На сегодняшний день можно встретить просто огромное количество различных продуктов, которые производятся путем механической обработки заготовок. За длительный период формирования промышленной деятельности были разработаны различные методы. Они позволяют существенно повысить качество конечного продукта, исключить вероятность допущения ошибок, снизить затраты и достигнуть многие другие результаты.
Своеобразным стандартом можно назвать применение маршрутной карты технологического процесса. Она представлена особым документом, который применяется при непосредственном производстве того или иного изделия.
Маршрутная карта технологического процесса должна составляться и заполняться в соответствии с установленными стандартами. Рассмотрим подробнее все особенности составления маршрутной карты, а также многие другие моменты подробнее.

Назначение документа
Применяемая маршрутная технологическая карта несет с собой довольно большое количество разных функций. Указываемые данные во многом описывает техпроцесс, определяя его особенности. Среди особенностей назначения отметим следующие моменты:
- Указываются основные рекомендации по выбору оборудования и оснастки. На сегодняшний день встречаются станки самого разного типа. Примером можно назвать станки токарные или фрезерные, сверлильные. Есть и ручные инструменты, которые весьма широко распространены. Кроме этого, оснастка также может существенно отличаться, к примеру, резцы или фрезеры. Мастер должен получить полную информацию для того, чтобы провести работу. Маршрутная карта технологического процесса весьма сложная в чтении, тип оборудования и оснастки часто указывается сокращенным кодом.
- Определяются основные параметры проводимой работы. Снятие материала с поверхности может выполняться механическим или другим путем. При этом каждый процесс можно охарактеризовать самыми различными параметрами, к примеру, скоростью резания, величиной подачи и некоторыми другими.
- В некоторых случаях прилагается чертеж. Он позволяет определить форму и основные размеры изделия.

Как правило, разработка маршрутной карты технологического процесса проводится специалистом. Также подобный документ часто составляется на утилизацию оборудования или некоторых других технологических операций, которые не связаны с производством продукта.
Скачать бланк маршрутной карты
Содержание
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов. Рассматривая содержание отметим несколько моментов:
- Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции. Эти данные считаются важным, указываются во всех документах.
- Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
- Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей. При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
- Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
- Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
- Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
- Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.

Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
- Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
- Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
- Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
- Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию. Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
- Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров. Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
Правила оформления
Маршрутная карта является обязательным документом, который должен составляться для технологического процесса. Заполнение должно проводиться по разработанной схеме, регламентируемая в ГОСТ 3.1118-82. Основными моментами можно назвать следующее:
- Каждая строка создаваемой таблицы мысленно делится на две части, запись информации проводится в нижней. За счет этого обеспечиваются условия для внесения различных корректировок в верхней части.
- Некоторые графы отмечены утолщенным видом. При их заполнении учитываются особые правила. Основная информация представлена кодами, которые выбираются в зависимости от классификаций и стандартов. В некоторых случаях данные вводятся в расшифрованном виде. Также встречается комбинированный вариант исполнения внесения информации.
- Уделяется также внимание тому, каким шрифтом проводится указание данных в маршрутной карте технологического процесса. Не стоит забывать о том, что все внесенное в таблицу должно читаться хорошо.
- Допускается внесение некоторых изменений. Подобная ситуация встречается крайне часто, так как некоторые параметры могут корректироваться в зависимости от конкретного случая обработки.
- Технологический процесс может существенно отличаться, от этого зависит и то, каким образом проводится заполнение маршрутной карты. Не стоит забывать о том, что выполняется распечатывание ранее уже готовых таблиц с полями, в которые проводится внесение основной информации. Первый или титульный лист отличается от других, также есть специальные варианты исполнения, которые предназначены для указания некоторой другой информации. За счет их применения существенно упрощается поставленная задача по составлению технической документации.
Скачать ГОСТ 3.1118-82
В интернете можно встретить пример оформления маршрутной карты, который используется в качестве образца. Кроме этого, не стоит забывать о том, что встречается довольно большое количество различных таблиц, которые применяются в качестве стандартов.
Часто встречается ситуация, когда основные данные указываются в сокращенном виде. Это связано с тем, что некоторые графы имеют небольшой размер. Стандарты по применению сокращений указываются в специальной технической документации. В некоторых случаях применяются специальные символы. Встречается просто огромное количество служебных символов, которые позволяют указывать в сокращенном виде наиболее важную информацию. Они встречаются в специальной технической документации.
Как правило, оформление маршрутной карты проводится специалистом, который занимается непосредственной разработкой технологии обработки.
При этом в качестве основы применяется пример заполнения.

Правильно составленная маршрутная карта технологического процесса обеспечивает требуемые условия для выполнения качественной обработки. Недостаточное количество данных может привести к ошибкам, которые станут причиной допущения ошибок.
Под
технологическим маршрутом изготовления
детали понимают последовательность
выполнения ТО. Последовательность ТО
устанавливают на
основании разработанного ранее маршрута
обработки основных поверхностей.
При разработке
маршрутной технологии следует
придерживаться некоторых общих положений:
-
выявляется
необходимость расчленения ТП изготовления
деталей на операции
черновой, чистовой и отделочной
обработки; -
операцию
черновой обработки целесообразно
отделить от чистовой с целью
уменьшения влияния деформации заготовки
после черновой обработки (в том случае
если деформации незначительны, то
данное расчленение не обязательно);
-
отделочная
обработка, как правило, выполняется на
конечных операциях ТП; -
при
формировании операции следует стремиться
к тому, чтобы определенная
(желательно наибольшая) группа
поверхностей обрабатывалась с
одного установа; -
в самостоятельные
операции следует выделять: обработку
зубьев колес, нарезание шлицев, обработку
пазов, сверление отверстий и др.; -
на первой операции
необходимо обработать поверхности,
которые будут использованы в качестве
чистовых баз на последующих операциях;
при формировании
маршрута следует предусмотреть при
необходимости применение термической
или химико-термической обработки;
– в
технологический маршрут включают все
вспомогательные и
контрольные
операции;
Разработка
маршрутной технологии включает выбор
оборудования, приспособлений,
режущего и измерительного инструмента.
При этом учитывают форму, габариты, вес
заготовки, а также требования по точности
и качеству обрабатываемых поверхностей.
Например, поверхность тел вращения
большого диаметра целесообразно
обтачивать на карусельном станке, а не
на токарном. Кроме того, выбираемое
оборудование сравнивают по
степени механизации и автоматизации,
по производительности и другим параметрам.
