Технологическая
последовательность обработки изделия
– это перечень технологических неделимых
операций в порядке изготовления деталей
и узлов изделия с указанием специальности,
разряда работы, затрат времени на
выполнение операции, применяемого
оборудования, приспособлений.
Неделимая
операция – это технологически законченная
операция, последующее расчленение
которой на составные части невозможно.
Технологическую
последовательность обработки женских
демисезонных пальто составляем на
основе выбранных методов обработки и
оборудования в соответствии с выбранными
проектируемыми моделями.
Технологическая
последовательность обработки изделия
является итогом работы по выбору модели,
материалов, оборудования и служит
исходным документом для расчета потока.
Технологическая
последовательность обработки изделия
зависит от вида и конструкции изделия,
способов обработки, степени механизации
и форм организации производства.
Процессы
сборки и монтажа изделий в швейной
отрасли отличаются от сборочных процессов
в других отраслях промышленности рядом
характерных особенностей: многообразие
предметов, обрабатываемых в одном
процессе; частая изменчивость деталей
вследствие изменения моды, смены сезона;
преобладание ниточных соединений; малая
жесткость и высокая воздухопроницаемость
материалов, используемых для швейных
изделий.
В
структуру сборочно-монтажных операций,
выполняемых с применением швейных
машин, входят: подготовительные операции;
собственно соединение, выполняемое
различными способами; контроль качества
выполнения операций; заключительные
операции. Описание операций в виде
структурных схем необходимо для учета
последовательности и взаимосвязанности
внутриоперационных работ при составлении
технологических карт, а также для
анализа, проводимого с целью выявления
возможной механизации и автоматизации.
Дублирование
деталей кроя демисезонного пальто
выполняется в раскройном цехе.
Технологическая
последовательность разработана на две
модели женского демисезонного пальто
и представлена в виде таблицы 13.
Таблица
13 – Технологическая последовательность
изготовления женского демисезонного
пальто
|
Номер |
Специальность |
Разряд |
Норма ние |
Оборудование, инструменты, приспособления |
|
Модель А |
||||
|
Заготовительная |
||||
|
1.Получить |
Р |
3 |
62 |
|
|
2.Запуск |
Р |
3 |
39 |
Журнал, |
|
Обработка |
||||
|
3.Проложить |
У |
3 |
5,6 |
Сs-395/1 «Паннония» |
|
4.Притачать |
М |
1 |
39 |
212-115105/ Е112 |
|
5.Стачать |
М |
3 |
82 |
212-115105/Е112 |
|
6.Разутюжить |
У |
3 |
72 |
Сs-395/1 «Паннония» |
Продолжение
таблицы 13
|
Номер |
Специальность |
Разряд |
Норма ние |
Оборудование, инструменты, приспособления |
|
Модель |
