Структура
операционной карты идентична маршрутной.
Запись информации выполняется построчно
с привязкой к соответствующим служебным
символам. Указание единиц величин
следует выполнять в заголовках или
подзаголовках соответствующих граф.
Допускается указывать единицы величины
параметров технологических режимов
после их числовых значений, например
0,2 мм/об; 36 мм/мин.
Указание
данных по технологическим режимам
следует выполнять после записи состава
применяемой технологической оснастки.
При
указании данных по технологической
оснастке информацию следует записывать
в следующей последовательности:
-
приспособления;
-
вспомогательный
инструмент; -
режущий
инструмент; -
средства
измерения.
В
целях разделения информации по группам
технологической оснастки и поиска
необходимой информации допускается
перед указанием состава применять
условное обозначение видов: приспособлений
– «ПР»; вспомогательного инструмента
– «ВИ»; режущего инструмента – «РИ»;
средства измерений – «СИ». Например,
СИ ХХХХХХ. Пробка Ø24Н7-пр.
Большинство
граф операционной карты соответствует
аналогичным графам маршрутной карты.
Информацию по дополнительным графам
следует вносить в соответствии с таблицей
7.
Таблица
7. Информация по дополнительным графам
операционной карты
|
№ п/п |
Наименование |
Содержание |
|
1 |
ПИ |
Номер |
|
2 |
То |
Норма |
|
3 |
Д |
Расчетный |
|
4 |
Тв |
Норма |
|
5 |
L |
Расчетный |
|
6 |
T |
Глубина |
|
7 |
i |
Число |
|
8 |
S |
Подача |
|
9 |
N |
Частота |
|
10 |
V |
Скорость |
|
11 |
СОЖ |
Информация |
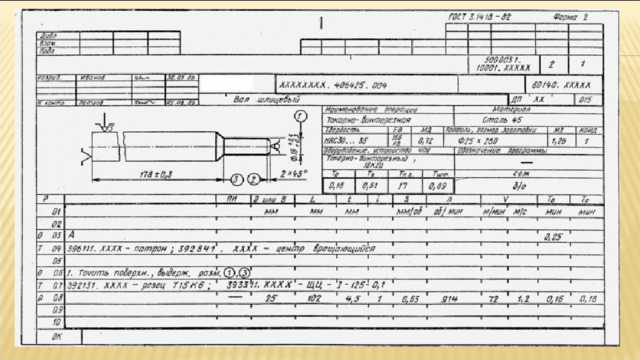
Пример
заполнения операционной карты приведен
не рисунке 2.
