На сегодняшний день можно встретить просто огромное количество различных продуктов, которые производятся путем механической обработки заготовок. За длительный период формирования промышленной деятельности были разработаны различные методы. Они позволяют существенно повысить качество конечного продукта, исключить вероятность допущения ошибок, снизить затраты и достигнуть многие другие результаты.
Своеобразным стандартом можно назвать применение маршрутной карты технологического процесса. Она представлена особым документом, который применяется при непосредственном производстве того или иного изделия.
Маршрутная карта технологического процесса должна составляться и заполняться в соответствии с установленными стандартами. Рассмотрим подробнее все особенности составления маршрутной карты, а также многие другие моменты подробнее.

Назначение документа
Применяемая маршрутная технологическая карта несет с собой довольно большое количество разных функций. Указываемые данные во многом описывает техпроцесс, определяя его особенности. Среди особенностей назначения отметим следующие моменты:
- Указываются основные рекомендации по выбору оборудования и оснастки. На сегодняшний день встречаются станки самого разного типа. Примером можно назвать станки токарные или фрезерные, сверлильные. Есть и ручные инструменты, которые весьма широко распространены. Кроме этого, оснастка также может существенно отличаться, к примеру, резцы или фрезеры. Мастер должен получить полную информацию для того, чтобы провести работу. Маршрутная карта технологического процесса весьма сложная в чтении, тип оборудования и оснастки часто указывается сокращенным кодом.
- Определяются основные параметры проводимой работы. Снятие материала с поверхности может выполняться механическим или другим путем. При этом каждый процесс можно охарактеризовать самыми различными параметрами, к примеру, скоростью резания, величиной подачи и некоторыми другими.
- В некоторых случаях прилагается чертеж. Он позволяет определить форму и основные размеры изделия.

Как правило, разработка маршрутной карты технологического процесса проводится специалистом. Также подобный документ часто составляется на утилизацию оборудования или некоторых других технологических операций, которые не связаны с производством продукта.
Скачать бланк маршрутной карты
Содержание
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов. Рассматривая содержание отметим несколько моментов:
- Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции. Эти данные считаются важным, указываются во всех документах.
- Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
- Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей. При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
- Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
- Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
- Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
- Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.

Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
- Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
- Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
- Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
- Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию. Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
- Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров. Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
Правила оформления
Маршрутная карта является обязательным документом, который должен составляться для технологического процесса. Заполнение должно проводиться по разработанной схеме, регламентируемая в ГОСТ 3.1118-82. Основными моментами можно назвать следующее:
- Каждая строка создаваемой таблицы мысленно делится на две части, запись информации проводится в нижней. За счет этого обеспечиваются условия для внесения различных корректировок в верхней части.
- Некоторые графы отмечены утолщенным видом. При их заполнении учитываются особые правила. Основная информация представлена кодами, которые выбираются в зависимости от классификаций и стандартов. В некоторых случаях данные вводятся в расшифрованном виде. Также встречается комбинированный вариант исполнения внесения информации.
- Уделяется также внимание тому, каким шрифтом проводится указание данных в маршрутной карте технологического процесса. Не стоит забывать о том, что все внесенное в таблицу должно читаться хорошо.
- Допускается внесение некоторых изменений. Подобная ситуация встречается крайне часто, так как некоторые параметры могут корректироваться в зависимости от конкретного случая обработки.
- Технологический процесс может существенно отличаться, от этого зависит и то, каким образом проводится заполнение маршрутной карты. Не стоит забывать о том, что выполняется распечатывание ранее уже готовых таблиц с полями, в которые проводится внесение основной информации. Первый или титульный лист отличается от других, также есть специальные варианты исполнения, которые предназначены для указания некоторой другой информации. За счет их применения существенно упрощается поставленная задача по составлению технической документации.
Скачать ГОСТ 3.1118-82
В интернете можно встретить пример оформления маршрутной карты, который используется в качестве образца. Кроме этого, не стоит забывать о том, что встречается довольно большое количество различных таблиц, которые применяются в качестве стандартов.
Часто встречается ситуация, когда основные данные указываются в сокращенном виде. Это связано с тем, что некоторые графы имеют небольшой размер. Стандарты по применению сокращений указываются в специальной технической документации. В некоторых случаях применяются специальные символы. Встречается просто огромное количество служебных символов, которые позволяют указывать в сокращенном виде наиболее важную информацию. Они встречаются в специальной технической документации.
Как правило, оформление маршрутной карты проводится специалистом, который занимается непосредственной разработкой технологии обработки.
При этом в качестве основы применяется пример заполнения.

Правильно составленная маршрутная карта технологического процесса обеспечивает требуемые условия для выполнения качественной обработки. Недостаточное количество данных может привести к ошибкам, которые станут причиной допущения ошибок.
Маршрутная
карта
(МК) является основным и обязательным
документом любого технологического
процесса. Формы и правила оформления
маршрутных карт, применяемых при
отработке технологических процессов
изготовления или ремонта изделий в
основном и вспомогательном производствах,
регламентированы согласно ГОСТ 3.1118-82
«Формы и правила оформления маршрутных
карт».
Для
изложения технологических процессов
в маршрутной карте используют способ
заполнения, при котором информацию
вносят построчно несколькими типами
строк. Каждому типу строки соответствует
свой служебный символ. Служебные символы
условно выражают состав информации,
размещаемой в графах данного типа строки
формы документа, и предназначены для
обработки содержащейся информации
средствами механизации и автоматизации.
Простановка служебных символов является
обязательной в любом случае. В качестве
обозначения служебных символов приняты
прописные буквы русского алфавита,
проставляемые перед номером соответствующей
строки. Указание соответствующих
служебных символов для типов строк в
зависимости от размещаемого состава
информации, в графах маршрутной карты
следует выполнять в соответствии с
таблицей 5.
Таблица
5. Сведения, вносимые в графы, расположенные
на строке маршрутной карты
|
Обозначение |
Содержание на |
|
А |
Номер |
|
Б |
Код, |
|
К |
Информация |
|
М |
Информация |
|
О |
Содержание |
|
Т |
Информация |
|
Р |
Информация |
При
заполнении информации на строках,
имеющих служебный символ «О», следует
руководствоваться требованиями, которые
устанавливают правила записи операций
и переходов (см. раздел ). ??????
При
заполнении информации на строках «Т»,
следует руководствоваться требованиями
соответствующих классификаторов,
государственных и отраслевых стандартов
на кодирование и обозначение технологической
оснастки.
Информацию
о применяемой на операции технологической
оснастке записывают в следующей
последовательности:
-
приспособления;
-
вспомогательный
инструмент; -
режущий
инструмент; -
слесарно-монтажный
инструмент; -
специальный
инструмент; -
средства
измерения.
Количество
одновременно применяемых единиц
технологической оснастки следует
указывать после кода (обозначения)
оснастки, заключая в скобки, например,
АБВГ X X X X X X. X X X (2) фреза дисковая.
Разделение
информации по каждому средству
технологической оснастки следует
выполнять через знак «;». Сведения,
вносимые в отдельные графы и строки
маршрутной карты, выбираются из таблице
6.
