Приступаю к работам, за которые очень не хотелось браться. Нужно провести юстировку передней бабки и при этом устранить конусность. Оттягивал это мероприятие под разными предлогами как только мог. Cначала не было специального инструмента, через какое-то время инструмент появился, но начать работы не мог, так как станок нужен был в рабочем состоянии. Потом просто не было времени, и так далее. Но всё же, настал момент, когда мириться с проблемами станка я уже просто не мог. Начал планировать работы, но дальше планирования опять ничего не сдвинулось. И так прошёл почти год. Единственным фактором, который подтолкнул к решению злободневного вопроса, стала задача по изготовлению станка-профилегиба. Предстояло растачивать много посадочных мест под подшипники, а зная состояние станка, всё это попахивало производством брака.
Итак, деваться некуда, ситуация прижала. Началась подготовка к работам. По предварительным расчётам, с учётом дополнительного времени на непредвиденные ситуации, предполагалось потратить полностью один из выходных дней. Чтобы немного ускорить ремонтные работы, заранее, ещё с вечера были приготовлены необходимый инструмент и принадлежности.
Из основного инструмента для корректировки передней бабки понадобится оправка контрольная (её ещё называют — поверочная скалка) и два индикатора на стойках. Сопутствующим инструментом будут гаечные ключи и отвёртки.

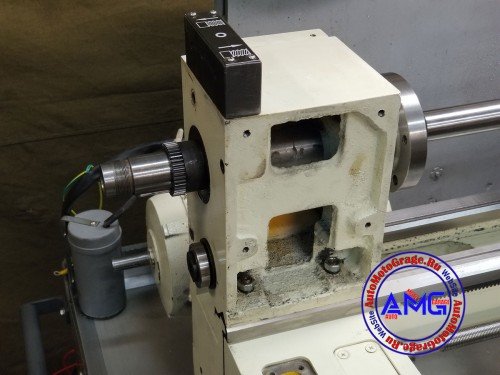
Честно сказать, масштабы работ, которые предстояли, детально не прорабатывал. Следовательно, я не до конца себе представлял во что ввязываюсь. Оказалось, чтобы добраться до момента, когда можно будет проводить манипуляции с передней бабкой, пришлось разобрать значительную часть станка.
Итак, было демонтировано следующее:
– защитные стёкла;
– токарный патрон;
– кожух ремённого привода и гитары;
– шкивы ремённого привода и систему натяжения ремня;
– гитару и все её элементы;
– переднюю панель с органами управления;
– корпус передней панели управления с элементами коммутации;
– коробку переключения скоростей ходового винта;
– второй корпус коммутации (расположен за передней бабкой).
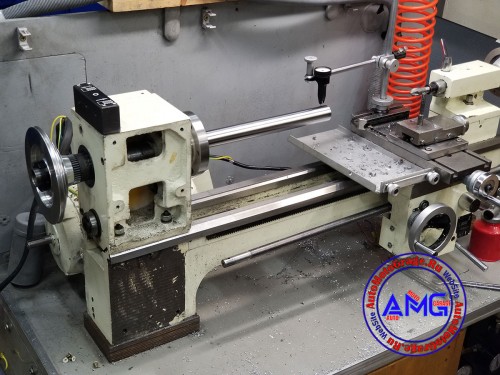
И только после этого, появился доступ к креплению передней бабки и возможности что-то делать в рамках поставленной задачи.
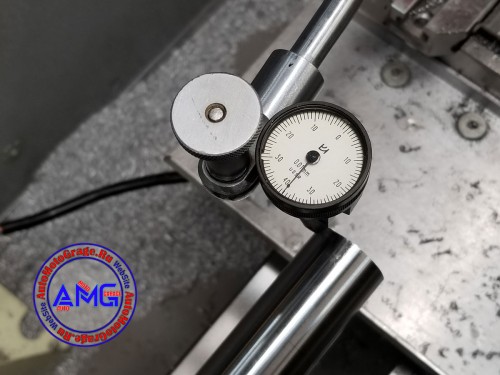
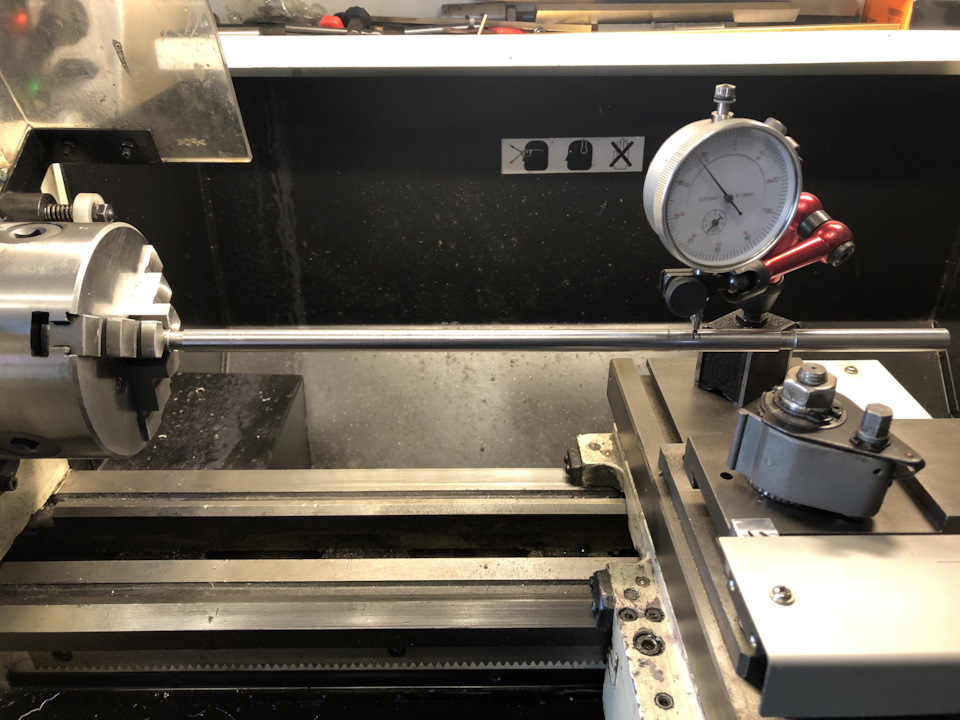
Перед тем как ослабить гайки фиксирующие переднюю бабку, выполним финальное измерение. Интересует отклонение оси вращения шпинделя в горизонтальной плоскости. Вместо патрона, в шпиндель вставляется поверочная скалка (посадка на КМ3). Далее на суппорт токарного станка устанавливается индикатор. Пододвигаем суппорт к передней бабке и выставляем индикатор на ноль. Прокрутив шпиндель, убеждаемся в отсутствии биения. Далее медленно, следя за показаниями стрелки, доводим наконечник индикатора до конца скалки. Получилось следующее – на длину 250 мм отклонение составило 0,38 мм. Это абсолютно недопустимо для изготовления деталей под посадку. В завершении, также необходимо прокрутить шпиндель, чтобы было понимание, есть ли биение на конце скалки или нет.
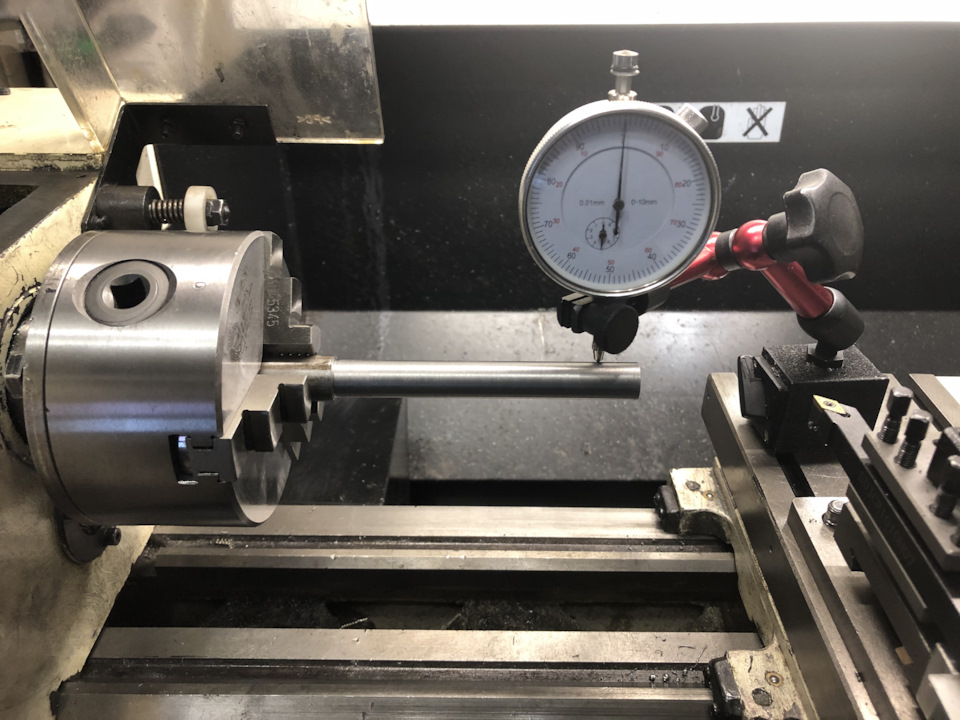
Приступаем к регулировке. Здесь станок уже был оснащён двумя индикаторами, для контроля как вертикальной, так и горизонтальной осей.
Первые манипуляции не увенчались успехами. Когда передняя бабка ослаблена, то есть не притянута гайками, то выставить её по индикаторам в принципе можно.
Но при попытке затянуть крепёж, значения индикаторов убегают к исходным и процедуру регулировки приходиться повторять заново. После ещё нескольких неудачных попыток, пришлось выяснить, что во время затяжки тащит бабку в сторону.
Сразу стоит отметить, что к этому моменту заводской крепёж передней бабки, если так можно выразиться, «закончился», что в принципе и не удивительно. Сталь, из которой сделаны шпильки и гайки (да и весь крепёж станка) это просто ужас. Если вы его начали крутить, то резьба или грани срываются практически сразу. И уже как по традиции, при проведении регламентных или ремонтных работ со станком JET BD-920W, принято следующее правило: тот крепёж, который начинаем трогать меняем на новый не задумываясь. Практика показала, что замена оригинального крепежа сохраняет нервы, добавляет комфорта при работе и повышает надёжность инструмента.

