
Порядок подготовки станка с ЧПУ к выполнению определенной технологической операции требует использования унифицированных методик. Стандартизация этого процесса помогает оперативно наладить или перенастроить аппарат, а также упрощает начало работы со станками для новых сотрудников.
Источник: vseochpu.ru
Читайте нашу разъяснительную статью про подготовку карт наладки с образцами документов.
Содержание
Что такое наладка станка с ЧПУ?
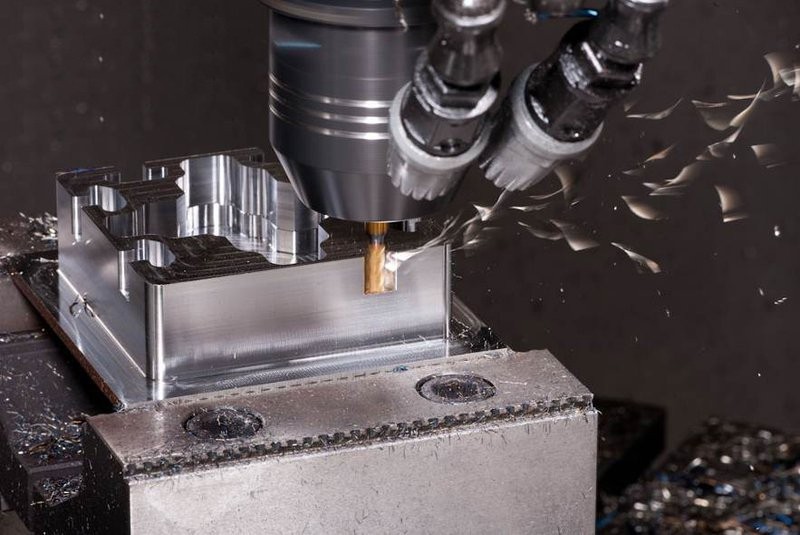
Наладка станка с ЧПУ — это финальный этап настройки автоматической системы, которая осуществляется или после установки оборудования, или при настройке станка на производство новых деталей. Эту задачу выполняет квалифицированный специалист, который знаком с программированием конкретной модели станка. Это важно, поскольку в процессе наладки потребуется скорректировать управляющую программу или даже всё программное обеспечение станка.
Процесс наладки выполняют в несколько этапов:
- Установка оборудования (если это новый станок на предприятии);
- Монтаж необходимых механизмов (опционально);
- Калибровка;
- Ввод управляющей программы (УП);
- Тестовая обработка изделия;
- Анализ работы и корректировка УП.
Проводить полномасштабную работу при каждом обновлении выполняемых задач — ресурсоемкий процесс. Чтобы ускорить работу по наладке станка используются два метода актуализации данных: создание карты наладки и комментарии к УП.
Что такое карта наладки станка с ЧПУ и зачем она нужна, кто составляет?
Карта наладки станка с ЧПУ — это специальный чертеж, в котором зафиксированы все изменения в производственном процессе на определенном станке. Документ представляет собой расчетно-технологическую карту, где наглядно отображены все действия по наладке аппарата. Карты наладки нужны наладчикам, чтобы выполнить задание, и комплектовщикам — для быстрой подготовки станка к выполнению установленных задач.
В карте наладки фрезерного станка с ЧПУ обязательно должны содержаться следующие сведения:
- Применяемый инструмент;
- Порядок смены и способ установки инструмента на станке;
- Размерная цепь системы на каждой стадии рабочего процесса;
- Заданные технологические режимы;
- Параметры системы после выполнения задания;
- Исполнительные размеры.
Разработкой карты наладки токарных или фрезерных станков занимается технологическая служба предприятия. Использование картотеки позволяет оператору подготовить станок к выполнению конкретной задачи в кратчайшие сроки.
Что такое комментарии в карте наладки?

Источник: hgmakina.net
Комментарии в карте наладки фрезерного станка — это пояснительный текст, который наладчик указывает для оператора и наладчика. Чтобы операционная система станка не воспринимала комментарий как часть команды, перед текстом ставят «;» или заключают текст в круглые скобки.
В комментариях чаще всего указывают следующие данные:
- Наименование изделия;
- Порядок выполнения технологических операций;
- Используемый инструмент;
- Применяемый материал;
- Дата составления карты.
Зачастую на станках установлен лимит для одного комментария в 32 символа. Иногда операционная система станка позволяет вводить данные только латиницей, что предполагает использование транслитерации.
Содержание карты наладки для станков с ЧПУ
Чтобы карта наладки фрезерного станка была понятна для всех специалистов, кто будет её использовать, следует корректно вносить следующие данные:
- Модель станка;
- Наименование изготавливаемой детали;
- Перечень обрабатываемых поверхностей, в порядке их обработки;
- Перечень используемых инструментов;
- Указание на использование дополнительного оборудования, при необходимости;
- Вылеты по осям;
- Порядок выполнения операций;
- Координаты исходных точек рабочих органов в начале обработки.
Порядок оформления карты наладки станка с ЧПУ
Чтобы карты наладки инструмента для станков с ЧПУ были универсальными, вне зависимости от оборудования и уровня квалификации специалиста, следует придерживаться определенного порядка внесения данных.
- Начертить эскиз изготавливаемой детали, с указанием исходной точки.
- Указать положение крепежных точек на станке, с учетом конкретной оснастки.
- Указать траекторию движения рабочего инструмента. Отметить на траектории движения инструмента опорные точки.
- Определить точки контроля: позицию инструмента и детали, где будет приостановлено исполнение программы, чтобы оператор визуально проконтролировал ход работы.
- Задать режимы для каждого участка обработки.
- Задать необходимые дополнительные сведения.

Источник: hgmakina.net
Чтобы оптимизировать процесс изготовления детали и минимизировать шанс появления ошибки, при оформлении надо:
- Учитывать холостой ход инструмента;
- Выполнение операций осуществлять от объемных/черновых к детальным/финишным;
- Снижать нагрузку на деталь в процессе обработки, поскольку у детали снижается жесткость;
- Избегать соударения заготовки и инструмента на холостом ходу.
Разработка управляющей программы для станков с ЧПУ

Источник: hgmakina.net
Управляющая программа (УП) — это система команд, определяющих траекторию перемещения рабочего инструмента в процессе выполнения технологической операции. Данные представляют собой последовательность фраз, содержащих геометрическую и технологическую информацию по обработке каждого участка детали.
Фразы в управляющую программу вносятся в той последовательности, в которой планируется осуществлять технологические этапы. Несколько строк в одной фразе применяются для создания команд для одного рабочего органа аппарата.
Рекомендации по работе с технологической документацией
Источник: hgmakina.net
Существует несколько вариантов исполнения технологической документации для настройки ЧПУ-станка. Самый обширный список состоит из таких документов:
- Карта наладки станка;
- Операционные эскизы;
- Расчетно-технологическая карта;
- Операционная карта режимов.
Такой перечень необходим для крупных предприятий, где ведется производство различных деталей. Для работы в небольших компаниях, где используется несколько станков, а номенклатура продукции небольшая, можно вводить собственные правила оформления документации. Главное — придерживаться принципа, что используемая картотека должна быть понятна любому новому сотруднику без долгого переобучения и сохранять эффективность при обновлении номенклатуры изделий.
Образцы карт наладки для станков с ЧПУ
Источник: i-mash.ru
Образец карты наладки корректно составлять для станка определенного типа, так как невозможно составить универсальную документацию для разных станков. Существует общий порядок составления документации, который рассмотрен ниже.