Разработанный
маршрут изготовления детали приводится
в табличной форме
(таб. 5.1) и в виде маршрутной карты
(Приложение 1). Технологический
маршрут дополнен операционными эскизами,
на которых указаны схемы базирования,
обрабатываемые поверхности, главные и
вспомогательные
движения.
Таблица 5.1
Маршрутный
технологический процесс изготовления
детали
|
№ Операции |
Наименование содержание |
Оборудование |
Приспособление |
|
1 |
2 |
3 |
4 |
|
005 |
Фрезерно-центровальная |
||
отверстий |
Фрезерно- центровальный станок |
Призматические
Сверла |
|
|
010 |
Токарная |
||
поверхностей
поверхностей
|
Токарный винторезный станок 16К20П |
Центра
Резец проходной
углом
Резец проходной
Канавочный
Резец проходной
углом в плане
Головка |
|
|
015 |
Фрезерная |
||
|
Фрезерование
L=15
В=5мм, L=14 В=5 мм |
Вертикально-
фрезерный 6Р11 |
Призматические
Шпоночные фрезы |
|
|
020 |
Шлифовальная |
||
|
Шлифование ступеням |
Круглошлифовальный ЗМ153 |
Центра
Круг |
|
|
025 |
Контрольная |
||
|
Контрольный |
Микрометр МК25-1 |
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Курс лекций по дисциплине МДК.01.01
«Технологические процессы изготовления деталей машин»
Лекция 91 Тема: «Оформление маршрутной карты.»
Маршрутная карта технологического процесса: пример, назначение, заполнение
На сегодняшний день можно встретить просто огромное количество различных продуктов, которые производятся путем механической обработки заготовок. За длительный период формирования промышленной деятельности были разработаны различные методы. Они позволяют существенно повысить качество конечного продукта, исключить вероятность допущения ошибок, снизить затраты и достигнуть многие другие результаты.
Своеобразным стандартом можно назвать применение маршрутной карты технологического процесса. Она представлена особым документом, который применяется при непосредственном производстве того или иного изделия.
Маршрутная карта технологического процесса должна составляться и заполняться в соответствии с установленными стандартами. Рассмотрим подробнее все особенности составления маршрутной карты, а также многие другие моменты подробнее.
Назначение документа
Применяемая маршрутная технологическая карта несет с собой довольно большое количество разных функций. Указываемые данные во многом описывает техпроцесс, определяя его особенности. Среди особенностей назначения отметим следующие моменты:
-
Указываются основные рекомендации по выбору оборудования и оснастки. На сегодняшний день встречаются станки самого разного типа. Примером можно назвать станки токарные или фрезерные, сверлильные. Есть и ручные инструменты, которые весьма широко распространены. Кроме этого, оснастка также может существенно отличаться, к примеру, резцы или фрезеры. Мастер должен получить полную информацию для того, чтобы провести работу. Маршрутная карта технологического процесса весьма сложная в чтении, тип оборудования и оснастки часто указывается сокращенным кодом.
-
Определяются основные параметры проводимой работы. Снятие материала с поверхности может выполняться механическим или другим путем. При этом каждый процесс можно охарактеризовать самыми различными параметрами, к примеру, скоростью резания, величиной подачи и некоторыми другими.
-
В некоторых случаях прилагается чертеж. Он позволяет определить форму и основные размеры изделия.
Как правило, разработка маршрутной карты технологического процесса проводится специалистом. Также подобный документ часто составляется на утилизацию оборудования или некоторых других технологических операций, которые не связаны с производством продукта.
Скачать бланк маршрутной карты
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов. Рассматривая содержание отметим несколько моментов:
-
Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции. Эти данные считаются важным, указываются во всех документах.
-
Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
-
Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей. При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
-
Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
-
Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
-
Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
-
Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.
Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
-
Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
-
Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
-
Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
-
Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию. Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
-
Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров. Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
Правила оформления
Маршрутная карта является обязательным документом, который должен составляться для технологического процесса. Заполнение должно проводиться по разработанной схеме, регламентируемая в ГОСТ 3.1118-82. Основными моментами можно назвать следующее:
-
Каждая строка создаваемой таблицы мысленно делится на две части, запись информации проводится в нижней. За счет этого обеспечиваются условия для внесения различных корректировок в верхней части.
-
Некоторые графы отмечены утолщенным видом. При их заполнении учитываются особые правила. Основная информация представлена кодами, которые выбираются в зависимости от классификаций и стандартов. В некоторых случаях данные вводятся в расшифрованном виде. Также встречается комбинированный вариант исполнения внесения информации.
-
Уделяется также внимание тому, каким шрифтом проводится указание данных в маршрутной карте технологического процесса. Не стоит забывать о том, что все внесенное в таблицу должно читаться хорошо.
-
Допускается внесение некоторых изменений. Подобная ситуация встречается крайне часто, так как некоторые параметры могут корректироваться в зависимости от конкретного случая обработки.
-
Технологический процесс может существенно отличаться, от этого зависит и то, каким образом проводится заполнение маршрутной карты. Не стоит забывать о том, что выполняется распечатывание ранее уже готовых таблиц с полями, в которые проводится внесение основной информации. Первый или титульный лист отличается от других, также есть специальные варианты исполнения, которые предназначены для указания некоторой другой информации. За счет их применения существенно упрощается поставленная задача по составлению технической документации.( ГОСТ 3.1118-82)
В интернете можно встретить пример оформления маршрутной карты, который используется в качестве образца. Кроме этого, не стоит забывать о том, что встречается довольно большое количество различных таблиц, которые применяются в качестве стандартов.
Часто встречается ситуация, когда основные данные указываются в сокращенном виде. Это связано с тем, что некоторые графы имеют небольшой размер. Стандарты по применению сокращений указываются в специальной технической документации. В некоторых случаях применяются специальные символы.
Встречается просто огромное количество служебных символов, которые позволяют указывать в сокращенном виде наиболее важную информацию. Они встречаются в специальной технической документации.
Как правило, оформление маршрутной карты проводится специалистом, который занимается непосредственной разработкой технологии обработки.
При этом в качестве основы применяется пример заполнения.
Правильно составленная маршрутная карта технологического процесса обеспечивает требуемые условия для выполнения качественной обработки. Недостаточное количество данных может привести к ошибкам, которые станут причиной допущения ошибок.
