величину угла резания δ, когда известен передний угол резца, достаточно, как это видно из рис. 6, а, вычесть из 90º данную величину переднего угла. Например, если передний угол резца равен 25º, угол резания его составляет 90º – 25º = 65º; если передний угол составляет – 5º, то угол резания будет равен 90º – (-5º) = 95º.
Задний угол резца α необходим для того, чтобы между задней поверхностью резца и поверхностью резания обрабатываемой детали не было трения. При слишком малом заднем угле это трение получается настолько значительным, что резец сильно нагревается и становится негодным для дальнейшей работы. При слишком большом заднем угле угол заострения оказывается настолько малым, что резец становится непрочным.
Величина угла заострения β определяется сама собой после того, как выбраны задний и передний углы резца. В самом деле, из рис. 6, а очевидно, что для определения угла заострения данного резца достаточно вычесть из 90º сумму заднего и переднего его углов. Так, например, если резец имеет задний угол равным 8º, а передний 25º, то угол заострения его равен 90º – (8º+25º) = 90º-33º=57º. Это правило следует помнить, так как им иногда приходится пользоваться при измерении углов резца.
Значение главного угла в плане φ вытекает из сопоставления рис. 8, а и б, на которых схематически показаны условия работы резцов при одинаковых подачах s и глубине резания t, но при разных значениях главного угла в плане.

