Слайд 1СОК (СТАНДАРТНАЯ ОПЕРАЦИОННАЯ КАРТА)
Стандартизированная работа
Слайд 2Содержание
Введение
1. Стандартизированная работа
2. Преимущества стандартизированной работы
3. Требования
к стандартизации
4. Этапы стандартизированной работы
5. Понятие «
Стандартная операционная карта»
6. Этапы разработки СОК
7. Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
8. Пример Стандартной операционной карты (ОАО «Заинский сахар»)
9. Пример Стандартной операционной карты (ООО «Челны-Бройлер»)
10. Непрерывные улучшения
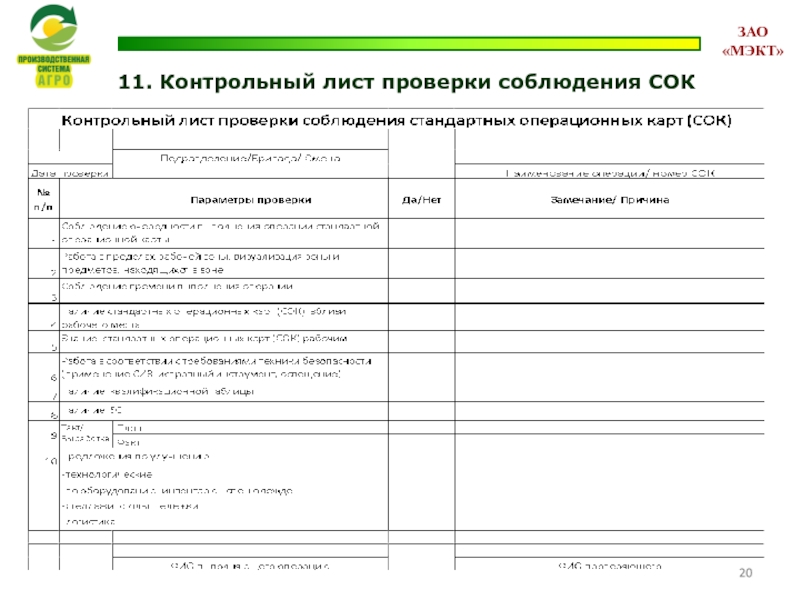
11. Контрольный лист проверки соблюдения СОК
Заключение
Слайд 3Введение
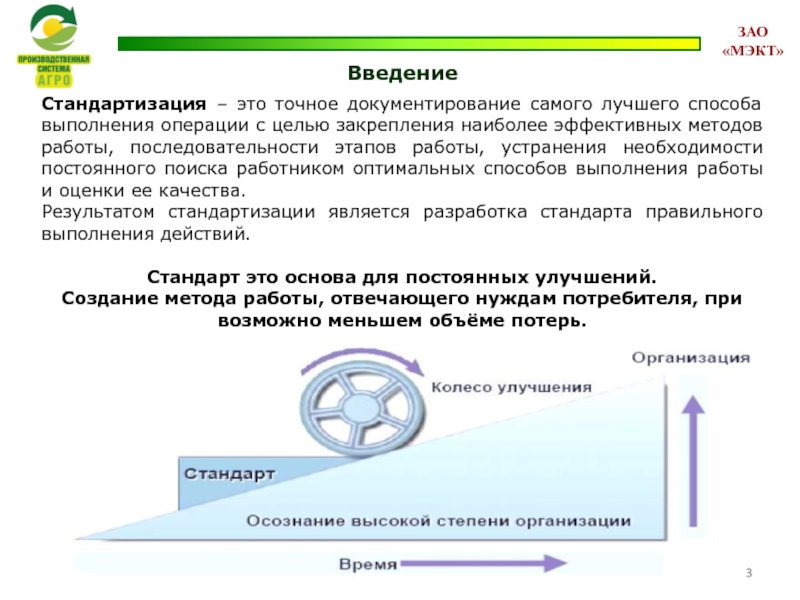
Стандартизация – это точное документирование самого лучшего
способа выполнения операции с целью закрепления наиболее
эффективных методов работы, последовательности этапов работы, устранения необходимости постоянного поиска работником оптимальных способов выполнения работы и оценки ее качества.
Результатом стандартизации является разработка стандарта правильного выполнения действий.
Стандарт это основа для постоянных улучшений.
Создание метода работы, отвечающего нуждам потребителя, при возможно меньшем объёме потерь.
Слайд 41. Стандартизированная работа
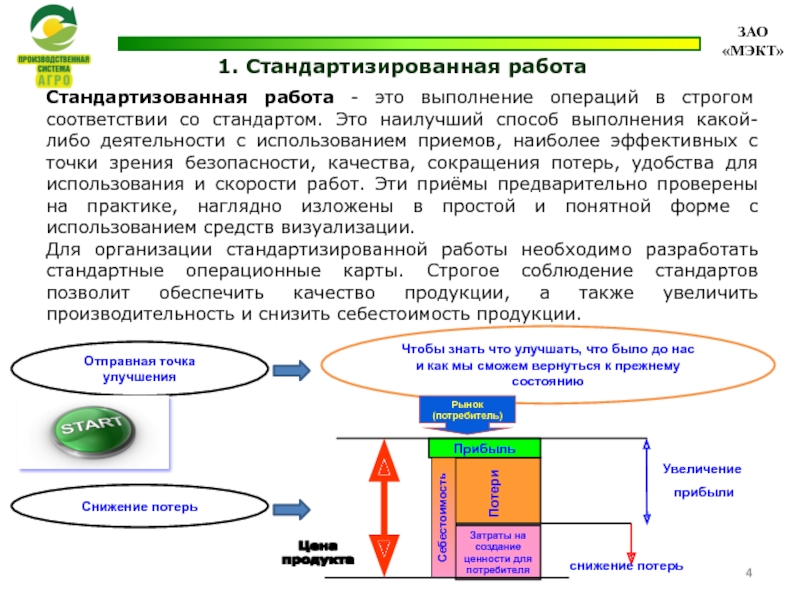
Стандартизованная работа – это выполнение
операций в строгом соответствии со стандартом. Это
наилучший способ выполнения какой-либо деятельности с использованием приемов, наиболее эффективных с точки зрения безопасности, качества, сокращения потерь, удобства для использования и скорости работ. Эти приёмы предварительно проверены на практике, наглядно изложены в простой и понятной форме с использованием средств визуализации.
Для организации стандартизированной работы необходимо разработать стандартные операционные карты. Строгое соблюдение стандартов позволит обеспечить качество продукции, а также увеличить производительность и снизить себестоимость продукции.
Слайд 52. Преимущества стандартизированной работы
– Представляют самый
легкий и самый безопасный способ выполнения работы.
– Предлагают наилучший способ сохранения улучшений и накопленного опыта.
– Обеспечивают способ измерения показателей.
– Показывают отношения между причиной и результатом.
– Создают основу как для текущего обслуживания, так и для совершенствования.
– Указывают цели и задачи обучения.
– Обеспечивают основу для обучения.
– Создают основу для аудита или диагностики.
– Помогают предотвратить повторение ошибок и минимизируют вариабельность.
Слайд 63. Требования к стандартизации
Где есть возможность и
необходимость, фиксированное время такта – время, за
которое должна быть произведена единица продукта с целью удовлетворения потребности заказчика
Время такта = Рабочее время за смену (день) – сек.
Потребительский спрос за смену (день) – шт.
Рабочая последовательность операций – последовательность или порядок операций (постоянная цикличность выполнения операций), обеспечивающий безопасное достижение встроенного качества.
Где есть возможность, стандартный рабочий запас – минимальное количество деталей (изделий, продукции) в операции, позволяющее выполнять работу без ожидания.
Слайд 74. Этапы стандартизированной работы
1. Оценка эффективности выполнения
производственных процессов, т.е. анализ и выявление оптимального
уровня загруженности оборудования и персонала, максимально соответствующий потребительскому спросу на данный момент времени.
• Выявляются проблемы,
• Вовлекаются Lean – инструменты решения проблем (TPM, 5S….)
• Оптимизируется рассматриваемый процесс
2. Фиксирование улучшений, т.е. разработка официального документа (СОК).
•Появляется возможность осуществлять контроль
•Исключается возможность выполнения работы иным методом
•Повышается ответственность работника
3. Непрерывное улучшение на базе уже визуализированной и стандартизованной работы.
•Отслеживание внедрённых улучшений
•Повторение цикла с новыми улучшениями
Слайд 85. Понятие «Стандартная операционная карта (СОК)»
Основным элементом
стандартизированной работы является Стандартная операционная карта (СОК)
СОК – официальный документ, являющийся инструментом стандартизации и визуализации, в котором кратко отображаются данные об операции:
– название и место выполнения;
– точное описание последовательности действий при выполнении;
– хронометраж выполнения;
– ключевые указания по безопасности, качеству, требуемым навыкам и инструментам, необходимым для выполнения операции;
– схема передвижения исполнителя, запасы.
Слайд 96. Этапы разработки СОК
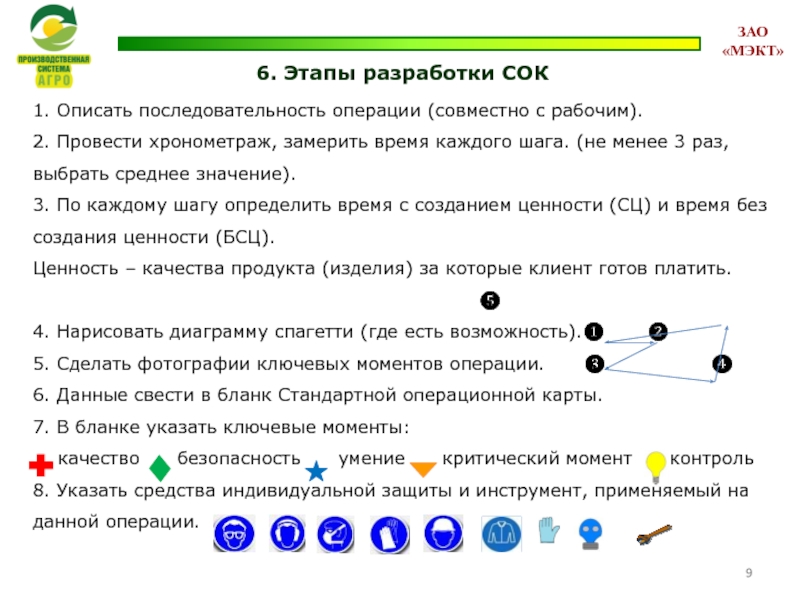
1. Описать последовательность операции
(совместно с рабочим).
2. Провести хронометраж, замерить время
каждого шага. (не менее 3 раз, выбрать среднее значение).
3. По каждому шагу определить время с созданием ценности (СЦ) и время без создания ценности (БСЦ).
Ценность – качества продукта (изделия) за которые клиент готов платить.
❺
4. Нарисовать диаграмму спагетти (где есть возможность).❶ ❷
5. Сделать фотографии ключевых моментов операции. ❸ ❹
6. Данные свести в бланк Стандартной операционной карты.
7. В бланке указать ключевые моменты:
качество безопасность умение критический момент контроль
8. Указать средства индивидуальной защиты и инструмент, применяемый на данной операции.
Слайд 106. Этапы разработки СОК
В операциях, где рассчитано
время такта, время цикла не должно превышать
время такта и быть значительно ниже времени такта.
В случае превышения рабочий не будет успевать качественно выполнять операцию, если же время цикла значительно ниже времени такта, тогда рабочий будет не достаточно загружен, в таких случаях появляется необходимость деления операции между рабочими и устранения потерь путем Кайдзен и других инструментов Бережливого производства.
При делении операции желательно использовать квалификационные таблицы, что предотвратит ошибки которые может допустить необученный или с недостаточной квалификацией рабочий.
Основное условие для реализации Стандартизованной
работы заключается в активном вовлечении работников
в процесс изменений.
Слайд 11
7. Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
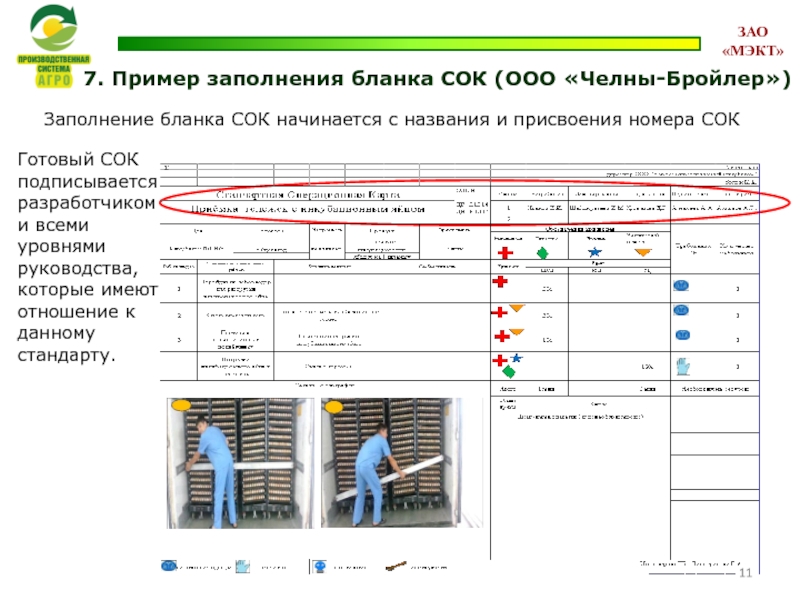
Заполнение
бланка СОК начинается с названия и присвоения
номера СОК
Готовый СОК подписывается разработчиком и всеми уровнями руководства, которые имеют отношение к данному стандарту.
Слайд 12
Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
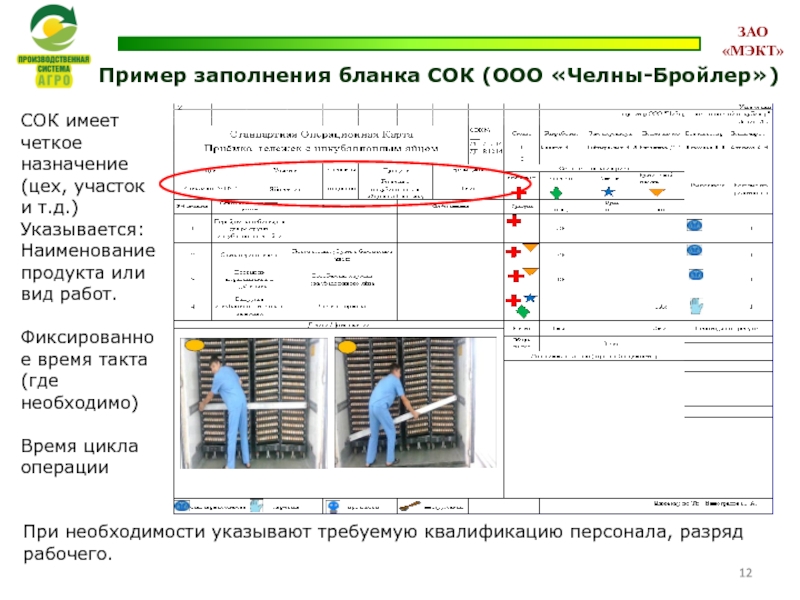
СОК имеет
четкое назначение (цех, участок и т.д.)
Указывается: Наименование
продукта или вид работ.
Фиксированное время такта (где необходимо)
Время цикла операции
При необходимости указывают требуемую квалификацию персонала, разряд рабочего.
Слайд 13
Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
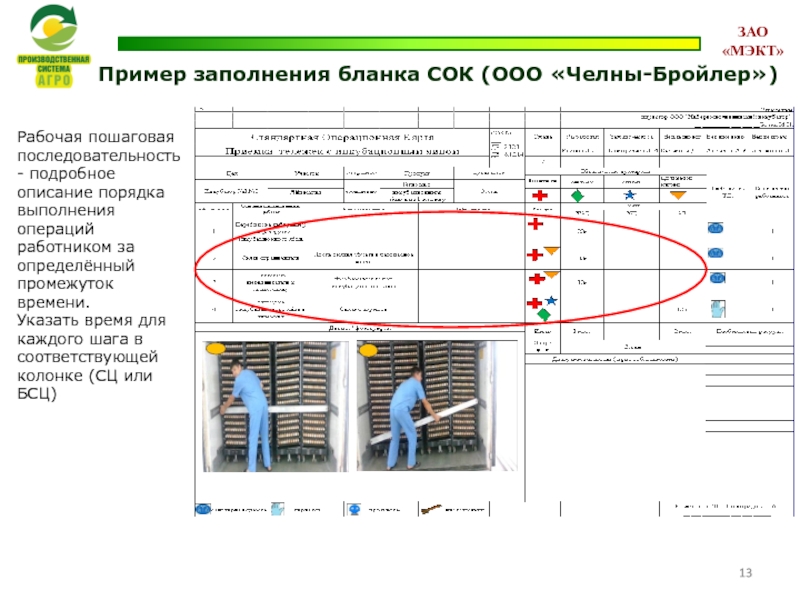
Рабочая пошаговая
последовательность – подробное описание порядка выполнения операций
работником за определённый промежуток времени.