Использован материал
https://stankiexpert.ru/tehnologii/marshrutnaya-karta-tekhnologicheskogo-processa.html
видео материал
2. https://youtu.be/AkyBDZ0Aqy8
В маршрутно-операционном технологическом процессе предусматривается краткое описание содержания отдельных операций в маршрутной карте, а остальные операции оформляются на операционных картах.
При выполнении курсового и дипломного проектирования рекомендуется операционная или маршрутно-операционная степень де- 192
тализации описания технологического процесса. Конкретно степень детализации описания технологического процесса оговаривается с руководителем проекта.
5.1. МАРШРУТНАЯ КАРТА
Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса. Формы и правила оформления маршрутных карт, применяемых при отработке технологических процессов изготовления или ремонта изделий в основном и вспомогательном производствах, регламентированы согласно ГОСТЗ. 1118—82 (Формы и правила оформления маршрутных карт).
К заполнению граф технологических документов предъявляются следующие требования.
1. Каждая строка мысленно делится по горизонтали пополам, и информацию записывают в нижней ее части, оставляя верхнюю часть свободной для внесения изменений.
2. Для граф, выделенных утолщенными линиями, существует три варианта заполнения:
а) графы заполняются кодами и обозначениями по соответствующим классификаторам и стандартам. Вариант используется разработчиками, внедрившими автоматизированную систему управления производством;
б) информация записывается в раскодированном виде;
в) информация дается в виде кодов с их расшифровкой; при курсовом проектировании рекомендуется этот вариант заполнения.
Для изложения технологических процессов в маршрутной карте используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ
Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса. Формы и правила оформления маршрутных карт, применяемых при отработке технологических процессов изготовления или ремонта изделий в основном и вспомогательном производстве, регламентированы ГОСТ 3.1118-82.
К заполнению граф технологических документов предъявляются следующие требования.
- 1. Каждая строка мысленно делится по горизонтали пополам, и информацию записывают в нижней ее части, оставляя верхнюю часть свободной для внесения изменений.
- 2. Для граф, выделенных утолщенными линиями, существует три варианта заполнения:
- а) графы заполняются кодами и обозначениями по соответствующим классификаторам и стандартам. Вариант используется разработчиками, внедрившими автоматизированную систему управления производством;
- б) информация записывается в раскодированном виде;
- в) информация дается в виде кодов с их расшифровкой.
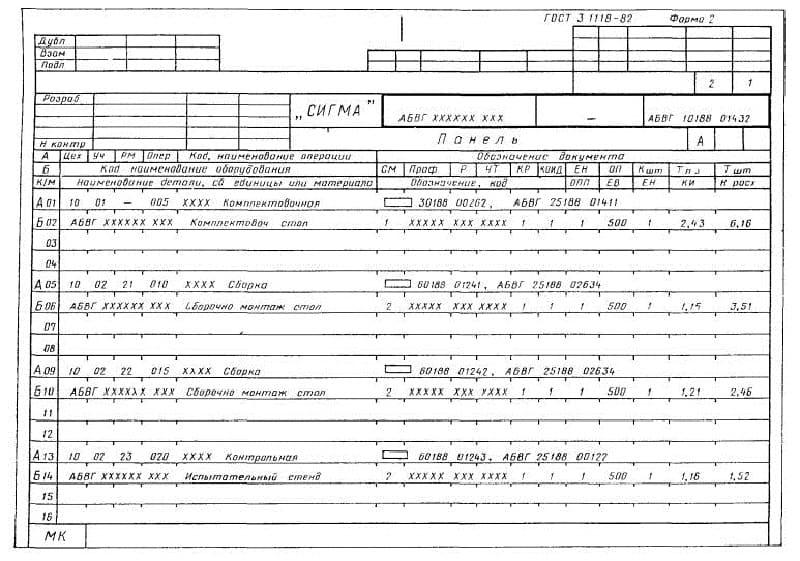
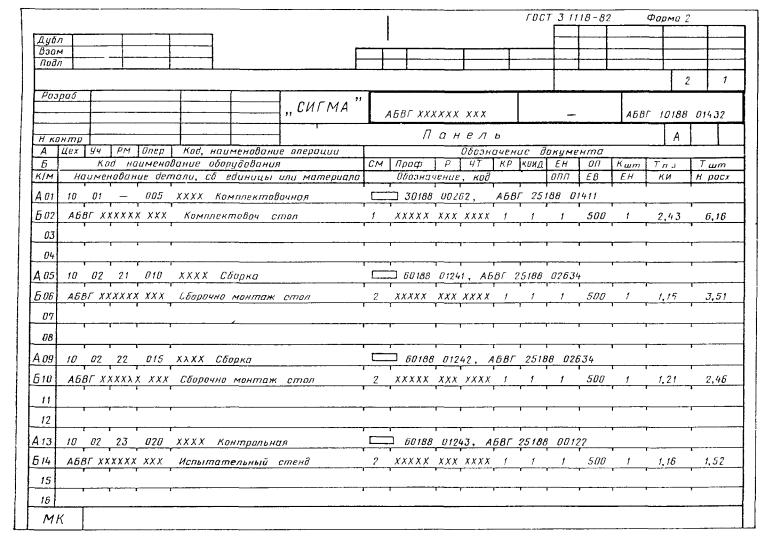
Для изложения технологических процессов в маршрутной карте используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации. Простановка служебных символов является обязательной в любом случае. В качестве обозначения служебных символов приняты прописные буквы русского алфавита, проставляемые перед номером соответствующей строки. На рис. 8.1 приведены форма и пример заполнения маршрутной карты.
Информация, вносимая в отдельные графы и строки маршрутной карты, выбирается из табл. 8.1. Для удобства поиска соответствующих граф карты номера пунктов таблицы продублированы выносными линиями на полях рис. 8.1.