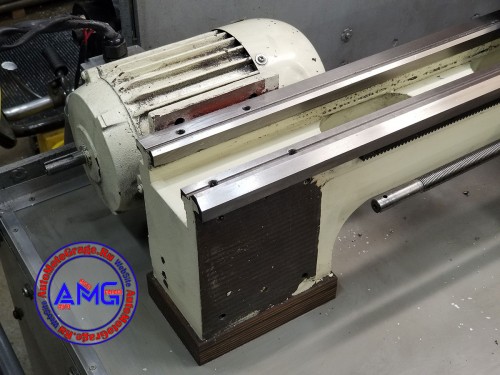
Шпильки заменим, но чуть позже. Необходимо выяснить, что же твориться с деталями станка при затяжке крепежа. Частично увод был устранен после расточки крепёжных отверстий ПБ. Они были просверлены немного несоосно шпилькам. После доработки появилась возможность регулировки ПБ в ощутимо большем диапазоне. Далее, после нескольких попыток юстировки было выяснено, что диапазона регулировки не хватает совсем чуть-чуть, и крепёжные отверстия здесь уже были не причём — шпильки стенок отверстий не касались. Регулировку ограничивают «лапы» электродвигателя. Передняя бабка тыльной стороной упирается в крепление двигателя, что и не даёт исправить погрешность.
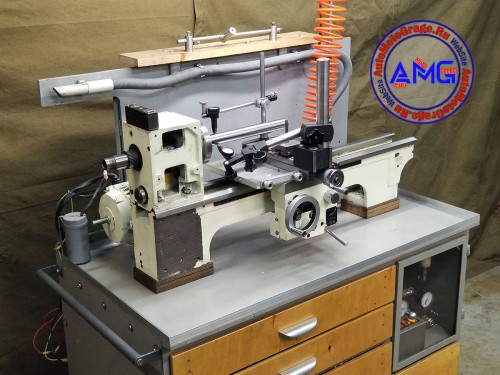
Самый быстрый и относительно простой вариант исправить это недоразумение, это фрезеровка прилегающей к двигателю плоскости ПБ. По идее станок JMD-X1 должен с этой задачей справиться. Фиксируем переднюю бабку на станине фрезерного станка.

Устанавливаем фрезу и снимаем около пяти десяток. Этого должно быть вполне достаточно.

Перед тем, как примерить переднюю бабку и вновь взяться за юстировку, проводим замену шпилек.
Для увеличения надёжности, решено использовать шпильки карбюратора двигателя ЗМЗ, у которых с одной стороны резьба М8х1.25, а с другой М8х1. Резьба в станине как раз М8х1.25, что не мешает нам их туда вкрутить. Чтобы шпильки зафиксировать в станине и исключить их прокручивание, задействуем синий фиксатор резьбовых соединений. Прикручивать ПБ будем уже гайками с мелкой резьбой.

Что в итоге даст такая замена шпилек? Во-первых, так как это автокрепёж, то он будет в разы надёжнее того, что ранее было установлено. Во-вторых, при одинаковых диаметре резьбы и длине гайки, в случае если шаг резьбы мелкий, можно получить более крепкое и прочное соединение. Оно будет гораздо устойчивее к вибрациям, к динамическим и переменным нагрузкам. Ещё, в отличии от соединения с основным шагом, которое склонно к самооткручиванию, резьба с малым углом подъёма имеет более выраженный эффект самоторможения. В-третьих, чтобы нивелировать эффект самооткручивания шпилек, где резьба имеет основной шаг, в крепеже применён фиксатор резьбы, что дополнительно обеспечит надёжное соединение.
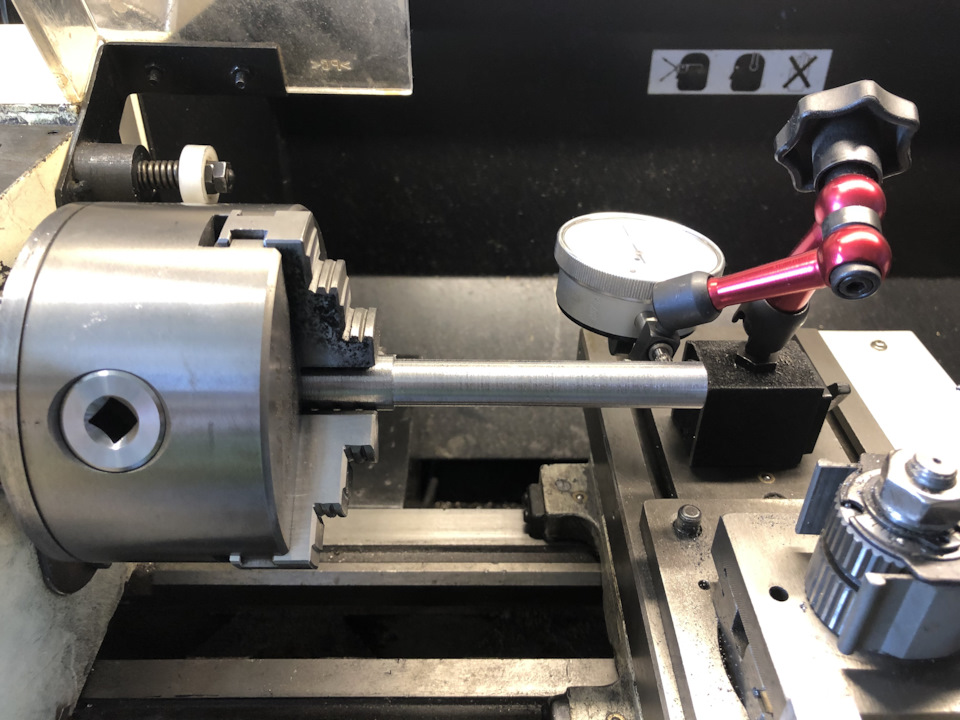
Установив шпильки можно примерять ПБ.
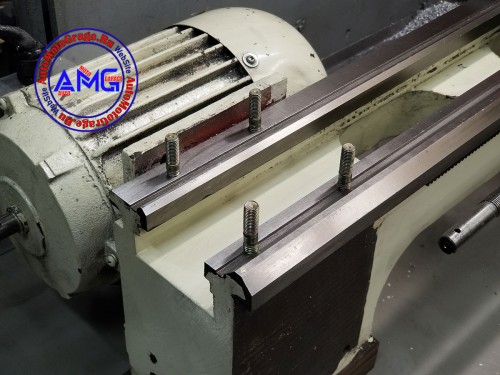
Было опасение, что длины шпилек не хватит.