Указать время для каждого шага в соответствующей колонке (СЦ или БСЦ)
Слайд 14
Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
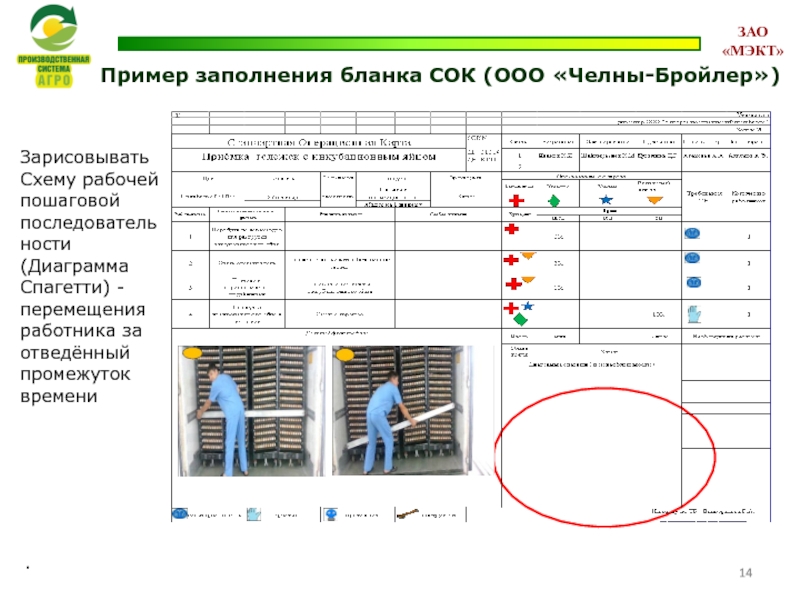
Зарисовывать
Схему
рабочей пошаговой последовательности (Диаграмма Спагетти) – перемещения
работника за отведённый промежуток времени
.
Слайд 15
Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
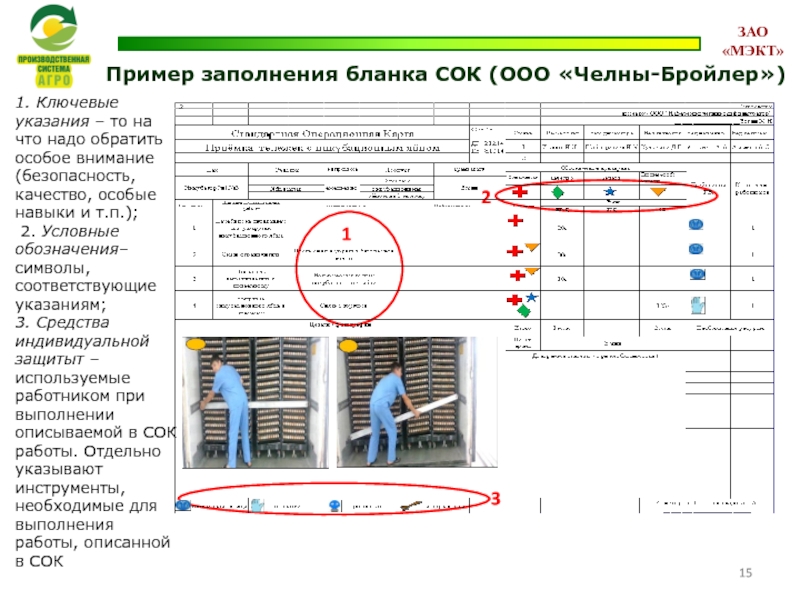
1. Ключевые
указания – то на что надо обратить
особое внимание (безопасность, качество, особые навыки и т.п.);
2. Условные обозначения– символы, соответствующие указаниям;
3. Средства индивидуальной защитыт – используемые работником при выполнении описываемой в СОК работы. Отдельно указывают инструменты, необходимые для выполнения работы, описанной в СОК
1
2
3
Слайд 16
Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
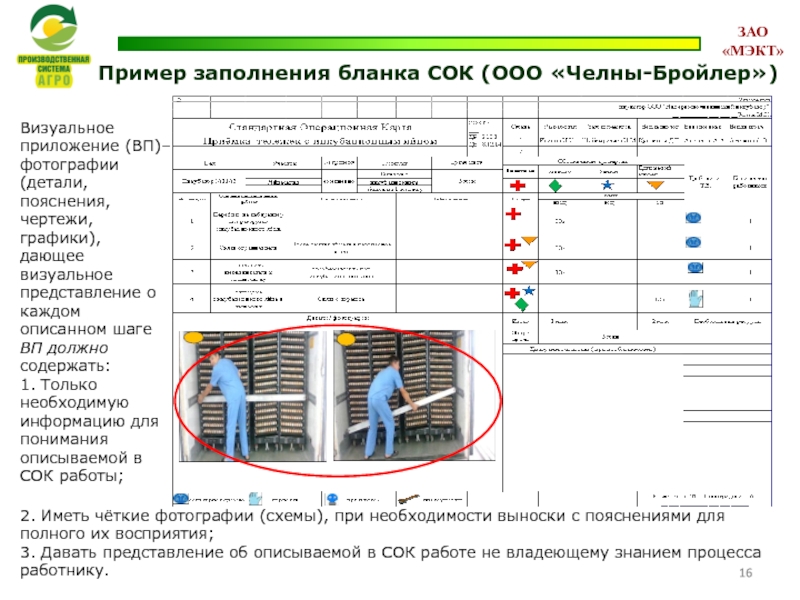
Визуальное приложение
(ВП)–фотографии (детали, пояснения, чертежи, графики),
дающее визуальное
представление о каждом описанном шаге
ВП должно содержать:
1. Только необходимую информацию для понимания описываемой в СОК работы;
2. Иметь чёткие фотографии (схемы), при необходимости выноски с пояснениями для полного их восприятия;
3. Давать представление об описываемой в СОК работе не владеющему знанием процесса работнику.
Слайд 17
8. Пример Стандартной операционной карты
(ОАО «Заинский сахар»)
Слайд 18
9. Пример Стандартной операционной карты
(ООО «Челны-Бройлер»)
Слайд 1910. Непрерывные улучшения
После утверждения СОК необходимо использовать
потенциал Кайдзен, т.е. непрерывные улучшения, способствующие сокращению
потерь, одной из главных целей Производственной системы. И активно применять инструменты Бережливого производства (5S, ТРМ и т.д.)
Например:
1. Изменить планировку (положение тар, стеллажей, столов) таких образом, чтобы оператор тратил меньше времени на перемещения в процессе работы. 2. Использовать средства визуализации.
4. Организовать поставку комплектующих, продукции и т.п. надлежащего качества и по принципу «точно вовремя» и т.д.
После улучшения (Кайдзен) необходимо повторно провести хронометраж и отобразить лучшие текущие наработки в Стандартные операционные карты (СОК).
Слайд 20
11. Контрольный лист проверки соблюдения СОК
Слайд 21
Заключение
Обязанности работника:
1.Работать согласно СОК;
2.Подавать предложения
на улучшение;
3.Сообщать руководителю при невозможности работать
согласно СОК;
4.Обучать новых работников работе согласно СОК.
Обязанности руководителя (мастера):
1.Проводить периодический контроль выполнения работ согласно СОК;
2.Поощрять предложения на улучшение и вовремя вносить изменения в СОК;
3.Решать проблемы при невозможности работать согласно СОК;
4.Расширять базу СОК и обучать новых работников оптимальным приёмам работы.
Стандартизованная работа необходима как неотъемлемая часть конкурентоспособной корпорации. Устранение потерь в своей работе – должно быть стремлением каждого работника, именно это осознать ему помогает стандартизованная работа.
<А. В. Бодриков ФГБОУ ВО «МГУ им. Н. П. Огарёва»
В соответствии с устоявшимися формулировками стандартизация — это точное документирование самого лучшего способа выполнения операции с целью закрепления наиболее эффективных методов работы, последовательности этапов работы, устранения необходимости постоянного поиска работником оптимальных способов выполнения работы и оценки ее качества.
Как правило, результатом стандартизации является разработка стандарта правильного выполнения действий. Целью же метода является обеспечение воспроизводимости лучшего на данный момент времени способа выполнения работы путем его формализации.
Таким образом, задачами стандартизации работы являются:
- обеспечение воспроизводимости результатов осуществления деятельности;
- обеспечение требуемого уровня безопасности и качества;
- сокращение потерь;
- стабилизация процессов;
- доведение до персонала четких требований к выполняемой деятельности;
- создание условий для быстрого поиска и обнаружения отклонений при выполнении операций или процессов производства продукции;
- обеспечение оперативности и наглядности в обучении персонала организации, а также при передаче знаний;
- создание условий для постоянного совершенствования операций и процессов.
В подавляющем большинстве сложившихся практик, результатом стандартизации является выпуск стандартов организации (стандартов работы). Стандарты работы определяют требования к выполняемым действиям, операциям, процессам.
Но данные документы, несмотря на их общую информативность и объемность, являются неэффективными с точки зрения восприятия. В классических стандартах организаций можно наблюдать следующие проблемы:
- слишком большие для оперативного и эффективного восприятия объемы;
- отсутствие четкой для каждого работника формулировки выполняемых им в соответствии со стандартом обязанностей;
- отсутствие визуально понятных и информативных представлений информации;
- невозможность описания факторов, влияющих на каждую рабочую операцию, приводимую в стандарте;
- невозможность быстрого восприятия новыми работниками заложенной информации и др.
Из приведенных недостатков следует вывод, что стандарт организации в его классическом виде не предоставляет возможности выполнения задач стандартизации.
Требуется интеграция принципиально иного подхода. В рассматриваемом случае необходимо применять именно интеграцию документов с разными подходами – классические стандарты должны стать системообразующими частями всей структуры документации организации наряду с другим подходом к стандартизации, который смог бы вывести из системных стандартов четкие требования к каждому рабочему месту – элементам деятельности (рисунок 1). Таким подходом, несомненно, может стать такой инструмент бережливого производства, как стандартные операционные карты (далее – СОК).
В бережливом производстве стандартизация рассматривается в порядке, более нацеленном на получение большей точности и информативности для каждого исполнителя.
Так, в соответствии с ГОСТ Р 56908-2016 «Бережливое производство. Стандартизация работы» стандартизация работ – это метод, в котором осуществляется точное описание каждого действия, порядка и правил осуществления деятельности, включая определение времени выполнения, последовательности операций и необходимого уровня запасов.
Все приведенные требования включают в себя СОК, определяющие требования к выполняемым действиям, операциям, процессам и включающие пошаговое описание последовательности операций на одном листе, включающее в себя требования по безопасности, хронометраж по времени и схему передвижения оператора.

Рис. 1. Интеграция стандартов организации и СОК
К необходимости введения деятельности по работе с СОК подошел и АО «Саранский телевизионный завод». Предприятие наглядно прошло через понимание неэффективности стандартов в их классической форме, ежегодно получая неизбежную, систематическую проблему – незнание, непонимание персоналом требований стандартов организации. Начиная с 2012 г., данная проблема входит в число трех основных причин, приводящих к несоответствиям в организации.
В ходе проведенного в АО «Саранский телевизионный завод» проекта по анализу и устранению данной причины был проведен опрос сотрудников и специалистов по стандартизации предприятия, на основе которого было сформировано проблемное поле (рисунок 2).
Как видно из проблемного поля, первопричиной проблемы является отсутствие упрощенной и визуально информативной формы донесения требований стандартов до сотрудников.
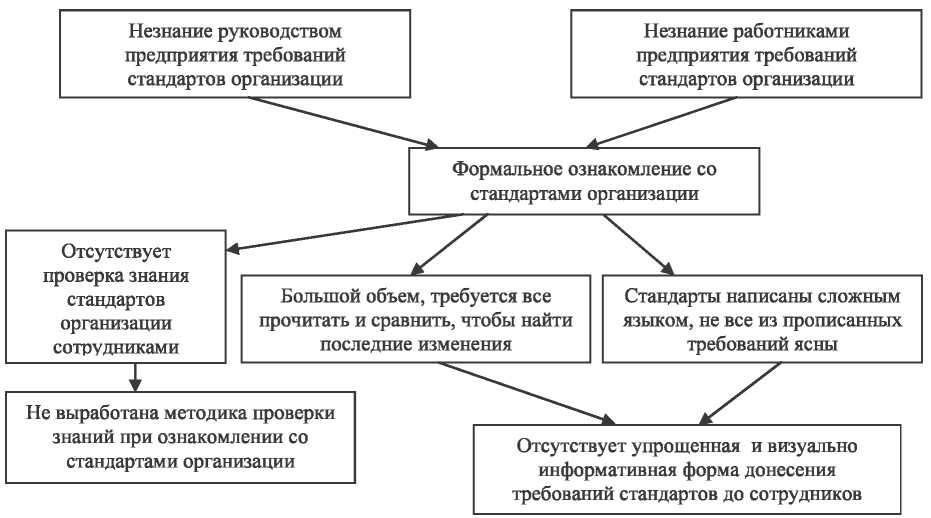
Рис. 2. Проблемное поле
По результатам анализа решением стало развертывание деятельности по формированию СОК по каждому из стандартов организации. При этом деятельность была развернута в двух направлениях (таблица 1).
Таблица 1 – Деятельность АО «Саранский телевизионный завод» по разработке СОК
|
Документ |
Основа для разработки |
Ответственный |
Количество разработанных документов |
Охват (на конец , % |
|
Стандартные операционные карты (СОК) |
Технологическая документация |
Отдел главного технолога |
107 |
45 |
|
Выписки из стандартов организации (ВИС) |
СТО ИСМ (стандарты организации) |
Отдел управления СМК |
211 |
98 |
Для выпуска СОК и ВИС АО «Саранский телевизионный завод» была разработана визуально понятная, простая, но информативная форма документа, удобная для использования на рабочем месте (рисунок 3).
Данная форма предоставления информации превосходит стандарт, имея следующие преимущества:
- подготовлена на каждое конкретное рабочее место;
- позволяет вновь прибывшему сотруднику быстро понять свои обязанности в рамках процесса;
- имеет визуально понятное представление информации в виде схематических пояснений и иллюстраций / фотографий;
- заранее осведомляет работника о вспомогательной документации, требующейся в процессе;
- информирует об инструменте, который следует подготовить для выполнения операции;
- визуально информирует о требованиях безопасности (на основе ГОСТ 12.4.026-2015), которые следует соблюдать работнику;
- предоставляет информацию о производственных опасностях в рамках выполнения процесса;
- поэтапно и подробно расписывает каждый элемент процесса;
- информирует о времени цикла процесса.
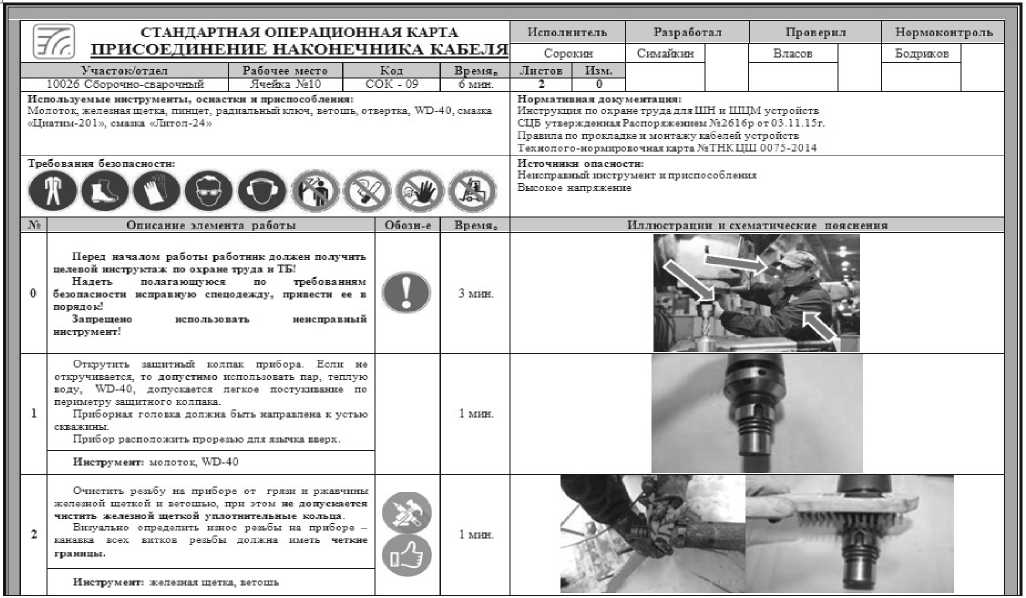
Рис. 3. Пример СОК, применяемых в АО «Саранский телевизионный завод
При этом вновь отметим, что минусом СОК является их ориентация на конкретный процесс, поэтому их увязка с системообразующими стандартами крайне важна.