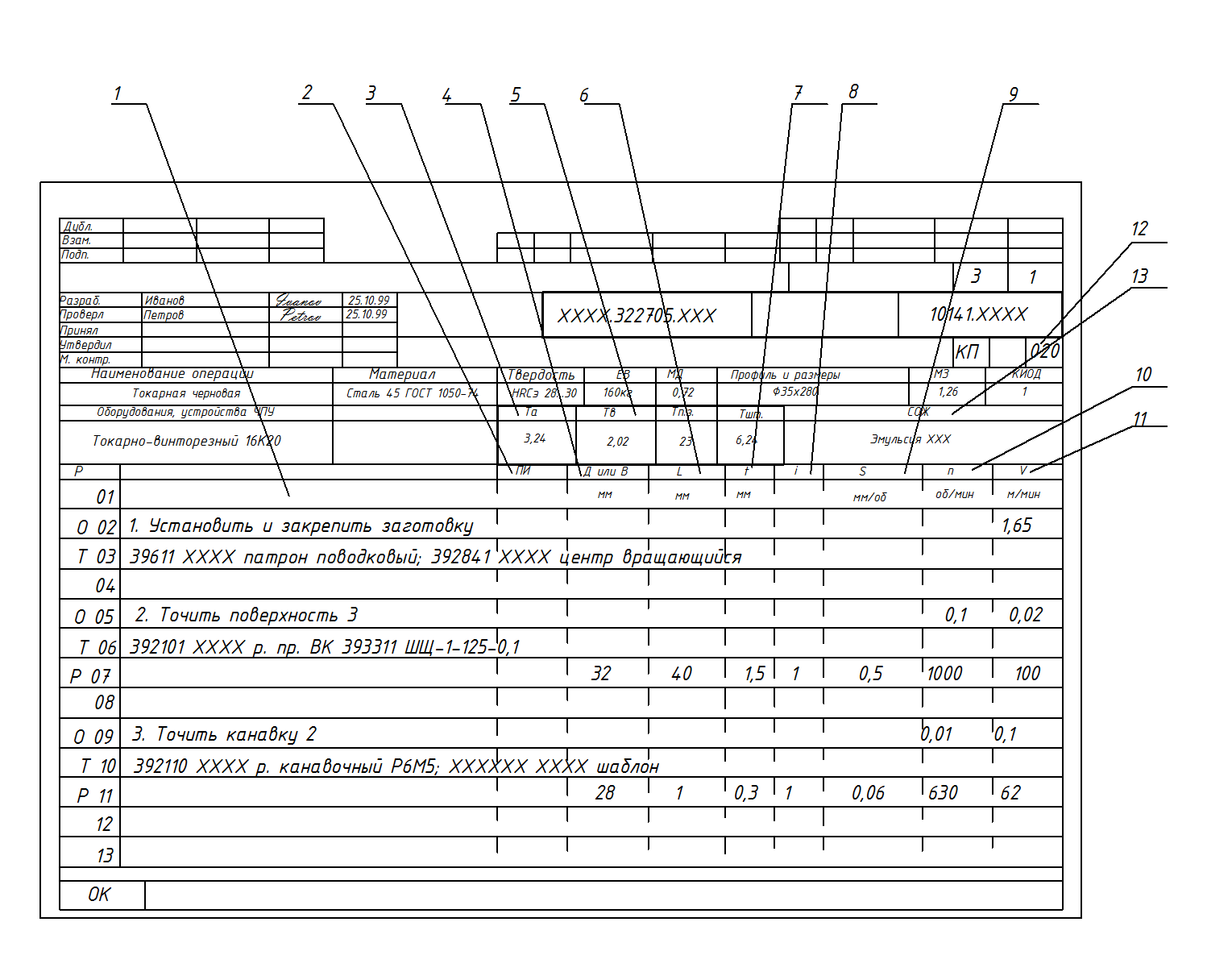
Рисунок
2. Пример заполнения операционной карты
Правила
записи операций и переходов
Запись
содержания операции и переходов
осуществляется в соответствии с ГОСТ
3.1702 – 79 «Правила записи операций и
переходов. Обработка резанием» и ГОСТ
3.1703 – 79 «Правила записи операций и
переходов. Слесарные, слесарно–сборочные
работы».
В
соответствии с требованиями этих
стандартов допускается полная
или сокращенная
форма
записи.
Полную
запись следует выполнять при отсутствии
графических изображений и для комплексного
отражения всех действий, выполняемых
исполнителем или исполнителями.
Сокращенную
запись
следует производить при наличии
графических изображений (например,
операционных эскизов), которые достаточно
полно отражают всю необходимую информацию.
