При составлении
блоков мер заданного размера сначала
следует определить необходимые размеры
составляющих блок мер. Количество мер
в блоке должно быть минимальным, так
как погрешность блока складывается
из погрешностей отдельных мер. Определение
необходимых размеров мер следует
начинать с последней цифры заданного
размера. Подобрав первую меру, необходимо
вычесть её размер из заданного и, следуя
тому же правилу, определить размер
следующей меры.
ПРИМЕР. Составить
блок размером 38,625 мм из наборов №1 и №2
Набор №1 ( 87 мер)
1-я мера – 1,005 мм,
остаток размера – 37,620 мм
2-я -||-
-1.12 -||-
-||-
– 36.5
3-я -||-
-6.5 -||-
-||-
-30
4-я -||-
-30 -||-
-||-
-0
Таким образом, для
получения размера необходимо взять
концевые меры в следующей последовательности:
1,005 + 1,12 +6,5 + 30 = 38,625 мм.
Примечание.
Вторую меру рекомендуется подбирать
так, чтобы остаток оканчивался на 0 или
0,5.
Набор № 2 (42 меры)
1-я мера – 1,005 мм,
остаток размера – 37,620 мм
2-я мера – 1,02
-||-
-||-
– 36,6
3-я мера – 1,6
-||-
-||-
– 35
4-я мера – 5
-||-
-||-
– 30
5-я мера – 30
-||-
-||-
– 0
1,005 + 1,02 + 1,6 + 5 + 30 =
38,625 мм.
Выбранные меры
следует очистить от смазки, тщательно
промыть бензином, насухо вытереть чистой
салфеткой. Притирку мер в блок проводят
в определенной последовательности: к
мерам больших размеров последовательно
притирают меры меньших размеров, причем
меньшую меру накладывают на край большей,
затем верхнюю меру надвигают вдоль
длинного ребра меры до совпадения
плоскостей обеих мер (рис.2,а). Притирку
малых мер можно осуществить и другим
способом. Притираемые поверхности
накладываются одна на другую крест-накрест
и с легким нажимом разворачиваются одна
относительно другой до совмещения
(рис.2 б).
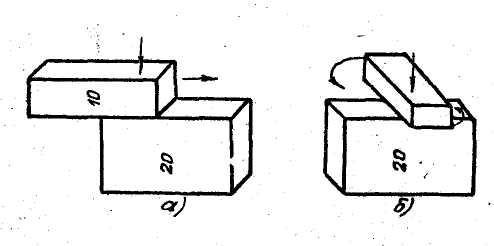
Рис.2. Притирка
концевых мер
После окончания
работы с блоком, его следует разобрать,
меры промыть бензином, протереть сухой
чистой салфеткой и уложить в соответствующие
гнезда ящика набора. Концевые меры
требуют исключительно осторожного и
бережного обращения с ними. Малейшие
повреждения, царапины, забоины, следы
коррозии и прочие дефекты лишают
плитки свойства притираться.
1.3 Последовательность работ при использовании блоков концевых мер
для настройки
регулируемых скоб
1.З.1
По ГОСТ25347-82 найти предельные отклонения
в соответствии с
заданным
размером и условным обозначением поля
допуска
контролируемой детали.
1.3.2 По
ГОСТ24853-81 найти значения Z
, Н, Нр, подсчитать предельные размеры
контрольных калибров.
1.З.З
Построить схему расположения полей
допусков контролируемой детали, рабочих
и контрольных калибров с простановкой
отклонений от соответствующих номинальных
размеров.
1.3.4
Подсчитать размеры блоков концевых мер
для настройки соответствующих приборов,
округляя полученные значения до третьего
десятичного знака
1.3.5 По
подсчитанным размерам, руководствуясь
правилами, изложенными в пункте 1.2
собрать соответствующие блоки концевых
мер.
Соседние файлы в папке метр. лит-ра ТМС
- #
- #
- #
- #
- #
Департамент образования города Москвы
ГБПОУ Колледж автоматизации и информационных
технологий №20
Метрология, стандартизация и сертификация
Лабораторная работа №1
Составление размеров с помощью концевых мер длины
Для студентов специальности 23.02.03 «Техническое
обслуживание и ремонт автомобильного транспорта»
Составитель:
Преподаватель общепрофессиональных
дисциплин первой категории
Холмовая Л.М.

