Данный материал необязателен для прочтения домашних мебельщиков, и Вы вполне можете его пропустить, как, собственно и следующую статью, но для полноты изложения я все-таки ее приведу. Ведь если что-то хочешь сделать хорошо — сделай это сам.
Лично я карты раскроя составляю самостоятельно — это и экономит мне время в цехе (когда я прихожу с готовыми листами, расплачиваюсь и ухожу, вместо того, чтобы сидеть и забивать раскрой в компьютер), кроме этого ты сам переосмысливаешь каждую деталь, если что-то не влазит в лист, и нередко удается уложиться…
Еще одним плюсом создания карт раскроя является возможность увидеть, сколько материала потребует создание вашего изделия, а, значит, возможность рассчитать его стоимость!
Итак, для составления карт раскроя я пользуюсь такой программой, как Cutting 3. Прога достаточно простая и удобная. Рассмотрим ее поподробнее. Основное окно можно условно разделить на две большие половины, а так же несколько вкладок внизу.

Слева расположен, грубо говоря, склад. То есть листы, которые предстоит раскроить. Я ввел туда все стандартные листы по прайсам компаний в которых я закупаюсь. Поле материал заполнял от балды, X и Y — размеры листов из прайса, количество — ставлю 10-20. Обрез листа — кликаем по пустому полю, там нажимаем на появившееся многоточие и в каждом появившемся поле вносим 10-15 мм. (это делается потому, что листы из магазина часто в процессе транспортировки бьются и имеют неровные края, которые затем в цехе опиливаются). Ну и в заметках подписываю названия листа — их толщину и площадь…
Справа забивается раскрой. В первое поле вносим цвет, соответствующий нужному листу, размеры, количество. В поле Вращение вносим 1 — вращать (деталь располагается, как удобно программе) 2 — Вращать совместно (все одинаковые детали поворачиваются совместно на 1 листе — на втором прога может повернуть иначе) 0 — Не вращать (деталь не вращается и располагается на листе согласно детализации). Лично я чаще пользуюсь не вращать, а остальные выбираю в случае, если все детали не укладываются на лист. В поле заметки я вписываю названия деталей (потом помогает ориентироваться в карте раскроя, расставляя кромку). Остальные поля я не заполняю.
Нажимаем F9 (или кнопку Выполнить расчет). Получаем следующую картинку:
На ней представлены все листы с расположенными на них деталями. Нажимать можно несколько раз и компьютер будет предлагать иные варианты раскроя. Если вас не устраивает положение какой-либо детали (например, нерациональный раскрой или неправильный поворот), то левой кнопкой мыши перетаскиваем ее в нижнее поле, а потом перетаскиваем на более оптимальное место.
Если ткнуть в деталь в нижнем поле правой кнопкой мыши (при условии, что ее можно вращать), то она изменит свою ориентацию.
После этого нажимаем на клавишу Печать. На экране появляется вариант аналогичный бумажному

Распечатываем его и вуаля!!! Идем в цех!
Урок 28 — Импорт детализации из PRO100 в Cutting
Вернуться на Урок 26
 Здравствуйте друзья.
Здравствуйте друзья.
В этой статье мы с вами поговорим об одной практической стороне изготовления мебели.
Спроектировав любую мебель, вы получаете ее деталировку, или, перечень всех деталей, необходимых для ее сборки.
И следующим этапом будет покупка листов ДСП, и распил их на эти самые, вами спроектированные детали.
Здесь у вас может быть два варианта:
Либо вы несете вашу деталировку туда, где вам будут кроить ДСП (а, это, в основном то же самое место, где вы его и будете покупать), и вам по вашей деталировке сделают, распилят листы материала на нужные детали.
Либо вы изначально сделаете схему, по которой будут обрабатываться листовой материал.
Карты раскроя – и есть та схема распила листа (например, того же ЛДСП) на нужные детали.
Любая такая карта всегда показывает наличие остатков используемого материала.
Одни и те же детали можно разложить на листе так, что в одном случае, размеры остатков будут большими, а в другом случае – меньшими.