При этом опыт АО «Саранский телевизионный завод» наглядно развеивает заблуждение, состоящее в том, что СОК – документ исключительно производственного назначения. На предприятии разрабатываются также карты на основе стандартов ИСМ – выписки из стандартов, являющиеся картами, применяемыми в основном инженерно-техническими работниками (рисунок 4).
Формат СОК позволяет с удобством разместить их на любом рабочем месте – как правило, карта не занимает более двух страниц, так как четко предоставляет только необходимую информацию. Для рабочих, не имеющих конкретной рабочей зоны (например, сварщики крупногабаритных металлоконструкций) возможен вариант хранения в карманах, СОК специально рассчитаны для удобства использования в сложенном виде.
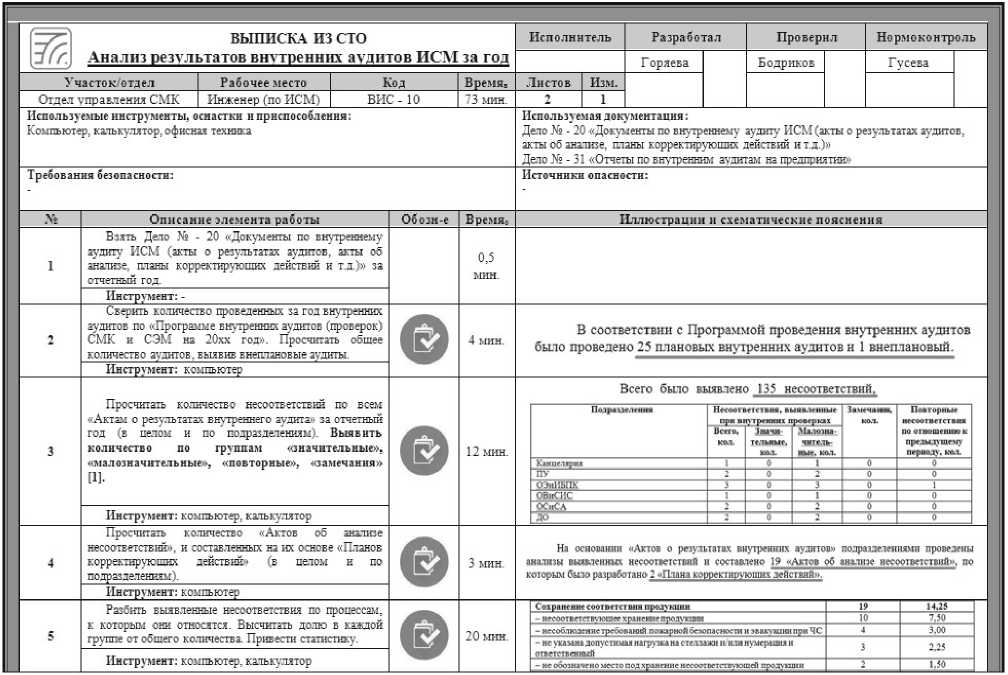
. 4. Пример ВИС, применяемых в АО «Саранский телевизионный завод»
После охвата СОК и ВИС требуемой доли рабочих мест предприятие осуществляет на их основе обучение персонала также проводится проверка знаний: важно, чтобы СОК стали не очередными бюрократическими документами, но важной частью правильно выстроенного рабочего процесса -в таком случае предприятие сможет в полной мере извлечь выгоды, предоставляемые данным инструментом.
БИБЛИОГРАФИЧЕСКИЕ ССЫЛКИ
- ГОСТ Р 56908-2016 Бережливое производство. Стандартизация работы. Введ. -2016-01-10.
- ГОСТ 12.4.026-2015. Система стандартов безопасности труда (ССБТ). Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. 2017-01-03.
- Снегирев В. СОП – это важно! [Электронный ресурс] / В. Снегирев. – Режим доступа: http://www.up-pro.ru/specprojects/shkola-menedjera/sop-vajno.html – Загл. с экрана.
Подготовил учитель технологии
МАОУ «Лицей 44» г. Липецка
Овчаренко В.В.
- Пошаговое описание последовательности операций на одном листе, включающее в себя требования по безопасности, хронометраж по времени и схему передвижения оператора
- Основной документ, руководство для рабочего по выполнению определенной операции
- Структура построения операционной карты (ОК) аналогична маршрутной.
- Запись информации выполняется построчно с привязкой к соответствующим служебным символам.
- На рис. 8.2 приведены форма и пример заполнения операционной карты по ГОСТ 3.1418—82 с зоной, предназначенной для размещения эскиза (форма 2); если по своим габаритам эскиз не может быть размещен на этой карте, то операционную карту оформляют на форме 3 (рис. 8.3).
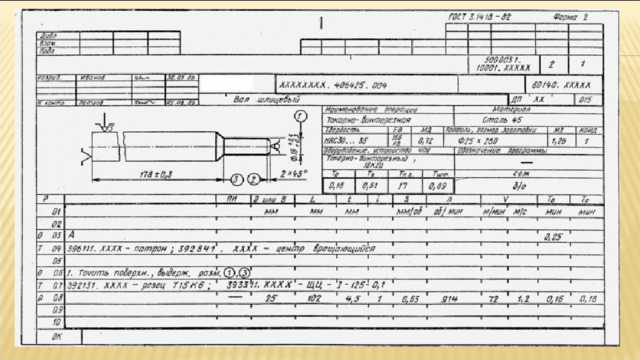
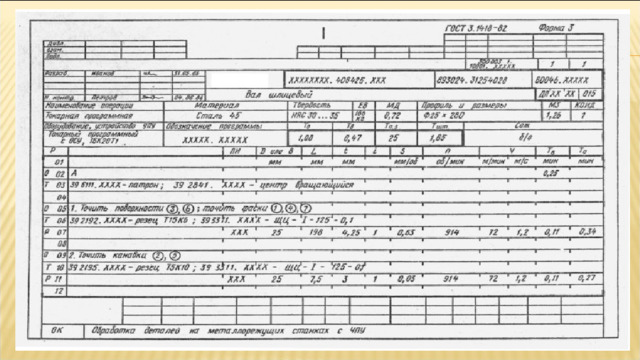
- Большинство граф операционных карт содержат информацию, идентичную графам маршрутных карт. Эти формы предназначаются как для оформления операций, выполняемых на универсальном технологическом оборудовании, так и на станках с ЧПУ.
- Указание единиц величины следует выполнять в заголовках или подзаголовках соответствующих граф. Допускается указывать единицы параметров технологических режимов после их числовых значений, например 40 мм; 0,2 мм/об.; 36 м/мин.
- визуализация операций
- обучение операции
- предотвращение ошибок
- указание ориентировочных норм времени на суб-операции
1. СОК составляется путем непосредственного наблюдения операции. Невозможно корректно описать СОП, сидя в кабинете, опираясь лишь на знание технологии. Делается ряд наблюдений, не менее 7 – 10 циклов. Наблюдать операцию необходимо при выполнении ее разными операторами, из числа наиболее эффективных.
2. СОК пишется максимально простым и понятным языком. Нужно помнить, что главный пользователь СОК – рабочий, избегать сложных выражений, но при этом не скатываться в примитивизм. Как вариант, для проверки можно дать карту на ознакомление старшекласснику общеобразовательной школы. Если ему все понятно и не возникает вопросов, значит операция описана правильно.
3. Каждый этап разработки, каждый пункт СОК нужно согласовывать с рабочим, который эту операцию выполняет.
- фотографии, схемы, рисунки, иллюстрирующие операцию. Чем больше графическая составляющая, тем доходчивей содержание карты.
- В идеале, СОК должна умещаться на одном листе. Но, к сожалению, такое возможно только для самых простых и коротких операций.
- средний объем СОК занимает 3-4 страницы формата А4
1. Снижение вариабельности и повышение качества работы.
2. Стандарт – отправная точка для дальнейшего совершенствования. Уже при первичной разработке карты, в ее основу закладывается наиболее оптимальный способ выполнения операции, на данный момент времени. Все последующие улучшения процесса наглядно фиксируются в очередной версии СОК.
3. СОК – основа для обучения новичков и повышения уровня квалификации. Очень просто проверить действия рабочего, отслеживая правильность их выполнения по карте.
4. Наличие действующей системы стандартов позволит четко структурировать операции по степени сложности и уровню квалификации, требуемой для их выполнения
Структура
операционной карты идентична маршрутной.
Запись информации выполняется построчно
с привязкой к соответствующим служебным
символам. Указание единиц величин
следует выполнять в заголовках или
подзаголовках соответствующих граф.
Допускается указывать единицы величины
параметров технологических режимов
после их числовых значений, например
0,2 мм/об; 36 мм/мин.
Указание
данных по технологическим режимам
следует выполнять после записи состава
применяемой технологической оснастки.
При
указании данных по технологической
оснастке информацию следует записывать
в следующей последовательности:
-
приспособления;
-
вспомогательный
инструмент; -
режущий
инструмент; -
средства
измерения.
В
целях разделения информации по группам
технологической оснастки и поиска
необходимой информации допускается
перед указанием состава применять
условное обозначение видов: приспособлений
– «ПР»; вспомогательного инструмента
– «ВИ»; режущего инструмента – «РИ»;
средства измерений – «СИ». Например,
СИ ХХХХХХ. Пробка Ø24Н7-пр.
Большинство
граф операционной карты соответствует
аналогичным графам маршрутной карты.
Информацию по дополнительным графам
следует вносить в соответствии с таблицей
7.
Таблица
7. Информация по дополнительным графам
операционной карты
|
№ п/п |
Наименование |
Содержание |
|
1 |
ПИ |
Номер |
|
2 |
То |
Норма |
|
3 |
Д |
Расчетный |
|
4 |
Тв |
Норма |
|
5 |
L |
Расчетный |
|
6 |
T |
Глубина |
|
7 |
i |
Число |
|
8 |
S |
Подача |
|
9 |
N |
Частота |
|
10 |
V |
Скорость |
|
11 |
СОЖ |
Информация |
Пример
заполнения операционной карты приведен
не рисунке 2.
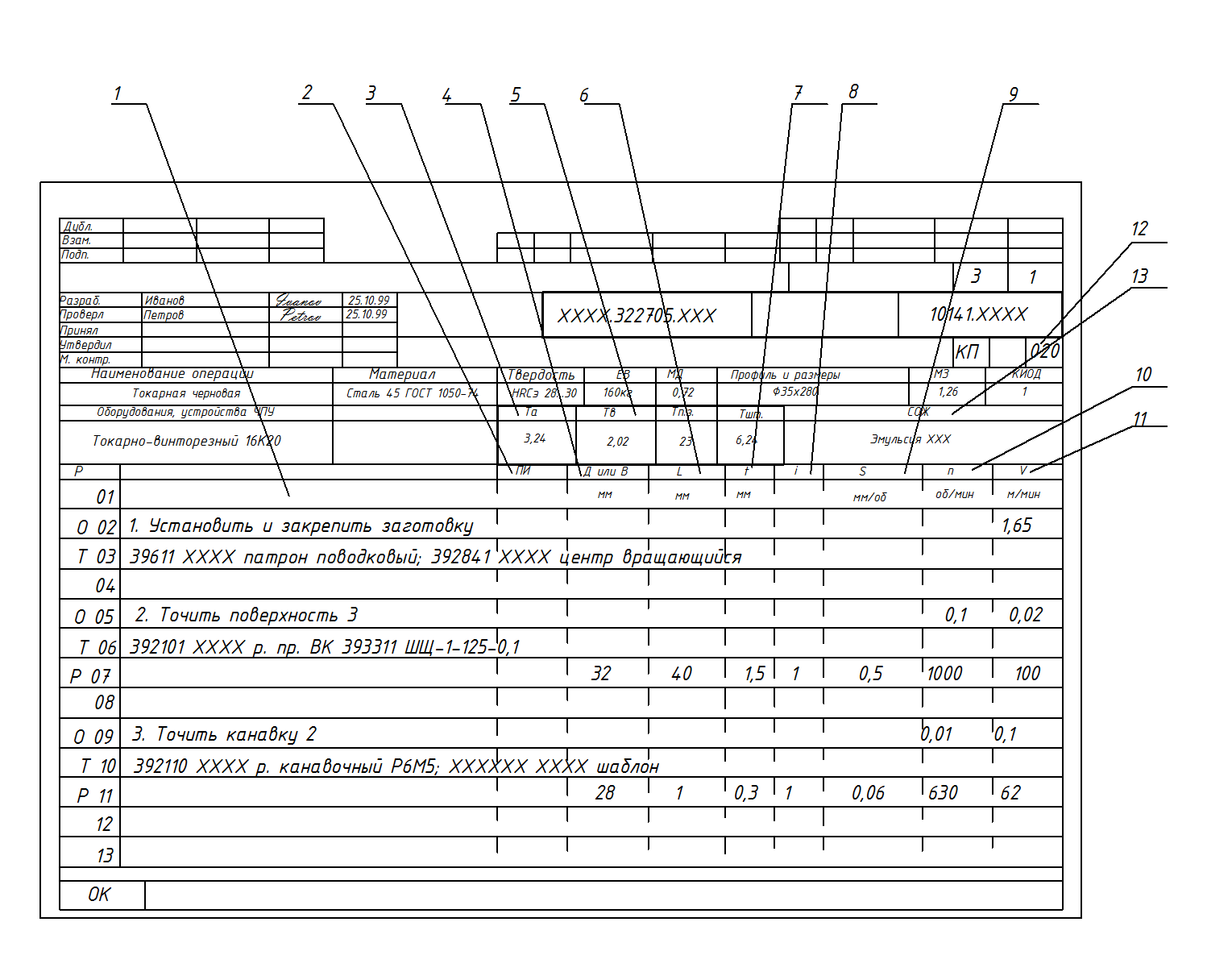
Рисунок
2. Пример заполнения операционной карты
Правила
записи операций и переходов
Запись
содержания операции и переходов
осуществляется в соответствии с ГОСТ
3.1702 – 79 «Правила записи операций и
переходов. Обработка резанием» и ГОСТ
3.1703 – 79 «Правила записи операций и
переходов. Слесарные, слесарно–сборочные
работы».
В
соответствии с требованиями этих
стандартов допускается полная
или сокращенная
форма
записи.
Полную
запись следует выполнять при отсутствии
графических изображений и для комплексного
отражения всех действий, выполняемых
исполнителем или исполнителями.
Сокращенную
запись
следует производить при наличии
графических изображений (например,
операционных эскизов), которые достаточно
полно отражают всю необходимую информацию.
В этом случае запись выполняется по
форме, изложенной в приложении №7 ГОСТ
3.1702-79 и приложении №6 ГОСТ 3.1703-79.