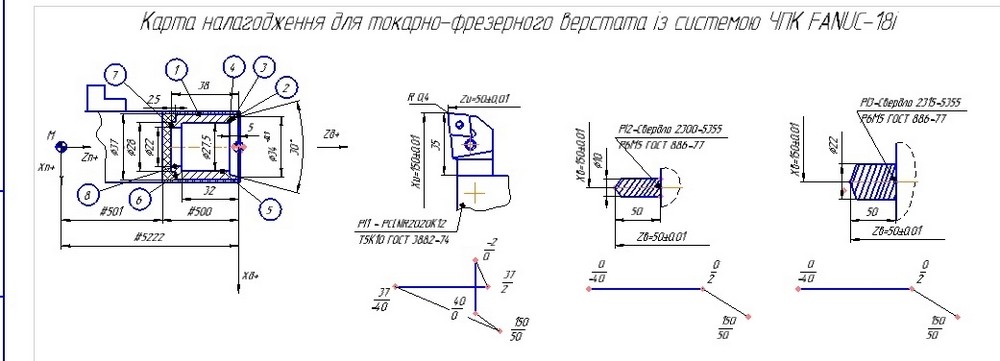
Для фрезерного станка

Источник: myslide.ru
В карту наладки инструмента фрезерного станка вносятся следующие данные:
- Информация о производимой детали;
- Чертеж формата A1$;
- Операционная карта.
Чтобы привести к унифицированному виду карты обработки с правилами комплектования, следует оформлять их в соответствии с ЕСТД ГОСТ 3.1404.74.
Для токарного станка
Источник: myslide.ru
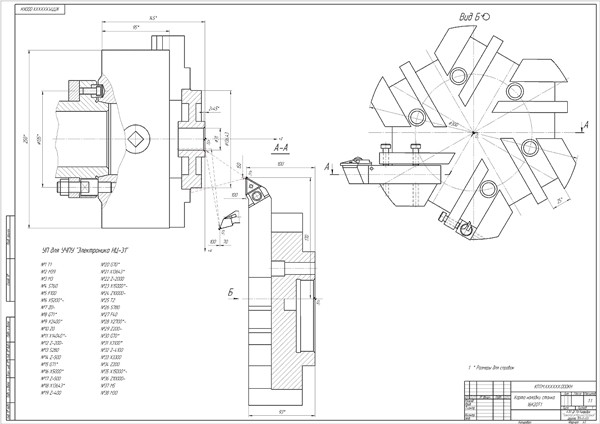
В карте наладки токарного станка следует обязательно указать следующие параметры:
- Применение и порядок зажимных приспособлений;
- Габариты исходной заготовки и готовой детали;
- Перечень основных и вспомогательных инструментов, с указанием расположения точек режущих кромок относительно опорной точки станка;
- Координаты начальной точки обработки.
Выводы
Выполнение необходимых подготовительных работ при эксплуатации станков с ЧПУ позволяет сэкономить много ресурсов при отладке оборудования. Ключевым процессом на этом этапе является составление карт наладки станков с ЧПУ. Правильное заполнение документации обеспечит быструю корректировку управляющих программ при создании новых деталей и ускорит процесс передачи задания от специалиста к специалисту.
Если в процессе эксплуатации возникают вопросы, обратитесь к продавцу станка за консультацией.
Купите станок с ЧПУ в Top 3D Shop и получите не только качественное оборудование с официальной гарантией, но и профессиональное сервисное обслуживание, и помощь отзывчивой техподдержки.
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования:
Инструкционно-технологическая карта № 04.3.4.1
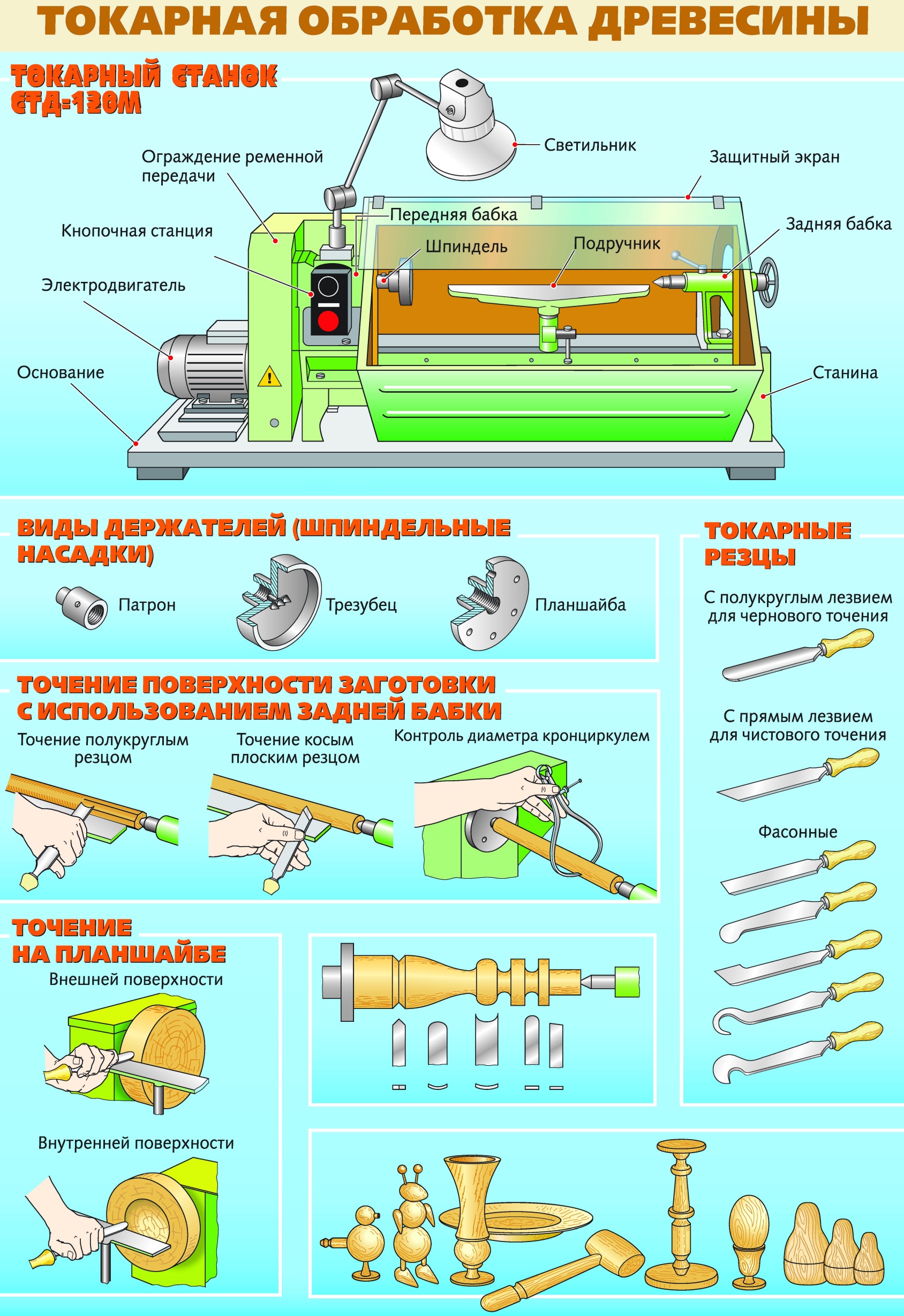
токарНый СТАНок СТД-120М
На таком станке можно выполнять следующие операции: точение наружных и внутренних цилиндрических, конических и фасонных поверхностей, сверление, прорезание канавок, обработку торцевых поверхностей, отрезку заготовок.
