Несмотря на большое
разнообразие размеров и конструктивных
форм, валы подвергаются одинаковым
процессам изготовления. Типичными
установочными базами для них являются
центровые отверстия. На некоторых
операциях обработки при воздействии
изгибающие сил резания, например при
фрезеровании плоскостей, сверлении
радиальных отверстий, в качестве
установочных баз используют обработанные
шейки.
В зависимости от
конструкций или программы выпуска
изделий технологические процессы
изготовления валов могут различаться
только последовательностью обработки
или введением дополнительных операций.
Типовую схему
процесса изготовления валов можно
представить следующим образом:
1) подготовка
технологических баз — подрезание торцов
и центрование. Эту операцию при серийном
и массовом производстве выполняют на
центровальных и фрезерно-центровальных
станках двустороннего или барабанного
типа;
2) черновая токарная
обработка обоих концов вала, подрезание
торцов и уступов;
3) чистовая токарная
обработка, осуществляемая в той же
последовательности, что и черновая.
Наружные поверхности валов обтачивают
на токарно-копировальных и многорезцовых
одно- и многошпиндельных автоматах;
4) черновое шлифование
шеек вала, служащих дополнительными
базами при фрезеровании, сверлении,
растачивании отверстий на одном из
концов вала;
5) правка заготовки
при изготовлении нежестких валов;
6) черновая и
чистовая обработка фасонных поверхностей
— нарезание шлицев, зубчатых венцов,
фрезерование кулачков и т.д.;
7) выполнение
последующих операций — сверления,
развертывания, нарезания резьбы,
фрезерования лысок, шпоночных канавок;
8) термическая
обработка всей детали или отдельных ее
поверхностей;
9) правка вала;
10) черновое и
чистовое шлифование наружных поверхностей,
торцов, отверстий;
11) доводка особо
точных поверхностей.
Оборудование для
выполнения типового процесса может
быть разным, но порядок и характер
операций при изготовлении валов должны
оставаться неизменными.
При разработке
технологических процессов изготовления
валов необходимо руководствоваться
типовыми технологическими процессами
обработки различных поверхностей
(таблица 6.1).
Таблица 6.1 – Типовые
технологические процессы (операции)
обработки различных поверхностей валов
в условиях серийного производства
|
Поверхности |
Точность |
Шероховатость Ra, |
Характер |
|
Незакаливаемые цилиндрические и |
Квалитет 11 и
Квалитет 9
и Квалитеты 6…8 |
25 и грубее 3,2 и грубее 0,4…1,6 |
Черновое точение
Черновое и
1.Черновое, 2.Предварительное |
|
Закаливаемые цилиндрические и |
Квалитеты 6…8 |
0,4…1,6 |
1.Черновое и 2.Черновое, |
|
Незакаливаемые |
Квалитет |
0,4…1,6 |
1.Черновое и 2.Черновое |
|
Закаливаемые |
Квалитет |
0,4…1,6 |
1.Черновое и 2.Получистовое |
|
Цилиндрическая |
Ширина |
1,6 0,4…0,8 |
1.Черновое и 2.Получистовое |
|
Резьбовая |
8h…8g |
1,6 |
1.Черновое и
2.Получистовое 3.Получистовое |
|
Резьбовая |
4h…6g |
0,8 |
1.Черновое и
2.Черновое и |
6.3. Изготовление
вала в условиях среднесерийного
производства
Получение исходной
информации. В качестве примера принят
вал (рисунок 6.2), материал — сталь 20Х,
масса детали 4,9 кг, годовой объем выпуска
1250 шт., режим работы двухсменный при
40-часовой рабочей неделе.
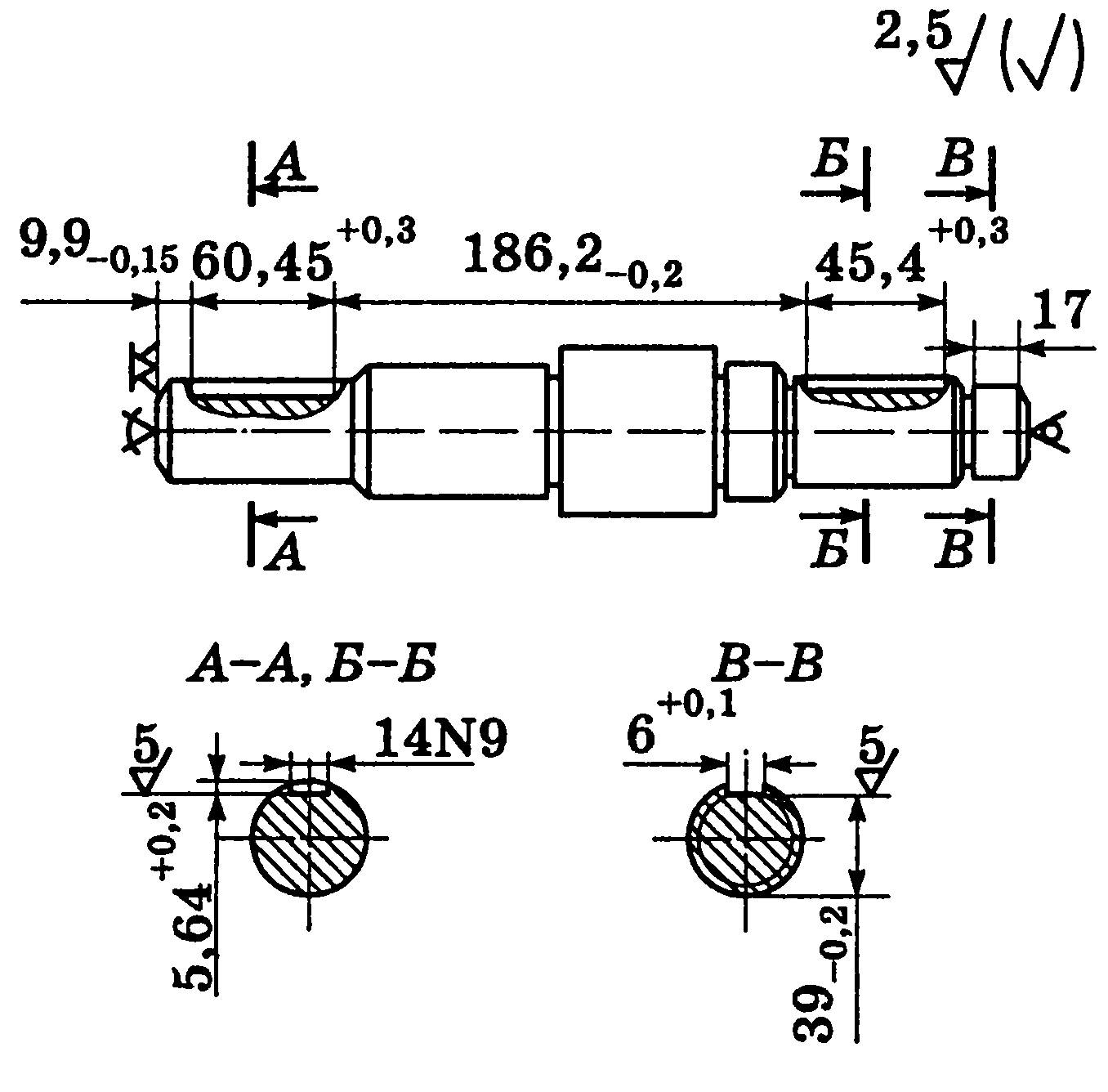
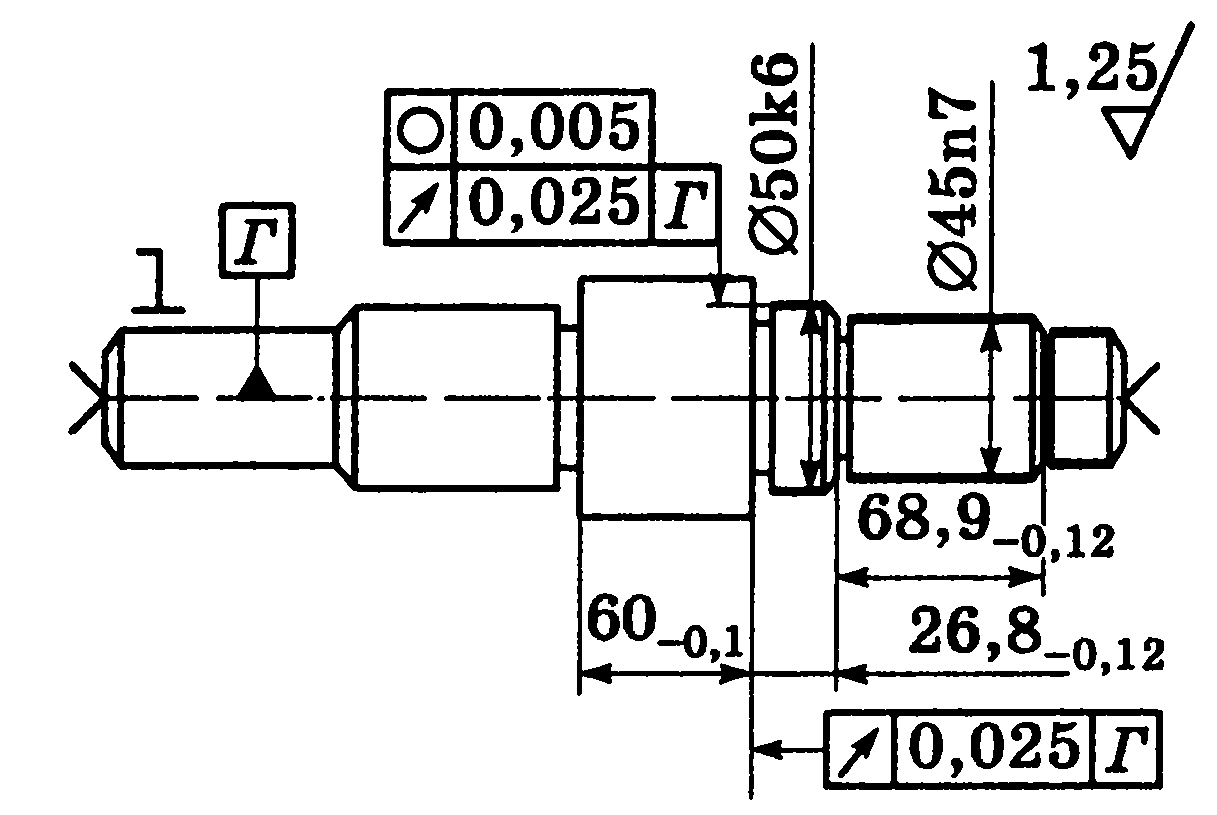
Технологический
контроль чертежа. Деталь представляет
собой ступенчатый вал. Точность
изготовления основных поверхностей
находится в пределах квалитетов 6…8.
Отношение длины (325 мм) к диаметру (в
среднем 50 мм) составляет 6,5. Вал можно
считать достаточно жестким, что не
вызывает трудностей в получении заданной
точности. Шероховатость посадочных
шеек находится в пределах 1,25 мкм, точность
расположения поверхностей — в пределах
0,02 мм. Весьма мал допуск на погрешность
формы шеек диаметром 45 мм. Диаметральные
размеры шеек вала уменьшаются к
концам. Конфигурация вала, размеры
поперечных канавок позволяют производить
обработку на токарных станках различного
типа. Обеспечение точности и шероховатости
диаметральных поверхностей не вызывает
трудностей.
Необходимо отметить
некоторые недостатки конструкции
детали. На валу имеется три шпоночных
паза: два закрытого типа и один
полузакрытого на резьбовом конце.
Вызывает сомнение правильность такого
конструктивного решения. Для уменьшения
номенклатуры инструментов целесообразно
применять один размер: 14N9 или 16N9. Для
шеек диаметром 45 мм рекомендуемым
номинальным размером шпоночных пазов
является размер 14. Поэтому в обоих
случаях принимаем размер шпоночных
пазов 14N9.
Определение типа
производства. Пользуясь справочными
таблицами, можно установить, что
производство серийное. Величина партии
деталей:
![]()
где N — годовая
программа выпуска деталей одного
наименования, шт.; а — необходимый
запас деталей на складе, дней; m
— количество рабочих дней в году (при
пятидневной рабочей неделе m
= 254).
Если принять: а =
6 дней, N = 1250 штук, m
= 254 дней.
![]() .
.
По величине партии
в 30 штук можно уточнить, что производство
среднесерийное.
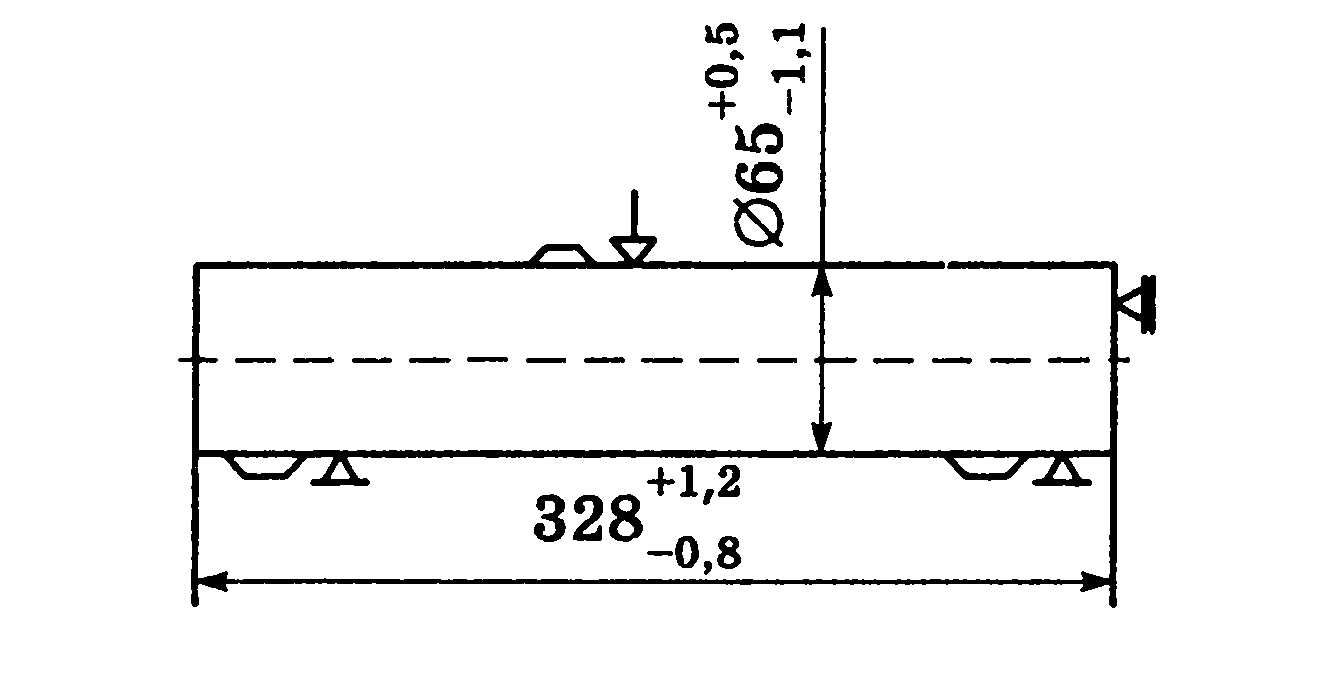
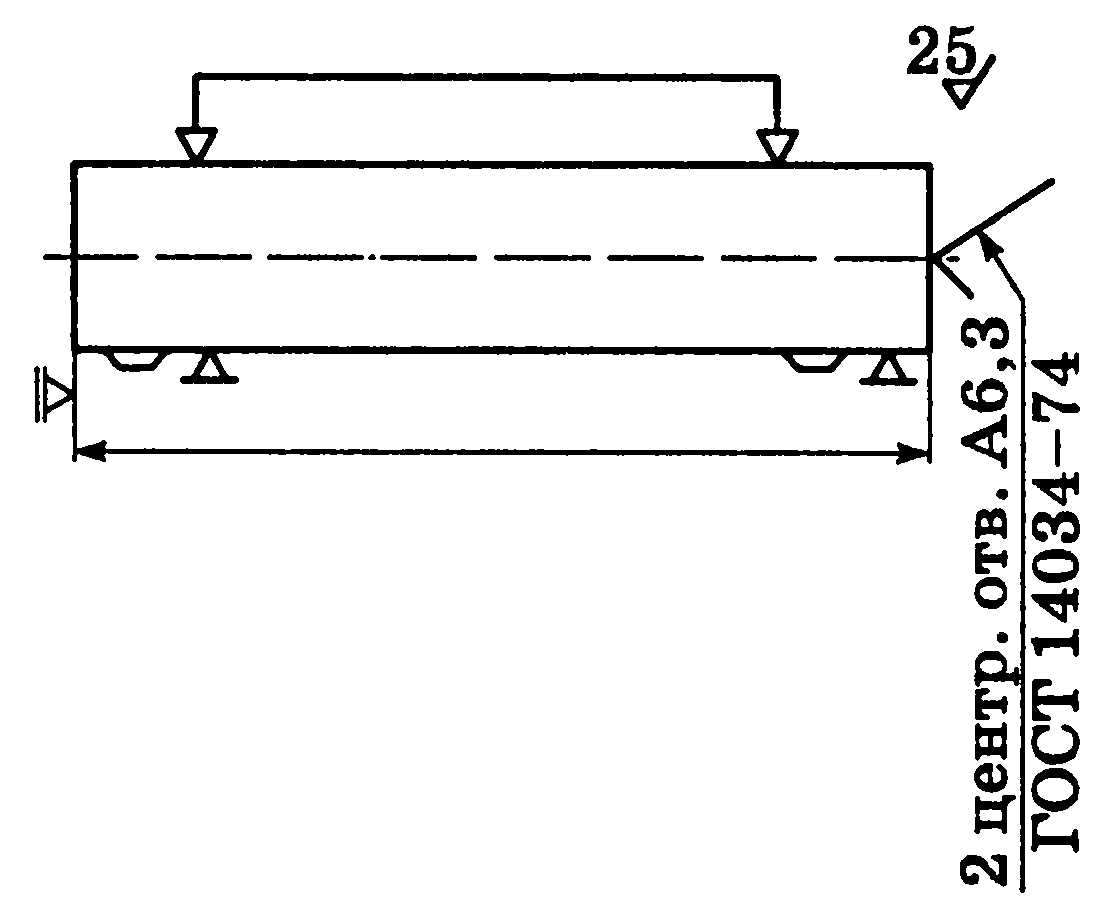
Выбор вида заготовки.
В связи с небольшим объемом производства
в качестве заготовки принимают прокат
горячекатаный (ГОСТ 2590-91). Заготовки
получают путем резки прутка дисковыми
пилами. Диаметр прутка выбирают по
наибольшему диаметру детали с учетом
припуска на обработку и стандартного
ряда диаметров согласно ГОСТ 2590-91. Длина
заготовки принята равной 328-0,8.
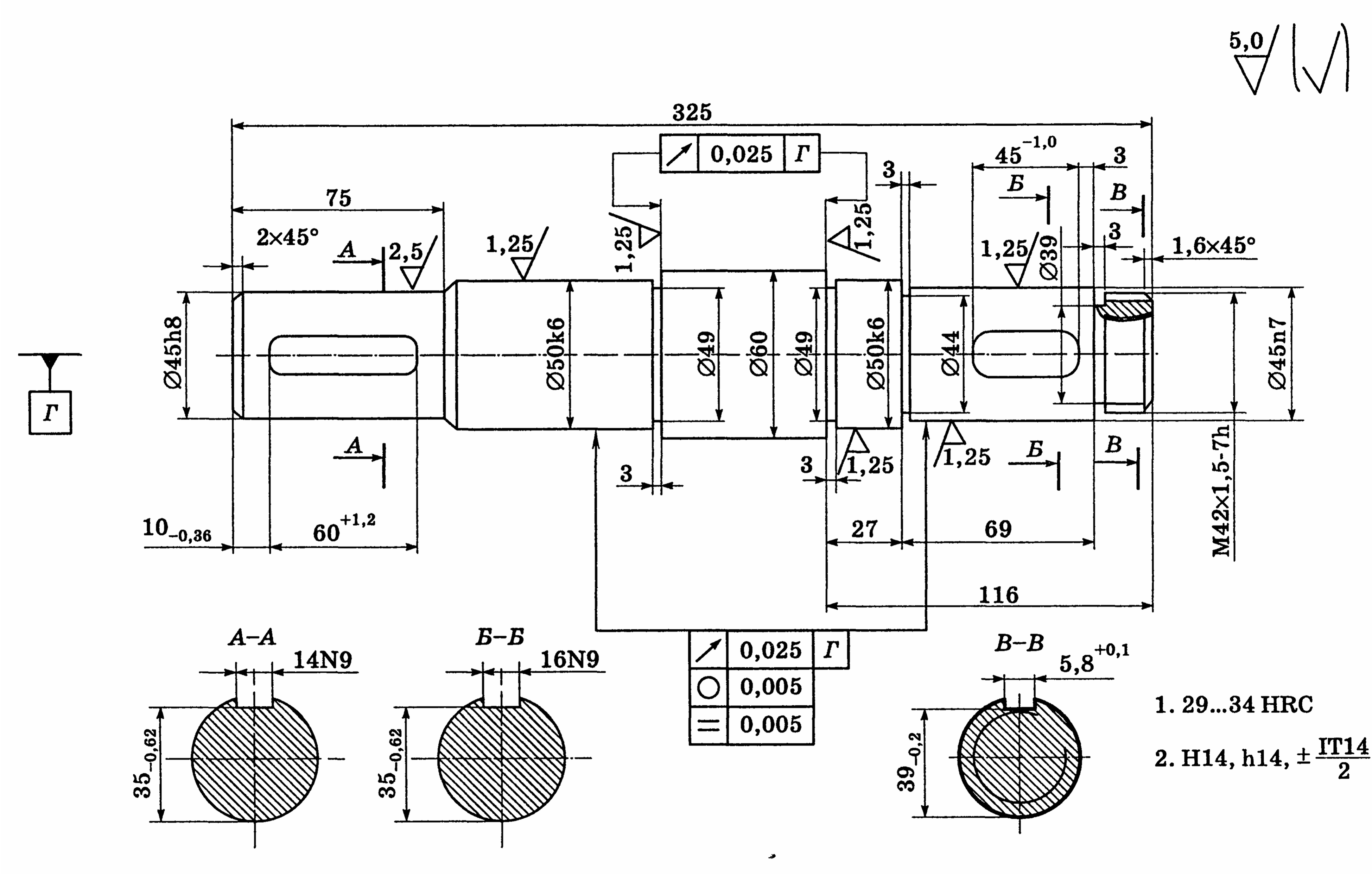
Рисунок 6.2 – Вал
быстроходный
Предварительная
разработка технологического маршрута.
Серийное производство в настоящее время
имеет свои особенности. Широкое
распространение в нем получили станки
с ЧПУ и промышленные роботы. Использование
станков с ЧПУ позволяет сконцентрировать
ряд операций на одном рабочем месте.
Оборудование
должно иметь возможность его быстрой
переналадки на выпуск других деталей,
сходных по технологическому процессу
с рассматриваемой, т.е. обеспечивать
возможность групповой обработки. В
качестве оборудования используются в
основном станки с ЧПУ.
Разработанный
технологический маршрут обработки вала
приведен в таблице 6.2. Маршрут и принятое
оборудование позволяют обрабатывать
ступенчатые валы различного назначения.
Таблица 6.2 –
Технологический маршрут механической
обработки вала (серийное производство)
|
Номер |
Наименование |
Эскиз |
Оборудование |
|
000 |
Заготовительная |
|
Круглопильный |
|
010 |
Фрезерно-центровальная |
|
Фрезерно-центровальный |
Продолжение таблицы
6.2
|
020 |
Токарная |
|
Токарно-винторезный |
|
030 |
Токарная |
|
Токарно-винторезный |
|
040 |
Фрезерная |
|
Вертикально-фрезерный |