Москва 2017
Лабораторная работа №1 Составление размеров с помощью
концевых мер длины
Цель работы:
1.
Освоить методику работы с
концевыми мерами длины.
2.
Рассчитать номинальный
размер блока с применением концевых мер длины.
3.
Рассчитать суммарную длину
блока с учетом погрешностей.
Оборудование и
материалы:
1.
Набор плоскопараллельных
концевых мер длины (ПКМД).
2.
Варианты заданий.
3.
Учебно-методическое
пособие (таблицы).
Краткие теоретические сведения о ПКМД
Плоскопараллельные концевые меры длины (ГОСТ 9038-90)

Плоскопараллельные концевые меры длины
служат для передачи размеров от эталона изделию. В машиностроении и других
отраслях промышленности их используют в таких целях:
- Согласно ГОСТ 9038-90 концевые меры длины (сокращенно
КМД) выполняются в форме прямоугольного параллелепипеда с двумя
взаимнопараллельными плоскими измерительными поверхностями.хранение и
передача единицы длины; - поверка калибров;
- градуировка и поверка различных мер и средств
измерений; - разметочные и координатно-расточные работ высокой
точности; - определение размеров приспособлений и изделий;
- наладка станков, инструментов и др.

Номинальный размер КМД
В качестве размера плоскопараллельной КМД
принимается ее срединная длина l (рис. б). Срединную длину определяют
перпендикуляром, опущенным из середины одной из измерительных поверхностей КМД
на противоположную поверхность. Номинальный размер срединной длины l влияет на
определение значения сторон a и b в сечении мер.
Например, при 10 мм < l < 0,29 мм а=30-0,28; b=-0,20-0,30;
при 10 мм < l < 250 мм а=35-0,34; b=-0,20-0,30.
Номинальный размер срединной длины указан на каждой мере длины.
Концевые меры изготовляются классов точности:
- стальные 00; 01; 0; 1; 2; 3;
- твердосплавные 00; 0; 1; 2 и 3.
Самым точным является класс 00.
Наборы концевых мер длины

По ГОСТ плоскопараллельные концевые меры
длины могут комплектоваться в наборы по их количеству и размерам номинальной
длины. Количество КМД в наборах от №1 до №19 варьируется от 2 до 112 штук. В
наборе №20 предусмотрено 23 меры длины, №21 – 20 мер, № 22 – 7.
Наборы комплектуются так, чтобы из минимального количества КМД была возможность
составить блок какого угодно размера до третьего десятичного знака. На
основании этого требования подбираются номинальные размеры плоскопараллельных
КМД и градация их размеров.
Стандартная градация в наборах концевых мер длины выглядит так: 0,001; 0,01;
0,1; 0,5; 1; 10; 25; 50 и 100 мм.
Номинальные значения длины КМД колеблются в пределах 1,005-100 мм. К примеру, в
набор из 112 концевых мер длины входит:
- мера длины 1,005 мм – 1 шт.;
- 1-1,5 мм через 0,01 мм – 51 шт.;
- 1,6-2 мм через 0,1 мм – 5 шт.;
- 0,5 мм – 1 шт.;
- 2,5-25 мм через 0,5 мм – 46 шт.;
- 30-100 мм через 10 мм – 8 шт.
Отдельная мера длины с низшим классом
точности определяет класс точности набора. Номинальная длина каждой меры длины
и отклонение указываются в паспорте, который прилагается к набору КМД.
Разряды КМД
На основании погрешности измерения длины
концевых мер (погрешности аттестации) и их отклонения от параллельности и
плоскостности КМД делят на 5 разрядов, обозначаемых 1, 2, 3, 4, 5. Наименьшая
погрешность аттестации свойственна 1-му разряду. Величины погрешностей указаны
в аттестате меры длины.
Действительные отклонения в аттестате мер, для которых установлен разряд,
учитывают при определении размера блока плиток наряду с номинальным значением
мер.