Но её оказалось вполне достаточно.

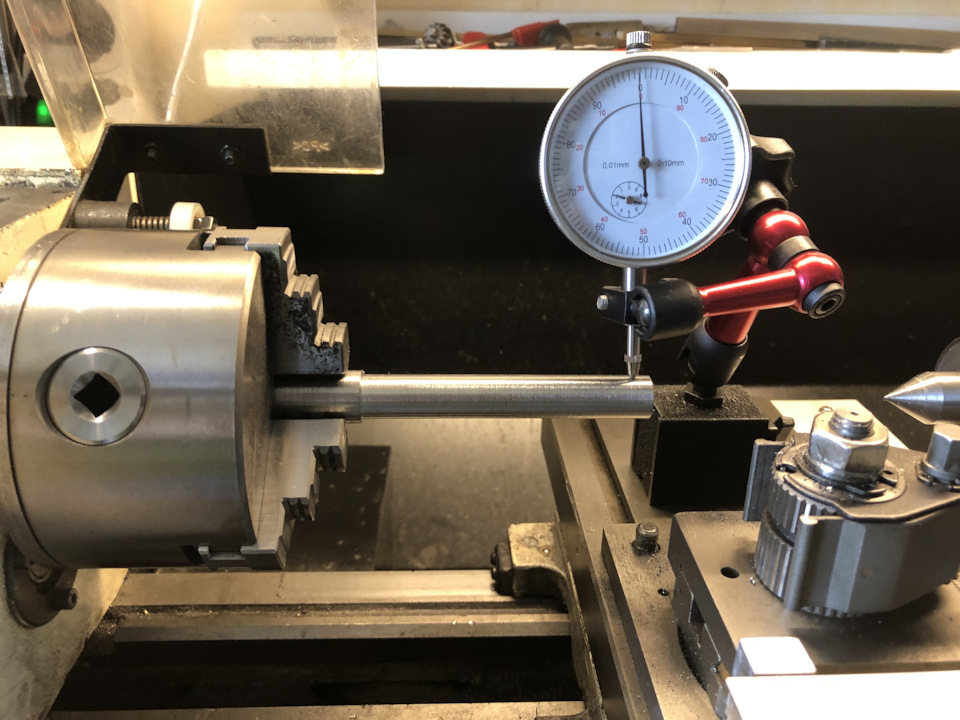
Продолжаем попытки исправления соосности. В ходе регулировки выяснился один существенный недостаток – на станке нет никаких элементов, которые позволяли бы выполнить эту работу тонко. То перерегулируешь, то недорегулируешь, из-за чего теряется очень много времени. В итоге, пока удалось достигнуть отклонения 0,03 мм на длину 250 мм.

Вывод. Для получения значений менее 0,03 мм скорей всего придётся вносить очередные доработки в станок. Надо будет сделать специальное приспособление, которое позволит по микронам двигать ПБ. Вроде, казалось бы, относительно несложная операция, но возни было очень много. То надо расточить отверстия, то нужно фрезеровать, да ещё сперва выяви, что и где растачивать, а что и где фрезеровать. Потом потребовалась замена крепежа, который тоже где-то нужно найти и подобрать. Но в любом случае, работа проведена, и с такой погрешностью меня станок пока вполне устраивает.
Передняя бабка зафиксирована и можно собирать станок обратно.
Рекомендованные сообщения
MaJIbILLI
0
-
- Жалоба
- Рассказать
Станочек токарный тайванец стойка Fanuc 0i mate TD. После нескольких удачных врезаний в кулачк всё таки стал конусить.
На поверочном прутке (14см) микрометр показал:
При проверке сверху – 0,06мм на длине 3,5 см.
При проверке сбоку – 0,07мм на длине 1,5 см.
На другом станке показал – 0.
Собственно вопрос: что смотреть? зажимной патрон? шпиндель? Как ещё проверить на косяки? И как устранить если кто сталкивался.
Мне кажется кулачки не настроены? Как их проверить?
Биение шпинделя проверили – биение отсутствует.
PS: Не люблю операторов которые лгут…
Изменено 21 февраля 2012 пользователем MaJIbILLI
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

ss_162
31
-
- Жалоба
- Рассказать
Станочек токарный тайванец стойка Fanuc 0i mate TD. После нескольких удачных врезаний в кулачк всё таки стал конусить.
На поверочном прутке (14см) микрометр показал:
При проверке сверху – 0,06мм на длине 3,5 см.
При проверке сбоку – 0,07мм на длине 1,5 см.
На другом станке показал – 0.
Собственно вопрос: что смотреть? зажимной патрон? шпиндель? Как ещё проверить на косяки? И как устранить если кто сталкивался.
Мне кажется кулачки не настроены? Как их проверить?
Биение шпинделя проверили – биение отсутствует.
PS: Не люблю операторов которые лгут…
Сверху 0.06/35мм, сбоку 0,07/15мм, получается не конус а эллипс, если я правильно вас понял, первое что можно сделать, это расточить кулачки, при ударе могла помяться поверхность которая держит пруток, дальше проверить позиционирование ин-та относительно оси шпинделя, при ударе револьвер мог сдвинуться и инструмент стоит чуть ниже центра шпинделя, дальше проверить сам револьвер (в патрон зажимаешь индикатор и двигаешь его по торцу револьвера, смотришь на сколько удар свернул его), ну и на последок ставишь индикатор на револьвер и двигаешь его по торцу шпинделя, смотришь не свернул ли голову. Да проверить по центру ин-т или нет можно тоже поставив индикатор в шпиндель и поездить им вокруг места куда резцеблок ставиться. В принципе ничего сложного и страшного. Если удар был сильный то посмотрите историю ошибок, при сильном привод должен был отключиться из-за превышения нагрузки.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

Спим
23
-
- Жалоба
- Рассказать
поверочный пруток это поверенная оправка в конус шпинделя???
для проверки геометрии станка – надо делать ВСЕ проверки из сертификата качества пришедшего со станком…
попамяти – проверить уровень, биение шпинделя (без патрона), соосность оси шпинделя, пиноли, контрольной оправки в блок резцедержки… и т.д., может последовательность перепутал
обычно при ударе идет проблема на резцедержку (закусывает штифты на диске РГ, срубает крепежные винты и штифты самой РГ.. ну и на шпиндель…
все методы проверки точением – это гадание на кофейной гуще и потеря времени (если есть нормальный контрольный инструмент и руки/голова чтобы им пользоваться)
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
lyolik
7
-
- Жалоба
- Рассказать
ИМХО, мог сместиться диск РГ, сама РГ или шпиндельная бабка. Обычно производители станка оставляют “слабое место”, которое и берет на себя удар. Вот его надо найти и проверить.
З.Ы. Но проверять надо, естественно, контрольным инструментом и оснасткой!
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

alex0800
109
-
- Жалоба
- Рассказать
molodzi vse otvetili podrobno u dostupno
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Вы здесь
Владельцы токарного 1а616.. Страница 15 из 15

Перейти к полной версии/Вернуться
- 1-ая
- «
- …
- 7
- 8
- 9
- 10
- 11
- 12
- 13
- 14
- 15
вс, 21.03.2021 – 20:25
#422

Регистрация: 24.11.2016 – 11:40
: 2728
Не в сети
Заходил: 1 день 8 часов назад
zwn_71 пишет:
у меня винт с конкретной выработкой в самом рабочем месте…….резьба ,,убегает,, но сплошной проточки нет.
А тут сплошная.И главное с одинаковыми интервалами.Пол метра балванка и пробелы резьбы,5см резьба,1см проточка
вс, 21.03.2021 – 20:34
#423
Регистрация: 11.12.2015 – 12:36
: 4779
Не в сети
Заходил: 39 минут 12 секунд назад
maksicom пишет:
zwn_71 пишет:
у меня винт с конкретной выработкой в самом рабочем месте…….резьба ,,убегает,, но сплошной проточки нет.
А тут сплошная.И главное с одинаковыми интервалами.Пол метра балванка и пробелы резьбы,5см резьба,1см проточка
Как токарный подключен? может в этом причину надо искать
вс, 21.03.2021 – 20:35
#424