Наибольший диаметр обрабатываемой заготовки 190 мм. Наибольшая длина точения 500 мм. Шпиндель станка имеет две скорости вращения: 840 об/мин и 1860 об/мин. Высота центров над уровнем станины 120 мм. Габариты станка: 1250 х 575 х 550 мм. Масса станка примерно равна 100 кг.
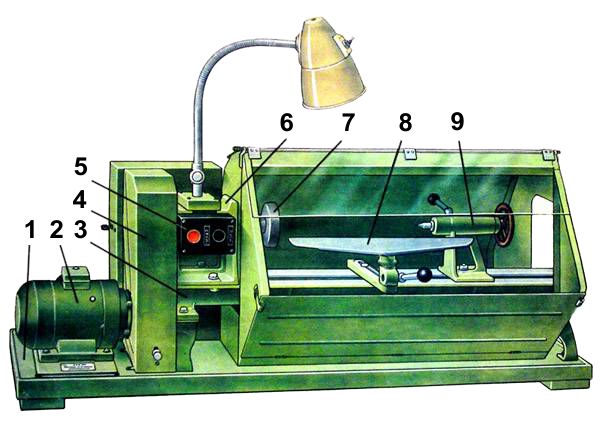
Рис. 1. Токарный станок по обработке древесины СТД-120М и его части:
1 – основание (стол); 2 – электродвигатель; 3 – станина с аправляющими;
4 – ограждение ремённой передачи (кожух); 5 – магнитный пускатель;
6 – передняя бабка; 7 – шпиндель; 8 – подручник; 9 – задняя бабка.
Станок СТД-120М (рис. 1) устанавливают на основание 1, в качестве которого используют специальную подставку или стол. Станок имеет станину 3 с направляющими, на которой крепятся все части станка: передняя бабка 6 со шпинделем, который приводится во вращение от электродвигателя 2 с помощью ремённой передачи, задняя бабка 9, подручник 8. Рабочая зона станка защищена со всех сторон ограждением с защитным экраном из органического стекла.
Для местного освещения зоны резания служит светильник. На кнопочном выключателе 5 кнопка включения окрашена чёрным цветом, а выключения — красным.
В передней бабке (рис. 2, а) имеется шпиндель 3 — вал, установленный в шариковых подшипниках 4 и получающий вращение от электродвигателя с помощью ремённой передачи 1, 2. Конец шпинделя имеет резьбу, на которую навинчивают необходимые приспособления для крепления левого конца заготовки.
В передней бабке (см. рис. 2) установлен шпиндель — вал, получающий вращение от электродвигателя с помощью ремённой передачи, а также – подшипники.
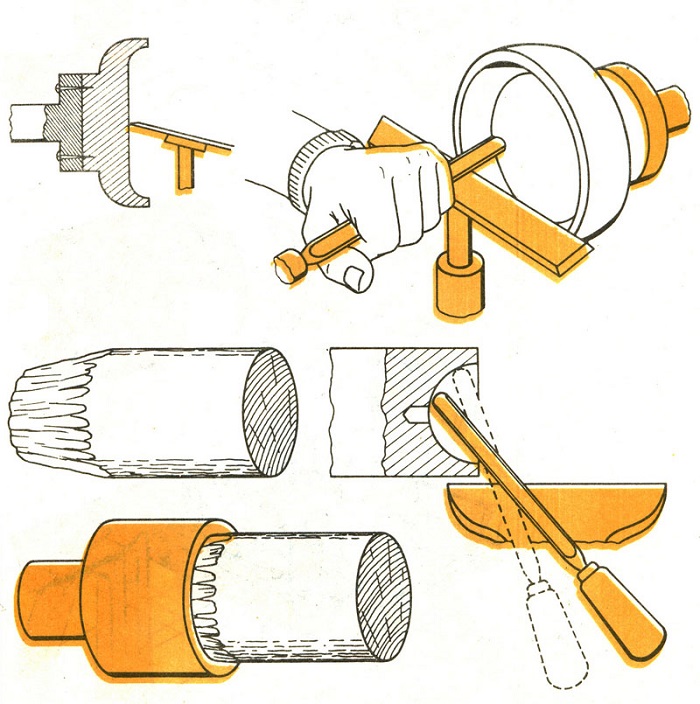
Рис. 2. Передняя бабка станка:
1 – корпус бабки; 2 – шкив ремённой передачи; 3 – шайба со стопорным винтом; 4, 7 – фасонные крышки; 5 – упорное кольцо; 6 – шпиндель;
8 – специальная гайка.
 Конец шпинделя имеет резьбу, на неё навинчивают специальные приспособления для крепления левого конца заготовки. В зависимости от размеров заготовки используют разные приспособления: трезубец (см.рис. а), планшайбу (см.рис. б), патрон (см.рис. в).
Конец шпинделя имеет резьбу, на неё навинчивают специальные приспособления для крепления левого конца заготовки. В зависимости от размеров заготовки используют разные приспособления: трезубец (см.рис. а), планшайбу (см.рис. б), патрон (см.рис. в).
Заготовки небольшого диаметра и длиной до 150 мм закрепляют в патроне. Перед этим конец заготовки немного сострагивают на конус, зажимают в зажиме верстака и киянкой вбивают в патрон. Для более надёжного закрепления через боковое отверстие в заготовку завинчивают шуруп.
Длинные заготовки одним концом закрепляют в трезубце. Для этого в центре торца заготовки делают углубление шилом (или просверливают отверстие диаметром 4-5 мм на глубину 5-9 мм). После этого через центр заготовки делают пропил ножовкой с мелкими зубьями на глубину 3-5 мм. В центре другого торца делают углубление шилом.
Короткие заготовки большого диаметра крепят в планшайбе, прикручивая заготовку шурупами.
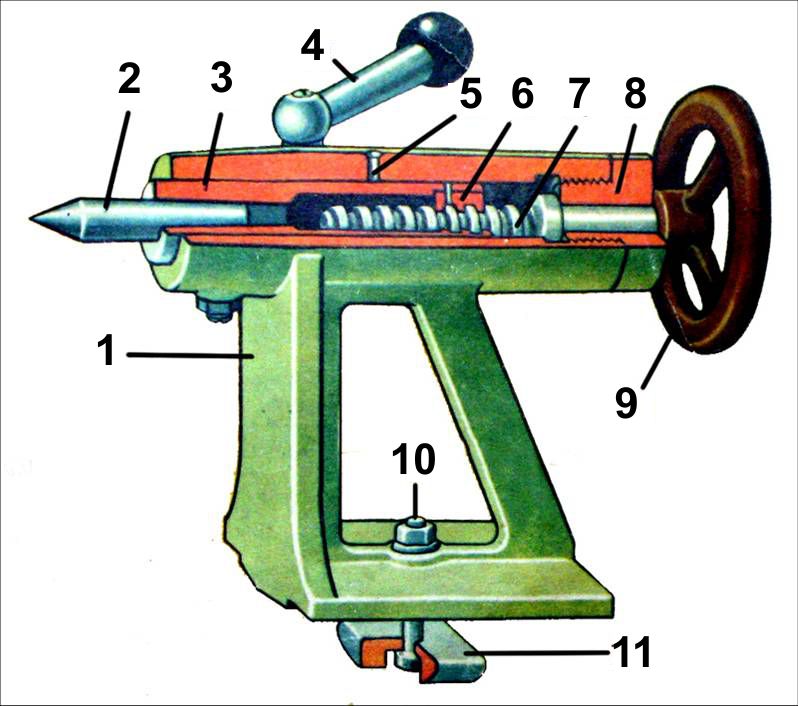
Рис. 3. Задняя бабка:
1 – корпус; 2 – центр (конус Морзе); 3 – пиноль; 4 – рукоятка зажима; 5 – отверстие для смазки; 6 – гайка пиноли; 7 – винт пиноли; 8 – резьбовая втулка;
9 – маховик; 10 – винт крепления к станине; 11 – сухарь.