Продолжение таблицы
6.2
|
045 |
Термическая |
Печь |
|
|
050 |
Шлифовальная |
|
Шлифовальный |
|
060 |
Шлифовальная |
|
Шлифовальный |
|
070 |
Слесарная |
Верстак |
|
|
075 |
Моечная |
Моечная |
|
|
080 |
Контрольная |
Стол |

Технологический процесс изготовления детали ‘вал’
Содержание
1.
Назначение и краткое техническое описание детали
.
Конструктивно-технологический анализ детали
.
Выбор типа производства (единичное, серийное, массовое)
.
Выбор и обоснование размеров заготовки и способа их получения
.
Выбор и обоснование баз, способов закрепления для заготовки
.
Проектирование технологических операций обработки детали
.
Расчет припусков на обработку и определение размеров заготовки
.
Расчёт режимов резания и нормирование штучного времени
.
Выбор станков и режущего инструмента, обеспечение точности обработки
.
Выбор контрольно-измерительных инструментов для оценки точности обработки
.
Описание назначения узла и оценка технологичности сборки
.
Выбор типа сборочного процесса
.
Проектирование сборочных операций
1. Назначение и краткое техническое описание
детали
Деталь представляет собой ступенчатое тело
вращения, что достаточно технологично, так как позволяет обработать
множественные поверхности. Отношение длины детали к ее диаметру меньше пяти,
следовательно, деталь достаточно технологична. Конструкция детали обеспечивает
достаточную жесткость при механической обработке на металлорежущем
оборудовании.
Деталь имеет элементы, удобные для закрепления
заготовки при обработке. Формы поверхностей, подлежащих обработке, не
представляют сложности (в основном – поверхности вращения); имеется возможность
максимального использования стандартизованных и нормализованных режущих и
измерительных инструментов.
С точки зрения обеспечения заданной точности и
шероховатости поверхностей деталь не представляется сложной.
В конструкции детали имеются 2 глухих отверстия
М10; центральный шлицевой паз шириной 30мм, что требует специальной настройки
станка и специальных режущих инструментов, что не технологично.
На Ø 80 выполнены
шлицы размером 6,0 что не технологично, так как требуется дополнительная
настройка станка и дополнительный переход при зубонарезании. На Ø
105f7 также выполнены
шлицы размером 6,0 что не технологично, так как требуется дополнительная
настройка станка и дополнительный переход при зубонарезании. Фаска на Ø85h6
размером 2×45о
технологична.
. Конструктивно-технологический анализ детали
Одним из важных этапов проектирования является
отработка конструкции на технологичность. Отработка конструкции на
технологичность – это комплекс мероприятий, предусматривающих взаимосвязанные
решения конструкторских и технологических задач, направленных на повышение
производительности труда, снижение затрат и сокращение времени на изготовление
изделия при обеспечении необходимого его качества.
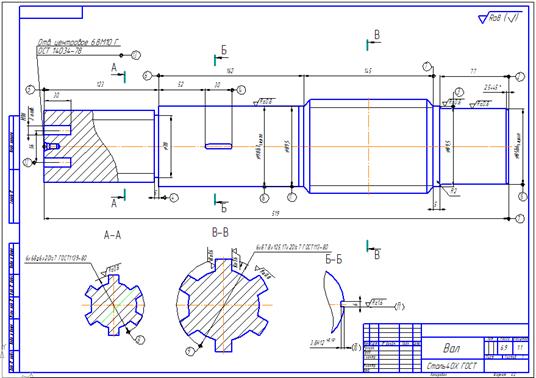
Рис. 1. Деталь – вал
Оценка технологичности проводится качественно и
количественно, с расчетом показателей технологичности по ГОСТ 14.201-83. При
этом качественная характеристика предшествует количественной и характеризует технологичность
конструкции обобщенно.
Технологичность детали оценивается сравнением
трудоемкости и себестоимости изготовления различных вариантов ее конструкции.
Деталь, подвергаемая обработке резанием, будет
технологична в том случае, когда ее конструкция позволяет применять
рациональную заготовку, форма и размеры которой максимально приближены к форме
и размерам готовой детали, а также использовать высокоэффективные процессы
обработки.
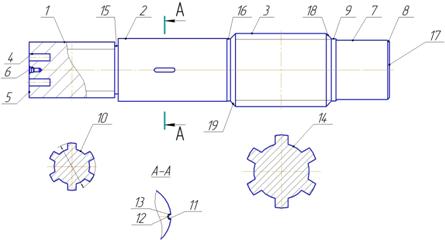
Рис. 2 Эскиз детали
Деталь имеет несложную конфигурацию
Деталь не требует создания искусственных
технологических баз. Фрезерная обработка не требует применения специальных
приспособлений.
Конструкция детали позволяет применять
рациональные формы и размеры заготовок.
Коэффициент унификации
конструктивных элементов:
![]()
где: ![]() – число унифицированных элементов
– число унифицированных элементов
детали, шт.
![]() – общее число конструктивных
– общее число конструктивных
элементов детали, шт.
Таблица 1
|
№ |
Обозначение |
Квалитет |
Шероховатость |
Унифицированные |
Базы |
|
|
У |
Т |
|||||
|
1. |
Цилиндр |
g6 |
0.8 |
1 |
1 |
Поверхность |
|
2. |
Цилиндр |
h7 |
0.8 |
1 |
1 |
Поверхность |
|
3. |
Цилиндр |
f7 |
0.8 |
1 |
1 |
Поверхность |
|
4. |
Отверстие |
H7 |
6,3 |
2 |
2 |
Поверхность |
|
5. |
Торец |
h14 |
6,3 |
1 |
1 |
Поверхность |
|
6. |
Отверстие Ø |
h10 |
6,3 |
1 |
1 |
Поверхность |
|
7. |
Цилиндр |
h6 |
0.8 |
1 |
1 |
Поверхность |
|
8. |
Фаска |
h14 |
6,3 |
1 |
1 |
Поверхность |
|
9. |
Цилиндр |
h14 |
6.3 |
1 |
1 |
Поверхность |
|
10. |
Выточка |
Is7 |
6.3 |
1 |
1 |
Поверхность |
|
11. |
Глубина |
h12 |
1.6 |
1 |
1 |
Поверхность |
|
12. |
Паз |
Н14 |
6,3 |
1 |
Поверхность |
|
|
13. |
Паз |
IT14 |
6,3 |
1 |
Поверхность |
|
|
14. |
Выточка |
Is7 |
1,6 |
1 |
1 |
Поверхность |
|
15. |
Цилиндр |
h14 |
6.3 |
1 |
1 |
Поверхность |
|
16. |
Цилиндр |
h14 |
6.3 |
1 |
Поверхность |
|
|
17. |
Торец |
h14 |
6,3 |
1 |
1 |
Поверхность |
|
18. |
Фаска |
h14 |
6,3 |
1 |
1 |
Поверхность |
|
19. |
Фаска |
IT14 |
6,3 |
1 |
1 |
Поверхность |
Ку.э.=18/20=0,9
так как Куэ >0,6,
то деталь по данному показателю технологична.
. Коэффициент точности
обработки:
Ктч=1-(1/Аср),
где Аср. – средний
квалитет точности,
Аср. = (п1+2п2+3п3+…+19п19)/Σп,
где n1,2…
число поверхностей детали с точностью соответственно с 01 по 19 квалитет.
Аср.
= 14×10+6×2+7×6+1×10+1×12/20=10,8
Ктч=1-(1/10,8) = 0,9
так как Ктч >
0,5, то изделие не точное и поэтому по данному показателю деталь технологична.
. Коэффициент шероховатости:
Кш=1/Бср,
где Бср – средняя шероховатость
поверхности, определяемая в значениях параметра Ra, мкм
Бср=(0,01п,+0,02п2+…+40п,з+80п14)/
Σni
где n1,n2-.-количество
поверхностей, имеющих шероховатость соответственно данному числовому значению
параметра.
Бср=0,8×4+1,6×2+(6,3×14)
/20=4,7
Кш=1/4,7 = 0.2
так как Кш = 0.2 ˃
0,16, то деталь сложная, не технологичная.
Вывод: На основании качественного и
количественного анализа на технологичность можно сделать следующий вывод:
деталь вполне технологична, нет необходимости вносить в ее конструкцию
какие-либо изменения.
. Выбор типа производства (единичное, серийное,
массовое)
Объем выпуска характеризует примерное количество
машин, сборочных единиц, деталей, заготовок подлежащих выпуску в течение
планируемого периода времени (год, квартал, месяц).
Годовой объем выпуска деталей «Вал» можно
определить по формуле:
NД
= NСЕ∙n∙(1+![]() ),
),
(1)
где NСЕ
= 500 – годовой объём выпуска детали «Вал»,
n = 1 – количество
деталей «Вал»;
β = 0% – процент запасных деталей.
NД
= 500∙1∙(1+![]() ) = 500
) = 500
Принимаем NД
= 500 шт.
Такт выпуска деталей можно определить по
формуле:
τВ.Д.
= ![]() ,
,
(2)
где FД
=
2010 ч – действительный годовой фонд времени работы оборудования в часах,
![]() мин
мин
Приближенно коэффициент закрепления
операций можно вычислить по формуле:
КЗО = ![]() ,
,
где tШТ.СР. – среднее
штучное время.
По заводскому технологическому
процессу для операций механической обработки:
t ШТ.СР. = 16,8 мин
КЗО = ![]() =
=
11,2
![]()
Согласно рекомендациям ГОСТ 3.1108 –
74, КЗО = 10…20 соответствует среднесерийному типу производства.
В связи с этим определяем тип
производства как среднесерийный, который характеризуется достаточно большим
объёмом выпуска с широкой номенклатурой изделий, изготовляемых повторяющимися
партиями, что вызывает необходимость применения оборудования с высокой степенью
механизации и автоматизации, но обладающего гибкостью, применения специальной
технологической оснастки.
Размер партии деталей можно
определить по формуле:
nД
= ![]() ,
,
аль вал конструкция технологический
где tЗ
= 21 день – срок, в течение которого должен храниться на складе запас деталей; Ф
= 250 дней – число рабочих дней в году.
![]()
Принимаем размер партии деталей nД
=
42 шт.
Число запусков деталей в месяц:
iрасч
= ![]() ,
,
![]()
Принимаем число запусков изделий в месяц i
= 1.
. Выбор и обоснование размеров заготовки и
способа их получения
Для современных требований, предъявляемых к
изготовлению заготовок деталей изделий, характерны следующие технологические
тенденции: максимальное приближение заготовок по формам и размерам к деталям,
требующимся по чертежу; экономия материала; применение прогрессивных способов
получения заготовок.
Для изготовления детали большую роль играет
выбор рационального вида исходной заготовки и способа её получения. Способ
получения заготовки должен быть обусловлен ее стоимостью и дальнейшей
обработкой. Наиболее широко для получения заготовок применяют следующие методы:
литьё, обработка металлов давлением и сварка, а также их комбинации.
Каждый из методов содержит большое число
способов получения заготовок. Так, например отливки можно получать в
песчано-глинистых формах, кокиль, по выплавляемым моделям, под давлением и
т.д.; поковки и штамповки – ковкой на молотах, гидравлических прессах;
штамповкой на штамповочных машинах, кривошипных горячештамповочных прессах,
горизонтально-ковочных машинах и т.д. Способ получения заготовки определяется
типом производства, материалом, формой и размерами детали.
В данном проекте деталью, для которой необходимо
выбрать метод получения заготовки, является вал. Учитывая, что тип производства
– среднесерийный, качество материала должно быть равномерным, наиболее
рациональна поковка, полученная в закрытом штампе методом прямого выдавливания.
При этом структура материала заготовки получается более однородной, её размеры
стабильны, а конфигурация – близка к конфигурации изделия. Оборудование –
кривошипный горячештамповочный пресс.
При проектировании технологических процессов
механической обработки заготовок необходимо установить оптимальные припуски,
которые обеспечили бы заданную точность и качество обрабатываемых поверхностей.
Определение припусков на механическую обработку проведём опытно-статистическим
методом. Назначим припуски на механическую обработку по ГОСТ7505-74. Для этого
необходимо определить массу заготовки, класс точности, группу стали, степень
сложности заготовки.
Масса детали 6,9 кг.
Материал: сталь 40Х ГОСТ4543-71.
Масса поковки:
Мп =Мд *Кр
где Мд -масса детали, Кр -расчётный
коэффициент, Кр =1,5;
Мп = 6,9*1,5= 10,35 кг.
Класс точности -Т2.
Группа стали – М2.
Степень сложности – С3.
Конфигурация поверхности штампа П (плоская);
Исходный индекс 13;
Назначим припуски и кузнечные напуски.
Основные припуски на размеры:
Ø105 – 2,3 мм,
Длина 519 – 3,0 мм,
Ø80 – 1,8 мм,
Ø85 – 1,8 мм,
Ø90 – 2,2 мм,
Дополнительные припуски учитывающие:
смещение по поверхности разъёма штампа – 0,3 мм,
отклонение от плоскостности – 0,3 мм.
Размеры поковки и их допускаемые отклонения
Размеры поковки, мм:
Ø105+(2,3+0,3)*2=110,2
принимаем Ø111,0;
519+(3,0+0,3)*2=525,6 принимаем 526,0;
Ø80+(1,8+0,3)*2=84,2
принимаем Ø85,0;
Ø85+(1,8+0,3)*2=89,2
принимаем Ø90,0;
Ø90+(2,2+0,3)*2=95,0
принимаем Ø 95,0.
Допускаемые отклонения размеров:
Ø![]() , Ø
, Ø ![]() , 526
, 526![]() , Ø
, Ø ![]() , Ø
, Ø ![]() ..
..
Неуказанные предельные отклонения
размеров мм. Допускаемое смещение по поверхности штампа 0.7мм.
Таким образом, в проектном варианте
в качестве способа получения заготовки из материала 40Х выберем штамповку на
кривошипном прессе. Данный способ, в отличие от базового варианта (штамповка на
молотах), более производителен. При получении заготовок на кривошипных прессах
по сравнению со штамповкой на молотах припуски и допуски уменьшаются на 15-20%,
расход металла снижается на 10-15%, что повышает коэффициент использования
материала, снижает себестоимость самой заготовки и стоимость её обработки.