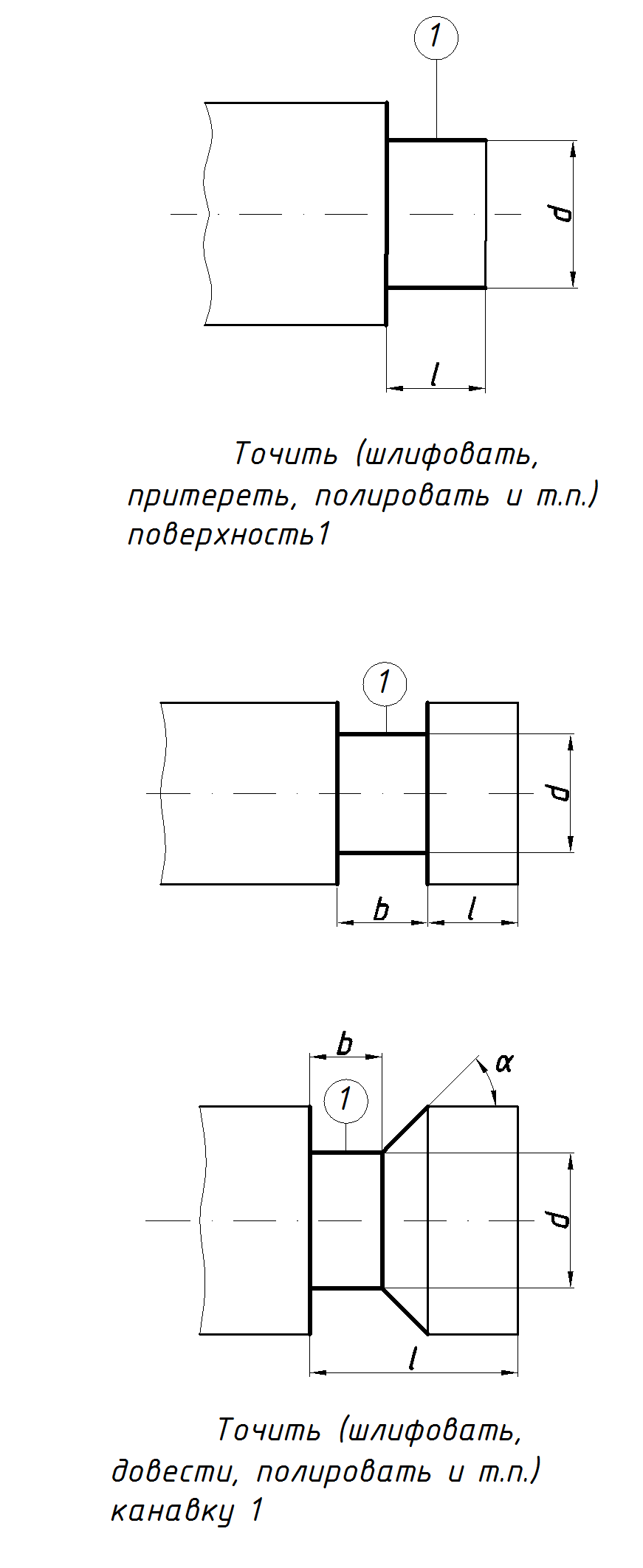
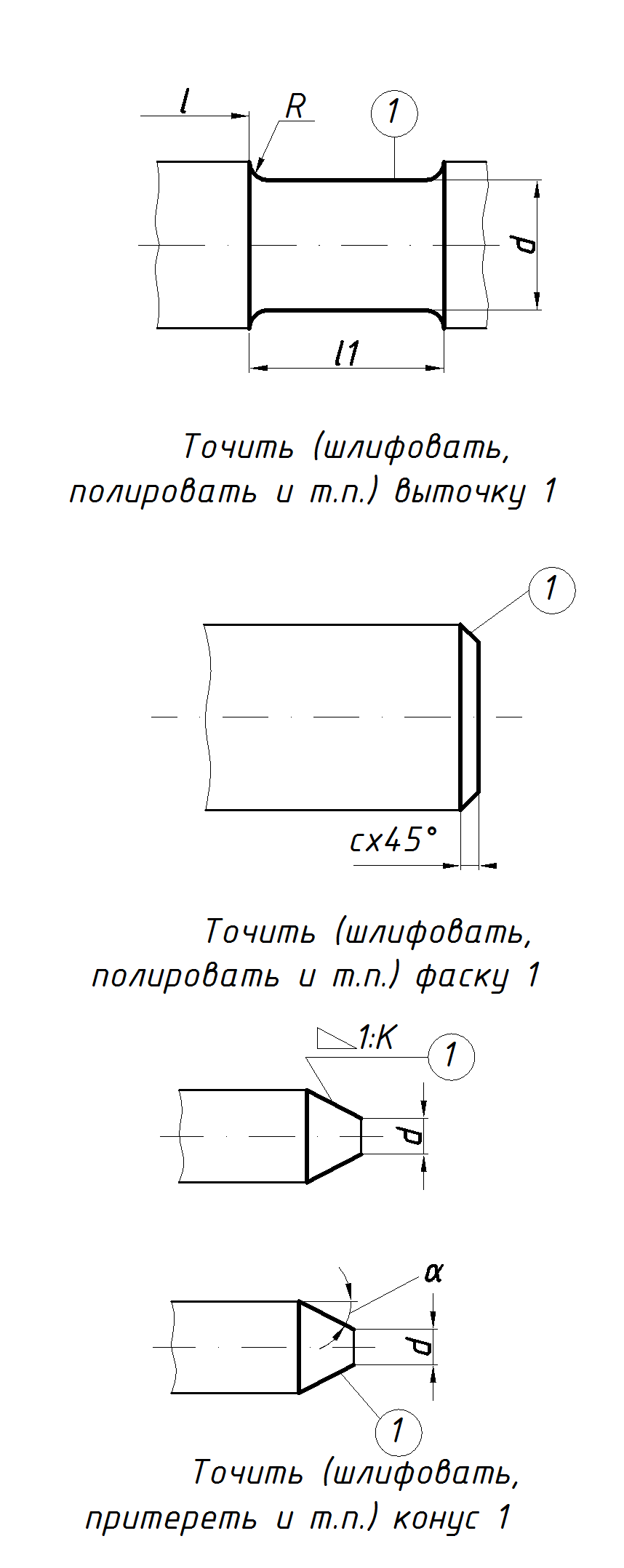
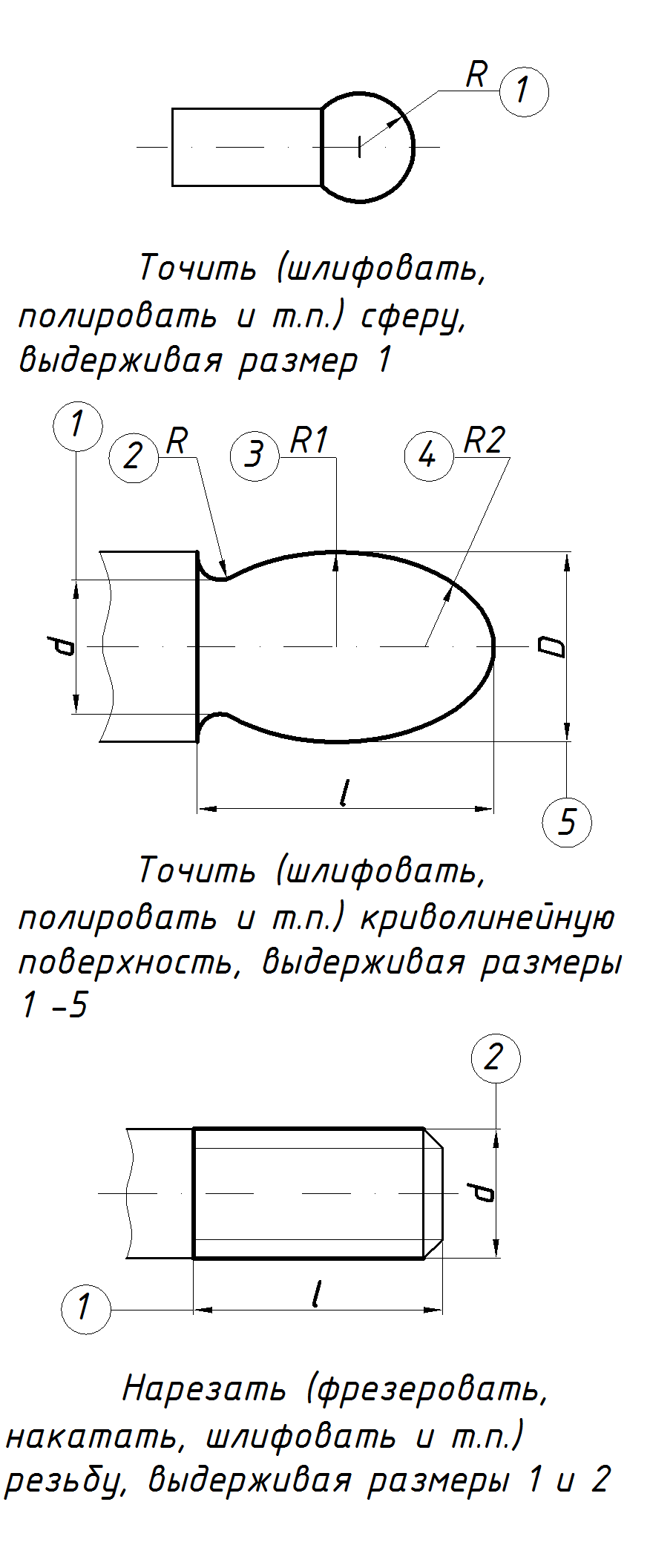
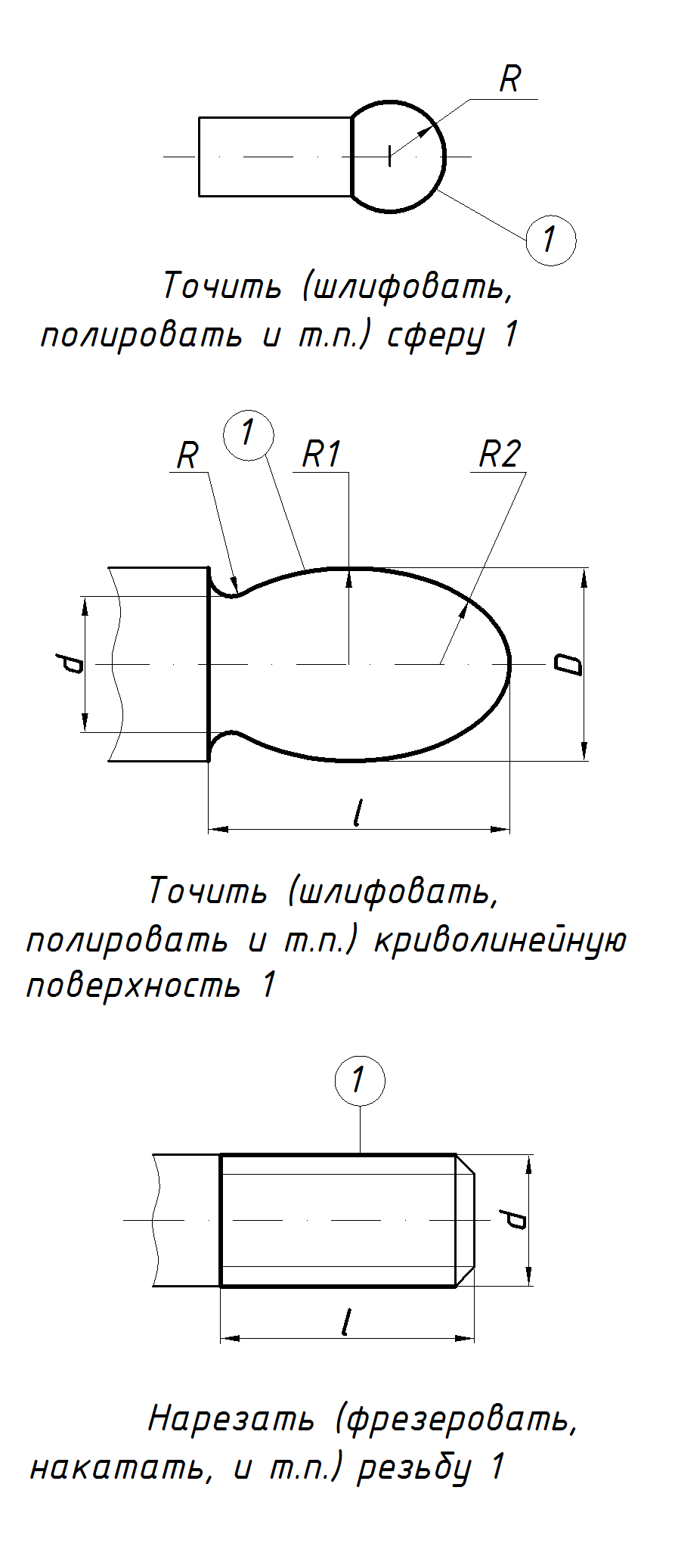
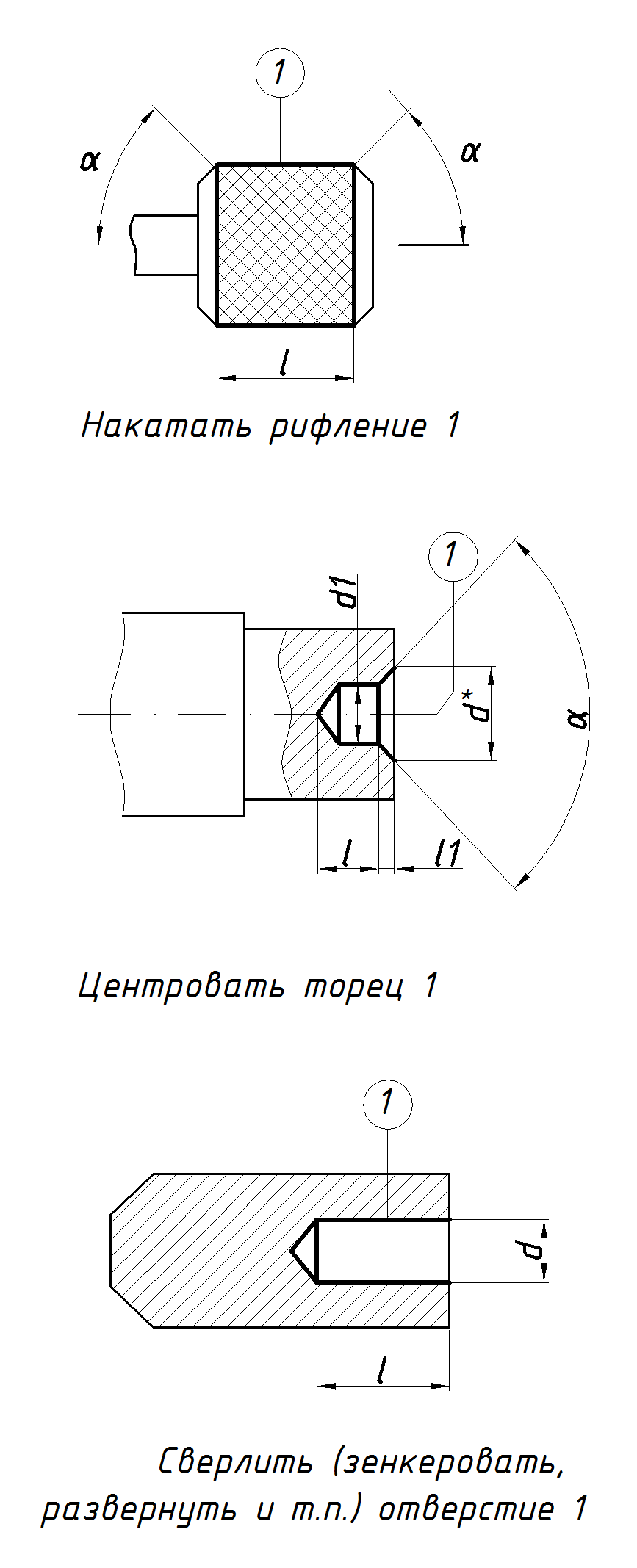
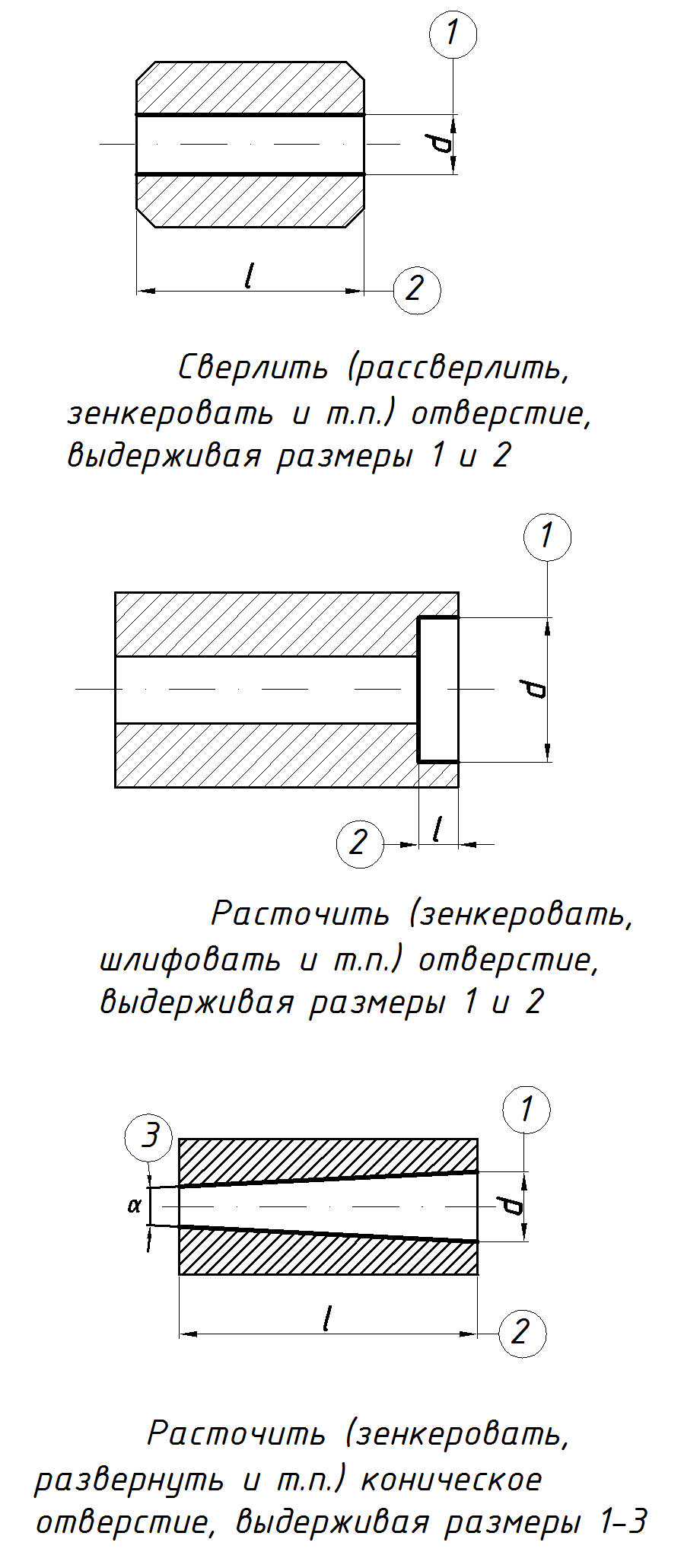
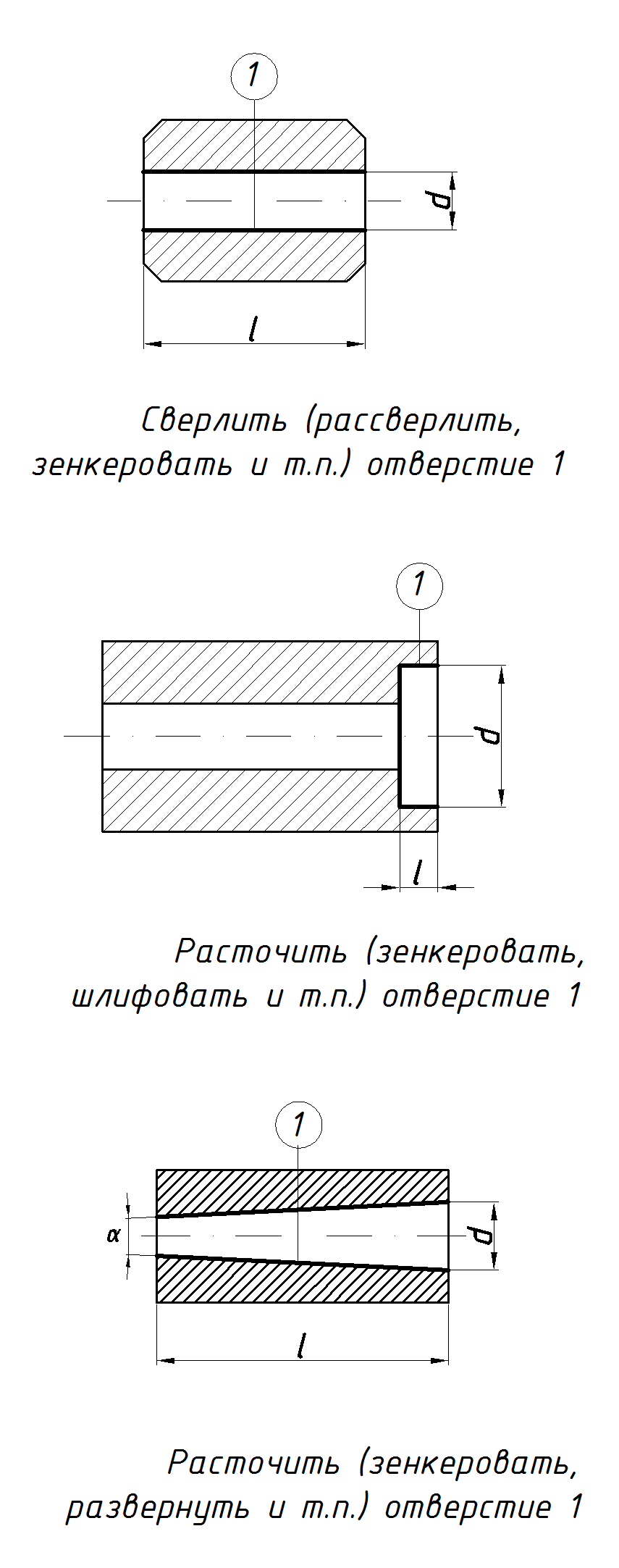