Таблица
6. Сведения, вносимые в отдельные графы
и строки маршрутной карты
|
Номер |
Наименование (условное |
Служебный |
Содержание |
||
|
1 |
– |
– |
Наименование |
||
|
2 |
– |
– |
Обозначение |
||
|
3 |
– |
– |
Код |
||
|
4 |
– |
– |
Обозначение |
||
|
5 |
– |
– |
Общее |
||
|
6 |
– |
– |
Порядковый |
||
|
7 |
– |
– |
Литера, |
||
|
8 |
– |
– |
Графа |
||
|
9 |
Обозначение |
А |
Обозначение |
||
|
10 |
Тшт |
Б |
Норма |
||
|
11 |
Тп.з. |
Б |
Норма |
||
|
12 |
Кшт |
Б |
Коэффициент |
||
|
Кол. |
1 |
2 |
3 |
4 |
5 |
|
Кшт |
1 |
0,65 |
0,48 |
0,39 |
0,35 |
|
13 |
ОП |
Б |
Объем |
||
|
14 |
ЕН |
М02, |
Единица |
||
|
15 |
КОИД |
Б |
Количество |
||
|
16 |
КР |
Б |
Количество |
||
|
17 |
УТ |
Б |
Коод
1
2
3
Р
И
Х О |
||
|
18 |
Р |
Б |
Разряд
10
11
12
13
20
21 22 |
||
|
19 |
ПРОФ |
Б |
Код |
||
|
20 |
СМ |
Б |
Код
Указывается
1
2
3
4 5 |
||
|
21 |
Код, |
Б |
Код |
||
|
22 |
Код. |
А |
Код |
||
|
23 |
Цех |
А |
Номер |
||
|
24 |
Уч |
А |
Номер |
||
|
25 |
РМ |
А |
Номер |
||
|
26 |
Опер |
А |
Номер |
||
|
27 |
Код |
М02 |
Код |
||
|
28 |
ЕВ |
М02, |
Код |
||
|
29 |
МД |
М02 |
Масса |
||
|
30 |
ЕН |
М02, |
Единицы |
||
|
31 |
Нрасх |
М02, |
Норма |
||
|
32 |
КИМ |
М02 |
Коэффициент |
||
|
33 |
Код |
М02 |
Код |
||
|
34 |
– |
М01 |
Наименование, |
||
|
35 |
Профиль |
М02 |
Обозначение |
||
|
36 |
КД |
М02 |
Количество |
||
|
37 |
МЗ |
М02 |
Масса |
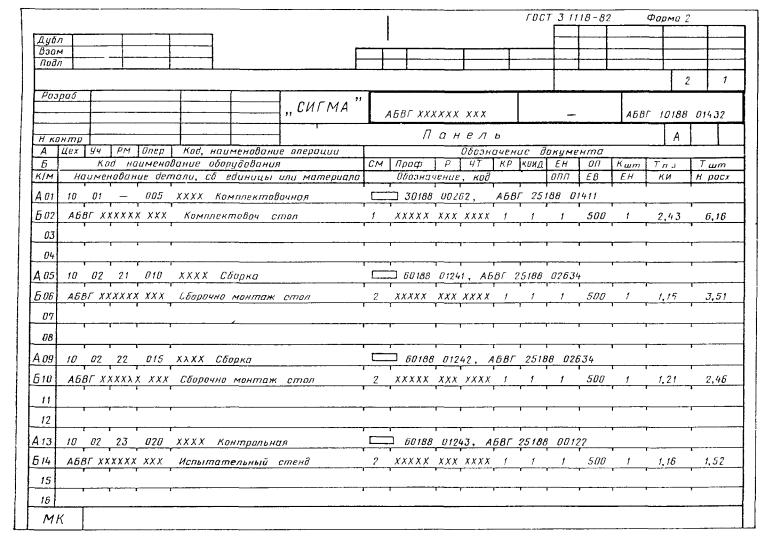
Пример
заполнения маршрутной карты приведен
на рисунке 1.
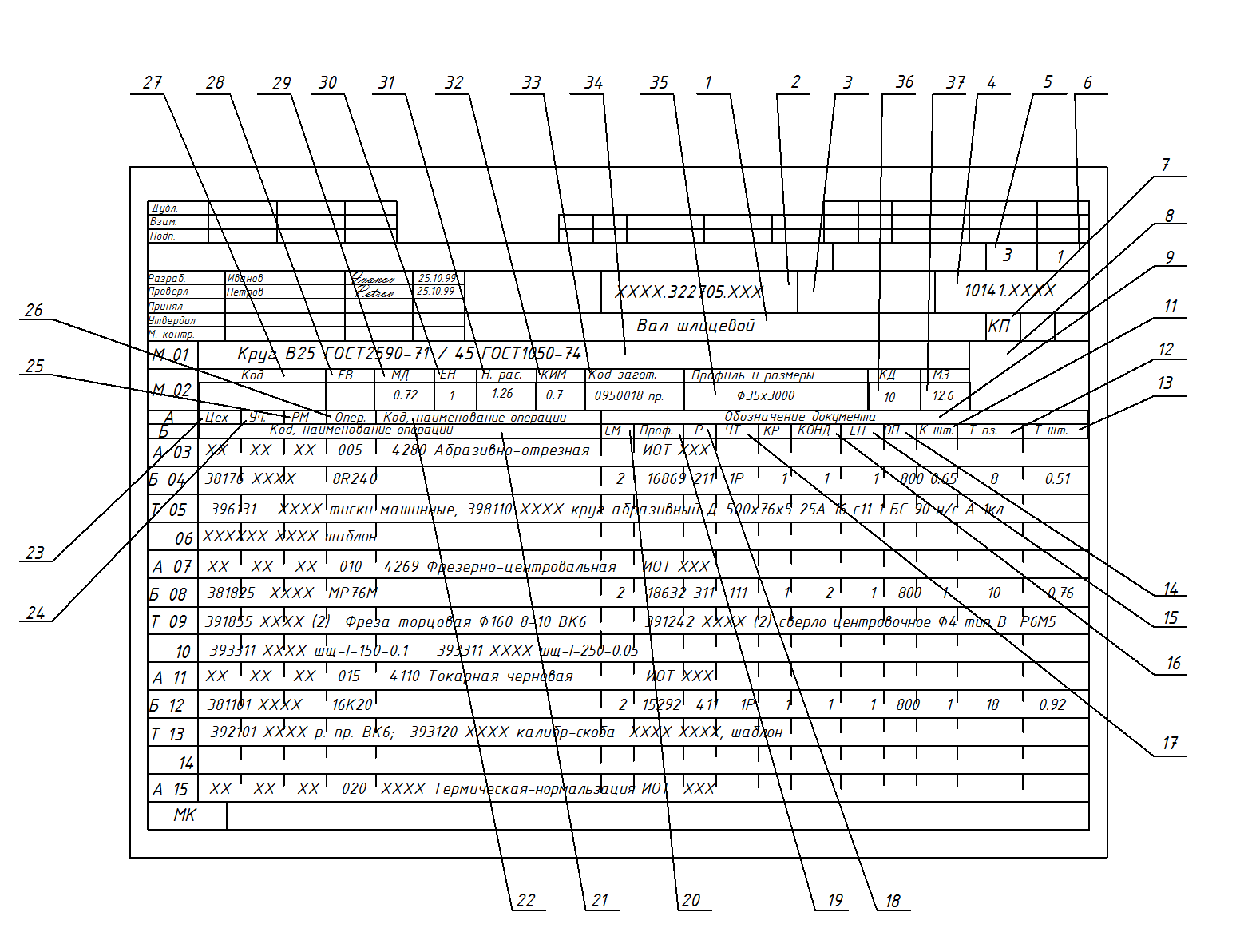
Рисунок
1. Пример заполнения маршрутной карты
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЕДИНАЯ СИСТЕМА
ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ
МАРШРУТНЫХ КАРТ
ГОСТ 3.1118-82
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА
ССР
|
Единая система технологической документации ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ Unified system for technological documentation. Forms and rules for filling |
ГОСТ |
Постановлением
Государственного комитета СССР по стандартам от 30 декабря 1982 г. № 5311 срок
введения установлен
с 1984-01-01
Настоящий стандарт
устанавливает формы и правила оформления маршрутных карт, применяемых при
разработке технологических процессов изготовления или ремонта изделий в
основном и вспомогательном производствах.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Маршрутная карта (МК)
является составной и неотъемлемой частью комплекта технологических документов (далее
– документов), разрабатываемых на технологические процессы изготовления или
ремонта изделий и их составных частей.
1.2. Формы МК, установленные
настоящим стандартом, являются унифицированными и их следует применять
независимо от типа и характера производства и степени детализации описания
технологических процессов.
2. ПРАВИЛА ПРИМЕНЕНИЯ
2.1. Выбор и установление
области применения соответствующих форм МК зависят от разрабатываемых видов
технологических процессов, специализированных по применяемым методам
изготовления и ремонта изделий и их составных частей, назначения формы в
составе комплекта документов и применяемых методов проектирования документов.
Выбор и установление области применения форм МК осуществляет разработчик
документов в соответствии с порядком, установленным в отрасли или на
предприятии (в организации) по табл. 1.
2.2. При маршрутном и
маршрутно-операционном описании технологического процесса МК является одним из
основных документов, на котором описывается весь процесс в технологической
последовательности выполнения операций.