Рис. 3. Чертеж заготовки
. Выбор и обоснование баз, способов закрепления
для заготовки
Перед разработкой ТП необходимо получить и
изучить информацию, которая делится на базовую, руководящую и справочную.
Базовая – сведения, содержащиеся в
конструкторской документации на изделие, объем выпуска, сроки подготовки
производства. Рабочий чертеж детали содержит все размеры, технические
требования к качеству и шероховатости, марку и твердость материала.
Руководящая – сведения, по развитию отрасли,
план выпуска материала, средств технологического оснащения стандарты на ТП.
Справочная – сведения, о прогрессивных методах
обработки, каталоги, номенклатурные справочники оборудования и оснастки.
Материалы по выбору технологических нормативов (режимы обработки, припуски,
расход материала и др.) и др. справочные материалы.
Всю механическую обработку разбивают по
операциям и таким образом выявляют последовательность выполнения операций, их
число для каждой операции выбирают оборудование и определяют конструктивную
схему приспособлений.
Задачей каждого предыдущего перехода является
подготовка поверхности заготовки под последующую обработку и каждый последующий
метод (операция или переход) должен быть точнее предыдущего т. е. обеспечивать
более высокое значение показателей качества детали. Поэтому механическая
обработка делится на:
черновую обработку, когда удаляется большая
часть припуска, что позволяет обнаружить возможные дефекты заготовки; на первых
одной-двух операциях. При базировании по черновым базам обрабатываются основные
технологические базы;
чистовую обработку, когда в основном
обеспечивается требуемая точность:
далее идут операции местной обработки, по ранее
обработанным поверхностям, отделочные операции, когда достигается требуемая
шероховатость поверхности и окончательно обеспечивается точность детали.
Контроль в ТП предусмотрен с целью
технологического обеспечения заданных параметров качества, обработанной детали.
Разработанный ТП должен содержать общий план
обработки детали и описание содержания операций ТП и выбор типа оборудования.
Он должен быть прогрессивным, обеспечивать повышение производительности труда и
качества детали, сокращать материальные и трудовые затраты и быть экологически
безопасным. Построение технологического маршрута обработки во многом
определяется конструктивно-технологическими особенностями детали. Выбор
маршрутной технологии существенно зависит от типа производства, уровня
автоматизации и применяемого оборудования.
При среденесерийном производстве применяют
универсальные станки с ЧПУ, автоматы, полуавтоматы, агрегатные специализированы
и специальные станки. Перспективным в серийном производстве является применение
гибких производственных систем (линий, участков, цехов), особенно при наличии
условий для групповой организации производства.
Выбор станка на операцию определяется
возможностью изготовления на нем деталей необходимой конфигурации и размеров,
обеспечения качества ее поверхности, производительности оборудования, а также
экономическими параметрами.
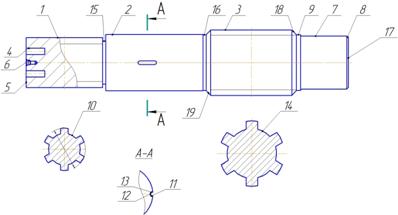
Рис. 4. Вал
. Проектирование технологических операций
обработки детали
При проектировании проектного технологического
процесса необходимо соблюдать принцип совпадения конструкторских,
технологических, и измерительных баз. Только при его соблюдении, возможно
говорить о правильности составления техпроцесса. Для деталей типа «Вал» с
внутренним отверстием рекомендуется изначально базировать по наружней
поверхности с последующем базированием на центровые отверстия.
Последовательность технологических переходов
должна обеспечивать заданные чертежом детали параметры точности.
Для рассмотрения данного вопроса воспользуемся
чертежом детали, изображенным на рис. 4. Для наглядности сведем результат в
таблицу.
Таблица
2
Выбор технологических баз и последовательности
переходов
|
Операция |
Обрабатываемые |
Базирование |
|
015 |
1,2,5,6,15,16,19 |
Поверхности |
|
020 |
17,7,8,9,3,18 |
Поверхности |
|
025 |
11,12,13 |
Поверхности |
|
030 |
1,10 |
В |
|
035 |
3,14 |
В |
|
040 |
4 |
Приспособление |
|
045 |
4 |
Приспособление |
|
070 |
2,7,9 |
В |
конструктивный технологический
заготовка вал
Таблица
3
Технологический процесс изготовления «Вала»
|
№ |
Наименование |
Эскиз |
Станок |
|
005 |
Заготовительная |
Заготовительный |
|
|
010 |
Фрезерно-центровальная. |
Фрезерно-центровальный |
|
|
015 |
Токарная |
Токарно-револьверный |
|
|
025 |
Токарная |
Токарно-револьверный |
|
|
030 |
Шлицефрезерная. |
Шлицефрезерный |
|
|
035 |
Шлицефрезерная. |
Шлицефрезерный |
|
|
040 |
Слесарно-опиловочная. |
Слесарный |
|
|
045 |
Моечная. |
Ванна. |
|
|
055 |
Контрольная. |
Контрольный |
|
|
060 |
Термическая. |
Печь |
|
|
065 |
Круглошлифовальная. |
Круглошлифовальный |
|
|
070 |
Моечная. |
Ванна. |
|
|
075 |
Контрольная |
Контрольный |
. Расчет припусков на обработку и определение
размеров заготовки
При проектировании технологических процессов
механической обработки заготовок необходимо установить оптимальные припуски,
которые обеспечили бы заданную точность и качество обрабатываемых поверхностей.
Расчет припусков, операционных размеров и размеров заготовки
расчетно-аналитическим методом проведём по формуле
2Zmin=2(Rzi-1 +
![]() +
+![]()
![]() +)
+)
)
где Rzi -1-высота
неровностей профиля на предшествующем переходе, мкм;
![]() -глубина дефектного поверхностного
-глубина дефектного поверхностного
слоя на предшествующем переходе, мкм;
![]() -суммарные отклонения расположения
-суммарные отклонения расположения
поверхности и в некоторых случаях отклонения формы поверхности, мкм;
погрешность установки заготовки на
выполняемом переходе, мкм;
Приведем пример расчета припусков на
обработку и предельных размеров по технологическим переходам для поверхности 45k6.
Расчет минимальных значений
припусков производим пользуясь формулой:
Zmin1=2·[150+250+(8592+02)1/2]=2514
мкм;
Zmin2=2·[50+50+(512+1102)1/2]=362
мкм;
Zmin3=2·[30+30+(342+702)1/2]=209
мкм.
Zmin4=2·[10+20+(172+02)1/2]=104
мкм.
Расчетный размер dр заполняется
начиная с конечного размера путем последовательного прибавления расчетного
минимального припуска каждого технологического перехода:
dр3=45,002
+0,094=45,106 мм;
dр2=45,096+0,209=45,315
мм;
dр1=45,284
+0,362=45,677 мм;
dрз=45,657
+2,514=48,191 мм.
Наименьшие предельные размеры
получаем округляя расчетные размеры увеличением их значений.
Наибольшие предельные размеры
вычисляем прибавлением допуска к округленному наименьшему предельному размеру:
dmax4=45,002+0,016=45,018
мм;
dmax3=45,106+0,062=45,168
мм;
dmax2=45,315+0,100=45,415
мм;
dmax1=45,677+0,620=46,297
мм;
dmaxз=48,191+1,600=49,791
мм.
Предельные значения припусков z![]() определяем
определяем
как разность наибольших предельных размеров и z![]() – как
– как
разность наименьших предельных размеров и выполняемого переходов:
Расчет припусков на обработку и
предельных размеров по технологическим переходам для наружнего диаметра 45k6:
|
Технологи-ческие |
Элементы |
Расчетный |
Расчетный |
Допуск |
Предельный |
Предельные |
|||||
|
Rz |
T |
P |
Еу |
dmin |
dmax |
2Zпр |
2Zпр |
||||
|
Заготовка |
150 |
250 |
850 |
48,191 |
1600 |
48,2 |
49,8 |
||||
|
Точение |
80 |
50 |
51 |
110 |
2514 |
45,677 |
620 |
45,68 |
46,29 |
2514 |
3494 |
|
Точение |
40 |
30 |
34 |
0 |
362 |
45,315 |
100 |
45,3 |
45,4 |
362 |
882 |
|
Шлифование |
15 |
20 |
17 |
5 |
209 |
45,106 |
62 |
45,106 |
45,168 |
208 |
246 |
|
Шлифование |
10 |
15 |
15 |
0 |
104 |
45,002 |
16 |
45,002 |
45,018 |
104 |
150 |
|
3189 |
4773 |
Расчет припусков на обработку и предельных
размеров по технологическим переходам для внутреннего диаметра ñ100(+0,22):
|
Технологи-ческие |
Элементы |
Расчетный |
Расчетный |
Допуск |
Предельный |
Предельные |
|||||
|
Rz |
T |
P |
Еу |
dmin |
dmax |
2Zпр |
2Zпр |
||||
|
Заготовка |
150 |
250 |
850 |
96,916 |
1200 |
96,9 |
98,1 |
||||
|
Точение |
80 |
50 |
51 |
110 |
2514 |
99,430 |
420 |
99,44 |
99,85 |
1734 |
2514 |
|
Точение |
40 |
30 |
34 |
0 |
362 |
99,792 |
300 |
99,8 |
100,1 |
242 |
362 |
|
Тонкое |
10 |
17 |
28 |
0 |
208 |
100,000 |
220 |
100,00 |
100,22 |
128 |
208 |
|
2104 |
3084 |
. Расчёт режимов резания и нормирование штучного
времени
Операция №010. Комплексная с
ЧПУ. Токарный станок с ЧПУ 1В340Ф30.
Содержание перехода:
1. Точить с Ø90
на
Ø85
торец
в размер 77h14, Ra – 6,3 мкм методом продольной подачи.
Марка обрабатываемого материала – сталь 40Х
ГОСТ4543-71 (σв
= 530МПа). С охлаждением эмульсией. СПИД – средняя.
. Выбор режущего инструмента
Принимаем токарный проходной упорный правый
резец 2140-0059 ГОСТ 18879 – 83. Материал пластинки – твердый сплав ВК8; [2,
табл.3. 116]
Материал державки – сталь 45,
сечение державки 25×16,
длина
резца 280 мм. Геометрические параметры резца: форма передней поверхности –
плоская с фаской тип IIб, ![]()
. Назначаем режимы резания:
Устанавливаем глубину резания.
При снятии припуска за один проход t
= 2,5 мм
. Назначаем подачу Sтабл.=1,2
мм/об:[2.,табл. 11, стр.266]
. Назначаем период стойкости резца,
мин., Т = 60 мин [5.,стр.30]
. Определяем скорость главного
движения резания, допускающую режущими свойствами резца м/мин.:
![]() ,
,
Где ![]() – коэффициент, является произведением
– коэффициент, является произведением
коэффициентов, учитывающий влияние материала заготовки
![]() ;
;![]()
состояние поверхности (поковка): ![]() ;
;
материала инструмента (ВК8): ![]() [2. табл.
[2. табл.
6., стр. 263], учитывающий вид токарной обработки:
Кv = Кmv× Кnv×Кuv = 1,54 ×0,8×0,83
= 1,02
![]() м/мин.
м/мин.
Принимаем ![]() м/мин
м/мин
6. Частота вращения шпинделя, соответствующая
рассчитанной скорости резания:
![]() = 1000×124/(3,14×90) =
= 1000×124/(3,14×90) =
438,7 об/мин
Устанавливаем nст. = 440 об/мин,
тогда фактическая скорость резания:д = π× D
×nст./1000
= 3,14×90×440/1000
= 124,3 м/мин
. Мощность, затрачиваемая на резание:
рез = Pz×Vд/(102×60),
кВт
Где
![]() [2, стр. 271]
[2, стр. 271]
Для заданных условий обработки
(Сталь 40Х): ![]() ;
;![]() ;
;![]() ;
;![]() ,
,
Учитывая поправочные коэффициенты на
силу резания, определяем силу резания по формуле:
Находим:
![]()
![]() ; [2, табл. 9, стр. 264]
; [2, табл. 9, стр. 264]
![]()
![]() ;
;![]() рез = Pz×Vд/(102×60) =
рез = Pz×Vд/(102×60) =
29,82×124,3/6120 = 0,6 кВт [2, стр. 271]
Проверяем достаточна ли мощность
привода станка. У станка мод.1В340Ф30 мощность на шпинделе станка:
шп =Nдв×η =
22 ×0,8 = 17,6
кВт,
![]()
Обработка возможна.
. Определим основное время:
![]()
Длина рабочего хода резца:
![]()
Врезание
![]()
Перебег принимаем равным ![]() мм;
мм; ![]() мм
мм
Число рабочих ходов принимаем i=1.
Тогда
![]()
Основное время:
![]()
Расчет норм штучного времени.
. Нормирование вспомогательного времени:
![]() , мин[4],
, мин[4],
где Туст – время на установку и
снятие детали, мин;пер – время, связанное с переходом, состоит из времени на
приемы: подвод инструмента, установка инструмента на размер, включение подачи и
вращения шпинделя, отвод инструмента и т. д., мин;доп – вспомогательное время
на дополнительные приемы, мин;конт – вспомогательное время на контрольные
измерения, которые производятся после окончания обработки поверхности.
. Нормирование времени на
обслуживание рабочего места:
![]() , мин [4],
, мин [4],
где Ттех -время на техническое
обслуживание рабочего места, мин;
Торг – время на организационное
обслуживание рабочего места, мин
В условиях среднесерийного
производства время на обслуживание рабочего места выражают в процентах от
оперативного времени в зависимости от группы станка.
![]() от оперативного времени. [4],
от оперативного времени. [4],
. Нормирование времени на отдых и
личные надобности:
Время на отдых и личные надобности
зависит от условий труда, которые в свою очередь, определяются факторами
утомляемости и определяют в процентах от оперативного времени.
![]() от оперативного времени. [4],
от оперативного времени. [4],
. Нормирование
подготовительно-заключительного времени:
Содержание подготовительных работ
зависит от типа производства, применяемых форм организации производства и труда,
а также характера нормируемой операции.
Нормирование производится по
нормативам.
Расчет нормы штучного времени:
![]() , мин[4],
, мин[4],
где То – основное время на
обработку, мин;
Тв – вспомогательное время на
операцию
К – время на обслуживание рабочего
места и время на отдых и личные надобности, в процентах от оперативного
времени, %:
К = аоб + аотл, % = 8,4 %[4],
![]() [7],
[7],
где: ![]() – время на установку, мин;
– время на установку, мин;
![]() – время связанное с операцией, мин;
– время связанное с операцией, мин;
![]() – время на измерения, мин;
– время на измерения, мин;
![]() – время на смену инструмента
– время на смену инструмента
К – время на обслуживание рабочего
места, отдых и личные надобности, % от оперативного времени, мин.
Определим вспомогательное время,
связанное с операцией.
а) ![]() = 0,15 мин [5, карта 3, лист 1,
= 0,15 мин [5, карта 3, лист 1,
поз.7],
б) на операцию:
б) время на контроль:
![]() [5, карта 15, лист 5],
[5, карта 15, лист 5],
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() мин.
мин.
г) время на смену инструмента
![]() = 0,08 мин. [5, карта 25, лист 4],
= 0,08 мин. [5, карта 25, лист 4],
![]() мин.
мин.
Время на обслуживание и отдых и
личные надобности.
К = 7% [5, карта 16],
Определим штучное время:
![]() мин.
мин.
. Выбор станков и режущего
инструмента, обеспечение точности обработки
Инструментальная оснастка представляет собой
совокупность инструментов, предназначенных для обработки резанием или
пластическим деформированием, а также устройств для закрепления инструмента.
Выбор режущих инструментов при оснащении
технологической операции механической обработки заготовок производится, исходя
из условий обработки с учетом вида станка, материала обрабатываемой заготовки,
ее размеров и конфигурации, требуемой точности обработки, шероховатости
поверхности, типа производства.
Вспомогательный инструмент (оправки, резцовые
блоки и т.п.) должен обеспечивать надежное закрепление режущего инструмента,
быструю и легкую его смену, возможность регулировки на станке, а также наладки
и подналадки его на заданный размер вне станка.
Измерительный инструмент выбирается в
зависимости от вида обрабатываемой поверхности и требуемой точности. В
единичном и мелкосерийном производстве применяется универсальный измерительный
инструмент.
Таблица
3
|
Операция |
Оборудование |
Инструмент |
|
010 |
Фрезерно-центровальный |
Фреза Рис. 3. Приспособление для контроля шлицев вала: Перед измерением устройство устанавливают тремя Для наглядности расположения шлицев БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1. . . . . . . . Похожие работы на – Технологический процесс изготовления детали ‘вал’ |
Вал – это деталь машины, передающая вращающие усилия.
Вал – это тело вращения цилиндрической, конической и другой формы, опирающееся на две или несколько опор. На валу могут быть закреплены шкивы, зубчатые колеса, фланцы, маховики и т. п.
Типовая технология изготовления валов:
- Очистка;
- Термообработка;
- Правка;
- Заготовительная операция (резка);
- Центрование;
- Токарная операция;
- Фрезерная операция;
- Сверлильная операция;
- Термообработка;
- Правка;
- Шлифовальная операция;
- Слесарная операция;
- Упаковка.
Виды заготовок для валов в единичном производстве:
- круглый прокат;
- поковки;
- штамповки;
- сварная заготовка из трубы и круглого проката;
- квадратный прокат.
Общие сведения
Для изготовления валов применяют стали следующих марок: 25, 30, 35, 40, 45; 45Г2, 40Х, 35ХС, 40ХС, 35СГ, 30ХН3, 35ХН3М, 45ХН2МФ и др.
Чаще всего применяются стали 45 и 40Х. Для крупных валов и шпинделей применяют литые валы из высокопрочного чугуна марки ВЧ 45-5 (ГОСТ 7293–79).
Главные требования к заготовкам для валов — хорошая прямолинейность и наименьший припуск на обработку.
Отклонение от прямолинейности оси заготовки не должно быть более 0,1…0,15 мм на 1000 мм длины. При правке на специальных правильно-калибровочных
станках отклонение от прямолинейности может быть достигнуто до 0,05 мм на 1000 мм.
Типовая наладка станка:
Предварительная обработка кованых, штампованных и сварных заготовок предусматривает их очистку (удаление окалины,
заусенцев, пригара, зачистка сварных швов (при необходимости)), обдирку или фрезерование, выполнение центровых отверстий (если механическая
обработка будет производиться в центрах токарного станка).
На этапе предварительной обработки проката проводят правку, обдирку, резку и
выполнение центровых отверстий.
Заготовительные операции для прутков обычно выполняют в следующем порядке:
- правка;
- бесцентровая обдирка (для калиброванных прутков не производится);
- разрезание на мерные заготовки;
- торцевание и выполнение центровых отверстий (при дальнейшей обработке на револьверном станке или автомате центрование
прутка не производят).
Очистка заготовок.
Очистку заготовок производят посредством:
- обдирочно-шлифовальных станков;
- абразивных кругов (при помощи ручного электрического или пневматичиского инструмента);
- проволочных щеток (в том числе и вращающихся);
- песка или дроби;
- струи рабочей жидкости («кипящего» абразива – кальцинированная сода, абразив и вода), направляемой под давлением;
- галтовочных барабанов (для мелких заготовок).
Термическая обработка
Для уменьшения внутренних остаточных напряжений в заготовках, измельчения зерна и улучшения обрабатываемости лезвийным
инструментом, поковки и штамповки из высокоуглеродистых сталей (С > 0,5 %) подвергают термической обработке (отжигу или нормализации).
Отжиг осуществляют путем медленного нагрева заготовки по всему сечению до температур на 30–50 °С выше температуры критической точки Ас3,
с выдержкой при этой температуре, и последующего медленного охлаждения заготовки вместе с печью. Нормализацию осуществляют путем медленного нагрева
заготовки по всему сечению до температур на 30–50 °С выше критической точки Ас3, с выдержкой при этой температуре и последующим охлаждением на воздухе.
Правка
Большинство заготовок (особенно крупные и нежесткие) имеют погрешности формы (искривление). Для устранения искривления применяют правку (изгибом,
растяжением, нагревом и т.д.). Правка – это операция по устранению погрешности формы (искривления) заготовок в горячем или холодном состояниях,
осуществляемая вручную или на специальном оборудовании.
Ручную правку прутка и заготовки для валов правят в холодном состоянии на ручных прессах (призмах). Точность ручной правки может быть достигнута в
пределах 0,05…0,1 мм. Ручная правка является малопроизводительной операцией, и ее применяют для малых партий деталей, то есть в индивидуальном и
мелкосерийном производствах.
В основном на предприятиях применяется машинная правка, осуществляемая на молотах, правильно-калибровочных станках и
правильно-эксцентриковых прессах, а также на гидравлических прессах с использованием специальных приспособлений. В ряде случаев заготовки правят не только перед механической
обработкой, но и в процессе обработки, когда при снятии наружных слоев металла возникают внутренние остаточные напряжения, вызывающие искривление оси заготовки или ее коробление.
Заготовки в виде поковок и штамповок при значительных диаметре и длине правят в нагретом состоянии под молотами и на эксцентриковых, гидравлических,
пневматических, фрикционных прессах. Перед правкой валов определяют места, подлежащие правке, и правят валы, установив их на призмы.
| Номинальный диаметр проката, мм | Кривизна, % от длины, не более, для классов | |||
|---|---|---|---|---|
| I | II | III | IV | |
| До 25 вкл. | 0,2 | 0,5 | Не регламентируется | Не регламентируется |
| Свыше 25 до 80 вкл. | 0,4 | 0,45 | 0,5 | |
| Свыше 80 до 200 вкл. | 0,25 |
Калькулятор криволинейности.
Длина прутка, мм Допуск кривизны, % Допустимая кривизна, мм
Правка еще необходима и из-за кривизны проката. Кривизну проката измеряют на участке длиной не менее 1 м на расстоянии не менее 100 мм от
конца прутка.
| Номинальный диаметр проката, мм | Предельная кривизна взависимости от поля допуска | |||||
|---|---|---|---|---|---|---|
| на 1 метр длины, мм | на полную длину, % | |||||
| h9 | h10 и h11 | h12 | h9 | h10 и h11 | h12 | |
| До 25 вкл. | 1 | 2 | 3 | 0,1 | 0,2 | 0,3 |
| Свыше 25 до 50 вкл. | 0,75 | 1 | 2 | 0,075 | 0,1 | 0,2 |
| Свыше 50 | 0,5 | 1 | 0,05 | 0,1 |
Как видно из таблицы 2 даже калиброванная сталь не лишена кривизны.
Резка
Резка – это операция разделения металла на части.
Механическая резка осуществляется посредством:
- механических, электрических и пневматических ножовок;
- ленточных пил;
- дисковых пил;
- гильотинных и дисковых ножниц;
- маятниковых пил;
- абразивных пил.
Ножовочные станки (приводные ножовки) и дисковые пилы, представляющие собой диск с режущими зубьями
(очень похожие на тонкие фрезы), используют для разрезания сортового и профильного металла и труб.
Резание осуществляется с охлаждением маслом, водой или мыльной эмульсией. Ленточные пилы имеют форму бесконечной ленты
толщиной 1,0–1,5 мм. Они бывают вертикальными, горизонтальными и наклонными. Ленточные пилы применяют,
как правило, для разрезания чугуна, стали, цветных металлов и сплавов. Потери на прорез ленточной пилой не превышают 1,8 мм.
Фрикционная (беззубая) пила представляет собой тонкий стальной диск, вращающийся от электродвигателя со скоростью 100–140 м/с.
При подаче и вращении вследствие возникающего трения диск нагревает частицы металла в прорези до температуры плавления.
Расплавленный металл заготовки удаляется фрикционной пилой, которую охлаждают воздухом и водой. Фрикционные пилы обеспечивают
высокую производительность, но требуют привода большой мощности. Этими пилами можно разрезать закаленные стальные заготовки и заготовки из белого чугуна.
Электрическая фрикционная пила – это фрикционная пила с вольтовой дугой, которая предназначена для разрезания металлических заготовок.
Вращающийся диск соединен с одним полюсом источника электроэнергии, а разрезаемая заготовка – с другим. Дисковые маятниковые пилы
применяют для разрезания профильного материала, а также труб различного диаметра. Отрезные армированные шлифовальные круги, установленные на маятниковых станках,
применяют для резки неметаллических и металлических заготовок, в том числе из закаленных сталей.
Кроме указанных выше способов, прутки, трубы и заготовки, полученные литьем, ковкой, штамповкой, можно разрезать на станках токарной, фрезерной и строгальной групп.
Центрование
При обработке наружных поверхностей вращения (валов) центровые отверстия в деталях типа валов являются базой для ряда операций:
- точения;
- нарезания резьбы;
- шлифования;
- правки;
- проверки.
Правильная форма и расположение центровых отверстий влияют на точность обработки. Поэтому от правильной зацентровки торцов,
соответствия углов конуса центровых гнезд углам конуса центров станков, на которых будут обрабатываться заготовки, зависит точность изготовления деталей.
Форма и размер центровых отверстий регламентированы государственным стандартом. Центровые отверстия по ГОСТ 14034–74 подразделяются по форме и назначению на девять типов.
| Эскиз | Форма(тип) | Область применения | Условное обозначение |
|---|---|---|---|