Разумеется, всегда нужны большие остатки, так как их них еще можно что-то сделать.
По этому, в случае, когда вам эту документацию кто-то делает, то размеры ваших остатков зависят только от него.
А если вы ее делаете сами, то вы располагаете детали на листе ДСП так, чтобы получить максимально большие остатки.
Вручную, разумеется, это никто не делает, так как это очень трудоемко.
Для этих целей давно придуманы очень хорошие программы.
Одна из них называется Cutting-2, которой я и сам пользуюсь все время, в течение которого занимаюсь изготовлением мебели.
Программа довольно «легкая», простая, интуитивно понятная, и довольно функциональная.
Вдаваться в подробности работы в этой программе мы в этой статье не будем (на блоге есть несколько видео уроков по работе в этой программе).
Мы просто рассмотрим (в общем) работу в этой программе.
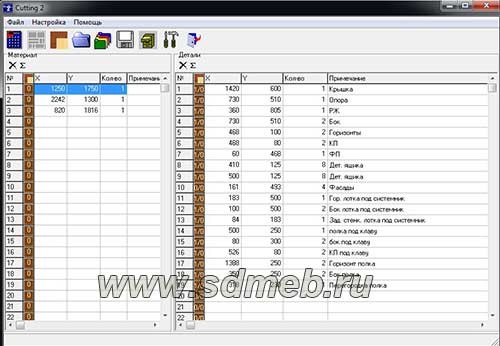
Итак, ее рабочее окно состоит из двух частей:
Левая часть – для ввода исходных данных (размеров листов, которые будут кроиться).
Правая часть – для ввода самой деталировки.
В левой части можно вводить даже несколько листов разных размеров и разных декоров.
В этом случае, отметив, какие детали должны быть сделаны из каких листов, на карте раскроя мы получим раскрой каждого из них, с расположением соответствующих деталей.
Детали можно располагать на листе в соответствии с текстурой материала…
 Но, мы рассмотрим более простой вариант: Один исходный лист ДСП, и деталировка для него.
Но, мы рассмотрим более простой вариант: Один исходный лист ДСП, и деталировка для него.
 Перед тем, как делать расчет деталей, в исходном листе можно задать обпил по торцам (в данном случае, по 7 миллиметров).
Перед тем, как делать расчет деталей, в исходном листе можно задать обпил по торцам (в данном случае, по 7 миллиметров).
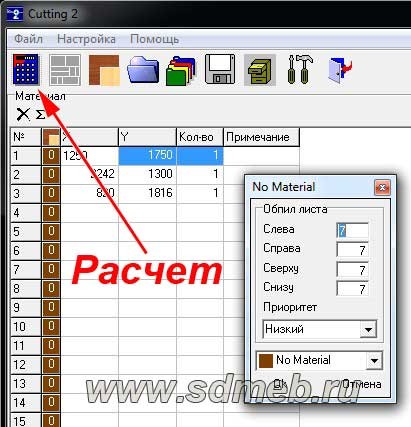 После этого, нажав на иконку «калькулятор», программа разложит автоматически детали по заданному листу.
После этого, нажав на иконку «калькулятор», программа разложит автоматически детали по заданному листу.
Как видно на рисунке, даже если какие-нибудь детали не влезли в лист, их можно увидеть в окошке ниже.
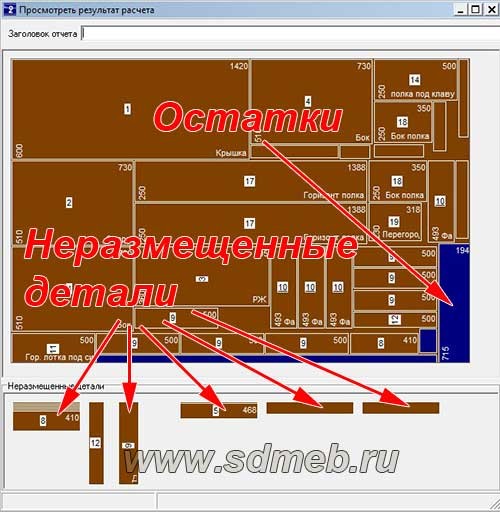 В этом окне местоположение любых деталей можно менять на свое усмотрение, крутить их вокруг оси (если, конечно, в свойствах, задающихся в настройках деталей, эта функция не заблокирована). Одним словом делать все, чтобы получить максимально большие остатки.