В этом случае запись выполняется по
форме, изложенной в приложении №7 ГОСТ
3.1702-79 и приложении №6 ГОСТ 3.1703-79.
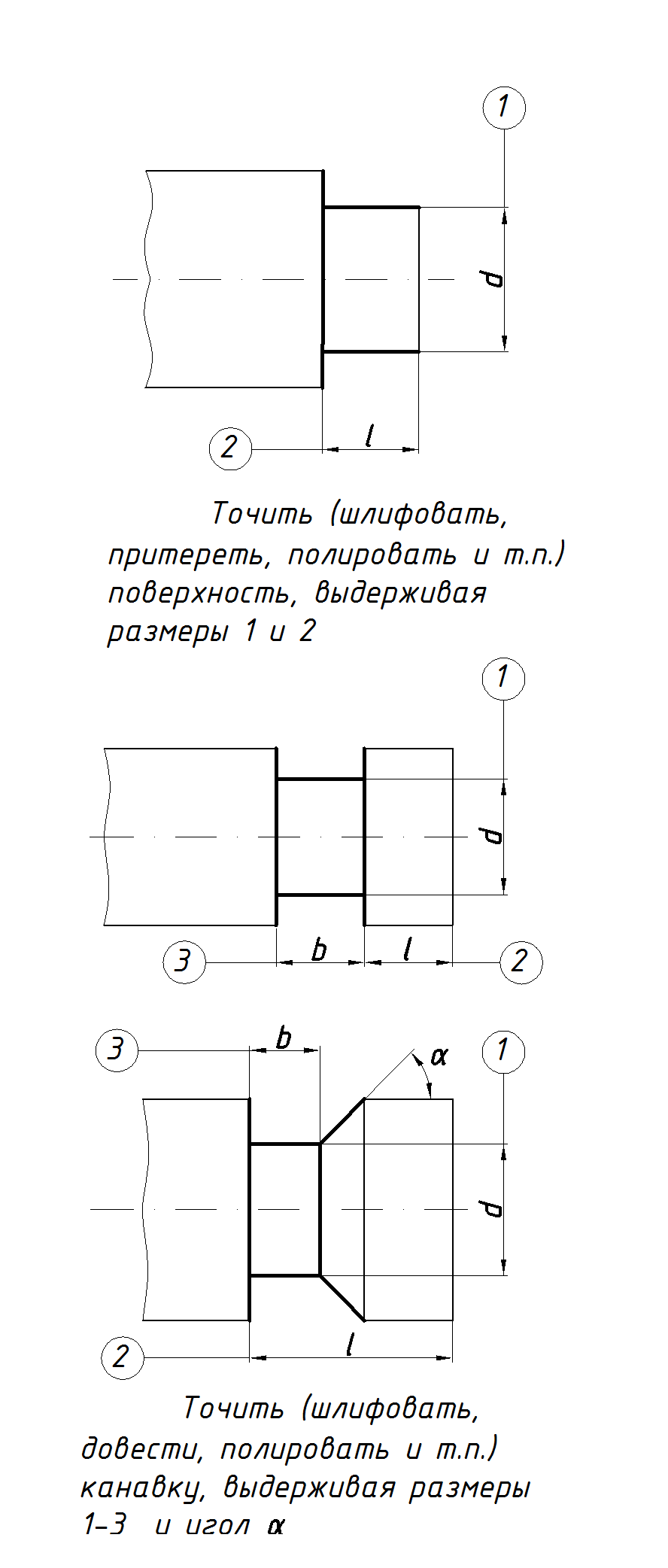
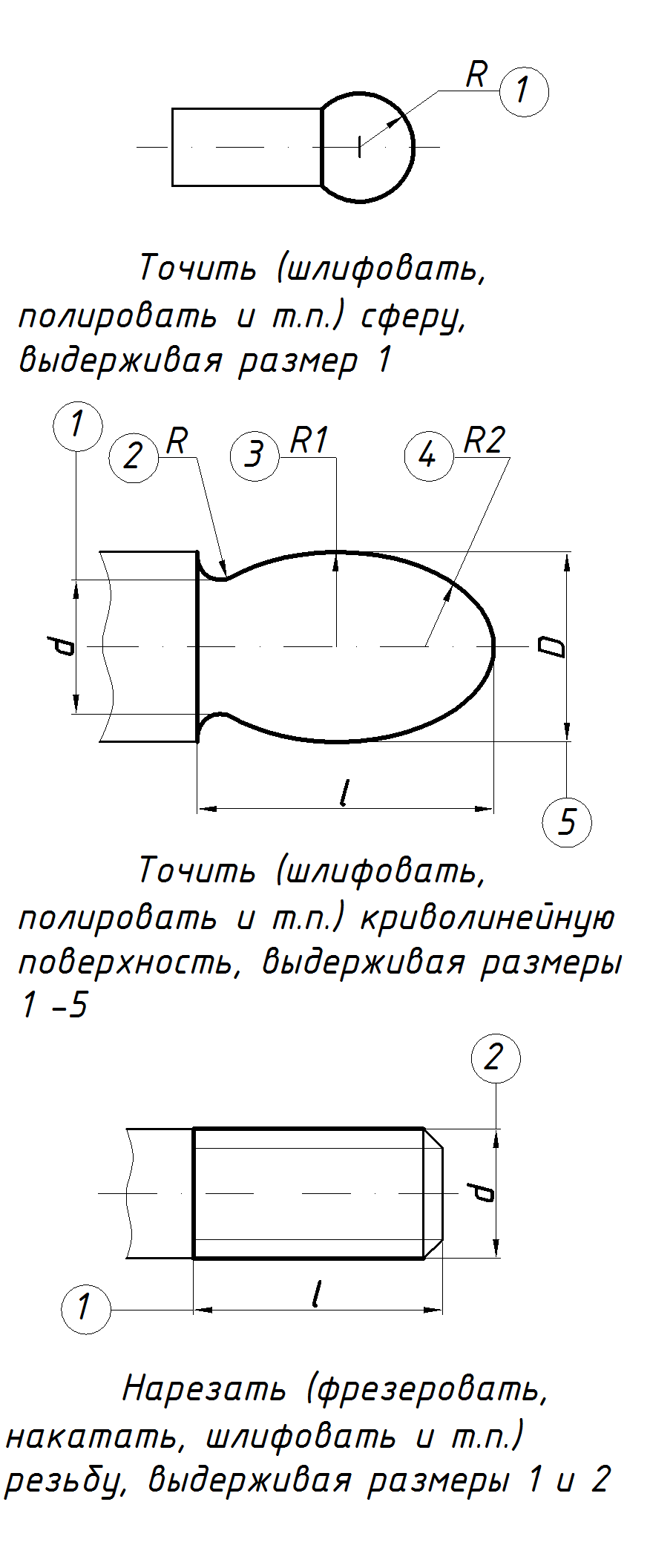
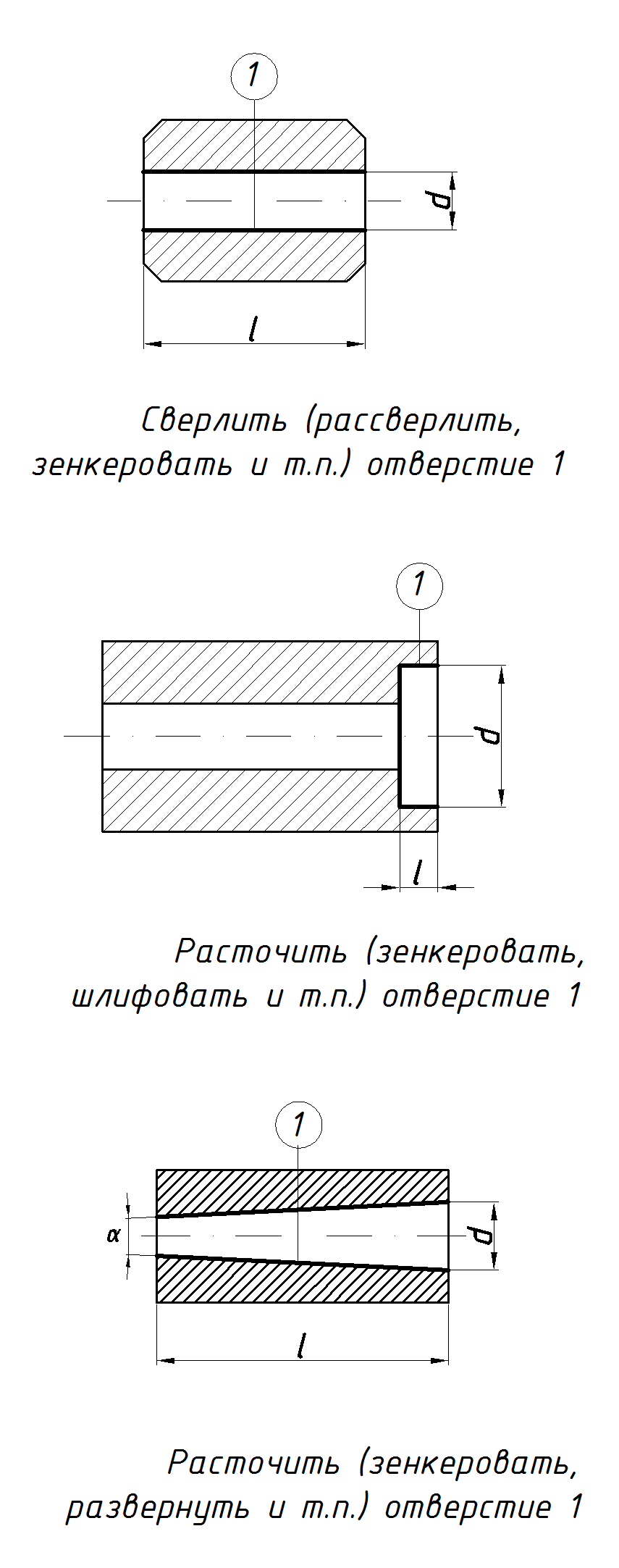
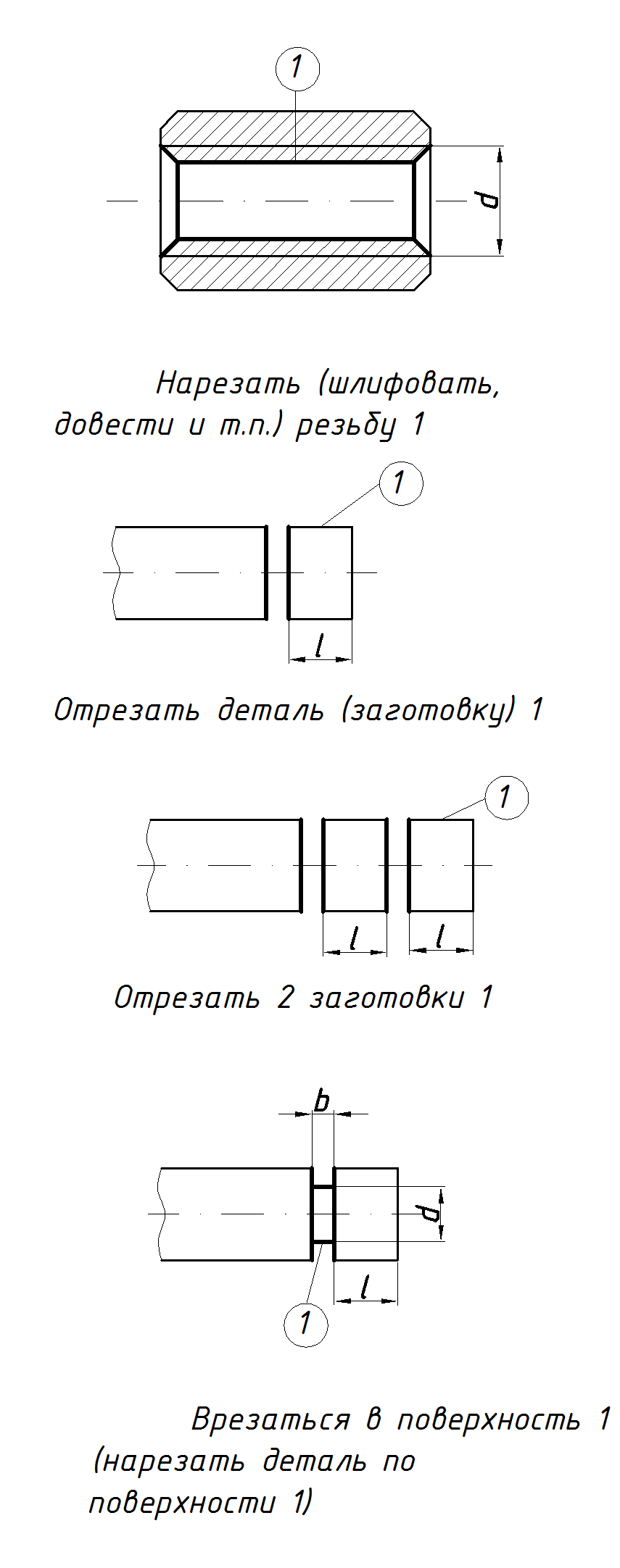
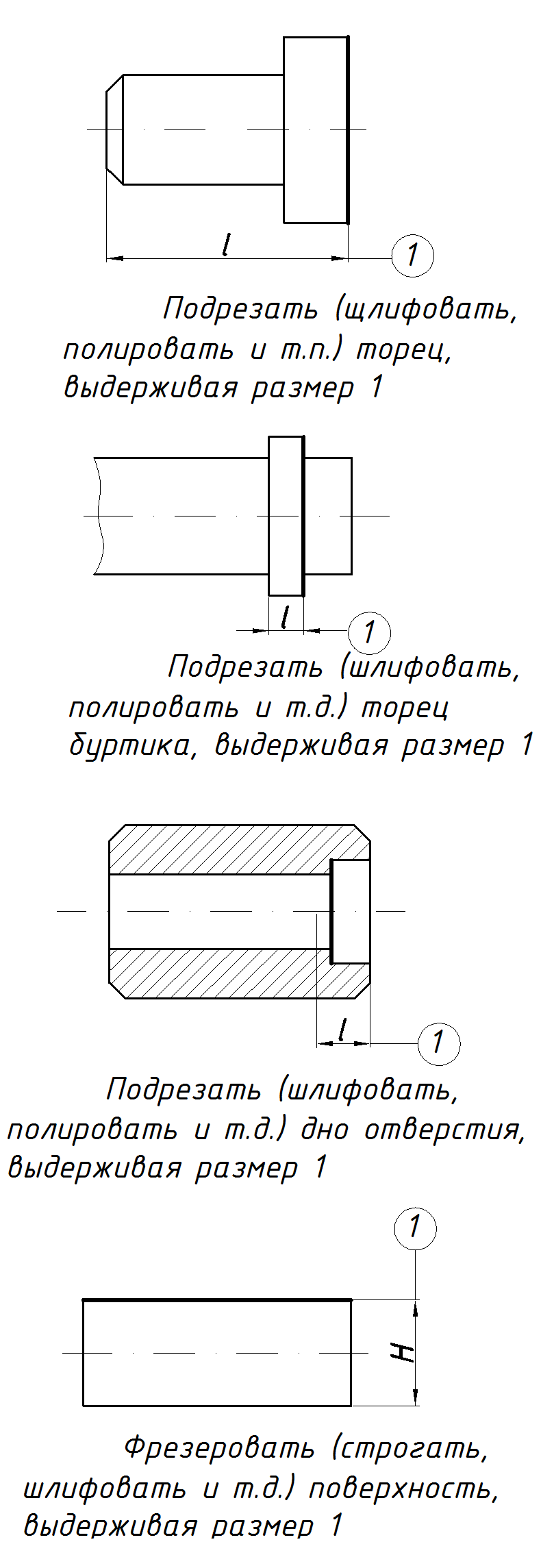
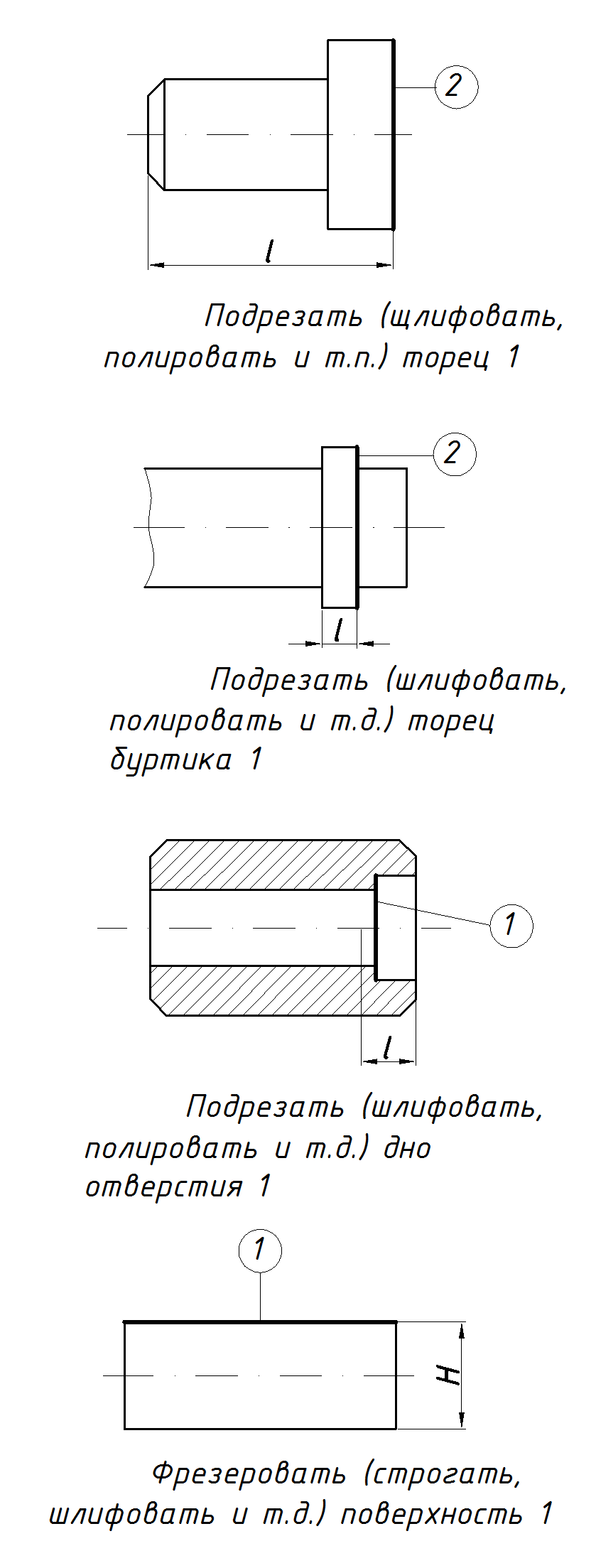
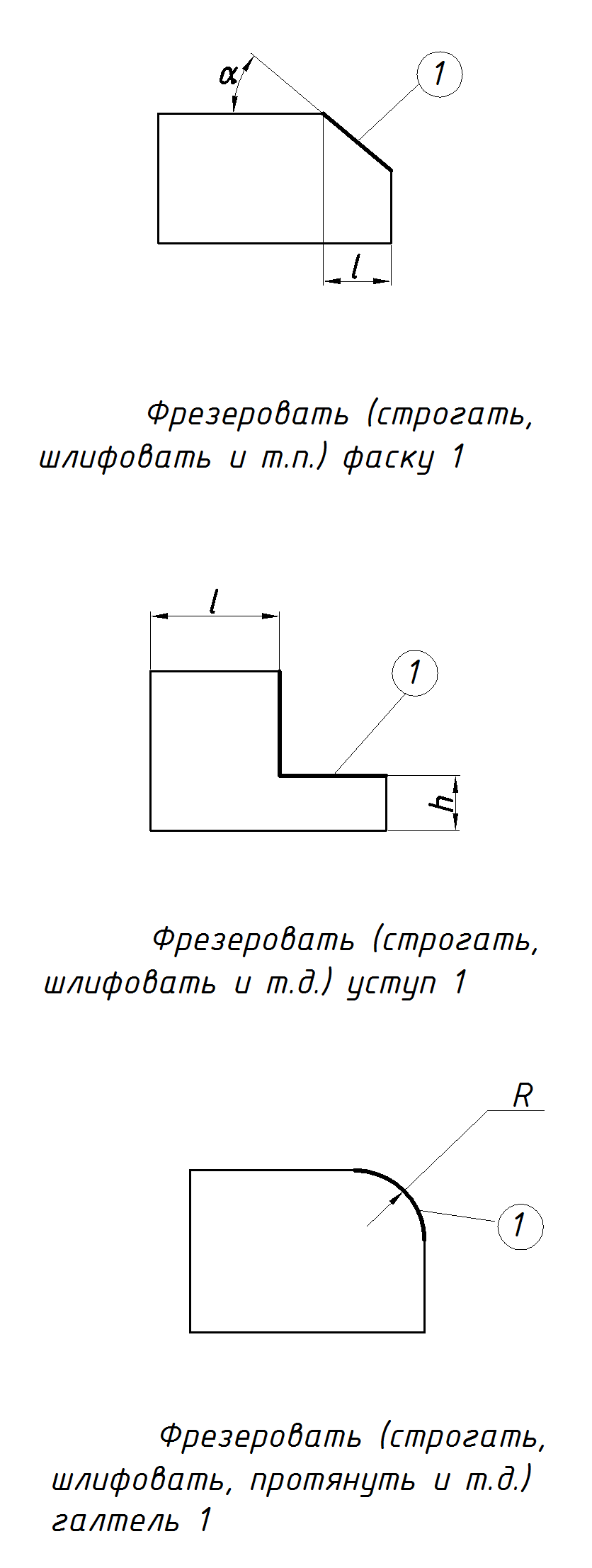
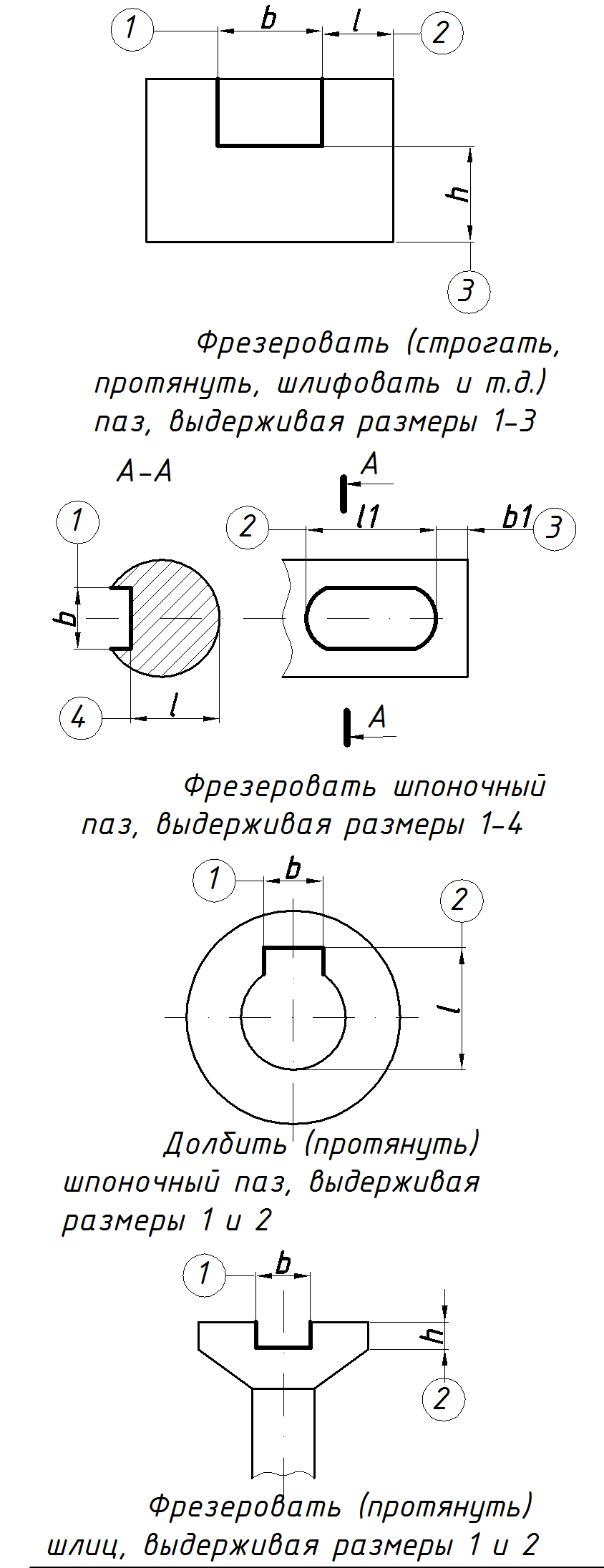
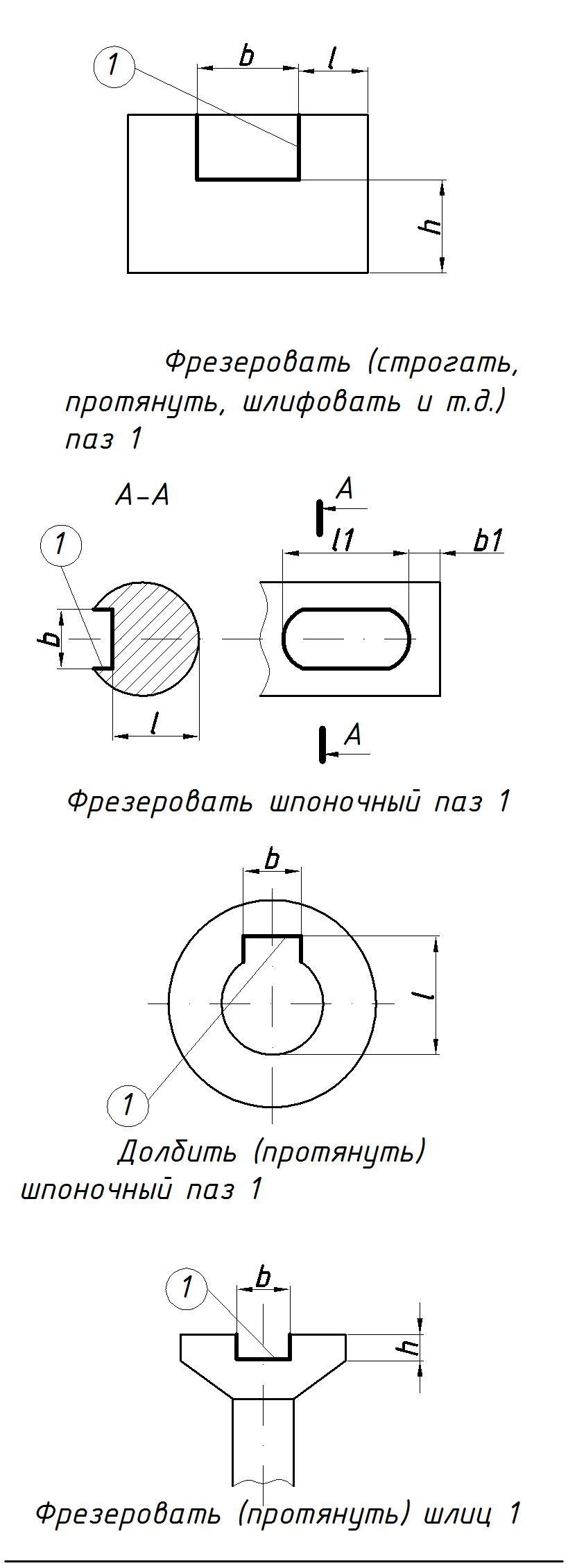
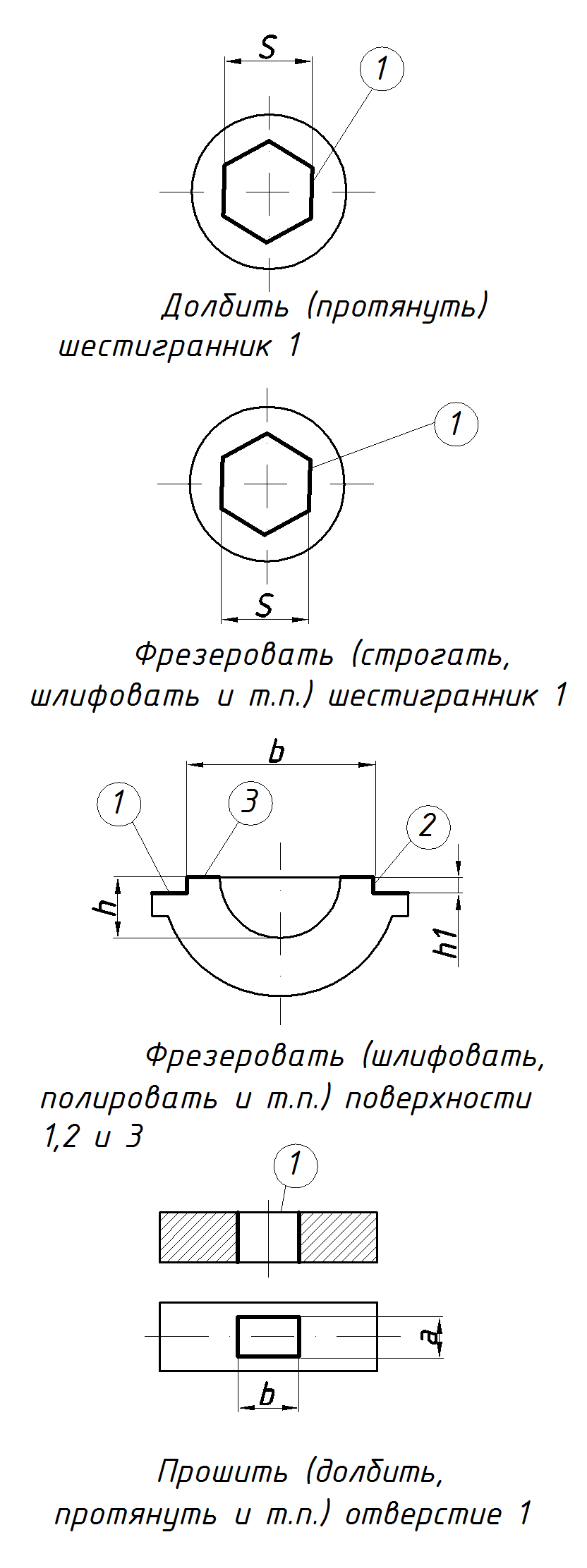
В
содержании каждого перехода указывают
метод обработки, выраженный в повелительной
форме, и наименование обрабатываемого
элемента поверхности изделия. Например,
«Сверлить отверстие», «Подрезать торец».
В тексте указывают номера размеров,
которые должны выдерживаться при