2.3. При операционном
описании технологического процесса МК выполняет роль сводного документа, в
котором указывается адресная информация (номер цеха, участка, рабочего места,
операции), наименование операции, перечень документов, применяемых при
выполнении операции, технологическое оборудование и трудозатраты.
Таблица 1
|
Вид |
Номер формы МК |
Назначение формы МК |
Применяемый метод проектирования |
Применение |
|
Единичные |
1 |
Первый |
Все |
При |
|
3 |
То же |
То же |
||
|
5 |
» |
Автоматизированное |
Форма |
|
|
Единичные |
2 |
» |
Все |
См. |
|
4 |
» |
То же |
То же |
|
|
6 |
» |
Автоматизированное |
См. |
|
|
Типовые |
2 |
» |
Все |
См |
|
4 |
» |
То же |
То же |
|
|
6 |
» |
Автоматизированное |
См |
|
|
Единичные |
2 |
Первый |
Все |
В |
|
4 |
То же |
То же |
||
|
6 |
» |
Автоматизированное |
||
|
Единичные, |
1б |
Последующие |
Все |
См. |
|
3б |
То же |
То же |
То же |
|
|
5а |
» |
Автоматизированное |
См |
|
|
1а |
Оборотная |
Не |
Рекомендуется |
|
|
3а |
То же |
То же |
3. ПРАВИЛА ОФОРМЛЕНИЯ
3.1. Оформление форм,
бланков и документов – по ГОСТ
3.1104-81.
3.2. Для изложения
технологических процессов в МК используют способ заполнения, при котором
информацию вносят построчно несколькими типами строк. Каждому типу строки
соответствует свой служебный символ.
3.3. Служебные символы
условно выражают состав информации, размещаемой в графах данного типа строки
формы документа, и предназначены для обработки содержащейся информации
средствами механизации и автоматизации.
Простановка служебных
символов является обязательной и не зависит от применяемого метода проектирования
документов.
Примечание . Допускается не проставлять служебный символ
на последующих строках, несущих ту же информацию, при описании одной и той же
операции, на данном листе документа, для документов, заполняемых рукописным
способом или с помощью печатающей машинки и не подлежащих обработке средствами
механизации и автоматизации.
3.4. В качестве обозначения
служебных символов приняты буквы русского алфавита, проставляемые перед номером
соответствующей строки, и выполняемые прописной буквой, например, М01, А12 и
т.д.
3.5. Указание
соответствующих служебных символов для типов строк, в зависимости от
размещаемого состава информации, в графах МК следует выполнять в соответствии с
табл. 2.
3.6. Служебные символы,
применяемые на строках, в которых указаны наименования и обозначения граф,
рекомендуется выполнять типографским способом.
Таблица 2
|
Обозначение |
Содержание информации вносимой в графы, расположенные на строке |
|
А |
Номер |
|
Б |
Код, |
|
В |
Номер |
|
Г |
Обозначение |
|
Д |
Код, |
|
Е |
Информация |
|
К |
Информация |
|
М |
Информация |
|
О |
Содержание |
|
Т |
Информация |
|
Л |
Информация |
|
Н |
Информация |
3.7. На строках, расположенных ниже граф, в которых указаны их
наименования и обозначения, служебные символы проставляет разработчик
документов с учетом выбранного им способа заполнения документов.
3.8. При заполнении
информации на строках, имеющих служебные символы А, Б, В, Г, Д, Е, К, Л, М, Н,
следует руководствоваться правилами по заполнению соответствующих граф,
расположенных на этих строках.
3.9. При заполнении
информации на строках, имеющих служебный символ О, следует руководствоваться
требованиями государственных стандартов ЕСТД седьмой классификационной группы,
устанавливающих правила записи операций и переходов. Запись информации следует
выполнять в технологической последовательности по всей длине строки с
возможностью, при необходимости, переноса информации на последующие строки. При
операционном описании технологического процесса на МК номер перехода следует
проставлять в начале строки.
3.10. При заполнении
информации на строках, имеющих служебный символ Т, следует руководствоваться
требованиями соответствующих классификаторов, государственных и отраслевых
стандартов на кодирование (обозначение) и наименование технологической
оснастки. Информацию по применяемой на операции технологической оснастке
записывают в следующей последовательности:
приспособления;
вспомогательный инструмент;
режущий инструмент;
слесарно-монтажный
инструмент;
специальный инструмент,
применяемый при выполнении специфических технологических процессов (операций),
например, при сварке, штамповке и т.п.;
средства измерения.
Запись следует выполнять по
всей длине строки с возможностью, при необходимости, переноса информации на
последующие строки. Разделение информации по каждому средству технологической
оснастки следует выполнять через знак «;». Количество одновременно применяемых единиц
технологической оснастки следует указывать после кода (обозначения) оснастки,
заключая в скобки, например, АБВГ ХХХХХХ.ХХХ (2) фреза дисковая.
Примечания :
1. В случае неприменения
какой-либо технологической оснастки, записывают оснастку, следующую по порядку
очередности.
2.
Допускается не указывать количество применяемых единиц технологической
оснастки.
3.11. Последовательность
заполнения информации для каждой операции по типам строк приведена в табл. 3.
Примечание . В случае отсутствия информации с каким-либо
служебным символом, записывается информация со следующим служебным символом по
порядку.
Таблица 3
|
Вид |
Вид описания технологического процесса (операции) |
Номер формы МК |
Очередность заполнения служебных символов |
|
Единичные технологические процессы, |
Маршрутное |
1 , 5 |
М01, М02, А, Б, О, Т |
|
1а , 1б , 5а |
А, Б, О, Т |
||
|
3 |
М01, М02, М03, В, Г, Д, Е, О, Т |
||
|
Операционное |
3а , 3б |
В, Г, Д, Е, О, Т |
|
|
1 , 5 |
М01, М02, А, Б |
||
|
1а , 1б , 5а |
А, Б |
||
|
3 |
М01, М02, М03, В, Г, Д, Е |
||
|
Единичные технологические процессы сборки |
Маршрутное |
3а , 3б |
В, Г, Д, Е |
|
2 , 6 |
А, Б, К, М, О, Т |
||
|
1а , 1б , 5а |
А, Б, К, М, О, Т |
||
|
4 |
В, Г, Д, Е, Л, Н, М, О, Т |
||
|
3а , 3б |
В, Г, Д, Е, Л, Н, М, О, Т |
||
|
Единичные технологические процессы сборки |
Операционное |
2 , 6 |
А, Б, К, М |
|
1а , 1б , 5а |
А, Б, К, М |
||
|
4 |
В. Г, Д, Е, Л, Н, М |
||
|
3а , 3б |
В, Г, Д, Е, Л, Н, М |
||
|
Типовые и групповые технологические |
Маршрутное |
2 , 6 |
А, Б, К, М, Т |
|
1а , 1б , 5а |
А, Б, К, М, Т |
||
|
4 |
В, Г, Д, Е, Л, Н, М, Т |
||
|
3а , 3б |
В, Г, Д, Е, Л, Н, М, Т |
||
|
Операционное |
2 , 6 |
А, Б, К, М, Т |
|
|
1а , 1б , 5а |
А, Б, К, М, Т |
||
|
4 |
В, Г, Д, Е, Л, Н, М, Т |
||
|
3а , 3б |
В, Г, Д, Е, Л, Н, М, Т |
Примечание . При маршрутно-операционном описании
технологического процесса очередность заполнения служебных символов производится
в зависимости от вида описания данной операции.
3.12. Графы форм следует
заполнять в соответствии с табл. 4.
3.13. Размеры граф форм
следует выбирать в соответствии с табл. 5, исходя из шага печатающих
устройств 2,6 мм.
3.14. Разделение граф
следует производить вертикальными отрезками прямой линии длиной 0,5 – 1,5 мм.
При автоматизированном
проектировании разделение граф по вертикали и разделение строк по горизонтали
следует выполнять наборами соответствующих символов по ГОСТ
27464-87.
Примечания :
1. Допускается разделять
графы сплошной вертикальной линией на всю ширину строки.
2. Допускается разделение
граф производить не на каждой строке.
3. При автоматизированном
проектировании допускается разделение строк по горизонтали не производить.