В этом окне местоположение любых деталей можно менять на свое усмотрение, крутить их вокруг оси (если, конечно, в свойствах, задающихся в настройках деталей, эта функция не заблокирована). Одним словом делать все, чтобы получить максимально большие остатки.
Когда детали разложены так как нужно, можно нажать на просмотр этого листа.
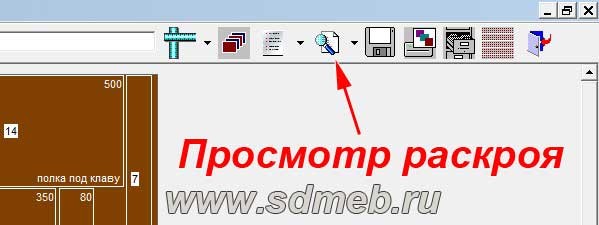 В этом режиме, показана схема расположения всех деталей, общая длинна пропила, площади деталей и остатков, одним словом, вся необходимая информация.
В этом режиме, показана схема расположения всех деталей, общая длинна пропила, площади деталей и остатков, одним словом, вся необходимая информация.
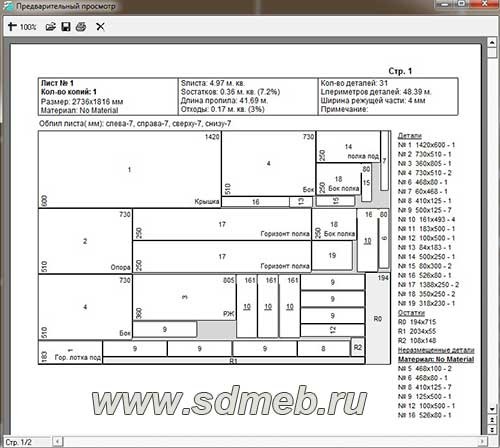 После этого, нажав на соответственную иконку, все листы с раскроем, а так же перечень всех деталей можно распечатать на принтере.
После этого, нажав на соответственную иконку, все листы с раскроем, а так же перечень всех деталей можно распечатать на принтере.
 Это и будет вашей картой раскроя (на ней еще размечается поклейка мебельной кромкой, и эскизы нестандартных (криволинейных и т.д.) деталей).
Это и будет вашей картой раскроя (на ней еще размечается поклейка мебельной кромкой, и эскизы нестандартных (криволинейных и т.д.) деталей).
Таким образом, как видите, сделать самому схему распила листов довольно легко.
Я считаю, это должен уметь делать самый заурядный мебельщик, так как все это, в каком-то смысле, говорит об уровне его квалификации.
Ну а на этом я буду «закругляться», до встречи.

Изучаем карты раскроя
Практическая часть изготовления мебели начинается с раскроя плитных материалов. Наиболее распространённые плиты – это ЛДСП и ЛДВП. Они используются для изготовления нашего шкафа-купе, документацию которого мы рассматриваем в качестве учебного пособия по чтению чертежей мебели.
Например, у нас есть ЛДСП размер которой 2750х1830х16мм. Для того чтобы из каждого листа вырезать оптимальное количество деталей, разрабатываются карты раскроя.
Карты раскроя – это чертёжная документация, на которой схематически показано какие детали надо вырезать из определённого листа ЛДСП или ЛДВП. В картах раскроя производится раскладка деталей на листах. Другими словами, пильщик по этим картам будет вырезать детали для вашей будущей мебели. Также в них обозначены не только детали, но и остатки материала, подлежащие возврату заказчику после распила. От качества карт раскроя зависит расход на закупку плитных материалов, а, следовательно, и общий расход на изготовление мебели.