||||
|
7.Стачать |
М |
2 |
35 |
212-115105/ Е112 |
|
8.Обметать |
С |
2 |
25 |
51-284 |
|
9.Проложить |
М |
3 |
39 |
212-115105/Е112 |
|
10.Проложить |
У |
3 |
47 |
Сs-395/1 «Паннония» |
|
Обработка |
||||
|
11.Наметить |
Р |
3 |
10 |
Мел, |
|
12.Стачать ширина |
М |
3 |
49 |
212-115105/Е112 |
|
13.Стачать ширина |
М |
3 |
82 |
212-115105/Е112 |
|
14.Разутюжить |
У |
3 |
30 |
Сs-395/1 «Паннония» |
|
15.Разутюжить |
У |
3 |
62 |
Сs-395/1 «Паннония» |
|
16.Надсечь |
Р |
3 |
1,5 |
Ножницы |
|
17.Заутюжить |
У |
3 |
18 |
Сs-395/1 «Паннония» |
Продолжение
таблицы 13
|
Номер |
Специальность |
Разряд |
Норма ние |
Оборудование, инструменты, приспособления |
|
Модель |
||||
|
18.Наметить |
Р |
3 |
12 |
Мел, |
|
19.Проложить |
М |
4 |
23 |
212-115105/Е112 |
|
20.Проложить |
У |
3 |
10 |
|
|
21.Приутюжить |
У |
3 |
53 |
Сs-395/1«Паннония» |
|
Обработка |
||||
|
22.Обтачать |
С |
4 |
77 |
212D |
|
23.Разутюжить |
У |
3 |
105 |
Сs-395/1 «Паннония» |
|
24.Вывернуть |
Р |
2 |
39 |
Колышек |
|
25.Выметать |
С |
4 |
77 |
929D |
|
26.Приутюжить |
У |
3 |
128 |
Сs-395/1 «Паннония» |
|
26/.Наметить |
Р |
3 |
35 |
Мел, |
Продолжение
таблицы 13
|
Номер |
Специальность |
Разряд |
Норма ние |
Оборудование, инструменты, приспособления |
|
Модель |
||||
|
26//.Обметать |
А |
4 |
40 |
73401-Р3 |
|
Обработка |
||||
|
27.Настрочить |
М |
3 |
30 |
212-115105/Е112 |
|
28.Настрочить |
М |
3 |
20 |
212-115105/Е112 |
|
Обработка |
||||
|
29. |
С |
4 |
62 |
212D. |
|
30.Разутюжить |
У |
3 |
24 |
Сs-395/1«Паннония» |
|
31.Вывернуть |
Р |
2 |
22 |
Колышек |
|
32.Выметать |
С |
4 |
60 |
929 |
|
33.Приутюжить |
У |
3 |
18 |
Сs-395/1«Паннония» |
|
Обработка |
||||
|
34.Стачать |
М |
2 |
40 |
212-115105/Е112 |
|
35.Обтачать |
М |
2 |
38 |
212-115105/Е112 |
|
36.Стачать |
М |
3 |
58 |
212-115105/Е112 |
Продолжение
таблицы 13
|
Номер |
Специальность |
Разряд |
Норма ние |
Оборудование, инструменты, приспособления |
|
Модель |
||||
|
37.Вывернуть |
Р |
1 |
18 |
Колышек |
|
38.Разутюжить |
У |
3 |
42 |
Сs-395/1«Паннония» |
|
39.Заутюжить |
У |
2 |
18 |
Сs-395/1«Паннония» |
|
40.Приутюжить |
У |
2 |
42 |
Сs-395/1«Паннония» |
|
41.Стачать |
М |
3 |
58 |
212-115105/Е112 |
|
42. |
У |
3 |
35 |
Сs-395/1«Паннония» |
|
43.Вывернуть |
Р |
1 |
10 |
– |
|
44.Приутюжить |
У |
3 |
33 |
Сs-395/1«Паннония» |
|
45. |
А |
2 |
48 |
1595кл, |
|
Обработка |
||||
|
46.Стачать |
М |
3 |
52 |
597-М, |
|
47.Стачать |
М |
3 |
55 |
597-М, |
|
48.Стачать |
М |
3 |
54 |
597-М, |
|
49.Стачать |
М |
3 |
35 |
597-М, |
|
50.Стачать |
М |
3 |
73 |
597-М, |
Продолжение
таблицы 13
|
Номер |
Специальность |
Разряд |
Норма ние |
Оборудование, инструменты, приспособления |
|
Модель |
||||