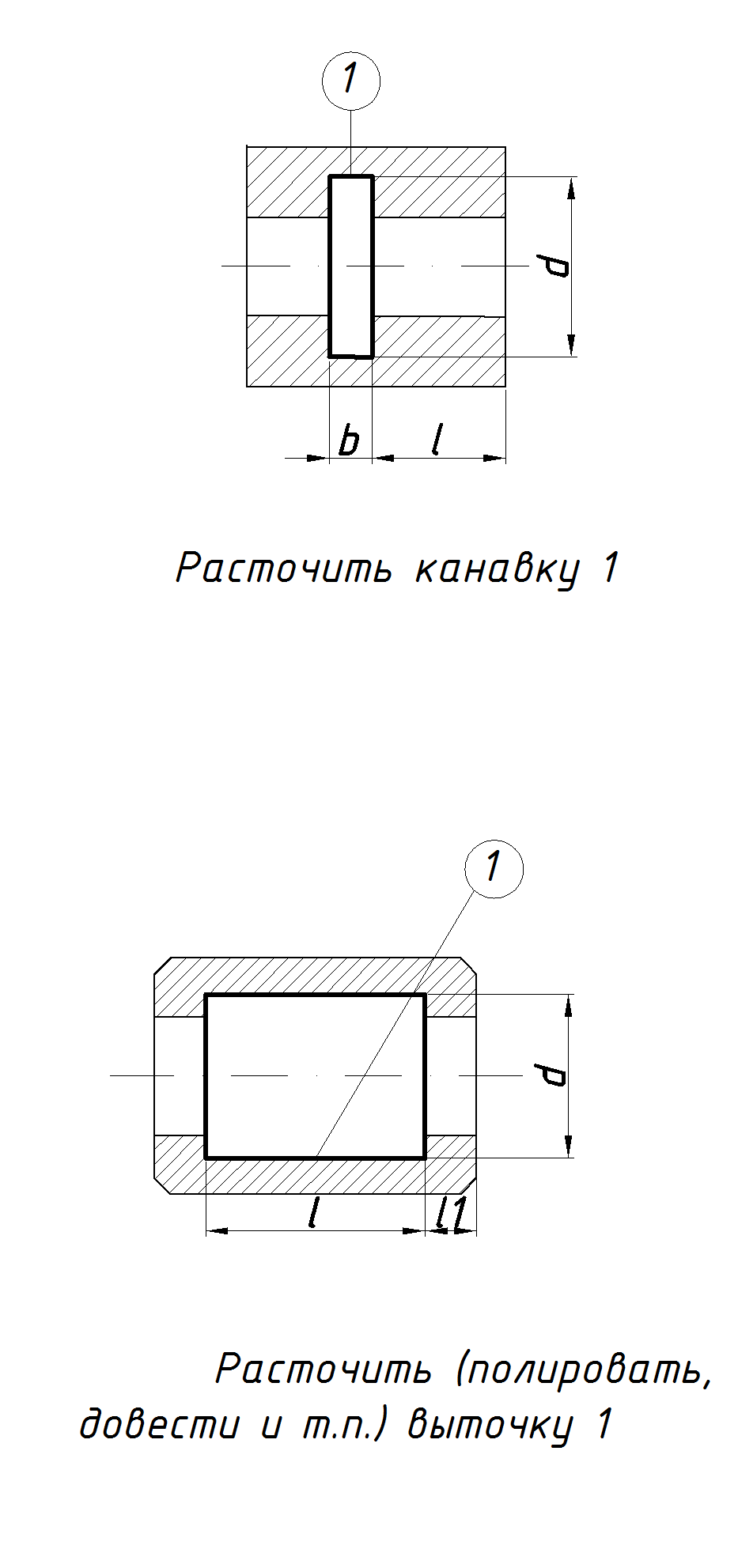
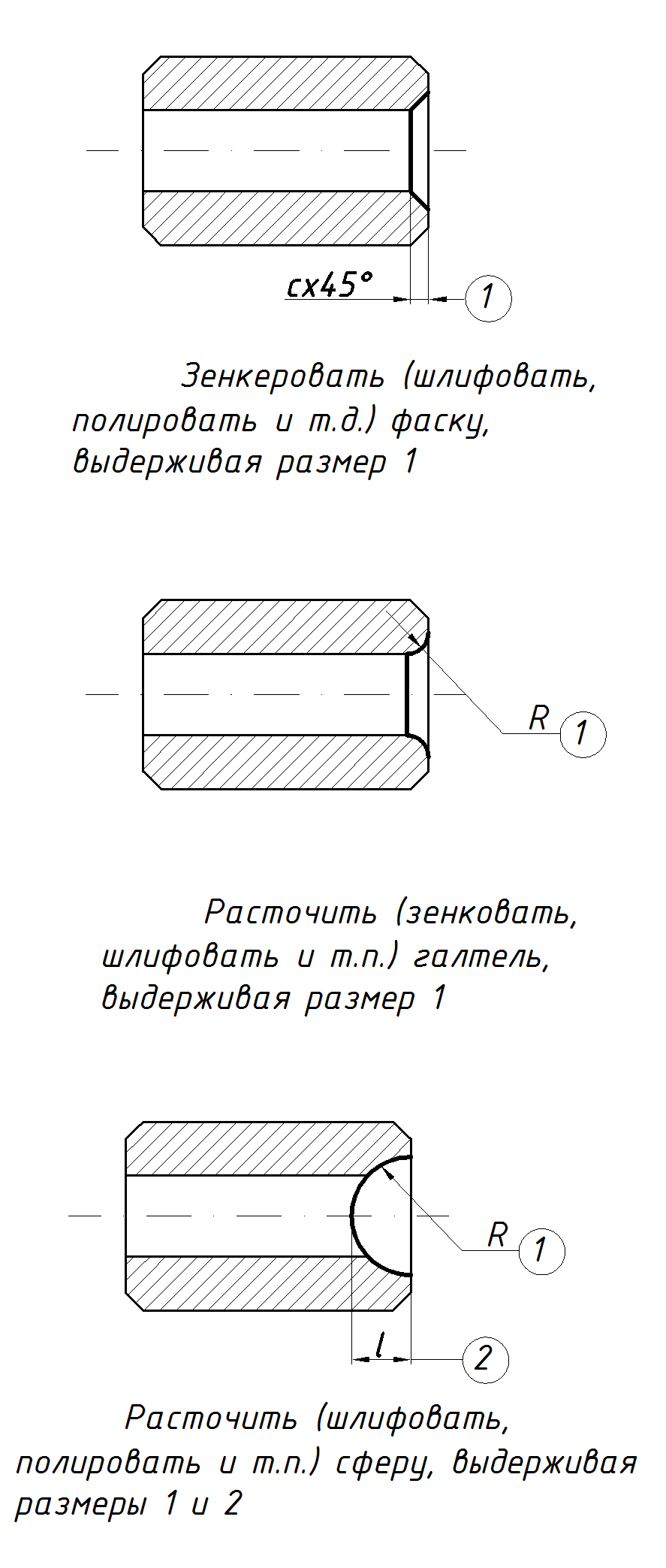
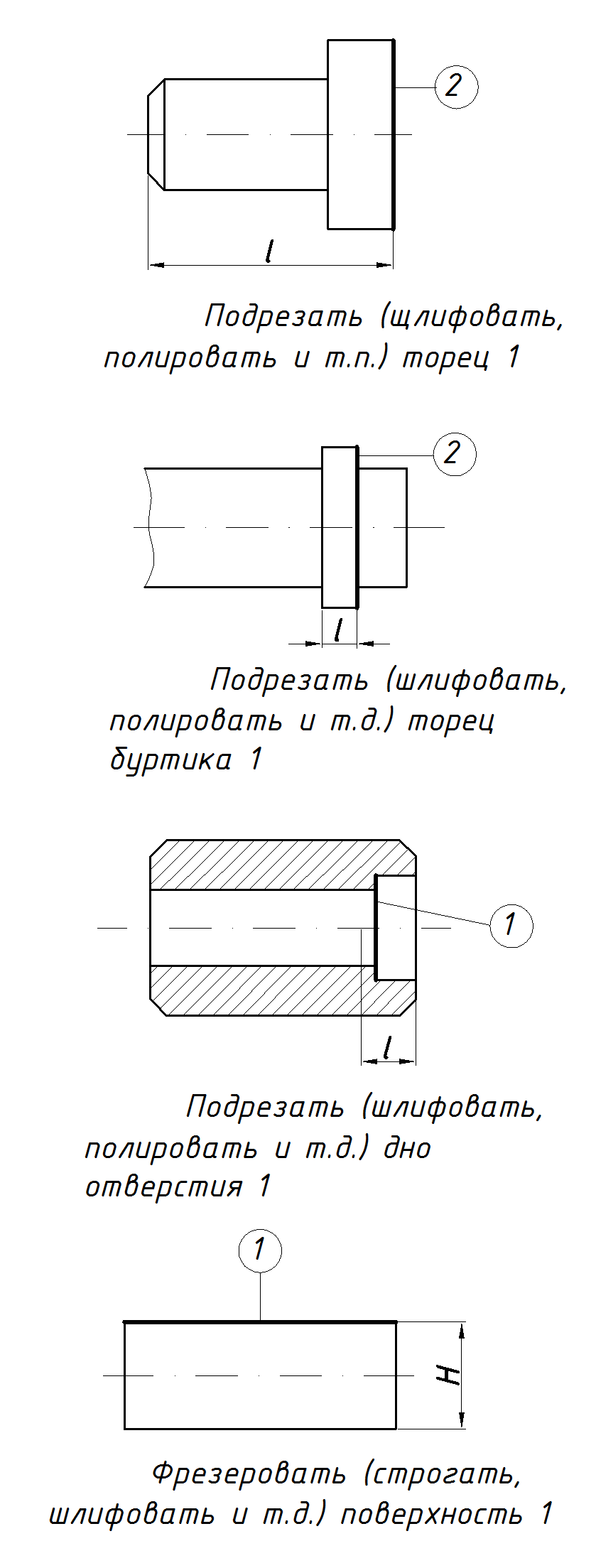
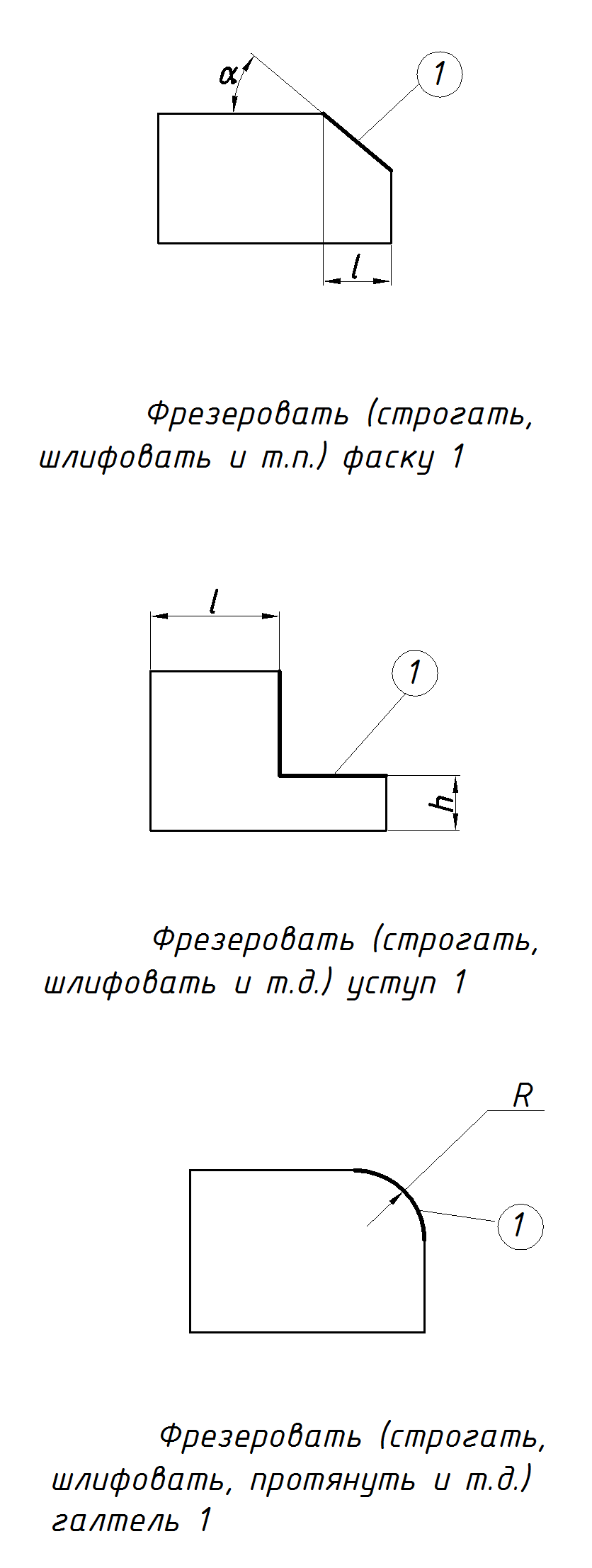
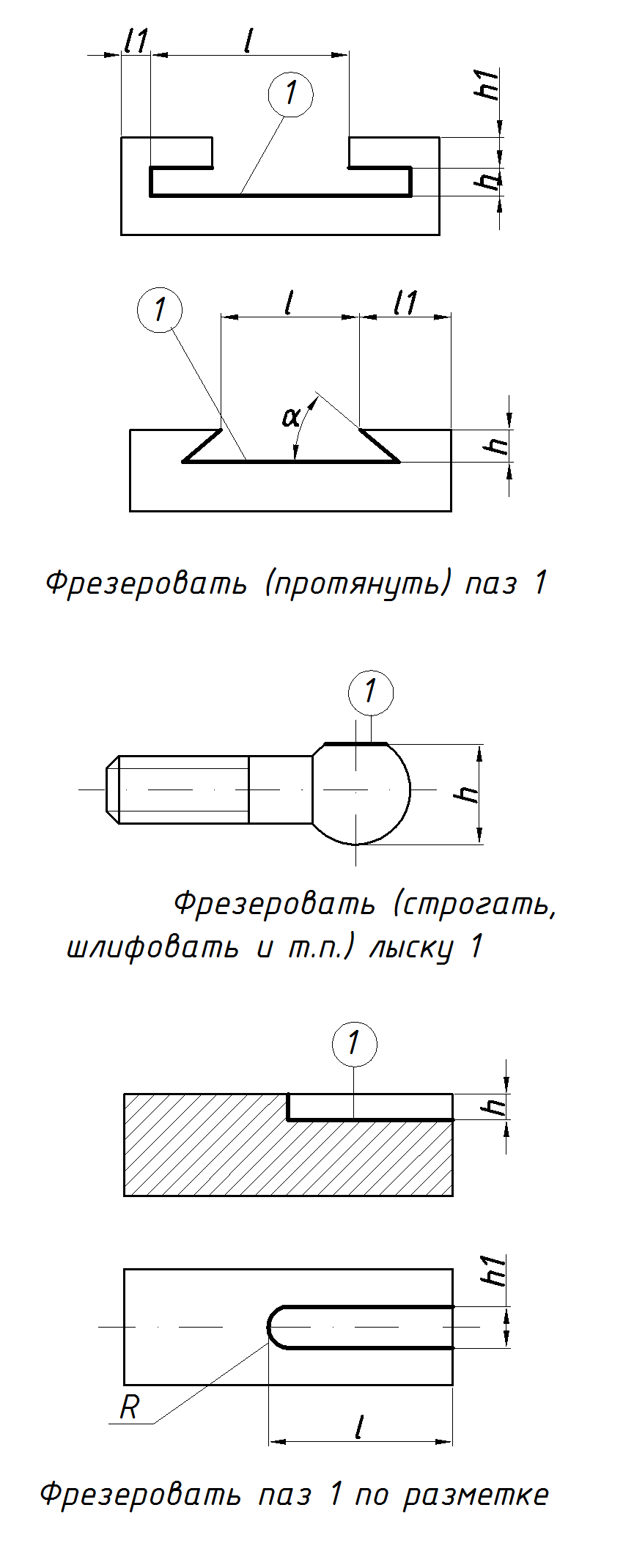
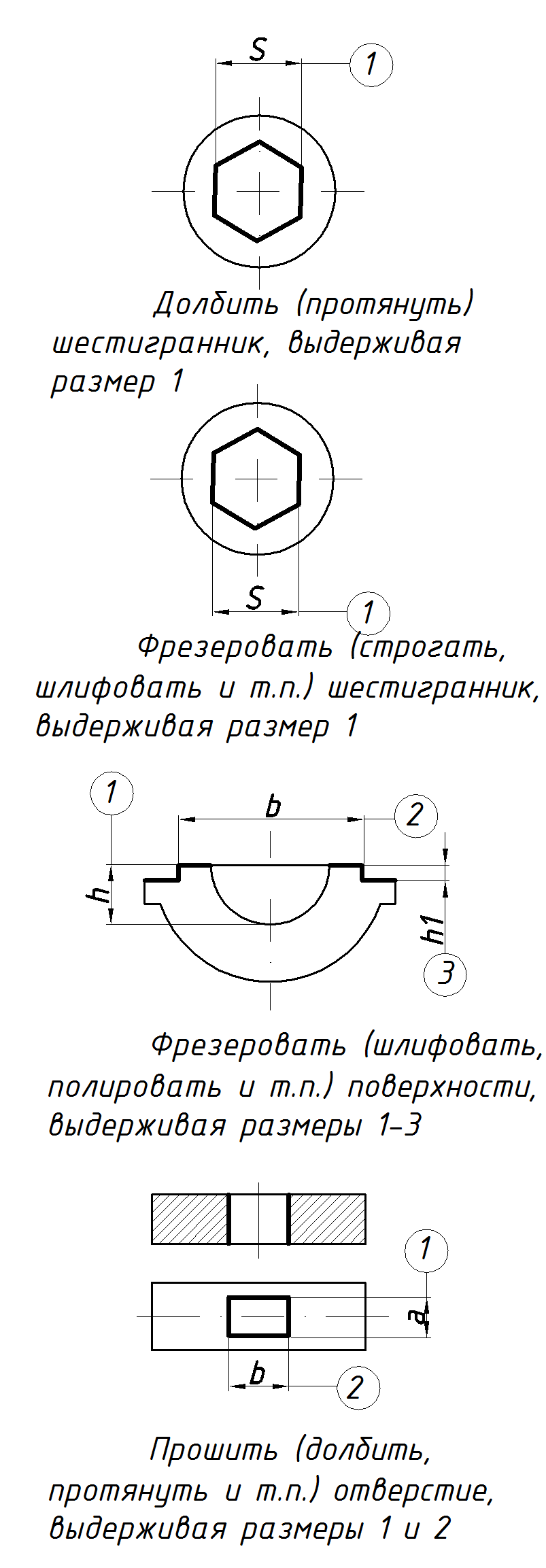