|
Тип А Отверстие имеет цилиндрическое отверстие диаметром d и конус с углом при вершине 60° без предохранительного конуса. |
1. В деталях, после обработки которых необходимость в центровых отверстиях отпадает. 2. В деталях, которые подвергаются термообработке до твердости, гарантирующей сохранность центровых отверстий в процессе эксплуатации. |
Отв. центр. А4 ГОСТ 14034–74 (для ⌀4 мм) |

|
Тип B Отверстие имеет цилиндрическое отверстие диаметром d и конус с углом при вершине 60° и предохранительную коническую поверхность (фаску) с углом при вершине 120°. |
В деталях, в которых центровые отверстия являются базой для повторного или многократного использования, а также когда центровые отверстия сохраняются в готовых изделиях (предохранительная фаска предназначена для защиты центровых отверстий от повреждений, а также для осуществления возможности подрезки торца). |
Отв. центр. B6 ГОСТ 14034–74 (для ⌀6 мм) |

|
Тип I Отверстие имеет цилиндрическое отверстие диаметром d и конус с углом при вершине 60°, но вместо предохранительного конуса имеет цилиндрическую выборку небольшой глубины. |
Для оправок и калибров-пробок. | Отв. центр. I8 ГОСТ 14034–74 (для ⌀8 мм) |

|
Тип C Отверстие имеет цилиндрическое отверстие диаметром d и конус с углом при вершине 75°. |
Для обработки крупных валов (для особо крупных и тяжелых деталей угол увеличивают до 90°). Назначение аналогично форме А. | Отв. центр. C8 ГОСТ 14034–74 (для ⌀8 мм) |

|
Тип E Отверстие имеет цилиндрическое отверстие диаметром d и конус с углом при вершине 75° (для особо крупных и тяжелых деталей угол увеличивают до 90°) и предохранительную коническую поверхность с углом при вершине 120°. |
Назначение аналогично форме В. | Отв. центр. E10 ГОСТ 14034–74 (для ⌀10 мм) |

|
Тип R Отверстие имеет цилиндрическое отверстие диаметром d и дугообразную образующую с радиусом R. |
Для обработки деталей повышенной точности и для обработки конических поверхностей. | Отв. центр. R6 ГОСТ 14034–74 (для ⌀6 мм) |

|
Тип F Отверстие имеет цилиндрическое отверстие с метрической резьбой и конус с углом при вершине 60° без предохранительного конуса. |
В деталях типа валов с креплением по центру вниз для монтажных работ, транспортирования, хранения и термической обработки деталей в вертикальном положении. Резьба предназначена для резьбовых пробок, ввинчиваемых в центровые отверстия. |
Отв. центр. F M4 ГОСТ 14034–74 (M4 – резьба метрическая) |

|
Тип H Отверстие имеет цилиндрическое отверстие с метрической резьбой и конус с углом при вершине 60° и предохранительную коническую поверхность с углом при вершине 120°. |
В деталях типа валов с креплением по центру вниз для монтажных работ, транспортирования, хранения и термической обработки деталей в вертикальном положении. Резьба предназначена для резьбовых пробок, ввинчиваемых в центровые отверстия. |
Отв. центр. H M6 ГОСТ 14034–74 (M6 – резьба метрическая) |

|
Тип P Отверстие специальной формы с метрической резьбой. |
Для конусов инстру-мента: Морзе, метри-ческих и др. | Отв. центр. P M8 ГОСТ 14034–74 (M8 – резьба метрическая) |
Выполнение центровых отверстий в заготовках производят:
Точение
Hаиболее характерным видом деталей тел вращения, состоящих из сочетания наружных поверхностей (цилиндрических, конических, сложной формы),
является вал. Валы могут быть изготовлены из проката, поковок, штампованных заготовок и отливок. По форме валы бывают: гладкие, ступенчатые, эксцентриковые, коленчатые.
По размерам – мелкие (длиной до 200 мм), средние (длиной от 200 до 1000 мм) и крупные (длиной бо-лее 1000 мм).
Заготовки устанавливают в центрах станка или патронах различных типов: 3-кулачковых, самоцентрирующих, цанговых и др. Время обработки должно быть наименьшим.
Удаляя припуск, исходят из соображений последовательного уменьшения жесткости вала, т.е. ступени меньшего диаметра обрабатывают в последнюю очередь.
При черновом точении точность обработки достигает 14-го квалитета, а шероховатость Rz = 40…80 мкм.
Режимы резания чернового точения:
Получистовое точение обеспечивает точность обработки 9–12-го квалитета и шероховатость поверхности Rz = 10…20 мкм.
Режимы резания получистового точения:
Чистовое точение обеспечивает точность обработки 7–8-го квалитета и шероховатость поверхности Ra = 1,25…2,5 мкм.
Режимы резания чистового точения:
Тонкое (алмазное) точение – это отделочный метод обработки. При наружном точении алмазными (эльборовыми)
резцами цветных сплавов достигается точность 5–6-го квалитета и шероховатость поверхности Ra = 0,16…0,32 мкм.
Режимы резания тонкого точения:
Для алмазного точения должны применяться станки особо высокой точности и жесткости.
В качестве инструмента при тонком точении сталей можно использовать широкие резцы, оснащенные пластинами из твердого сплава Т30К4,
а для обработки чугунов – резцы с пластинками из твердого сплава ВК2 или ВК3. Передние и задние поверхности режущих пластин должны быть доведены до шероховатости
поверхности Ra = 0,02…0,04 мкм. Тонкое точение резцами с твердосплавными пластинами производят при глубине резания t = 0,05…0,15 мм,
продольной подаче S = 0,01…0,05 мм/об и скорости резания V = 200…350 м/мин. При этом достигается точность 6–7-го квалитета и шероховатость поверхности Ra = 0,32…0,63 мкм.
В качестве СОЖ обычно применяют эмульсию.
При обработке длинных маложестких валов применяют неподвижные и подвижные люнеты. Обрабатывая полые валы с контролируемой разностенностью стенки,
используют кольцевые (вертлюжные) люнеты.

Люнеты служат дополнительной опорой, испытывающей нагрузки. Подвижный люнет, следуя за резцом, воспринимает силу резания.
Обрабатываемая поверхность опирается на кулачки люнета. В тех случаях, когда следует обеспечить соосность обтачиваемой поверхности с ранее обработанной,
кулачки люнета устанавливают впереди резца, то есть на ранее обработанную поверхность. При скоростном резании кулачки создают значительное трение.
Чтобы уменьшить трение, применяют люнеты с роликовыми опорами. При скоростном точении часто возникают вибрации, которые увеличивают шероховатость поверхности
и снижают точность обработки. Для устранения вибраций используют люнеты с виброгасителем. Тарельчатые пружины, помещенные в корпусе виброгасителя, поглощают
вибрации детали.
При высоких скоростях резания стружка имеет сливную форму и сходит из-под резца непрерывной лентой. Такая стружка весьма опасна, так как может явиться причиной
травматизма (порезов и (или) ожогов). Для размельчения такой стружки применяют специальные устройства – стружколоматели.
В серийном и мелкосерийном производствах валы часто обрабатывают на станках с ЧПУ. В единичном производстве обработку валов обычно
осуществляют на универсальном оборудовании с ручным управлением.
Фрезерование
Сверление
Отверстия бывают цилиндрическими, ступенчатыми, коническими, фасонными. Отверстия могут быть открытыми с двух сторон
(сквозные) и с одной стороны (глухие).
Сверление – распространенный способ обработки глухих и сквозных отверстий в сплошном материале с точностью 12–13-го
квалитета и шероховатостью поверхности Rz = 10…30 мкм. Отверстия диаметром более 30 мм сверлят за два перехода: сначала сверлом меньшего
диаметра, затем – требуемого диаметра.
Различают два метода сверления: с вращающимся сверлом (сверлильные и расточные станки) и с вращающейся деталью (токарные станки).
Для уменьшения увода сверла производят предварительное засверливание (центрование) коротким жестким сверлом.
Сверление осуществляют на токарных станках и автоматах, а также на сверлильных и расточных станках с направляющими втулками.
Сверлильные станки подразделяются на универсальные, специализированные и специальные. На универсальных сверлильных станках можно выполнять любые
операции по обработке отверстий. К универсальным станкам относятся: вертикально-сверлильные, радиально-сверлильные, настольно-сверлильные.
К специализированным станкам относятся горизонтальные станки (патронного и вертлюжного типа) для сверления и растачивания глубоких отверстий (вертлюжные станки).
Если заданная точность отверстия ниже 9-го квалитета, то в зависимости от диаметра отверстия и вида заготовки последующая
обработка осуществляется растачиванием или развертыванием.
Точность взаимного расположения отверстий при последовательной обработке разными инструментами достигается с помощью
кондуктора со сменными втулками и быстросменными патронами для закрепления инструментов в шпинделе станка.
При сверлении под резьбу диаметр D сверла принимают больше внутреннего диаметра резьбы d на величину 2α = 0,3…0,4 высоты резьбы.
Сверла подразделяются на нормальные, для глубокого сверления и специальные. К нормальным относятся сверла спиральные, перовые и центровочные.
Для глубокого сверления (отношение длины отверстия к диаметру больше пяти) применяют сверла перовые. Сверло состоит из штанги длиной до 1,5–2,0 м, имеющей две канавки
для отвода стружки и две канавки для трубок, подводящих СОЖ с большим давлением для удаления стружки. На режущих кромках пластины делают канавки для разламывания
и размельчения стружки. Кроме того, это облегчает удаление стружки смазочно-охлаждающей жидкостью. Такие сверла применяют для отверстий диаметром более 30 мм. Для изготовления
глубоких отверстий относительно небольших диаметров – до 30 мм – применяют спиральные сверла с внутренним подводом СОЖ. Однако обрабатывать таким сверлом глубокие
отверстия трудно, так как приходится часто выводить сверло из отверстия для удаления застрявшей стружки и, кроме того, оно недостаточно прочное и обеспечивает
меньшую точность направления отверстия (имеет место повышенный увод сверла). Вместо спиральных сверл целесообразно применять пушечные и ружейные сверла, которые не имеют
поперечной режущей кромки, что облегчает резание металла. Вершина сверл смещена на 0,25 диаметра, благодаря чему образуется конус, направляющий сверло.
Сверлению таким сверлом предшествует сверление на некоторую глубину спиральным или перовым сверлом, что должно быть выполнено очень тщательно во избежание увода ружейного или
пушечного сверла при последующем глубоком сверлении. Получаемая при сверлении ружейными или пушечными сверлами достаточно мелкая стружка легко удаляется СОЖ.
Подвод СОЖ при сверлении ружейным сверлом осуществляется под сильным давлением через отверстие в теле сверла,
а отвод стружки происходит по наружной канавке сверла между телом (стержнем) сверла и обработанной поверхностью отверстия. Недостатком ружейных и пушечных
сверл является относительно низкая производительность.
При сверлении глубоких отверстий диаметром от 80 до 200 мм и длиной до 500 мм широкое применение находят кольцевые сверла.
Они вырезают в сплошном металле лишь кольцевую полость, а остающуюся после такого сверления внутреннюю часть в форме цилиндра можно использовать для
изготовления других деталей. Кольцевые сверла поставляются с несколькими комплектами запасных быстрорежущих ножей. Кольцевые сверла можно применять на токарных,
расточных, револьверных и радиально-сверлильных станках, имеющих обычную систему подачи СОЖ. При сверлении такими сверлами производительность повышается
до 4 раз по сравнению со сверлением спиральными или ружейными сверлами.

Зенкерование применяют для обработки предварительно полученного отверстия литьем, прошивкой или сверлением.
Инструментом служит зенкер. Зенкеры в зависимости от их назначения подразделяются на цилиндрические и конические.
Развертывание – это основной способ обработки отверстия 8–9-го квалитета точности (при обработке двумя развертками достигают 5–7-го квалитета точности)
с шероховатостью поверхности Ra = 0,15…2,5 мкм в материале твердостью HRC ≤ 40. Развертка – отличается от зенкера большим числом зубьев и меньшими углами в плане. Развертки
делятся на ручные и машинные и изготовляются цельными и раздвижными. Ручные развертки имеют длинные зубья и длинную коническую часть, называемую заборной.
Машинные цельные развертки применяются для отверстий диаметром до 30 мм. Для отверстий диаметром более 30 мм в целях экономии режущего инструментального материала
применяются насадные развертки. Развертки раздвижные применяются для диаметров от 25 до 100 мм. Большое распространение имеют развертки со вставными ножами, применяемые для диаметров от 35 до 150 мм.
Необходимым условием достижения высокой точности обработки является равномерность снимаемого припуска и строгое совпадение оси развертки с осью обрабатываемого
отверстия. Развертка во время работы должна свободно устанавливаться по отверстию или иметь точное направление. При работе чистовыми развертками на токарных и
револьверных станках применяются качающиеся оправки, которые компенсируют несовпадение оси отверстия и направления развертки.
Шлифование
Шлифование является основным и наиболее распространенным методом обработки наружных цилиндрических поверхностей. Подразделяется на чистовое и
тонкое шлифование. Тонкое шлифование осуществляется шлифовальными кругами или шлифовальными лентами на круглошлифовальных станках с продольной подачей
и методом врезания, на бесцентрово-шлифовальных станках на проход и методом врезания, а также на ленточно-шлифовальных станках.
На круглошлифовальном станке заготовка устанавливается в центрах станка. Линейная скорость вращающейся заготовки составляет 10–15 м/мин,
а линейная скорость инструмента (шлифовального круга) – порядка 30 м/с. Процесс шлифования может осуществляться с продольной подачей и методом врезания.
В первом случае заготовка совершает возвратно-поступательное продольное перемещение с продольной подачей Sпр = (0,5 – 0,8)Н, где Н – высота круга,
за один оборот заготовки, а в конце каждого хода производится поперечная подача (глубиной резания) 0,01–0,03 мм. При выхаживающих проходах продольная
подача уменьшается до Sпр = 0,2…0,3Н, глубина резания до 0,005…0,02 мм. Длина продольного хода при шлифовании должна обеспечивать перебег инструмента на сторону, равный 0,2 – 0,4Н,
где Н – высота круга или ширина ленты.
Второй способ заключается в том, что инструменту (шлифовальному кругу или шлифовальной ленте) сообщается только поперечная подача за один оборот заготовки.
Чистовое круглое шлифование в центрах станка обеспечивает точность 6–7-го квалитета и шероховатость поверхности Ra = 0,3…1,25 мкм. Тонкое круглое шлифование в центрах станка
обеспечивает точность 5–6-го квалитета и шероховатость поверхности Ra = 0,02…0,08 мкм.
При шлифовании на бесцентрово-шлифовальных станках на проход заготовку устанавливают между двумя шлифовальными кругами на специальный поддерживающий нож ,
изготовленный из износостойкого материала. Благодаря скосу, направленному в сторону ведущего круга, деталь прижимается к ведущему кругу, вследствие чего ведущий круг передает
крутящий момент детали. Во избежание огранки детали диаметром более 30 мм смещают вверх на 10–15 мм от линии центров шлифовальных кругов. При шлифовании на проход ведущий круг устанавливают под углом α = 1…5°.
Величину продольной подачи S при шлифовании на проход назначают в пределах 400–4000 мм/мин. Линейная скорость ведущего круга Vв.к = 15…30 м/мин при черновом шлифовании.
При чистовом шлифовании увеличивают до 100 м/мин и более.
Особенности обработки деталей тяжелого машиностроения
К тяжелому машиностроению относят производство металлургического оборудования (например, прокатных станов), крупных металлорежущих станков, мощных гидравлических,
паровых и газовых турбин, электрогенераторов, крупных экскаваторов и т.п.
Приемы обработки, используемые в тяжелом машиностроении, применяют также при обработке крупных деталей на заводах других отраслей машиностроения и частично в
цехах по обработке базисных деталей в среднем машиностроении.
Так как крупные машины изготовляют в очень небольших количествах, то производство организуют как единичное или мелкосерийное. При изготовлении крупных
машин чаще всего применяют универсальное оборудование и более простую технологическую оснастку, чем в серийном производстве.
Из-за большого веса крупных заготовок и деталей (до 300 т) большое значение приобретает внутрицеховой транспорт. Главным транспортным средством в цехах тяжелого машиностроения
обычно являются мостовые краны, грузоподъемность которых достигает 250 т и выше. В некоторых случаях особо тяжелые детали поднимают и перемещают двумя кранами одновременно.
При конструировании станков для тяжелого машиностроения стремятся избежать перемещения тяжелых деталей с операции на операцию и во время обработки. Для этого применяют передвижные
портальные станки с фрезерными головками, передвижные расточные колонки, односторонние фрезерные станки, в которых фреза диаметром до 2 м имеет подачу, большие карусельные станки для
обтачивания деталей диаметром до 18 м, тяжелые многосуппортные токарные станки для обтачивания деталей длиной до 30 м и диаметром до 2 м.
В ходе развития технологии тяжелого машиностроения разработана система так называемой «стендовой обработки», то есть если обрабатывающие станки легче
обрабатываемой детали, то проще и дешевле переместить станок к обрабатываемой детали, чем деталь к станку. Стендовая обработка производится с помощью передвигающихся
вдоль стенда горизонтальных сверлильно-расточных и переносных станков, подаваемых на стенд подъемным краном.
Переносные станки применяют: сверлильные – с диаметром сверления до 60 мм, радиально-сверлильные – с диаметром сверления до 75 мм, поперечно-строгальные – с ходом ползуна до 1500 мм,
долбежные – с ходом ползуна до 2000 мм. При изготовлении базисных деталей (станин, остовов, рам и т.п.) комбинированная стендовая обработка составляет до 60 % общей трудоемкости и
сокращает цикл обработки в 1,5–2 раза.
При стендовой обработке придерживаются следующих правил.
- Время на установку каждого дополнительного передвижного или переносного станка к деталям должно быть меньше, чем на переустановку заготовки на другой станок.
-
Передвижные и переносные станки следует расставлять вокруг детали так, чтобы можно было организо-вать параллельную работу станков и снять станок,
на котором окончили работу, не мешая другим станкам работать. - Более мощные передвижные станки должны выполнять больший объем работы, чем легкие переносные станки.
- В картах технологического процесса должны быть все необходимые указания о порядке обработки передвижными, переносными станками и способах их установки на стенде.
- Следует подготовить всю необходимую оснастку для передвижных и переносных станков. Её надо подавать на стенд одновременно со станками.
- Пока обрабатывают деталь на одном месте стенда, на соседнем месте стенда подготавливают к обработке другую заготовку.
Чтобы улучшить условия обработки тяжелых деталей, применяют дополнительное оборудование (усовершенствование) рабочих мест универсальных
станков, цель которого – расширить технологические возможности и улучшить использование оборудования. У станков устраивают дополнительные ямы и канавы, в
которых можно обрабатывать заготовки, не помещающиеся на плите станка.
Делают дополнительные плиты у радиально-сверлильных станков, на которых можно подготавливать обработку одной заготовки во время обработки другой.
Радиально-сверлильные станки устанавливают на тележку, перемещающуюся вдоль длинной обрабатываемой заготовки.