Регистрация: 16.11.2015 – 19:45
: 1816
Не в сети
Заходил: 17 часов 3 минуты назад
maksicom пишет:
А тут сплошная.И главное с одинаковыми интервалами.Пол метра балванка и пробелы резьбы,5см резьба,1см проточка
Похоже что шестерня какая то со слизаными зубьями,оборот даёт и повторяется.
вс, 21.03.2021 – 20:40
#425
Регистрация: 24.11.2016 – 11:40
: 2728
Не в сети
Заходил: 1 день 8 часов назад
Serqei yanmar пишет:
maksicom пишет:
zwn_71 пишет:
у меня винт с конкретной выработкой в самом рабочем месте…….резьба ,,убегает,, но сплошной проточки нет.
А тут сплошная.И главное с одинаковыми интервалами.Пол метра балванка и пробелы резьбы,5см резьба,1см проточка
Как токарный подключен? может в этом причину надо искать
как подключён,куда подключён 
вс, 21.03.2021 – 20:41
#426
Регистрация: 24.11.2016 – 11:40
: 2728
Не в сети
Заходил: 1 день 8 часов назад
A.Nikolas пишет:
maksicom пишет:
А тут сплошная.И главное с одинаковыми интервалами.Пол метра балванка и пробелы резьбы,5см резьба,1см проточка
Похоже что шестерня какая то со слизаными зубьями,оборот даёт и повторяется.
Больше на это и похоже,что где то зуба может не хватает
вс, 21.03.2021 – 22:23
#427
Регистрация: 11.12.2015 – 12:36
: 4779
Не в сети
Заходил: 39 минут 12 секунд назад
Я имею. В виду,не через частотник подключение в сеть?
вс, 21.03.2021 – 22:52
#428

Регистрация: 27.02.2009 – 22:16
: 13058
Не в сети
Заходил: 24 минуты 52 секунды назад
A.Nikolas пишет:
Похоже что шестерня какая то со слизаными зубьями,оборот даёт и повторяется.
Тоже только это в голову приходит. Либо не полное зацепление шестерён. Коробку подач не разбирали перед этим, может что не так поставили
Serqei yanmar пишет:
Я имею. В виду,не через частотник подключение в сеть?
Это вряд ли, соотношение оборотов шпинделя и ходового винта от подключения не меняется
вс, 21.03.2021 – 23:33
#429
Регистрация: 11.12.2015 – 12:36
: 4779
Не в сети
Заходил: 39 минут 12 секунд назад
Сантяй пишет:
A.Nikolas пишет:
Похоже что шестерня какая то со слизаными зубьями,оборот даёт и повторяется.
Тоже только это в голову приходит. Либо не полное зацепление шестерён. Коробку подач не разбирали перед этим, может что не так поставили
Serqei yanmar пишет:
Я имею. В виду,не через частотник подключение в сеть?
Это вряд ли, соотношение оборотов шпинделя и ходового винта от подключения не меняется
Не меняется если ни кто ни чего не нажимал на частотник,а так я про свой частотник почитал,там такие программы можно составить что голова кругом.
пн, 22.03.2021 – 07:16
#430
Регистрация: 24.11.2016 – 11:40
: 2728
Не в сети
Заходил: 1 день 8 часов назад
Serqei yanmar пишет:
Я имею. В виду,не через частотник подключение в сеть?
Обычное подключение в сеть 3ф
пн, 22.03.2021 – 08:36
#431
Регистрация: 27.02.2009 – 22:16
: 13058
Не в сети
Заходил: 24 минуты 52 секунды назад
Serqei yanmar пишет:
программы можн
Между величиной подачи резца на оборот шпинделя механическая связь, и частотником её не изменить ни как. Увеличив (уменьшив) одно, на столько же изменится другое.
пн, 22.03.2021 – 09:18
#432
Регистрация: 11.12.2015 – 12:36
: 4779
Не в сети
Заходил: 39 минут 12 секунд назад
Сантяй пишет:
Serqei yanmar пишет:
программы можн
Между величиной подачи резца на оборот шпинделя механическая связь, и частотником её не изменить ни как. Увеличив (уменьшив) одно, на столько же изменится другое.
Ну да,чуть не то что-то подумал
пт, 09.04.2021 – 19:26
#433
Регистрация: 24.11.2016 – 11:40
: 2728
Не в сети
Заходил: 1 день 8 часов назад
Я писал про неисправность станка,режет резьбу прерывисто,так вот,друг разобрал весь фартук пересмотрел все валы шестерни итд итп.Всё собрал обратно и о чудо наладилось ,теперь полноценно можно резать резьбу резцом.Всем огромное спасибо за подсказки.
пт, 09.04.2021 – 19:55
#434
Регистрация: 16.11.2015 – 19:45
: 1816
Не в сети
Заходил: 17 часов 3 минуты назад
maksicom пишет:
Я писал про неисправность станка,режет резьбу прерывисто,так вот,друг разобрал весь фартук пересмотрел все валы шестерни итд итп.Всё собрал обратно и о чудо наладилось ,теперь полноценно можно резать резьбу резцом.Всем огромное спасибо за подсказки.
А в чём причина то была ? Ничего не обнаружил что ли ?
пт, 09.04.2021 – 19:59
#435
Регистрация: 24.11.2016 – 11:40
: 2728
Не в сети
Заходил: 1 день 8 часов назад
A.Nikolas пишет:
maksicom пишет:
Я писал про неисправность станка,режет резьбу прерывисто,так вот,друг разобрал весь фартук пересмотрел все валы шестерни итд итп.Всё собрал обратно и о чудо наладилось ,теперь полноценно можно резать резьбу резцом.Всем огромное спасибо за подсказки.
А в чём причина то была ? Ничего не обнаружил что ли ?
Просто разобрал,проверил на предмет износа или отсутствие зубов,и собрал обратно,заработало.
ср, 21.04.2021 – 18:50
#436
россия
: граница кемеровской области и красноярского края
Регистрация: 15.01.2012 – 09:45
: 256
Не в сети
Заходил: 3 часа 18 минут назад
Добрый вечер . возможно есть у кого от 1а616 коробка подач или шестерни от нее или подскажите где возможно купить?
ср, 21.04.2021 – 19:06
#437
Регистрация: 11.12.2015 – 12:36
: 4779
Не в сети
Заходил: 39 минут 12 секунд назад
nicolai67 пишет:
Добрый вечер . возможно есть у кого от 1а616 коробка подач или шестерни от нее или подскажите где возможно купить?
От жигулей ставят.
ср, 21.04.2021 – 19:11
#438
россия
: граница кемеровской области и красноярского края
Регистрация: 15.01.2012 – 09:45
: 256
Не в сети
Заходил: 3 часа 18 минут назад
Serqei yanmar пишет:
nicolai67 пишет:
Добрый вечер . возможно есть у кого от 1а616 коробка подач или шестерни от нее или подскажите где возможно купить?
От жигулей ставят.
не кпп нужна а коробка подач или шестерни ( несколько штук погибло)
ср, 21.04.2021 – 22:20
#439
latvija
: Daugavpils novads
Регистрация: 28.02.2012 – 16:13
: 9162
Не в сети
Заходил: 13 часов 30 минут назад
далеко ,есть коробка, не пошлёшь,
чт, 22.04.2021 – 07:46
#440
россия
: граница кемеровской области и красноярского края
Регистрация: 15.01.2012 – 09:45
: 256
Не в сети
Заходил: 3 часа 18 минут назад
TUGARIN пишет:
далеко ,есть коробка, не пошлёшь,
можно не всю . нужно несколько шестерен.
пт, 10.09.2021 – 05:24
#441
Регистрация: 28.11.2012 – 19:33
: 502
Не в сети
Заходил: 1 месяц 1 неделя назад
добрый день мужики кто подскажит как устранить на токарном станке . КОНУСИТ
пт, 10.09.2021 – 05:28
#442
Регистрация: 28.11.2012 – 19:33
: 502
Не в сети
Заходил: 1 месяц 1 неделя назад
igor1989 пишет:
Запустил станок, пока настраиваю. Конусил аж жуть, сейчас 5-7 соток на 17см длинны.
Вопрос- как отмыть краску с табличек? Краска эмаль (не нитра), разводится уайт спиритом. Пробовал замачивать в уайт спирите, толку ноль.[изображение]
[изображение]
как вы устраняли если станок КОНУСИТ что крутить вертеть
пт, 10.09.2021 – 11:51
#443
Регистрация: 06.09.2013 – 18:14
: 6538
Не в сети
Заходил: 1 год 2 недели назад
КОНУСИТ что крутить вертеть
если при проточке,то станину шабрить.
если бабкой задней поджимаешь и конусит,то заднюю бабку регулировать
вставь в патрон кругляк,проточи на конус.в бабку центр поставь.подведи бабку к конусу ,и увидишь.что куда крутить..
ср, 22.09.2021 – 11:53
#444
Регистрация: 28.11.2012 – 19:33
: 502
Не в сети
Заходил: 1 месяц 1 неделя назад
добрый день у ково есть патрон на токарный станок 1а616 под план шайбу 200мм с кулачками прямыми и обратными может у кого лежат без дела
чт, 04.11.2021 – 13:12
#445
Регистрация: 04.11.2021 – 13:06
: 5
Не в сети
Заходил: 1 год 6 месяцев назад
Всем привет! Подскажите, почему выбивает основной пускатель, при включении шпинделя без разницы в какую сторону
чт, 04.11.2021 – 15:35
#446
latvija
: Daugavpils novads
Регистрация: 28.02.2012 – 16:13
: 9162
Не в сети
Заходил: 13 часов 30 минут назад
проверь заземление и надо проверять мотор на предмет замыкания обмотки мотора
но в начале проверте может где ещё замыкает подкиньте какой поменьше мотор и проверте
чт, 04.11.2021 – 16:07
#447
Регистрация: 04.11.2021 – 13:06
: 5
Не в сети
Заходил: 1 год 6 месяцев назад
TUGARIN пишет:
Привет ещё раз. Смотри, ситуация такая: там стоят два пускателя второй величины на реверс плюс два пускателя первой величины( один из которых идёт на защиту), реле времени и основной пускатель. При включении станка в сеть, основной пускатель срабатывает, он притянулся, но как только я пытаюсь ручку шпинделя поставить в верхнее или в нижнее положение, этот основной пускатель выбивает. Когда я принудительно запускаю пускателя на реверс, мотор работает.
Привет ещё раз. Смотри, ситуация такая: там стоят два пускателя второй величины на реверс плюс два пускателя первой величины( один из которых идёт на защиту), реле времени и основной пускатель. При включении станка в сеть, основной пускатель срабатывает, он притянулся, но как только я пытаюсь ручку шпинделя поставить в верхнее или в нижнее положение, этот основной пускатель выбивает. Когда я принудительно запускаю пускателя на реверс, мотор работает.
чт, 04.11.2021 – 17:51
#448
latvija
: Daugavpils novads
Регистрация: 28.02.2012 – 16:13
: 9162
Не в сети
Заходил: 13 часов 30 минут назад
чт, 04.11.2021 – 20:21
#449
Регистрация: 16.11.2015 – 19:45
: 1816
Не в сети
Заходил: 17 часов 3 минуты назад
Radik79 пишет:
Всем привет! Подскажите, почему выбивает основной пускатель, при включении шпинделя без разницы в какую сторону
Привет.Почисти контакты на как ты называешь основном пускателе. Те к которым подходят провода,там одна группа задействована.
- 1-ая
- «
- …
- 7
- 8
- 9
- 10
- 11
- 12
- 13
- 14
- 15