выполнении перехода. Например, «Фрезеровать
шпоночный паз в размеры 1, 2, 3, 4 ». Номера
размеров в тексте должны соответствовать
тем номерам, которыми эти размеры
обозначены на операционном эскизе.
Номера размеров допускается указывать
в кружочках.
Ниже
приводятся примеры написания переходов
механической обработки и слесарных
работ, а так же примеры вспомогательных
переходов установки деталей на станок.
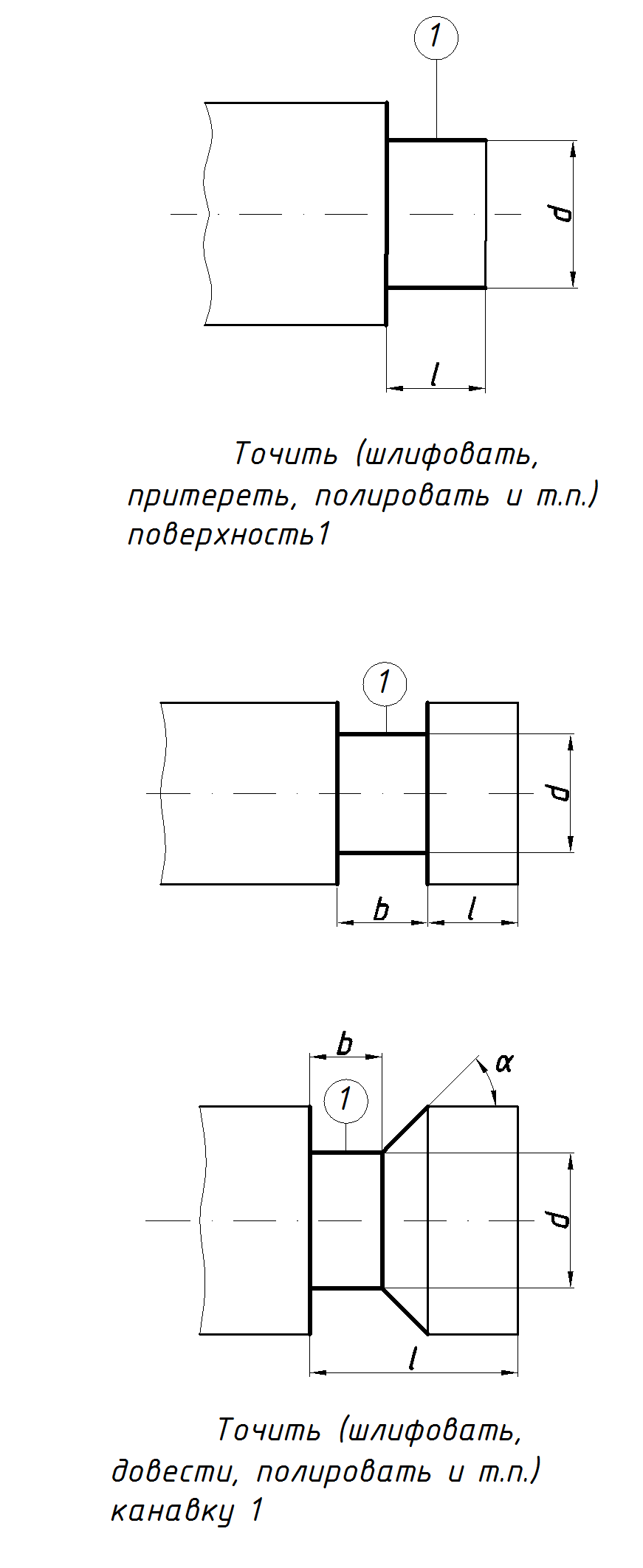
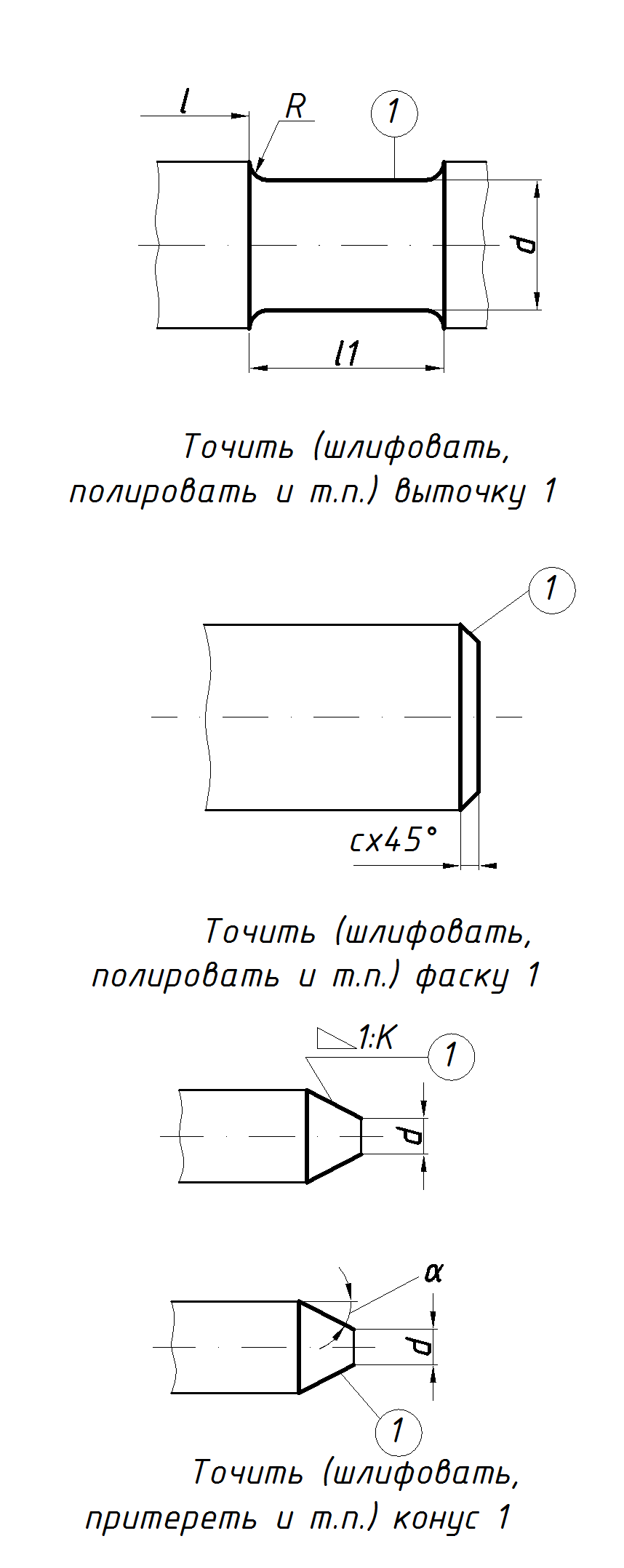
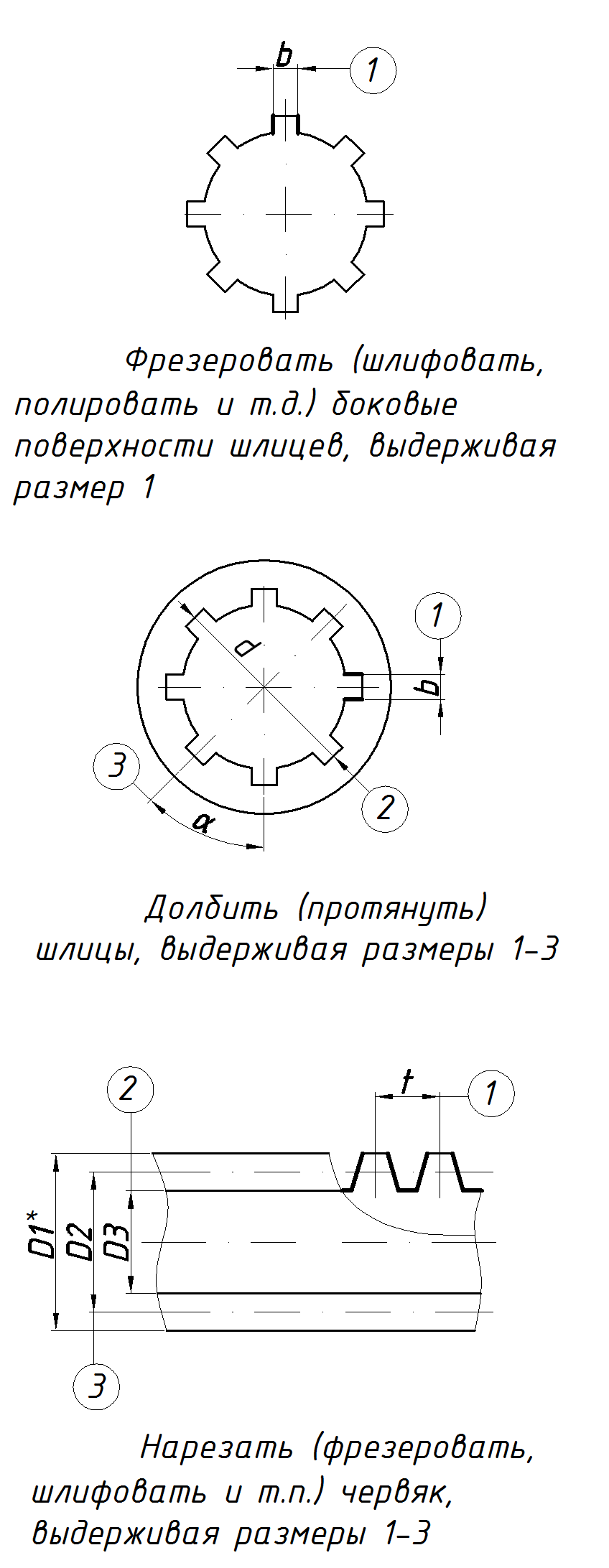
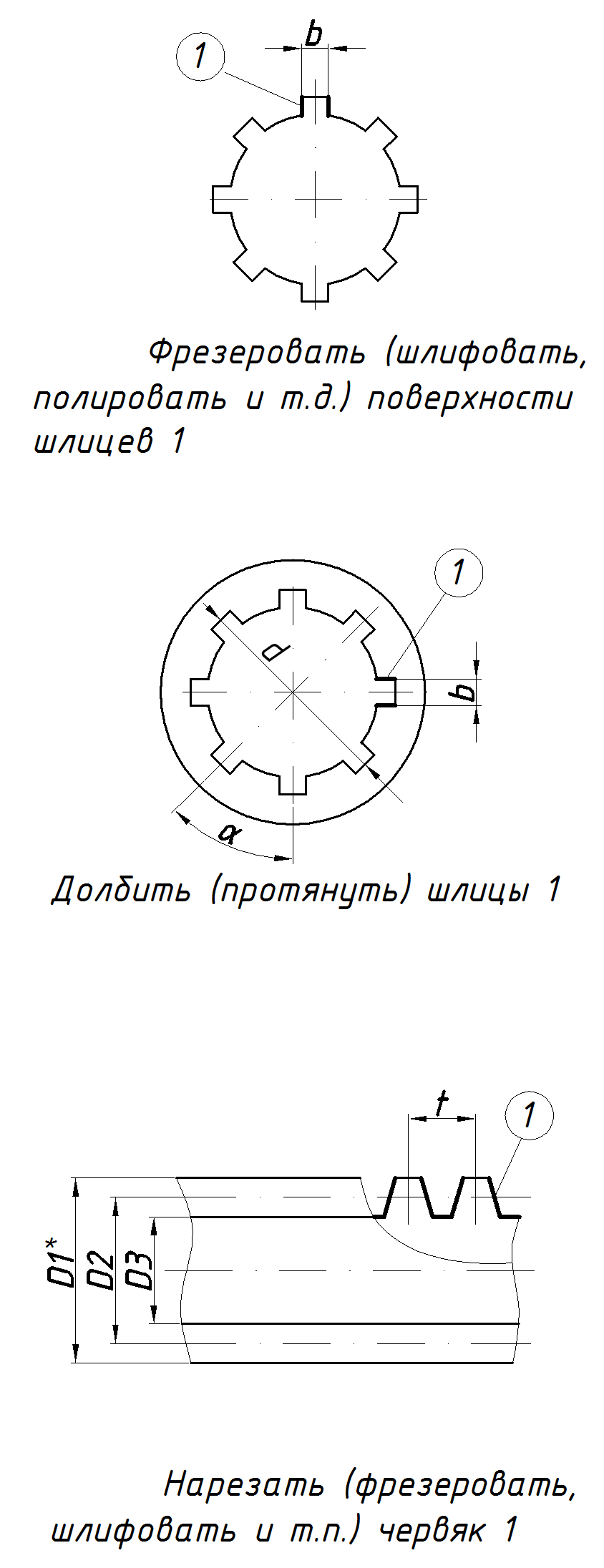
Примеры
записи переходов в полной и сокращенной
формах приведены в таблице 8.
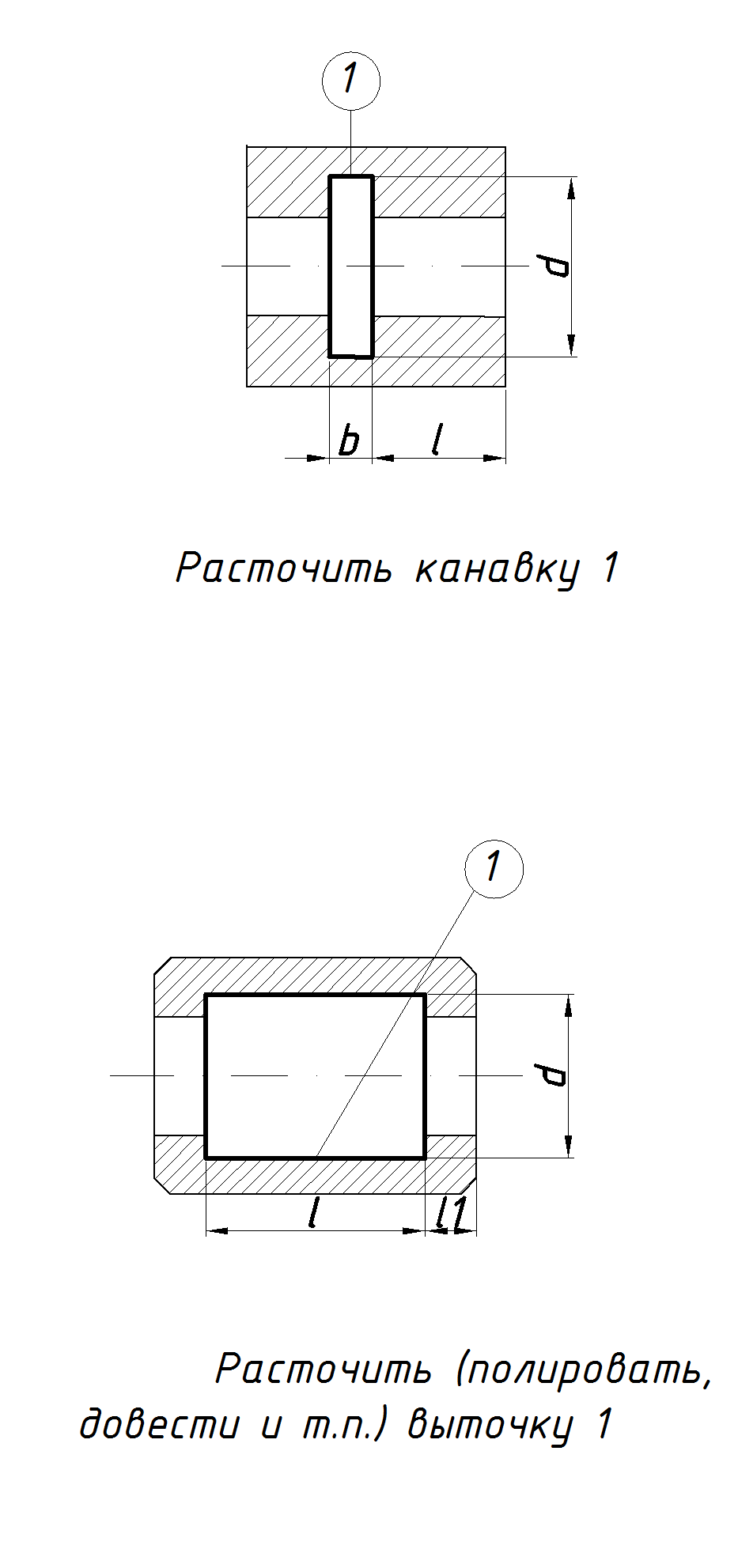
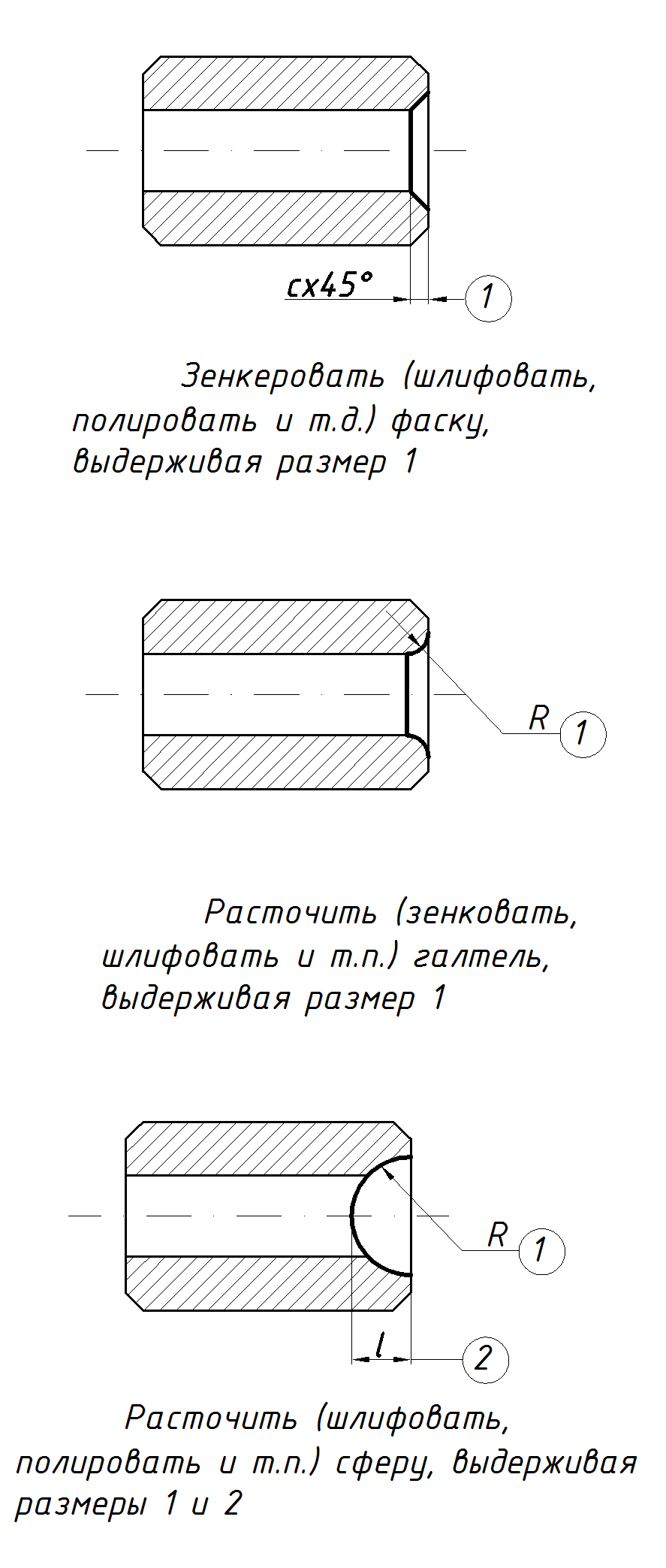
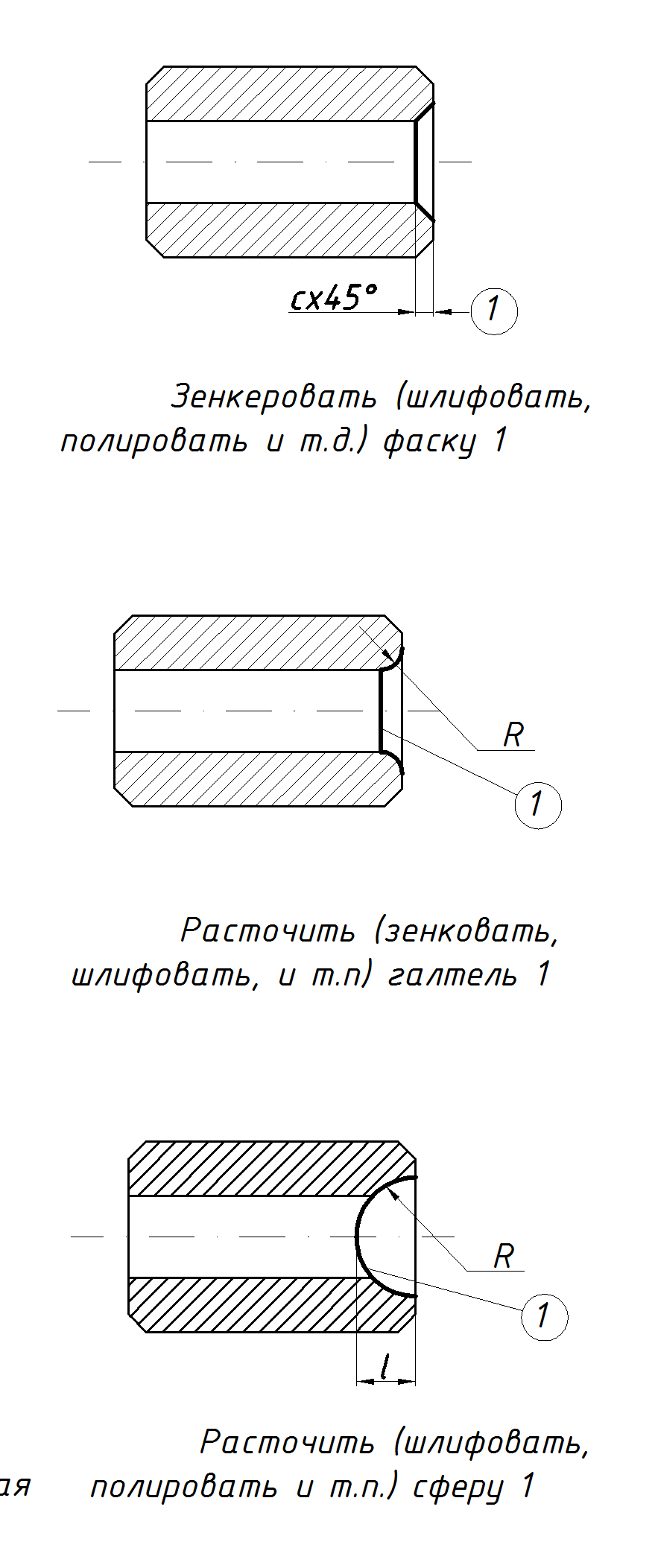
Таблица
8. Примеры полной и сокращенной записи