Курсовая работа: Разработка технологического процесса изготовления “Вала”
Введение
Машиностроение является одной
из важнейших отраслей в промышленном комплексе нашей страны. Для народного
хозяйства необходимо увеличение выпуска продукции машиностроения и повышение её
качества. Технический прогресс в машиностроении характеризуется не только
улучшением конструкции машин, но и непрерывном совершенствованием технологии их
производства. Важно качественно, экономично и в заданные сроки с минимальными
затратами живого и овеществлённого труда изготовить любую машину или деталь.
Развитие новых прогрессивных
технологических процессов обработки способствует конструированию более
современных машин и механизмов, и снижению их себестоимости. Актуальна задача
повышения качества машин и, в первую очередь, их точности. В машиностроении
точность имеет особо важное значение для повышения эксплуатационного качества
машин. Обеспечение заданной точности при наименьших затратах – основная задача
при разработке технологических процессов.
Основные задачи в области
машиностроения и перспективы её развития:
приближение формы заготовки к
форме готового изделия за счёт применения методов пластической деформации,
порошковой металлургии, специального профильного проката и других прогрессивных
видов заготовок;
автоматизация технологических
процессов за счет применения автоматических загрузочных устройств,
манипуляторов, промышленных роботов, автоматических линий, станков с ЧПУ;
концентрация переходов и
операций, применение специальных и специализированных станков;
применение групповой
технологии и высокоэффективной оснастки;
использование эффективных
смазочно-охлаждающих жидкостей с подводом их в зону резания;
разработка и внедрение
высокопроизводительных конструкций режущего инструмента из твёрдых сплавов,
минералокерамики, синтетических сверхтвёрдых материалов, быстрорежущих сталей
повышенной и высокой производительности;
широкое использование
электрофизических и электрохимических методов обработки, нанесение
износоустойчивых покрытий.
В курсовом проекте согласно
заданию предусматривается разработка технологического процесса изготовления
«Вала», который является одной из важнейших деталей механизма для передачи
вращения при заданном передаточном отношении.
1. Общетехническая часть
1.1 Служебное назначение
изделия. Анализ конструкции и технических требований
Вал относится к классу валов.
Вал предназначен для передачи вращения при заданном передаточном отношении.
На поверхности 3 имеется
шпоночная канавка под призматическую шпонку для крепления сопрягаемой детали. В
торце 1 имеется резьбовое отверстие М8–7Н для крепления детали предотвращающее
осевое смещения детали с поверхности 3. На поверхности 15 расположены
прямобочные шлицы, предназначенные для крепления сопрягаемой детали. Канавки 5,
9, 14 – являются технологическими и служат для выхода режущего инструмента.
Канавка 17 предназначена для установки стопорного кольца.
Таблица 1.1 Технические требования
| № пп | Наименование поверхности, номинальное значение, мм |
Назначение поверхности | Точность | Шероховатость Ra, мкм |
| 1 | 2 | 3 | 4 | 5 |
| 1,19 |
Торцевая L=290 мм |
Вспомогательная конструкторская база |
12 | 10 |
| 2, 6, 10, 12, 18 | Фаска 1Ч45є | Свободная | 12 | 10 |
| 3 | Наружная цилиндрическая Ш 25 мм |
Вспомогательная конструкторская база |
6 | 0,63 |
| 22 | Шпоночный паз 40х8х4 | 8 | 5 | |
| 4 | Торцевая L=50 мм | Вспомогательная конструкторская база |
12 | 10 |
| 5 | Наружная цилиндрическая Ш 24,5 мм |
Свободная | 12 | 10 |
| 7 | Наружная цилиндрическая Ш 30 мм |
Основная конструкторская база |
6 | 0,63 |
| 8 | Торцевая L=53 мм | Вспомогательная | 12 | 10 |
| 9,14 | Наружная цилиндрическая Ш 29,5 мм |
Свободная | 12 | 10 |
| 11 | Наружная цилиндрическая Ш 40 мм |
Свободная | 12 | 10 |
| 13 | Торцевая L=81 мм | Вспомогательная конструкторская база |
12 | 2,5 |
| 15 | Наружная цилиндрическая Ш 30 мм |
Основная конструкторская база |
6 | 0,63 |
| Шлицы прямобочные | Вспомогательная конструкторская база |
11 | 2,5 | |
| 16 | Торцевая L=87 мм | Свободная | 12 | 10 |
| 17 | Наружная цилиндрическая Ш 28,5 мм |
Свободная | 12 | 10 |
| 20 | Фаска 1,6Ч45є | Свободная | 12 | 10 |
| 21 | Внутренняя цилиндрическая М8 на L=18 мм |
Вспомогательная конструкторская база |
7Н | 10 |
1.2 Анализ технологичности
детали
Вал относится к деталям типа «вал».
Вал изготовлена из стали 45
(ГОСТ 1050–88), которая сравнительно хорошо обрабатывается резанием.
С точки зрения рационального
выбора заготовки вал-шестерня относится к достаточно технологичным деталям. В
качестве заготовки можно использовать прокат как наиболее дешёвый вид
заготовки.
Геометрическая форма детали состоит из
поверхностей, которые образованны вращением образующих относительно оси и
торцов.
Поверхности открыты для подвода и перемещения
режущего инструмента. Конфигурация детали не позволяет выполнить её полную
обработку за один установ. Поэтому маршрут обработки будет складываться из ряда
последовательных операций и переходов.
Конфигурация детали обеспечивает нормальный
вход и выход инструмента.
Конструкция вала позволяет использовать типовые
этапы обработки для большинства поверхностей.
Показатели точности и шероховатости находятся в
экономических пределах: 6 квалитет точности и шероховатость Rа 0,63 мкм.
Возможна реализация принципа постоянства баз на
основных операциях. Выбранные базы обеспечивают простое, удобное и надежное
закрепление. Это позволяет применять сравнительно простые и дешевые
приспособления.
Деталь обрабатывается в центрах и имеет
достаточную жесткость, т.к. l/d < 10 (294/42 < 10).
Конструкция детали обеспечивает безударную обработку.
На основных операциях возможность применения
стандартного режущего и мерительного инструментов и оснастки (резец проходной,
резец контурный, резец канавочный, фреза червячная, фреза шпоночная, сверло
центровочное, фреза торцевая, центра, линейка, штангенциркуль).
Конструктивные элементы не вызывают деформацию
инструмента на входе и выходе.
В результате вышеизложенного деталь
технологична.
1.3 Материал, его состав и
его свойства. Режимы термообработки
Вал изготовлен из стали 45
ГОСТ 1050–88. Сталь 45 относится к группе углеродистых качественных
конструкционных сталей. Это улучшаемая сталь с нормальным содержанием марганца.
[1.17]
Таблица 1.2 Химический состав
стали
| Группа | Марка стали | С, % | Si, % | Mn, % | S, % | P, % | Cr, % | Ni, % |
| Не более | ||||||||
| М 2 | 45 | 0,42–0,50 | 0,17–0,37 | 0,50–0,80 | 0,045 | 0,04 | 0,3 | 0,3 |
Таблица 1.3 Физико-механические
свойства стали
|
Плотность с, кг/см3 |
Предел прочности увр, |
Предел текучести ут, |
Относительное удлинение д, % |
Абсолютное удлинение |
Твёрдость |
ан, кг/см2 |
| 0,00785 | 610 | 360 | 16 | 40 | 111…217 НВ | 5 |
Таблица 1.4 Виды и режимы
термообработки
| Марка стали | Отжиг | Закалка | Отпуск | ||
|
Температура нагрева, |
Температура нагрева, |
Среда охлаждения |
Температура нагрева, |
Твёрдость HRCэ | |
| Сталь 45 | 680 | 810…840 | Вода | 500…600 | 31…27 |
1.4 Определение массы
изделия
Масса изделия определяется
расчетным путем и корректируется по чертежу. Для этого конструкцию детали
разбивают на простые геометрические фигуры и определяют их объём по формуле: [1.24]
для цилиндра:
![]() . (1.1)
. (1.1)
Затем путём алгебраического
сложения определяется общий объём. Масса детали вычисляется по формуле:
![]() .
.
(1.2)
Определяем объём детали:
![]() см3.
см3.
![]() см3.
см3.
![]() см3.
см3.
![]() см3.
см3.
Определяем общий объём
изделия.
![]()
![]()
![]() (1.3)
(1.3)
![]() (1.4)
(1.4)
Определяем массу детали:
![]() кг.
кг.

Рис. 1.2 Объем детали
1.5 Определение типа
производства и партии запуска
Для предварительного
определения типа производства используем заданный объём выпуска изделия и его
массу.
По заданию годовой объём
выпуска изделия составляет N=8000 шт. масса детали, определяем расчётным путём,
равна ![]()
Используя эти данные,
определяем тип производства – среднесерийный ![]() .
.
Среднесерийное производство
характеризуется ограниченной номенклатурой изделий, изготовляемых периодически
повторяющимися партиями.
Характерный признак
среднесерийного производства – расчленение технологического процесса на
отдельные самостоятельные операции, которые закреплены за определённым рабочим
местом.
При среднесерийном
производстве необходима переналадка технологического оборудования при переходе
на изготовление деталей другой партии.
Для выполнения различных
операций используются универсальные металлорежущие станки, оснащённые
специальными, универсальными или универсально-сборочными приспособлениями.
Находят применение специализированные, специально-автоматизированные станки.
Широко используются станки с числовым программным управлением.
Целесообразно применять
специальный режущий инструмент, а также специальный измерительный инструмент.
В среднесерийном производстве
оборудование устанавливается или по ходу технологического процесса или по
группам оборудования.
Квалификация рабочих в
среднесерийном производстве ниже, чем в единичном.
Количество деталей в партии
запуска определяем по формуле:
![]() (1.5)
(1.5)
где N – годовой объём выпуска
заданного изделия, шт.;
а – число дней, на которое
необходимо иметь запас деталей (периодичность запуска – выпуска,
соответствующая потребности сборки);
F – число рабочих дней в году.
а=1, 2, 5, 10 или 20 дней.
F=256 день.
![]()
Принимаем n=157 шт.
2. Технологическая часть
2.1 Выбор метода получения
заготовки и его технико-экономическое обоснование
Для изделия можно применять
заготовку, полученную из проката или методом горячей объёмной штамповки.
Вариант 1. Заготовка из проката.
Согласно точности и
шероховатости обрабатываемой поверхности, определяем промежуточные припуски. За
основу расчёта промежуточных припусков принимаем наибольший наружный диаметр Ш 40 h12. Назначаем
последовательность обработки данной поверхности, выбираем табличный припуск для
однократного точения h 12 – 1,4 мм.
Определяем расчетный диаметр
заготовки:
![]() мм. (2.1)
мм. (2.1)
Стандартный прокат имеет Ш 42 мм.
Размер заготовки с отклонением
Ш ![]() .
.
Определяем длину заготовки по
формуле:
![]() , (2.2)
, (2.2)
вал термообработка заготовка
производство
где LД –
номинальная длина детали по рабочему чертежу, мм;
Zпод =2,0 мм –
припуск на подрезание торцов.
![]() мм.
мм.
Определяем объём заготовки по
формуле с учетом максимальных размеров:
![]() см3, (2.3)
см3, (2.3)
где DЗ – диаметр
заготовки по плюсовым допускам, см.
Определяем массу заготовки по
формуле:
![]() , (2.4)
, (2.4)
![]() кг.
кг.
Определяем расход материала на
одну деталь с учётом неизбежных технологических потерь на отрезку заготовок.
Ширина реза при отрезке:
![]()
Число заготовок, исходя из
принятой длины проката по стандартам, определяется по формуле:
Из проката длиной 4 м:
![]() (2.5)
(2.5)
Получаем 13 заготовки из
данной длины проката
Из проката длиной 7 м:
![]()
Получаем 23 заготовок из
данной длины проката
Остаток дины определяется в
зависимости от принятой длины проката:
из проката длиной 4 м:
![]() (2.6)
(2.6)
![]() (2.7)
(2.7)
из проката длиной 7 м:
![]()
![]()
Из расчётов на не кратность
следует, что прокат длиною 7 м для изготовления заготовок более
экономичен, чем прокат длиною 4 м. Потери на зажим при отрезке по
отношению к длине проката составят:
![]() (2.8)
(2.8)
Потери материала на длину
торцевого обрезка проката в процентном соотношении к длине проката составят:
![]() (2.9)
(2.9)
Общие потери (%) к длине
выбранного проката:
![]() (2.10)
(2.10)
Расход материала на одну
деталь с учётом всех технологических неизбежных потерь определяем по формуле:
![]() (2.11)
(2.11)
Определяем коэффициент
использования материала:
![]() . (2.12)
. (2.12)
Определяем стоимость заготовки
из проката:
![]() , (2.13)
, (2.13)
где СМ = 16 руб./кг
– цена одного килограмма материала;
СОТХ = 2758 руб./т
– цена 1 тонны отходов.
Вариант 2. Заготовка, изготовленная методом горячей объёмной штамповки на ГКМ.
Пользуясь таблицей 20. ГОСТ 7505–89 принимаем:
Степень сложности – С 1;
Группа стали – М 2;
Точность изготовления – Т 4;
Исходный индекс -14.

Рис. 1.3
С учётом табличных припусков определяем
расчетные размеры заготовки:
![]() , (2.14)
, (2.14)
![]() мм,
мм,
![]() мм,
мм,
![]() мм,
мм,
![]() мм,
мм,
![]() мм,
мм,
![]() мм,
мм,
![]() мм,
мм,
![]() мм.
мм.
Таблица 2.1 Припуски на
размеры заготовки
| Категория размера | Номинальное значение размера, мм |
Шероховатость, мкм | Припуск, мм | Предельные отклонения, мм |
Размер заготовки, мм |
|
D1 |
25 | 0,63 | 2,0 |
|
29 |
|
D2 |
30 | 0,63 | 2,0 |
|
34 |
|
D3 |
40 | 10 | 2,0 |
|
44 |
|
D4 |
30 | 0,63 | 2,0 |
|
34 |
|
L1 |
58 | 10 | 2,0 |
|
60 |
|
L2 |
56 | 10 | 2,0 |
|
58 |
|
L3 |
85 | 10 | 2,0 |
|
85 |
|
L4 |
97 | 10 | 2,0 |
|
97 |
Определяем объем отдельных
элементов заготовки по предельным размерам:
![]() ; (2.15)
; (2.15)
![]() см3;
см3;
![]() см3;
см3;
![]() см3;
см3;
![]() см3;
см3;