Блоки КМД

Причиной широкого применения концевых мер
длины в промышленности является их основное свойство – притираемость. КМД
способны прочно сцепляться при надвигании одной меры на другу или прикладывании
(рис. в).
Сцепление (или адгезия) КМД обеспечивается молекулярными силами сцепления при
наличии сверхтонкой пленки смазки между мерами – от 0,05 до 0,1 мкм.
Минимальное усилие сдвига одной меры длины относительно другой составляет
30…40 Н, для новых КМД величины усилия выше в 10…20 раз. По стандарту
стальные концевые меры длины рассчитаны на 500 притираний при вероятности
безотказной работы 0,8, твердосплавные – 30 тысяч притираний при вероятности
0,9.
Блок заданного размера составляется из наименьшего возможного количества мер.
Сначала выбирают КМД, позволяющие получить тысячные доли миллиметра, после них
– сотые, десятые и цельные миллиметры.
К примеру, чтобы получить блок размером 28,495 мм, нужно взять из набора КМД №1
меру длины 1,005, затем 1,49, 6 и 20: 1,005+1,49+6+20=28,495 мм.
Минимальное количество концевых мер длины в блоке повысит его точность, так как
уменьшится суммарная погрешность. Также повышается надежность блока, т.е.
снижается вероятность его разрушения. Количество КМД в блоке не должно
превышать 5 штук.
Использование следующих принадлежностей позволяет значительно расширить область
применения КМД:

- основание;
- державка (струбцина);
- стяжки для скрепления блоков размером более 100 мм;
- плоскопараллельные боковики;
- зажимной сухарь для крепления стяжками блоков
концевых мер с боковиками; - радиусные боковики, h = R = 2 мм (5; 15; 20 мм);
- чертильный боковик;
- центровой боковик, вершина центра которого лежит
на продолжении нижней доведенной плоскости; - плитки с рисками;
- трехгранная линейка.
Материал КМД
Концевые меры длины изготовляют
преимущественно из стали с температурным коэффициентом расширения (11,5±0,1)10-6 мм
на 1°С при изменениях температуры от 10 до 30°С. Такими характеристиками обладают
хромистые стали X, 20ХГ, ШХ15, ХГ.
Твердость измерительных поверхностей таких мер длины составляет не менее HRC
62. Реже КМД изготовляют из твердого сплава марки ВК6М с температурным
коэффициентом расширения 3,6•10-6 мм на 1°С. Износостойкость
таких мер повышается в 10-40 раз в сравнении со стальными. Однако следует
учитывать в работе, что из-за разности температурных коэффициентов могут
возникать значительные погрешности измерении стальными и твердосплавными
КМД.
Высокая износостойкость и хорошая притираемость концевых мер достигаются при
шероховатости измерительных поверхностей не более 0,063 мкм по критерию Rz и
шероховатости нерабочих поверхностей – Ra 0,63 мкм.
Средний срок сохраняемости стальных КМД – от 1 года, твердосплавных – от 2
лет.
Выполнение работы:
Задание: Вариант
________ Размер блока _________________
1. Класс
точности набора:_________________
2. Систематическая погрешность Δс = 0,3 мкм
(допускается от 0,1 до 0,5 мкм).
3.Случайные погрешности Δсл от номинального размера и
отклонения формы определяются по таблице П1 «Допускаемые отклонения концевых
мер» приложения и заносятся в таблицу расчетов (Таблица 1).
Таблица 1
|
№ п/п |
Заданный размер и номинальные значения длины концевой меры, мм |
Расчет, мм |
Случайная погрешность, мкм Δсл |
Случайная погрешность, мкм Δсл i2 |
|
1 |
Заданный размер |
|||
|
2 |
1-я мера |
|||
|
3 |
Остаток |
|||
|
4 |
2-я мера |
|||
|
5 |
Остаток |
|||
|
6 |
3-я мера |
|||
|
7 |
Остаток |
|||
|
8 |
4-я мера |
|||
|
9 |
Остаток |
|||
|
10 |
5- мера |
|||
|
11 |
Остаток |
|||
|
12 |
6- мера |
|||
|
13 |
Остаток |
|||
|
14 |
7- мера |
Примечание: Для составления заданного размера
рекомендуется использовать не более 5-ти мер.