Чтобы ознакомиться с картами раскроя на наш шкаф-купе, надо открыть файл – «Карты раскроя.pdf». Нашли его в папке с чертёжной документацией? Отлично! Тогда открывайте!
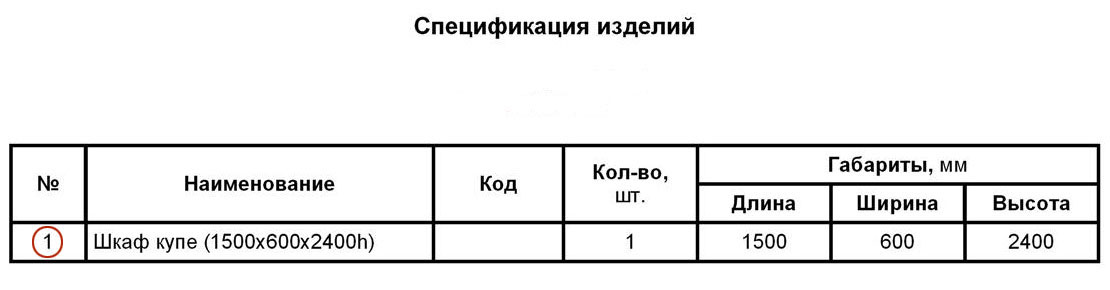
Самый первый лист – это «Спецификация изделий». Здесь отображается весь список изделий, которые входят в данные карты раскроя. В нашем случае это только одно изделие – шкаф-купе. Обратите внимание на цифру, обозначающую номер изделия (она выделена на рисунке красным кружком). Эта цифра нам пригодится позже при «чтении» карт раскроя:
Давайте теперь разберёмся с информацией, которая содержится в следующих листах. В качестве образца возьмём первый лист нашей карты – это лист ЛДСП (2750х1830мм).
Итак, вот что мы видим в верхней части документации:

Ориентация – показывает направление текстуры на листе. Видите три горизонтальные линии под словом «Ориентация»? Вот они и показывают направление текстуры на нашем листе ЛДСП. В принципе, все карты раскроя имеют горизонтальное направление текстуры. Но для того чтобы вы могли быстро сориентироваться, и существует «Ориентация».
Лист (Целый) – обозначает, что на данном листе карты указан раскрой на целый лист ЛДСП. Иногда бывает кроятся остатки ЛДСП, тогда в данном поле будет указано, что кроится остаток.
Размер: 2750х1830х16 – это размер данного листа в миллиметрах. Кстати, обратите внимание, что первым всегда указывается размер по текстуре. В целом листе текстура идёт по длинной стороне (в нашем случае – это 2750мм).
Количество:1 – означает, что на данном листе документа показан раскрой одного листа ЛДСП в формате 2750х1830мм. Честно говоря, это значение является лишним, так как для удобства мы всегда делаем отдельную документацию на каждый лист.
Материал – указан материал, раскрой которого представлен в документации. В нашем случае – это ДСП толщина 16мм (Цвет №1).
Это очень важная информация!!! Рекомендуем наименование материала продублировать красными чернилами на каждом листе карты раскроя.
Практика показывает, что часто пильщики то ли мечтают во время работы, то ли просто расслабляются. В общем, иногда вместо ДВП режут ДСП. В принципе их ошибки – это не ваша забота. Вы отдали документы, оплатили заказ, и вас дальше не волнует, что там нарезал пильщик. В любом случае, вам привезут то, что вы заказали. Но чтобы уберечь пильщика от лишних расходов, можно сделать так, как мы вам рекомендуем.
Остатков, отходов, деталей – показан процент остатков материала, отходов и деталей на листе. Эта информация носит статистический характер и особой ценности не представляет.
Пропил – важная для нас информация. Пропил – это общая длина хода пилы. Другими словами – это количество метров, которое «прошла» пила для того, чтобы выполнить полный раскрой листа по данной карте раскроя. Именно по этой цифре будет рассчитана стоимость услуг раскроя. Как правило, тариф выставляется за один метр. В нашей документации пропил указан в миллиметрах – 15670мм. Чтобы узнать количество метров, надо данную цифру разделить на 1000. В итоге имеем: 15670 ÷ 1000 = 15,67м = 16м.