Содержание информации, вносимой в графы и строки маршрутной карты
Обозначение служебных символов:
А — номер цеха, участка, рабочего места, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции
Б — код, наименование оборудования и информация по трудозатратам
К — информация о комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода

Рис. 8.1. Маршрутная карта
М — информация о применяемом основном материале и исходной заготовке, вспомогательных и комплектующих материалах с указанием их кода, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода О — содержание операции (перехода). Информация записывается по всей строке, при необходимости продолжение информации переносится на следующие строки
Т — информация о технологической оснастке в такой последовательности: приспособления; вспомогательный инструмент; режущий инструмент; слесарно-монтажный инструмент; средства измерения
Р — информация о режимах обработки
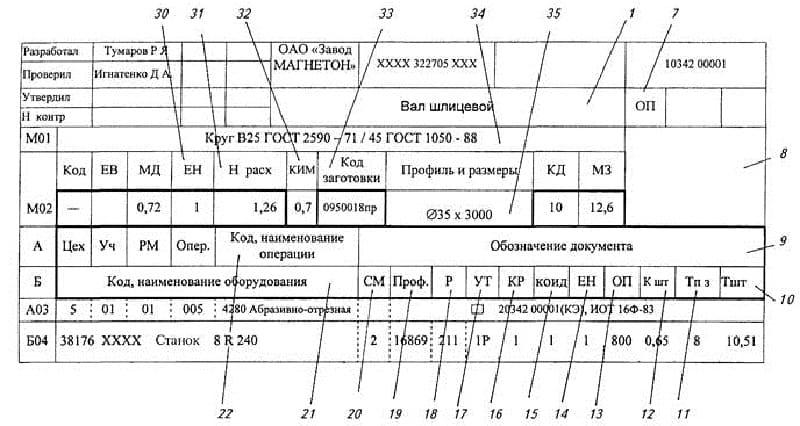
Графы: номер цеха, участка и рабочего места
Номер операции в технологической последовательности изготовления, контроля и перемещения
Код материала. Графа не заполняется — ставится прочерк.
В графе «М01» указывается наименование, сортамент, размер и марка материала, номер стандарта, т.е. данные, которые в текстовых документах обычно записываются дробью. В данной графе запись выполняется одной строкой с разделительным знаком «/»
Код единицы величины — массы, длины, площади и т.п. детали или заготовки
Код операции согласно классификатору технологических операций
Код оборудования, включает в себя высшую (шесть первых цифр) и низшую (четыре цифры после точки) классификационные группировки
Код степени механизации груда, указывается однозначной цифрой:
наблюдение за работой автоматов 1 работа с помощью машин и автоматов 2 вручную при машинах и автоматах 3 вручную без машин и автоматов 4 вручную при наладке машин и ремонте 5
Код профессии согласно классификатору
Разряд работы, необходимый для выполнения операции. Код включает три цифры: первая — разряд работы по тарифно-квалификационному справочнику, две следующие — код формы и системы оплаты труда:
- 10 — сдельная форма оплаты труда
- 11 — сдельная система оплаты труда прямая
- 12 — сдельная система оплаты труда премиальная
- 13 — сдельная система оплаты труда прогрессивная
- 20 — повременная форма оплаты труда
- 21 — повременная система оплаты труда простая
- 22 — повременная система оплаты труда премиальная
Код условий груда, включает в себя цифру — условия труда:
- 1 — нормальные
- 2 — тяжелые и вредные
- 3 — особо тяжелые, особо вредные
и букву, указывающую вид нормы времени:
Р — аналитически-расчетная И — аналитически-исследовательская X — хронометражная О — опытно-статистическая
Обозначение документов, применяемых при выполнении данной операции, например ИОТ — инструкция по охране труда
Обозначение профиля и размеров заготовок. Рекомендуется указывать толщину, ширину и длину заготовки, сторону квадрата или диаметр и длину, например 20 х 50 х 300; 35
Количество исполнителей, занятых при выполнении операции
Количество одновременно обрабатываемых заготовок
Количество деталей, изготовляемых из одной заготовки, например прутка
Единица нормирования, на которую установлена норма времени, например 1, 10, 100 шт.
Объем производственной партии в штуках
Коэффициент штучного времени при многостаночном обслуживании, зависит от количества обслуживаемых станков: количество станков 1 2 3 4 5 6 коэффициент 1 0,65 0,48 0,39 0,35 0,32
Норма штучного времени на операцию
Норма подготовительно-заключительного времени на операцию
Коды технологической оснастки по классификатору
Примечание. Установлена пятизначная структура основного кода характеристики документации (ХХХХХ).
Первые две цифры — вид документации:
- • 01 — комплект технологической документации;
- • 10 — маршрутная карта;
- • 20 — карта эскизов;
- • 42 — ведомость оснастки;
- • 44 — ведомость деталей к типовому (групповому) технологическому процессу (операции);
- • 60 — операционная карта;
- • 62 — карта наладки;
- • 67 — карта кодирования информации.
Третья цифра — вид технологического процесса (операции) по организации:
- • 0 — без указания;
- • 1 — единичный процесс (операция);
- • 2 — типовой процесс (операция);
- • 3 — групповой процесс (операция).
Последние две цифры — вид технологического процесса по методу выполнения:
- • 00 — без указания;
- • 02, 03 — технический контроль;
- • 04 — перемещение;
- • 21 — обработка давлением;
- • 41,42 — обработка резанием;
- • 50, 51 — термообработка.
Наименование операции обработки резанием должно отражать применяемый вид оборудования и записываться именем прилагательным в именительном падеже (за исключением операции «Галтовка») в соответствии с табл. 8.2 и 8.3.
1.1. Маршрутная карта (МК) является составной и неотъемлемой частью комплекта технологических документов (далее – документов), разрабатываемых на технологические процессы изготовления или ремонта изделий и их составных частей.
1.2. Формы МК, установленные настоящим стандартом, являются унифицированными и их следует применять независимо от типа и характера производства и степени детализации описания технологических процессов.
2.1. Выбор и установление области применения соответствующих форм МК зависят от разрабатываемых видов технологических процессов, специализированных по применяемым методам изготовления и ремонта изделий и их составных частей, назначения формы в составе комплекта документов и применяемых методов проектирования документов. Выбор и установление области применения форм МК осуществляет разработчик документов в соответствии с порядком, установленным в отрасли или на предприятии (в организации) по табл. 1 .
2.2. При маршрутном и маршрутно-операционном описании технологического процесса МК является одним из основных документов, на котором описывается весь процесс в технологической последовательности выполнения операций.
2.3. При операционном описании технологического процесса МК выполняет роль сводного документа, в котором указывается адресная информация (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты.