4.
Размер блока концевых мер
с учетом погрешностей определяется по формуле:
Lбл. = ∑Li + (n-1) × Δc
· 10 -3 ± (√ ∑Δck i2 ) · 10 -3
Lбл. =
Lmах =
Lmin =
Пример выполнения
Вариант:
____Х___________ ; Размер блока: 26,025 мм
Таблица 1
|
№ п/п |
Заданный размер и номинальные значения длины концевой меры, мм |
Расчет, мм |
Случайная погрешность, мкм Δсл |
Случайная погрешность, мкм Δсл i2 |
|
1 |
Заданный размер |
26,025 |
||
|
2 |
1-я мера |
1,005 |
0,35 |
1,1225 |
|
3 |
Остаток |
25,02 |
||
|
4 |
2-я мера |
1,02 |
0,35 |
1,1225 |
|
5 |
Остаток |
24 |
||
|
6 |
3-я мера |
4 |
0,35 |
1,1225 |
|
7 |
Остаток |
20 |
||
|
8 |
4-я мера |
20 |
0,55 |
0,3025 |
|
9 |
Остаток |
0 |
||
|
10 |
5- мера |
∑ = 0,67 |
||
|
11 |
Остаток |
|||
|
12 |
6- мера |
|||
|
13 |
Остаток |
|||
|
14 |
7- мера |
Lбл. =
∑Li + (n-1)×Δc · 10 -3 ± (√ ∑Δck
i2 ) · 10 -3
Lбл. =
26,025 + (4 – 1) × 0,3·10 -3 ± (√ 0,67) ·10 -3
Lmах = 26,025 + 3 × 0,0003 + (√ 0,67) ·10
-3 = 26,025 +0,0009 +0,0008 =
26,0277
(мм)
Lmin = 26,025 + 3 ×
0,0003 – (√ 0,67) ·10 -3 =
26,025 +0,0009 – 0,0008 =
26,0251
(мм)
Отчет
Отчет должен содержать:
1.
Наименование и цель
лабораторной работы.
2.
Подбор концевых мер для
заданного размера.
3.
Расчет максимального и
минимального значений заданного размера блока с учетом погрешностей.
4.
Эскиз блока из
используемых мер.
5.
Устно ответить на контрольные
вопросы.
Контрольные
вопросы
1.
Какое
назначение имеют плоскопараллельные концевые меры длины?
2.
Какой
параметр принимается за размер плоскопараллельной концевой меры длины?
3.
Как
формируются наборы плоскопараллельных концевых мер длины?
4.
Что такое
класс точности и разряд КМД?
5.
Как
определяется класс точности набора плоскопараллельных концевых мер длины?
6.
Что такое
притираемость ПКМД?
7.
Какое
минимальное число концевых мер может быть в блоке?
Литература
1. Методические
указания к лабораторной работе.
2.Сергеев А.Г. « Метрология и метрологическое обеспечение»
М., Высшее образование 2008.
3. Ганевский
Г.М., Гольдин И.И. «Допуски, посадки и технические измерения в машиностроении»
М., Высшая
школа 2005.
4. Зайцев С.А.,
Куранов А.Д. «Допуски, посадки, технические измерения»
М., Академия
2006.
5. Зайцев С. А., Грибанов Д. Д., Толстов
А. Н. Контрольно-измерительные приборы и инструменты. – Академия, ПрофОбрИздат.
6. Учебное пособие
МГИУ.
Составление блоков из рабочих концевых мер
Министерство
Образования Российской Федерации
Государственное
образовательное учреждение
высшего
профессионального образования
«Тихоокеанский
Государственный Университет»
Кафедра
«Компьютерное проектирование и сертификация машин»
КОНТРОЛЬНАЯ
РАБОТА
«Общая теория
измерений»
Содержание
Задача
1
Задача
2
Ответы на контрольные вопросы
Список использованной литературы
Задача 1
Составить блок из концевых мер длины по размеру 12,875 мм и определить
действительный размер блока по аттестату.
|
Искомый блок |
12,875 мм |
|
|
1-я плитка, входящая в |
1,005 11,87 |
|
|
2-я плитка, входящая в |
1,37 10,5 |
|
|
3-я плитка, входящая в |
10,5 0,0 |
По аттестату найдем фактический размер плиток:
|
Номинальный размер плитки, |
Отклонение средней длины, |
Фактический размер плитки, |
|
1,005 |
-0,13 |
1,00487 мм |
|
1,37 |
+0,18 |
1,37018 мм |
|
10,5 |
-0,01 |
10,49999 мм |
Следовательно, размер блока по аттестату будет равен: 12,87504 мм.