З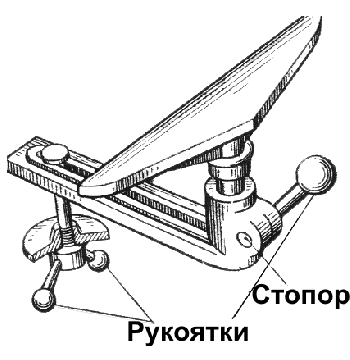 адняя бабка (см.рис.) служит опорой правого конца длинных заготовок. Заднюю бабку подводят к заготовке по направляющим станины и закрепляют неподвижно болтом и гайкой. Окончательно конец заготовки поджимают специальной деталью — центром. Его перемещают вращением маховика и закрепляют зажимом.
адняя бабка (см.рис.) служит опорой правого конца длинных заготовок. Заднюю бабку подводят к заготовке по направляющим станины и закрепляют неподвижно болтом и гайкой. Окончательно конец заготовки поджимают специальной деталью — центром. Его перемещают вращением маховика и закрепляют зажимом.
Опорой для режущего инструмента служит подручник (см.рис.). Он может перемещаться как вдоль, так и поперёк станины, закрепляется поворотом рукоятки.
Подручник устанавливают таким образом, чтобы его верхняя опорная часть была на 2-3 мм выше уровня линию центров станка и отстояла от обрабатываемой детали не более чем на 3 мм. Для проверки зазора заготовку проворачивают вручную на один-два оборота.
Передачу движений в механизмах и машинах показывают условными знаками на кинематических схемах.
На них изображают детали, которые непосредственно участвуют в передаче движения. Для наглядности часто дают и контуры других деталей.
Кинематическая схема токарного станка показана на рисунке.
Включать токарный станок и работать на нём можно только с разрешения мастера производственного обучения. Нельзя класть инструменты и посторонние предметы на станину станка. Детали ремённой передачи станка должны быть ограждены. Не опираться на части токарного станка.
Обо всех неисправностях в станке и электропроводке немедленно сообщать учителю.
Современные предприятия оснащены токарными станками (более сложными и производительными, чем те, на которых вы будете работать в учебной мастерской). Обслуживают их станочники деревообрабатывающих станков. Кроме владения всеми приёмами точения на станке, они должны знать свойства древесины, устройство станков, уметь читать чертежи и схемы, затачивать инструмент, настраивать станок. Работа на станках требует аккуратности и точности, внимательности и осторожности, согласованности движений рук.
Подробное изучение станка
Все токарные станки устроены аналогичным образом и по конструкции выстроены из одних и тех же узлов. Каждый узел в станке выполняет свою функцию и имеет свои особенности строения.
Станина
Это основа любого станка. Станина является литой частью оборудования и предотвращает излишнюю вибрацию, которая может привести к износу станка и неточности при обработке заготовке.
Фартук
Фартук преображает вращательное движение ходового винта в поступательное перемещение суппорта. Движение от ходового валика применяется при механическом перемещении поперечных салазок. Ходовой винт – необходим при нарезании резьбы, а ходовой валик – для всех прочих токарных работ.
Фартук содержит 4 кулачковые муфты, которые отвечают за прямой и обратный ход каретки и салазок. Также фартук имеет блокирующее устройство, которое препятствует одновременному включению продольной и поперечной передачи.
Суппорт
Суппорт предназначен для закрепления и перемещения режущего инструмента. Суппорт расположен на нижних салазках и само движение задаётся вращением винта.
Передняя бабка
Шпиндельная бабка – один из основных узлов любого токарного станка. От этой детали зависит точность расположения и движения заготовки. Передняя бабка состоит из: корпуса, шпинделя, подшипников, устройство для контроля движения шпинделя, кнопка для включения и выключения оборудования. Основанием для всех частей шпиндельной бабки является её корпус. Форма корпуса может различаться в зависимости от модели станка.
Задняя бабка
Упорная бабка также крепится на станине и необходима для закрепления режущего инструмента. Также это опора правого конца заготовок. Опорную бабку подводят к болванке по направляющим станины и закрепляют неподвижно посредством болта и гайки.
Подручник или держатель резцов
Ещё одна основная деталь для стандартного токарного станка по дереву. От него зависит удобство работы и безопасность всего процесса.
Виды работ
Подобные агрегаты позволяют производить следующие виды токарных работ:
-
точение различных видов;
-
шлифование;
-
отрезание лишней части заготовки;
-
сверление торцевых отверстий.
Точение имеет три вида:
-
продольное;
-
поперечное;
-
угловое.
Продольное точение предполагает плавное движение режущего инструмента при постоянной скорости вращения деревянной болванки. Движение токарного инструмента осуществляется с небольшой скоростью параллельно оси вращения. Поперечное точение производится в результате движения токарного инструмента под определённым усилием перпендикулярно оси вращения. Для получения сложных фигур используют угловое точение. В этом случае инструмент направляется под определённым углом к поверхности заготовки. Эти методы позволяют получить самые сложные формы выборки. Следует помнить, чтобы правильно точить деревянную заготовку, следует уточнить её плотность, выбрать скорость вращения шпинделя и необходимый режущий инструмент.
Для работы одним из видов точения применяют следующие приёмы расположения инструмента:
-
нижнее;
-
верхнее;
-
прямое (перпендикулярное или под углом).
Благодаря выбору одного из приёмов можно выточить заданную фигуру или сделать необходимую проточку под любым углом.
Каждый вид работ подразумевает определённую технологию и несколько особенных секретов. Любой мастер помимо своей работы на станке должен уметь разбираться в древесине, читать чертежи, а также затачивать резцы и настраивать сам станок.
Точение
На первом этапе необходимо запустить вал. Начинать точение можно только после того, как вал наберёт скорость. Сначала идет черновая обработка изделия. Она происходит на скорости до 1500 об/мин. Мастер при этом использует полукруглую стамеску, с лезвием и боковыми частями. Мастер при работе опирается на подручник.
Обдирка
Грубая обдирка заготовки делается полукруглой стамеской. Инструмент должен быть наклонены в сторону точения и расположен в осевой плоскости детали.
Выборка
Выборка или по-другому выскабливание проводится с помощью овалов или крючков. Чаще всего данная разновидность работ применяется при изготовлении посуды.
Подрезка
Для подрезки применяется острый нож.
Отрезание
Для этого процесса применяется отрезной резец. Он оставляет идеально ровный срез и затем не требует дополнительной шлифовки. Чтобы не допустить ошибок мастеру необходимо сделать первоначальную пометку карандашом и точно установить место среза.