Внимание!!! Для того чтобы посчитать общий пропил по всем листам, надо сложить значения пропила с каждого листа карты раскроя. Причём по каждому материалу надо считать отдельно, так как, например, стоимость порезки ЛДСП отличается от стоимости порезки ЛДВП.
Итак, с «шапкой» разобрались, теперь перейдём к самой карте раскроя.
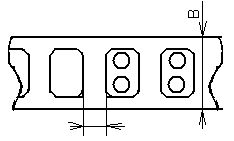
В нижнем левом углу вы видите данные по отступам на обрезку листа:
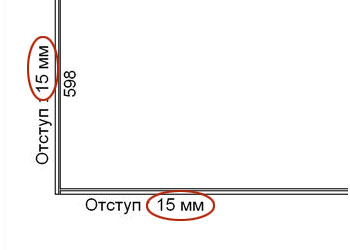
Это очень важная информация, так как она определённо влияет на ваши расходы по распилу. Дело в том, что листы ЛДСП и ЛДВП перед распилом обрезают по двум сторонам, делая отступ от 5 до 15мм, чтобы получить прямой угол между этими сторонами и свежий чистый срез. Производители ЛДСП и ЛДВП выпускают листы с погрешностью, а у нас детали мебели имеют прямые углы. Для этого и выполняется такая предварительная обрезка. Так вот, в нашей документации уже предусмотрена данная обрезка по двум сторонам, что и указано в значениях «Отступ:15мм». Об этом надо предупредить сотрудников фирмы, в которой вы будете заказывать распил плитных материалов. Иначе они могут дополнительно посчитать обрезку каждого листа и прибавить вам лишние метры раскроя. В нашем случае – это 1,75 + 1,83 = 3,58м = 4метра на одном листе. А если вы кроите, скажем, 5 листов, то с каждого листа оплачивать лишние 4 метра распила – это уже слишком. Ведь лишних денег не бывает. Правда?
Обязательно предупредите исполнителя, что в данных картах раскроя уже заложен метраж на обрезку каждого листа. Это можно проверить, просчитав на выбор любой лист из карты раскроя.
Теперь давайте рассмотрим обозначения непосредственно на самих картах раскроя:

Здесь вы видите название детали (Переборка ДСП), длина (2368мм), ширина (500мм). Чтобы разобраться с цифрами, указанными над названием детали, надо заглянуть в таблицу, которая находится нижнем правом углу листа. Вот она:
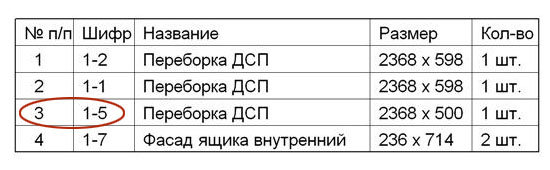
Ничего знакомого не замечаете? Правильно! Цифра 3 обозначает порядковый номер детали в списке деталей, разложенных на данном листе, а 1-5 – это шифр. Как же его расшифровать? Очень просто! Цифра 1 обозначает порядковый номер изделия. Помните первую страницу со Списком изделий? Это и есть та самая цифра! В нашем случае – это одно единственное изделие – наш шкаф-купе, но если бы их было несколько, тогда детали первого по списку изделия начинались бы с единицы, а детали второго – с двойки и т.д. Цифра 5 – это порядковый номер детали. Помните Спецификацию по деталям? Вот именно в этой спецификации под номером 5 вы и найдёте данную деталь. Как видите, здесь всё взаимосвязано и упорядочено.
Остатки на листе обозначены одноимённым словом «Остаток»:

В нижней части листа единственная полезная для нас информация – это номер листа из карты раскроя. Вот он:

С нашими картами раскроя вы сможете без труда посчитать количество метров пропила, будете владеть точной информацией о количестве и размерах остатков, а также получите оптимальную раскладку на раскрой всех деталей вашего изделия.