|
срезу |
||||
|
51.Стачать |
М |
3 |
40 |
597-М, |
|
52.Стачать |
М |
3 |
40 |
597-М, |
|
53.Втачать |
М |
4 |
190 |
597-М, |
|
54.Приутюжить |
У |
3 |
154 |
Сs-395/1«Паннония» |
|
Монтажная |
||||
|
55.Стачать |
М |
3 |
43 |
212-115105/ Е112 |
|
56.Разутюжить |
У |
3 |
45 |
Сs-395/1«Паннония» |
|
57.Нанести |
Р |
2 |
15 |
Лекало, |
|
58.Вложить |
Р |
2 |
48 |
|
|
59.Заутюжить |
У |
4 |
110 |
Сs-395/1«Паннония» |
|
60.Обтачать |
М |
4 |
60 |
212-115105/ Е112 |
|
61.Вывернуть |
Р |
3 |
30 |
Колышек |
|
62.Стачать |
М |
3 |
86 |
212-115105/ Е112 |
Продолжение
таблицы 13
|
Номер |
Специальность |
Разряд |
Норма ние |
Оборудование, инструменты, приспособления |
|
Модель |
||||
|
63.Разутюжить |
У |
3 |
80 |
Сs-395/1«Паннония» |
|
64.Стачать |
М |
3 |
28 |
212-115105/ Е112 |
|
65.Разутюжить |
У |
3 |
36 |
Сs-395/1«Паннония» |
|
66.Втачать |
М |
5 |
147 |
212-115105/ Е112 |
|
67.Разутюжить |
У |
3 |
67 |
Сs-395/1«Паннония» |
|
68.Втачать |
М |
5 |
147 |
212-115105/ Е112 |
|
69.Разутюжить |
У |
3 |
67 |
Сs-395/1«Паннония» |
|
70.Скрепить |
М |
4 |
72 |
212-115105/ Е112 |
|
71.Проложить |
М |
4 |
269 |
212-115105/ Е112 |
|
72.Втачать |
С |
5 |
80 |
302-2, |
|
73.Сутюжить |
У |
4 |
50 |
Сs-395/1«Паннония» |
|
74.Притачать |
С |
4 |
72 |
697-15155 |
Продолжение
таблицы 13
|
Номер |
Специальность |
Разряд |
Норма ние |
Оборудование, инструменты, приспособления |
|
Модель |
||||
|
75.Притачать |
С |
4 |
63 |
697-15155 |
|
76.Притачать спинки |
М |
4 |
208 |
212-115105/ Е112 |
|
77.Закрепить |
М |
3 |
36 |
212-115105/ Е112 |
|
78.Притачать |
М |
4 |
104 |
212-115105/Е112 |
|
79.Закрепить |
М |
3 |
30 |
212-115105/ Е112 |
|
80.Обтачать |
М |
4 |
38 |
212-115105/Е112 |
|
81.Вывернуть |
Р |
3 |
18 |
Колышек |
|
82.Притачать |
М |
4 |
86 |
212-115105/Е112 |
|
83.Притачать |
М |
4 |
130 |
212-115105/Е112 |
|
84.Вывернуть |
Р |
3 |
49 |
– |
|
85.Настрочить |
М |
4 |
40 |
212-115105/Е112 |
Продолжение
таблицы 13
|
Номер |
Специальность |
Разряд |
Норма ние |
Оборудование, инструменты, приспособления |
|
Модель |
||||
|
Окончательная |
||||
|
86.Наметить |
Р |
3 |
28 |
Мел, |
|
87.Пришить |
А |
4 |
38 |
1595кл, |
|
88.Чистка |
Р |
3 |
67 |
Щетка |
|
891.Приутюжить |
П |
4 |
60 |
IPNSG-07-11A «Induprees»,Германия |
|
90.ВТО |
П |
4 |
91 |
ПВМГ-1 |
|
91.Навесить |
Р |
3 |
25 |
6-54 |
|
92.Упаковать |
Р |
2 |
50 |
– |
|
Итого |
5465 |
Графическое
изображение технологической
последовательности обработки изделия
называется графом технологического
процесса. Пример графа технологического
процесса изготовления женского
демисезонного пальто представлен в
приложении Б
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Скачать материал