Таблица 4
|
Номер |
Наименование (условное обозначение) графы |
Служебный символ |
Содержание информации |
|
1 |
– |
– |
Обозначение служебного символа и порядковый |
|
2 |
– |
М01 |
Наименование, сортамент, размер и марка |
|
3 |
Код |
М02 |
Код материала по классификатору |
|
4 |
ЕВ |
М02, К, Н, М |
Код единицы величины (массы, длины, площади Допускается указывать единицы измерения |
|
5 |
МД |
М02 |
Масса детали по конструкторскому документу |
|
6 |
ЕП |
М02, Б, К, Е, Н, М |
Единица нормирования, на которую установлена |
|
7 |
Н. |
М02, К, Н, М |
Норма расхода материала |
|
8 |
КИМ |
М02 |
Коэффициент использования материала. При автоматизированном проектировании |
|
9 |
Код |
М02, М03 |
Код заготовки по классификатору. Допускается |
|
10 |
Профиль |
М02, М03 |
Профиль и размеры исходной заготовки. |
|
11 |
КД |
М02, М03 |
Количество деталей, изготавливаемых из одной |
|
12 |
МЗ |
М02, М03 |
Масса заготовки |
|
13 |
– |
– |
Графа для особых указаний. Порядок заполнения |
|
14 |
Цех |
А, В |
Номер (код) цеха, в котором выполняется |
|
15 |
Уч. |
А, В |
Номер (код) участка, конвейера, поточной |
|
16 |
РМ |
А, В |
Номер (код) рабочего места |
|
17 |
Опер. |
А, В |
Номер операции (процесса) в технологической |
|
18 |
Код, |
А, В |
Код операции по технологическому Примечание . Допускается код операции не указывать. |
|
19 |
Обозначение |
А. Г |
Обозначение документов, инструкций по охране |
|
20 |
Код, |
Б, Д |
Код оборудования по классификатору, краткое Информацию следует указывать через Допускается взамен краткого наименования Допускается не указывать инвентарный номер |
|
21 |
СМ |
Б, E |
Степень механизации (код степени |
|
22 |
Проф. |
Б, Е |
Код профессии по классификатору ОКПДТР |
|
23 |
Р |
Б, Е |
Разряд работы, необходимый для выполнения |
|
24 |
УТ |
Б, Е |
Код условий труда по классификатору ОКПДТР и |
|
25 |
КР |
Б, Е |
Количество исполнителей, занятых при выполнении |
|
26 |
КОИД |
Б, Е |
Количество одновременно изготавливаемых Примечание. При выполнении процесса перемещения |
|
27 |
ОП |
Б, Е |
Объем производственной партии в штуках. На Примечание. При выполнении процесса |
|
28 |
К шт. |
Б, Е |
Коэффициент штучного времени при |
|
29 |
Тпз |
Б, Е |
Норма подготовительно-заключительного |
|
30 |
Тшт. |
Б, Е |
Норма штучного времени на операцию Примечание . Допускается, в соответствии с отраслевыми |
|
31 |
Наименование |
К, Л, М |
Наименование деталей, сборочных единиц, Примечание . Допускается не заполнять |
|
32 |
Обозначение, |
К, Н, М |
Обозначение деталей, сборочных единиц по |
|
33 |
ОПП |
К, Н, М |
Обозначение подразделения (склада, кладовой |
|
34 |
КИ |
К, Н, М |
Количество деталей, сборочных единиц, |
Таблица 5
|
Номер |
Формы МК |
Наименование (условное обозначение) графы |
Обозначение служебного символа |
Размер графы, мм |
Количество знаков |
|
1 |
1 , 1а , 1б , 2 , 3 , 3а , 3б , 4 , 5 , 5а , 6 |
– |
– |
13,0 |
5 (4) |
|
2 |
1 , 5 |
– |
М01 |
231,4 |
89 (88) |
|
3 |
М01 |
169,0 |
65 (64) |
||
|
3 |
1 , 3 , 5 |
Код |
М02 |
33,8 |
13 (12) |
|
4 |
1 , 3 , 5 |
ЕВ |
М02 |
10,4 |
4 (3) |
|
1а , 1б , 2 , 5а , 6 |
К, М |
13,0 |
5 (4) |
||
|
3а , 3б , 4 |
Н, М |
13,0 |
5 (4) |
||
|
5 |
1 , 3 , 5 |
МД |
М02 |
18,2 |
7 (6) |
|
6 |
1 , 3 , 5 |
ЕН |
М02 |
15,6 |
6 (5) |
|
1 , 5 |
Б |
13,0 |
5 (4) |
||
|
1а , 1б , 2 , 5а , 6 |
Б, К, М |
13,0 |
5 (4) |
||
|
3 |
Е |
13,0 |
5 (4) |
||
|
3а , 3б , 4 |
Е, Н, М |
13,0 |
5 (4) |
||
|
7 |
1 , 5 |
Н расх. |
М02 |
18,2 |
7 (6) |
|
3 |
М02 |
26,0 |
10 (9) |
||
|
1а , 1б , 2 , 5а , 6 |
К, М |
20,8 |
8 (7) |
||
|
3а , 3б , 4 |
Н, М |
20,8 |
8 (7) |
||
|
8 |
1 , 5 |
КИМ |
М02 |
13,0 |
5 (4) |
|
3 |
М02 |
18,2 |
7 (6) |
||
|
9 |
1 , 5 |
Код |
М02 |
33,8 |
13 (12) |
|
3 |
М03 |
33,8 |
13 (12) |
||
|
10 |
1 , 5 |
Профиль |
М02 |
54,6 |
21 (20) |
|
3 |
М03 |
54,6 |
21 (20) |
||
|
11 |
1 , 5 |
КД |
М02 |
15,6 |
6 (5) |
|
3 |
М03 |
15,6 |
6 (5) |
||
|
12 |
1 , 5 |
МЗ |
М02 |
18,2 |
7 (6) |
|
3 |
М03 |
18,2 |
7 (6) |
||
|
13 |
1 |
– |
М01, |
41,6 |
16 (15) |
|
3 |
М02, |
46,8 |
18 (17) |
||
|
3 , 3а , 3б , 4 |
В, Г, |
15,6 |
6 (5) |
||
|
3а , 3б , 4 |
Л, Н, М |
15,6 |
6 (5) |
||
|
5 |
М01, |
88,4 |
34 (33) |
||
|
14 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Цех |
А |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
В |
10,4 |
4 (3) |
||
|
15 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Уч. |
А |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
В |
18,2 |
7 (6) |
||
|
16 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
РМ |
А |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
В |
10,4 |
4 (3) |
||
|
17 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Опер. |
А |
13,0 |
5 (4) |
|
3 , 3а , 3б , 4 |
В |
13,0 |
5 (4) |
||
|
18 |
1 , 1а , 1б , 2 |
Код, наименование |
А |
75,4 |
29 (28) |
|
5 , 5а , 6 |
А |
122,2 |
47 (46) |
||
|
3 , 3а , 3б , 4 |
В |
101,4 |
39 (38) |
||
|
19 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Обозначение |
А |
153,4 |
59 (58) |
|
3 , 3а , 3б , 4 |
Г |
153,4 |
59 (58) |
||
|
20 |
1 , 1а , 1б , 2 |
Код, |
Б |
119,6 |
46 (45) |
|
5 , 5а , 6 |
Б |
166,4 |
64 (63) |
||
|
3 , 3а , 3б , 4 |
Д |
153,4 |
59 (58) |
||
|
21 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
СМ |
Б |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
Е |
10,4 |
4 (3) |
||
|
22 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Проф. |
Б |
18,2 |
7 (6) |
|
3 , 3а , 3б , 4 |
Е |
18,2 |
7 (6) |
||
|
23 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Р |
Б |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
Е |
10,4 |
4 (3) |
||
|
24 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
УТ |
Б |
13,0 |
5 (4) |
|
3 , 3а , 3б , 4 |
Е |
13,0 |
5 (4) |
||
|
25 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
КР |
Б |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
Е |
10,4 |
4 (3) |
||
|
26 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
КОИД |
Б |
13,0 |
5 (4) |
|
3 , 3а , 3б , 4 |
Е |
13,0 |
5 (4) |
||
|
27 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
ОП |
Б |
13,0 |
5 (4) |
|
3 , 3а , 3б , 4 |
Е |
13,0 |
5 (4) |
||
|
28 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Кшт. |
Б |
13,0 |
5 (4) |
|
3 , 3а , 3б , 4 |
Е |
13,0 |
5 (4) |
||
|
29 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Тпз |
Б |
18,2 |
7 (6) |
|
3 , 3а , 3б , 4 |
Е |
18,2 |
7 (6) |
||
|
30 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Тшт. |
Б |
20,8 |
8 (7) |
|
3 , 3а , 3б , 4 |
Е |
20,8 |
8 (7) |
||
|
31 |
1а , 1б , 2 |
Наименование |
К, М |
119,6 |
46 (45) |
|
5а , 6 |
К, М |
166,4 |
64 (63) |
||
|
3а , 3б , 4 |
Л, М |
153,4 |
59 (58) |
||
|
32 |
1а , 1б , 2 , 5а , 6 |
Обозначение, |
К, М |
75,4 |
29 (28) |
|
3а , 3б , 4 |
Н, М |
75,4 |
29 (28) |
||
|
33 |
1а , 1б , 2 , 5а , 6 |
ОПП |
К, М |
13,0 |
5 (4) |
|
3а , 3б , 4 |
Н, М |
13,0 |
5 (4) |
||
|
34 |
1а , 1б , 2 , 5а , 6 |
КИ |
К, М |
18,2 |
7 (6) |
|
3а , 3б , 4 |
Н, М |
18,2 |
7 (6) |
Примечания :
1. В графе «Количество
знаков» дано количество знаков размера графы, в скобках указано количество
знаков вносимой информации.