Задача 2
Для
контроля размера 167,551 ![]() 0,002 мм составить блок из рабочих концевых мер
0,002 мм составить блок из рабочих концевых мер
наиболее близкого по точности набора.
Выбираем
наборы №2 и №4 и составляем блок.
значение длина плитка градуирование
Таблица
1
|
1-я плитка |
1,001 мм |
166,55 мм |
|
2-я плитка |
1,05 мм |
165,5 мм |
|
3-я плитка |
5,5 мм |
160 мм |
|
4-я плитка |
60 мм |
100 мм |
|
4-я плитка |
100 мм |
0 мм |
Допускаемые отклонения длины от номинального значения и результаты
вычислений погрешности блока представим в таблице.
Таблица 2
|
Плитки в составе блока, мм |
Допускаемые отклонения |
|||
|
Класс точности набора |
||||
|
0 |
1 |
2 |
3 |
|
|
1,001 мм |
0,12 |
0,2 |
0,4 |
0,8 |
|
1,05 мм |
0,2 |
0,4 |
0,8 |
|
|
5,5 мм |
0,12 |
0,2 |
0,4 |
0,8 |
|
60 мм |
0,25 |
0,5 |
1,0 |
2,0 |
|
100 мм |
0,3 |
0,6 |
1,2 |
2,5 |
|
Погрешность блока по |
Итак, по результатам вычислений видно, что для контроля заданного размера
необходим набор не выше 2-го класса точности.
При этом наибольший и наименьший размеры блока (соответственно: 167,5527
и 167,5493 будут находиться между предельными значениями контролируемого
размера (167,553 и 167,549).
Ответы на контрольные вопросы
. Параллелепипеды (плитки) и стержни.
. Размер между двумя точно доведенными параллельными плоскостями.
. Плитки – меры длины для установки и градуирования измерительных
приборов; стержни – установочные меры длины (например, в микрометрах).
. Эталонные – для установки и градуировки измерительных средств, рабочие
– для измерения изделий и разметочных работ.
. Размер перпендикуляра, опущенного из точки пересечения диагоналей
свободной поверхности на поверхность, к которой притерта концевая мера.
. Наибольшая разность между длиной в любой точке и срединной длиной.
. Способность плиток прочно сцепляться между собой при надвигании одной
на другую. Используется при составлении блоков плиток.
. Степенью приближения срединного размера плитки к его номинальному
значению и плоскопараллельностью.
. Шесть классов: 00, 01, 0, 1, 2, 3. Для мер, находящихся в эксплуатации
устанавливаются дополнительно 4 и 5 классы.
. Предельной погрешностью того инструмента или прибора, при помощи
которого определялись их срединная длина и плоскопараллельность.
. Применение плиток по разрядам, т.к. при этом их погрешность
определяется с большей точностью и может быть учтена при измерении.
. Концевые меры из твердого сплава, которые притирают по концам блоков
плиток для их предохранения от повреждений и износа в случае, когда блок
многократно используется.
. ![]()
. Отобранные из набора плитки очищают от смазки, промывают в бензине и
притирают, надвигая одну на другую, начиная с самых малых концевых мер.
. Плитки отделяют сдвиганием, затем промывают в авиационном бензине,
протирают, смазывают тонким слоем технического вазелина и укладывают на свое
место в ящик.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Меры длины
концевые плоскопараллельные. Технические условия: ГОСТ 9038-90 (СТ СЭВ 720-77).
– М.: Издательство стандартов, 1990.
. Меры длины
концевые плоскопараллельные. Общие требования к методам поверки. МИ 1604-87. –
М.: Издательство стандартов, 1988.