Скачать материал


- Сейчас обучается 177 человек из 57 регионов


- Сейчас обучается 213 человек из 59 регионов


- Сейчас обучается 830 человек из 76 регионов


Описание презентации по отдельным слайдам:
-
1 слайд
Практическое занятие № 11
Тема: Составление технологической последовательности изготовления изделийПреподаватель: Нүрбай Сәуле Құрбанбекқызы
-

2 слайд
Цель занятия: Ознакомление с технологической последовательностью обработки в соответствии с моделью.
Содержание работы:
Подготовка технического эскиза
Составление технологической последовательности изготовления изделий
Оборудование: чертежные принадлежности, технический эскиз. -

3 слайд
Методические указания
3
Каждый студент выбирает технический эскиз модели.
Разрабатывает технологическую последовательность обработки в соответствии с моделью, особенностями материала и ассортиментом изделия.
Технологическую последовательность обработки изделий, изготовляемых, по индивидуальным заказам составляют в таблице – по форме 1 -

4 слайд
4
Перечень операций составляется по технологическим операциям, т. е. по таким операциям, которые имеют законченный цикл работ одной специальности и не подлежат делению на более мелкие операции или деление которых нецелесообразно (например, операция «втачивание двух рукавов»).
Последовательность обработки рекомендуется составлять на основе действующих нормативов.
Вид работы определяется оборудованием, на котором выполняют операцию. Машинная операция обозначается буквой М, ручная – Р, утюжильная – У. -

5 слайд
5
Разряд работы устанавливают по тарифно-квалификационному справочнику работ и профессий рабочих швейной промышленности.
В итоговых строках технологической последовательности суммируют данные графы Норма времени на выполнение операции (см. форму 3) и графы Норма времени с учетом процента повторяемости (см. форму 4) и получают время на обработку изделия (трудоемкость изделия). При этом для предприятий, изготовляющих одежду по индивидуальным заказам, это будут средневзвешенные затраты времени на обработку изделия исходной сложности, по усложняющим элементам и отделочным работам. -

6 слайд
6
Технологическая последовательность обработки изделия – это последовательность выполнения технологически неделимых (технологических) операций, количество которых зависит от вида изделия, сложности модели, числа деталей, способов обработки и вида ткани. При обработке мужского демисезонного пальто насчитывается неделимых операций до 250, мужского зимнего пальто – до 300, а мужской сорочки – до 80.
Последовательность обработки изделий по отдельным узлам (например, обработка бортовой прокладки, подкладки, спинки, полочек, обработка и сборка карманов и т. д. с последующим разделением на технологически неделимые операции).
Неделимые операции подразделяются на три группы:
подготовка кроя – проверка, подрезка кроя и маркировка деталей;
заготовка деталей – обработка клапанов, подбортов, нижних воротников, бортовой прокладки и т.д.;
основной процесс – обработка полочек (в пальто, костюмах, платьях), половинок брюк, монтаж деталей и отделка изделий. -

7 слайд
КОНТРОЛЬНЫЕ ВОПРОСЫ
Что такое технологическая последовательность обработки изделия?
Какие этапы включает технологическая последовательность?
Обозначение основных видов работ в технологической последовательности -

8 слайд
Список литературы
Основная литература
Григорьева, О.В. Проектирование объектов дизайна костюма [Текст]: Учебное пособие по выполнению практических работ для специальности «Дизайн костюма» / О.В. Григорьева.- Алматы: КазГАСА, 2013. – 121 с.
Шершнева, Л.П. Конструирование одежды. Теория и практика [Текст]: Теория и практика. Учебное пособие / Л.П. Шершнева, Л.В. Ларькина.- М.: ИД «ФОРУМ»-ИНФРА-М, 2013. – 288 с.Дополнительная литература:
Макавеева Н.С. Основы художественного проектирования костюма. М.: ИЦ «Академия», 2008
Композиция костюма: Учебное пособие для студентов высш. учеб. заведений / Г.М. Гусейнов, В.В. Ермилова, Д.Ю. Ермилова и др. – 2-е изд., стер. – М., 2004
Петушкова Г.И. Проектирование костюма. М.: Издательский центр «Академия», 2004
Ступечев Р.А. Костюмографика. М.: МГТУ, 2003
Вейс Г. История культуры: Костюм. Украшения. Предметы быта. Вооружение. Храмы и жилища. Обычаи и нравы. М.: Издательство Эксмо, 2002
Рачицкая Е.И., Сидоренко В.И. Моделирование и художественное оформление одежды. Ростов- на-Дону: Феникс, 2002
8
Найдите материал к любому уроку, указав свой предмет (категорию), класс, учебник и тему:
6 260 940 материалов в базе
- Выберите категорию:
- Выберите учебник и тему
- Выберите класс:
-
Тип материала:
-
Все материалы
-
Статьи
-
Научные работы
-
Видеоуроки
-
Презентации
-
Конспекты
-
Тесты
-
Рабочие программы
-
Другие методич. материалы
-
Найти материалы
Материал подходит для УМК