переходов обработки резанием
|
Эскиз |
Эскиз |
|
1 |
2 |
|
|
|
Продолжение
таблицы 8
|
1 |
2 |
|
|
|

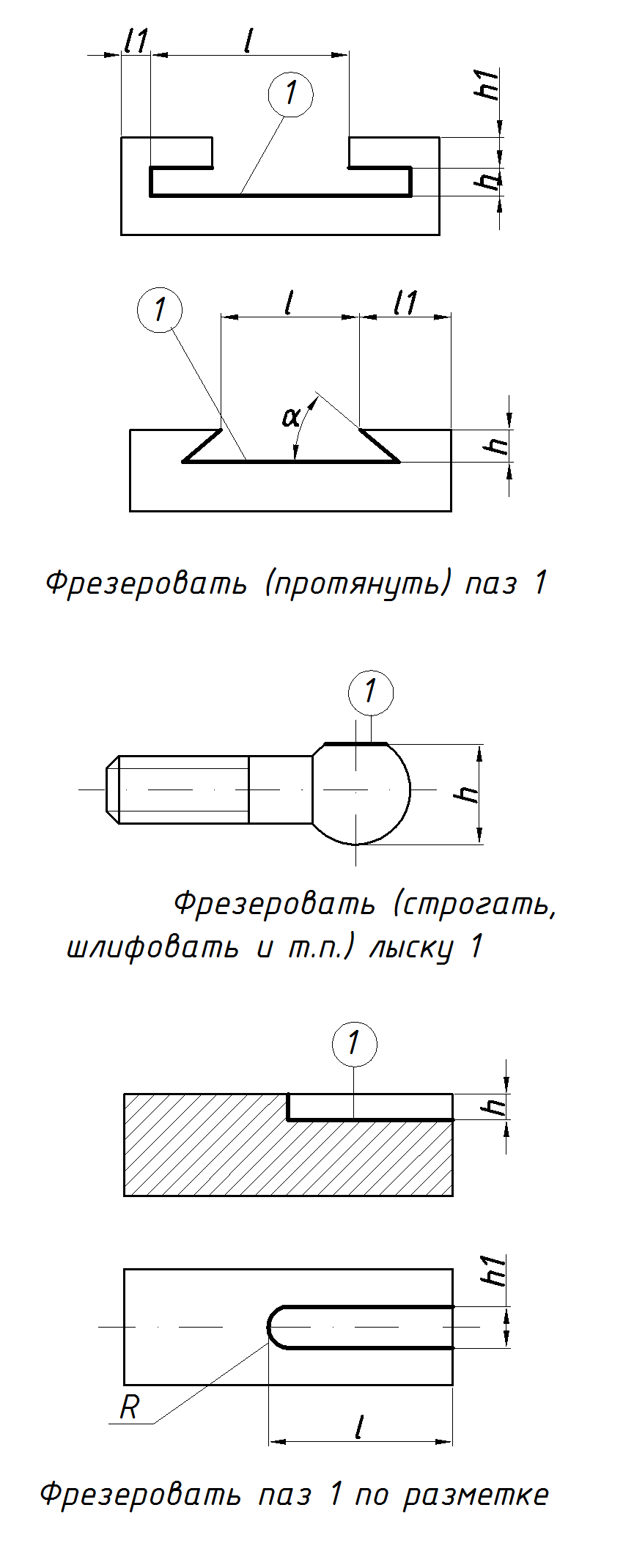
Продолжение
таблицы 8
|
1 |
2 |
|
|
|
Продолжение
таблицы 8
|
1 |
2 |
|
|
|

Продолжение
таблицы 8
|
1 |
2 |
|
|
|
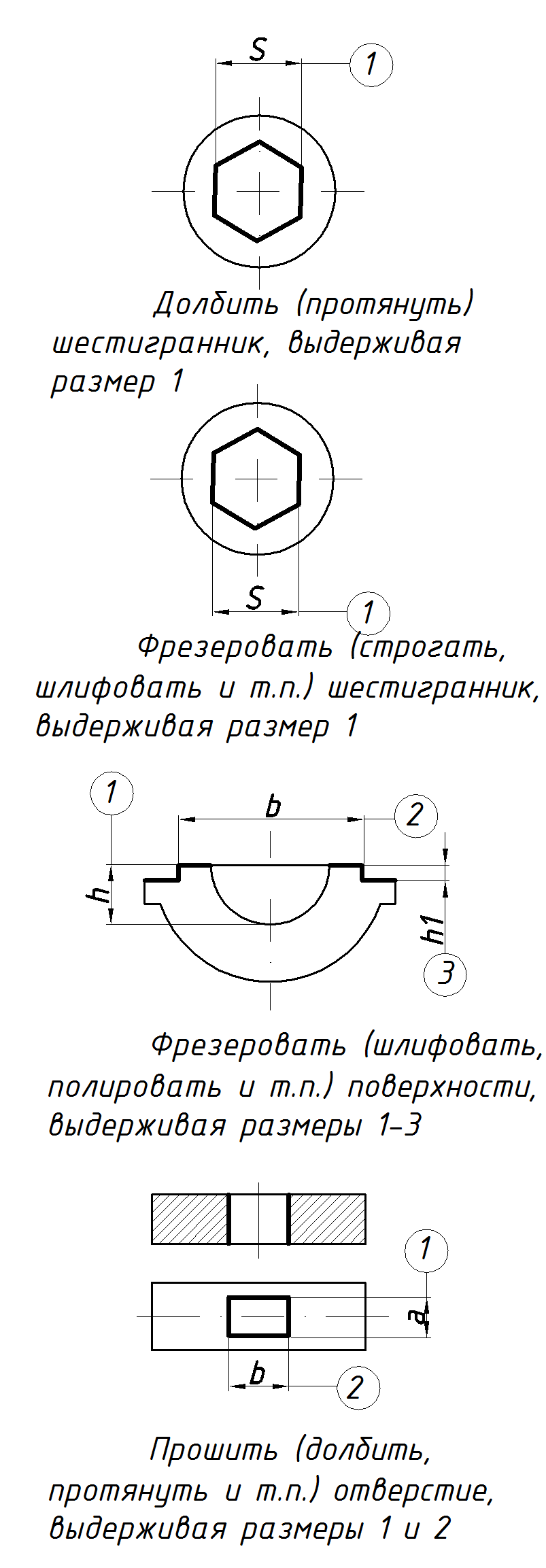
Продолжение
таблицы 8
|
1 |
2 |
|
|
|

Продолжение
таблицы 8
|
1 |
2 |
|
|
|
Продолжение
таблицы 8
|
1 |
2 |
|
|
|

Продолжение
таблицы 8
|
1 |
2 |
|
|
|
Продолжение
таблицы 8
|
1 |
2 |
|
|
|

Продолжение
таблицы 8
|
1 |
2 |
|
|
|
Продолжение
таблицы 8
|
1 |
2 |
|
|
|

Продолжение
таблицы 8
|
1 |
2 |
|
|
|
Продолжение
таблицы 8
|
1 |
2 |
|
|
|
Если
переходы или операции не имеют графических
иллюстраций, тогда в записи содержания
перехода следует указывать исполнительные
размеры с их предельными отклонениями.