Назначение формы МК
Применяемый метод проектирования
Единичные технологические процессы, выполняемые с применением различных методов обработки
Первый или заглавный лист
При автоматизированной распечатке форм на АЦПУ размеры высоты граф следует увеличить до 8,5 мм за счет уменьшения количества основных строк, предназначенных для описания операций (см. форму 5 )
Форма предусматривает вертикальное расположение поля подшивки с нанесением блока дополнительной информации основной надписи резиновым штампом. Форма рассчитана на размещение 128 символов в строке
Единичные технологические процессы сборки (разъемные и неразъемные соединения)
См. применение форм 1 и 3
См. применение формы 5
Типовые и групповые технологические процессы, выполняемые с применением различных методов изготовления и ремонта
См применение форм 1 и 3
См применение формы 5
Единичные технологические процессы, выполняемые с применением различных методов изготовления и ремонта
Первый или заглавный лист
В случае применения МК, взамен соответствующих КТП, совместно с соответствующей КТИ, содержащей переменную информацию
Единичные, типовые и групповые технологические процессы, выполняемые с применением различных методов изготовления и ремонта
См. применение форм 1 и 3
См применение формы 5
Не механизированное и не автоматизированное
Рекомендуется применять для документов маршрутного описания и не подлежащих микрофильмированию
3.2. Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ.
3.3. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации.
Простановка служебных символов является обязательной и не зависит от применяемого метода проектирования документов.
Примечание . Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции, на данном листе документа, для документов, заполняемых рукописным способом или с помощью печатающей машинки и не подлежащих обработке средствами механизации и автоматизации.
3.4. В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки, и выполняемые прописной буквой, например, М01, А12 и т.д.
3.5. Указание соответствующих служебных символов для типов строк, в зависимости от размещаемого состава информации, в графах МК следует выполнять в соответствии с табл. 2 .
3.6. Служебные символы, применяемые на строках, в которых указаны наименования и обозначения граф, рекомендуется выполнять типографским способом.
Содержание информации вносимой в графы, расположенные на строке
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяется только для форм с горизонтальным расположением поля подшивки)
Код, наименование оборудования и информация по трудозатратам (применяется только для форм с горизонтальным расположением поля подшивки)
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции (применяется только для форм с вертикальным расположением поля подшивки)
Обозначение документов, применяемых при выполнении операции (применяется только для форм с вертикальным расположением поля подшивки)
Код, наименование оборудования (применяется только для форм с вертикальным расположением поля подшивки)
Информация по трудозатратам (применяется только для форм с вертикальным расположением поля подшивки)
Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с горизонтальным расположением поля подшивки)
Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделений, откуда поступают материалы, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода
Содержание операции (перехода)
Информация о применяемой при выполнении операции технологической оснастке
Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц (применяется только для форм с вертикальным расположением поля подшивки)
Информация по комплектации изделия (сборочной единицы) составными частями с указанием обозначения деталей, сборочных единиц, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с вертикальным расположением поля подшивки)
3.7. На строках, расположенных ниже граф, в которых указаны их наименования и обозначения, служебные символы проставляет разработчик документов с учетом выбранного им способа заполнения документов.
3.8. При заполнении информации на строках, имеющих служебные символы А, Б, В, Г, Д, Е, К, Л, М, Н, следует руководствоваться правилами по заполнению соответствующих граф, расположенных на этих строках.
3.9. При заполнении информации на строках, имеющих служебный символ О, следует руководствоваться требованиями государственных стандартов ЕСТД седьмой классификационной группы, устанавливающих правила записи операций и переходов. Запись информации следует выполнять в технологической последовательности по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. При операционном описании технологического процесса на МК номер перехода следует проставлять в начале строки.
3.10. При заполнении информации на строках, имеющих служебный символ Т, следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки. Информацию по применяемой на операции технологической оснастке записывают в следующей последовательности:
специальный инструмент, применяемый при выполнении специфических технологических процессов (операций), например, при сварке, штамповке и т.п.;
Запись следует выполнять по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. Разделение информации по каждому средству технологической оснастки следует выполнять через знак «;». Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например, АБВГ ХХХХХХ.ХХХ (2) фреза дисковая.
1. В случае неприменения какой-либо технологической оснастки, записывают оснастку, следующую по порядку очередности.
2. Допускается не указывать количество применяемых единиц технологической оснастки.
3.11. Последовательность заполнения информации для каждой операции по типам строк приведена в табл. 3 .
Примечание . В случае отсутствия информации с каким-либо служебным символом, записывается информация со следующим служебным символом по порядку.
Вид описания технологического процесса (операции)
Очередность заполнения служебных символов
Единичные технологические процессы, выполняемые с применением различных методов обработки

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЕДИНАЯ СИСТЕМА
ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ
МАРШРУТНЫХ КАРТ
ГОСТ 3.1118-82
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА
ССР
|
Единая система технологической документации ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ Unified system for technological documentation. Forms and rules for filling |
ГОСТ |
Постановлением
Государственного комитета СССР по стандартам от 30 декабря 1982 г. № 5311 срок
введения установлен
с 1984-01-01
Настоящий стандарт
устанавливает формы и правила оформления маршрутных карт, применяемых при
разработке технологических процессов изготовления или ремонта изделий в
основном и вспомогательном производствах.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Маршрутная карта (МК)
является составной и неотъемлемой частью комплекта технологических документов (далее
– документов), разрабатываемых на технологические процессы изготовления или
ремонта изделий и их составных частей.
1.2. Формы МК, установленные
настоящим стандартом, являются унифицированными и их следует применять
независимо от типа и характера производства и степени детализации описания
технологических процессов.
2. ПРАВИЛА ПРИМЕНЕНИЯ
2.1. Выбор и установление
области применения соответствующих форм МК зависят от разрабатываемых видов
технологических процессов, специализированных по применяемым методам
изготовления и ремонта изделий и их составных частей, назначения формы в
составе комплекта документов и применяемых методов проектирования документов.
Выбор и установление области применения форм МК осуществляет разработчик
документов в соответствии с порядком, установленным в отрасли или на
предприятии (в организации) по табл. 1.
2.2. При маршрутном и
маршрутно-операционном описании технологического процесса МК является одним из
основных документов, на котором описывается весь процесс в технологической
последовательности выполнения операций.
2.3. При операционном
описании технологического процесса МК выполняет роль сводного документа, в
котором указывается адресная информация (номер цеха, участка, рабочего места,
операции), наименование операции, перечень документов, применяемых при
выполнении операции, технологическое оборудование и трудозатраты.