Другие материалы


- 19.11.2020
- 1187
- 128




Вам будут интересны эти курсы:
-
Курс повышения квалификации «Подростковый возраст – важнейшая фаза становления личности»
-
Курс повышения квалификации «Основы туризма и гостеприимства»
-
Курс профессиональной переподготовки «Организация и предоставление туристских услуг»
-
Курс повышения квалификации «Формирование компетенций межкультурной коммуникации в условиях реализации ФГОС»
-
Курс повышения квалификации «Технология и организация кухонь народов мира: особенности и традиции»
-
Курс повышения квалификации «Психолого-педагогическое сопровождение при подготовке к конкурсам профмастерства WorldSkills Russia»
-
Курс повышения квалификации «Маркетинг в организации как средство привлечения новых клиентов»
-
Курс повышения квалификации «Разработка бизнес-плана и анализ инвестиционных проектов»
-
Курс профессиональной переподготовки «Управление ресурсами информационных технологий»
-
Курс профессиональной переподготовки «Черчение: теория и методика преподавания в образовательной организации»
-
Курс повышения квалификации «Учебная деятельность по предметной области «Черчение»: основы предмета и реализация обучения в условиях ФГОС»
-
Курс профессиональной переподготовки «Метрология, стандартизация и сертификация»
-
Курс профессиональной переподготовки «Организация и управление службой рекламы и PR»
Автор статьи – Ольга Грассер.
Я решила затронуть очень емкую тему и порассуждать. Перед моими личными рассуждениями давайте погрузимся в академические основы во благо начинающих шить.
Технологический процесс изготовления швейных изделий представляет собой обработку и сборку деталей и узлов в определенной последовательности.
Если говорить просто, то невозможно сшить пальто на подкладке, а потом обработать на деталях переда прорезные карманы. Мы должны понимать, когда эти карманы нужно обрабатывать.
Существует целый раздел технологии, который называется «технологическая последовательность» (далее ТП) – это очень емкий процесс, существуют ГОСТы, в соответствии с которыми обрабатывается изделие каждого ассортимента.
Мы сейчас не будем очень глубоко погружаться в данную тему, нам важно разобраться в структуре и понять, что под ТП обработки изделий понимается перечень технологически неделимых операций, соответствующих порядку выполнения их при изготовлении деталей.
То есть о чем это я?)
Неделимой операцией называется технологически законченная операция, последующее расчленение которой на составные части невозможно.
Например, не стоит разделять на части операцию “втачать рукава в пройму изделия”. Мы, конечно, можем втачать вначале правый рукав в пройму. Потом начать делать что-то другое, потом втачавать левый рукав в пройму. Но целесообразно объединить это в одну операцию.
К чему ведет непоследовательная обработка изделия?
– Будут увеличены затраты времени на вспомогательные приемы (взять изделие, положить под лапку, вынуть из-под лапки, отложить изделие, поутюжить, приметать, заметать, провести примерку и т.д.).
– Ухудшится качество обработки изделия из-за расчленения операций на различных рабочих местах, отсутствия должной влажно-тепловой обработки.
– Без системы пошива потеряется общий порядок создания изделия, это приведет к неминуемым ошибкам.
Все операции процесса изготовления изделия подразделяются на:
1. Заготовительные, связанные с заготовкой отдельных деталей (обработка клапанов, подбортов, воротника, подкладки и др.) И узлов (сборка карманов на деталях, обработка рукавов и др.) Делается это для того, чтобы обработка мелких деталей и узлов была вам легко доступна.