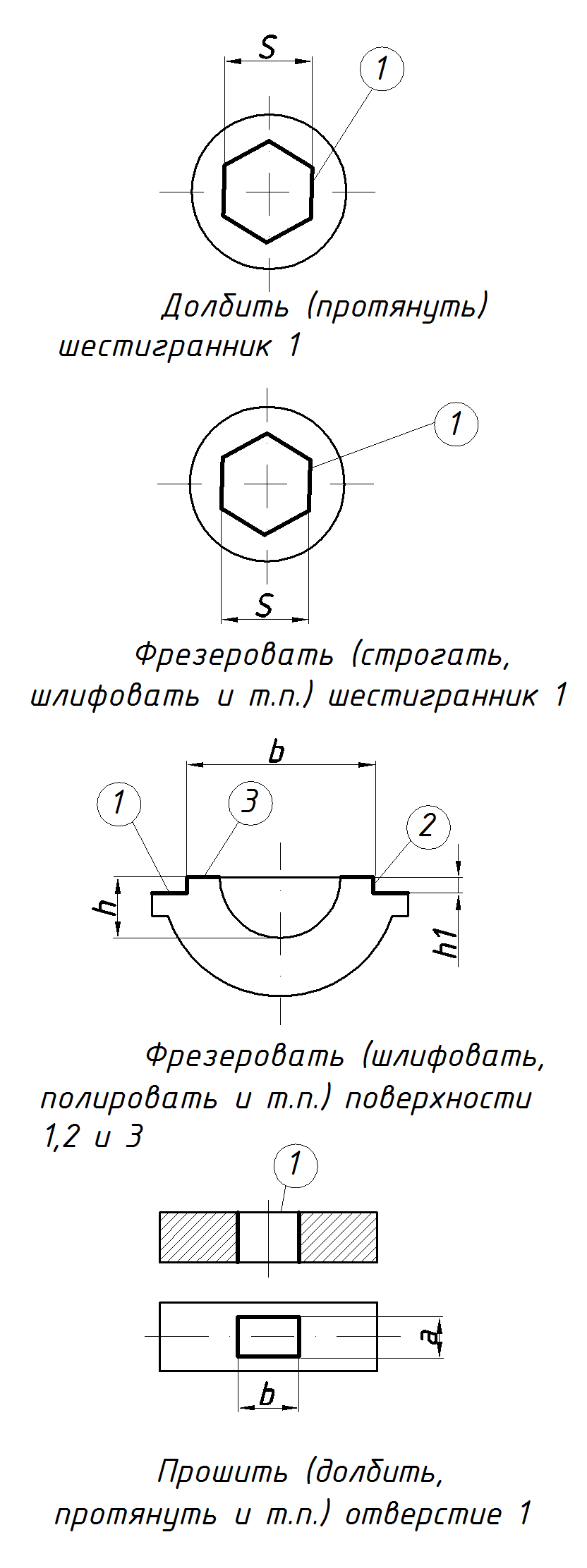
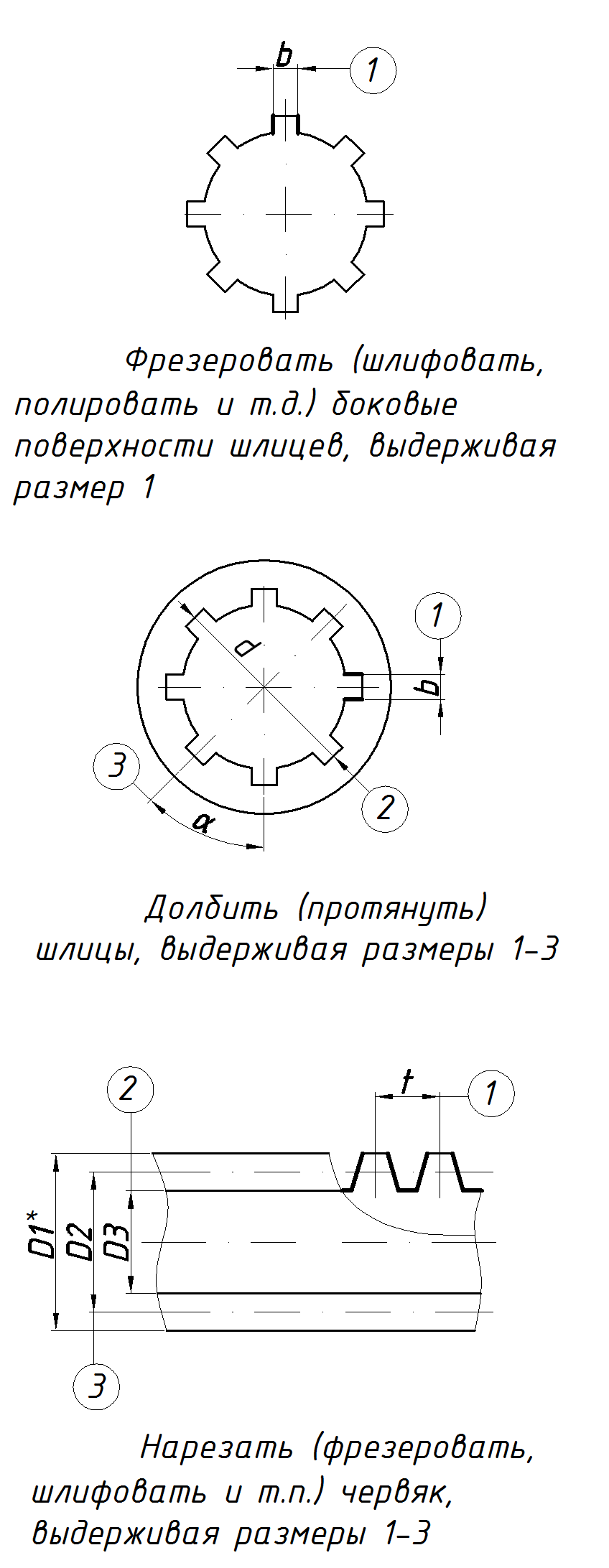
В
содержании каждого перехода указывают
метод обработки, выраженный в повелительной
форме, и наименование обрабатываемого
элемента поверхности изделия. Например,
«Сверлить отверстие», «Подрезать торец».