Изготовление шканта
Шкант – цилиндрический стержень, которым крепятся различные составляющие изделия. Шкант изготавливается из дерева, металла, пластмассы. Сделать такой круглый шип можно самостоятельно при наличии токарного станка и простейших инструментов.
Принцип действия
Основой станка является станина. На ней расположена передняя бабка, а изнутри – электродвигатель. Движок вращает шпиндель с конусом Морзе, а с противоположной стороны оборудования крепится задняя (опорная) бабка.
Подручник, который может поворачиваться в любую сторону крепится как можно ближе к заготовке и направляет резец, поддерживая его. Станок может иметь ручную регулировку коробки передач или автоматическую. На наиболее современных моделях стоит вариатор, который позволяет регулировать быстроту хода.
Настройка станка
Для обеспечения получения наилучшей степени токарной обработки деревянной болванки следует произвести его правильную настройку и грамотно выбрать режущий инструмент.
В первую очередь необходимо настроить соосность центров. Если основная работа станка заключается в точении в центрах длинных заготовок, то проблемы с соосностью не будут сильно мешать мастеру. Если же заготовка зажимается в патроне и сверлится с торца, то несовпадение осей даже на пару градусов будет разбивать отверстие до конуса. Далее следует произвести правильное расположение подручника на токарном по дереву станке. Это позволит оптимизировать процесс обработки.
Настройка станка для обработки древесины включает следующие операции:
-
Закрепить подготовленную болванку, используя элементы крепления конкретного токарного станка (поводковый патрон или планшайбу).
-
Установить подручник по центру заготовки с зазором около 3 мм.
-
Для устройств с механической подачей необходимо установить копирную линейку.
-
Выставить регулировки управления в необходимое положение (в том числе скорость вращения шпинделя).
-
Выбрать и проверить качество режущего инструмента.
-
Проверить исправность внешних элементов станка, включая электрический кабель питания.
-
Включить станок и провести проверку его работоспособности на холостом ходу.
-
Если есть возможность провести пробную обработку на черновой заготовке.
После первого запуска необходимо настроить станок по тем параметрам, которые подходят для обработки конкретной заготовки. Это число оборотом шпинделя, скорость в коробке передач, ход салазок.

От правильной настройки и установки начальных режимов зависит качество обработки и безопасность.
Первые шаги – выбор и подготовка заготовки
На первом этапе происходит выбор и подготовка болванки для будущего предмета. Болванка должна быть оптимальной формы, без повреждений, трещин и сучков. Обязательно провести центрирование. Если болванка по форме нецилиндрическая, то ей необходимо придать похожий на цилиндр облик. Так будет проще её обрабатывать в будущем. Для придания формы лучше всего воспользоваться рубанком.
Дерево относится к той категории поделочного материала, который позволяет создавать самые причудливые и эффектные изделия. Красота и оригинальность изготовленной поделки зависит от породы выбранной древесины, возможностей токарного станка, уровня квалификации мастера, аккуратности проводимой работы.
Работы на токарном станке требуют тщательной подборки деревянной болванки. В качестве древесины выбирают обычно лиственные породы дерева. Наиболее популярными считаются: липа, груша, ольха, дуб, бук, орех, различные виды берёзы. Из наиболее редких пород дерева применяют красное и чёрное. Однако следует помнить, что основа каждой из пород имеет свои особенности, которые необходимо учитывать при обработке. К таким особенностям относятся:
-
плотность;
-
наличие оригинальной текстуры;
-
отсутствие трещин и сучков;
-
для хвойных и некоторых лиственных деревьев, например, вишни отсутствие так называемых просмолок;
-
для хвойных пород наличие внешней и внутренней синевы.
Для начинающих специалистов целесообразно выбирать для работы, хорошо просушенные болванки, обладающие цельной структурой и средней плотностью. На них хорошо проводить обучение на самом простом токарном оборудовании. Для приобретения навыков работы с древесиной целесообразно выбрать изделие простой конструкции.
Как закрепить заготовку
Для закрепления заготовки необходимо сделать засечки с использованием керна. После закрепления заготовки, надёжность следует проверить при помощи опорной бабки. Если задняя бабка плотно прижимает головку и не отклоняется от положения станины при работе – болванка закреплена надёжно. Также при правильном креплении заготовка не должна щёлкать во время работы.
Важным элементом обработки деревянной заготовки является её правильное крепление на станке. Для решения этой задачи разработаны различные устройства, обеспечивающие надёжную фиксацию практически любой болванки. К таким устройствам относятся:
-
поводковый патрон;
-
планшайба.
Каждое из таких приспособлений обладает определёнными конструктивными особенностями, которые позволяют надёжно закрепить и удерживать деталь во время обработки.
Для закрепления будущей детали в поводковом патроне следует просверлить небольшое отверстие в центре торца заготовки. В это отверстие вставляют центральный зуб патрона и далее с помощью небольшого усилия вставляют остальные зубья. Такое крепление обеспечивает строгое расположение болванки относительно оси вращения.
Планшайба выполнена в форме круглого металлического диска. В середине этого диска расположено отверстие, через которое она надевается на шпиндель токарного станка. По периметру шайбы изготовлены отверстия, через которые с помощью саморезов заготовка крепится к планшайбе. Для соблюдения центровки целесообразно провести предварительную разметку центра будущей детали.
Используемый инструмент
При обработке заготовки на токарном станке мастер может использовать самые разные инструменты, в зависимости от требуемых работ. Одни из них подходят исключительно для черновых работ, а другие используются для чистовой, финишной отделки изделия. Читайте также: как изготовить токарные резцы по дереву своими руками.

Токарные стамески
Стамески являются самыми распространёнными и в то же время самыми разнообразными рабочими инструментами, которые необходимы при работе на токарном станке по дереву. В зависимости от предназначения они разделяются на несколько групп.
Рейер
Это стамеска полукруглой формы, которая служит для работы с нестандартными изделиями. Применяется при черновой токарной обработке древесины. Лезвие имеет форму желоба, что позволяет снимать большое количество древесины. Длина лезвия рейера до 30 см.

Мейсель
Это нож-стамеска, который заточен под определённым углом. Применяется при чистовой токарной обработке древесины. Используя острый угол, мейсель применяют для чистовой обработки профильной поверхности, а тупой угол – для точения болванки с образованием закруглений.
Фасонные инструменты
С помощью этих инструментов можно придать окончательный вид изделию, а также украсить его узорами. С успехом такие инструменты применяются для расточки внутренних поверхностей.
Стамеска-крючок
Такого вида инструмент используется для вытачивания углублений и растачивания внутренних полостей.
Стамеска-гребёнка
Гребенка используется для того, чтобы нанести на изделие искусственные риски и канавки. Также гребёнка помогает нанести резьбу на готовое изделие и сделать на нем разметку при необходимости.
Стамеска-кольцо
Это ещё один вариант стамески, которая используется для создания внутренних полостей в деревянном изделии. Полости могут быть различной конфигурации, по желанию мастера.
Рис. 6. Резцы для ручного точения древесины:
а – полукруглый; б – плоский косой; в – отрезной; г – отрезной с фигурной заточкой; д – угловой; е – фасонный; ж – ложечный резец-крючок; з – ложечный резец-кольцо; и – скошенный угловой; к, л, м – специальные

Методика работы для начинающих
Неопытные мастера допускают несколько основных ошибок при работе на токарном станке по дереву. При этом важно, что каждый метод работы имеет свои нюансы и опытный специалист их знает.