Далее переходим в раздел Расход фурнитуры для знакомства с этой важной документацией.
Составление карты раскроя
Раскроем
называется порядок расположения
заготовок на листе, ленте или полосе
металла. Наиболее экономичен такой
раскрой, при котором отходы металла в
виде перемычек и высечек минимальны.
Перемычками
называют промежутки, остающиеся между
вырубленными заготовками или между
заготовками и краем лита или ленты.
Раскрой может быть с отходами или
безотходный.
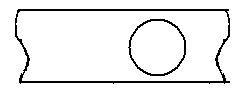
Рис. 5
Раскрой материала с отходами
а) Прямой раскрой
для деталей простой формы
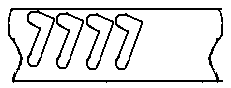
б) Наклонный раскрой
для деталей Г-образной и другой формы
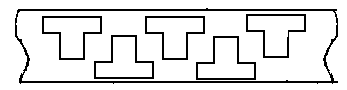
в) Встречный раскрой
для деталей Т, П, Ш-образной формы
г) Однорядный
раскрой круглых деталей
д)
Многорядный раскрой круглых деталей в
шахматном порядке для деталей небольшого
размера
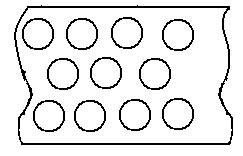
Рисунок.
6 Раскрой материала безотходный
а) однорядный
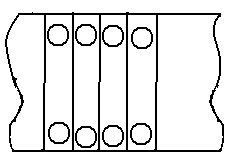
б)
встречный
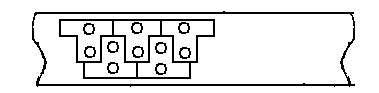
Когда отходы можно
использовать применяют комбинированный
раскрой.
Определение
ширины полосы или ленты.
Номинальную
ширину полосы или ленты при наличии
бокового прижима в штампе находят по
формуле:
В=D+2b+ΔШ,
где
D
– диаметр или сторона вырубаемой детали
b
– наименьшая величина боковой перемычки
ΔШ – односторонний
(минусовой) допуск на ширину полосы.
При
отсутствии бокового прижима.
В=D+2(b+ΔШ)+С
С – гарантированный
зазор между направляющими штампа и
шириной полосы (табл. 4)
Рис. 7 Схема
определения номинальной ширины полосы
а) штамп с боковым
прижимом б) штамп без бокового
прижима
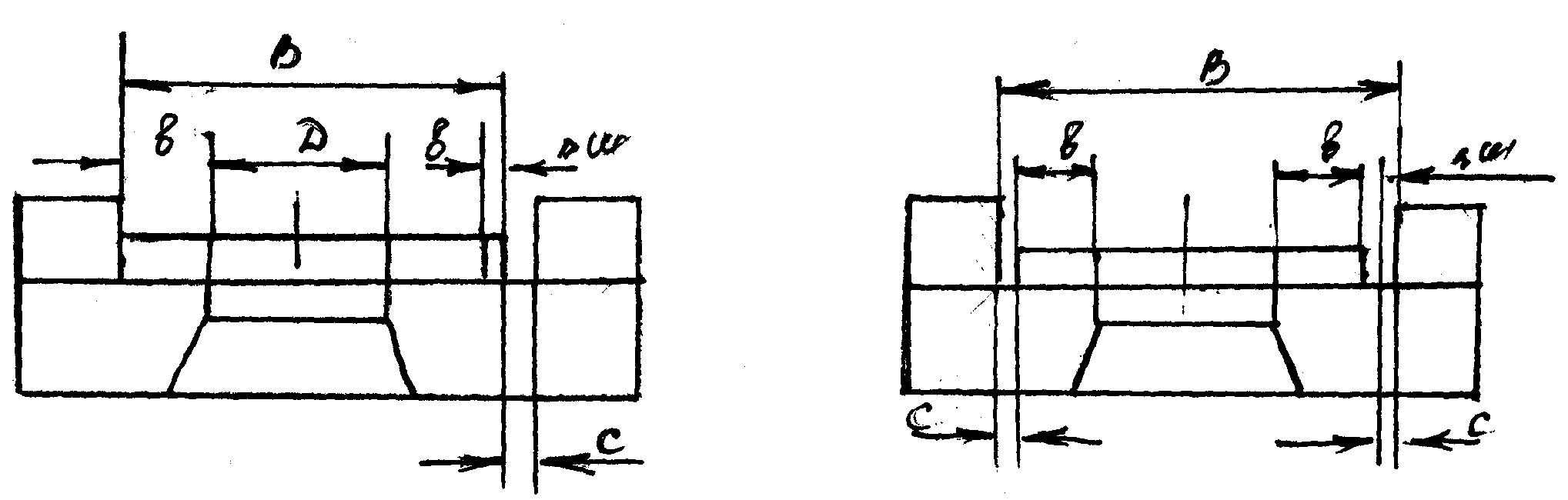
Таблица 4.