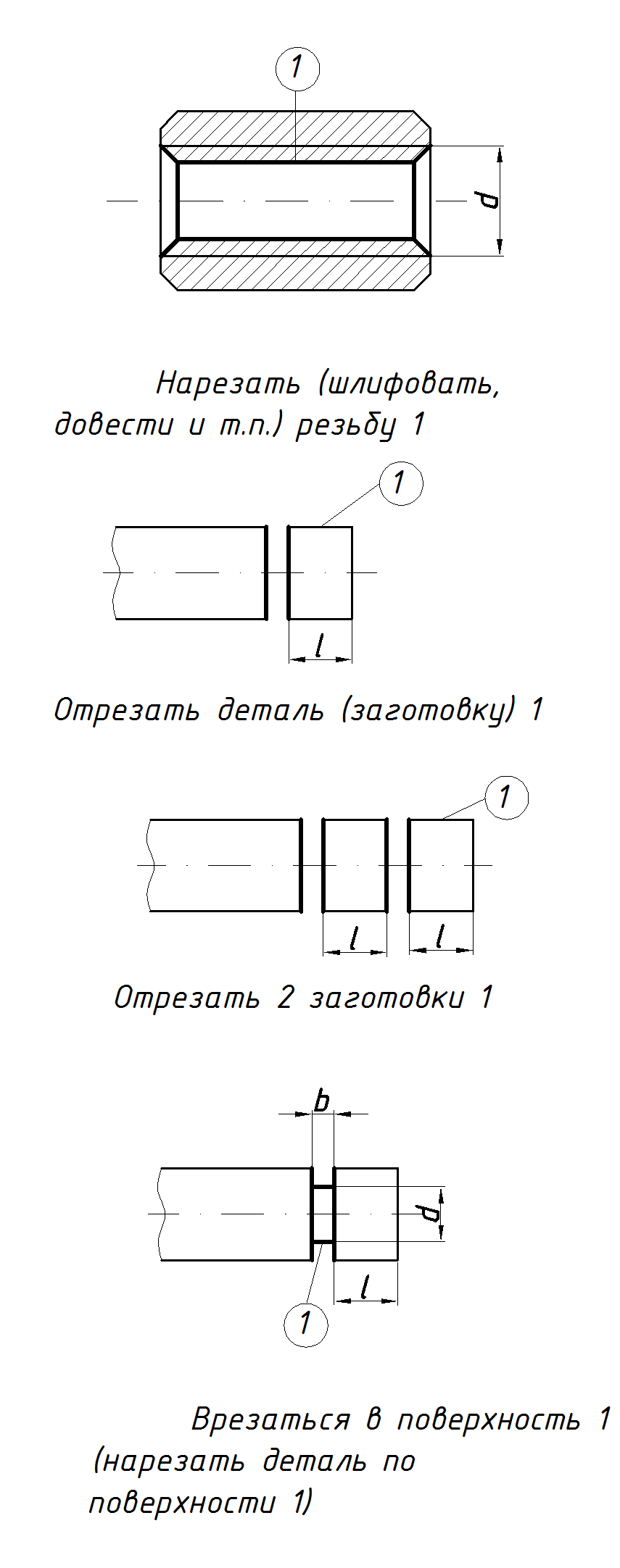
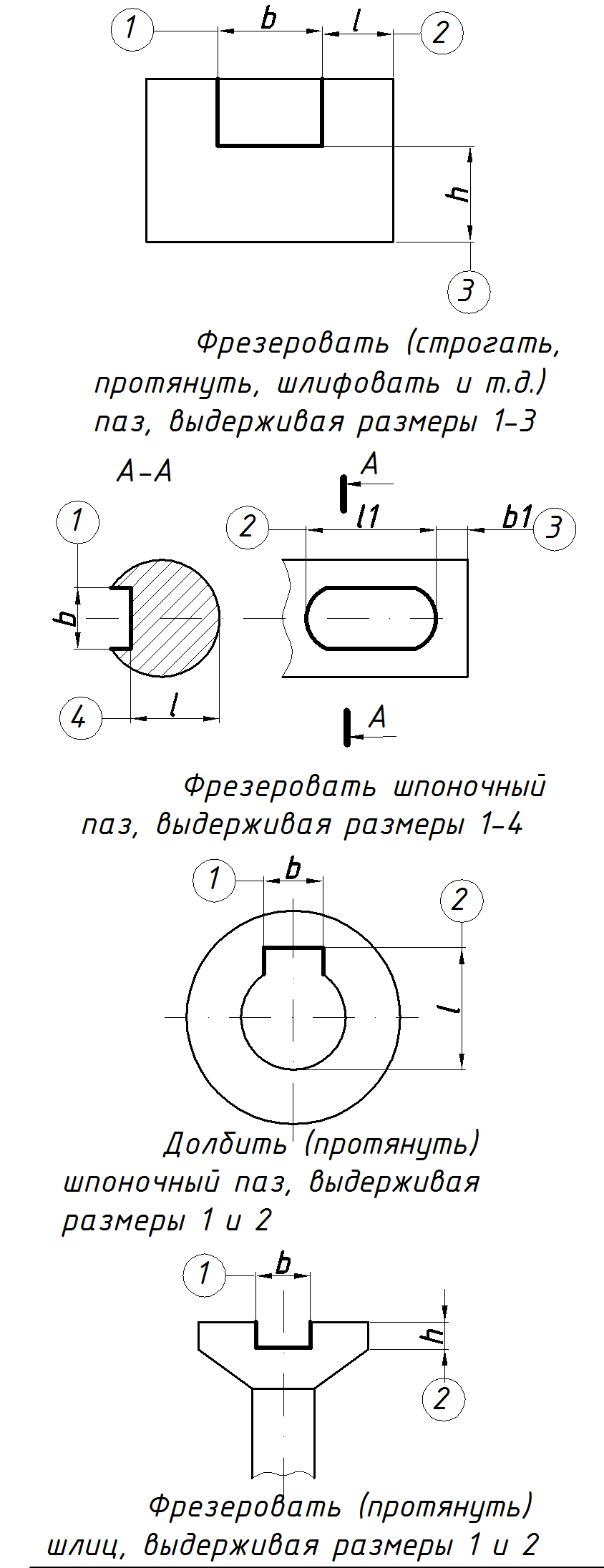
В тексте указывают номера размеров,
которые должны выдерживаться при
выполнении перехода. Например, «Фрезеровать
шпоночный паз в размеры 1, 2, 3, 4 ». Номера
размеров в тексте должны соответствовать
тем номерам, которыми эти размеры
обозначены на операционном эскизе.
Номера размеров допускается указывать
в кружочках.
Ниже
приводятся примеры написания переходов
механической обработки и слесарных
работ, а так же примеры вспомогательных
переходов установки деталей на станок.
Примеры
записи переходов в полной и сокращенной
формах приведены в таблице 8.
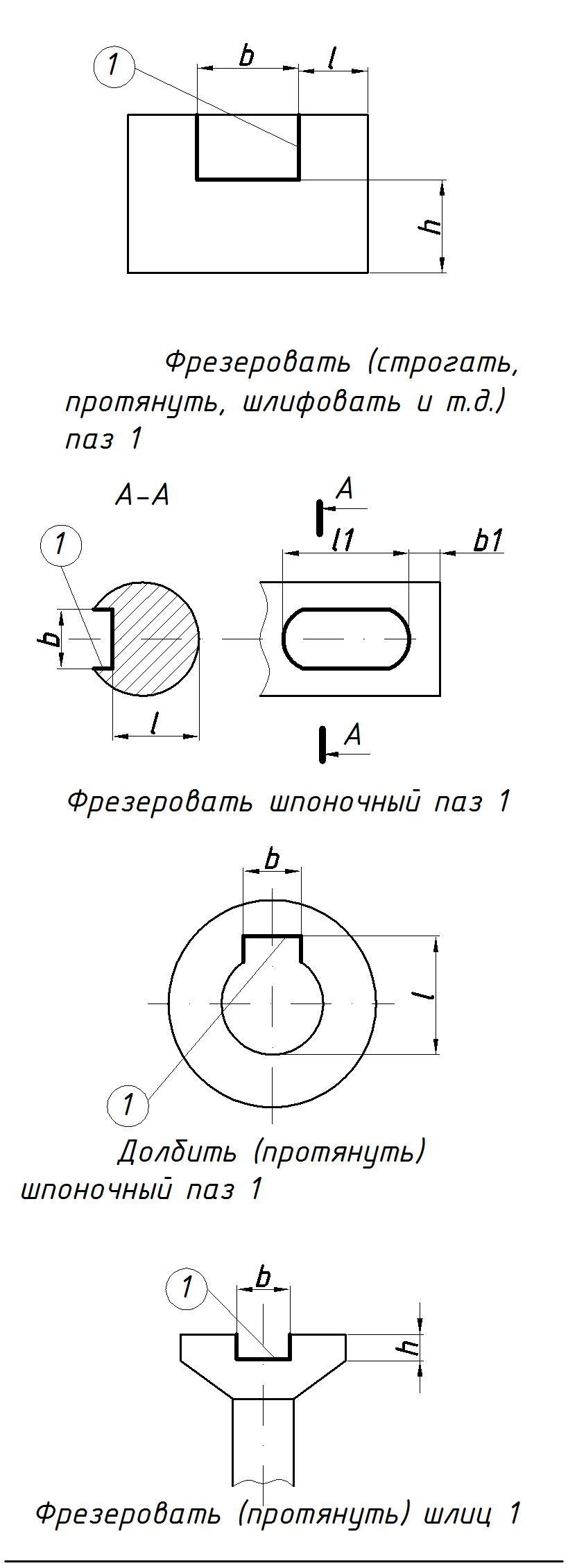
Таблица
8. Примеры полной и сокращенной записи
переходов обработки резанием
|
Эскиз |
Эскиз |
|
1 |
2 |
|
|
|
Продолжение
таблицы 8
|
1 |
2 |
|
|
|

Продолжение
таблицы 8
|
1 |
2 |
|
|
|
Продолжение
таблицы 8
|
1 |
2 |
|
|
|

Продолжение
таблицы 8
|
1 |
2 |
|
|
|
Продолжение
таблицы 8
|
1 |
2 |
|
|
|

Продолжение
таблицы 8
|
1 |
2 |
|
|
|
Продолжение
таблицы 8
|
1 |
2 |
|
|
|

Продолжение
таблицы 8
|
1 |
2 |
|
|
|
Продолжение
таблицы 8
|
1 |
2 |
|
|
|

Продолжение
таблицы 8
|
1 |
2 |
|
|
|
Продолжение
таблицы 8
|
1 |
2 |
|
|
|

Продолжение
таблицы 8
|
1 |
2 |
|
|
|
Продолжение
таблицы 8
|
1 |
2 |
|
|
|
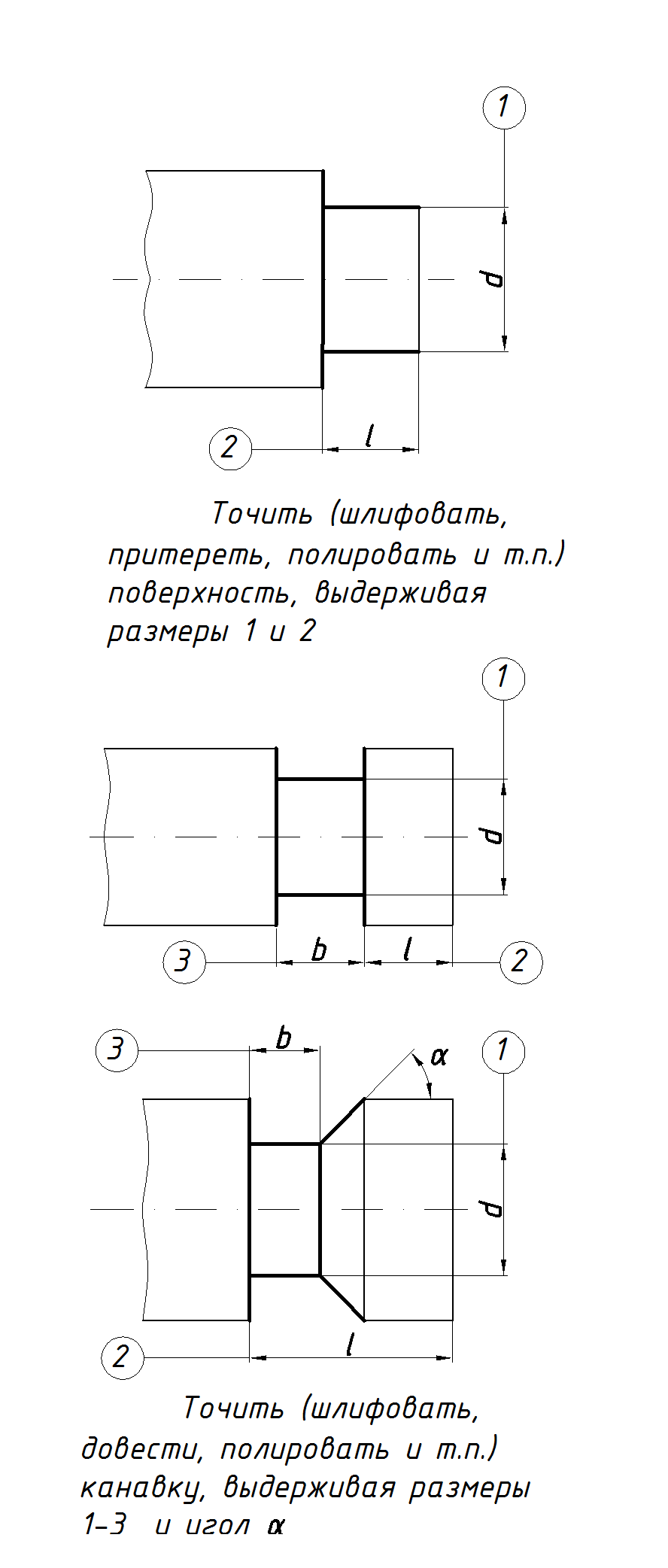
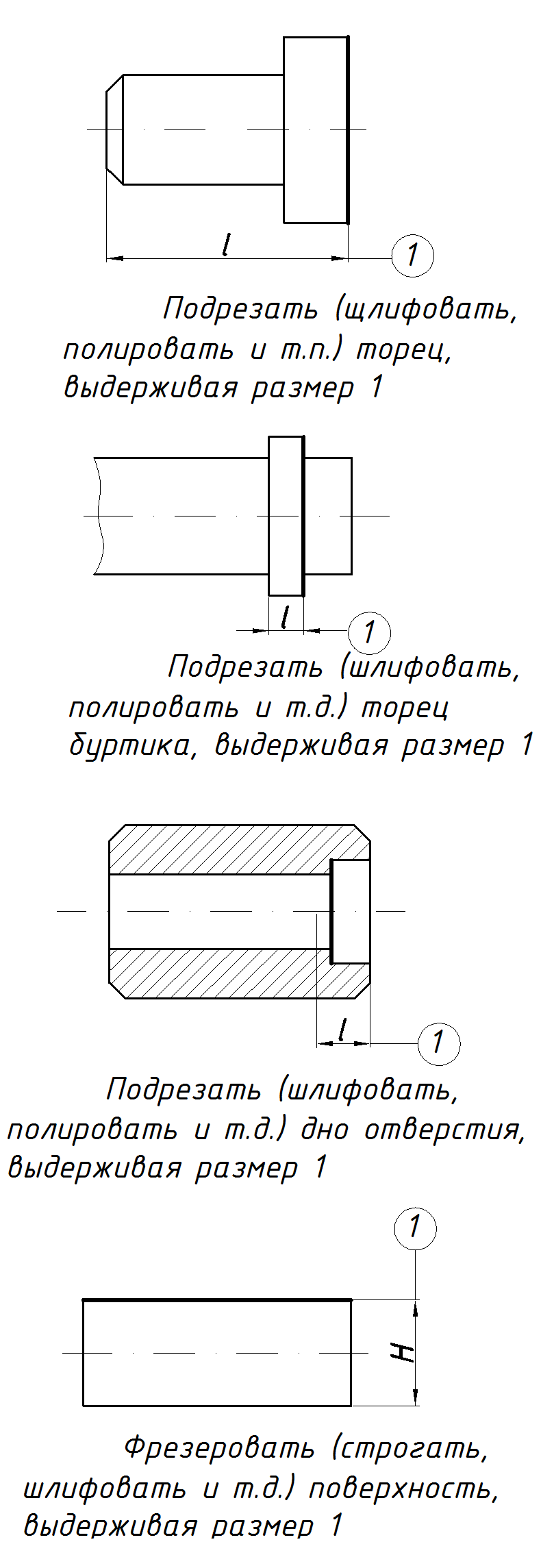
Если
переходы или операции не имеют графических
иллюстраций, тогда в записи содержания
перехода следует указывать исполнительные
размеры с их предельными отклонениями.
Например, «Точить поверхность, выдерживая
d
= 40–
0.025
и
l=100–
0.14».
Установление
полной или сокращенной записи содержания
операции или
перехода
определяется разработчиком документа.
Дополнительная
информация при записи операций и
переходов выбирается в соответствии с
приложением 4 ГОСТ 3.1702 -79, и применяется
при необходимости указания количества
одновременно или последовательно
обрабатываемых поверхностей или
конструктивных элементов.
Например,
«Точить две канавки последовательно
согласно эскизу», также « По программе»,
«По копиру», «По разметке» и т.д.