-

Автор темы
Magistrche

Токарный, неравномерно снимает
Подскажите по дефекту, с чего начинать
 1693 просмотра")
 1693 просмотра")
 1693 просмотра")
точит не равномерно по диаметру, понятно, что дробит, понятно, что люфты (это все готовлюсь приводить в порядок), но вот такая картина от того, что что-то неправильно установлено. Вопрос в том, что? Почему-то думаю, что или патрон, или ПБ. Прошу подсказки.
-

chkmatulla

Токарный, неравномерно снимает
Сообщение #2 chkmatulla » 05 окт 2016, 21:26
Ну, на фотографиях я ничего не разгляжу, всё размазано… А просто покачать, заготовку в патроне, не пробовал ? Может, патрон, не затянут или убитый ? Кстати, патрон твой или это обнова ? До этого сам точил на нём ?
Ты когда фотографируешь, руку под деталь подставляй, объектив будет по ней резкость наводить, а то на фото, по станку наводится.
Секс не предлагать. Могу согласиться.
-

ROW

Токарный, неравномерно снимает
Сообщение #3 ROW » 05 окт 2016, 21:49
Да ,Игорь. вальтер прав, освещение нужно получше сделать, тогда автофокус будет хорошо наводится,ему сейчас элементарно не хвататет света и он наводится на то что освещено лучше, на заднем фоне..
Станок какой?
вот по фото не совсем понятно на конус точит? или волнами? (арматура это вообще метал СТ3 или СТ 20 – дрянь дряньская точится плохо,лучше бы, пока еще и люфты и дробь ,для испытаний условия облегчить тогда- болт какой то или шестигранник там хоть СТ45 или около того будет)
Каждый убежден, что другие ошибаются, когда судят о нем, и что он не ошибается, когда судит о других.
-

KimIV

Токарный, неравномерно снимает
Сообщение #4 KimIV » 05 окт 2016, 22:34
Игорь, дак может для начала индикатор покатать по внешней поверхности патрона. Потому что я на первой и второй фотках увидел, что деталь точится со смещением от оси вращения. То есть это либо патрон стоит с эксцентриситетом или кулачки не в своих местах стоят.
Ты должен делать добро из зла, потому что его больше не из чего делать. Уоренн Роберт Пенн.
-
chkmatulla
Токарный, неравномерно снимает
Сообщение #5 chkmatulla » 05 окт 2016, 22:50
И вообще, не понятно, станок проверенный начал чудить или купил, а он такой ?
Секс не предлагать. Могу согласиться.
-
DOC

Токарный, неравномерно снимает
Сообщение #6 DOC » 05 окт 2016, 23:38
Может станина провалена,продольная не болтается? люфт в гайке,да просто пошатать покачать и видно будет где болтается, причин море 
Не стыдно быть бедным,стыдно быть дешёвым!
-
Автор темы
Magistrche
Токарный, неравномерно снимает
Сообщение #7 Magistrche » 06 окт 2016, 00:52
Станок не проверен, вот так собрал я его. Как было до этого – не знаю. Если что – тема в станках: “1615- наша радость” (мог ошибиться, ща поищу, чтоб ссылку оставить). (вот ссылка –
viewtopic.php?t=579
)
Точит со смещением от оси.
Станина хорошая, а вот суппорт имеет люфты сильные и т.д. (над этим буду работать, как разберусь с этой проблемой – чтоб было, от чего отталкиваться) , но как понимаю, это скажется на многом, но не на точение со смещением (не так серьезно, как это имеет место быть). Проблема независима от того, в какую сторону (на патрон или от него подавать, при проблеме в люфтах (а они есть, но не столь значительны) будет существенная разница, а она минимальна, а смещение от оси присутствует.
Посмотреть, перебрать патрон (патрон шел вместе со станком), куда ещё глянуть для начала?
Опять же, может у кого есть какие книжки по токарном делу, а то в купить мало кто отозвался (в электронке нынче проблема читать, а, как ни странно, в бумаге – есть возможность).
-