2. Сборочные (монтажные), связанные со сборкой узлов (соединение передних частей и спинок по боковым и плечевым срезам, воротника с горловиной, рукавов с проймами изделия и др.)
3. Отделочные, которые являются окончательным этапом изготовления швейных изделий. К отделочным операциям относят окончательную влажно-тепловую обработку (прессование, утюжка, снятие лас), чистку изделия от производственного мусора и загрязнений, обметывание петель и пришивание пуговиц, крючков, пряжек и т.д., контроль качества, упаковка изделий.
Производить изделие следует в соответствии с данной последовательностью. Причем каждая операция должна иметь ВТО (влажно-тепловую обработку).
Таким образом, мы имеем межоперационную влажно-тепловую обработку и получаем на выходе качественное изделие.
Вот мы и разобрались в понятии технологической последовательности, хочу порассуждать на тему ее важности.
Часто слышу от новичков две позиции:
– Креативное шитье намного важнее последовательности, изделие рождается в муках творчества и последовательность заранее не предугадать. Швейный Бог поможет вырулить.
– Вы мне, пожалуйста, расскажите универсальный подход ко всем изделиям. Ведь есть техники правильной обработки изделия, а есть неправильные. Вот и расскажите все варианты до единого, а я пользоваться буду.
Насколько разные у нас бывают студенты.
Я считаю, что нет неправильных и правильных способов обработки, но есть основы, без которых любой креатив невозможен. Есть красота, технологичность, обоснованность, затраты времени. И в любом случае начинаем с основ. Не стоит выдумывать велосипед, но и зубрить теорию бессмысленно. Рассказывай, не рассказывай – вы все равно будете сталкиваться всю жизнь с чем-то новым.
Понять и грамотно выстраивать технологическую последовательность можно только практикуя шитье.
В практике закладывается последовательный ряд действий, ведь шить – это как складывать стихи. Стихи рождаются из слов, слова из букв. А тех. последовательность – это алфавит, из букв которого рождается поэма, если мы хорошо знаем этот самый алфавит, начитаны и образованы).
Грамотный портной, как музыкант, предварительно проигрывает по нотам в голове или на бумаге весь этап создания изделия, а потом садится за швейную машину.
Нои у маэстро случаются периоды, когда он не знает, как лучше поступить. Тогда отшиваются тестовые образцы, на которых продумывается последовательность и варианты обработки, выбирается самый оптимальный и красивый вариант. Макет или тестовый образец – это как палитра, где происходит смешение красок для получения необходимого того самого волшебного цвета.
Как много эпитетов, я разошлась. Я считаю, что портновское мастерство – это великое искусство, сравнимое с живописью, музыкой, архитектурой, и оно неотделимо от знаний тех. последовательности.
Понравилась статья?
Ставьте лайк и подписывайтесь на наш канал!
Технологическая последовательность обработки изделия – это последовательность выполнения технологически неделимых (технологических) операций, количество которых зависит от вида изделия, сложности модели, числа деталей, способов обработки и вида ткани. При обработке мужского демисезонного пальто насчитывается неделимых операций до 250, мужского зимнего пальто – до 300, а мужской сорочки – до 80.
Последовательность обработки изделий по отдельным узлам (например, обработка бортовой прокладки, подкладки, спинки, полочек, обработка и сборка карманов и т. д. с последующим разделением на технологически неделимые операции) составляют по форме табл. 12. Для примера приведена технологическая последовательность обработки борта пиджака (табл. 18).