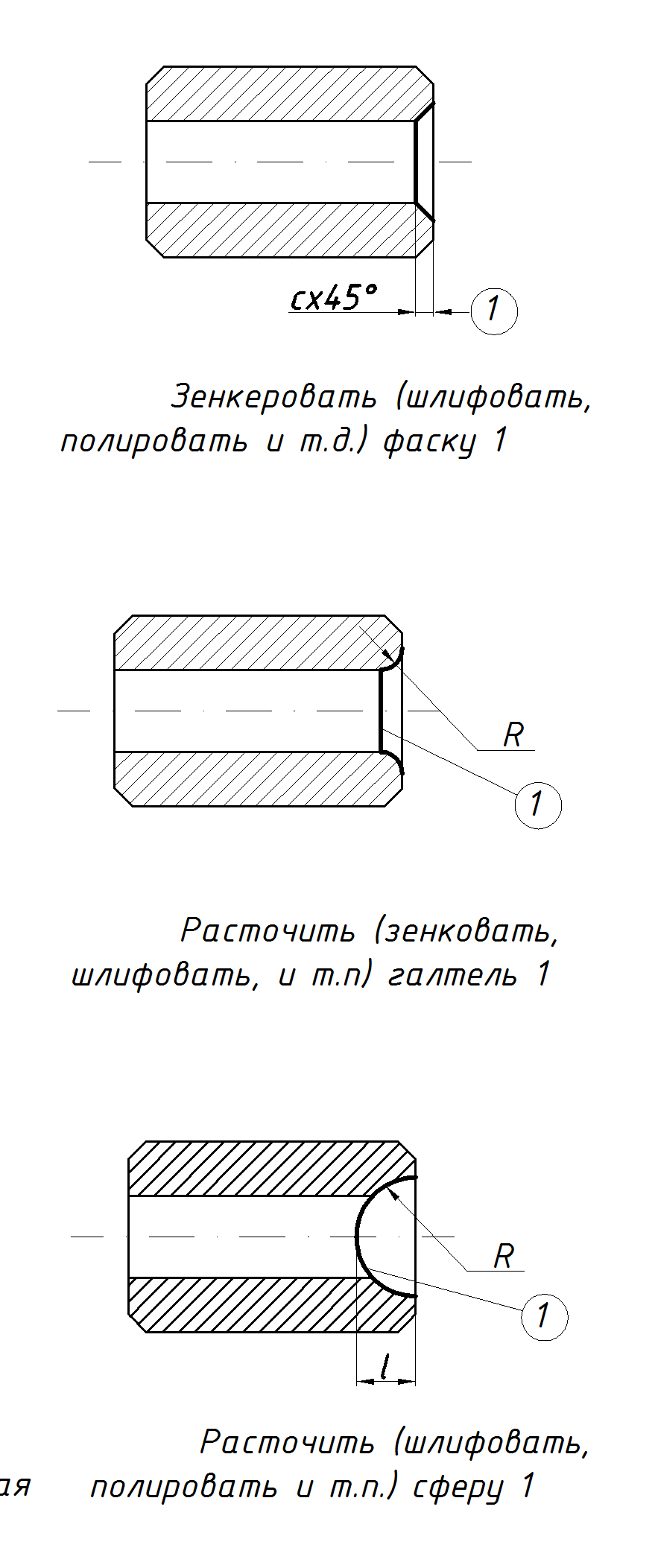
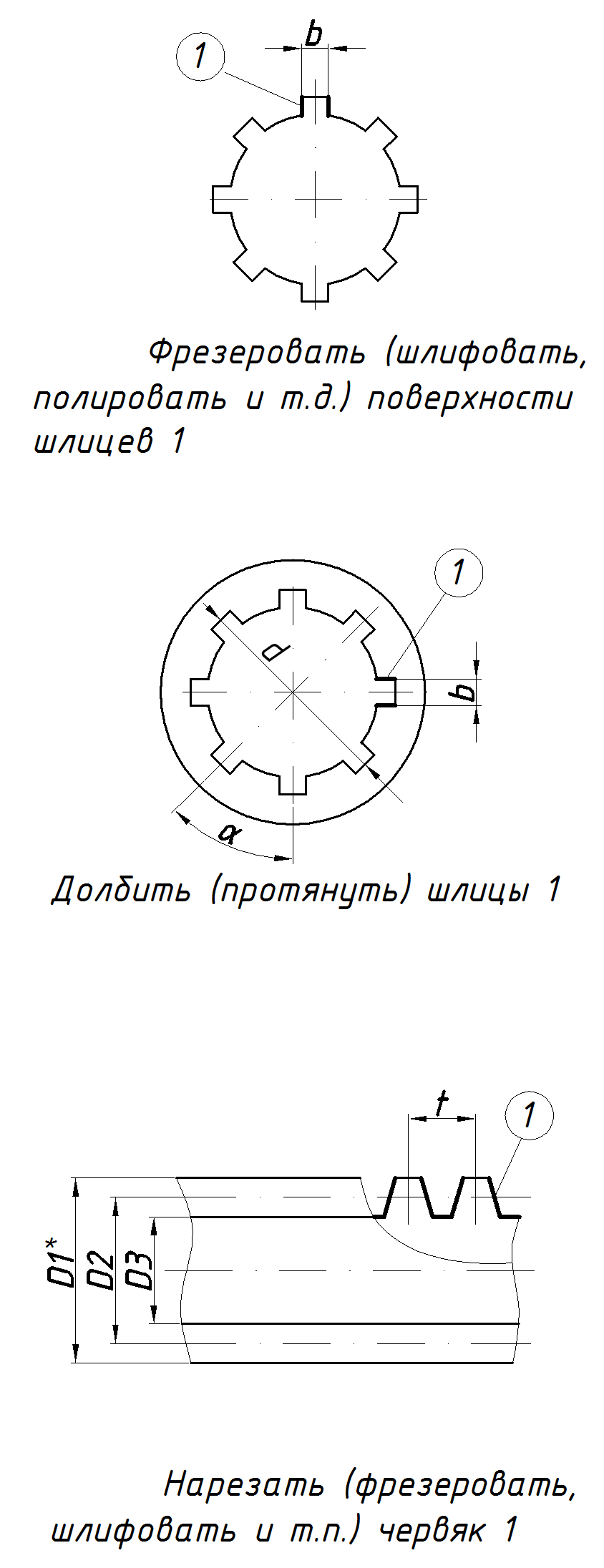
При
необходимости указания названия
обрабатываемой поверхности, например,
«Фрезеровать криволинейную поверхность
1».
Примеры
записи вспомогательных переходов
установки деталей на станок
-
Подать
пруток до упора и закрепить. -
Установить
деталь в патроне по упору и закрепить. -
Установить
деталь в патроне (тисках, приспособлении,
кондукторе) и закрепить. -
Установить
деталь в патроне, выверить по торцу на
биение с точностью 0.05 мм и закрепить. -
Установить
деталь в патроне, поджать центром задней
бабки и закрепить. -
Установить
деталь в патроне и люнете, выверить на
биение точностью до 0.1 мм и закрепить. -
Установить
деталь на оправке и закрепить. -
Установить
и закрепить деталь на оправке. Закрепить
в центрах станка (делительной головке,
патроне). -
Закрепить
хомутик на детали. Установить деталь
в центрах и закрепить -
Установить
деталь в тиски, подвести домкрат и
закрепить. -
Установить
деталь в приспособлении и закрепить.
Наложить на деталь кондуктор и закрепить. -
Установить
6 деталей на магнитной плите (столе) и
закрепить. -
Установить
деталь на протяжке, вставить протяжку
в патрон и закрепить. -
Установить
деталь на плавающей втулке, вставить
протяжку во втулку и закрепить в патроне. -
Установить
5 деталей верхней плоскостью на столе
станка, выверить по разметке и закрепить.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
1.
ЗАО
«МЭКТ»
СОК (СТАНДАРТНАЯ
ОПЕРАЦИОННАЯ КАРТА)
Стандартизированная работа
2.
ЗАО
«МЭКТ»
Содержание
Введение
1. Стандартизированная работа
2. Преимущества стандартизированной работы
3. Требования к стандартизации
4. Этапы стандартизированной работы
5. Понятие « Стандартная операционная карта»
6. Этапы разработки СОК
7. Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
8. Пример Стандартной операционной карты (ОАО «Заинский сахар»)
9. Пример Стандартной операционной карты (ООО «Челны-Бройлер»)
10. Непрерывные улучшения
11. Контрольный лист проверки соблюдения СОК
Заключение
2
3.
ЗАО
«МЭКТ»
Введение
Стандартизация – это точное документирование самого лучшего способа
выполнения операции с целью закрепления наиболее эффективных методов
работы, последовательности этапов работы, устранения необходимости
постоянного поиска работником оптимальных способов выполнения работы
и оценки ее качества.
Результатом стандартизации является разработка стандарта правильного
выполнения действий.
Стандарт это основа для постоянных улучшений.
Создание метода работы, отвечающего нуждам потребителя, при
возможно меньшем объёме потерь.
3
4.
ЗАО
«МЭКТ»
1. Стандартизированная работа
Стандартизованная работа – это выполнение операций в строгом
соответствии со стандартом. Это наилучший способ выполнения какойлибо деятельности с использованием приемов, наиболее эффективных с
точки зрения безопасности, качества, сокращения потерь, удобства для
использования и скорости работ. Эти приёмы предварительно проверены
на практике, наглядно изложены в простой и понятной форме с
использованием средств визуализации.
Для организации стандартизированной работы необходимо разработать
стандартные операционные карты. Строгое соблюдение стандартов
позволит
обеспечить
качество
продукции,
а
также
увеличить
производительность и снизить себестоимость продукции.
Чтобы знать что улучшать, что было до нас и
как мы сможем вернуться к прежнему
состоянию
Отправная точка
улучшения
Рынок
(потребитель)
Цена
Потери
Снижение потерь
Себестоимость
Прибыль
Затраты на
создание
ценности для
потребителя
Увеличение
прибыли
снижение потерь
4
5.
2. Преимущества стандартизированной работы
ЗАО
«МЭКТ»
– Представляют самый легкий и самый безопасный способ выполнения
работы.
– Предлагают наилучший способ сохранения улучшений и накопленного
опыта.
– Обеспечивают способ измерения показателей.
– Показывают отношения между причиной и результатом.
– Создают основу как для текущего обслуживания, так и для
совершенствования.
– Указывают цели и задачи обучения.
– Обеспечивают основу для обучения.
– Создают основу для аудита или диагностики.
– Помогают предотвратить повторение ошибок и минимизируют
вариабельность.
5
6.
ЗАО
«МЭКТ»
3. Требования к стандартизации
Где есть возможность и необходимость, фиксированное время такта –
время, за которое должна быть произведена единица продукта с целью
удовлетворения потребности заказчика
Время такта = Рабочее время за смену (день) – сек.
Потребительский спрос за смену (день) – шт.
Рабочая
порядок
последовательность
операций
(постоянная
операций
–
цикличность
последовательность
выполнения
или
операций),
обеспечивающий безопасное достижение встроенного качества.
Где есть возможность, стандартный рабочий запас – минимальное
количество деталей (изделий, продукции)
в операции, позволяющее
выполнять работу без ожидания.
6
7.
ЗАО
«МЭКТ»
4. Этапы стандартизированной работы
1. Оценка эффективности выполнения производственных процессов, т.е.
анализ и выявление оптимального уровня загруженности оборудования и
персонала, максимально соответствующий потребительскому спросу на данный
момент времени.
• Выявляются проблемы,
• Вовлекаются Lean – инструменты решения проблем (TPM, 5S….)
• Оптимизируется рассматриваемый процесс
2. Фиксирование улучшений, т.е. разработка официального документа (СОК).
•Появляется возможность осуществлять контроль
•Исключается возможность выполнения работы иным методом
•Повышается ответственность работника
3. Непрерывное улучшение на базе уже визуализированной и
стандартизованной работы.
•Отслеживание внедрённых улучшений
•Повторение цикла с новыми улучшениями
7
8.
ЗАО
«МЭКТ»
5. Понятие «Стандартная операционная карта (СОК)»
Основным элементом стандартизированной работы является Стандартная
операционная карта (СОК)
СОК – официальный документ, являющийся инструментом стандартизации и
визуализации, в котором кратко отображаются данные об операции:
– название и место выполнения;
– точное описание последовательности действий при выполнении;
– хронометраж выполнения;
– ключевые указания по безопасности, качеству, требуемым навыкам и
инструментам, необходимым для выполнения операции;
– схема передвижения исполнителя, запасы.
8
9.
ЗАО
«МЭКТ»
6. Этапы разработки СОК
1. Описать последовательность операции (совместно с рабочим).
2. Провести хронометраж, замерить время каждого шага. (не менее 3 раз,
выбрать среднее значение).
3. По каждому шагу определить время с созданием ценности (СЦ) и время без
создания ценности (БСЦ).
Ценность – качества продукта (изделия) за которые клиент готов платить.
❺
4. Нарисовать диаграмму спагетти (где есть возможность).❶
5. Сделать фотографии ключевых моментов операции.
❸
❷
❹
6. Данные свести в бланк Стандартной операционной карты.
7. В бланке указать ключевые моменты:
качество
безопасность
умение
критический момент
контроль
8. Указать средства индивидуальной защиты и инструмент, применяемый на
данной операции.
9
10.
ЗАО
«МЭКТ»
6. Этапы разработки СОК
В операциях, где рассчитано время такта, время цикла не должно превышать
время такта и быть значительно ниже времени такта.
В случае превышения рабочий не будет успевать качественно выполнять
операцию, если же время цикла значительно ниже времени такта, тогда
рабочий будет не достаточно загружен, в таких случаях появляется
необходимость деления операции между рабочими и устранения потерь путем
Кайдзен и других инструментов Бережливого производства.
При делении операции желательно использовать квалификационные
таблицы, что предотвратит ошибки которые может допустить необученный
или с недостаточной квалификацией рабочий.
Основное условие для реализации Стандартизованной
работы заключается в активном вовлечении работников
в процесс изменений.
10
11.
ЗАО
«МЭКТ»
7. Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
Заполнение бланка СОК начинается с названия и присвоения номера СОК
Готовый СОК
подписывается
разработчиком
и всеми
уровнями
руководства,
которые имеют
отношение к
данному
стандарту.
11
12.
ЗАО
«МЭКТ»
Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
СОК имеет
четкое
назначение
(цех, участок
и т.д.)
Указывается:
Наименование
продукта или
вид работ.
Фиксированно
е время такта
(где
необходимо)
Время цикла
операции
При необходимости указывают требуемую квалификацию персонала, разряд
рабочего.
12
13.
ЗАО
«МЭКТ»
Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
Рабочая пошаговая
последовательность
– подробное
описание порядка
выполнения
операций
работником за
определённый
промежуток
времени.
Указать время для
каждого шага в
соответствующей
колонке (СЦ или
БСЦ)
13
14.
ЗАО
«МЭКТ»
Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
Зарисовывать
Схему рабочей
пошаговой
последователь
ности
(Диаграмма
Спагетти) перемещения
работника за
отведённый
промежуток
времени
.
14
15.
ЗАО
«МЭКТ»
Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
1. Ключевые
указания – то на
что надо обратить
особое внимание
(безопасность,
качество, особые
навыки и т.п.);
2. Условные
обозначения–
символы,
соответствующие
указаниям;
3. Средства
индивидуальной
защитыт –
используемые
работником при
выполнении
описываемой в
СОК работы.
Отдельно
указывают
инструменты,
необходимые для
выполнения
работы, описанной
в СОК
2
1
3
15
16.
ЗАО
«МЭКТ»
Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
Визуальное
приложение (ВП)–
фотографии
(детали,
пояснения,
чертежи,
графики),
дающее
визуальное
представление о
каждом
описанном шаге
ВП должно
содержать:
1. Только
необходимую
информацию для
понимания
описываемой в
СОК работы;
2. Иметь чёткие фотографии (схемы), при необходимости выноски с пояснениями для
полного их восприятия;
3. Давать представление об описываемой в СОК работе не владеющему знанием процесса
16
работнику.
17.
ЗАО
«МЭКТ»
8. Пример Стандартной операционной карты
(ОАО «Заинский сахар»)
17
18.
ЗАО
«МЭКТ»
9. Пример Стандартной операционной карты
(ООО «Челны-Бройлер»)
18
19.
ЗАО
«МЭКТ»
10. Непрерывные улучшения
После утверждения СОК необходимо использовать потенциал Кайдзен, т.е.
непрерывные улучшения, способствующие сокращению потерь, одной из
главных
целей
Производственной
системы.
И
активно
применять
инструменты Бережливого производства (5S, ТРМ и т.д.)
Например:
1. Изменить планировку (положение тар, стеллажей, столов) таких образом,
чтобы оператор тратил меньше времени на перемещения в процессе работы.
2. Использовать средства визуализации.
4. Организовать поставку комплектующих, продукции и т.п. надлежащего
качества и по принципу «точно вовремя» и т.д.
После улучшения (Кайдзен) необходимо повторно провести хронометраж и
отобразить лучшие текущие наработки в Стандартные операционные карты
(СОК).
19
20.
ЗАО
«МЭКТ»
11. Контрольный лист проверки соблюдения СОК
20
21.
ЗАО
«МЭКТ»
Заключение
Обязанности работника:
1.Работать согласно СОК;
2.Подавать предложения на улучшение;
3.Сообщать руководителю при невозможности работать согласно СОК;
4.Обучать новых работников работе согласно СОК.
Обязанности руководителя (мастера):
1.Проводить периодический контроль выполнения работ согласно СОК;
2.Поощрять предложения на улучшение и вовремя вносить изменения в СОК;
3.Решать проблемы при невозможности работать согласно СОК;
4.Расширять базу СОК и обучать новых работников оптимальным приёмам
работы.
Стандартизованная
работа
необходима
как
неотъемлемая
часть
конкурентоспособной корпорации. Устранение потерь в своей работе –
должно быть стремлением каждого работника, именно это осознать ему
помогает стандартизованная работа.
21
22.
Упражнение «приготовление кофе»
ЗАО
«МЭКТ»
22
23.
ЗАО
«МЭКТ»
Спасибо за внимание.
23