alex.573

Токарный, неравномерно снимает
Сообщение #8 alex.573 » 06 окт 2016, 01:06
На ум приходит эксценричная посадка патрона относительно оси вращ. шпинделя.
Патрон не снимался, ставился в том жэ положении? Центр отверь бьёт? Плагшайба бьёт?
Или попробовать патрон попереставлять, 3 варианта так то …
-
Автор темы
Magistrche
Токарный, неравномерно снимает
Сообщение #9 Magistrche » 06 окт 2016, 01:14
Когда станок забирал, патрон был снят, замученный, но он есть. Ощущение, что патрон бьет есть – попробовать перебрать и переставить для начала?
-
chkmatulla
Токарный, неравномерно снимает
Сообщение #10 chkmatulla » 06 окт 2016, 01:34
Тогда лучше начать с самого начала, проверить сам шпиндель. С индикатором и тщательно. А потом уже смотреть, если шпиндель в порядке, переходим к патрону, а если со шпинделем проблемы, патрон подождёт.
Секс не предлагать. Могу согласиться.
Одним из важных моментов настройки токарного станка, является ориентация оси вращения шпинделя относительно направления движения продольной подачи. От этого зависит геометрия при точении цилиндрических деталей.
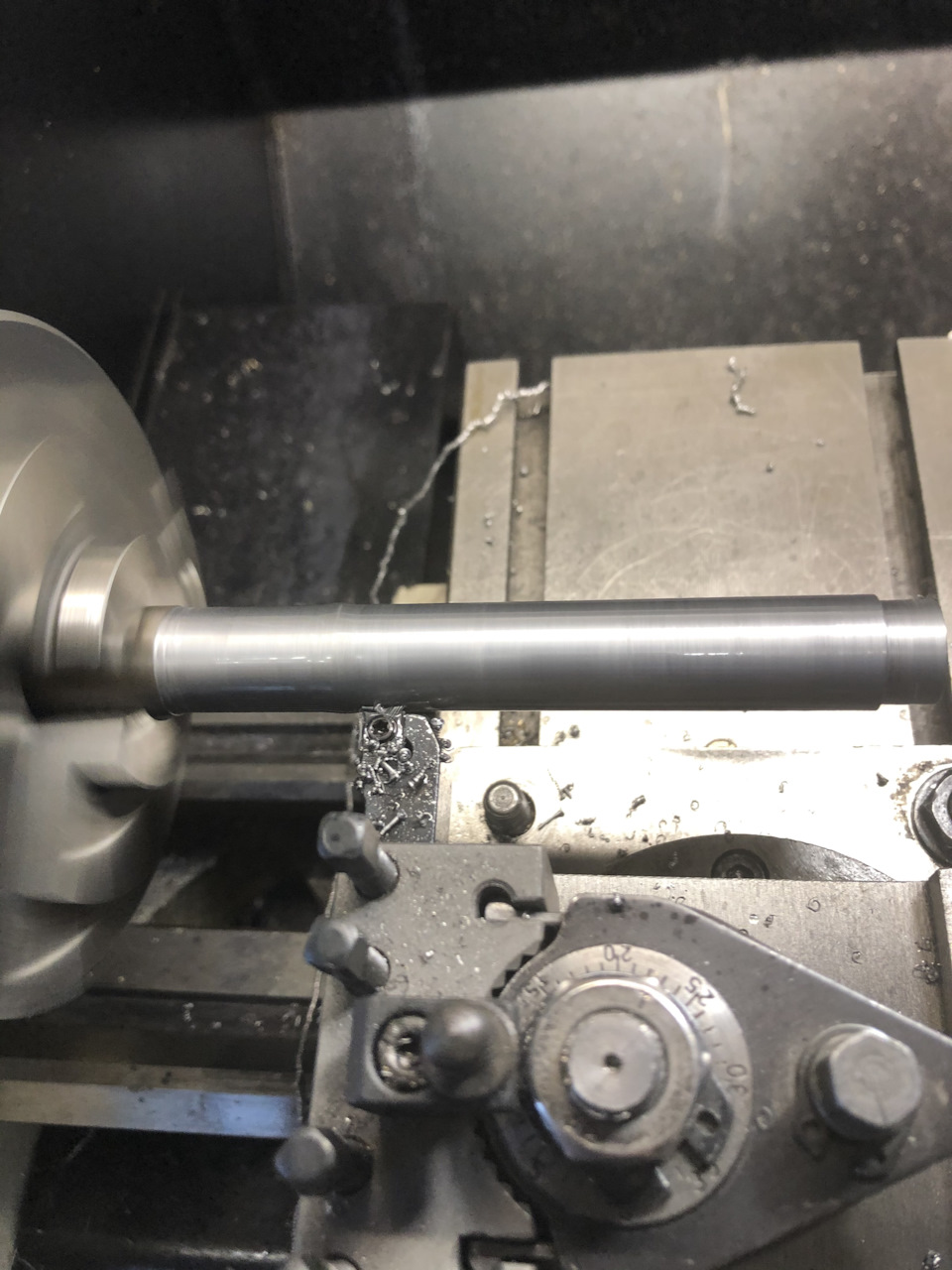
Полный размер
Точение цилиндрических деталей
В случае, если направления оси вращения шпинделя и продольной подачи не совпадают, то у детали может различаться диаметр, если измерить его около патрона и около задней бабки. В таком случае говорят, что станок “конусит”.
Последствия этого явления очень неприятные, особенно если требуется точность при изготовлении деталей, таких как валы, втулки итд. Когда один конец вала не входит в отверстие подшипника, а второй в нем просто болтается, единственное верное решение, все настроить как надо.
Несмотря на то, что станок JET BD-8 мне достался в немного усталом состоянии, поработав на благо предыдущего хозяина, все что касалось точности, там было далеко от идеала. Родной патрон бил при зажатии заготовки на 10 соток (кулачки были со следами растачивания, безрезультатного, как выяснилось), внутренний конус был не соосен оси вращения из-за посадки подшипника, вследствие чего мне пришлось перетачивать прижимной фланец (неоднократно).