Определяем массу заготовки:
![]() , (2.16)
, (2.16)
![]() кг.
кг.
Определяем технологические потери на угар и
облой:
![]() , (2.17)
, (2.17)
![]() кг.
кг.
Определяем коэффициент использования материала:
![]() , (2.18)
, (2.18)
![]() (2.19)
(2.19)
Определяем стоимость
штампованной заготовки по формуле:
![]() ,
,
где См = 27 руб./кг
– стоимость 1 кг штамповки;
СОТХ = 2758 руб./т – стоимость 1 тонны отходов.
![]() ,
,
Технико-экономические расчёты
показывают, что заготовка, полученная методом горячей объёмной штамповки на
ГКМ, более экономична по использованию материала, чем заготовка из проката,
однако по себестоимости штампованная заготовка дороже, поэтому принимаем
заготовку из горячекатаного круглого проката обычной точности.
2.2 Назначение
технологических схем обработки поверхностей изделия
Таблица 2.2 Технологические
схемы обработки поверхности
| № п/п | Наименование поверхности |
Требуемые параметры | Переходы (операции) | Достижимые параметры | ||
| IT | Ra, мкм | IT | Ra, мкм | |||
| 1,19 |
Торцевая L=290 мм |
12 | 10 | Точение однократное | 12 | 10 |
| 2,6,10,12,18 | Фаска 1Ч45є | 12 | 10 | Точение однократное | 12 | 10 |
| 3 | Наружная цилиндрическая Ш 25 мм |
6 | 0,63 |
Точение черновое Точение чистовое Шлифование предв. Шлифование оконч. |
12 10 8 6 |
10 3,2 1,25 0,63 |
| 22 | Шпоночный паз 40х8х4 | 8 | 5 | Фрезерование | 8 | 5 |
| 4 | Торцевая L=50 мм | 12 | 10 | Точение однократное | 12 | 10 |
| 5 | Наружная цилиндрическая Ш 24,5 мм |
12 | 10 | Точение однократное | 12 | 10 |
| 7 | Наружная цилиндрическая Ш 30 мм |
6 | 0,63 |
Точение черновое Точение чистовое Шлифование предв. Шлифование оконч |
12 10 8 6 |
10 3,2 1,25 0,63 |
| 9,14 | Наружная цилиндрическая Ш 29,5 мм |
12 | 10 | Точение однократное | 12 | 10 |
| 11 | Наружная цилиндрическая Ш 40 мм |
12 | 10 | Точение однократное | 12 | 10 |
| 13 | Торцевая L=81 мм | 12 | 2,5 | Точение однократное | 12 | 2,5 |
| 15 | Наружная цилиндрическая Ш 30 мм |
6 | 0,63 |
Точение черновое Точение чистовое Шлифование предв. Шлифование оконч. |
12 10 8 6 |
10 3,2 1,25 0,63 |
| Шлицы прямобочные | 11 | 2,5 | фрезерование | 11 | 2,5 | |
| 16 | Торцевая L=87 мм | 12 | 10 | Точение однократное | 12 | 10 |
| 17 | Наружная цилиндрическая Ш 28,5 мм |
12 | 10 | Точение однократное | 12 | 10 |
| 20 | Фаска 1,6Ч45є | 12 | 10 | Сверление | 12 | 10 |
| 21 |
Внутренняя Ш6,5 мм. На L=18 мм |
12 | 10 | Сверление | 12 | 10 |
| Резьба М8–7Н | Резьбонарезание | 7Н | 10 |
2.3 Проектирование
технологического процесса изготовления детали
2.3.1 Разработка маршрута
обработки детали
Основные поверхности вращения
обрабатываются начерно и начисто за токарную операцию с ЧПУ.
После термической операции
(закалки) выполняются четыре круглошлифовальные операции, на которых
достигается требуемая точность и шероховатость поверхностей. Контроль детали
выполняется во время выполнения операций резанием и на окончательном этапе
технологического процесса на отдельной операции контроля.
Маршрут обработки будет
следующим:
000 Заготовительная.
005 Фрезерно-центровальная.
010 Токарная с ЧПУ.
015 Шлицефрезерная.
020 Шпоночно-фрезерная.
025 Сверлильная.
030 Термическая.
035 Круглошлифовальная.
040 Круглошлифовальная.
045 Круглошлифовальная.
050 Круглошлифовальная.
055 Контрольная.
2.3.2 Выбор оборудования
Оборудование выбираем исходя
из вида обработки, размеров заготовки и детали, схем базирования, максимально
используя технологические характеристики станка. Для выполнения токарной
обработки применяем оборудование с ЧПУ. На остальных операциях, ввиду простых
конфигураций обрабатываемых поверхностей, используем универсальные станки.
Модели станков и их основные
технологические характеристики приведены ниже в таблицах.
Таблица 2.3. Характеристика
оборудования
| Параметры | МР-71М |
| Значения | |
| Диаметр обрабатываемой заготовки, мм |
25–125 |
| Длина обрабатываемой заготовки, мм |
200–500 |
| Число скоростей шпинделя фрезы |
6 |
| Пределы чисел оборотов шпинделя фрезы в минуту. |
125–712 |
| Наибольший ход головки фрезы (стола), мм. |
220 |
| Пределы рабочих подач фрезы (бесступенчатое регулирование), мм/мин |
20–400 |
| Число скоростей сверлильного шпинделя |
6 |
| Пределы чисел оборотов сверлильного шпинделя в минуту |
238–1125 |
| Ход сверлильной головки, мм |
75 |
|
Пределы рабочих подач (бесступенчатое |
20–300 |
| Продолжительность холостых ходов, мин. |
0,3 |
|
Мощность фрезерной головки сверлильной головки |
7,5/10 2,2/3 |
|
Габариты станка: Длина, мм Ширина, мм |
3140 1630 |
| Категория ремонтной сложности |
7 |
Таблица 2.4
| Параметры | 16К20Ф3С39 |
| Значения | |
|
Диаметр обрабатываемой Над станиной над суппортом |
400 200 |
| Длина обрабатываемой заготовки, мм |
1000 |
| Количество инструментов | 6 |
| Число оборотов шпинделя | 35–1600 |
| Число скоростей шпинделя (общее/ по программе) |
12/9 |
|
Пределы рабочих подач, Поперечное Продольное |
0–600 0–1200 |
|
Наибольшее перемещение Поперечное Продольное |
210 930 |
|
Подача суппорта, мм/об (мм/мин) |
0,01–40 1–4000 |
| Число подач | Бесступенчатое регулирование |
|
Скорость быстрого Поперечное Продольное |
2400 4800 |
| Мощность электродвигателя, кВт: |
10 |
|
Габариты станка: Длина, мм Ширина, мм Высота, мм Масса, кг |
3000 1600 1600 3000 |
Таблица 2.5
| Параметры | 3Б12 |
| Значения | |
| Диаметр обрабатываемой заготовки, мм |
200 |
| Длина обрабатываемой заготовки, мм |
500 |
| Конус Морзе передней бабки |
№3 |
| Наибольшее поперечное перемещение шлифовальной бабки, мм. |
300 |
| поперечная подача шлифовальной бабки на 1 ход стола, мм. |
0,1–0,5 |
| Угол поворота стола, град. |
|
| Диаметр шлифовального круга: |
300 |
| Число оборотов шпинделя шлифовальной бабки, об/мин |
2500 |
| Скорость перемещения стола (бесступенчатое регулирование), мм/мин |
0,1–6 |
| Число скоростей поводкового патрона |
Регулировка бесступенчатая |
| Пределы чисел оборотов поводкового патрона в минуту |
78–800 |
| Мощность электродвигателя, кВт: |
7,5 |
| Габариты станка: | 3100 Х 2100 |
Таблица 2.6
| Параметры | 692М |
| Значения | |
| Ширина фрезеруемого паза, мм |
4–24 |
| Длина фрезеруемого паза без переустановки, мм |
5–300 |
| Размеры стола, мм | 800Х200 |
| Число шпинделей | 1 |
|
Расстояние от оси До вертикальных До поверхности стола |
205 |
| Количество скоростей шпинделя |
12 |
| Число оборотов шпинделя в минуту |
375–3750 |
| Продольная подача шпиндельной бабки (бесступенчатое регулирование), мм/мин. |
450–1200 |
| Мощность электродвигателя, кВт: |
1,6–2,3 |
| Габариты станка, мм: | 1520Х1400 |
Таблица 2.7
| Параметры | 5350 |
| Значения | |
| Наибольший диаметр обрабатываемой заготовки, мм: |
500 |
| Высота центров, мм | 250 |
| Расстояние между центрами, мм. |
750 |
| Наибольший нарезаемый модуль, мм. |
6 |
| Наибольший диаметр фрезы, мм. |
150 |
| Расстояние между осями шпинделей, изделия и фрезы, мм. |
40–140 |
| Наибольшая длина фрезерования, мм. |
675 |
| Число нарезаемых зубьев | 4–20 |
| Пределы чисел оборотов шпинделя фрезы в минуту |
80–250 |
| Количество ступеней чисел оборотов шпинделя фрезы |
6 |
| Пределы подач, мм/об. | 0,63–5 |
| Число ступеней подачи | 10 |
| Диаметр отверстия шпинделя, мм. |
106 |
| Диаметр оправки фрезы, мм. |
27; 32; 40. |
| Скорость обратного хода каретки, мм/мин. |
1,92 |
| Мощность электродвигателя привода червячной фрезы, кВт. |
7,5 |
|
Габариты станка, мм: Длина Ширина |
2330 1500 |
Таблица 2.8
| Параметры | 2Н125 |
| Значения | |
| Наибольший диаметр сверления по стали, мм |
25 |
| Наибольшее усиление подачи, кГ |
900 |
| Расстояние от шпинделя до плиты, мм |
690–1060 |
| Расстояние от центра шпинделя до вертикальных направляющих станины, мм |
250 |
| Наибольшее расстояние от торца шпинделя до стола, мм |
700 |
| Количество ступеней оборотов шпинделя |
12 |
| Пределы чисел оборотов в минуту |
45–20000 |
| Наибольшее перемещение шпинделя, мм |
200 |
| Количество ступеней подач |
9 |
| Пределы подач шпинделя, мм/об |
0,1–1,6 |
| Размеры стола, мм | 400Х450 |
| Мощность электродвигателя, кВт: |
2,2 |
| Габариты станка: | 1130 Х 805 |
2.3.3 Выбор технологических
баз
При разработке технологических
операций особое внимание уделяем выбору баз, так как от их правильного выбора
зависит точность обработки и выполнение технических требований чертежа.
Одним из наиболее сложных и
принципиальных разделов проектирования технологического процесса механической
обработки является назначение технологических баз. От правильного решения
данного вопроса в значительной степени зависят:
– фактическая точность
выполнения размеров, заданных конструктором;
– правильность взаимного
расположения обрабатываемых поверхностей;
– степень сложности и
конструкция необходимых приспособлений, режущих и измерительных инструментов.
Принцип постоянства баз
заключается в том, что при разработке технологического процесса необходимо
стремиться к использованию одной и той же технологической базы, не допуская без
особой необходимости смены баз, не считая смены черновой базы.
Принцип совмещения баз
предусматривает, чтобы в качестве технологической базы по возможности
использовать поверхность, являющуюся измерительной базой или конструкторской.
В нашем случае, основной
конструкторской базой являются цилиндрические поверхности 7 и 15. Основной
измерительной базой ось центров. На первой операции, используя черновую базу
наружную поверхность заготовки обрабатываем центровые отверстия.
На всех последующих операциях
базой будут центровые отверстия и наружные цилиндрические поверхности 7 и 15.
Таким образом, основные
принципы базирования выполнены.
Выбранные базы указываем
условно по ГОСТ 3.1107–81 на эскизах обработки.
2.3.4 Выбор технологической
оснастки, режущего инструмента и контрольно-измерительных средств
При выборе приспособлений
учитываем тип производства и формулу зажимаемой поверхности, вид обработки и
требуемую точность. Для среднесерийного производства выбираем технологическую
оснастку, обеспечивающую повышение производительности по сравнению с базовым
вариантом.
Выбор вспомогательного
инструмента зависит от типа станка и конструкции режущего инструмента; выбор
производим по справочникам и соответствующим ГОСТам. Конструкция и размеры
режущего инструмента предопределяются видом обработки, размерами обрабатываемой
поверхности, свойствами материала заготовки, требуемой точности и шероховатости
обработки.
При обработке заготовки из
легированной стали используем инструмент с пластинами из твёрдого сплава Т15К6
и Т5К10 – резцы, фрезы червячные, фрезы шпоночные:
Инструмент из быстрорежущей
стали Р6М5 – свёрла центровочные.
При выборе
контрольно-измерительных средств учитываем точность измеряемой поверхности, её
формы и размеры: используем в основном, стандартные измерительные инструменты и
стандартные контрольные приспособления для проверки биения.
2.4 Расчёт припусков и
межоперационных размеров
2.4.1 Расчёт аналитическим
методом
Расчёт выполняем для
поверхности 7 и 15: ш30 h6 (![]() ).
).
Исходные данные:
заготовка – прокат;
материал – Сталь 45.
Последовательность обработки
поверхности следующая:
– точение черновое h 12;
– точение чистовое h 10;
– шлифование
предварительное h 8;
– шлифование
окончательное h 6.
По таблицам определяем
элементы минимального припуска по каждому переходу Rz, H, с, и
записываем их в графы 2, 3,4, таблицы 2.9. Величина пространственных отклонений
при обработке в центрах определяется по формуле:
![]() =
=![]() (2.4.1)
(2.4.1)
![]() ,
,
при![]() ,
, ![]() при Ш30,
при Ш30, ![]() мкм=0,1325 мм. Принимаем
мкм=0,1325 мм. Принимаем![]()
где сц = 0,25 мм;
[2. с. 69]
Пространственные отклонения
при черновом точении:
![]() , (2.4.2)
, (2.4.2)
где Ку = 0,06 –
после чернового точения;
Ку = 0,04 – после
чистового точения;
Ку = 0,02 – после
шлифования.
с1 ![]() -после точения чернового;
-после точения чернового;
с2 ![]() -после точения чистового;
-после точения чистового;
с3 ![]() -после шлифования.
-после шлифования.
Погрешность установки
заготовки еу = 0, т.к. обработка ведётся в центрах.
Рассчитываем величину
минимального припуска по формуле: [2. с. 65]
![]() (2.4.3)
(2.4.3)
![]()
![]()
![]()
![]()
и заносим эти данные в графу
6.
Рассчитываем минимальные
размеры по формуле и заносим результаты в графу 7:
![]() . (2.4.4)
. (2.4.4)
![]() .
.
![]()
![]()
![]()
Определяем максимальные
размеры и заносим в графу 9:
![]() . (2.4.5)
. (2.4.5)
![]()
![]()
![]()
![]()
![]()
Определяем фактические
минимальные припуски по формуле и результаты заносим в графу 10:
![]() . (2.4.6)
. (2.4.6)
Определяем фактические
максимальные припуски по формуле и результаты заносим в графу 11:
![]() . (2.4.7)
. (2.4.7)
Определяем величину
номинального диаметра заготовки по формуле:
![]() . (2.4.8)
. (2.4.8)
Определяем общий номинальный
припуск по формуле:
![]() (2.4.9)
(2.4.9)
Таблица 2.9 Сводная таблица данных
| Операции и переходы | Элементы припуска, мкм | Допуск T, мкм |
Минимальные |
Расчетный диаметр, мм |
Предельные значения припусков, мкм. |
|||||
| Rz | H | с |
|
|
|
|
||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Заготовка | 150 | 250 | 580 | 1300 | – | 32,5 | 32,5 | 33,8 | – | – |
| Точение черновое | 50 | 50 | 35 | 620 |
|
30,54 | 30,54 | 31,16 | 1960 | 2640 |
| Точение чистовое | 30 | 30 | 24 | 100 |
|
30,27 | 30,27 | 30,37 | 270 | 790 |
| Шлифование предварительное |
10 | 20 | 12 | 62 |
|
30,1 | 30,1 | 30,162 | 170 | 208 |
| Шлифование окончательное |
5 | 15 | – | 16 |
|
30,02 | 30,02 | 30,036 | 80 | 126 |
| У | 2480 | 3764 |
2.4.2 Табличный метод
Определяем межоперационные размеры
по формуле: [1. с. 39]
![]() (2.4.10)
(2.4.10)
Значения припусков и
операционных размеров приведены в таблице
Таблица 2.10 Припуски и
операционные размеры
| № поверхности | Наименование поверхности |
Переходы (операции) |
Припуск Пi, |
Допуск Ti, |
Операционный размер |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 3 | Наружная цилиндрическая Ш25 мм |
Заготовка | – | 1,15 |
Ш26,46 |
| Точение черновое | 1,1 | 0,13 |
Ш25,36 |
||
| Точение чистовое | 0,2 | 0,052 |
Ш25,16 |
||
| Шлифование предварительное |
0,10 | 0,021 |
Ш25,06 |
||
| Шлифование окончательное |
0,06 | 0,014 |
Ш25 |
2.5 Расчет режимов резания
и основного времени
Операция 005
Фрезерно-центровальная
Исходные данные:
Станок МР71-М, приспособление
– для фрезерования.
Материал режущей части фрезы
Т15К6.
Глубина резания максимальная:
tmax= 2,2 мм.
1.
Переходы:
1).Закрепить, установить.
Снять деталь;
2).Фрезеровать два торца
одновременно;
3).Сверлить два центровочных
отверстия одновременно.
Переход 2. Фрезерование торцов
1, 19.
Расчет режимов резания:
1) Выбор подачи: [6. с. 69,72,73]
S Zm = 0,1 мм/зуб.
2) Скорость резания:
Vтаб =266 м/мин;
![]()
![]() м/мин.
м/мин.
3) Частота вращения шпинделя:
![]() об/мин.
об/мин.
Корректируем по паспортным
данным станка. Принимаем n = 700 об/мин.
4) Мощность, необходимая для
резания:
![]() кВт.
кВт.
5) Минутная подача:
![]() мм/мин
мм/мин
Корректируем минутную подачу
по паспорту станка. Принимаем ![]() =530 мм/мин.
=530 мм/мин.
6) Находим фактическую скорость
резания:
![]()
![]()
Уточняем подачу на зуб:
![]()
7) Расчётная длина
фрезерования:
![]()
![]() 42 мм;
42 мм;
![]() 7,5 мм
7,5 мм
![]() мм
мм
8) Расчет основного времени на
фрезерование:
![]()
![]() мин.
мин.
Переход 3. Сверление центровых
отверстий.
Исходные данные:
а) Глубина резания t = 2 мм.
б) Число ходов ![]()
в) Группа подачи –3.
Расчет режимов резания:
1)
Выбор подачи:
Так как ![]() тогда: [6. с. 107]
тогда: [6. с. 107]
Sт = SФ =
0,05 мм/об.
2)
Скорость резания:
V таб = 32 м/мин;
![]() [6. с. 111]
[6. с. 111]
![]() м/мин.
м/мин.
3)
Частота вращения
шпинделя:
![]() об/мин.
об/мин.
Корректируем частоту вращения
по паспорту станка. Принимаем n = 1125 об/мин.
4)
Мощность, необходимая
для резания:
Nтаб = 0,6 кВт.
5)
Минутная подача:
![]() мм/мин.
мм/мин.
6) Находим фактическую скорость
резания:
![]() ;
;
![]() .
.
7) Определяем длину рабочего
хода:
![]()
![]()
![]()
![]() принимаем
принимаем ![]()
![]()
8) Расчет основного времени:
![]() мин.
мин.
9)
Расчёт времени на
фрезерно-центровальную операцию:
![]()
Операция 010 Токарная с ЧПУ.
Исходные данные:
Модель станка – 16К20Ф3С39;
Материал режущей части резца
Т15К6;
Переходы:
1.
Установить, снять
заготовку;
2.
Точить цилиндрические
поверхности начерно;
3.
Точить цилиндрические
поверхности начерно;
4.
Точить цилиндрические
поверхности начисто;
5.
Точить канавки;
6.
Точить цилиндрические
поверхности начисто;
7.
Точить канавки;
Переход 2.
Й. Точение черновое
1) Находим табличное значение подачи:
[7. с. 48]
Sот = 0,61 мм/об t = 1,0 мм
2) Находим фактическую подачу с
учетом поправочных коэффициентов
![]()
Sф = 0,61× 1,0×1,0 ×1,0× 1,0 × 0,8 × 0,9 × 1,0 × 1,0 × 1,0 =
0,44 мм/об
3) Находим табличную скорость и
мощность резания
Vт = 153 м/мин
Nт = 10,0 кВт
![]()
![]()
![]() .
.
4) Определяем частоту вращения
шпинделя по формуле:
![]()
Принимаем nmax =
881 об/мин; nmin = 629 об/мин.
nср = ![]() об/мин.
об/мин.
5) Находим фактическую скорость
резания:
![]()
![]()
6) Определяем фактическую мощность
резания:
![]()
Kn = 1,0
![]()
7) Находим минутную подачу:
![]() ср
ср
Sм max = 0,61 × 755 = 460 мм/мин.
Расчет основного времени:
![]()
![]() мин.
мин.
![]() мин.
мин.
![]() мин.
мин.
Переход 3.
Й. Точение черновое
1) Находим табличное значение подачи:
[7. с. 48]
Sот = 0,61 мм/об t = 1,0 мм
2) Находим фактическую подачу с
учетом поправочных коэффициентов
![]()
Sф = 0,61× 1,0×1,0 ×1,0× 1,0 × 0,8 × 0,9 × 1,0 × 1,0 × 1,0 =
0,44 мм/об
3) Находим табличную скорость и
мощность резания
Vт = 153 м/мин Nт
= 10,0 кВт
![]()
![]()
![]() .
.
4) Определяем частоту вращения
шпинделя по формуле:
![]()
Принимаем nmax =
1057 об/мин; nmin = 629 об/мин.
nср = ![]() об/мин.
об/мин.
5) Находим фактическую скорость
резания:
![]()
![]()
6) Определяем фактическую мощность
резания:
![]()
Kn = 1,0
![]()
7) Находим минутную подачу:
![]() ср
ср
Sм max = 0,61 × 843 = 514 мм/мин.
Расчет основного времени:
![]()
![]() мин.
мин.
![]() мин.
мин.
![]() мин.
мин.
Переход 4.
Й. Точение чистовое.
1)
Находим табличное значение
подачи: Sт = 0,17 мм/об; t = 0,14 мм.
2)
Находим фактическую подачу
с учетом поправочных коэффициентов
![]()
Sф = 0,17× 1,0×1,0 ×1,0× 1,0 × 1,0 × 1,0 × 1,0 × 1,0 × 1,0 =
0,17 мм/об
3)
Находим табличную скорость
резания:
Vт = 350 м/мин
![]()

![]()
4)
Определяем частоту вращения
шпинделя по формуле:

Принимаем n = 1150 об/мин;
5)
Находим минутную подачу
![]()
Sм max = 0,17 × 1150 = 302 мм/мин.
Расчет основного времени:
![]()
![]() мин.
мин.
![]() мин.
мин.
![]() мин.
мин.
Переход 5.
Й. Точение канавок.
1) Находим табличное значение подачи
Sт = 0,33 мм/об
2) Находим табличную скорость и
мощность резания [7. с. 58]
Vт = 203 м/мин
Nт = 7,5 кВт
![]()

![]() .
.
4) Определяем частоту вращения
шпинделя по формуле:

5) Находим фактическую скорость
резания
![]()
![]()
6) Определяем фактическую мощность
резания:
![]() Kn = 1,0
Kn = 1,0
![]()
7) Находим минутную подачу:
![]() ср
ср
Sм max = 0,33 × 1263 = 416 мм/мин.
Расчет основного времени:
![]()
![]() мин.
мин.
![]() мин.
мин.
![]() мин.
мин.
![]() мин.
мин.
Переход 6.
Й. Точение чистовое.
1) Находим табличное значение подачи:
Sт = 0,17 мм/об;
2)
Находим фактическую подачу
с учетом поправочных коэффициентов
![]()
Sф = 0,17× 1,0×1,0 ×1,0× 1,0 × 1,0 × 1,0 × 1,0 × 1,0 × 1,0 =
0,17 мм/об
3)
Находим табличную скорость
резания:
Vт = 350 м/мин
![]()
![]()
4)
Определяем частоту вращения
шпинделя по формуле:

Принимаем n = 1400 об/мин;
5) Находим минутную подачу
![]()
Sм max = 0,17 × 1400 = 357 мм/мин.
Расчет основного времени:
![]()
![]() мин.
мин.
![]() мин.
мин.
![]() мин.
мин.
Переход 7.
Й. Точение канавок.
1) Находим табличное значение подачи
Sт = 0,33 мм/об
2) Находим табличную скорость и
мощность резания [7. с. 58]
Vт = 203 м/мин
Nт = 7,5 кВт
![]()
![]() .
.
4) Определяем частоту вращения
шпинделя по формуле:

5) Находим фактическую скорость
резания
![]()
![]()
6) Определяем фактическую мощность
резания:
![]() Kn = 1,0
Kn = 1,0
![]()
7) Находим минутную подачу:
![]() ср
ср
Sм max = 0,33 × 1520 = 502 мм/мин.
Расчет основного времени:
![]()
![]() мин.
мин.
![]() мин.
мин.
![]() мин.
мин.
![]() мин.
мин.
![]()
![]() +
+![]() +
+![]() +
+![]() +
+![]() +
+![]()
![]() 0,886+0,896+0,58+0,431+0,59+0,359=3,742 мин
0,886+0,896+0,58+0,431+0,59+0,359=3,742 мин
Операция 015 Шлицефрезерная.
Расчет
выполняем по нормативам [10] Шлицы![]() ;
;
Фреза
червячная Ш70;![]()
Длина
рабочего хода:
![]()
Подача на
оборот детали карта 3–2
Som=1.2 мм
/об;
Скорость
резания:
Vt=35 м / мин; V = 3 5 • 1,2 = 42 м / мин
Частота
вращения фрезы:
![]()
Принимаем по
паспорту![]()
Фактическая
скорось резания:
![]()
Определяем
основное время:
![]()
Операция 020
Шпоночно-фрезерная.
Переходы:
1. Снять, установить и
закрепить заготовку.
2. Фрезеровать паз
Материал заготовки – сталь 45;
241 НВ
Режущий инструмент: Фреза шпоночная Р6М5 D = 8 мм;
z=2
Станок – шпоночно-фрезерный
692М
Переход 2
Определяем глубину резания t,
мм на один проход.
t=0,5 мм при i=8
Скорость резания: Vт=22,3 м/мин
[9, с. 342, к198]
n= 1180 мин-1;
Sм=472 мм/мин
Поправочные коэффициенты:
К t v = К tn = Кtsм = 0,88 [9,
к. 198]
Коv = Коп = Коsм = 1,0
Расчетная скорость резания:
Vp = ![]() = 19,6 м/мин;
= 19,6 м/мин;
Число оборотов шпинделя
n =hт × Kn × Kвn = ![]() = 1038 мин-1
= 1038 мин-1
принимаем по паспорту станка
n=950 мин-1
действительная скорость
резания
Vд = ![]() / 1000 = 14,9 м/мин
/ 1000 = 14,9 м/мин
Sм = ![]() =415,36 мм/мин
=415,36 мм/мин
Sм =![]() =456 мм/мин
=456 мм/мин
Определяем подачу на зуб
Sz =Sм/nZ = 450/![]() = 0,24 мм/зуб
= 0,24 мм/зуб
Назначаем стойкость фрезы
Т=80 [4, с. 290,
т. 40]
Определяем силу резания
Рz = 10СрtхSzyBuZ/Dqnw
![]() мр,
мр,
Ср=68,2; х=0,86; у=0,72; u =
1,0; q = 0,86; w=0
Кмр =(980/750)0,3 =
1,08
Определяем 6 м крутящий
момент
Мкр= Рz × D/2 × 100= 263,6 × 5/2 × 100=6,59Н × м
Мощность резания
Nр =Рz × V/1020 × 60 = 263,6 ×
14,9/1020 × 60= 0,06 кВт
Мощность на шпинделе станка
Nшп = Nд × з= 1,6 × 0,85=1,36 кВт
Nрез < Nшп Nст = 3.3 × 0.8=2.4 кВт
0,06<1,36
Основное время при обработке
паза:
То =Lрх/ Sм × I =36 × 8/456=0,63 мин
Операция 025 Вертикально-сверлильная
Переход 2: Сверление отверстия ш6,7 мм
Глубина резания D/2. t=3,35 мм
Определяем табличную подачу:
Табличная подача ![]() , мм/об
, мм/об
Принимаем
![]() = 0,14 мм/об
= 0,14 мм/об
Корректируем подачу с учетом
поправочных коэффициентов:
![]()
![]()
Табличная скорость резания v,
м/мин
![]()
Поправочные коэффициенты:
![]()
Расчетная скорость резания:
![]()
Частота вращения шпинделя:
![]()
Фактическая скорость резания:
![]()
Проверяем достаточна ли
мощность станка:
По мощности резания:
![]()
![]() Обработка возможна
Обработка возможна
Длинна рабочего хода:
![]()
где lо = 18 мм,
длина обрабатываемой поверхности
l2 = 2,01 мм длина врезания инструмента
l3 = 0 мм, длина перебега инструмента
![]()
Основное время автоматической
работы станка:

Переход 3: Нарезание резьбы М8
Определяем табличную подачу:
Табличная подача ![]() , мм/об
, мм/об
Принимаем
![]() = 1,0 мм/об
= 1,0 мм/об
Табличная скорость резания v,
м/мин
![]()
Поправочные коэффициенты:
![]() Расчетная скорость резания:
Расчетная скорость резания:
![]()
Частота вращения шпинделя:
Nтабл = 355 об/мин
Коэффициент поправочный: Кn
= 1,0
N=355· 1,0 = 355 об/мин
Фактическая скорость резания:
![]()
Длина рабочего
![]()
где l = 18 мм,
длина обрабатываемой поверхности
lвсп = 4 мм, длина врезания инструмента
![]()
Основное время работы станка:
![]()


![]()
Общее время на операцию:
![]()
Операция 035 Круглошлифовальная
Переходы:
1.
Снять, установить и
закрепить заготовку
2.
Шлифовать поверхности
предварительно
Исходные данные:
Материал заготовки – сталь 45;
Метод шлифования – с
непрерывной радиальной подачей (автоматическая)
Диаметр до обработки d1=
30,27 мм
Диаметр после обработки d2
= 30,1 мм
Станок круглошлифовальный мод.
3Б12
Выбор характеристик
шлифовального круга
1) Размеры шлифовального
круга:
Диаметр Dk = 250 мм
(по паспорту станка)
Высота (ширина) Вк
= 60 мм (по паспорту станка)
2) Принятая форма круга – ПП
(прямого профиля)
Материал – 24А (электрокорунд
белый)
3) Характеристики круга:
Зернистость – 25 [3.с. 245,
табл. 161]
Твердость – С1 [3.с. 249]
Номер структуры – 5 [3.с. 249,
табл. 167]
Связка – керамическая К5 [3.с. 247]
Допустимая окружная скорость Vк
= 35 м/с
Полное обозначение круга
ПП 250Ч60 24А 25Н С1 5 К5 35 м/с
1 кл. А ГОСТ 2424–83
Таблица 2.11. Расчет режимов
резания
| D | L | t | i | S | n | Vм/с |
To |
|
|
0,085 | – | 1 |
|
|
30,6 | 0,169 |
1.
Расчетный диаметр
круга D = Dk = 250 мм
Расчетная частота вращения
круга:
![]()
Принимаем по паспорту станка nкр
= 2340 об/мин
Фактическая скорость резания:
![]()
2.
Расчетный диаметр
заготовки Dз = d1= 30,27 мм
Табличная окружная скорость
заготовки:
Vз = 20…40 м/мин
[3. с. 301, табл. 55]
Принимаем Vз = 25 м/мин
Частота вращения заготовки:
![]() (находится в паспортных пределах)
(находится в паспортных пределах)
3.
Табличная врезная
(радиальная) подача на 1 оборот заготовки:
Sрад = 0,001…0,005 мм/об
Принимаем радиальную подачу:
Sрад = 0,005 мм/об
Скорость минутной врезной
подачи:
![]() (находится в паспортных пределах)
(находится в паспортных пределах)
4.
Диаметры до и после
обработки (по исходным данным):
d1= 30,27 мм, d2
= 30,1 мм
Припуск на шлифование (на
сторону):
![]()
Расчетная длина хода L = h = 0,03 мм
5.
Число рабочих ходов i
= 1
Коэффициент, учитывающий время
на выхаживание:
K = 1,2…1,3
Принимаем K = 1,3
6.
Основное время на
операцию:
![]()
![]()
![]()
Операция 040 Круглошлифовальная
Переходы:
1. Снять, установить и
закрепить заготовку.
2. Шлифовать поверхность
предварительно
Материал заготовки – сталь 45;
241 НВ
Станок – кругло-шлифовальный
3Б12
Переход 2:
Выбираем абразивный
инструмент:
Диаметр круга ш 600 мм, ширина
В=40 мм, принятая форма круга – ПП (с выточкой), материал 24А, твердость
С1, зернистость 25, номер структуры 5, связка К5, скорость вращательного
движения v= 35 м/с
ПП 600Ч40 24А 25Н С1 5 К5 35 м/с
1 кл ГОСТ 2424–83
1)
Определяем скорость
вращательного движения круга ![]() м/с
м/с
![]() =35 м/с
=35 м/с
2)
Определяем частоту
вращения круга ![]() , об/мин
, об/мин

где ![]() – скорость вращения круга
– скорость вращения круга
(м/с); ![]() – диаметр круга (мм)
– диаметр круга (мм)
![]() =1114 об/мин
=1114 об/мин
Корректируем частоту вращения
по паспорту станка ![]() =1112 об/мин
=1112 об/мин
Определяем скорость вращения
заготовки
![]() =(15–35) м/мин
=(15–35) м/мин
![]() =25 м/мин.
=25 м/мин.
3)
Определяем частоту
вращения заготовки ![]() , об/мин
, об/мин

 об/мин
об/мин
Определяем глубину шлифования
t, мм
t=0,005 мм
4)
Определяем продольную
подачу S мм/об
S=(0,3–0,4) В
где В – ширина круга (мм) 63
S=0,4 × 40=16 м/мин
Находим минутную подачу:
![]() =263 × 16 = 4208 м/мин
=263 × 16 = 4208 м/мин
Расчетная длина хода стола
L=95–0,4 × 40=79 мм
5) Припуск на шлифование (на
сторону):
![]()
Коэффициент, учитывающий,
дополнительные ходы на выхаживание:
K = 1,2…1,4
Принимаем K = 1,4
Число ходов, включая
выхаживание:
![]()
6) Определяем основное время ![]() , мин
, мин

![]() – продольная подача, 4208 мм/мин.
– продольная подача, 4208 мм/мин.
L – длина обрабатываемой хода
стола, 79 мм ![]()
Операция 045 Круглошлифовальная
Переходы:
1.
Снять, установить и
закрепить заготовку
2.
Шлифовать поверхности
окончательно
Исходные данные:
Материал заготовки – сталь 45;
Метод шлифования – с
непрерывной радиальной подачей (автоматическая)
Диаметр до обработки d1=
30,1 мм
Диаметр после обработки d2
= 30,02 мм
Станок круглошлифовальный мод.
3Б12
Выбор характеристик
шлифовального круга
1) Размеры шлифовального
круга:
Диаметр Dk = 250 мм
(по паспорту станка)
Высота (ширина) Вк
= 60 мм (по паспорту станка)
2) Принятая форма круга – ПП
(прямого профиля)
Материал – 24А (электрокорунд
белый)
3) Характеристики круга:
Зернистость – 25 [3.с. 245,
табл. 161]
Твердость – С1 [3.с. 249]
Номер структуры – 5 [3.с. 249,
табл. 167]
Связка – керамическая К5 [3.с. 247]
Допустимая окружная скорость Vк
= 35 м/с
Полное обозначение круга
ПП 250Ч60 24А 25Н С1 5 К5 35 м/с
1 кл. А ГОСТ 2424–83
Таблица 2.11. Расчет режимов
резания
| D | L | t | i | S | n | Vм/с |
To |
|
|
0,085 | – | 1 |
|
|
30,6 | 0,277 |
3.
Расчетный диаметр
круга D = Dk = 250 мм
Расчетная частота вращения
круга:
![]()
Принимаем по паспорту станка nкр
= 2340 об/мин
Фактическая скорость резания:
![]()
4.
Расчетный диаметр
заготовки Dз = d1= 30,1 мм
Табличная окружная скорость
заготовки:
Vз = 20…40 м/мин
[3.с. 301, табл. 55]
Принимаем Vз = 40 м/мин
Частота вращения заготовки:
![]() (находится в паспортных пределах)
(находится в паспортных пределах)
5.
Табличная врезная
(радиальная) подача на 1 оборот заготовки:
Sрад = 0,001…0,005 мм/об
Принимаем радиальную подачу:
Sрад = 0,001 мм/об
Скорость минутной врезной
подачи:
![]() (находится в паспортных пределах)
(находится в паспортных пределах)
6.
Диаметры до и после
обработки (по исходным данным):
d1= 30,1 мм, d2
= 30,02 мм
Припуск на шлифование (на
сторону):
![]()
Расчетная длина хода L = h = 0,085 мм
7.
Число рабочих ходов i
= 1
Коэффициент, учитывающий время
на выхаживание:
K = 1,2…1,3
Принимаем K = 1,3
8.
Основное время на
операцию:
![]()
![]()
![]()
Операция 050 Круглошлифовальная
Переходы:
1. Снять, установить и закрепить
заготовку.
2. Шлифовать поверхность
предварительно
Материал заготовки – сталь 45;
241 НВ
Станок – кругло-шлифовальный
3Б12
Переход 2:
Выбираем абразивный
инструмент:
Диаметр круга ш 600 мм, ширина
В=40 мм, принятая форма круга – ПП (с выточкой), материал 24А, твердость
С1, зернистость 25, номер структуры 5, связка К5, скорость вращательного
движения v= 35 м/с
ПП 600Ч40 24А 25Н С1 5 К5 35 м/с
1 кл ГОСТ 2424–83
5)
Определяем скорость
вращательного движения круга ![]() м/с
м/с
![]() =35 м/с
=35 м/с
Определяем частоту вращения
круга ![]() , об/мин
, об/мин
где ![]() – скорость вращения круга
– скорость вращения круга
(м/с); ![]() – диаметр круга (мм)
– диаметр круга (мм)
![]() =1114 об/мин
=1114 об/мин
Корректируем частоту вращения по
паспорту станка ![]() =1112 об/мин
=1112 об/мин
Определяем скорость вращения
заготовки
![]() =(15–35) м/мин
=(15–35) м/мин
![]() =25 м/мин.
=25 м/мин.
6)
Определяем частоту
вращения заготовки ![]() , об/мин
, об/мин
![]()
![]() об/мин
об/мин
Определяем глубину шлифования
t, мм
7)
Определяем продольную
подачу S мм/об
S=(0,3–0,4) В
где В-ширина круга (мм)
S=0,3 × 40=12 м/мин
Находим минутную подачу:
![]() =265 × 12 = 3180 м/мин
=265 × 12 = 3180 м/мин
Расчетная длина хода стола
L=95–0,4 × 40=79 мм
5) Припуск на шлифование (на
сторону):
![]()
Коэффициент, учитывающий,
дополнительные ходы на выхаживание:
K = 1,2…1,4
Принимаем K = 1,4
Число ходов, включая
выхаживание:
![]()
6) Определяем основное время ![]() , мин
, мин
![]() – продольная подача, 3180 мм/мин.
– продольная подача, 3180 мм/мин.
L – длина обрабатываемой хода
стола, 79 мм ![]()
2.6 Нормирование операции
Операция 005 Фрезерно-ценровальная
Исходные данные:
Обрабатываемый материал: сталь
45.
Масса заготовки – 3,39 кг.
Величина партии изделий ![]() .
.
Станок – фрезерно-центровальный
мод. МР-71М.
Способ установки детали- в
тисках ГОСТ 21167–75.
Расчет норм времени
1. ![]()
2. Определяем вспомогательное время
![]() =0,17 мин.
=0,17 мин.
3. ![]() =0,08+0,06=0,14 мин.
=0,08+0,06=0,14 мин.
4. К=0,5
5. ![]()
6. Общее вспомогательное время на операцию:
![]()
7. Определяем время на обслуживание рабочего
места и отдыха в долях от оперативного время:
a обс.= 5%; аотл=3,5%.
8. Определяем подготовительно-заключительное
время:
Тпз=10 мин
9. Норма штучного времени на
операцию:
![]()
10. Величина операционной
партии изделий nоп = 157 шт. (по исходным данным)
11. Штучно – калькуляционное
время:
![]()
010 Токарная с ЧПУ
Исходные данные:
1.
Наименование операции:
токарно-винторезная.
2.
Станок: токарно-винторезный с ЧПУ.
3.
Модель станка: 16К20Ф3С39 (наибольший
диаметр обрабатываемой заготовки над суппортом 200 мм).
4.
Модель устройства ЧПУ – «Электроника НЦ-31».
5.
Наименование детали – вал.
6.
Обрабатываемый материал: сталь 45,
масса – 3,39 кг.
7.
Способ установки детали – в поводковом
патроне, в центрах.
8.
Количество инструмента в наладке – 4.
Расчёт норм времени на данную операцию.
1. Время на организационную подготовку:
Получить наряд, чертёж, инструмент –
4,0 мин.
Ознакомиться с работой, чертежом,
технологической документацией, осмотреть заготовку – 2,0 мин.
Инструктаж мастера – 2,0 мин.
Итого: ![]() мин.
мин.
2. Время на наладку станка, приспособлений,
инструмента, программных устройств:
Установить и снять – 4,5 мин.
Подключить приспособление с механизированным
зажимом к пневмосети – 2,5 мин.
Установить и снять инструментальный блок или
отдельный режущий инструмент. Время на один инструмент(блок) – 0,4 мин.
Так-так у нас два инструментальных блока, 0,4+0,4=0,8 мин.
Установить программоноситель в считывающее
устройство и снять – 10,0 мин.
Проверить работоспособность считывающего
устройства перфоленты – 7,6 мин.
Установить исходные координаты Х и Y (настроить
нулевое положение) по боковой поверхности – 1,8 мин.
Настроить устройство для подачи СОЖ –
0,5 мин.
![]() мин.
мин.
3. Пробная обработка детали
![]() 5,3 мин.
5,3 мин.
Итого: подготовительно – заключительное время
на партию деталей.
![]() мин.
мин.
4. Вспомогательное время на установку и снятие
детали
![]() 0,22 мин.
0,22 мин.
5. Вспомогательное время, связанное с операцией
![]() 0,32 мин
0,32 мин
6. Вспомогательное время на контрольные
измерения
![]() мин.
мин.
7. Время на обслуживание рабочего места, отдых
и личные потребности ![]()
8. Общее вспомогательное время на операцию:
![]() мин.
мин.
9. Определяем штучное время:
![]() мин.
мин.
10. Штучно-калькуляционное время:
![]() мин
мин
Операция 015 Шлицефрезерная.
Основное
время Т0=3,02 мин.
1. Определяем
вспомогательное время
Тв=0,7 мин.
2. Топ=
То+ Тв=3,02+0,7=3,72 мин. – оперативное время.
3. Определяем
время на обслуживание рабочего места
Тобс=4,5%
Топ Тобс=0,09 мин.
4. Определяем
время на отдых и личные потребности.
Тотл=5%
Топ; Тотл=0,1 мин.
5. Определяем
норму штучного времени.
![]()
6. Определяем
подготовительно заключительное время
Тп.з
= 36 мин.
6. Определяем норму штучно-калькуляционного
времени.
![]()
Операция 020
Шпоночно-фрезерная.
1.
Определяем
вспомогательное время на операцию ![]() , мин
, мин
![]()
2.
Определяем оперативное
время ![]() , мин
, мин
![]()
![]() =3,9 мин
=3,9 мин
![]() =0,65 мин
=0,65 мин
![]()
3.
Определяем время на
обслуживание рабочего места, отдых и личные надобности.
![]() = 3,5%
= 3,5%
![]() =4%
=4%
4. Определяем норму штучного
времени ![]() , мин
, мин
![]()
![]() =0,65 мин
=0,65 мин
![]() =0,63 мин
=0,63 мин
![]()
5.
Определяем
подготовительно-заключительное время на партию деталей
![]() =17 мин
=17 мин
6.
Определяем штучно
калькуляционное время
![]() :
:
Операция 025
Вертикально-сверлильная
1. Определяем вспомогательное
время на операцию ![]() , мин
, мин
![]()
![]() =0,32 мин
=0,32 мин
![]() =0,05 мин
=0,05 мин
![]()
2. Определяем время на обслуживание
рабочего места, отдых и личные надобности.
![]() = 4%
= 4%
![]() =4%
=4%
3. Определяем норму штучного
времени ![]() , мин
, мин
![]()
![]() =0,25 мин
=0,25 мин
![]() =0,37 мин
=0,37 мин
![]()
4. Определяем
подготовительно-заключительное время на партию деталей
![]() =29 мин
=29 мин
5. Определяем штучно
калькуляционное время:
![]()
Операция 035 Круглошлифовальная.
Исходные данные:
Масса заготовки 3,39 кг
Установка заготовки – в
центрах с хомутиком
Величина операционной партии
изделий Поп =157 шт.
Контроль диаметрального
размера – скобой
Станок круглошлифовальный мод.
3Б12 (наибольший диаметр устанавливаемой заготовки 200 мм)
Подача – автоматическая.
Расчет норм времени
Основное время То =
0,169 мин
1. Туст = 0,28 мин [карта 6,
поз. 2]
2. tп = 0,37 мин [карта
44, поз. 46]
3. tизм = 0,09 мин [карта
86, поз. 25]
tизм = То
(0,09 = 0,09), но в данном случае время на измерения в норму включаем.
4. К = 1 [карта 87]
5. Суммарное вспомогательное время на
переход:
Тп = tп +
tизм · К = 0,37+0,09 · 1 =0,46 мин
6. Общее вспомогательное время на операцию:
Тв = Туст +
Тп = 0,28 + 0,46 =0,74 мин
7. аобс =
9% [карта 45]
8. Тп.з = 7+6+1+7=30 мин [карта
45, поз. 2,6,7,10]
9. Определяем аот.л при
автоматической подачи:
Оперативное время Топ
= То + Тв = 0,169 + 0,74 = 0,91 мин
аот.л = 4% [карта 88]
10.Норма штучного времени на операцию:
![]()
11.Величина операционной партии изделий nоп
= 157 шт. (по исходным данным)
12.Штучно – калькуляционное время:
![]() .
.
3. Конструкторская часть
3.1 Конструирование
станочного приспособления
3.1.1 Силовой расчет приспособления
Проектируемое приспособление предназначено для
фрезерования шпоночного паза на шпоночно-фрезерной операции.
Исходные данные для расчета:
– содержание операции: фрезерование шпоночного
паза
– способ базирования заготовки:
цилиндрической поверхностью
D = 25 мм на опорную призму с< б =90є
– режимные параметры обработки из п. 2.5:
t =4 мм; i = 8; Sм = 456 мм/мин; n=950 мин-1;
V=14,9 м/мин; Sz = 0,24 мм/зуб
Для определения величины требуемой силы зажима
разрабатываем схему действия силы на заготовку.
Со стороны шпоночной фрезы на заготовку действуют
силы Рz, Рх, Ру, сдвигающие ее относительно опорной призмы.
Этим силам противодействуют:
– со стороны зажимного элемента сила зажима
W, прижимающая заготовку к опорной призме;
– силы трения Wf в местах контакта базовой
поверхности заготовки с зажимным и опорным элементами, удерживающими ее от
сдвига.
При действии всех сил заготовка должна находиться
в равновесии.
Учитывая способ базирования заготовки, характер и
направление действия на нее всех сил, а также надежность закрепления, величину
требуемой силы зажима заготовки рассчитываем по формуле:
Wсум=(К · √Рz2+Рх2+Ру2)
/ f1 +f2/sinб/2,
где К – коэффициент заноса
f 1, f2 – коэффициенты трения в местах контакта базовой
поверхности заготовки с зажимным и опорным элементами соответственно.
б – угол призмы в градусах; б = 900
Принимаем f 1=f2 =0,16 – при контакте
обработанной поверхности заготовки с опорой и зажимным элементом
К = Ко · К1 · К2 · К3
· К4 · К5 · К6,
К0 =1,5 – гарантированный
коэффициент заноса
К1 =1 – при чистовой обработке
К2=1,6…1,8 – коэффициент, учитывающий
затупления шпоночной фрезы при фрезеровании стали;
Принимаем К2=11,7
К3 =не учитывается при непрерывном
фрезеровании
К4 =1,0 – при использовании
пневмоцилиндра двухстороннего действия
К5 – не учитывается пи
механизированном зажиме
К6-не учитывается при отсутствии
момента, поворачивающего заготовку относительно опоры
К=1,5 · 1 · 1,7 · 1=2,55
Главную составляющую силы резания берем из п. 2.5.
Рz =263,6Н
Величины остальных составляющих силы резания
радиальной Ру и осевой Рх устанавливаем из соотношения с главной составляющей
Рz.
Ру=(0,3…0,4) Рz. [4, т. 42, с. 292]
Рх =(0,5…0,55) Рz.
Ру=0,4 Рz. = 0,4 · 263,6=105,44Н
Рх =0,55 Рz = 0,55 · 263,6 =144,98Н
Рассчитываем силу W по формуле.
W =2,55 · √263,62+144,982+105,442
/ 0,16+0,16/0,707 = 2105Н
3.1.2 Описание конструкции и принципа действия
Анализируем исходные данные
Тип производства – среднесерийное
Тип привода – механизированный
Расчетная величина зажимной
силы W=2105Н. выбираем тип зажимного механизма и привода. Для приспособления,
работающего в условиях среднесерийного производства с требуемой величиной
зажимной силы, принимаем рычажный зажимной механизм с передаточным отношением
сил i =1,67
Выбираем тип привода.
Принимаем механизированный пневматический привод
с пневмоцилиндром двухстороннего действия.
Передача сил со штока на заготовку будет
производиться по схеме: шток-рычаг-заготовка.
На основании схемы действия сил по известной силе
W определяем величину расчетной исходной силы на штоке пневмоцилиндра D.
Для рычажного зажимного механизма величина силы,
действующей со стороны штока на рычаг рассчитываем по формуле:
Q =W /i · ŋ,
где ŋ – КПД рычажного зажимного механизма,
принимаем ŋ = 0,95
Q = 2105/1,67 · 0,95=1327Н
Зная величину силы, развиваемой на штоке
пневмоцилиндра двухстороннего действия, определяем расчетный диаметр
пневмоцилиндра D.
Для пневмоцилиндра 2-х стороннего действия при
подаче сжатого воздуха для зажима в бесштоковую полость.
Q= D2 /4 · ŋ · т, Н,
где т – давление сжатого воздуха, Па
ŋ – КПД пневмоцилиндра из формулы
D =√4 · Q/ · т · ŋ, мм
Принимаем т -0,4 МПа = 0,4 · 106 Па,
ŋ =0,95
D = √4 · 1324/3,14 · 0,4 · 106 ·
0,95 = 0,0667 м=66,7 мм
Принимаем стандартную величину диаметра пневмоцилиндра:
D=100 мм.
3.2 Конструирование и
расчет режущего инструмента
Для обработки шпоночного паза
шириной 8 мм выбираем цельную шпоночную фрезу по ГОСТ 9140–78. Глубина
паза 4 мм, длинна 40 мм, станок шпоночно-фрезерный модель 692М,
материал заготовки сталь 45 ГОСТ 1050–88
Подача ![]() . Частота вращения n= 950
. Частота вращения n= 950
об/мин; скорость резания v = 14,9 м/мин; окружная сила резания Рz=88,9 Н,
осевая сила резания Рх=17,78Н
1.
Определяем
геометрические и конструктивные параметры рабочей части фрезы
выбираем по ГОСТ 9140–78
Угол наклона винтовой канавки:
![]()
Передний угол: 5˚ (для
конструкционной стали)
Задний угол б = 12±2˚
Главный угол в плане
ц=90˚
2.
Число зубьев фрезы z
=2
3.
Определяем высоту зуба
фрезы:
![]() (3.1)
(3.1)
где К – коэффициент высоты
зуба в зависимости от типа фрезы (К=0,9)
![]() мм
мм
4.
Радиус перехода от
спинки к передней грани фрезы:
![]() (3.2)
(3.2)
где Кс – коэффициент
размещения стружки (Кс=3–4, принимаем Кс = 3,5)
![]()
Принимаем r = 1.1 мм
5.
Ширина ленточка f выбираем
по ГОСТ 9140–78
f = 1 мм
6.
Обратная конусность
фрезы (уменьшение диаметра по направлению к хвостовику) на 100 мм длины
рабочей части должна составлять: D= 8 мм.
Обратная конусность равна 0,04–0,10 мм;
берем ≈ 0,05 мм
3.3 Конструирование и
расчёт мерительного инструмента калибр – скоба
1. Определение предельных отклонений вала:
es =0 мм
ei = -0,013 мм
2. Расчет предельных размеров вала:
![]() (3.3)
(3.3)
3. Определение отклонений и допуска для
калибра скобы, мм:
 (3.4)
(3.4)
4. Расчет предельных и исполнительных
размеров калибр скобы:
 (3.5)
(3.5)
4. Проектирование участка
механического цеха
4.1 Расчёт количества
оборудования и его загрузки
Потребное количество станков,
необходимое для изготовления заданного объёма выпуска с дозагрузкой:
 (4.1)
(4.1)
N – годовой объём деталей по
заданию, шт.
N=8000 шт.
![]() -сумма штучно – калькуляционного времени
-сумма штучно – калькуляционного времени
на изготовление детали, мин.
![]() =19,49&
=19,49&
D-дозагрузка, ст. ч.
D=76000 ст. ч.
Fg-эффективный фонд времени
работы оборудования, час.
Fg=38,36
К=1,0 – коэффициент