Гарантированный
зазор С, мм
|
Ширина полосы |
Однорядный |
Встречный раскрой |
|
До100 мм Свыше |
Горячекатаная
стальная лента (ГОСТ 6009-74)
Ленту
получают горячей прокаткой или продольной
резкой горячекатаной листовой стали.
Ленту
изготавливают из углеродистой стали
обыкновенного качества марок Бст0-Бст5
всех степеней раскисления по ГОСТ
380-88.
Таблица
5.
Размеры ленты, мм
|
Толщина |
1,2 |
1,4 |
1,6 |
1,8 |
2,0 |
2,2 |
2,5 |
3,0 |
3,5 |
4 |
4,5 |
|
Ширина |
20-28 |
20-50 |
20-50 |
20-50 |
20-85 |
20-85 |
20-200 |
200 |
200 |
220 |
Указанные
пределы ширины брать из ряда:
20; 22; 25; 28; 30; 32; 36;
40; 45; 50; 60; 63; 65; 70; 75; 80; 85; 90; 100; 110; 120; 130; 150;
160; 170; 175; 190; 200; 215; 220
Предельные
отклонения по ширине для ленты с катаной
кромкой шириной до 60 мм +0,8 -1,0
Пример обозначения:
Лента 3,5х50 Бст 2ПС ГОСТ 6009-74
Листовая легированная
конструкционная сталь марок:
Сталь 60Г, 65Г, 70Г,
20Х, 30Х, 40Х, 10Г2, 12Г2, 16Г2, 38ХА, 30ХМ, 20ХГСА,
30ХГС, 30ХГСА, 35ХГСА, 28ХГФ.
толщиной
до 4,0 мм (горячекатаная или холоднокатаная)
поставляется в отожженном или отпущенном
состоянии.
Таблица
6.
Горячекатаная
сталь (размер листов) по ГОСТ 19903-74.
|
Толщина листов |
максимальная и |
|||
|
700 |
1000 |
1500 |
1800 |
2000 |
|
0,5 – 0,9 1.0 1,2 1,5 2,0 3 |
1420 1420 2000 2000 2000 2000 |
Толщину листов
брать из ряда:
0,5; 0,55; 0,6; 0,7; 0,75;
0,8; 0,9; 1,0; 1,2; 1,3; 1,4; 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0;
3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5.
Таблица 7.