Неделимые операции (графа 1) подразделяются на три группы:
- подготовка кроя – проверка, подрезка кроя и маркировка деталей;
- заготовка деталей – обработка клапанов, подбортов, нижних воротников, бортовой прокладки и т. д.;
- основной процесс – обработка полочек (в пальто, костюмах, платьях), половинок брюк, монтаж деталей и отделка изделий.
Специальность (графа 2) указывают по виду оборудования, на котором выполняется операция, и записывают сокращенно: машинная – М, специальная машинная С/М, утюжильная – У, прессовая – Пр, ручная – Р.
Разряд работы (графа 3) устанавливают по тарифно-квалификационному справочнику.
Оперативное (штучное) время (графа 4) записывают по хронометражным данным или по нормам времени, указанным в инструкционно-технологических картах. Оперативное время (tоп) на работы, выполняемые на прессах, устанавливают с учетом количества прессов, обслуживаемых одним рабочим.
Так, при работе на одном прессе tоп = tома – tв.р, где tома – время выдержки изделия в прессе, с (время прессования); tвр – время вспомогательной ручной работы, с.
При работе на нескольких прессах tоп = Тц/Кп.т, где Тц – период времени, в течение которого регулярно осуществляются одни и те же работы на всех прессах одним рабочим; Кп.т – количество предметов труда.
При обслуживании одним рабочим группы прессов количество их определяется соотношением основного времени (времени прессования) и вспомогательного (времени, затраченного на выполнение ручных приемов труда и переходы от одного пресса к другому). При составлении технологической последовательности обработки необходимо стремиться к использованию основного времени (прессования) на выполнение ручных приемов работы на других прессах и на переходы от одного пресса к другому, т. е. чтобы основное время было равно вспомогательному.
Время на подготовительно-заключительные работы, на обслуживание рабочего места (графа 5) на разных предприятиях может быть различным и зависит от технической оснащенности фабрики. Время на личные надобности и отдых принимается равным 2,1% от оперативного.
Норма времени (графа 6) Нвр представляет собой затрату времени, рассчитанную на одну единицу выполняемой работы, и определяется по формуле Нвр = tоп(1 + (К1 + К2)/100), где К1 – время на обслуживание рабочего места и подготовительно-заключительные работы; К2 – время на личные надобности и отдых.
В графе 7 указывают: тип и класс машин, завод-изготовитель, вид прессов, инструменты и приспособления для машинных, утюжильных и ручных операций (специальные лапки, направляющие линейки, шаблоны и др.).
После составления последовательности обработки подсчитывают общее время изготовления изделия, суммируя время всех неделимых операций, и определяют удельный вес машинных, спецмашинных, утюжильных, прессовых и ручных работ по, отношению к общему времени на обработку изделия.
Для облегчения и ускорения работы по комплектованию организационных операций целесообразно при разработке технологической схемы (разделение труда) предварительно составить картотеку неделимых операций. Эта картотека состоит из карточек размером 10 Х 7 см, в которые вносят следующие показатели: номер операции, ее наименование, специальность, разряд и норму времени. Карточку составляют на каждую технологически неделимую операцию, причем для различных специальностей устанавливают определенный цвет карточки.
Карточки должны храниться в специальном ящике в порядке номеров технологически неделимых операций.
Ниже приводится форма карточки.
__________________________________________________________
№ п.п Наименование детали и узла ………… Разряд ……….
__________________________________________________________
1
__________________________________________________________
2
__________________________________________________________
(Наименование неделимой операции)
Специальность……………….. Норма времени, с ………………………
Технологическая последовательность изготовления изделия
10. Технологическая последовательность изготовления изделия
Определим технологическую последовательность изготовления изделия из дерева – универсального переносного ящика для инструмента.
| № | Действия | Изображения | Инструменты |
|---|---|---|---|
| 1 | Разметки линий на деревянных досках |  |
линейка-угольник |
| 2 | Делаем разрезы | 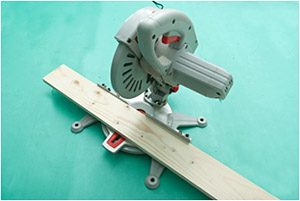 |
лобзик или циркулярная пила |
| 3 | Все компоненты, необходимые для ящика |  |
циркулярный станок |
| 4 | Просверлить отверстия по краям |  |
деревянный брусок |
| 5 | Нижние торцы промазал столярным клеем |   |
столярный клей |
| 6 | Закреплю саморезы в просверленные отверстия |  |
использовал саморезы, молоток |
| 7 | Сделал ручку из цилиндрического деревянного стержня. Диаметр ручки примерно 20 -25 мм. Закрепление ручки |  |
столярный клей и само резы |
| 8 | Сгладить края деревянных компонентов наждачной бумагой |  |
наждачная бумага |
| 9 | Нанёс несколько слоев краски, лака или морилки, чтобы улучшить внешний вид древесины и защитить материалы от гниения. | 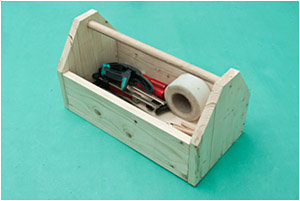
|
краска, лак или морилка. |