2.
Для документов, заполняемых рукописным способом, размеры граф допускается
округлять до ближайшего целого числа.
3.15. При разработке типовых
и групповых технологических процессов в МК следует указывать только постоянную
информацию, относящуюся ко всей группе изделий (деталей, сборочных единиц).
3.16. Оформление основных
надписей в формах – по ГОСТ
3.1103-82.
3.17. При применении форм МК
для разработки технологических процессов при производстве опытного образца
(опытной партии) допускается выполнять графические изображения изделий
(деталей, сборочных единиц) или технологических установов непосредственно на
поле документа, взамен карты эскизов (КЭ). В этом случае всем строкам, занятым
графическим изображением будет присваиваться служебный символ О.
Маршрутная карта (первый или
заглавный лист)
Маршрутная карта (оборотная
сторона)
Маршрутная карта
(последующие листы)
Маршрутная карта (первый или
заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (оборотная
сторона)
Маршрутная карта (последующие
листы)
Маршрутная карта (первый или
заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта
(последующие листы)
Маршрутная карта (первый или
заглавный лист)
Оформление графических изображений
– по ГОСТ 31104-81.
3.18. При проектировании
технологических процессов на форме 3, в
случае применения средств механизации (оргавтоматов и т.п.), в строке со
служебным символом М02 допускается обозначения граф располагать под вносимой в
них информацией.
3.19. Примеры оформления МК
приведены в рекомендуемом приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
Пример
оформления маршрутной карты на единичный технологический процесс (маршрутного
описания) обработки резанием
Пример оформления маршрутной карты на единичный технологический процесс
(операционного описания) сборки
СОДЕРЖАНИЕ
1. Общие требования . 1
2. Правила применения . 1
3. Правила оформления . 2
Приложение Пример оформления маршрутной карты на единичный
технологический процесс (маршрутного описания) обработки резанием .. 14
Вы здесь
Правила оформления маршрутных карт
СОДЕРЖАНИЕ
- Правила оформления маршрутных карт
- Литература
Правила оформления маршрутных карт
Оформление форм, бланков и документов – по ГОСТ 3.1104-81.
Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ.
Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации.
Простановка служебных символов является обязательной и не зависит от применяемого метода проектирования документов.
Примечание — Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции, на данном листе документа, для документов, заполняемых рукописным способом или с помощью печатающей машинки и не подлежащих обработке средствами механизации и автоматизации.
В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки, и выполняемые прописной буквой, например, М01, А12 и т.д.
Указание соответствующих служебных символов для типов строк, в зависимости от размещаемого состава информации, в графах МК следует выполнять в соответствии с таблицей 1.
Служебные символы, применяемые на строках, в которых указаны наименования и обозначения граф, рекомендуется выполнять типографским способом.
| Обозначение служебного символа | Содержание информации вносимой в графы, расположенные на строке |
|---|---|
| А | Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяется только для форм с горизонтальным расположением поля подшивки) |
| Б | Код, наименование оборудования и информация по трудозатратам (применяется только для форм с горизонтальным расположением поля подшивки) |
| В | Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции (применяется только для форм с вертикальным расположением поля подшивки) |
| Г | Обозначение документов, применяемых при выполнении операции (применяется только для форм с вертикальным расположением поля подшивки) |
| Д | Код, наименование оборудования (применяется только для форм с вертикальным расположением поля подшивки) |
| Е | Информация по трудозатратам (применяется только для форм с вертикальным расположением поля подшивки) |
| К | Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с горизонтальным расположением поля подшивки) |
| М | Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделений, откуда поступают материалы, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода |
| О | Содержание операции (перехода) |
| Т | Информация о применяемой при выполнении операции технологической оснастке |
| Л | Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц (применяется только для форм с вертикальным расположением поля подшивки) |
| Н | Информация по комплектации изделия (сборочной единицы) составными частями с указанием обозначения деталей, сборочных единиц, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с вертикальным расположением поля подшивки) |
На строках, расположенных ниже граф, в которых указаны их наименования и обозначения, служебные символы проставляет разработчик документов с учетом выбранного им способа заполнения документов.
При заполнении информации на строках, имеющих служебные символы А, Б, В, Г, Д, Е, К, Л, М, Н, следует руководствоваться правилами по заполнению соответствующих граф, расположенных на этих строках.
При заполнении информации на строках, имеющих служебный символ О, следует руководствоваться требованиями государственных стандартов ЕСТД седьмой классификационной группы, устанавливающих правила записи операций и переходов. Запись информации следует выполнять в технологической последовательности по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. При операционном описании технологического процесса на МК номер перехода следует проставлять в начале строки.
При заполнении информации на строках, имеющих служебный символ Т, следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки. Информацию по применяемой на операции технологической оснастке записывают в следующей последовательности:
- приспособления;
- вспомогательный инструмент;
- режущий инструмент;
- слесарно-монтажный инструмент;
- специальный инструмент, применяемый при выполнении специфических технологических процессов (операций), например, при сварке, штамповке и т.п.;
- средства измерения.
Запись следует выполнять по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. Разделение информации по каждому средству технологической оснастки следует выполнять через знак «;». Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например, АБВГ ХХХХХХ.ХХХ (2) фреза дисковая.
Примечания:
1. В случае неприменения какой-либо технологической оснастки, записывают оснастку, следующую по порядку очередности.
2. Допускается не указывать количество применяемых единиц технологической оснастки.
Последовательность заполнения информации для каждой операции по типам строк приведена в таблице 2.
Примечание — В случае отсутствия информации с каким-либо служебным символом, записывается информация со следующим служебным символом по порядку.
| Вид технологического процесса | Вид описания технологического процесса (операции) | Номер формы МК | Очередность заполнения служебных символов |
|---|---|---|---|
| Единичные технологические процессы, выполняемые с применением различных методов обработки | Маршрутное | 1, 5 | М01, М02, А, Б, О, Т |
| 1а, 1б, 5а | А, Б, О, Т | ||
| 3 | М01, М02, М03, В, Г, Д, Е, О, Т | ||
| Операционное | 3а, 3б | В, Г, Д, Е, О, Т | |
| 1, 5 | М01, М02, А, Б | ||
| 1а, 1б, 5а | А, Б | ||
| 3 | М01, М02, М03, В, Г, Д, Е | ||
| Единичные технологические процессы сборки | Маршрутное | 3а, 3б | В, Г, Д, Е |
| 2, 6 | А, Б, К, М, О, Т | ||
| 1а, 1б, 5а | А, Б, К, М, О, Т | ||
| 4 | В, Г, Д, Е, Л, Н, М, О, Т | ||
| 3а, 3б | В, Г, Д, Е, Л, Н, М, О, Т | ||
| Единичные технологические процессы сборки | Операционное | 2, 6 | А, Б, К, М |
| 1а, 1б, 5а | А, Б, К, М | ||
| 4 | В, Г, Д, Е, Л, Н, М | ||
| 3а, 3б | В, Г, Д, Е, Л, Н, М | ||
| Типовые и групповые технологические процессы, выполняемые с применением различных методов изготовления и ремонта | Маршрутное | 2, 6 | А, Б, К, М, Т |
| 1а, 1б, 5а | А, Б, К, М, Т | ||
| 4 | В, Г, Д, Е, Л, Н, М, Т | ||
| 3а, 3б | В, Г, Д, Е, Л, Н, М, Т | ||
| Операционное | 2, 6 | А, Б, К, М, Т | |
| 1а, 1б, 5а | А, Б, К, М, Т | ||
| 4 | В, Г, Д, Е, Л, Н, М, Т | ||
| 3а, 3б | В, Г, Д, Е, Л, Н, М, Т |
Примечание — При маршрутно-операционном описании технологического процесса очередность заполнения служебных символов производится в зависимости от вида описания данной операции.