Полный размер
День покупки станка
Винт поперечной подачи оказался с сильной выработкой посередине, благо удалось это компенсировать переносом малой продольной ближе на 30мм к оси вращения и винт стал работать другой частью, которая сильным износом не страдала.
Люфты в подачах остались, батарейки в цифровых лимбах садились раз в год (жизнь это боль), но после установки оптических линеек, я мог контролировать перемещения подач с точностью до 0.5 сотки и стал обходиться без лимбов вообще. Да и люфты в гайке перестали причинять неудобства, хотя я и их планирую убрать, сделав новую пару винт- гайка.
И после этого, неужели кто-то поверит, станок не конусил? Конечно он конусил. Еще как конусил.
Пока я точил мелкие латунные детали, проблема была незаметна. Но когда я попытался сделать винт пиноли задней бабки, оказалось что последняя половина резьбы отказывается вкручиваться в пиноль, а замер показал разницу в высоте резьбы примерно около двух десяток на 70мм, что меня неприятно удивило.
Стал разбираться в сути проблемы и ее вариантах решения, даже купил “скалку” КМ3, но не все так просто оказалось, потому что скалку колбасило при вращении из-за несоосности шпинделя и его конуса морзе.
Тут выяснилось, что настроить верное направление оси вращения шпинделя, можно и без скалки, достаточно любой цилиндрической детали с одинаковым диаметром по всей длине, типа вала принтера.
Передняя бабка крепится к станине четырьмя болтами, которые находятся внутри.
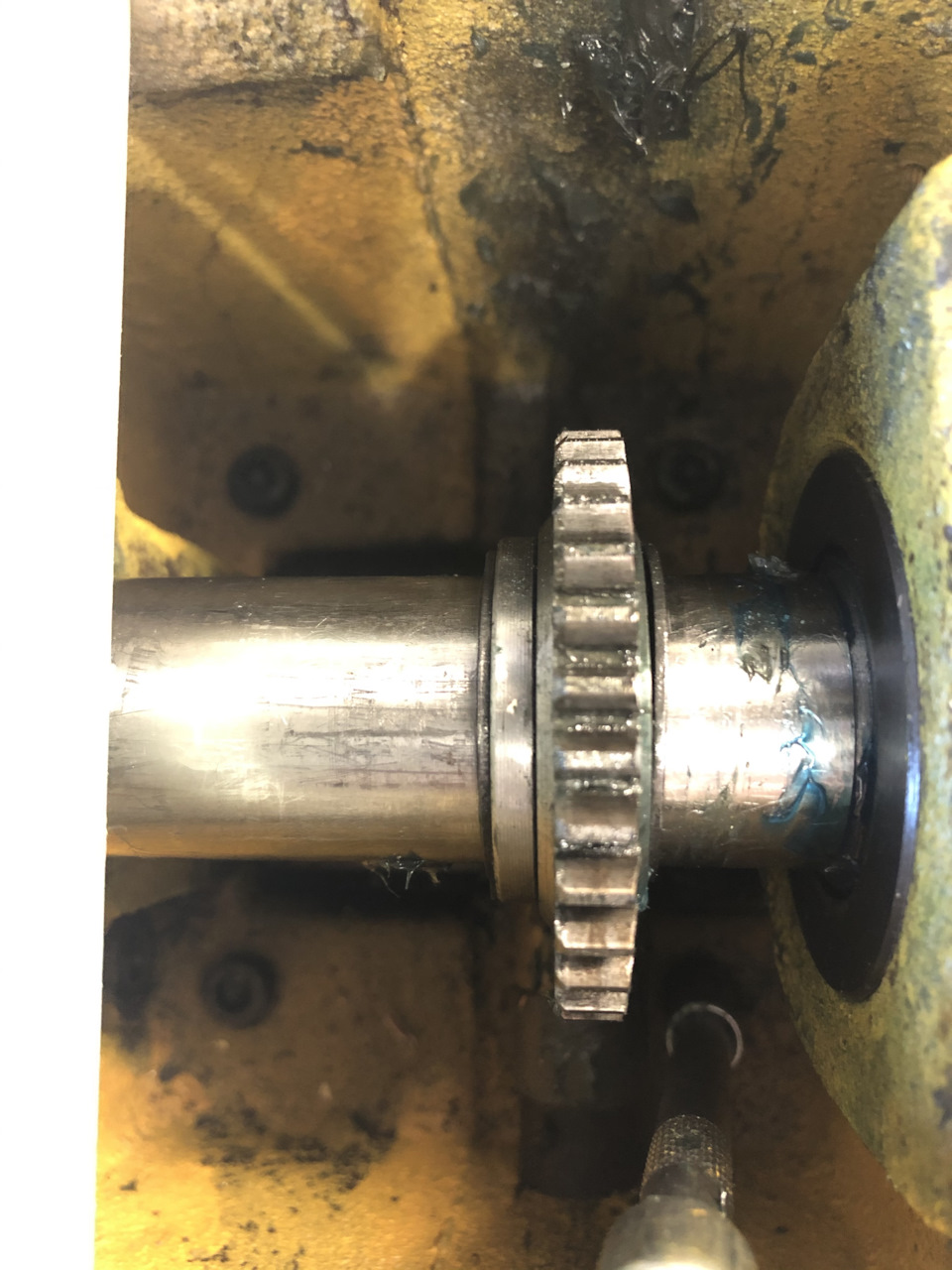
Полный размер
4 болта внутри передней бабки
Откручиваем болты, чтобы бабка могла двигаться.
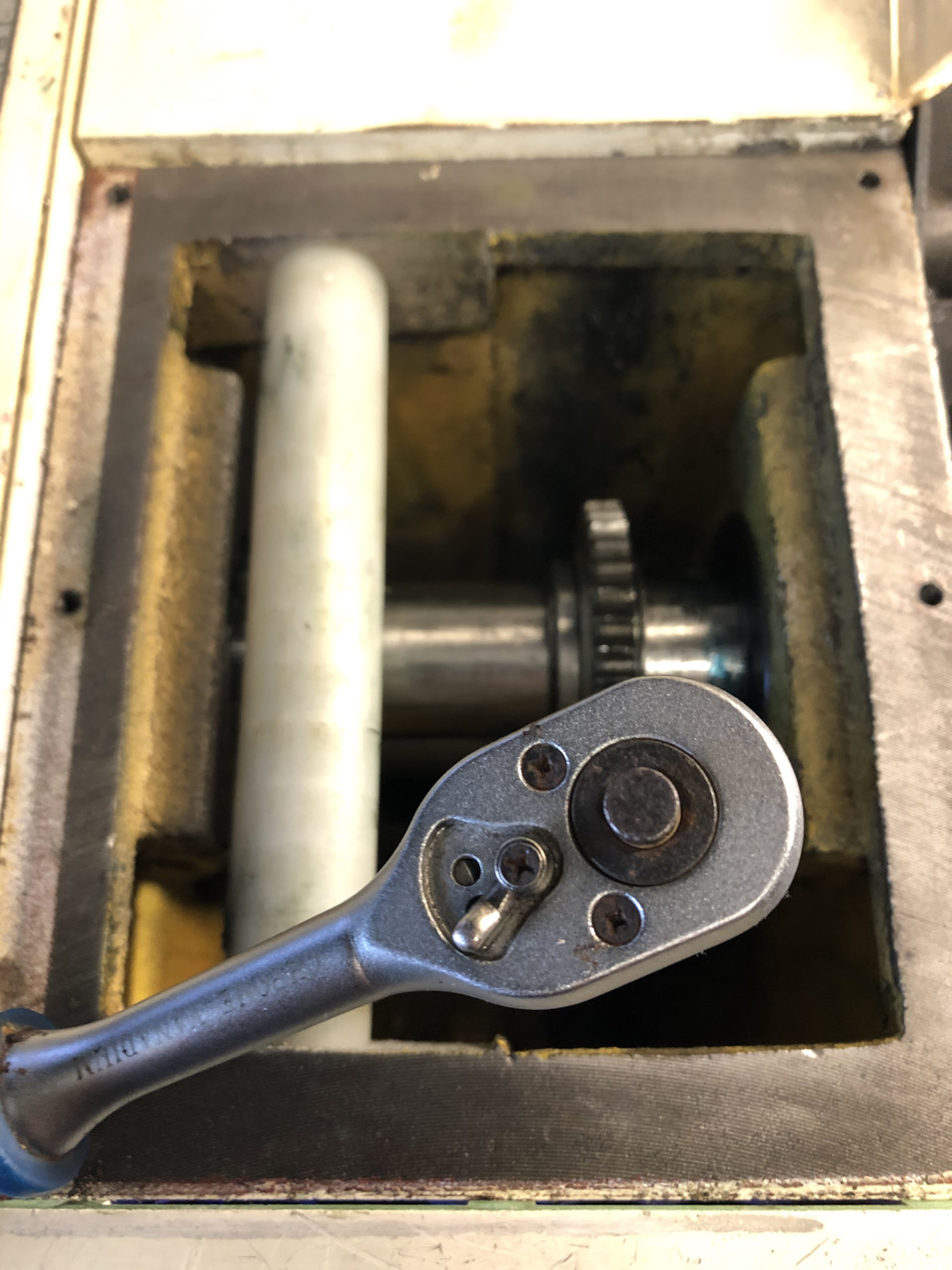
Полный размер
Понадобится торцевой ключик
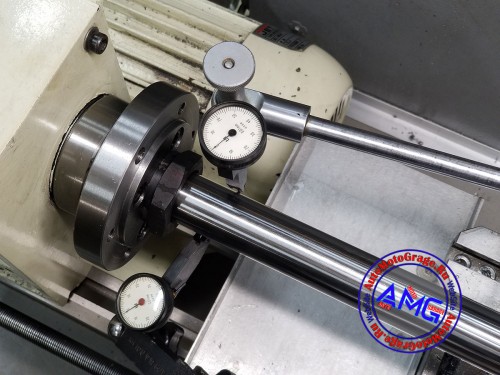
Теперь нужно определить, как отклоняется стрелка индикатора при вращении заготовки. Для этого измеряем биение в двух точках, у патрона и на конце.
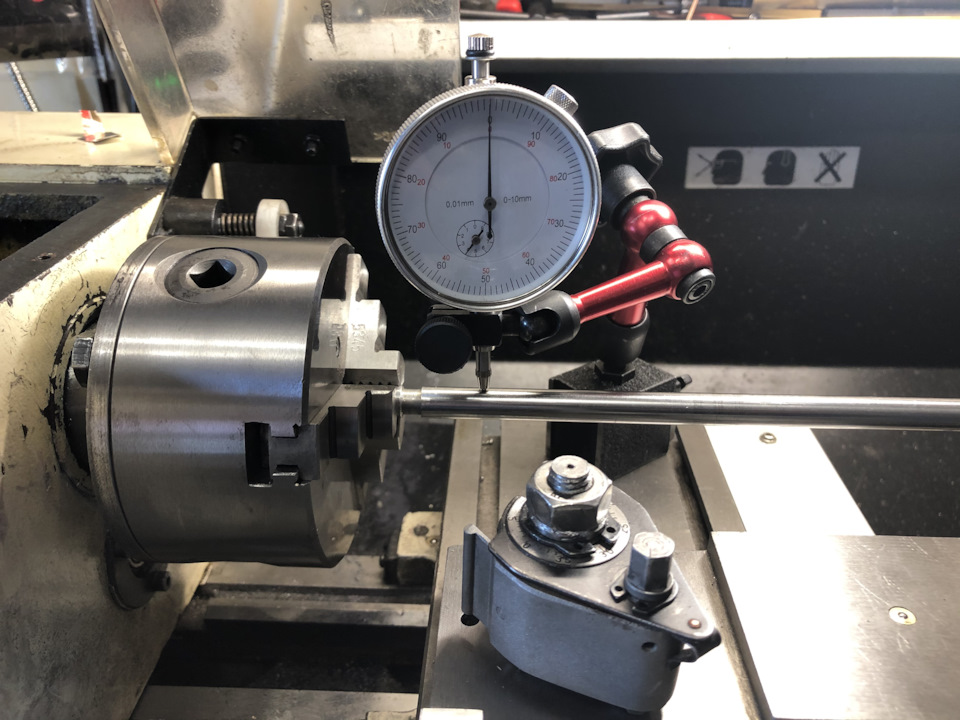
Полный размер
Смотрим биение в у патрона
Находим среднюю точку биения у патрона и обнуляем индикатор и не вращая патрон, двигаем к концу заготовки.
Полный размер
Биение на конце заготовки
Это повторяем для горизонтали, т.е. индикатор кладем в горизонтальное положение.
Получится, что в начале, биение одно, небольшое, в на конце, середина биения смещается влево или вправо, вверх или вниз.
И наша задача, двигая переднюю бабку, переместить ее так, чтобы на микрометре, биение было равномерно распределено относительно нулевой отметки (которую мы обнулили у патрона в посередке). Делается это в горизонтальном и вертикальном положении. В результате этих действий, ориентация оси вращения заготовки будет соосна движению салазок продольной подачи.
Я не с первого раза смог все настроить, но в итоге, постепенно разобрался с тем, насколько уезжают показания микрометра при зажимании болтов передней бабки и потом уже учитывал данную поправку (это было самой главной проблемой) при зажиме. Тихо завидовал станкам, где это все настраивается специальными винтами.
С 20-го раза получилось сделать так, чтобы и по вертикали и по горизонтали, все было ровно при длине заготовки 200мм, после чего попробовал проточить деталь.
Деталь получилась почти ровная, но почему-то на конце больше, чем в начале на 2 сотки.
Полный размер
Прокатал деталь по вертикали
По вертикали получилось что микрометр на конце отклонялся на 1 сотку вверх. Я повторил замеры с нижней части детали, получилось примерно то же самое. Выходит, по вертикали все по центру.
Полный размер
Прокатал по горизонтали
При прокатывании по горизонтали микрометр отьезжал на 2-2.5 сотки на конце, а вот если его зажать спереди, то стрелка колебалась на 0. Т.е. получалось что переднюю бабку нужно было сместить на 1 сотку по горизонтали к себе.