Таблица 1
|
Вид |
Номер формы МК |
Назначение формы МК |
Применяемый метод проектирования |
Применение |
|
Единичные |
1 |
Первый |
Все |
При |
|
3 |
То же |
То же |
||
|
5 |
» |
Автоматизированное |
Форма |
|
|
Единичные |
2 |
» |
Все |
См. |
|
4 |
» |
То же |
То же |
|
|
6 |
» |
Автоматизированное |
См. |
|
|
Типовые |
2 |
» |
Все |
См |
|
4 |
» |
То же |
То же |
|
|
6 |
» |
Автоматизированное |
См |
|
|
Единичные |
2 |
Первый |
Все |
В |
|
4 |
То же |
То же |
||
|
6 |
» |
Автоматизированное |
||
|
Единичные, |
1б |
Последующие |
Все |
См. |
|
3б |
То же |
То же |
То же |
|
|
5а |
» |
Автоматизированное |
См |
|
|
1а |
Оборотная |
Не |
Рекомендуется |
|
|
3а |
То же |
То же |
3. ПРАВИЛА ОФОРМЛЕНИЯ
3.1. Оформление форм,
бланков и документов – по ГОСТ
3.1104-81.
3.2. Для изложения
технологических процессов в МК используют способ заполнения, при котором
информацию вносят построчно несколькими типами строк. Каждому типу строки
соответствует свой служебный символ.
3.3. Служебные символы
условно выражают состав информации, размещаемой в графах данного типа строки
формы документа, и предназначены для обработки содержащейся информации
средствами механизации и автоматизации.
Простановка служебных
символов является обязательной и не зависит от применяемого метода проектирования
документов.
Примечание . Допускается не проставлять служебный символ
на последующих строках, несущих ту же информацию, при описании одной и той же
операции, на данном листе документа, для документов, заполняемых рукописным
способом или с помощью печатающей машинки и не подлежащих обработке средствами
механизации и автоматизации.
3.4. В качестве обозначения
служебных символов приняты буквы русского алфавита, проставляемые перед номером
соответствующей строки, и выполняемые прописной буквой, например, М01, А12 и
т.д.
3.5. Указание
соответствующих служебных символов для типов строк, в зависимости от
размещаемого состава информации, в графах МК следует выполнять в соответствии с
табл. 2.
3.6. Служебные символы,
применяемые на строках, в которых указаны наименования и обозначения граф,
рекомендуется выполнять типографским способом.
Таблица 2
|
Обозначение |
Содержание информации вносимой в графы, расположенные на строке |
|
А |
Номер |
|
Б |
Код, |
|
В |
Номер |
|
Г |
Обозначение |
|
Д |
Код, |
|
Е |
Информация |
|
К |
Информация |
|
М |
Информация |
|
О |
Содержание |
|
Т |
Информация |
|
Л |
Информация |
|
Н |
Информация |
3.7. На строках, расположенных ниже граф, в которых указаны их
наименования и обозначения, служебные символы проставляет разработчик
документов с учетом выбранного им способа заполнения документов.
3.8. При заполнении
информации на строках, имеющих служебные символы А, Б, В, Г, Д, Е, К, Л, М, Н,
следует руководствоваться правилами по заполнению соответствующих граф,
расположенных на этих строках.
3.9. При заполнении
информации на строках, имеющих служебный символ О, следует руководствоваться
требованиями государственных стандартов ЕСТД седьмой классификационной группы,
устанавливающих правила записи операций и переходов. Запись информации следует
выполнять в технологической последовательности по всей длине строки с
возможностью, при необходимости, переноса информации на последующие строки. При
операционном описании технологического процесса на МК номер перехода следует
проставлять в начале строки.
3.10. При заполнении
информации на строках, имеющих служебный символ Т, следует руководствоваться
требованиями соответствующих классификаторов, государственных и отраслевых
стандартов на кодирование (обозначение) и наименование технологической
оснастки. Информацию по применяемой на операции технологической оснастке
записывают в следующей последовательности:
приспособления;
вспомогательный инструмент;
режущий инструмент;
слесарно-монтажный
инструмент;
специальный инструмент,
применяемый при выполнении специфических технологических процессов (операций),
например, при сварке, штамповке и т.п.;
средства измерения.
Запись следует выполнять по
всей длине строки с возможностью, при необходимости, переноса информации на
последующие строки. Разделение информации по каждому средству технологической
оснастки следует выполнять через знак «;». Количество одновременно применяемых единиц
технологической оснастки следует указывать после кода (обозначения) оснастки,
заключая в скобки, например, АБВГ ХХХХХХ.ХХХ (2) фреза дисковая.
Примечания :
1. В случае неприменения
какой-либо технологической оснастки, записывают оснастку, следующую по порядку
очередности.
2.
Допускается не указывать количество применяемых единиц технологической
оснастки.
3.11. Последовательность
заполнения информации для каждой операции по типам строк приведена в табл. 3.
Примечание . В случае отсутствия информации с каким-либо
служебным символом, записывается информация со следующим служебным символом по
порядку.
Таблица 3
|
Вид |
Вид описания технологического процесса (операции) |
Номер формы МК |
Очередность заполнения служебных символов |
|
Единичные технологические процессы, |
Маршрутное |
1 , 5 |
М01, М02, А, Б, О, Т |
|
1а , 1б , 5а |
А, Б, О, Т |
||
|
3 |
М01, М02, М03, В, Г, Д, Е, О, Т |
||
|
Операционное |
3а , 3б |
В, Г, Д, Е, О, Т |
|
|
1 , 5 |
М01, М02, А, Б |
||
|
1а , 1б , 5а |
А, Б |
||
|
3 |
М01, М02, М03, В, Г, Д, Е |
||
|
Единичные технологические процессы сборки |
Маршрутное |
3а , 3б |
В, Г, Д, Е |
|
2 , 6 |
А, Б, К, М, О, Т |
||
|
1а , 1б , 5а |
А, Б, К, М, О, Т |
||
|
4 |
В, Г, Д, Е, Л, Н, М, О, Т |
||
|
3а , 3б |
В, Г, Д, Е, Л, Н, М, О, Т |
||
|
Единичные технологические процессы сборки |
Операционное |
2 , 6 |
А, Б, К, М |
|
1а , 1б , 5а |
А, Б, К, М |
||
|
4 |
В. Г, Д, Е, Л, Н, М |
||
|
3а , 3б |
В, Г, Д, Е, Л, Н, М |
||
|
Типовые и групповые технологические |
Маршрутное |
2 , 6 |
А, Б, К, М, Т |
|
1а , 1б , 5а |
А, Б, К, М, Т |
||
|
4 |
В, Г, Д, Е, Л, Н, М, Т |
||
|
3а , 3б |
В, Г, Д, Е, Л, Н, М, Т |
||
|
Операционное |
2 , 6 |
А, Б, К, М, Т |
|
|
1а , 1б , 5а |
А, Б, К, М, Т |
||
|
4 |
В, Г, Д, Е, Л, Н, М, Т |
||
|
3а , 3б |
В, Г, Д, Е, Л, Н, М, Т |
Примечание . При маршрутно-операционном описании
технологического процесса очередность заполнения служебных символов производится
в зависимости от вида описания данной операции.