Графы форм следует заполнять в соответствии с таблицей 3.
Размеры граф форм следует выбирать в соответствии с таблицей 4, исходя из шага печатающих устройств 2,6 мм.
Разделение граф следует производить вертикальными отрезками прямой линии длиной 0,5-1,5 мм.
При автоматизированном проектировании разделение граф по вертикали и разделение строк по горизонтали следует выполнять наборами соответствующих символов по ГОСТ 27464-87.
Примечания:
1. Допускается разделять графы сплошной вертикальной линией на всю ширину строки.
2. Допускается разделение граф производить не на каждой строке.
3. При автоматизированном проектировании допускается разделение строк по горизонтали не производить.
| Номер графы | Наименование (условное обозначение) графы | Служебный символ | Содержание информации |
|---|---|---|---|
| 1 | — | — | Обозначение служебного символа и порядковый номер строки. Запись выполняют на уровне одной строки, например, М02, Б04. Допускается при указании номера строки в пределах от 01 до 09 применять вместо 0 знак ∅, например М∅2, Б∅4 |
| 2 | — | М01 | Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись выполняется на уровне одной строки с применением разделительного знака дроби «/», например, лист БОН – 2,5×1000×2500 ГОСТ 19903-74/III-IV В Ст. 3 ГОСТ 14637-89 |
| 3 | Код | М02 | Код материала по классификатору |
| 4 | ЕВ | М02, К, Н, М | Код единицы величины (массы, длины, площади и т.п.) детали, заготовки, материала по Классификатору СОЕВС. Допускается указывать единицы измерения величины |
| 5 | МД | М02 | Масса детали по конструкторскому документу |
| 6 | ЕП | М02, Б, К, Е, Н, М | Единица нормирования, на которую установлена норма расхода материала или норма времени, например 1, 10, 100 |
| 7 | Н. расх. | М02, К, Н, М | Норма расхода материала |
| 8 | КИМ | М02 | Коэффициент использования материала. При автоматизированном проектировании допускается графу не заполнять |
| 9 | Код заготовки | М02, М03 | Код заготовки по классификатору. Допускается указывать вид заготовки (отливки, прокат, поковка и т.п.) |
| 10 | Профиль и размеры | М02, М03 | Профиль и размеры исходной заготовки. Информацию по размерам следует указывать исходя из имеющихся габаритов, например, лист 1,0×710×1420, 115×270×390 (для отливки). Допускается профиль не указывать. |
| 11 | КД | М02, М03 | Количество деталей, изготавливаемых из одной заготовки |
| 12 | МЗ | М02, М03 | Масса заготовки |
| 13 | — | — | Графа для особых указаний. Порядок заполнения графы и обязательность заполнения устанавливаются в отраслевых нормативно-технических документах |
| 14 | Цех | А, В | Номер (код) цеха, в котором выполняется операция |
| 15 | Уч. | А, В | Номер (код) участка, конвейера, поточной линии и т.п. |
| 16 | РМ | А, В | Номер (код) рабочего места |
| 17 | Опер. | А, В | Номер операции (процесса) в технологической последовательности изготовления или ремонта изделия (включая контроль и перемещение) |
| 18 | Код, наименование операции | А, В | Код операции по технологическому классификатору, наименование операции. Допускается код операции не указывать. |
| 19 | Обозначение документа | А, Г | Обозначение документов, инструкций по охране труда, применяемых при выполнении данной операции. Состав документов следует указывать через разделительный знак «;» с возможностью, при необходимости, переноса информации на последующие строки |
| 20 | Код, наименование оборудования | Б, Д | Код оборудования по классификатору, краткое наименование оборудования, его инвентарный номер. Информацию следует указывать через разделительный знак «;». Допускается взамен краткого наименования оборудования указывать его модель. Допускается не указывать инвентарный номер |
| 21 | СМ | Б, E | Степень механизации (код степени механизации). Обязательность заполнения графы устанавливается в отраслевых нормативно-технических документах |
| 22 | Проф. | Б, Е | Код профессии по классификатору ОКПДТР |
| 23 | Р | Б, Е | Разряд работы, необходимый для выполнения операции |
| 24 | УТ | Б, Е | Код условий труда по классификатору ОКПДТР и код вида нормы |
| 25 | КР | Б, Е | Количество исполнителей, занятых при выполнении операции |
| 26 | КОИД | Б, Е | Количество одновременно изготавливаемых (обрабатываемых, ремонтируемых) деталей (сборочных единиц) при выполнении одной операции
Примечание — При выполнении процесса перемещения следует указывать объем грузовой единицы – количество деталей в таре |
| 27 | ОП | Б, Е | Объем производственной партии в штуках. На стадиях разработки предварительного проекта и опытного образца допускается графу не заполнять.
Примечание — При выполнении процесса перемещения в графе следует указывать объем транспортной партии, количество грузовых единиц, перемещаемых одновременно |
| 28 | К шт. | Б, Е | Коэффициент штучного времени при многостаночном обслуживании |
| 29 | Тпз | Б, Е | Норма подготовительно-заключительного времени на операцию |
| 30 | Тшт. | Б, Е | Норма штучного времени на операцию.
Примечание — Допускается, в соответствии с отраслевыми нормативно-техническими документами, для МК, применяемой при производстве опытного образца (опытной партии), взамен информации, предусмотренной для внесения в графы 29 и 30, вносить соответственно информацию по Тшт.к (норма штучно-калькуляционного времени на операцию) и Расц. (расценка на единицу нормирования, применяемая для операции) |
| 31 | Наименование детали, сб. единицы или материала | К, Л, М | Наименование деталей, сборочных единиц, материалов, применяемых при выполнении операции.