Например, «Точить поверхность, выдерживая
d
= 40–
0.025
и
l=100–
0.14».
Установление
полной или сокращенной записи содержания
операции или
перехода
определяется разработчиком документа.
Дополнительная
информация при записи операций и
переходов выбирается в соответствии с
приложением 4 ГОСТ 3.1702 -79, и применяется
при необходимости указания количества
одновременно или последовательно
обрабатываемых поверхностей или
конструктивных элементов.
Например,
«Точить две канавки последовательно
согласно эскизу», также « По программе»,
«По копиру», «По разметке» и т.д.
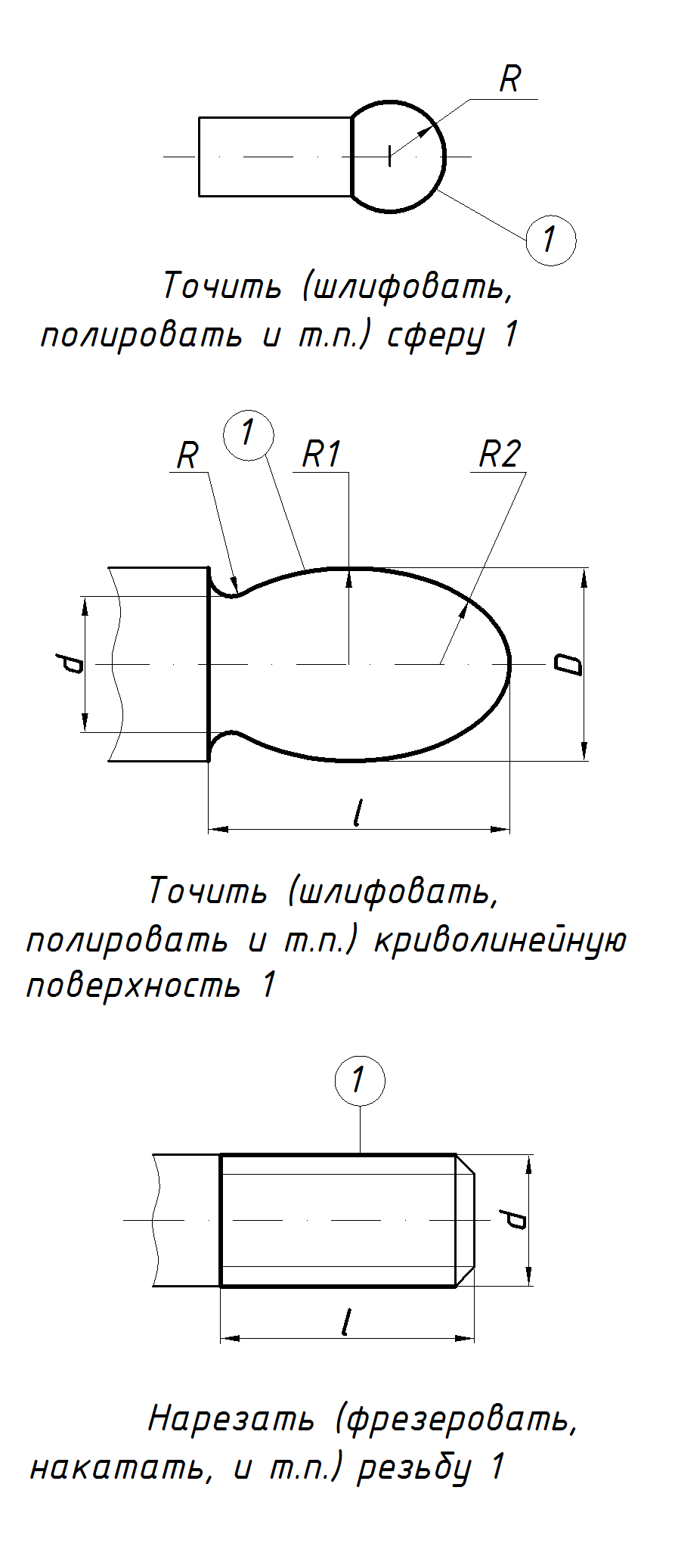
При
необходимости указания названия
обрабатываемой поверхности, например,
«Фрезеровать криволинейную поверхность
1».
Примеры
записи вспомогательных переходов
установки деталей на станок
-
Подать
пруток до упора и закрепить. -
Установить
деталь в патроне по упору и закрепить. -
Установить
деталь в патроне (тисках, приспособлении,
кондукторе) и закрепить. -
Установить
деталь в патроне, выверить по торцу на
биение с точностью 0.05 мм и закрепить. -
Установить
деталь в патроне, поджать центром задней
бабки и закрепить. -
Установить
деталь в патроне и люнете, выверить на
биение точностью до 0.1 мм и закрепить. -
Установить
деталь на оправке и закрепить. -
Установить
и закрепить деталь на оправке. Закрепить
в центрах станка (делительной головке,
патроне). -
Закрепить
хомутик на детали. Установить деталь
в центрах и закрепить -
Установить
деталь в тиски, подвести домкрат и
закрепить. -
Установить
деталь в приспособлении и закрепить.
Наложить на деталь кондуктор и закрепить. -
Установить
6 деталей на магнитной плите (столе) и
закрепить. -
Установить
деталь на протяжке, вставить протяжку
в патрон и закрепить. -
Установить
деталь на плавающей втулке, вставить
протяжку во втулку и закрепить в патроне. -
Установить
5 деталей верхней плоскостью на столе
станка, выверить по разметке и закрепить.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Подготовил учитель технологии
МАОУ «Лицей 44» г. Липецка
Овчаренко В.В.
- Пошаговое описание последовательности операций на одном листе, включающее в себя требования по безопасности, хронометраж по времени и схему передвижения оператора
- Основной документ, руководство для рабочего по выполнению определенной операции
- Структура построения операционной карты (ОК) аналогична маршрутной.
- Запись информации выполняется построчно с привязкой к соответствующим служебным символам.
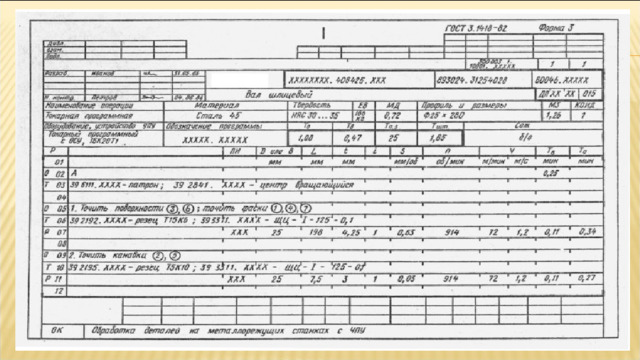
- На рис. 8.2 приведены форма и пример заполнения операционной карты по ГОСТ 3.1418—82 с зоной, предназначенной для размещения эскиза (форма 2); если по своим габаритам эскиз не может быть размещен на этой карте, то операционную карту оформляют на форме 3 (рис. 8.3).
- Большинство граф операционных карт содержат информацию, идентичную графам маршрутных карт. Эти формы предназначаются как для оформления операций, выполняемых на универсальном технологическом оборудовании, так и на станках с ЧПУ.
- Указание единиц величины следует выполнять в заголовках или подзаголовках соответствующих граф. Допускается указывать единицы параметров технологических режимов после их числовых значений, например 40 мм; 0,2 мм/об.; 36 м/мин.
- визуализация операций
- обучение операции
- предотвращение ошибок
- указание ориентировочных норм времени на суб-операции
1. СОК составляется путем непосредственного наблюдения операции. Невозможно корректно описать СОП, сидя в кабинете, опираясь лишь на знание технологии. Делается ряд наблюдений, не менее 7 – 10 циклов. Наблюдать операцию необходимо при выполнении ее разными операторами, из числа наиболее эффективных.
2. СОК пишется максимально простым и понятным языком. Нужно помнить, что главный пользователь СОК – рабочий, избегать сложных выражений, но при этом не скатываться в примитивизм. Как вариант, для проверки можно дать карту на ознакомление старшекласснику общеобразовательной школы. Если ему все понятно и не возникает вопросов, значит операция описана правильно.
3. Каждый этап разработки, каждый пункт СОК нужно согласовывать с рабочим, который эту операцию выполняет.
- фотографии, схемы, рисунки, иллюстрирующие операцию. Чем больше графическая составляющая, тем доходчивей содержание карты.
- В идеале, СОК должна умещаться на одном листе. Но, к сожалению, такое возможно только для самых простых и коротких операций.
- средний объем СОК занимает 3-4 страницы формата А4
1. Снижение вариабельности и повышение качества работы.
2. Стандарт – отправная точка для дальнейшего совершенствования. Уже при первичной разработке карты, в ее основу закладывается наиболее оптимальный способ выполнения операции, на данный момент времени. Все последующие улучшения процесса наглядно фиксируются в очередной версии СОК.
3. СОК – основа для обучения новичков и повышения уровня квалификации. Очень просто проверить действия рабочего, отслеживая правильность их выполнения по карте.