При креплении между двумя центрами
Это один из наиболее популярных методов работы на токарном станке. Он заключается в вытачивании детали, которая закреплена между передней и задней бабкой. Так можно изготовить различные изделия даже большого размера. Это оптимальный метод для начинающих мастеров.
Обтачивание до цилиндрической формы
Для этой работы понадобится полукруглый резец с ровной режущей кромкой для выравнивания поверхности детали. Начинать работу мастер должен с одного окна заготовки и продолжать постепенно без сильного нажима снимать лишний материал. При выполнении этой операции не следует торопиться, а в результате должен получиться ровный цилиндр желаемого диаметра.
Выравнивание плоским резцом
Э то следующий этап работы. Токарный станок необходимо отключить, пододвинуть подручник ближе, поскольку размеры детали изменились. Полотно резца должно опираться на подручник и придерживаться одной рукой. Вторая держит ручку, а инструмент держит так, чтобы он противодействовал вращению.
то следующий этап работы. Токарный станок необходимо отключить, пододвинуть подручник ближе, поскольку размеры детали изменились. Полотно резца должно опираться на подручник и придерживаться одной рукой. Вторая держит ручку, а инструмент держит так, чтобы он противодействовал вращению.
Использование отрезного резца
Этот вариант применяется, если деталь надо отрезать от заготовки. Срез получается ровным и не требует дополнительной шлифовки. Перед тем, как делать срез необходимо карандашом поставить метку на детали. Тогда можно не ошибиться при отрезании.
Выполнение декоративных элементов
Для украшения мастер использует декоративные элементы. На токарном станке чаще всего делают валик и желобок. Между этими деталями делают цилиндрический пояс. При комбинации этих декоративных элементов можно вытачивать практически любые предметы из дерева, начиная от простейших карнизов и заканчивая сложными элементами мебели.
Точим дерево на станке при зажиме с одного конца
Эта методика работы требует особого подхода. Чтобы заготовка держалась используют держатели нескольких видов, а также комбинированные.
Вытачивание полостей
Перед тем, как создать полость в детали, необходимо выполнить её черновую обработку. Для вытачивания полостей со станка снимают опорную бабку. Заготовку устанавливают в фиксатор передней бабки. Полость вытачивают при помощи полукруглого резца.
Как правильно выполнить шлифовку
Чаще всего детали, обработанные на токарном станке, дополнительной шлифовки не требуют. Но иногда шлифовка требуется. В таком случае следует снять подручник и взять полоску мелкозернистой наждачной бумаги. Оборудование нужно включить на малых оборотах.
Декорирование детали
Для завершения отделки необходимо убрать резцедержатель и снизу обработать изделие мелкой шкуркой. Поворачивать шкурку необходимо крест-накрест. Чтобы изделие красиво смотрелось, его необходимо обработать парафином или воском во время движения.
Что можно изготовить?
Опытный мастер с помощью токарного станка может изготовить огромное количество предметов, начиная от простых реек и заканчивая изысканными предметами мебели.
Салатницы
В зависимости от размера заготовки можно сделать более глубокие салатницы или плоские. Работа в любом случае требует терпения и фиксации заготовки на одном конце.
Коробочки
Эти изделия требуют большего мастерства от токаря. Но в результате можно получить настоящее произведение искусства.

Стойки перил
Это под силу даже начинающему мастеру при определенной доле терпения.
Ножки для мебели
Здесь фантазия мастера безгранична. Комбинируя разные декоративные моменты, можно сделать поистине изящные ножки, которые будут привлекать всеобщее внимание и восхищение.
Игрушки
Куклы, медведи, и, конечно, матрёшки – это все в руках опытного токаря может получиться из простой деревянной болванки.
Корпус лампы
Ещё одна разновидность украшения, которое достойно украсит интерьер любого помещения.
Кубки
Деревянный кубок подойдёт в награду победителю и украсит полку любого серванта. Дополнительно можно выжечь памятную надпись.
Вазы
Деревянные вазы, выполненные на токарном станке, отличаются разнообразием форм и украшений. В них цветы всегда смотрятся на порядок красивее, а атмосфера ближе к натуральной.
Техника безопасности при работе
Токарный станок – травмоопасное оборудование, поэтому следует соблюдать правила безопасности:
-
правильно держать стамеску;
-
надёжно закреплять заготовку в шпинделе;
-
не носить свободную одежду;
-
для защиты глаз при работе одевать специальные очки.
При несоблюдении правил безопасности есть риск получить травму. Нельзя подходить к работающему станку в состоянии алкогольного опьянения или под воздействием наркотических веществ.
Работа на токарном станке независимо от опыта требует соблюдения установленных правил безопасности. Это не важно, работает начинающий токарь или умудрённый профессионал. Все правила техники безопасности можно разделить на следующие категории:
-
требования, предъявляемые к заготовке;
-
правильность фиксации болванки и порядок включения станка;
-
подготовка инструмента;
-
подготовка средств индивидуальной защиты.
Первая категория требований включает:
-
проверить целостность заготовки;
-
отсутствие явных дефектов;
-
уровень влажности;
-
соблюдение требований по форме болванки (это устранит биение детали).
Второй перечень связан с правилами работы. Перед включением токарного агрегата необходимо изучить инструкцию. В ней описана последовательность предварительных работ, порядок включения, правила работы и возможные неисправности. Кроме этого в инструкции в зависимости от установленного устройства фиксации прописаны рекомендации по правильной установке и закреплению болванки. Главными требованиями к токарным работам являются:
-
надёжно зафиксировать болванку;
-
проверить целостность кабеля питания (по нему подаётся высокое напряжение к двигателю);
-
исправность кабеля заземления;
-
все органы управления должны быть установлены в исходное положение;
-
на станине и поверхности станка не должно быть мусора и лишних предметов;
-
снимать стружку во время токарных работ следует постепенно тонким слоем (необходимо избежать глубокого проникновения инструмента в заготовку иначе может произойти её разрушение, что приведёт к попаданию осколков на руки и в глаза);
-
целесообразно локоть плотно прижимать к телу (это создаст дополнительный упор, позволяющий улучшить фиксацию инструмента).
Весь инструмент, который планируется использовать в процессе работы, должен находиться в исправном состоянии. Ручки не должны иметь трещин и явных дефектов. Режущая кромка должна быть заточена согласно правилам.
Перед началом работы следует позаботиться о средствах индивидуальной защиты. К ним относятся: защитный халат, головной убор и защитные очки. Наличие индивидуальных средств защиты позволит избежать травм.
Распространённые ошибки
Наиболее опасная ошибка – торопливость. Станок не любит суеты. Необходимо тщательно закрепить заготовку, изначально проверить, чтобы она не была пересушена, не имела сучков и трещин. Обязательно проверить инструмент. Резцы не должны быть тупыми, а также перекалёнными.
Советы опытных мастеров
Самое главное, что говорят все опытные мастера –, не стоит бояться станка. Это всего лишь инструмент при правильном подходе к нему и достаточном терпении любой может стать профессиональным токарем. Важно настроить станок и правильно подобрать все рабочие инструменты.
Токарные работы по дереву издревле привлекали человека. Если в самом начале токари работали по двое, то после изобретения электромотора все значительно изменилось. Теперь любой может стать токарем, если сможет «почувствовать» дерево.
Учитель: Панфёров
Евгений Юрьевич, учитель технологии.
Место проведения урока: кабинет
технологии
Дата: 30.01.19 г.