3.12. Графы форм следует
заполнять в соответствии с табл. 4.
3.13. Размеры граф форм
следует выбирать в соответствии с табл. 5, исходя из шага печатающих
устройств 2,6 мм.
3.14. Разделение граф
следует производить вертикальными отрезками прямой линии длиной 0,5 – 1,5 мм.
При автоматизированном
проектировании разделение граф по вертикали и разделение строк по горизонтали
следует выполнять наборами соответствующих символов по ГОСТ
27464-87.
Примечания :
1. Допускается разделять
графы сплошной вертикальной линией на всю ширину строки.
2. Допускается разделение
граф производить не на каждой строке.
3. При автоматизированном
проектировании допускается разделение строк по горизонтали не производить.
Таблица 4
|
Номер |
Наименование (условное обозначение) графы |
Служебный символ |
Содержание информации |
|
1 |
– |
– |
Обозначение служебного символа и порядковый |
|
2 |
– |
М01 |
Наименование, сортамент, размер и марка |
|
3 |
Код |
М02 |
Код материала по классификатору |
|
4 |
ЕВ |
М02, К, Н, М |
Код единицы величины (массы, длины, площади Допускается указывать единицы измерения |
|
5 |
МД |
М02 |
Масса детали по конструкторскому документу |
|
6 |
ЕП |
М02, Б, К, Е, Н, М |
Единица нормирования, на которую установлена |
|
7 |
Н. |
М02, К, Н, М |
Норма расхода материала |
|
8 |
КИМ |
М02 |
Коэффициент использования материала. При автоматизированном проектировании |
|
9 |
Код |
М02, М03 |
Код заготовки по классификатору. Допускается |
|
10 |
Профиль |
М02, М03 |
Профиль и размеры исходной заготовки. |
|
11 |
КД |
М02, М03 |
Количество деталей, изготавливаемых из одной |
|
12 |
МЗ |
М02, М03 |
Масса заготовки |
|
13 |
– |
– |
Графа для особых указаний. Порядок заполнения |
|
14 |
Цех |
А, В |
Номер (код) цеха, в котором выполняется |
|
15 |
Уч. |
А, В |
Номер (код) участка, конвейера, поточной |
|
16 |
РМ |
А, В |
Номер (код) рабочего места |
|
17 |
Опер. |
А, В |
Номер операции (процесса) в технологической |
|
18 |
Код, |
А, В |
Код операции по технологическому Примечание . Допускается код операции не указывать. |
|
19 |
Обозначение |
А. Г |
Обозначение документов, инструкций по охране |
|
20 |
Код, |
Б, Д |
Код оборудования по классификатору, краткое Информацию следует указывать через Допускается взамен краткого наименования Допускается не указывать инвентарный номер |
|
21 |
СМ |
Б, E |
Степень механизации (код степени |
|
22 |
Проф. |
Б, Е |
Код профессии по классификатору ОКПДТР |
|
23 |
Р |
Б, Е |
Разряд работы, необходимый для выполнения |
|
24 |
УТ |
Б, Е |
Код условий труда по классификатору ОКПДТР и |
|
25 |
КР |
Б, Е |
Количество исполнителей, занятых при выполнении |
|
26 |
КОИД |
Б, Е |
Количество одновременно изготавливаемых Примечание. При выполнении процесса перемещения |
|
27 |
ОП |
Б, Е |
Объем производственной партии в штуках. На Примечание. При выполнении процесса |
|
28 |
К шт. |
Б, Е |
Коэффициент штучного времени при |
|
29 |
Тпз |
Б, Е |
Норма подготовительно-заключительного |
|
30 |
Тшт. |
Б, Е |
Норма штучного времени на операцию Примечание . Допускается, в соответствии с отраслевыми |
|
31 |
Наименование |
К, Л, М |
Наименование деталей, сборочных единиц, Примечание . Допускается не заполнять |
|
32 |
Обозначение, |
К, Н, М |
Обозначение деталей, сборочных единиц по |
|
33 |
ОПП |
К, Н, М |
Обозначение подразделения (склада, кладовой |
|
34 |
КИ |
К, Н, М |
Количество деталей, сборочных единиц, |
Таблица 5
|
Номер |
Формы МК |
Наименование (условное обозначение) графы |
Обозначение служебного символа |
Размер графы, мм |
Количество знаков |
|
1 |
1 , 1а , 1б , 2 , 3 , 3а , 3б , 4 , 5 , 5а , 6 |
– |
– |
13,0 |
5 (4) |
|
2 |
1 , 5 |
– |
М01 |
231,4 |
89 (88) |
|
3 |
М01 |
169,0 |
65 (64) |
||
|
3 |
1 , 3 , 5 |
Код |
М02 |
33,8 |
13 (12) |
|
4 |
1 , 3 , 5 |
ЕВ |
М02 |
10,4 |
4 (3) |
|
1а , 1б , 2 , 5а , 6 |
К, М |
13,0 |
5 (4) |
||
|
3а , 3б , 4 |
Н, М |
13,0 |
5 (4) |
||
|
5 |
1 , 3 , 5 |
МД |
М02 |
18,2 |
7 (6) |
|
6 |
1 , 3 , 5 |
ЕН |
М02 |
15,6 |
6 (5) |
|
1 , 5 |
Б |
13,0 |
5 (4) |
||
|
1а , 1б , 2 , 5а , 6 |
Б, К, М |
13,0 |
5 (4) |
||
|
3 |
Е |
13,0 |
5 (4) |
||
|
3а , 3б , 4 |
Е, Н, М |
13,0 |
5 (4) |
||
|
7 |
1 , 5 |
Н расх. |
М02 |
18,2 |
7 (6) |
|
3 |
М02 |
26,0 |
10 (9) |
||
|
1а , 1б , 2 , 5а , 6 |
К, М |
20,8 |
8 (7) |
||
|
3а , 3б , 4 |
Н, М |
20,8 |
8 (7) |
||
|
8 |
1 , 5 |
КИМ |
М02 |
13,0 |
5 (4) |
|
3 |
М02 |
18,2 |
7 (6) |
||
|
9 |
1 , 5 |
Код |
М02 |
33,8 |
13 (12) |
|
3 |
М03 |
33,8 |
13 (12) |
||
|
10 |
1 , 5 |
Профиль |
М02 |
54,6 |
21 (20) |
|
3 |
М03 |
54,6 |
21 (20) |
||
|
11 |
1 , 5 |
КД |
М02 |
15,6 |
6 (5) |
|
3 |
М03 |
15,6 |
6 (5) |
||
|
12 |
1 , 5 |
МЗ |
М02 |
18,2 |
7 (6) |
|
3 |
М03 |
18,2 |
7 (6) |
||
|
13 |
1 |
– |
М01, |
41,6 |
16 (15) |
|
3 |
М02, |
46,8 |
18 (17) |
||
|
3 , 3а , 3б , 4 |
В, Г, |
15,6 |
6 (5) |
||
|
3а , 3б , 4 |
Л, Н, М |
15,6 |
6 (5) |
||
|
5 |
М01, |
88,4 |
34 (33) |
||
|