Я перезажал переднюю бабку так, чтобы микрометр показывал на конце детали не 2 сотки, а 1 и тогда, следующий проход, позволил выточить деталь 100мм с погрешностью менее 1 сотки в диаметре. Замерял микрометром и цифровым штангенциркулем, оба показали примерно одно число.
Полный размер
При прокатывании стрелка колебалась в районе 0
Еще несколько раз протачивал заготовку, снимая по 5 соток, результат получался одинаковый, погрешность изготовления выходила в районе 1 сотки. Точнее было сложно измерить из-за не совсем идеальной поверхности заготовки.
Как известно, “лучшее — враг хорошего”, нужно уметь вовремя остановиться и не испортить то, чего удалось достигнуть парой часов возни. Для моего станочка и такая конусность (менее сотки на 100мм), это вполне хороший результат, учитывая что с вращающимся конусом максимальная длина составит всего 300-350мм из-за того, что заднюю бабку нет возможности сдвинуть на край, т.е. она упирается в шкаф (конечно, нужно избавляться от шкафа, заказывать единый длинный стол во всю стену и менять дизайн кабинета)
В ближайшее время буду пробовать выточить винт поперечной подачи, вот и посмотрим, как на это повлияет мой новый патрон, позволяющий зажимать заготовки с хорошей повторяемостью и настроенное (теперь) положение передней бабки.
UPD 15.12.2020
После изменения оси вращения шпинделя, я начал переживать, что настройка патрона может сбиться, потому что протачивал фланец я при неправильном его положении. И решил проверить посадочные поверхности фланца, которые показали биение около 2 соток.
Пришлось заново протачивать вертикальную поверхность, а вот с пояском получилось не совсем хорошо, потому что я его сровнял и тем самым уменьшил. Тем не менее, польский патрон как-то отцентровался сам, видимо по винтам, потому что они со смещением и не болтался. Но я наколол на краю пояска несколько точек, что увеличило его диаметр и тогда посадка стала плотнее, а потом сровнял лишнее резцом и получилось как надо. Несколько раз сажал патрон с заготовкой и всегда была повторяемость посадки.
Вспомнил про китайский патрон и посадил его. Зажал ту же заготовку и потом по ней, отцентровал посадку патрона. Получилось еще более точно, чем с поляком, биение настолько малое, что стрелка даже не дергалась.
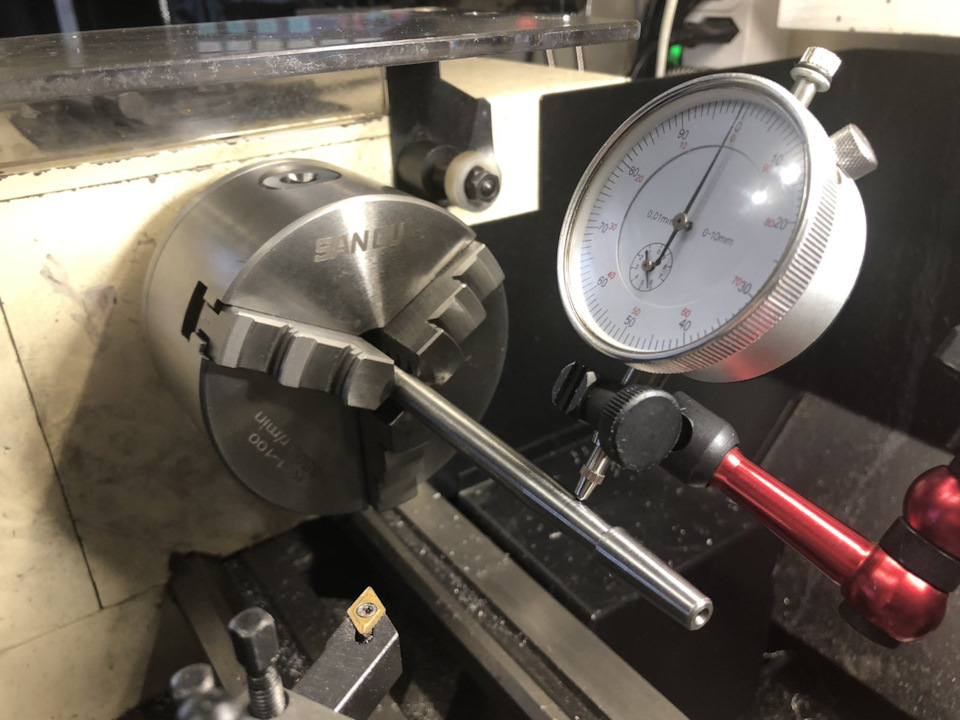
Полный размер
Китайский патрон SANOU
И тут вроде бы можно сказать, что патрон крутой, но пробуем перезажать деталь в кулачках и стрелка микрометра начала прыгать сразу на 2 сотки. Пробуем еще раз зажать, минимум 1.5.
Меняем патрон на поляка, зажимаем деталь, проверяем биение. Менее 1 сотки. Заново зажимаем. Снова менее 1 сотки. И так несколько раз. Повторяемость зажима детали, вот конек поляка.
И я знаю, как зажимать заготовку с минимальным биением. Нужно просто надавливать с противоположного конца детали, как бы заталкивая ее в патрон. Тогда биение уменьшается до того состояния, что стрелка еле колышется. Берите на вооружение, если кто не знал раньше, что так можно.
UPD 17.06.2021
Долгое время думал, что все эти конусности, оптические линейки на 5 микрон, не особо нужные вещи, пока не пришлось делать раскатку для латунных трубок. Два вальца, между которыми зажимается металл и плющится. Там любой люфт приводил к перекосу рабочих поверхностей и единственное решение было, выточить втулку и внутренний вал с точной посадкой. В итоге, у меня это получилось. Могу точить валы с точностью 2-3 сотки, потом шлифовать под конкретную втулку и оно реально садится без люфтов. К сожалению, длина ограничена габаритами станка, но с мелкими деталями получается очень хорошо. Для домашнего станка, прекрасный результат. Конечно, многое зависит от марки стали, от резца и пластинок. Тут еще есть над чем работать, мало опыта у меня и задачи редкие.