Класс: 7
Тема: «Технологическая
документация для изготовления изделий на станках».
Цель: формирование политехнических знаний путем знакомства с основными понятиями конструкторской документации.
Задачи:
¾
познакомить учащихся с понятиями: установ, переход, рабочий ход, номинальный размер, допускаемые
отклонения, наименьший и наибольший предельные размеры, допуск на обработку;
¾
развивать умение структурировать
информацию, мыслительные операции анализа и синтеза;
¾
воспитывать культуру коллективной
деятельности, умения работать в команде.
Формируемые УУД.
Личностные: учить
работать в группе, развивать умение отстаивать свою точку зрения, осуществлять
самоконтроль деятельности, давать оценку своим действиям, чувствовать свой
вклад в общую работу.
Предметные: познакомить
с новыми понятиями технологической документации:
Метапредметные: учить
анализировать и структурировать информацию.
Регулятивные: учить
выдвигать версии решения проблемы, формулировать
гипотезы, предвосхищать конечный результат.
Познавательные: излагать
полученную информацию, интерпретируя ее в контексте решаемой задачи.
Коммуникативные: строить
позитивные отношения в процессе групповой работы.
Тип урока: урок
формирования первоначальных предметных навыков, овладения предметными умениями.
Методическое обеспечение: УМК
В. Д. Симоненко, рабочая программа по технологии 7 класс.
Оборудование:
компьютер, мультимедийный проектор.
Дидактический материал: мультимедийная
презентация, раздаточный материал.
Ход урока.
1 Организационный момент. СЛАЙД
1 2 мин
1.1
Приветствие
(доклад обучающихся о явке).
2 Повторение пройденного материала. 4
мин
1. Конструктивные элементы
металлорежущего резца? СЛАЙД 2
2. Что такое токарный станок? Принцип
работы? Техника безопасности? СЛАЙД3
3. Что такое предельно допустимые
отклонения размеров? СЛАЙД4
3 Этап целеполагания и совместной
постановки задач урока с использованием приёма
подводящего диалога, проблемного вхождения в тему, приема домысливания.
Проблемный вопрос. ЗАКРЫТЬ ПРЕЗЕНТАЦИЮ ОТ ВЗОРА
1. Как вы считаете, каким образом на
предприятиях автомобильной промышленности обеспечивается качество и единая
система сборки автомобилей в разные смены, на разных заводах, а иногда и в
разных странах и континентах? За счет чего это достигается? – ЕСКД.
Подводящий диалог.
Объявление темы урока:
«Технологическая документация для изготовления изделий на станках». СЛАЙД
5,6
Сегодня на уроке мы:
Как вы думаете? СЛАЙД 7,8.
¾ Познакомимся…..
с новыми терминами и понятиями: операционные карты,
установ, переход, рабочий ход; (с чем мы сегодня сможем познакомиться)
¾ Рассмотрим….принципы
построения операционных карт. (что мы сегодня изучим)
¾ Научимся
…… самостоятельно составлять операционные карты для
изготовления изделий на станках 3
мин
4 Первичное восприятие и усвоение
нового материала на тему. Демонстрация слайдов. 5
мин
«Основной
технологической документацией для изготовления изделий из металла на станках,
так же как и при слесарной обработке, являются операционные карты. В
операционных картах подробно описывается каждая технологическая операция.
Например:
Технологическая операция складывается
из установов и переходов.
Установ
— это часть технологической операции, которая выполняется при неизменном
закреплении обрабатываемой заготовки. СЛАЙД 9
Переход
— это законченная часть технологической операции, которая характеризуется
постоянством применяемого инструмента и режима резания. СЛАЙД 10
Переход может складываться из одного
или нескольких рабочих ходов (проходов).
Рабочий ход (проход)
— это законченная часть технологического перехода при однократном перемещении
инструмента относительно заготовки для снятия слоя материала. Например, если
требуется за один переход обточить слой металла, равный 4
мм, то вначале выполняют черновой рабочий ход (проход), при котором снимают
75% слоя (т. е. 3 мм), затем чистовой рабочий ход для снятия оставшихся 25%
толщины (т. е. 1 мм). СЛАЙД 11
Для овладения практическими навыками
работы на станках в школьных мастерских очень удобны технологические и
инструкционные карты (аналогичные применяемым при обработке древесины), в
которых приведено содержание действий и указана последовательность их выполнения.
Часто на чертежах деталей,
изготавливаемых на станках, проставлены не только номинальные размеры (заданные
конструкторами, исходя из условий работы деталей), но и допускаемые отклонения
этих размеров. Например:
30+0.1 -0,3 мм. обозначает,
что диаметр готовой детали должен находиться в пределах от 29,7 до 30,1
мм, которые называются наименьшим и наибольшим предельными размерами. Если при
изготовлении деталь выйдет за эти размеры, то она считается негодной
(бракованной). Разность между наибольшим и наименьшим предельными размерами называется
допуском на обработку.
В приведенном примере он равен: 30,1
– 29,7 = 0,4 мм.».
4.1. Работа в парах с
операционной картой в учебнике стр. 92-93 с использованием приема ТРКМ «Работа
с информацией» 1 таблица на парту СЛАЙД 12 5
мин
|
Что я уже знал по теме |
Что нового узнал |
Какие вопросы остались |
|
1. 2. 3. |
1. 2. 3. |
1. Если 2. 3. |
4.2. Побуждающий диалог по проблемной
ситуации – неосвещенные вопросы. 3
мин
5. Подведение промежуточных итогов
урока. Что уже сделано? СЛАЙД 13.
¾ Познакомимся…..
с новыми терминами и понятиями: операционные карты, установ,
переход, рабочий ход; (с чем мы сегодня сможем познакомиться)
¾ Рассмотрим….принципы
построения операционных карт. (что мы сегодня изучим)
¾ Научимся
…… самостоятельно составлять операционные карты для
изготовления изделий на станках
Контрольные вопросы – уточняющие 2
мин
6. Практическая работа в группах –
составление операционных карт изделий.
Составить операционную карту
изготовления изделия.
Работа с практическими кейсами, разработанными на основе реальных
производственных задач. Учащиеся в группе конструируют алгоритмы решения
поставленной учебно – производственной задачи.
Кейс-задание.
СЛАЙД 14
1.Изучив содержание одной из учебных
операционных карт, составьте операционную карту изготовления детали на
токарном станке с указанием переходов и указанием размеров, и перечнем
необходимых инструментов.
2. Укажите режим резания по каждой
операции, использую пример.
Ручка
воротка (учебник с. 76, рис. 44, а).
10 мин
7. Презентация
результатов работы малых групп. 2 мин
8.
Рефлексия урока. По цепочке продолжить фразу: СЛАЙД
15 2 мин
Мне сегодня было интересно….. / Я сегодня узнал, что …..
Я хочу
похвалить себя за то, что…….
9. Подведение итогов
урока. (Слайд с задачами). Благодарность за
работу. 1 мин
СЛАЙД 16
Домашнее задание. Вычертить эскизы
переходов в операционной карте. 1 мин
СЛАЙД 17
Технологической
документацией называется комплекс
текстовых и графических документов,
определяющих в отдельности или в
совокупности технологический процесс
изготовления изделия и содержащих
данные, необходимые для организации
производства.
Технологическую
документацию, используемую при разработке
технологических процессов (ТП) и
подготовке управляющих программ (УП)
можно разделить на справочную и
сопроводительную.