Коэффициент загрузки
оборудования по каждой группе определяем по формуле:
![]() ; (4.2)
; (4.2)
где ![]() – принятое количество
– принятое количество
станков на каждую операцию, шт.
Средний коэффициент загрузки
оборудования определяем по формуле:
 ;
;
![]()
Все данные о расчёте станков и
коэффициентов загрузки сводим в таблицу.
Таблица 4.1
| № операции | Наименование операции | Модель станка |
|
|
|
|
| 005 | Фрезерно-центровальная | МР71-М | 0,7 | 0,74 | 1 | 0,74 |
| 010 | Токарная с ЧПУ | 16К20Ф3С39 | 4,88 | 5,12 | 6 | 0,85 |
| 015 | Шлицефрезерная | 5350 | 4,12 | 4,35 | 5 | 0,87 |
| 020 | Шпоночно-фрезерная | 692М | 1,49 | 1,5 | 2 | 0,75 |
| 025 | Вертикально-сверлильная | 2Н125 | 0,74 | 0,78 | 1 | 0,78 |
| 030 | Термическая. | – | 0,93 | 0,87 | 1 | 0,87 |
| 035 | Круглошлифовальная- | 3А151 | 1,17 | 1,23 | 2 | 0,62 |
| 040 | Круглошлифовальная- | 3А151 | 1,54 | 1,6 | 2 | 0,8 |
| 045 | Круглошлифовальная- | 3А151 | 1,3 | 1,37 | 2 | 0,69 |
| 050 | Круглошлифовальная- | 3А151 | 2,62 | 2,68 | 3 | 0,81 |
| Итого: | 19,49 |
4.2 Планирование участка.
Определение площадей
Состав производственного
участка определяется характером изготовляемого изделия, видом технологического
процесса, объёмом производства.
На участке располагается
оборудование, предназначенное для выполнения, технологического процесса
обработки детали. Контрольное отделение, складские помещения, которые являются
вспомогательными.
Для среднесерийного
производства принимаем групповой способ размещения станков по видам обработки (токарные,
фрезерные, сверлильные, шлифовальные и т.д.)
Ширину пролёта между колоннами
принимаем L=18 м и шагом колонн t=12 м. Высота здания 6 м. Место
рабочего у станка обозначаем кружком диаметром 500 мм
Определяем размер главного
проезда Lпр=2500 мм, предназначенного для транспортирования материалов,
заготовок, и движения людей. Перемещение заготовок производим с помощью
электрокар, так как вес заготовки менее 10 кг. Для обслуживания участка
используем кран-балку грузоподъёмностью 5 т.
Станки располагаем вдоль
пролёта, группу круглошлифовальных станков располагаем в поперечном направлении
для лучшего использования площади участка.
В соответствии с
технологическим процессом располагаем на данном механическом участке места для
мастера и контролёров площадью не менее ![]() каждое.
каждое.
По плану участка площадь
участка составляет: S=641![]()
В целях соблюдения пожарной
безопасности в цехе запрещается: курить в местах, не отведённых для этой цели;
загромождать проходы и проезды, подступы к водоисточникам, пожарным лестницам,
средствам пожаротушения, электросиловым установкам и вентиляционным камерам.
При работе на шлифовальных
станках рабочие должны пользоваться защитными очками и экранами;
При выполнении шлифовальной
операции рабочий находится сбоку от шлифовального круга;
Обязательное использование
спецодежды, волосы заправляются под головной убор, рукава куртки застёгиваются;
При слесарной операции
необходимо использовать тиски для зажима детали;
Стружку с рабочего места
убирать специальными щётками;
При токарной операции для
смены патрона необходимо пользоваться подкладкой;
При сверлильных операциях
использовать зажимные приспособления.
К противопожарной технике
безопасности можно отнеси:
– необходимость
противопожарных преград внутри помещения, наличие противопожарного
оборудования;
– наличие средств
пожаротушения;
– пути эвакуации людей из
помещения в случае пожара.
Необходимо, чтобы все рабочие
изучили и усвоили правила безопасной работы, при соблюдении которых можно
предупредить и полностью предотвратить несчастные случаи и создать условия для
высокопроизводительной работы.
При несоблюдении правил
техники безопасности здоровью работающего может быть нанесён вред. Работники
обязаны соблюдать дисциплину труда, правильно применять коллективные и
индивидуальные средства защиты. Несоблюдение инструкций по охране труда является
нарушением трудовой и технологической дисциплины.
Лица, нарушающие инструкцию,
несут ответственность в дисциплинарном или судебном порядке в зависимости от
характера и последствий нарушений.
4.3 Техника безопасности на
участке
В машиностроительном
производстве существуют нормы техники безопасности и охраны труда.
Основными направлениями
государственной политики в области охраны труда являются:
принятие и реализация законов
и иных актов, целевых и отраслевых программ улучшения условий труда;
государственное управление
охраной труда;
государственный надзор и
контроль по соблюдению требований охраны труда;
содействие общественному
контролю по соблюдению правил и законных интересов работников в области охраны
труда;
расследование несчастных
случаев на производстве и профессиональных заболеваний;
защита законных интересов
работников, пострадавших от несчастных случаев на производстве и
профессиональных заболеваний;
установление компенсаций за
тяжёлую работу и работу с вредными или опасными условиями труда;
установление порядка
обеспечения работников средствами индивидуальной и коллективной защиты, а также
санитарно-бытовыми помещениями и устройствами, лечебно-профилактическими
средствами за счёт средств работодателя.
В данном дипломном проекте
применены технические и организационные средства, обеспечивающие безопасность и
безвредность условий труда обслуживающего персонала и окружающей среды.
Для безопасности эксплуатации
электрооборудования на механических участках цехов применяют системы
сигнализации. Для рабочих существуют нормы техники безопасности при работе с
оборудованием. В местах работы должны находиться набор необходимых средств для
оказания первой помощи (аптечный шкаф), плакаты о правилах оказания первой
помощи, производства искусственного дыхания и наружного массажа сердца. Плакаты
и правила должны быть вывешены на видных местах.
Литература
1.
Добрыднев И.С. Курсовое
проектирование по предмету «Технология машиностроения»: Учеб. пособие для
техникумов по специальности «Обработка металлов резанием». – М.:
Машиностроение, 1985 г. 184 с.
2.
А.Ф. Горбацевич.
Курсовое проектирование по технологии машиностроения. Минск, «Высшая школа», 1975 г.
88 с. С ил.
3.
Справочник
технолога-машиностроителя. В 2-х т. Т. 2 Под ред. А.Г. Косиповой и Р.К. Мещерякова. –
4-е изд. перераб. и доп. М.: Машиностроение, 1986. 496 с., ил.
4.
Общемашиностроительные
нормативы режимов резания для технического нормирования работ на металлорежущих
станках. Часть 1.
5.
Общемашиностроительные
нормативы времени для технического нормирования работ на металлорежущих
станках. Часть 1.
6.
Общемашиностроительные
нормативы времени для технического нормирования работ на универсальных и
специальных станках с ЧПУ.
7.
Барановский Ю.В. Справочник
«Режимы резания металлов».
Нефёдов Н.А., Осипов К.А. Сборник
задач и примеров по резанию металлов и режущему инструменту: Учебное пособие
для техникумов по предмету «Основы учения о резании металлов и режущий
инструмент». – 5-е изд., перераб. и доп. М.: Машиностроение, 1990 г.
8. Г.Н. Мельников, В.П. Вороненко «Проектирование
механосборочных цехов; Учебник для студентов машиностроительных. специальностей
вузов / Под. ред. А.М. Дальского – М.: Машиностроение, 1990. – 352 с.,
ил.
9. «Единый тарифно-квалификационный справочник
работ и профессий рабочих». Выпуск 2. М., Машиностроение, 1992.
10. Машиностроительное производство: Учебник
для студ. учреждений средн. проф. образования / В.Ю. Шишмарев, Т.И. Каспина.
М.: Издательский центр «Академия», 2004. – 352 с.
11. Н.А. Нефедов «Дипломное проектирование
в машиностроительных техникумах: Учебное пособие для техникумов. 2-е изд.,
перераб. и доп. – М., Высшая школа, 1986. – 239 с., ил.
12. О.И. Волков, В.К. Скляренко
«Экономика предприятия». М., ИНФРА-М, 2003. – 280 с.
14. «Экономика
и организация производства в дипломных проектах». п/р. К.М. Великанова.
Ленинград, Машиностроение, 1986. – 285 с.
| Проектирование цеха ремонта поршневых компрессоров | |
|
1. Укрупненный расчет механического цеха. 1. Исходные данные для проектирования: а) Задание на проектирование с указанием объекта производства и … Вначале выполняем “обдирку” заготовки, затем , после отпуска, обработку основных поверхностей на станке с ЧПУ, затем выполняем отверстие М16 1,5 на вертикально-сверлильном станке … Кинематическая цепь вращения шпинделя 5 состоит из системы цилиндрических зубчатых колес, а цепь качательного движения корпуса 4 – из винтовой передачи и кривошипного механизма. |
Раздел: Рефераты по технологии Тип: реферат |
| Расчет режимов резания при фрезеровании (Методические рекомендации) | |
|
МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА И ПРОДОВОЛЬСТВИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ДЕПАРТАМЕНТ КАДРОВОЙ ПОЛИТИКИ И ОБРАЗОВАНИЯ Московский государственный … 1 – обрабатываемая заготовка; 2 – стол станка; аmax – наибольшая толщина срезаемого слоя; Sz – подача на зуб фрезы; Рг, Рв – силы, действующие на заготовку; t – глубина резания. 1 – заготовка, 2 – фреза цилиндрическая, 3 – фреза торцовая, t – глубина резания, DSпр – движение продольной подачи, Dr – главное движение резания, B – ширина фрезерования. |
Раздел: Рефераты по технологии Тип: реферат |
| Комплексный дипломный проект: Проект участка по производству … | |
|
Дубл. Взам. Подл. 1 2 Разраб. Куцак Пров Белоус Н. Контр. Трифонова М 01 Сталь 45 ГОСТ 1050-88 Код ЕВ МД ЕН Н.расх. КИМ Код загот. Профиль и размеры … Рассчитаем скорость резания V, м/мин и число оборотов шпинделя n, мин-1. Определяем стойкость резания в м/мин, допускаемую режущими свойствами фрезы, принимая ширину заготовки b, равной ширине фрезерования В. |
Раздел: Рефераты по технологии Тип: дипломная работа |
| Теоретические методы технологии машиностроения | |
|
Реферат Данная курсовая работа содержит страницы, рисунок, таблицы, библиографический список состоит из источников. ДЕТАЛЬ, ЗАГОТОВКА, ПРОКАТ … – кинематические данные станка (подачи, частоты вращения шпинделя и т.д.) Мощность двигателя Мд=11 кВт; КПД станка г|=0,8. Частота вращения шпинделя, об/мин: |
Раздел: Промышленность, производство Тип: курсовая работа |