4. Наличие действующей системы стандартов позволит четко структурировать операции по степени сложности и уровню квалификации, требуемой для их выполнения
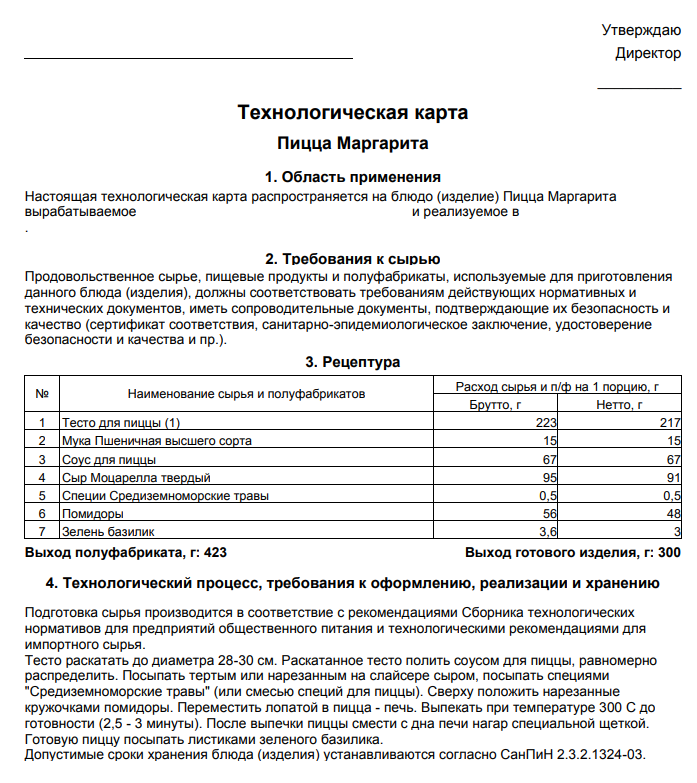
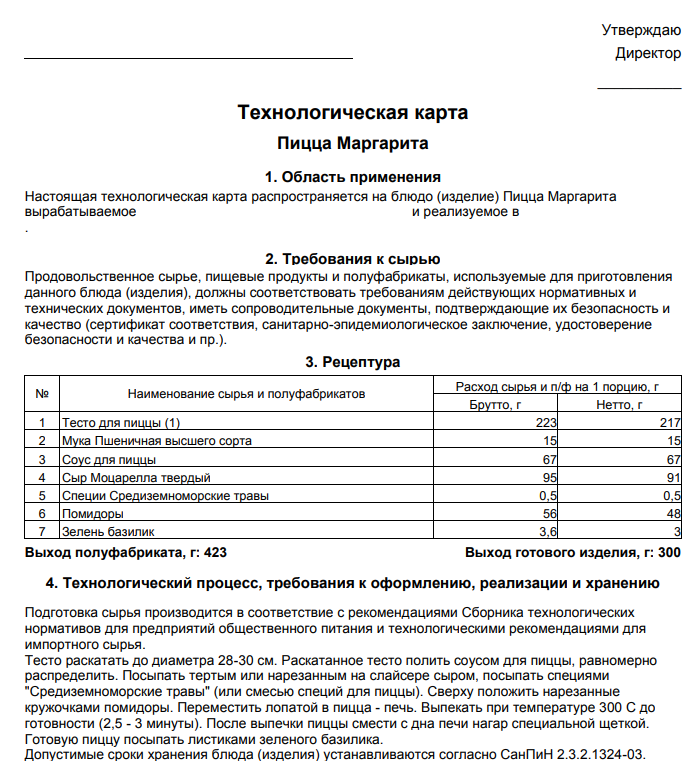
Технологическая карта это документ свободного образца, в котором наглядно описывается весь алгоритм того или иного процесса. По сути, это готовая инструкция с кратким комментарием по каждому этапу. Карта, как правило, выполняется в виде удобной схемы, на которой отражают стадии, количества сырья, условия процессов и требования к готовому продукту. Готовые образцы документа и правила его составления описаны ниже.
Скачать образец технологической карты можно в конце статьи.
Содержание
- 7 разделов технологической карты
- Образец и правила составления технологической карты
- Строительных работ
- Маршрута
- Пищевого производства
- Урока
- Скачать образец технологической карты:
- Поделиться ссылкой:
7 разделов технологической карты
Конкретного образца формы технологической карты не существует, поскольку документ отличается разнообразием. Однако в карте должны содержаться сформулированные или схематические ответы на такие вопросы:
- Какие именно операции нужно выполнять.
- В какой последовательности.
- Время на каждый этап и общее время 1 цикла.
- Состав, количества исходных компонентов, сырья.
- Требования к инструментам и оборудованию для обеспечения процесса.
- Условия осуществления технологии на каждом этапе.
- Описание внешнего вида конечного результата, количественные и качественные требования к его структуре, свойствам, составу; технические характеристики продукта (при необходимости).
Технологическая карта составляется не для всех процессов. Многие операции достаточно простые, чтобы выполнить их без дополнительной инструкции. Однако такой документ необходим, если процесс:
- технологически сложный, требует соблюдения точных условий;
- состоит из многих этапов, которые делятся на свои небольшие стадии;
- содержит неоднозначные этапы, условия, относительно которых есть разногласия.
Например, технологические карты составляются для всех без исключения строительных работ. Они разрабатываются как собственно строительными компаниями, так и научно-исследовательскими институтами.
Наряду с практическим значением технологическая карта как документ имеет и юридический смысл. Она является основной инструкцией, которую работники должны неукоснительно соблюдать. В случае нарушения технологии негативные последствия неизбежно отразятся на результате, что послужит основанием для привлечения к ответственности. Также технологические карты проверяются и специалистами Роспотребнадзора, которые выносят решение об их соответствии/несоответствии принятым стандартам.
Образец и правила составления технологической карты
Технологическая карта составляется в виде обычного документа, в котором наряду с текстовой частью, как правило, присутствует и описание процесса в виде таблицы, схемы, рисунка, чертежа и т.п. Стандартная структура документа включает в себя такие разделы:
- Название.
- Область применения.
- Организация выполнения работ – описание условий, требований к сырью, оборудованию.
- Собственно алгоритм действий.
- Характеристики готового продукта (требования к нему).
- Данные по испытаниям в разных условиях – температура, влажность, уровень освещенности и др.
- Технико-экономические показатели (смета затрат на производство, в том числе трудовых ресурсов).
- Смета материалов и других ресурсов на единицу продукции.
- Техника безопасности во время изготовления продукта.
Наличие всех этих разделов необязательно. Однако в случае со сложными процессами, например, по возведению, ремонту строительных объектов обычно присутствуют все перечисленные пункты. При составлении технологической карты можно ориентироваться на готовые образцы для разных видов деятельности, представленные ниже.
Строительных работ
Для них составляют наиболее сложные технологические карты. В документе важно отразить не только исчерпывающую информацию по условиям процесса, последовательности действий и требованиям к готовому продукту, но и сослаться на соответствующие регламентирующие документы (ГОСТ и другие стандарты).
Маршрута
В этом случае документ содержит исчерпывающие сведения о маршруте – описание транспортного средства, количество человек, начальный, промежуточные и конечные пункты, планируемое время прибытия/убытия, состав передвигающейся группы и т.п.
Пищевого производства
Это одни из наиболее простых видов карт, которые содержат не так много разделов, как, например, в случае со строительными работами. Достаточно описать базовые ингредиенты, их количество, а также последовательность действия для приготовления того или иного блюда.
Урока
Карта представляет собой схематическое изображение конспекта урока. В этом смысле документ напоминает план занятия с пошаговым описанием действий учителя и учащихся.
Скачать образец технологической карты:
![]() Скачать образец технологической карты (word)
Скачать образец технологической карты (word)
Поделиться ссылкой:
Материальные технологии
Технологическая документация для изготовления деталей из древесины
Технологическая документация — это комплект графических и текстовых документов, в которых приводятся все сведения о технологических процессах изготовления изделия. К этому виду документации относятся технологические карты, операционные карты, операционные чертежи, маршрутные карты; ведомости заказа и норм расхода материалов, полуфабрикатов, инструментов, принадлежностей; инструкции и документы, используемые в основном производстве, и т. п.
Правила оформления технологической документации приведены в Единой системе технологической документации (ЕСТД).
Проектирование технологического процесса обычно проходит пять стадий:
1) выбор заготовки и плана обработки;
2) выбор оборудования, приспособлений и инструментов;
3) назначение режимов обработки в соответствии с п. 1 и 2;
4) определение затрат для разных вариантов сочетаний по п. 1, 2 и 3;
5) окончательный выбор лучшего варианта технологического процесса в соответствии с результатами п. 4.
Из учебников 5 и 6 классов вы узнали, что технологический процесс является частью производственного процесса и состоит из технологических операций, которые, в свою очередь, состоят из технологических переходов.
В технологии существует такое понятие, как установ. Установ — это часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки. Например, если вы строгаете рубанком базовую пластъ заготовки, закреплённой на столе верстака, — это установ 7, а затем вам надо строгать базовую кромку, для чего заготовку следует установить в зажим верстака, это будет установ 2.
В качестве примера в таблице 7 приведена технологическая карта изделия из древесины «ваза для конфет и печенья» (см. рис. 45, и).
Таблица 7
Технологическая карта. Изготовление изделия «ваза для конфет и печенья»
Технологическая документация для обработки заготовок из металла
Основной технологической документацией для изготовления изделий из металла на станках, так же как и при слесарной обработке, являются операционные карты. В операционных картах подробно описывается одна из технологических операций (например, токарная или фрезерная).
Технологический переход — законченная часть технологической операции, которая характеризуется постоянством применяемого инструмента и параметров режима резания. Переход может складываться из одного или нескольких рабочих ходов (проходов).
Рабочий ход (проход) — законченная часть технологического перехода. Его выполняют при однократном перемещении инструмента относительно заготовки для снятия слоя материала. Например, если требуется за один переход обточить слой металла, равный 4 мм, то вначале выполняют черновой рабочий ход (проход), при котором снимают 75 % слоя (т. е. 3 мм), затем — чистовой рабочий ход, чтобы снять оставшиеся 25 % толщины (т. е. 1 мм).
В таблице 8 приведена операционная карта токарной обработки заготовки винта резцедержателя.
Таблица 8
Операционная карта. Токарная обработка заготовки винта резцедержателя
Практическая работа № 15
1. Рассмотрите и прочитайте выданный учителем чертёж детали из древесины или эскиз детали из вашего творческого проекта.
2. Разработайте в рабочей тетради технологическую карту изготовления этой детали.
3. Определите, какие инструменты понадобятся для изготовления детали, и запишите их названия в рабочую тетрадь.
Практическая работа № 16
Разработка операционной (технологической) карты изготовления детали из металла
1. Изучив таблицу 8, по заданию учителя составьте операционную (или технологическую) карту изготовления ручки воротка (см. рис. 48, а), пробойника (см. рис. 48, б), ручки кондуктора для сверления отверстий (см. рис. 48, в), других деталей или детали вашего творческого проекта, если она обрабатывается на токарном станке.
2. Сравните составленную карту с картами, разработанными одноклассниками. Проверьте, правильно ли указаны инструменты и режимы резания.
Запоминаем опорные понятия
Технологическая документация, Единая система технологической документации (ЕСТД), операционная карта, установ, переход, рабочий ход.
Самостоятельная работа
Разработайте с помощью ПК технологическую карту для одной из деталей вашего проектного изделия. Сохраните результаты работы в форме таблицы со встроенными эскизами.
Проверяем свои знания
1. Что входит в понятие «технологическая документация»?
2. Какую информацию содержит операционная карта?
3. Что такое установ, переход, рабочий ход?
Домашнее задание
1. Устно. §18, Подготовиться к ответам по теме «Технологическая документация».
2. Письменно. Сделать технологическую карту (рис 48, а, стр 76) в тетради или с помощью компьютера (по Практической работе №16)