Размеры стальных
холоднокатаных листов ГОСТ 19904-90
|
Толщина |
Минимальная и |
|||||||||
|
500 |
700 |
800 |
900 |
1000 |
1250 |
1400 |
1500 |
1800 |
2000 |
|
|
0,5 |
1000 2500 |
1400 2500 |
1500 3000 |
1500 3000 |
– |
– |
– |
– |
– |
– |
|
0,55; 0,6; 0,65 |
1000 2500 |
1400 2500 |
1500 2500 |
1500 3000 |
1500 3000 |
1500 3500 |
– |
– |
– |
– |
|
0,7 – 0,75 |
1000 2500 |
1400 2500 |
1500 2500 |
1500 3000 |
1500 3500 |
2000 4000 |
– |
– |
– |
– |
|
0,8; 0,9; 1,0 |
1000 3000 |
1400 3000 |
1500 3000 |
1500 3500 |
1500 3500 |
1500 4000 |
2000 4000 |
– |
– |
– |
|
1,0; 1,2; 1,3 |
1000 3000 |
1400 3000 |
1500 3000 |
1500 3500 |
1500 4000 |
1500 4000 |
1500 4000 |
2000 4000 |
2000 4200 |
– |
|
1,4; 1,5; 1,6; 1,7; 1,8; |
1000 3000 |
1400 3000 |
1500 3000 |
1500 3000 |
1500 4000 |
1500 6000 |
1500 6000 |
2000 6000 |
2500 6000 |
– |
|
2,0 |
||||||||||
|
2,2-2,5 |
1000 3000 |
1400 3000 |
1500 3000 |
1500 3000 |
1500 4000 |
1500 4000 |
2000 6000 |
2000 6000 |
2500 6000 |
2500 6000 |
|
2,8; 3,0;3,2 |
1000 3000 |
1400 3000 |
1500 3000 |
1500 3000 |
1500 4000 |
2000 6000 |
2000 6000 |
2000 6000 |
2500 2700 |
2500 2700 |
Определение
коэффициента использования материала
КИМ=Fd/Fз
Fd
– площадь поверхности детали Fз
– площадь заготовки
Чем удачнее выполнен
раскрой, тем выше КИМ
Рис.8 Пример
расчёта КИМ
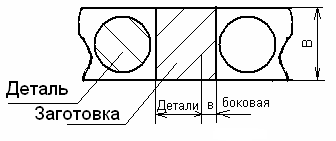
КИМ=Fd/Fз
Fd
= πD²/4; Fз =
B(D+b)
КИМ=
πD²/4B(D+b)
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Для получения максимального выхода заготовок предварительно составляют карты раскроя, которые представляют собой графическое расположение заготовок на стандартном формате раскраиваемого материала. При составлении карт раскроя учитывают максимальный выход заготовок, комплектность деталей разных размеров и назначение в соответствии с объемом выпуска изделий, минимальное количество типоразмеров заготовок в одной карте и минимальное повторение одних и тех же заготовок в разных картах, особенности оборудования и технологические факторы.
Используется смешанный способ раскроя, при котором вначале пропиливают продольную полосу, а затем производят ее поперечный раскрой на заготовки. Смешанный раскрой выполняют на станках для форматной распиловки.
Карты раскроя были составлены в программной среде «Базис Мебельщик», которая позволила определить, что оптимальным решением для производства углового шкафа прихожей является раскрой 4-х листов ДСтП стандартных размеров 2440х1830 (Приложение 1). Также в ней был рассчитан полезный выход материала составивший:
П1 = 89,19 %; П2 = 84,61 %; П3 = 82,85 %; П4 = 55,98 %.
Расчет потребного количества материалов на изделие
В себестоимость изделий из древесины стоимость материала имеет главное значение. Рациональное использование материалов является важным фактором в повышении эффективности производства.
Определение дополнительного количества заготовок, необходимого для компенсации их потерь в производстве, и определение полезного выхода заготовок при раскрое производится по нормативам.
Расчеты ведутся по следующим формулам.
Площадь комплекта деталей на одно изделие:
Площадь комплекта заготовок с припусками на одно изделие:

Площадь комплекта заготовок с припусками на программу:

Площадь комплекта заготовок на программу с учетом технологических отходов:

Площадь материала на программу:

,
где k = 1,087 – коэффициент, учитывающий утвержденный процент технологических отходов и потерь.
Чистый выход:

, %
Неизвестные значения выбраны согласно указаниям методического руководства [8].
Пример расчета одной детали – полка нижняя:





 %
%
Остальные детали рассчитаны аналогично, а полученные данные внесены в таблицу 2 (см. приложение).