14 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Цех |
А |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
В |
10,4 |
4 (3) |
||
|
15 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Уч. |
А |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
В |
18,2 |
7 (6) |
||
|
16 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
РМ |
А |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
В |
10,4 |
4 (3) |
||
|
17 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Опер. |
А |
13,0 |
5 (4) |
|
3 , 3а , 3б , 4 |
В |
13,0 |
5 (4) |
||
|
18 |
1 , 1а , 1б , 2 |
Код, наименование |
А |
75,4 |
29 (28) |
|
5 , 5а , 6 |
А |
122,2 |
47 (46) |
||
|
3 , 3а , 3б , 4 |
В |
101,4 |
39 (38) |
||
|
19 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Обозначение |
А |
153,4 |
59 (58) |
|
3 , 3а , 3б , 4 |
Г |
153,4 |
59 (58) |
||
|
20 |
1 , 1а , 1б , 2 |
Код, |
Б |
119,6 |
46 (45) |
|
5 , 5а , 6 |
Б |
166,4 |
64 (63) |
||
|
3 , 3а , 3б , 4 |
Д |
153,4 |
59 (58) |
||
|
21 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
СМ |
Б |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
Е |
10,4 |
4 (3) |
||
|
22 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Проф. |
Б |
18,2 |
7 (6) |
|
3 , 3а , 3б , 4 |
Е |
18,2 |
7 (6) |
||
|
23 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Р |
Б |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
Е |
10,4 |
4 (3) |
||
|
24 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
УТ |
Б |
13,0 |
5 (4) |
|
3 , 3а , 3б , 4 |
Е |
13,0 |
5 (4) |
||
|
25 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
КР |
Б |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
Е |
10,4 |
4 (3) |
||
|
26 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
КОИД |
Б |
13,0 |
5 (4) |
|
3 , 3а , 3б , 4 |
Е |
13,0 |
5 (4) |
||
|
27 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
ОП |
Б |
13,0 |
5 (4) |
|
3 , 3а , 3б , 4 |
Е |
13,0 |
5 (4) |
||
|
28 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Кшт. |
Б |
13,0 |
5 (4) |
|
3 , 3а , 3б , 4 |
Е |
13,0 |
5 (4) |
||
|
29 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Тпз |
Б |
18,2 |
7 (6) |
|
3 , 3а , 3б , 4 |
Е |
18,2 |
7 (6) |
||
|
30 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Тшт. |
Б |
20,8 |
8 (7) |
|
3 , 3а , 3б , 4 |
Е |
20,8 |
8 (7) |
||
|
31 |
1а , 1б , 2 |
Наименование |
К, М |
119,6 |
46 (45) |
|
5а , 6 |
К, М |
166,4 |
64 (63) |
||
|
3а , 3б , 4 |
Л, М |
153,4 |
59 (58) |
||
|
32 |
1а , 1б , 2 , 5а , 6 |
Обозначение, |
К, М |
75,4 |
29 (28) |
|
3а , 3б , 4 |
Н, М |
75,4 |
29 (28) |
||
|
33 |
1а , 1б , 2 , 5а , 6 |
ОПП |
К, М |
13,0 |
5 (4) |
|
3а , 3б , 4 |
Н, М |
13,0 |
5 (4) |
||
|
34 |
1а , 1б , 2 , 5а , 6 |
КИ |
К, М |
18,2 |
7 (6) |
|
3а , 3б , 4 |
Н, М |
18,2 |
7 (6) |
Примечания :
1. В графе «Количество
знаков» дано количество знаков размера графы, в скобках указано количество
знаков вносимой информации.
2.
Для документов, заполняемых рукописным способом, размеры граф допускается
округлять до ближайшего целого числа.
3.15. При разработке типовых
и групповых технологических процессов в МК следует указывать только постоянную
информацию, относящуюся ко всей группе изделий (деталей, сборочных единиц).
3.16. Оформление основных
надписей в формах – по ГОСТ
3.1103-82.
3.17. При применении форм МК
для разработки технологических процессов при производстве опытного образца
(опытной партии) допускается выполнять графические изображения изделий
(деталей, сборочных единиц) или технологических установов непосредственно на
поле документа, взамен карты эскизов (КЭ). В этом случае всем строкам, занятым
графическим изображением будет присваиваться служебный символ О.
Маршрутная карта (первый или
заглавный лист)
Маршрутная карта (оборотная
сторона)
Маршрутная карта
(последующие листы)
Маршрутная карта (первый или
заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (оборотная
сторона)
Маршрутная карта (последующие
листы)
Маршрутная карта (первый или
заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта
(последующие листы)
Маршрутная карта (первый или
заглавный лист)
Оформление графических изображений
– по ГОСТ 31104-81.
3.18. При проектировании
технологических процессов на форме 3, в
случае применения средств механизации (оргавтоматов и т.п.), в строке со
служебным символом М02 допускается обозначения граф располагать под вносимой в
них информацией.
3.19. Примеры оформления МК
приведены в рекомендуемом приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
Пример
оформления маршрутной карты на единичный технологический процесс (маршрутного
описания) обработки резанием
Пример оформления маршрутной карты на единичный технологический процесс
(операционного описания) сборки
СОДЕРЖАНИЕ
1. Общие требования . 1
2. Правила применения . 1
3. Правила оформления . 2
Приложение Пример оформления маршрутной карты на единичный
технологический процесс (маршрутного описания) обработки резанием .. 14