Примечание — Допускается не заполнять строку |
| 32 | Обозначение, код | К, Н, М | Обозначение деталей, сборочных единиц по конструкторскому документу или материалов по классификатору |
| 33 | ОПП | К, Н, М | Обозначение подразделения (склада, кладовой и т.п.), откуда поступают комплектующие детали, сборочные единицы или материалы; при разборке – куда поступают |
| 34 | КИ | К, Н, М | Количество деталей, сборочных единиц, применяемых при сборке изделия; при разборке – количество получаемых |
| Номер графы | Формы МК | Наименование (условное обозначение) графы | Обозначение служебного символа | Размер графы, мм | Количество знаков |
|---|---|---|---|---|---|
| 1 | 1, 1а, 1б, 2, 3, 3а, 3б, 4, 5, 5а, 6 | — | — | 13,0 | 5 (4) |
| 2 | 1, 5 | — | М01 | 231,4 | 89 (88) |
| 3 | — | М01 | 169,0 | 65 (64) | |
| 3 | 1, 3, 5 | Код | М02 | 33,8 | 13 (12) |
| 4 | 1, 3, 5 | ЕВ | М02 | 10,4 | 4 (3) |
| 1а, 1б, 2, 5а, 6 | К, М | 13,0 | 5 (4) | ||
| 3а, 3б, 4 | Н, М | 13,0 | 5 (4) | ||
| 5 | 1, 3, 5 | МД | М02 | 18,2 | 7 (6) |
| 6 | 1, 3, 5 | ЕН | М02 | 15,6 | 6 (5) |
| 1, 5 | Б | 13,0 | 5 (4) | ||
| 1а, 1б, 2, 5а, 6 | Б, К, М | 13,0 | 5 (4) | ||
| 3 | Е | 13,0 | 5 (4) | ||
| 3а, 3б, 4 | Е, Н, М | 13,0 | 5 (4) | ||
| 7 | 1, 5 | Н расх. | М02 | 18,2 | 7 (6) |
| 3 | М02 | 26,0 | 10 (9) | ||
| 1а, 1б, 2, 5а, 6 | К, М | 20,8 | 8 (7) | ||
| 3а, 3б, 4 | Н, М | 20,8 | 8 (7) | ||
| 8 | 1, 5 | КИМ | М02 | 13,0 | 5 (4) |
| 3 | М02 | 18,2 | 7 (6) | ||
| 9 | 1, 5 | Код заготовки | М02 | 33,8 | 13 (12) |
| 3 | М03 | 33,8 | 13 (12) | ||
| 10 | 1, 5 | Профиль и размеры | М02 | 54,6 | 21 (20) |
| 3 | М03 | 54,6 | 21 (20) | ||
| 11 | 1, 5 | КД | М02 | 15,6 | 6 (5) |
| 3 | М03 | 15,6 | 6 (5) | ||
| 12 | 1, 5 | МЗ | М02 | 18,2 | 7 (6) |
| 3 | М03 | 18,2 | 7 (6) | ||
| 13 | 1 | — | М01, М02 | 41,6 | 16 (15) |
| 3 | М02, М03 | 46,8 | 18 (17) | ||
| 3, 3а, 3б, 4 | В, Г, Д, Е | 15,6 | 6 (5) | ||
| 3а, 3б, 4 | Л, Н, М | 15,6 | 6 (5) | ||
| 5 | М01, М02 | 88,4 | 34 (33) | ||
| 14 | 1, 1а, 1б, 2, 5, 5а, 6 | Цех | А | 10,4 | 4 (3) |
| 3, 3а, 3б, 4 | В | 10,4 | 4 (3) | ||
| 15 | 1, 1а, 1б, 2, 5, 5а, 6 | Уч. | А | 10,4 | 4 (3) |
| 3, 3а, 3б, 4 | В | 18,2 | 7 (6) | ||
| 16 | 1, 1а, 1б, 2, 5, 5а, 6 | РМ | А | 10,4 | 4 (3) |
| 3, 3а, 3б, 4 | В | 10,4 | 4 (3) | ||
| 17 | 1, 1а, 1б, 2, 5, 5а, 6 | Опер. | А | 13,0 | 5 (4) |
| 3, 3а, 3б, 4 | В | 13,0 | 5 (4) | ||
| 18 | 1, 1а, 1б, 2 | Код, наименование операции | А | 75,4 | 29 (28) |
| 5, 5а, 6 | А | 122,2 | 47 (46) | ||
| 3, 3а, 3б, 4 | В | 101,4 | 39 (38) | ||
| 19 | 1, 1а, 1б, 2, 5, 5а, 6 | Обозначение документа | А | 153,4 | 59 (58) |
| 3, 3а, 3б, 4 | Г | 153,4 | 59 (58) | ||
| 20 | 1, 1а, 1б, 2 | Код, наименование оборудования | Б | 119,6 | 46 (45) |
| 5, 5а, 6 | Б | 166,4 | 64 (63) | ||
| 3, 3а, 3б, 4 | Д | 153,4 | 59 (58) | ||
| 21 | 1, 1а, 1б, 2, 5, 5а, 6 | СМ | Б | 10,4 | 4 (3) |
| 3, 3а, 3б, 4 | Е | 10,4 | 4 (3) | ||
| 22 | 1, 1а, 1б, 2, 5, 5а, 6 | Проф. | Б | 18,2 | 7 (6) |
| 3, 3а, 3б, 4 | Е | 18,2 | 7 (6) | ||
| 23 | 1, 1а, 1б, 2, 5, 5а, 6 | Р | Б | 10,4 | 4 (3) |
| 3, 3а, 3б, 4 | Е | 10,4 | 4 (3) | ||
| 24 | 1, 1а, 1б, 2, 5, 5а, 6 | УТ | Б | 13,0 | 5 (4) |
| 3, 3а, 3б, 4 | Е | 13,0 | 5 (4) | ||
| 25 | 1, 1а, 1б, 2, 5, 5а, 6 | КР | Б | 10,4 | 4 (3) |
| 3, 3а, 3б, 4 | Е | 10,4 | 4 (3) | ||
| 26 | 1, 1а, 1б, 2, 5, 5а, 6 | КОИД | Б | 13,0 | 5 (4) |
| 3, 3а, 3б, 4 | Е | 13,0 | 5 (4) | ||
| 27 | 1, 1а, 1б, 2, 5, 5а, 6 | ОП | Б | 13,0 | 5 (4) |
| 3, 3а, 3б, 4 | Е | 13,0 | 5 (4) | ||
| 28 | 1, 1а, 1б, 2, 5, 5а, 6 | Кшт. | Б | 13,0 | 5 (4) |
| 3, 3а, 3б, 4 | Е | 13,0 | 5 (4) | ||
| 29 | 1, 1а, 1б, 2, 5, 5а, 6 | Тпз (Тшт.к) | Б | 18,2 | 7 (6) |
| 3, 3а, 3б, 4 | Е | 18,2 | 7 (6) | ||
| 30 | 1, 1а, 1б, 2, 5, 5а, 6 | Тшт. (Расц.) | Б | 20,8 | 8 (7) |
| 3, 3а, 3б, 4 | Е | 20,8 | 8 (7) | ||
| 31 | 1а, 1б, 2 | Наименование детали, сб. единицы или материала | К, М | 119,6 | 46 (45) |
| 5а, 6 | К, М | 166,4 | 64 (63) | ||
| 3а, 3б, 4 | Л, М | 153,4 | 59 (58) | ||
| 32 | 1а, 1б, 2, 5а, 6 | Обозначение, код | К, М | 75,4 | 29 (28) |
| 3а, 3б, 4 | Н, М | 75,4 | 29 (28) | ||
| 33 | 1а, 1б, 2, 5а, 6 | ОПП | К, М | 13,0 | 5 (4) |
| 3а, 3б, 4 | Н, М | 13,0 | 5 (4) | ||
| 34 | 1а, 1б, 2, 5а, 6 | Н, М | К, М | 18,2 | 7 (6) |
| 3а, 3б, 4 | Н, М | 18,2 | 7 (6) |
Примечания:
1. В графе «Количество знаков» дано количество знаков размера графы, в скобках указано количество знаков вносимой информации.
2. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
При разработке типовых и групповых технологических процессов в МК следует указывать только постоянную информацию, относящуюся ко всей группе изделий (деталей, сборочных единиц).
Оформление основных надписей в формах – по ГОСТ 3.1103-82.
При применении форм МК для разработки технологических процессов при производстве опытного образца (опытной партии) допускается выполнять графические изображения изделий (деталей, сборочных единиц) или технологических установок непосредственно на поле документа, взамен карты эскизов (КЭ). В этом случае всем строкам, занятым графическим изображением будет присваиваться служебный символ О.
Оформление графических изображений – по ГОСТ 31104-81.
При проектировании технологических процессов на форме 3, в случае применения средств механизации (оргавтоматов и т.п.), в строке со служебным символом М02 допускается обозначения граф располагать под вносимой в них информацией.

Форма 6. Маршрутная карта (первый или заглавный лист)
Примеры оформления маршрутных карт смотрите ниже.
ЛИТЕРАТУРА
- ГОСТ 3.1118-82 ЕСТД. Формы и правила оформления маршрутных карт
- 23836 просмотров
Маршрутная карта (далее по тексту – МК) – это документ, в котором подробно в определенной последовательности описаны технологические операции, процессы производства, сборки или ремонтных работ. Это неотъемлемая часть обязательной технической документации, в которой указываются сведения об оснастке, инструментах и оборудовании, нормативы сырья и материалов и другая информация. МК разрабатываются как для серийного производства, так и для выпуска единичных изделий.