В состав справочной
документации входят классификаторы
деталей по конструкторско-технологическим
признакам; типовые технологические
процессы; каталоги и картотеки
универсальных станков и станков с ЧПУ,
режущего, вспомогательного и измерительного
инструмента, приспособлений и
обрабатываемых материалов; нормативы
режимов резания; таблицы допусков и
посадок; инструкции по расчету,
кодированию, записи, контролю редактированию
УП; методические материалы по определению
экономической эффективности обработки
на станках с ЧПУ.
Ряд справочных
данных, используемых при разработке ТП
на станках с ЧПУ в условиях реального
предприятия, удобно представлять на
специально разработанных картах,
составляющих в совокупности
специализированную тематическую
картотеку.
Карта станка с
ЧПУ предназначена для записи его краткой
технической характеристики. Формы этих
карт разработаны для отдельных
технологических групп станков.
В карте станка с
ЧПУ приводят схематический чертеж, на
котором указывают обозначения осей
координат и положительные направления
перемещений рабочих органов.
Карта режущего
инструмента предназначена для записи
всех необходимых для программирования
данных об инструменте. Формы карт
разработаны для отдельных групп
инструментов: резцов, сверл, и других
инструментов для обработки отверстий.
В карте режущего
инструмента приводят его эскиз, поясняющий
расположение вершины инструмента и
ориентацию его режущей части. На эскизе
показывают также возможные направления
движения инструмента на рабочей подаче.
Карту крепежной
оснастки при обработке на станках
токарной группы используют в основном
для записи размеров патрона и зажимных
кулачков, необходимых для определения
положения заготовки относительно
шпиндельного узла станка.
Аналогично
составляют карты для тисков, координатных
плит, универсальных сборных приспособлений
и специальной зажимной оснастки,
используемой при обработке на сверлильных,
фрезерных и других станках с ЧПУ.
Карта обрабатываемого
материала предназначена для записи
технологических параметров, используемых
при выборе режимов резания.
Сопроводительная
технологическая документация при
разработке ТП и УП для станков с ЧПУ
достаточно разнообразна. Часть
документации, в частности при разработке
маршрутной технологии, в ряде случаев
не отличается от общепринятой при
проектировании ТП для универсальных
станков.
В соответствии с
комплектностью УП сопроводительная
документация содержит операционную
карту и операционный чертеж детали,
карты наладки станка и инструмента,
операционную расчетно-технологическую
карту с эскизом траектории инструментов,
УП на программоносителе и ее распечатку,
график траектории движения инструментов,
полученный на этапе контроля УП, и акт
внедрения УП.
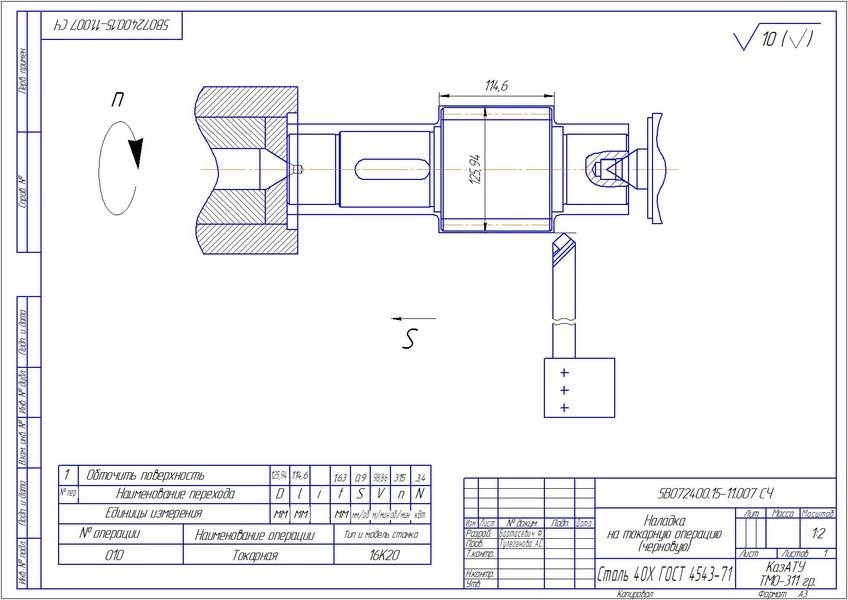
Операционная
карта предназначена для описаний
операций технологического процесса
изготовления детали с разделением на
переходы и указанием оборудования,
оснастки и режимов резания. Особенность
операционной карты обработки на станке
с ЧПУ состоит в том, что она содержит
указания о взаимном расположении базовых
поверхностей детали, крепежного
приспособления и инструмента при
описании установов и переходов.
Карта наладки
станка содержит все сведения, используемые
при наладке станка для работы по УП.
Формы карт наладки разработаны для
технологических групп или отдельных
станков с ЧПУ. В процессе ручной подготовки
УП карту разрабатывает технолог-программист,
а при автоматизированной подготовке
УП на ЭВМ ее выдает оператор. Для каждого
установа в карту наладки станка
записывают: номер чертежа и наименование
детали; модель станка с ЧПУ; номер УП;
тип и материал заготовки; шифр крепежной
оснастки и силу зажима заготовки;
координаты исходных положений рабочих
органов станка; диапазон частот вращения
шпинделя; сведения об изменении рабочей
подачи с пульта УЧПУ; указание о включении
охлаждения; шифры инструментов с
указанием номеров их позиций и блоков
коррекции; данные об отдельных размерах
с допусками и указанием номеров кадров
УП, а также блоков коррекции для
компенсации отклонений формы и
расположения обработки в наладочном
режиме. В карте наладки станка приводят
эскиз, поясняющий схему крепления
заготовки на данном установе.
Карту наладки
инструмента используют при настройке
инструмента вне станка и установе его
на станке в соответствии с выбранной
наладкой. В карту записывают координаты
вершин всех инструментов наладки и
показания прибора для их настройки вне
станка.
Операционная
расчетно-технологическая карта (ГОСТ
3.1418-82) предназначена для ручной подготовки
УП. В эту карту, преставляющую собой
«рукопись» программы, в принятой для
операции последовательности обработки
записывают: номера, координаты и
приращения координат опорных точек
траектории; подачи; частоты и направления
вращения шпинделя; номера корректоров
и технологические команды.
К операционной
расчетно-технологической карте прилагают
эскиз траектории инструмента. На нем
траекторию инструмента вычерчивают
для всех переходов с нумерацией опорных
точек, обозначением начала системы
координат, а также точек, в которых
выполняются технологические команды.
Распечатка УП
выполняется на бумажной полосе устройством
подготовки данных одновременно с
подготовкой перфоленты. При
автоматизированном программировании
распечатка УП выдается ЭВМ в составе
сопроводительной документации.
График траектории
инструментов вычерчивается на автономном
или подключенном к ЭВМ графопостроителе.
Акт внедрения УП
является заключительным документом, в
котором отражаются результаты пробной
обработки одной или нескольких заготовок
на станке с ЧПУ по подготовленной УП. В
акте отмечают соответствие обработанных
поверхностей требованиям к их точности
и шероховатости, рациональность режимов
резания и приводят данные хронометража.
Акт подписывают контролер ОТК, мастер
участка станков с ЧПУ, технолог ОГТ и
начальник БПУ.
Комплектность и
формы технологической документации,
используемой при подготовке УП, могут
меняться в зависимости от принятого на
данном предприятии оборота документов
и метода программирования (ручного или
с помощью ЭВМ).