Рис. 8. Влияние главного угла в плане на процесс резания.
При главном угле в плане, равном 60º, сила P, возникающая в процессе резания, вызывает меньший прогиб обрабатываемой детали, чем аналогичная сила Q при угле в плане 30º. Поэтому резец с углом φ=60º более пригоден для обработки нежестких деталей (относительно небольшого диаметра при большой длине) в сравнении с резцом, имеющим угол φ=30º. С другой стороны, при угле φ=30º длина l² режущей кромки резца, непосредственно участвующая в его работе, больше соответственной длины l¹ при φ=60º. Поэтому резец, изображенный на рис. 8, б, лучше поглощает теплоту, возникающую при образовании стружки и дольше работает от одной заточки до другой.
Значение ушла наклона λ заключается в том, что выбирая положительное или отрицательное значение его, мы можем направлять отходящую стружку в ту или другую сторону, что в некоторых случаях бывает очень полезно. Если угол наклона главной режущей кромки резца положителен, то завивающаяся стружка отходит вправо (рис. 9, а); при угле наклона, равном нулю, стружка отходит в направлении, перпендикулярном главной режущей кромке (рис. 9, б); при отрицательном угле наклона стружка отходит влево (рис. 9, в).
, равном нулю (б) и отрицательном (в) угле наклона главной режущей кромки.")
Рис. 9. Направление схода стружки при положительном (а), равном нулю (б) и отрицательном (в) угле наклона главной режущей кромки.
Для определения углов резца (рис.
248) пользуются координатными плоскостями: плоскостью
резания, касательной к поверхности резания и проходящей через
главное режущее лезвие; основной плоскостью, параллельной продольному и
поперечному перемещению резца в процессе работы; главной секущей плоскостью,
перпендикулярной к проекции главного режущего лезвия на основную плоскость (след
этой плоскости NN см. на рис. 250); вспомогательной секущей плоскостью,
перпендикулярной к проекции вспомогательного режущего лезвия на основную
плоскость.
Резец (рис, 249, а) состоит из двух основных частей: головки
I (рабочей части) и тела II (стержня). Тело служит для установки (по основной
плоскости) и закрепления резца в рабочем положении, а головка для срезания
припуска с заготовки. Головку резца затачивают так, чтобы она имела поверхности:
переднюю 1, главную заднюю 3 и вспомогательную заднюю 4.
Рис. 249. Элементы и формы передней поверхности токарного резца.
Передняя поверхность 1 резца — поверхность, по которой сходит
стружка. Главная 3 и вспомогательная 4 задние поверхности резца — поверхности,
обращенные к обрабатываемой заготовке (рис. 249, а и б). Пересечение
передней и задней поверхностей образует режущие лезвия резца. Различают главное
режущее лезвие 2 (рис. 249, а), выполняющее основную работу резания, и
вспомогательное режущее лезвие 5. Кроме этого, головка резца может иметь
переходное режущее лезвие 6 (рис. 249, б) при наличии переходной задней
поверхности 7, расположенной между главной 3 и вспомогательной 4 задними
поверхностями. Вершина резца 8 (рис. 249, а) представляет собой место сопряжения
главного и вспомогательного режущих лезвий. Вершина резца в плане может быть в
виде точки либо в виде прямой или закругленной линии небольшой длины. Радиусная
вершина резца способствует улучшению качества обработанной поверхности. Однако
увеличение радиуса приводит к возникновению вибраций, поэтому радиус закругления
вершин резца больше 5 мм делать не рекомендуется.
Форма головки резца определяется видом и расположением передней и задней
поверхностей и режущих лезвий.
В зависимости от условий работы и материала заготовки применяют несколько
различных форм передней поверхности резцов: плоскую без фаски (рис. 249,
в), плоскую с фаской (рис. 249, г) и радиусную с фаской (рис. 249,
д).
Взаимное расположение в пространстве поверхностей головки резца и режущих
лезвий ее определяется при помощи углов, называемых углами заточки резца или
просто углами резца.
Главные углы резца, измеряющиеся в главной секущей плоскости NN,
перпендикулярной к проекции главного режущего лезвия на основную плоскость,
показаны на рис. 250: главный задниий угол α, передний угол γ, угол
заострения β, угол резания δ и главный угол в плане φ.
Рис. 250. Углы в статическом состоянии.
Главный задний угол α — угол между главной задней поверхностью и
плоскостью резания. Задний угол α делается для уменьшения трения между задней
поверхностью резца и поверхностью резания и, следовательно, для уменьшения
износа резца по задней поверхности. Однако, если задний угол окажется излишне
увеличенным, снижается прочность режущего лезвия и резец быстрее разрушается.
Задний угол назначают с учетом свойств обрабатываемого материала и условий
обработки. Для обработки мягких и вязких материалов задний угол назначается
больше, чем при обработке твердых и хрупких материалов, так как при обработке
мягкого и вязкого материала его деформация будет больше, чем при обработке
твердых и хрупких материалов. Главным фактором, от которого зависит величина
заднего угла α, является подача. Опытами установлено, что с уменьшением подачи
износ резца по задней поверхности возрастает, а с увеличением подачи износ
уменьшается. Задний угол α в практике назначают в пределах 6 — 12º.
Передний угол γ — угол между передней поверхностью резца и
плоскостью, перпендикулярной к плоскости резания. Передний угол
играет значительную роль в процессе резания металлов. Чем больше передний угол,
тем легче будет врезание резца в металл, меньше деформация срезаемого слоя,
меньше силы резания и расход мощности. Улучшается также сход стружки и
повышается качество обработанной поверхности. Но увеличение переднего угла
приводит к ослаблению режущего лезвия и понижению его прочности, к увеличению
износа резца вследствие выкрашивания режущего лезвия и ухудшению отвода тепла.
При обработке твердых и хрупких металлов для повышения
прочности резца применяют небольшие и даже отрицательные передние углы. При
обработке мягких и вязких металлов применяют резцы с большим передним углом.
Передний угол назначают в практике от минус 5 и до 15º.
Угол заострения β — угол между передней и главной задней
поверхностями резца.
Угол резания δ — угол между передней поверхностью и плоскостью
резания. Как видно из рис. 250, между углами α, γ, β, δ существуют следующие
зависимости: α + β + γ = 90º; δ = 90º — γ; α + β = δ.
Главный угол в плане φ — угол между проекцией главного режущего
лезвия на основную плоскость и направлением продольной подачи. Главный угол в
плане оказывает значительное влияние на чистоту обработанной поверхности и
продолжительность работы резца до затупления. С уменьшением угла φ возрастает
деформация заготовки и отжим резца от заготовки, появляются вибрации, ухудшается
качество обработанной поверхности. Угол λ обычно назначают в пределах от 30 до
90º.
Угол наклона главного режущего лезвия λ — угол, составленный главным
режущим лезвием резца с основной плоскостью (или параллельной ей), называют
углом наклона режущего лезвия резца (рис. 251). Этот угол измеряется в
плоскости, проходящей через главное режущее лезвие перпендикулярно к основной
плоскости. Угол λ считается положительным, если вершина резца является наиболее
низкой точкой главного режущего лезвия, отрицательным, если вершина резца
является наивысшей точкой режущего лезвия, и равным нулю, если главное режущее
лезвие параллельно основной плоскости.
Рис. 251. Угол наклона главной режущей кромки и направление стружки в
зависимости от него.
В зависимости от угла λ изменяется направление схода стружки (при + λ к
обработанной поверхности, при — λ от обработанной поверхности).
При положительном угле наклона (+ λ) стружка царапает обработанную
поверхность заготовки и мешает рабочему следить за обработкой. Но положительное
значение угла λ делает головку резца более массивной и стойкой, в связи с чем
положительное значение угла рекомендуется при обдирочных работах и при обработке
прерывистых поверхностей. При чистовых работах рекомендуется отрицательный угол
λ (0 ÷ 4°), при котором стружка будет сходить на обрабатываемую поверхность
впереди резца.
Вспомогательные углы резца α1, β1, γ1 измеряются по вспомогательной секущей
плоскости N1N1 (рис. 250) и определяются, как и главные углы.
Вспомогательный угол в плане φ1 — угол между проекцией вспомогательного
режущего лезвия на основную плоскость и направлением, обратным направлению
продольной подачи. Значение вспомогательного угла аналогично главному углу в
плане.
Промышленное оборудование
- Хиты
- Новинки
- Спецпредложения
Хит

Грузоведущий конвейер применяется на операциях сборки кузовов, кабин и рам автомобилей. Узел автомобиля перемещается на специальной тележке, оборудованной устройством сцепления с цепью.
Хит

Портально фрезерный станок с ЧПУ Axis FZ1 предназначен для высокоточной металлообработки крупногабаритных заготовок, размер которых может доходить до нескольких метров, а масса — составлять несколько тонн.
Хит

Сверлильный портальный станок с ЧПУ Axis DZ1 – это современное оборудование, созданное для выполнения, таких задач как фрезерование, гравировка, сверление.
Хит

Новинка

Ленточнопильный станок с ЧПУ Axis S2 – это эффективный
инструмент для металлообработки, предназначенный для распиливания прокатных,
кованых, литых заготовок (круглый металлопрокат, трубы, уголки, швеллеры и
прочие изделия).
Новинка

Станок ЧПУ для резки металла Axis С1 – высокоточное металлообрабатывающее оборудование, предназначенное для раскроя листового проката, фигурной и прямолинейной резки листового металла.
Новинка


Так все больше распространение получают ленточные конвейеры или системы конвейеров на базе пластиковой модульной ленты.