Различные сферы промышленности выпускают на рынки много видов изделий, которые производятся путем механической обработки. При их выпуске важно руководствоваться методами, направленными на улучшение качества изготавливаемой продукции, сокращение производственных затрат и минимизацию рисков, связанных с возникновением ошибок в процессе производства. Одним из таких методов является разработка маршрутной технологической карты.
Законодательная база
Примеры и порядок заполнения МК регулирует ГОСТ З.1118-82. Он устанавливает унифицированные формы, которые должны соблюдаться в обязательном порядке. Их выбор, как и сфера использования МК, зависит от вида производства и техпроцессов. Они подразделяются на единичные, типовые и групповые операции, выполняемые разными способами изготовления, обработки, ремонта. Также к ним относится соединение разборных и цельных конструкций.
Документ составляется по всей номенклатуре товаров, единиц сборки и деталей, которые производятся предприятием. Также он оформляется на поставляемую продукцию, если она подлежит дальнейшей доработке. МК включает в себя подробный перечень операций, начиная с процесса заготовки. Без карты невозможно производить детали, проводить их механическую обработку.
Отсутствие МК является препятствием для прохождения сертификации производства и изготавливаемой продукции. Это обусловлено тем, что одним из обязательных требований, согласно которым должны проводиться оценочные процедуры, является наличие полного комплекта технической документации. Без карты невозможно внедрение на предприятии системы менеджмента качества ИСО.
В ходе разработки маршрутной карты необходимо соблюдать правила оформления, установленные в ГОСТ 3.1118-82:
- Описывая техпроцессы, сведения следует вносить построчно. При этом возможен выбор нескольких типов строк, каждому из которых отвечает конкретный символ. Спецсимволы представляют собой условное выражение данных, которые вносятся в графы. Они предназначены для автоматической и механической обработки информации. Независимо от используемого способа заполнения МК, проставлять символы нужно в обязательном порядке. Ими являются русские буквы, после которых проставляется номер строки. Обозначения спецсимволов в соответствии с типом строки содержатся во 2-й таблице данного стандарта.
- Каждая табличная ячейка условно разделена на две части. Сведения отражаются в нижней части. Это необходимо для внесения корректировок путем отражения их в верхней части графы.
- Границы некоторых ячеек заполняются согласно определенным правилам – они выделены жирными линиями. Такие строки заполняются тремя способами: кодами и обозначениями, в раскодированном виде, а также в виде кодов с прилагаемой расшифровкой. Шрифт также важен при заполнении таблицы.
- Вся информация, которая отображается в МК, должна быть легко читаемой и отчетливой. Для соблюдения указанных правил необходимо руководствоваться рекомендациями, содержащимися в ГОСТе.
- В определенных ситуациях возможно внесение изменений в документ, если они связаны с необходимостью корректировки каких-либо параметров.
Требования к содержанию
Содержание карты взаимосвязано с ее областью применения. В ГОСТе 3.1118-82 содержатся требования, согласно которым должна оформляться документация. Они предусматривают правила заполнения заглавного и следующих листов, оборотной стороны. Также МК должна включать в себя:
- Рекомендации, связанные с выбором оборудования и инструментов. В современных условиях на производстве функционирует множество станков и оборудования. К ним относятся фрезеровочные, сверлильные, токарно-винторезные, а также многие другие. Все они обладают определенными свойствами и характеристиками. Чтобы выбрать их, необходимо руководствоваться поставленными задачами и прочими нюансами. Рабочий должен владеть детальной информацией об оборудовании, чтобы полноценно выполнять свою работу. Типы рекомендуемых станков могут обозначаться в карте в виде сокращений.
- Список вспомогательных инструментов, используемых для отдельных задач (нанесения разметок, фиксации заготовок).
- Список режущих инструментов, а также применяемых для слесарных, сварочных, монтажных работ, штамповки, других специфических операций.
- Средства измерения – необходимость измерительных приборов вызвана тем, что большая часть стадий производства связана с определением параметров и величин.
- Комплектация изделий с указанием названия и кодов элементов сборки. Необходимость этих сведений обусловлена тем, что почти все виды выпускаемой продукции состоят из ряда комплектующих и составных частей.
- Состав, технические характеристики и другие параметры заготовок и сырья, применяемого при выпуске продукции. Они могут быть пластиковыми, деревянными, металлическими (изготовленными из однородных металлов или их сплавов). Способ обработки зависит от вида материалов. Для определения параметров и базовых размеров изготавливаемого изделия подготавливаются чертежи. К важным показателям относится твердость слоя поверхности, поскольку перед тем, как подвергнуть изделие механической обработке, зачастую его закаливают для улучшения эксплуатационных характеристик.
- Определение главных параметров выполняемых работ. Подробное содержание техпроцесса – данный раздел должен быть описан детально, так как он представляет собой инструкцию по проводимой обработке. Чаще всего она осуществляется механическим способом. Есть и другие методы обработки.
- Необходимая оснастка, используемая для выполнения работ. Она классифицируется согласно предназначению, области применения и результатам, которые достигаются с ее помощью. Многие виды оснастки позволяют фиксировать заготовки. Сложной считается фиксация, если заготовка имеет цилиндрическую и аналогичную форму. Используемая оснастка должна обеспечить надежность крепления заготовки. Даже при малом смещении относительно базовой поверхности возможно возникновение дефектов.
- Описание используемых режимов работы эксплуатируемого оборудования. При обработке важными параметрами, характеризующими производственные процессы, считаются скорость резания, глубина врезания, величина подачи и другие. Не владея это информацией, продукцию надлежащего качества произвести невозможно.
При составлении МК возможно внесение и других дополнительных сведений.
Символы и их расшифровка
В МК указываются специальные символы, которые обозначают содержание следующей информации:
1. Для бланков, поля подшивки которых, имеют горизонтальное расположение:
- А – номер производственного участка, на котором проводятся технологические операции, их названия и коды, а также обозначение используемой документации;
- Б – название и код оборудования, сведения о трудозатратах (количестве времени, необходимом одному рабочему для изготовления одной детали или совершения одной операции);
- К – данные о комплектации изделий с обозначением деталей и комплектующих, названий подразделений, из которых они поступают, единицах измерения, нормах затрат сырья и материалов.
2. Для бланков, поля подшивки которых, расположены вертикально:
- В – номер цеха или участка, в котором проводятся работы с указанием их названий и кодов;
- Г – обозначение используемой документации;
- Д – название и код задействованного в производстве оборудования;
- Е – сведения о трудозатратах;
- Л – сведения о комплектации единиц сборки и выпускаемой продукции с указанием названий их составляющих элементов;
- Н – данные о комплектации с названиями подразделений, из которых поступают детали и комплектующие, кодами единиц измерения, нормами затрат на одну деталь.
3. Для всех форм:
- М – данные об используемых основных и вспомогательных материалах, заготовках, запасных частях, составляющих элементах с обозначением названия, кодов сырья и комплектующих, участков, из которых они поступают, единиц нормирования и измерения, норм затрат;
- О – описание техпроцесса;
- Т – сведения об используемой оснастке.
Что необходимо для оформления?
Разработку МК допустимо проводить своими силами. Если же профильный специалист в организации отсутствует, то данный процесс можно доверить сторонним экспертам. Грамотно разработанная техническая документация гарантирует качество осуществления технологических операций. Недостаток информации может привести к производственному браку, возникновению ошибок и дефектов. Чтобы обеспечить разработку документации с учетом требований стандартов и других нормативных актов, лучше обратиться за помощью в сертификационный центр. Для этого необходимо подготовить:
- заполненную заявку с указанием необходимой информации о предприятии и выпускаемой продукции;
- свидетельства о регистрации юридического лица (ИП), о постановке на налоговый учет, выписку из ЕГР, уставную документацию, подтверждающую законность деятельности;
- действующую нормативно-техническую документацию;
- подробное описание изготавливаемой продукции, её характеристик, области применения, технологических процессов.
Данный перечень может быть дополнен в зависимости от специфики производственной деятельности. Его определят эксперты при рассмотрении заявки во время первичной консультации.
После ознакомления с вышеуказанной информацией эксперты разрабатывают макет маршрутной карты. Он проходит все стадии согласования, утверждается руководителем организации. Заявитель получает на руки утвержденный оригинал.
